Листогиб чертежи: Чертежи и 3D-модели листогибов, описание и принцип работы
Содержание
Ручной листогиб своими руками: чертеж
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
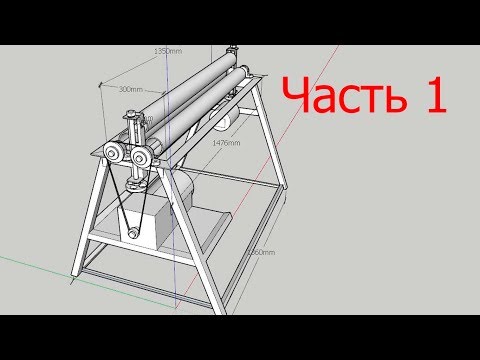
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
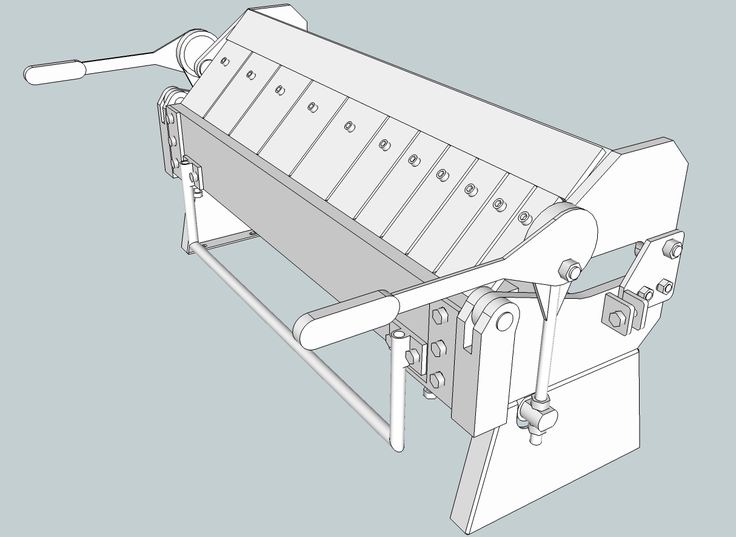
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы.
 Ручку нужно приварить к уголкам с двух концов;
Ручку нужно приварить к уголкам с двух концов; - На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10.
 В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию; - Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки.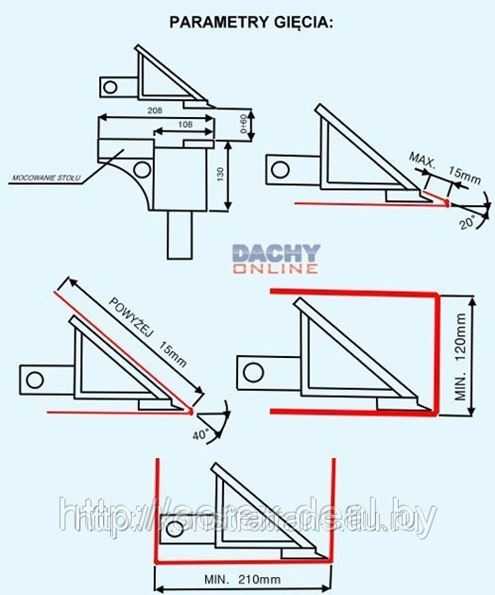 Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Назад
Вперёд
Листогиб чертеж
Листогиб чертеж
Листогиб (листогибочный станок) Общий вид, сборочный чертеж, деталировки
Чертежи формата А4, вал откидной, вал приводной, щека левая, правая, рычаг и др.
Авторские права © Чертеж. Все права защищены. |
 чертежи
чертежи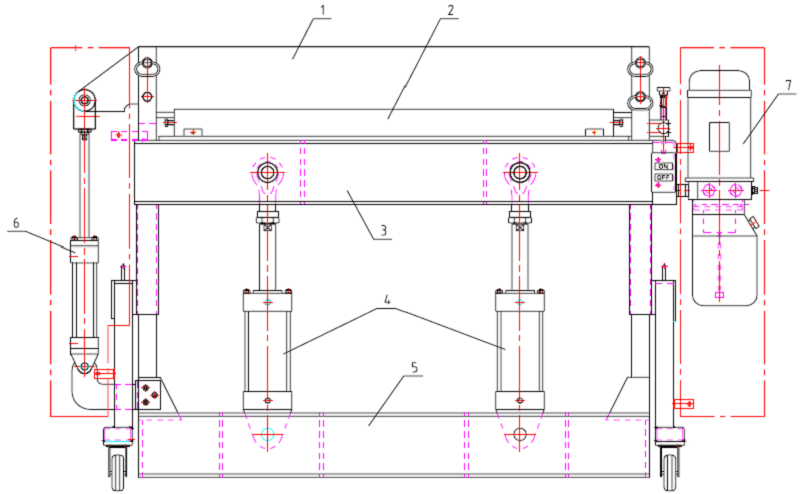 pul.ru
pul.ruhttp://herteg.narod.ru feedback на платформе
NEW GMC РОТАЦИОННО-ГИБОЧНЫЙ СТАНОК — Red River Machinery Inc. — оборудование для производства листового металла, которое режет, разрезает, надрезает, изгибает, формирует, штампует, скручивает, профилирует, штампует, сшивает и отделывает листовой металл.
 строительное оборудование, сварочное производство, механический цех, гидроабразивная резка, плазменная резка, штамповка, гибка труб, листопрокат, угловые валки, лазерная резка. Линии рулонов, линии резки по длине, погрузочно-разгрузочные работы, краны и вилочные погрузчики, плазменные столы-резаки, листогибочные валки, аксессуары для листогибочных прессов, инструменты, датчики с ЧПУ, коронка и т. д. Листогибочные прессы, электрические листогибочные прессы, гидравлические листогибочные прессы, механические и воздушные Прессы, пневматические прессы, оправочные прессы, прессы с глубокой горловиной, сверлильные станки, прессы для изготовления, гидравлические прессы, прессы для запрессовки, ручные/отбойные прессы, механические прессы, револьверные прессы, станки с ЧПУ и принадлежности Пробивные линии Балочные пуансоны, пуансоны для изготовления, ручные пуансоны, односторонние Пуансоны, ролики револьверного кольца Машины для изготовления панелей крыши Профилегибочные станки, валки для угловой гибки, ручные, ручные валки, вращающиеся станки для плиты и листа Ротационные станки-фрезерные станки-фрезерные столы Пилы, холодные, абразивные и фрикционные пилы, горизонтальные ленточные пилы, вертикальные ленточные закаточные станки Ножничные конвейеры Ножницы-Кольцевые и круговые ножницы Ножницы, ножные и ручные ножницы — Ручные — Электрические ножницы, Гидравлические торцовочные ножницы, Механические и пневматические ножницы для торцевания листового металла-Локформеры-Рольцовщики Односторонние Пуансоны Станки продольно-резочные и т.
строительное оборудование, сварочное производство, механический цех, гидроабразивная резка, плазменная резка, штамповка, гибка труб, листопрокат, угловые валки, лазерная резка. Линии рулонов, линии резки по длине, погрузочно-разгрузочные работы, краны и вилочные погрузчики, плазменные столы-резаки, листогибочные валки, аксессуары для листогибочных прессов, инструменты, датчики с ЧПУ, коронка и т. д. Листогибочные прессы, электрические листогибочные прессы, гидравлические листогибочные прессы, механические и воздушные Прессы, пневматические прессы, оправочные прессы, прессы с глубокой горловиной, сверлильные станки, прессы для изготовления, гидравлические прессы, прессы для запрессовки, ручные/отбойные прессы, механические прессы, револьверные прессы, станки с ЧПУ и принадлежности Пробивные линии Балочные пуансоны, пуансоны для изготовления, ручные пуансоны, односторонние Пуансоны, ролики револьверного кольца Машины для изготовления панелей крыши Профилегибочные станки, валки для угловой гибки, ручные, ручные валки, вращающиеся станки для плиты и листа Ротационные станки-фрезерные станки-фрезерные столы Пилы, холодные, абразивные и фрикционные пилы, горизонтальные ленточные пилы, вертикальные ленточные закаточные станки Ножничные конвейеры Ножницы-Кольцевые и круговые ножницы Ножницы, ножные и ручные ножницы — Ручные — Электрические ножницы, Гидравлические торцовочные ножницы, Механические и пневматические ножницы для торцевания листового металла-Локформеры-Рольцовщики Односторонние Пуансоны Станки продольно-резочные и т. д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки — Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работы
д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки — Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работы
$0,00
Технические характеристики GMC DB-60A
Вместимость: ½”
Минимальный CLR: ¼”
Минимальный наружный диаметр: 1”
Сплошной стержень из мягкой стали: 2” (0,125”) толщина): 1-1/2 дюйма
Круглая труба, низкоуглеродистая сталь, сортамент 40: 1-1/2 дюйма (0,125 дюйма)
Круглая труба, нержавеющая сталь (толщина стенки): 1-1/4 дюйма
Круглая труба, нержавеющая сталь, сортамент 40: 2 дюйма (3/16 дюйма)
Алюминиевая круглая труба (толщина стенки)
Максимальный радиус осевой линии: 8-1/2 дюйма
Программирование светодиодов: память на 50 заданий
Главный двигатель: 1,5 л.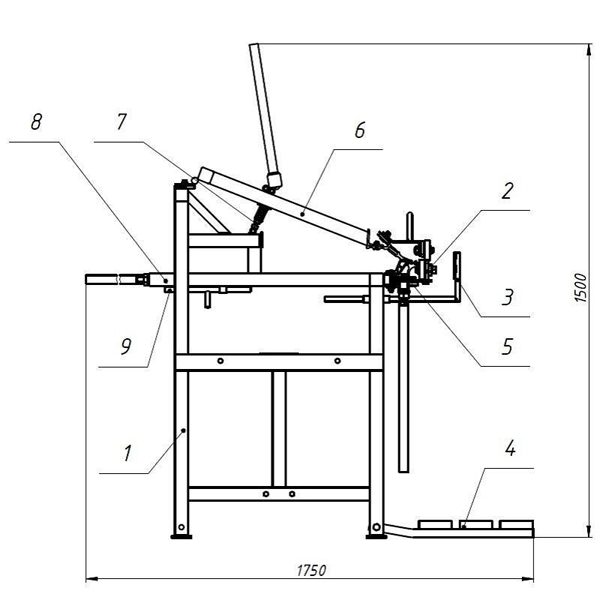 с., 220 В, 1 фаза
с., 220 В, 1 фаза
Вес: 327 фунтов 51”
Стандартные характеристики:
Тайваньская машина
Сертификация ISO 9001
Этот простой в использовании гидравлический трубогибочный станок имеет невероятную производительность для труб диаметром 2 дюйма с толщиной стенки 0,12 дюйма и графиком 1-1/2 дюйма# 40 труба
Главный двигатель переменного тока, 1-1/2 л.с., 220 В, 1 фаза
Светодиодный индикатор степени с автоматическим программированием остановки для точного считывания степени изгиба.
Память на 50 заданий, каждая программа задания содержит 9 шагов
Быстрая смена инструмента
С подставкой класса люкс
Гарантия на детали 1 год
Добавить в корзину
Основы, типы и советы дизайнерам продукции
В конце 15 века Леонардо да Винчи нарисовал простой прокатный стан, который продемонстрировал возможность гибки листового металла. Однако только 1590, что этот эскиз стал реальностью, когда слесари начали использовать два тяжелых цилиндра для прессования металлов, изменяя их толщину и форму.
Однако только 1590, что этот эскиз стал реальностью, когда слесари начали использовать два тяжелых цилиндра для прессования металлов, изменяя их толщину и форму.
Со времен фантастического эскиза Да Винчи процесс гибки листового металла продвинулся вперед; сегодня у нас есть несколько технологий гибки листового металла с различными возможностями. Однако одно остается неизменным на протяжении многих лет: успех вашего проекта по формовке листового металла начинается с того, что вы понимаете различные методы гибки и их пригодность для различных сценариев проектирования.
Здесь мы обсудим, что вам следует знать о процессе гибки листового металла. Если вы хотите, чтобы ваш проект по формовке листового металла был выполнен правильно с первого раза, эта статья для вас!
Содержание
Процесс гибки листового металла
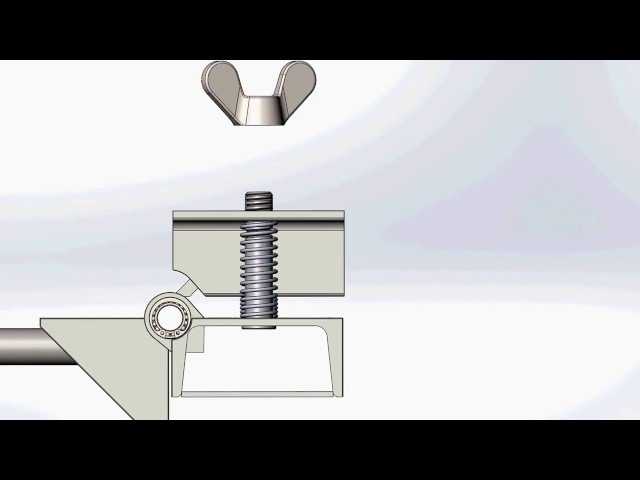
Процесс гибки листового металла включает приложение силы к детали из листового металла для изменения ее геометрии. Эта сила вызывает нагрузку на листовой металл, превышающую его предел текучести, в результате чего материал физически деформируется, не ломаясь и не разрушаясь.
Листогибочный пресс — широко используемый инструмент для гибки листового металла. Он работает, опуская пуансон на листовой металл, расположенный на штампе, создавая желаемую геометрию.
(Анимация процесса гибки листового металла. Общественное достояние через Wikimedia Commons)
Хотя этот процесс довольно прост, гибка листового металла представляет собой нечто большее, чем кажется на первый взгляд. Например, существует несколько методов гибки листового металла, все они схожи по функциям, но различаются по действию. Таким образом, знание идеального метода выбора — это первый шаг, который вам нужно сделать, чтобы добиться успеха в вашем проекте формовки листового металла.
6 Методы гибки листового металла
Метод №1 V-образная гибка
V-образная гибка является наиболее распространенным методом гибки листового металла. Как следует из названия, в методе V-образной гибки используется V-образная матрица и пуансон для гибки металлов под нужными углами. V-образный пуансон вдавливает заготовку из листового металла в «v-образную» канавку матрицы, формируя листы с разными углами изгиба. Например, вы можете получить острый, тупой или 90-градусный угол изгиба, в зависимости от V-образного угла пуансона и матрицы.
V-образный пуансон вдавливает заготовку из листового металла в «v-образную» канавку матрицы, формируя листы с разными углами изгиба. Например, вы можете получить острый, тупой или 90-градусный угол изгиба, в зависимости от V-образного угла пуансона и матрицы.
Рис. 1. Метод V-образной гибки
Метод № 2 Гибка на воздухе
Гибка на воздухе очень похожа на метод V-образной гибки: для гибки листового металла используется V-образный пуансон и матрица. Однако, в отличие от обычного процесса V-образной гибки, метод гибки с помощью штамповки в воздухе не вдавливает лист в дно полости. Вместо этого он оставляет пространство (или воздух) под листом, что позволяет лучше контролировать угол изгиба, чем при обычном V-образном изгибе.
Рисунок 2: Метод гибки на воздухе
Например, предположим, что у вас есть штамп и пуансон под углом 90°. С помощью метода воздушной гибки вы можете получить угол изгиба в диапазоне от 90° до 180°. Этот метод также обеспечивает более точный результат, поскольку он испытывает меньшую упругую отдачуㅡ, которая описывает частичное восстановление изогнутой детали из листового металла до ее геометрической формы до приложения силы изгиба. Пружинящий возврат нежелателен, так как вызывает неточные изгибы.
Пружинящий возврат нежелателен, так как вызывает неточные изгибы.
Способ № 3. Изгибание в нижней части
Изгибание в нижней части (или изгибание в нижней части) — это тип V-образного изгиба, который также решает проблему пружинения. Он включает в себя деформацию листового металла в области изгиба путем приложения дополнительной силы через кончик пуансона после завершения изгиба.
Рис. 3. Изгиб дна
Как и метод гибки воздухом, метод гибки дна обеспечивает точный контроль угла изгиба. Однако он требует более мощного пресса, чем нижний изгиб.
Метод №4 Изгиб с затиранием
В методе загибания с затиранием лист металла прижимается к штампу с затиранием с помощью прижимной прокладки. Затем пуансон давит на край листа, который выходит за пределы штампа и прижимной пластины, заставляя его сгибаться над концом штампа.
Рис. 4. Изгиб
Этот метод предлагает хорошее механическое преимущество ㅡ, что означает, что вы можете прикладывать меньше усилий для создания желаемых изгибов (и углов изгиба). Однако он может быть не идеальным для создания тупых углов изгиба, поскольку вам потребуется более сложное оборудование, способное создавать горизонтальную силу.
Однако он может быть не идеальным для создания тупых углов изгиба, поскольку вам потребуется более сложное оборудование, способное создавать горизонтальную силу.
Метод №5 Гибка в рулонах
Метод гибки вальцами позволяет сгибать листовые металлы в рулоны, трубы, конусы или изогнутые формы. В этом уникальном процессе формовки листового металла используются наборы роликов, которые подают (и изгибают) металлическую заготовку до желаемой кривизны.
Рис. 5: Гибка вальцами
Вальцевание позволяет формовать металлические листы в различные профили поперечного сечения, состоящие из нескольких кривых изгиба. Это особенно полезно для создания очень длинных деталей из листового металла толщиной от 0,004 дюйма до 0,125 дюйма и шириной до 20 дюймов. Например, вы можете создавать такие детали, как панели, направляющие и стеллажи (обычно используемые в зданиях для освещения, кровли и систем отопления, вентиляции и кондиционирования), используя станок для гибки профилей.
Метод № 6 Гибка с вращающимся вытягиванием
При гибке с вращающимся вытяжением листовой металл крепится к вращающемуся штампу и вытягивается вокруг штампа, чтобы сформировать геометрию, радиус которой соответствует желаемому радиусу изгиба. В этом методе часто используется внутренняя поддерживающая оправка для предотвращения образования складок на стенке изогнутого листового металла.
Рис. 6. Гибка с вращательным вытягиванием
Метод гибки с вращательным вытяжением имеет несколько преимуществ по сравнению с другими типами гибки листового металла. Например, он не царапает поверхность металла, в отличие от процессов затирания и V-образного изгиба. Кроме того, он может сгибать материалы в острые углы с тупыми углами изгиба.
Запись по теме: 5 вещей, которые дизайнеры должны знать о прототипировании листового металла
5 советов по гибке листового металла
Следующие советы помогут вам создавать точные и надежные детали из листового металла.
- Убедитесь, что изгиб расположен в местах с достаточным количеством материала.
- Используйте один радиус изгиба для всех изгибов, чтобы исключить необходимость в дополнительных инструментах.
- Убедитесь, что внутренний радиус изгиба равен (или больше) толщине листа.
- Сгибайте твердые материалы перпендикулярно направлению прокатки, чтобы предотвратить разрушение.
- Избегайте проектирования таких элементов, как отверстия и пазы, очень близко к изгибу, так как это может привести к искажению элемента. Как правило, вы должны располагать все элементы вдали от сгиба на расстоянии, равном как минимум трехкратной толщине листа.
- Работа в механическом цехе с опытом предоставления высококачественных услуг по формовке листового металла.
Gensun Precision Machining — ведущий поставщик услуг по формовке листового металла в Азии. Мы предлагаем высококачественные услуги по гибке компаниям, обслуживающим широкий спектр отраслей промышленности.