Листогиб прижимное устройство: Листогиб: устройство, виды, принцип работы
Содержание
Листогиб: устройство, виды, принцип работы
- Главная
- Статьи
- Листогибы и листогибочные прессы
- Листогибы — виды, получаемые изделия, брак и неисправности
18 февраля 2021 г.
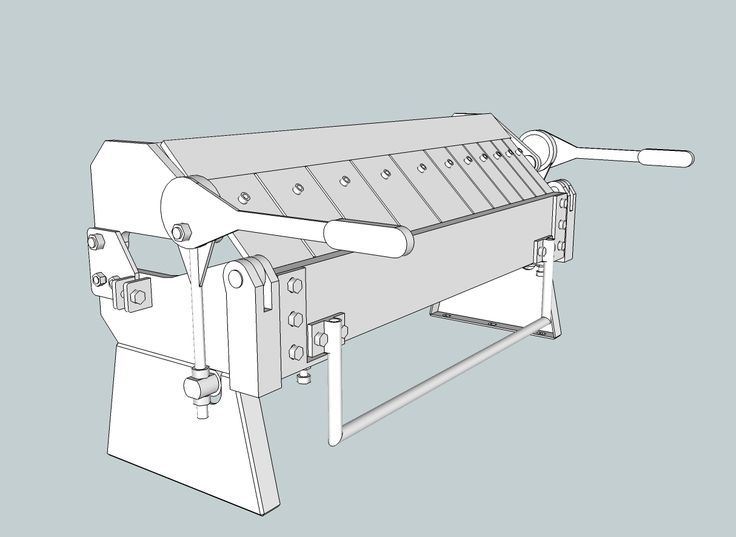
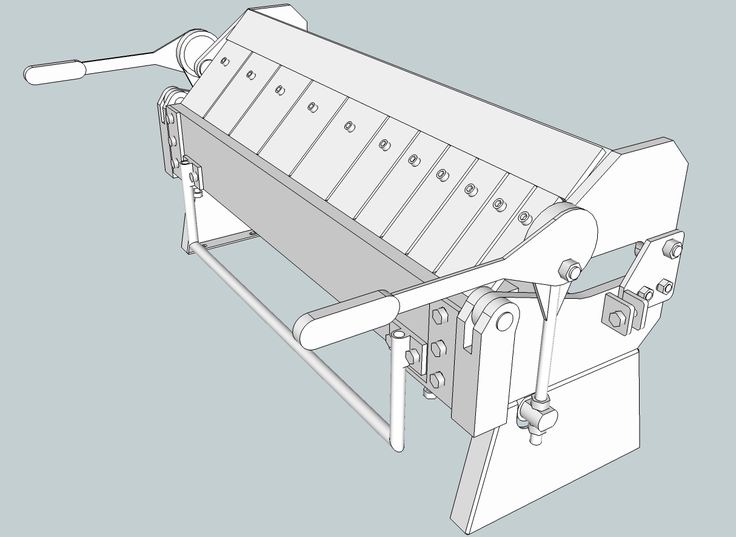
Листогиб — это станок, как следует из названия, предназначенный для гибки листового металла. Обычно имеются в виду листогибы с поворотной балкой, которые изгибают лист на заданный угол путем поднятия гибочной балки. Поэтому к листогибам нельзя отнести листогибочные прессы — выполняя ту же работу, что и листогибы, они производят гибку путем вдавливания листа в матрицу, что кардинально меняет схему работы и технологические возможности.
Строго говоря, к листогибам относятся вальцы, которые осуществляют радиусную гибку листа, однако они отличаются как конструкцией, так и производимыми изделиями, поэтому мы их рассмотрим в отдельной статье.
Важнейшей конструктивной особенностью листогибочных станков является точки крепления прижимной балки. В зависимости от этого, они делятся на два вида:
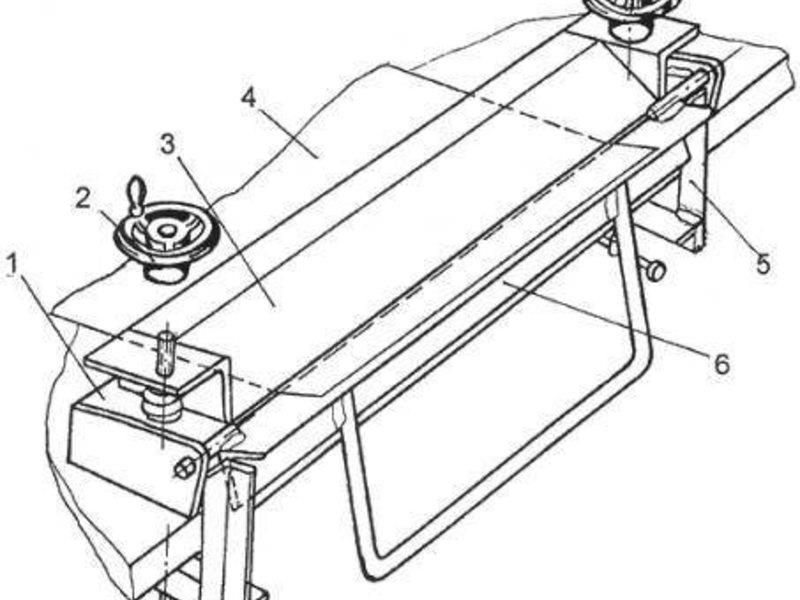
- Проходные — имеют узлы крепления прижимной балки по краям станка, что позволяет обрабатывать лист неограниченную глубину, однако ограничивает ширину обрабатываемого листа расстоянием между этими креплениями. Поскольку прижимная балка ничем не поддерживается посередине, такие листогибы выполняются из стали, обладающей достаточной прочностью, чтобы избежать быстрой деформации балок под рабочей нагрузкой. При этом, стальные проходные станки с небольшой массой (наиболее популярные модели — ЛБМы) оснащаются тягами, позволяющими регулировать одну или несколько балок, компенсируя изгиб и продлевая жизнь станка. Это немаловажная опция, поскольку замена балок на новые по цене вполне сравнима с покупкой нового станка.

К машинам этого типа относятся большинство российских, европейских, китайских и турецких станков, таких как ЛГС-26, Schechtl, Sorex, Ilmaksan, Stalex и Jouanel.
| Главное преимущество проходного листогиба — неограниченная глубина подачи листа |
- Непроходные — узлы крепления («прижимные станции») равномерно расположены по всей длине прижимной балки, что обеспечивает равномерный прижим, а также возможность работы с листом, превышающим габариты станка. Существенным минусом является то, что размеры листа ограничены глубиной подачи — продвинуть заготовку на любую глубину не получится. Этот параметр колеблется от скромных 380 мм у довольно старой модели Tapco Pro 14, до 585 мм. у «Алюбендера». Правда, надо помнить, что увеличение глубины подачи увеличивает и плечо, на которое приходится усилие при гибке, а значит, более «вместительные» листогибы, при прочих равных, окажутся менее долговечными.
К станкам проходной группы, помимо Tapco, относятся еще одни мобильные листогибы из США — VanMark, а также их китайские клоны.
| Хорошо видны прижимные станции непроходного листогиба Тапко — они обеспечивают хороший прижим по всей длине, но не ограничивают глубину подачи листа. |
Из конструктивных особенностей следуют особенности применения:
- Мобильные листогибы удобно использовать при перемещении с объекта на объект, в виду относительно небольшого веса. Если алюминиевые листогибы Tapco можно переносить прямо на руках, то мобильные листогибы LBM передвигаются за счет небольших колесиков, а для погрузки на «Газель» требуются усилия не менее 4х человек.
| Даже трехметровый стальной мобильный листогиб весит около 300 кг и может перемещаться усилиями 4 работников |
- Цеховые листогибы отличаются массивностью конструкции. Выполненные с большим запасом прочности, они обладают солидным ресурсом, но и перемещаются с места на место только в исключительных случаях.
 Из механических к такому типу относятся, к примеру, листогибы Mazanek и Ilmaksan, а также все электромеханические и гидравлические листогибы.
Из механических к такому типу относятся, к примеру, листогибы Mazanek и Ilmaksan, а также все электромеханические и гидравлические листогибы.
| Цеховой листогиб отличается массивной конструкцией и не предназначен для перемещений |
По типу привода и устройству балок выделяют такие виды листогибов:
- Механические — работают благодаря мускульной силе оператора. Их преимуществом является, во-первых, цена, а во вторую — неприхотливость и простота эксплуатации. Они единственные, кто может работать и на объекте, и в неотапливаемом цеху, и требовать при этом минимум обслуживания. По тому, как приводится в действие прижимная балка, механические листогибы разделяют на два типа:
- Ручной привод — большинство моделей. Удобен в случаях, когда лист обладает значительными габаритами, особенно, если он требует работы двух операторов;
- Ножной привод — используется как основной в некоторых сегментных моделях (например, Stalex PBB), а также может быть заказан как опция (например, в Sorex ZRS/LBM).

| Простота и надежность ручного листогиба делают его самым популярным типом листогибочных машин |
- Электромагнитные — довольно редкие листогибы, позволяющие гнуть изделия практически любой формы. Роль прижимной балки в них выполняют массивные стальные планки, прижимаемые мощным электромагнитом расположенным в основной балке. Отсутствие прижимных станций, а также полная свобода в размещении сегментов прижимной балки позволяет выполнять очень сложные гибы, включая, к примеру, замкнутые контуры. Сам гиб выполняется за счет мускульной силы оператора, что полностью оправдано для такого типа станков, предназначенных для сложной и небыстрой работы в условиях цеха.
| Хорошо видна свободно лежащая прижимная сегментная балка — главная особенность электромагнитного листогиба |
- Электромеханические — как следует из названия, отличаются наличием электропривода прижимной и гибочной балок.
 Это позволяет кардинально снизить утомляемость оператора, что благоприятно сказывается на производительности при серийном производстве. По максимальной толщине металла электромеханические листогибы не имеют выигрыша перед тяжелыми механическими моделями.
Это позволяет кардинально снизить утомляемость оператора, что благоприятно сказывается на производительности при серийном производстве. По максимальной толщине металла электромеханические листогибы не имеют выигрыша перед тяжелыми механическими моделями.
| Электропривод позволяет значительно расширить возможности электромеханических станков, в основном, в части производительности при работе с толщинами от 0,7 мм |
- Гидравлические — наиболее сложные, дорогие и производительные листогибы. Способны гнуть металл толщиной 4-5 мм, при этом последовательность и число гибов могут быть занесены в память устройства ЧПУ. Это делает их незаменимыми станками при крупносерийном производстве. За счет более удобного и быстрого позиционирования листа, они превосходят листогибочные прессы в производительности, уступая им в разнообразии форм гиба. Достаточно редкий вид станков, имеющих, однако, свою нишу. Как и прессы, требуют квалифицированного обслуживания, качественных расходников (масло, фильтры) и не могут работать в неотапливаемых помещениях.

| Гидравлический листогиб — редкая, но производительная машина. |
- Сегментные — отличаются наличием одной, двух или всех трех балок, собранных из небольших отрезков-сегментов. Устанавливая зазоры между ними, можно делать гибы в непараллельных плоскостях, изготавливая кассеты, поддоны или корпуса для техники. По типу привода могут быть любыми.
| Сегментная балка позволяет гнуть деталь без смятия перпендикулярной плоскости, которая проходит в промежуток между настраиваемыми сегментами |
- Пневматические листогибы — на данный момент, представлены липецкой продукцией ЛГСП. В отличие от сверхпопулярной модели ЛГС-26, встречается гораздо реже, по причине как более высокой цены, так и довольно ограниченного ассортимента изготавливаемых изделий, а также капризности пневматического привода.
| Пневматический листогиб ЛГСП липецкого производства |
Для облегчения работы и расширения возможностей ручного листогиба, он может, в зависимости от конструкции, комплектоваться аксессуарами и дополнительными устройствами:
- Отрезной нож для листогиба позволяет заменить гильотину по металлу, выполняя раскрой листа до 0.
 55 мм непосредственно на станке. Часто производители заявляют толщину металла до 0.8 мм, но при такой толщине нож идет тяжело, на металле образуются волны, даже после регулировки. Зато при оптимальной длине хороший нож обеспечивает такое же качество реза, как и механические ножницы, и имеет сравнимый ресурс 90, после исчерпания которого можно заменить режущие ролики или заново отшлифовать штатные (это приведет к снятию закаленного слоя и снижению ресурса, но как временная мера активно применяется).
55 мм непосредственно на станке. Часто производители заявляют толщину металла до 0.8 мм, но при такой толщине нож идет тяжело, на металле образуются волны, даже после регулировки. Зато при оптимальной длине хороший нож обеспечивает такое же качество реза, как и механические ножницы, и имеет сравнимый ресурс 90, после исчерпания которого можно заменить режущие ролики или заново отшлифовать штатные (это приведет к снятию закаленного слоя и снижению ресурса, но как временная мера активно применяется).
| Отрезной роликовый нож для листогиба LBM |
- Фальцедогибающая машинка — позволяет догибать лист до 180 градусов, прокатывая его между сходящимися парами роликов, например, для создания капельника на отливе. Часто этой машинкой пренебрегают при работе, особенно это касается наемных рабочих на строительных объектах, предпочитающих, для скорости, догибать лист с помощью прижимной балки. Разумеется, такая техника работы приводит к преждевременному износу станка.
 Фальцедогибающая машинка не нужна для алюминиевых листогибов Tapco и Van Mark, позволяющих догибать штатным способом с помощью гибочной балки (требуется только вынуть согнутый за первый проход лист и вставить его в специальные пазы), а для всех остальных листогибов — очень ценное дополнение.
Фальцедогибающая машинка не нужна для алюминиевых листогибов Tapco и Van Mark, позволяющих догибать штатным способом с помощью гибочной балки (требуется только вынуть согнутый за первый проход лист и вставить его в специальные пазы), а для всех остальных листогибов — очень ценное дополнение.
| Фальцедогибающая машинка производства фирмы Sorex (Польша) |
- Угломер — обычный угломер в виде шкалы с нанесенными градусами, как правило, идет в штатной комплектации. За доплату польские станки можно оснастить диском с жидкостью внутри («гидравлический угломер»), которые находятся прямо перед глазами оператора и тем самым ускоряют работу на станке.
- Компенсаторы усилия — вне зависимости от конструкции (пружинные штанги или противовесы), компенсаторы усилия гиба позволяют снизить нагрузку на руки и спину оператора, снижая усилия при работе с механическим листогибом. Являются штатным аксессуаром для цеховых станков из Китая и Турции, на «поляков» ставятся, как правило, за доплату.

- Ограничитель угла гиба — полезная опция, позволяющая даже начинающему оператору выдавать именно такой угол, какой нужно. На листогибах Sorex имеется четырехпозиционный ограничитель, позволяющих выбирать до 4 различных углов.
- Стол задней поддержки — поддерживает лист при работе с большими длинами на проходных листогибах. Часто имеет ограничители глубины подачи, упрощающие позиционирование листа.
Отрасли
Листогибы используются в областях, где требуется штучное либо мелкосерийное производство изделий из листового металла. По отзывам людей, работающих на листогибах, вот наиболее популярные отрасли и получаемые изделия:
- Кровельные работы
- Конек большой
- Конек малый
- Конек прямоугольный
- Ендова малая нижняя
- Ендова большая нижняя
- Планка торцевая
- Фальш-ендова
- Планка карнизная
- Конек большой с зигом
- Планка завершающая
- Наличник
- Угол наружный большой
- Угол внутренний
- Угол внутренний
- Производство вентиляции
- Вентиляционные короба
- Крестовины
- Отводы прямоугольных воздуховодов
- Адаптеры на кондиционеры и камеры статического давления
- Производство доборных элементов
- Откосы из листового металла
- Отливы для окон
- Ветровые планки
- Мелкосерийное производство металлических изделий
- Металлические корпуса для электрики, щиты и ящики
- Кабельные лотки
- Металлические поддоны
- Стеновые панели и элементы для них.

Страны-производители
На российском рынке встречаются станки всех основных стран-производителей, имеющих свою специфику:
- Россия — отечественные производители выпускают дешевые листогибы (такие как ЛГС-26), выгодно отличающиеся по цене от конкурентов, что и является их главным преимуществом. По отзывам клиентов, это относительно надежные, но простые и не самые комфортные станки.
- Польша — известна своими аналогами знаменитого листогиба Schehtl LBX, что позволило предложить относительно недорогие и качественные мобильные листогибы типа Sorex ZRS, MetalMaster LBM или Bertech ZRD. Еще одним известным польским брендом является Mazanek, сделавший себе имя на тяжелых ручных станках, позволяющих работать с металлом большой толщины. К сожаление, из-за роста цены в последнее время, эти станки доступны в России под заказ.
- США — американские листогибы отличаются собственной уникальной конструкцией. Алюминиевые непроходные листогибы Tapco и Van Mark сложно перепутать с европейскими моделями.
 Их достоинствами является высокая мобильность, деликатное отношение к листу и высокое качество сборки, а к недостаткам — относительно небольшой ресурс и высокая цена.
Их достоинствами является высокая мобильность, деликатное отношение к листу и высокое качество сборки, а к недостаткам — относительно небольшой ресурс и высокая цена. - Китай — как и положено «мировой кузнице», выпускает все возможные варианты листогибочного оборудования. Алюминиевый Alubender, имеющий поразительное сходство со станками Tapco, большой выбор механических, электромеханических и электромагнитных листогибов TTMC, большая часть сегментных листогибов — все это китайская продукция, выпускаемая под контролем таких известных марок, как Stalex, MetalMaster или Proma.
- Турция занимает видное место в производстве оборудования для вентиляции, соответственно, турецкие листогибы предлагаются как составная часть цеха по производству вентиляции. Тяжелые и надежные цеховые листогибы, типа Ilmaksan CM, могут заменить собой электромеханических собратьев или аналогичные машины марки Mazanek.
Брак и некондиция
Хотя станки поставляются с завода уже настроенными, мало купить листогиб, чтобы просто начать работу. Основные поломки листогибов связаны с неправильной работой, игнорированием инструкций по эксплуатации, а часто — с неправильной настройкой и перенастройкой станка. Если новый станок позволяет какой-то время беспроблемно работать на нем, то покупка листогиба б/у требует хорошего понимания самых распространенных видов поломок и брака и способов их устранения:
Основные поломки листогибов связаны с неправильной работой, игнорированием инструкций по эксплуатации, а часто — с неправильной настройкой и перенастройкой станка. Если новый станок позволяет какой-то время беспроблемно работать на нем, то покупка листогиба б/у требует хорошего понимания самых распространенных видов поломок и брака и способов их устранения:
- Изогнутая линия гиба («сабля») — получается при деформированных балках либо при гибе слишком толстого металла. На станках, имеющих регулировку тягами, надо выгнуть прижимную балку в обратную от «сабли» сторону, в остальных поможет только замена деформированных балок.
- Смещение заготовки при гибе — этот эффект вызван слабым прижимом металла. Требуется отрегулировать эксцентрики прижима или прижимные кулачки согласно инструкции.
- Угол загиба меньше, чем показывает угломер — это обычная ситуация, поскольку металл отыгрывает несколько градусов после гиба. Опытным путем установите, сколько именно градусов не хватает до нужного значения после гиба, и внесите поправку при следующих операциях.

- Царапины и вмятины — эти повреждения не могут быть приемлемы на оцинковке или кровельном железе, особенно в заметных местах (отливы, откосы). Рекомендуется или использовать станки с алюминиевыми балками (такими как Tapco), либо тщательно следить за прижимными поверхностями, при необходимости шлифуя их. Также встречается «ноу-хау» в виде отклейки прижимных поверхностей пластырем, для деликатной работы с легкоповреждаемыми материалами.
Ваше имя*
Ваш телефон
Возраст
Станок листогибочный ручной STALEX BSM 1250-0.8
Описание
Превосходная универсальная модель листогибочного станка STALEX BSM отлично подходит для оборудования производства добротных элементов кровли, профилей, деталей вентсистем. STALEX BSM имеет самый малый вес в линейке листогибов этой марки, за счет чего мобилен и универсален.
Станок оснащен ручным приводом, не требует наличия точки подачи электроэнергии. Станок надежен и прочен, так как конструкция его полностью сварная. Для облегчения работы с листовыми материалами можно приобрести к данному листогибу дополнительное оборудование – специальный роликовый нож для раскроя материала. STALEX BSM отличается простотой настройки прижимного устройства, быстротой сборки (на сборку требуется не более двадцати минут). Станок без ограничения глубины подачи. Оптимальная величина толщины гибки – 0,8 мм, угол гибки достигает 150 градусов.
Станок надежен и прочен, так как конструкция его полностью сварная. Для облегчения работы с листовыми материалами можно приобрести к данному листогибу дополнительное оборудование – специальный роликовый нож для раскроя материала. STALEX BSM отличается простотой настройки прижимного устройства, быстротой сборки (на сборку требуется не более двадцати минут). Станок без ограничения глубины подачи. Оптимальная величина толщины гибки – 0,8 мм, угол гибки достигает 150 градусов.
В модельный ряд входит: STALEX BSM 1250/0.8 и STALEX BSM 1050/0.8.
Особенности
- Неограниченная глубина подачи материала
- Рабочая длина 1250 мм
- Максимальная толщина гибки 0,8 мм (оцинкованная сталь)
- Возможность гибки на 150°
- Разборная стойка для облегчения транспортировки
Технические характеристики
| Stalex BSM 1250/0.8 | |
|---|---|
| Макс. рабочая длина | 1250 мм |
Макс. толщина листа толщина листа | 0,8 мм |
| Угол гибки | 0-150º |
| Габариты упаковки (ДхШхВ) | 1900х600х290 мм |
| Масса нетто/брутто | 82/94 кг |
- Ручные листогибы STALEX 1060-1.5 мм
- Ручной листогиб STALEX 1500-1 мм
- Ручной листогиб STALEX 2500-1 мм
- Ручной листогиб STALEX 3000-1 мм
- Ручной листогиб STALEX 2000-1 мм
- Станок сегментный листогибочный ручной STALEX PBB 1020-2.5
- Станок листогибочный ручной сегментный STALEX W2.0x2040A
- Станок листогибочный ручной сегментный STALEX W2.0x2540A
- Станок листогибочный ручной сегментный STALEX W2.0x3050A
- Станок листогибочный ручной сегментный STALEX W1.5x1260A
- Станок листогибочный сегментный STALEX MFS 2020-1.5
- Станок листогибочный ручной сегментный STALEX W1.5x610Z
- Станок листогибочный STALEX TSB 2020-2
- Станок сегментный листогибочный ручной STALEX PBB 1270-2
- Станок листогибочный STALEX LS 2500
- Cтанки листогибочные TAPCO Max-20
- Cтанки листогибочные TAPCO SuperMax
- Станки листогибочные сегментные STALEX PBB 1270-3SH
- Станки листогибочные сегментные STALEX PBB 1020-3SH
- Cтанки листогибочные TAPCO Pro 14 HD
- Станок листогибочный ручной STALEX PBB 1270-2A
- Станки листогибочные сегментные ручные STALEX PBB 2500-1
- Станок сегментный листогибочный ручной STALEX PBB 1520-1.
 5
5 - Станки листогибочные сегментные ручные STALEX PBB 2020-1.2
- Станок листогибочный ручной STALEX RS 3000
- Станок листогибочный ручной STALEX RS 2500
- Станок листогибочный ручной STALEX RS 2000
- Станок листогибочный ручной STALEX LBM 3000
- Станок листогибочный ручной STALEX LBM 2500
- Станок листогибочный ручной STALEX LBM 2000
- Станок листогибочный ручной STALEX BSM 1050-0.8
- Ручной листогиб STALEX 3000-2 мм
- Ручные листогибы STALEX 2500-2 мм
- Станок листогибочный ручной STALEX BSM 2540-0.8
- Ручной листогиб STALEX 2000-2 мм
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
| *
Ваше Имя: |
Пример: Сидоров Иван Петрович
|
*Текст сообщения:
| |
|
* Ваш телефон: |
Пример: 8-351-2345678
|
| |
| Ваш Город: |
Пример: Челябинск
| ||
| Ваш E-Mail: |
Пример: [email protected]
| ||
|
| |||
|
* Введите код: |
Пример: abc3127
| ||
|
|
| ||
 Сообщение будет обработано нашим менеджером.
Сообщение будет обработано нашим менеджером.
TAPCO PRO-14 HD.
 Честные отзывы. Видеообзоры. Лучшие цены.
Честные отзывы. Видеообзоры. Лучшие цены.
На этой странице вы можете найти описание, поставщиков, цены, видеообзоры и честные отзывы о станке ТАПКО ПРО-14 ЭЙЧД, а также оставить своё мнение или отзыв о данной модели в комментариях.
Быстрый Переход к Нужному Месту:
Технические характеристики
| Оцинкованная сталь | 0.55 мм |
| Алюминий | 1.0 мм |
| Медь | 0.6 мм |
| Цинк | 0.6 мм |
| Максимальный угол гибки | 180° |
| Глубина подачи материала | 380 мм |
| Рабочая длина | 3200 мм |
| Габариты | 2300х620х240 |
| Масса нетто (без стойки) | 70 кг |
| Масса нетто (со стойкой мобильной США) | 85 кг |
Особенности модели
Станок TAPCO Pro-14 HEAVY DUTY 14524NA профессиональное устройство, предназначенное для обработки листового металла. Конструкция не требует специального сервисного обслуживания и хранения. Данную модель рекомендуется приобрести в качестве второго станка на производство или для конкретных задач, где глубины в 360 мм достаточно. Сравнительно малый вес делает станок мобильным и удобным в транспортировке.
Данную модель рекомендуется приобрести в качестве второго станка на производство или для конкретных задач, где глубины в 360 мм достаточно. Сравнительно малый вес делает станок мобильным и удобным в транспортировке.
Универсальная листогибочная машина Tapco Pro 14 HD одинаково хорошо подходит как для установки на промышленном предприятии, так и для использования непосредственно на участке, где осуществляются строительные работы. Мобильность станка обеспечена его небольшими габаритами и весом. Без сомнений, это устройство может стать отличным вложением средств, так как в нем идеально сбалансированы функциональность, высокие технологии, качество, надежность и невысокая цена. Более того, любой покупатель может по собственному желанию приобрести необходимые дополнительные элементы и запасные части.
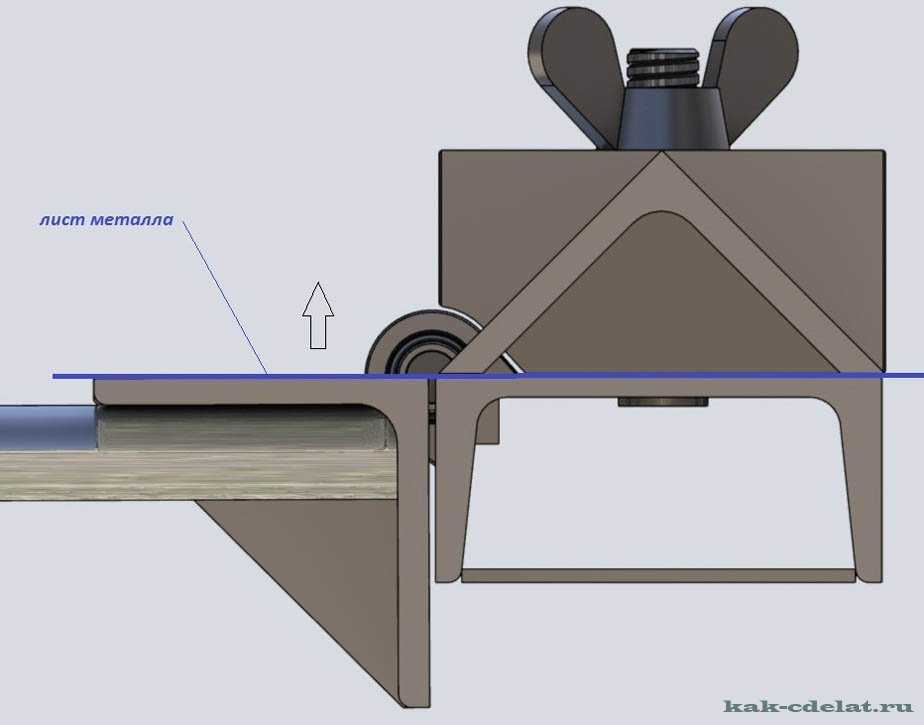
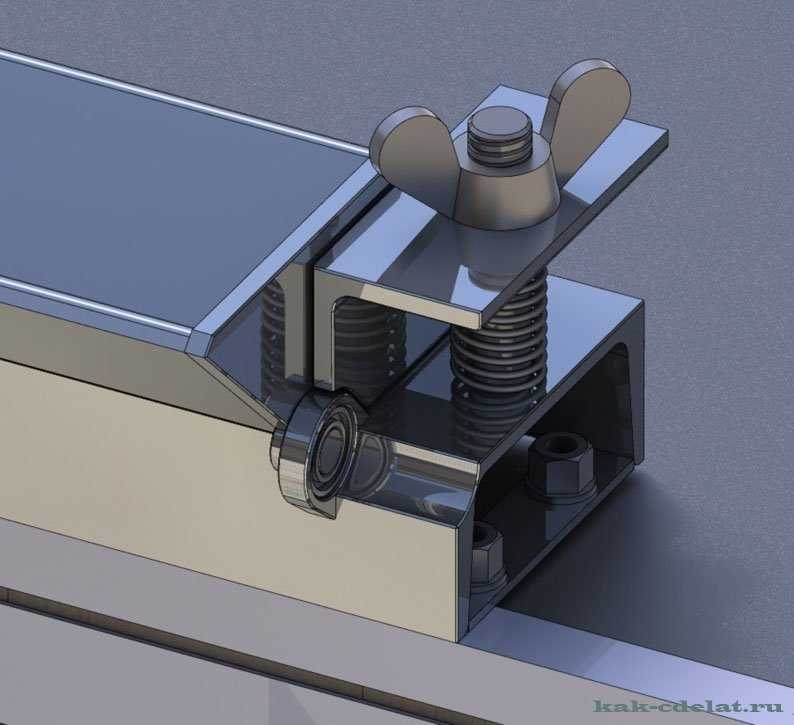
Данный листогиб используется для изготовления металлических изделий различного назначения, конфигурации, размеров. Стоит отметить, что станок оснащен инновационными системами, облегчающими обработку металла и исключающими повреждение заготовок. В частности, конструкция листогиба включает специальный шарнир, на который получен патент, для прижимного устройства подвижного типа – Moving Pivot Hinge. Эта новинка позволяет увеличить показатель силы прижима листа, что исключает его сдвиг во время обработки. И при этом шарнир благодаря наличию силиконовой вставки предотвращает деформацию или иное повреждение заготовки. Подвижный шарнир надежно фиксирует заготовку вне зависимости от того, какой срок отслужил станок, и каково его техническое состояние. Особенно удобно использование Moving Pivot Hinge при работе с тонколистовым металлом.
В частности, конструкция листогиба включает специальный шарнир, на который получен патент, для прижимного устройства подвижного типа – Moving Pivot Hinge. Эта новинка позволяет увеличить показатель силы прижима листа, что исключает его сдвиг во время обработки. И при этом шарнир благодаря наличию силиконовой вставки предотвращает деформацию или иное повреждение заготовки. Подвижный шарнир надежно фиксирует заготовку вне зависимости от того, какой срок отслужил станок, и каково его техническое состояние. Особенно удобно использование Moving Pivot Hinge при работе с тонколистовым металлом.
Помимо подвижного шарнира, к числу инноваций в данном станке относятся и зажимы Positive Clamping Sistem – устройства, позволяющие максимально упростить и ускорить фиксацию листов.
Несмотря на то, что модель выпускается в одном размере и весе, комплектность ее можно выбрать, исходя из соображений производственной необходимости. Для удобства покупателей в нашем каталоге представлен большой ассортимент дополнительных элементов доукомплектации. Преимущества листогибов Tapco Pro 14 HD перед другими моделями станков:
Преимущества листогибов Tapco Pro 14 HD перед другими моделями станков:
- Говоря о компании Tapco, особо стоит отметить её многолетний (более полувека) опыт в сфере выпуска металлообрабатывающих станков и прочего профессионального оборудования. Во всем мире продукция под маркой Tapco пользуется заслуженным уважением и доверием покупателей. Руководство компании неизменно держит курс на тщательное изучение потребностей потребителя. Сервисное обслуживание оборудования Tapco находится на чрезвычайно высоком уровне.
- Надежность станков подтверждена многолетней практикой, при этом для компании неприемлемо в погоне за дешевой популярностью допускать отступления от выверенных технологий или стараться обогнать конкурентов за счет символического увеличения косвенных показателей. Абсолютно все станки марки оснащаются не только цельнолитыми опорами, но и дополнительными конструкциями для их усиления, что делает возможным выпуск листогибов достаточно больших размеров без риска потери устойчивости и надежности.
- Оборудование Tapco создается, прежде всего, для людей, именно поэтому показатели эргономичности стоят на переднем плане. Так, станок Tapco Pro 14 HD оснащен эргономичными ручками с рифленой поверхностью (прорезиненным покрытием).
- Безопасность работы на листогибочном прессе Tapco Pro 14 HD обусловлена наличием высококачественного ножа PRO Cut-Off.
- Подвижные шарниры Moving Pivot Hinge весьма надежны, но в ремкомплекте со станком предлагается, кроме запасной виниловой вставки, восемь (число может меняться в зависимости от комплектации) дополнительных шарниров, а также ключи для замены.
- Для работы на листогибе не требуется нескольких человек – один сотрудник вполне может справиться со всеми операциями, вплоть до загрузки листа. Это обеспечено продуманной конструкцией оборудования: во время загрузки заготовки верхняя ручка станка находится в поднятом положении.
Все выше перечисленные особенности данного станка позволяют относить его к числу самых экономически выгодных моделей. В плане наличия дополнительного оборудования и запасных частей у покупателя никогда не возникнет проблем – оно постоянно имеется на складе. Выбрав удобную комплектацию, вы получите высокотехнологичный, производительный, недорогой в обслуживании станок для своего производства.
В плане наличия дополнительного оборудования и запасных частей у покупателя никогда не возникнет проблем – оно постоянно имеется на складе. Выбрав удобную комплектацию, вы получите высокотехнологичный, производительный, недорогой в обслуживании станок для своего производства.
- Управление прижимной балкой осуществляется посредством удобной прорезиненной рукояти, которая исключает выскальзывание из рук и располагается вне гибочной зоны;
- Эксцентриковая система прижима станка TAPCO Pro-14 HD не требует перенастройки станка при работе с заготовками различной толщины;
- На прижимной балке имеется линейка, которая позволяет выполнять работы без предварительного раскроя листа;
- Надежный и относительно легкий станок;
- глубина подачи листа 360 мм;
- надежность прижима;
- удобство в работе;
- прочная металлическая конструкция.
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Будьте внимательны при покупке!
- Листогиб
- Инструкция
В качестве дополнительного оборудования предлагается:
- Угломер.
- Специальное устройство для легкого и быстрого производства профильных листов – Brake Buddy.
- Специальное устройство для обработки края водосточных желобов – Tapco Curler.
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Надежный мобильный листогиб. По качеству сборки у Tapco проблем нет. Предварительно доволен всем, дальше только время покажет.
Александр 18.07.2019
youtube.com/embed/_6KdNvQvNA0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Оцените эту модель:
Рейтинг модели: 4.4 / 5. Количество оценок: 5
Цены и продавцы
Если виджет показывает не ту модель, вы можете обратиться к продавцам из списка, чтобы получить предложение на нужную модель.
KIPP — Зажимные устройства
KIPP использует файлы cookie для оптимального дизайна и постоянного улучшения веб-сайта.
Продолжая использовать этот веб-сайт, вы соглашаетесь на использование файлов cookie.
хорошо
|


 кулачковый рычаг
кулачковый рычаг
 Продукт (S)
Продукт (S)


 (S)
(S)
 0004
0004


 Разработчик инструмента должен выбрать зажим, который проще и удобнее в использовании, а также наиболее эффективен.
Разработчик инструмента должен выбрать зажим, который проще и удобнее в использовании, а также наиболее эффективен. На рис. 28.34 (б) хомут выкован, неся собственную пяту.
На рис. 28.34 (б) хомут выкован, неся собственную пяту. К ручным устройствам относятся шестигранные гайки, ручные ручки и кулачки (см. рис. 28.36).
К ручным устройствам относятся шестигранные гайки, ручные ручки и кулачки (см. рис. 28.36).
 Кожух кондуктора сконструирован таким образом, что предусмотрены выступы для размещения шарнирных штифтов. В целях экономии времени оператора для удержания шайбы под гайкой используется цилиндрическая пружина.
Кожух кондуктора сконструирован таким образом, что предусмотрены выступы для размещения шарнирных штифтов. В целях экономии времени оператора для удержания шайбы под гайкой используется цилиндрическая пружина. В невыпадающем С-образном зажиме он остается прикрепленным к приспособлению и, следовательно, не может быть потерян, тогда как С-образная шайба может быть прикреплена к приспособлению с помощью цепи.
В невыпадающем С-образном зажиме он остается прикрепленным к приспособлению и, следовательно, не может быть потерян, тогда как С-образная шайба может быть прикреплена к приспособлению с помощью цепи. Клин может приводиться в действие либо вручную с помощью винта или кулачка, либо с помощью пневматического или гидравлического цилиндра, и в этом случае возможен автоматический зажим заготовки как часть полностью автоматического машинного цикла.
Клин может приводиться в действие либо вручную с помощью винта или кулачка, либо с помощью пневматического или гидравлического цилиндра, и в этом случае возможен автоматический зажим заготовки как часть полностью автоматического машинного цикла.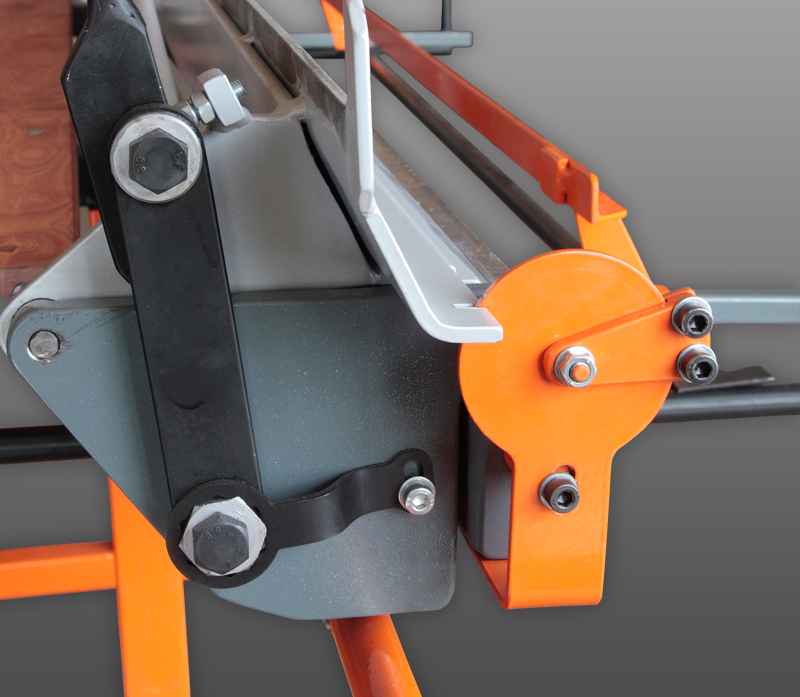 Чтобы предотвратить это движение, зажим всегда располагается таким образом, чтобы при приложении давления заготовка вдавливалась в локаторы.
Чтобы предотвратить это движение, зажим всегда располагается таким образом, чтобы при приложении давления заготовка вдавливалась в локаторы.
 28.48, используется для крепления компонентов, положение зажимаемой поверхности которых не сильно различается. Зажатие происходит быстро, а затяжка и разблокировка выполняются движением зажимного рычага вниз и вверх.
28.48, используется для крепления компонентов, положение зажимаемой поверхности которых не сильно различается. Зажатие происходит быстро, а затяжка и разблокировка выполняются движением зажимного рычага вниз и вверх. В конструкции спирального кулачка важны две вещи: ход и подъем кулачка.
В конструкции спирального кулачка важны две вещи: ход и подъем кулачка. Удерживающая сила для переключения зажимов по сравнению с усилием приложения очень высока. На рис. 28.51 показаны четыре основных действия зажима, а именно. удерживайте, тяните, сжимайте и действуйте по прямой линии.
Удерживающая сила для переключения зажимов по сравнению с усилием приложения очень высока. На рис. 28.51 показаны четыре основных действия зажима, а именно. удерживайте, тяните, сжимайте и действуйте по прямой линии. На рис. 28.53 показано типичное применение силовых клещей.
На рис. 28.53 показано типичное применение силовых клещей. Магнитные патроны и аксессуары доступны в различных стилях и формах.
Магнитные патроны и аксессуары доступны в различных стилях и формах. Это делает быстросъемные шампуры эргономичными и безопасными в обращении. В повторяющихся процессах пневматические зажимы идеально подходят для быстрого зажима. Их легко транспортировать, и поэтому их можно быстро адаптировать к меняющимся задачам.
Это делает быстросъемные шампуры эргономичными и безопасными в обращении. В повторяющихся процессах пневматические зажимы идеально подходят для быстрого зажима. Их легко транспортировать, и поэтому их можно быстро адаптировать к меняющимся задачам.
