Листогиб с поворотной балкой электромеханический: Листогиб электромеханический с поворотной балкой
Содержание
Электромеханический листогиб серии ЛГМ в т. ч. с ЧПУ
Описание листогиба:
Полностью электромеханический листогиб, отсутствие гидравлики делает его надежным и незаменимым при гнутье профилей в условиях холодного цеха. Сегодня это один из самых надежных механизмов.
Имеет электронные установки параметров гиба. Параметры обработки листа до 6 мм.
Лидер продаж прошлого года и вне конкуренции на рынке Российских машин 2008 г.
Станок листогибочный с поворотной гибочной балкой служит для производства различных профилей методом холодной гибки металла под различными углами. Листогиб изготавливается как с ручным управлением с приборной панели, так и с системой ЧПУ и с выводом всех параметров на монитор для визуальной работы. Новая система прошла испытания и полность отвечает всем требования производства сложных профилей.
Вот пример некоторых видов профиля получаемых на листогибе ЛГМ:
Виды гибочных оправок которые можно использовать для гибки профиля любой сложности:
Базовая оправка подходит для большинства стандартных гибов:
Оправка типа «сапожок» — гибка коробов, замкнутых профилей:
Специальная оправка, например для изготовления вентиляционных воздуховодов:
Технические характеристики:
| Параметры листогибов | ЛГМ 2,5х2,5 | ЛГМ 3х2,0 | ЛГМ 4х2,5 | ЛГМ 5 х 2,0 | ЛГМ 6 х 1,6 |
| Толщина изгибаемого листа с пределом прочности 500 МПа, мм.  | 0,5 -2,5 | 0,5 -3,0 | 0,5 -4,0 | 0,5 — 5,0 | 0,5 — 6,0 |
| Ширина изгибаемого листа с пределом прочности 500 МПа, мм, максимальная | 2500 | 2000 | 2500 | 2000 | 1600 |
| Угол поворота гибочной балки, градус. | 0-125 | 0-125 | 0-125 | 0-125 | 0-125 |
| Ход прижимной балки, мм. | 10-135 | 10-135 | 15-175 | 15-175 | 15-175 |
| Скорость прижимной балки, мм/с | 12 | 12 | 15 | 15 | 15 |
| Угловая скорость гибочной балки, градус/с | 25 | 25 | 25 | 25 | 25 |
| Высота отгибаемой кромки при максимальной толщине листа, мм.  | 6 толщин листа | 6 толщин листа | 6 толщин листа | 6 толщин листа | 6 толщин листа |
| Длина Z | 3650 | 3150 | 3400 | 2900 | 2490 |
| Ширина | 820 | 820 | 710 | 710 | 760 |
| Высота | 1320 | 1320 | 1520 | 1520 | 1520 |
| Масса, кг | 2840 | 2600 | З230 | 2900 | 2700 |
| Мощность электродвигателей, суммарная, кВт | 4.5 | 4,5 | 6,2 | 6,2 | 6,2 |
| Производительность механизма, сгибов/ч | до 350 | до 350 | до 350 | до 350 | до 350 |
| Механический регулируемый упор, мм | 100-350 | 100-350 | 100-400 | 100-400 | 100-400 |
| Работа в режиме наладки | есть | есть | есть | есть | есть |
| Полуавтоматический режим работы с ручной подачей и удалением заготовки | есть | есть | есть | есть | есть |
| Возможность поставки специальных оправок и инструмента для изготовления различных профилей и деталей | имеется | имеется | имеется | имеется | имеется |
Коротко об управлении ЧПУ:
Современная система управления рабочими органами листогиба позволяет повысить производительность и удобство работы за счет визуального контроля гиба металла, а также благодаря быстрой перенастройки листогибочной машины на гибку другого типа профилей, которые просто выбираются из базы данных системы ЧПУ.
Работа начинается с выбора нужной детали — конфигурации профиля. Если необходимый вид профиля отсутствует, его можно создать, либо внести с помощью USB — флеш носителя с компьтера. Создания профиля заключается в вводе размеров заготовки, координат гибки детали и соответствующих им углов гиба. Также для каждой точки гиба профиля вводятся данные, которые покажут необходимо или нет перед гибкой поворачивать или переворачивать изгибаемую деталь. Способ выбора детали из базы данных:
Сделав выбор заготовки система ЧПУ переходит в рабочий режим, на профиле с помощью меток под номерами от 1 до 10 показывается порядок гибки детали. Каждый шаг гиба показывается на заготовке мигающей точкой и в строке таблицы с координатами точки гибки и углом. Данные функции помогают избежать ошибок при изготовлении профиля.
Гибка деталей сопровождается информацией — «Работает упор», «Гибка», «Поверните заготовку», «Переверните заготовку», «Деталь готова».
В нижней части экрана (визуального монитора) отображается угол гибки детали и положение эл. механического упора на данном шаге изготовления детали.
механического упора на данном шаге изготовления детали.
В комплекте с задним упором и специальными оправками система ЧПУ позволяет изгибать детали даже очень сложного профиля, в т. ч. трубы круглого и овального сечения.
- Механизм гибки листа МГЛ
- Листогибочный станок MFH
Листогибочные машины с электроприводом по низкой цене
- Главная
- /
Станки
- /
По металлу
 org/ListItem»> /
org/ListItem»> /Листогибы
- /
Листогибочные машины с электроприводом
Листогибочные станки предназначены для изготовления методом холодной гибки деталей различных профилей, образования кромок, а также для правки листового материала и т.д. Используются строительными и металлообрабатывающими компаниями.
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Наличию
Показывать по:
306090
Код товара: 1045
Листогибочная машина ЛГМ 4х2,5
Толщина гиба4.0 мм
Ширина гиба2500 мм
Мощность 6.20 кВт
Напряжение380В
Масса3230 кг
Код товара: 1049
Листогибочная машина ЛГМ 2,5х2500
Толщина гиба2.5 мм
Ширина гиба2500 мм
Мощность 4. 50 кВт
50 кВт
Напряжение380В
Масса2840 кг
Код товара: 2670
Нет в наличии
Листогибочный электромеханический станок Stalex EFMS 2020
Толщина гиба1.5 мм
Ширина гиба2020 мм
Мощность 0.75 кВт
Напряжение380В
Масса1050 кг
Код товара: 1369
Листогибочный станок ЛГМ 6х2000
Толщина гиба6.0 мм
Ширина гиба2000 мм
Мощность 6.20 кВт
Напряжение380В
Масса2980 кг
Код товара: 1044
Малогабаритная листогибочная машина МГЛ 2х2500
Толщина гиба2.0 мм
Ширина гиба2500 мм
Мощность 2.20 кВт
Напряжение380В
Масса1300 кг
Код товара: 1046
Листогибочная машина ЛГМ 5х2000
Толщина гиба5.0 мм
Ширина гиба2000 мм
Мощность 6.20 кВт
Напряжение380В
Масса2900 кг
Код товара: 2671
В наличии 2 шт.
Листогибочный станок Stalex EFMS 2520
Толщина гиба1. 0 мм
0 мм
Ширина гиба2520 мм
Мощность 0.75 кВт
Напряжение380В
Масса1310 кг
Код товара: 2672
Нет в наличии
Электромеханический листогиб Stalex EFMS 3020
Толщина гиба1.0 мм
Ширина гиба3020 мм
Мощность 0.75 кВт
Напряжение380В
Масса1630 кг
Код товара: 1047
Листогибочная машина ЛГМ 6х1600
Толщина гиба6.0 мм
Ширина гиба1600 мм
Мощность 6.20 кВт
Напряжение380В
Масса2700 кг
Код товара: 1048
Листогибочная машина ЛГМ 3х2000
Толщина гиба3.0 мм
Ширина гиба2000 мм
Мощность 4.50 кВт
Напряжение380В
Масса2600 кг
Код товара: 11848
Листогибочная машина ЛГМ 1,5х3000
Толщина гиба1.5 мм
Ширина гиба3000 мм
Мощность 7.50 кВт
Напряжение380В
Масса2840 кг
Код товара: 1043
Листогибочная машина с механическим приводом МГЛ 2х2000
Толщина гиба2. 0 мм
0 мм
Ширина гиба2000 мм
Мощность 1.50 кВт
Напряжение380В
Масса1200 кг
Код товара: 41397
Нет в наличии
Комбинированный станок MetalMaster GBR 1320 (3 в 1)
Толщина реза3.0 мм
Толщина гиба2.0 мм
Ширина гиба1320 мм
Ширина реза1320 мм
Мощность 3.00 кВт
Масса2300 кг
Код товара: 41398
Нет в наличии
Комбинированный станок MetalMaster GBR 2020 (3 в 1)
Толщина реза3.0 мм
Толщина гиба2.0 мм
Ширина гиба2040 мм
Ширина реза2040 мм
Мощность 4.00 кВт
Масса3500 кг
Код товара: 41145
Нет в наличии
Электромагнитный листогиб METAL MASTER MEB 2000
Толщина гиба1.6 мм
Ширина гиба2000 мм
Напряжение220В
Масса360 кг
Код товара: 33904
Электромеханический задний упор ЭМЗУ НГ750 (750мм)
Напряжение380В
Масса110 кг
Код товара: 33903
Электромеханический задний упор ЭМЗУ НГ500 (500мм)
Напряжение380В
Масса110 кг
Код товара: 33905
Пневматическое устройство поддержки тонкого листа ПУПТЛ
Напряжение380В
Код товара: 59143
Нет в наличии
Комбинированный электромеханический станок STALEX 3-IN-1/2040
Толщина реза3. 0 мм
0 мм
Толщина гиба2.0 мм
Ширина гиба2040 мм
Ширина реза2040 мм
Мощность 4.00 кВт
Масса3500 кг
Код товара: 59142
Нет в наличии
Комбинированный электромеханический станок STALEX 3-IN-1/1320
Толщина реза3.0 мм
Толщина гиба2.0 мм
Ширина гиба1320 мм
Ширина реза1320 мм
Мощность 3.00 кВт
Масса2300 кг
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Наличию
Показывать по:
306090
Видео
На станине листогибочной машины смонтированы поворотная и гибочная балки. Гибка осуществляется поворотом гибочной балки: она прижимает деталь и может перемещаться.
Рабочий ход осуществляется при помощи электромеханических приводов, отсутствие гидравлики в данном случае повышает характеристики оборудования за счет полученных минимальных габаритов и массы. Также станки отличаются низким уровнем энергопотребления и шума. Могут работать не только в ручном, но и полуавтоматическом режимах.
Также станки отличаются низким уровнем энергопотребления и шума. Могут работать не только в ручном, но и полуавтоматическом режимах.
Основными частями станков являются: станина, прижимная и гибочная балки, привод обеих балок, задний упор.
Ключевыми параметрами листогибочного оборудования, на которые следует обращать внимание при покупке, являются:
- Мощность двигателя, кВт
- Максимальное усилие, тонн
- Наибольшая длина гиба
- Наибольший угол загиба, град
- Наибольшая толщина изгибаемого листа, мм
- Величина минимальной отбортовки (минимальный загиб), мм
- Размеры станка, мм
- Вес, кг
Звоните и покупайте по невысокой цене станки по телефону +7 (495) 249-49-90!Доставка в Москве и по России, возможен самовывоз.
Изготовители
STALEX
Россия
Metal Master
Найдено товаров : 20
Сбросить фильтры
Цена
Производитель
Россия
STALEX
Metal Master
Ширина гиба
Ширина реза
Толщина гиба
Мощность
до
кВт
Напряжение
Напряжение питания 220/380 вольт
380В
220В
Масса
В наличии
Вверх
Листогибочный станок устройство — В помощь хозяину
Рейтинг статьи
Загрузка. ..
..
Листогиб. Виды и устройство. Работа и особенности. Плюсы и минусы
Листогиб – это станок для сгибания металлических листов под заданным углом. Он широко применяется в быту и при производстве металлоконструкций. С помощью листогибочного пресса изготовляется профиль для строительства, а также подготавливаются металлические элементы для возведения кровли и сайдинга фасадов.
Как устроен листогиб
Устройство простых моделей листогибов не имеет ничего сложного. Это довольно массивное оборудование, в сердце которого лежит траверса, выполняющая роль матрицы. Она представляет собой массивную стальную балку, на которую прикладывается лист металла. После этого заготовка прижимается ножом, который оказывает давление по линии изгиба, осуществляя деформацию под требуемым углом. Есть несколько конструкций, в которых осуществления изгиба возможно путем сгибания при повороте траверсы или давлением сверху.
Уровень изгиба может контролироваться оператором визуально или по ограничителям, которые предотвращают увеличение заданного угла. В системах с ЧПУ устанавливаются два датчика по краям. Они останавливают процесс деформации при достижении требуемого угла перегиба. Для изготовления скругленных профилей применяются листогибы с деформацией путем вдавливания в матрицу. Их траверса имеет продольную выборку определенной формы. При вдавливании в нее заготовки ножом, металл плотно входит, сохраняя новую форму.
В системах с ЧПУ устанавливаются два датчика по краям. Они останавливают процесс деформации при достижении требуемого угла перегиба. Для изготовления скругленных профилей применяются листогибы с деформацией путем вдавливания в матрицу. Их траверса имеет продольную выборку определенной формы. При вдавливании в нее заготовки ножом, металл плотно входит, сохраняя новую форму.
Виды листогибов
Листогибочные станки бывают нескольких видов:
- Ручные.
- Электромеханические.
- Гидравлические.
- Пневматические.
- Электромагнитные.
Ручные являются самыми доступными. Данное оборудование компактное и легкое. В них загибание листового металла происходит в результате прикладывания ручной силы оператора. Данное оборудование имеет систему рычагов, поэтому непосредственная деформация существенно облегчается в сравнении с прямым воздействием на заготовку.
Электромеханические являются автоматизированными. Они достаточно массивные, поэтому могут устанавливаться только в просторных производственных цехах. Осуществление давления на заготовку обеспечивает электродвигатель вращающий маховик через редуктор.
Они достаточно массивные, поэтому могут устанавливаться только в просторных производственных цехах. Осуществление давления на заготовку обеспечивает электродвигатель вращающий маховик через редуктор.
Гидравлические и пневматические станки обеспечивают давление посредством срабатывания гидро или пневмоцидиндров. Их шток выходит под давлением, давя на массивный нож, прижимающий заготовку к траверсе.
Электромагнитные прессы оснащаются мощными электрическими катушками, которые при пропускании электричества создают магнитное поле, в результате чего элементы станка прижимаются. При этом оказывая сильное давление на заготовку, что придает изделию требуемую форму.
Электромагнитные прессы для сгибания листового металла обычно оснащаются числовым программным управлением. Его наличие встречается и на других типах оборудования, кроме ручного. Это существенно повышает производительность. Задав требуемые параметры, оператор осуществляет только укладку ровных заготовок и последующее снятие готовых изделий. Наличие ЧПУ сокращает выдачу брака, поскольку исключается человеческий фактор. Оборудование с числовым управлением подходит для производства, в котором осуществляется многосерийный выпуск однотипных деталей. Сделав настройки, можно проводить изготовление необходимых деталей с высокой интенсивностью.
Наличие ЧПУ сокращает выдачу брака, поскольку исключается человеческий фактор. Оборудование с числовым управлением подходит для производства, в котором осуществляется многосерийный выпуск однотипных деталей. Сделав настройки, можно проводить изготовление необходимых деталей с высокой интенсивностью.
Отличие станков
Различие между листогибочными станками заключается не только в виде привода, который осуществляет давление для деформации, но и по другим критериям. В первую очередь пресса для листового металла отличаются по ширине. От этого параметра зависит, какую длину заготовки можно обрабатывать. Широкие промышленные листогибы способны проводить деформацию для создания строительного профиля длиной в 3 м и более. Также они создают уголки для закрытия конька двухскатных крыш и прочие длинномерные детали.
Мелкие станки шириной до метра применяются для изготовления легких изделий. С их помощью можно сделать бункерную кормушку для грызунов и поддоны под клетки животных и птиц. Производство таких изделий на широком листогибе осложнено, поскольку возникает затруднение с ровной установкой детали на платформу траверса. С маленькими станками таких затруднений не возникает.
Производство таких изделий на широком листогибе осложнено, поскольку возникает затруднение с ровной установкой детали на платформу траверса. С маленькими станками таких затруднений не возникает.
Также листогибы отличаются между собой по мощности. Данный показатель зависит не только от силы привода, который создает давление в сотни килограмм или тонн, но и массивности платформы. Одни штанги могут осуществлять деформацию только тонкой жести, в то время как другие вполне справляются с листовым металлом толщиной 3,5 мм и более. Ручной листогиб не в состоянии работать с толстыми заготовками. Чтобы их деформировать силы человека недостаточно, даже при прикладывании воздействия через рычаг. Существуют и ручные виды с гидравлическим воздействием, но и они не всегда могут справиться с подобной задачей, поскольку обычно имеют тонкостенную траверсу, которая при большом усилии может деформироваться, что приведет станок в негодность.
Преимущества и недостатки различных типов листогибов
Листогибочные прессы нашли свое применение на промышленных предприятиях, которые занимаются машиностроением и изготовлением корпусов для оборудования. Довольно много бытовых вещей сделаны с применением листогибов. В любом доме можно встретить холодильник, корпус которого изготовлен благодаря использованию листогиба. Также пресс применяется для производства корпусов для системных блоков компьютеров, газовых колонок, котлов, микроволновых и обычных электрических печек, и множества других бытовых вещей. Поскольку существует довольно обширный ассортимент листогибов, подобрать оптимальное оборудование для определенных целей не проблема. Главное при этом ориентироваться, что ожидать от той или иной конструкции.
Довольно много бытовых вещей сделаны с применением листогибов. В любом доме можно встретить холодильник, корпус которого изготовлен благодаря использованию листогиба. Также пресс применяется для производства корпусов для системных блоков компьютеров, газовых колонок, котлов, микроволновых и обычных электрических печек, и множества других бытовых вещей. Поскольку существует довольно обширный ассортимент листогибов, подобрать оптимальное оборудование для определенных целей не проблема. Главное при этом ориентироваться, что ожидать от той или иной конструкции.
Ручные станки
Если рассматривать достоинства ручных листогибочных станков, то можно отметить:
- Отсутствие шума при работе.
- Невысокая стоимость.
- Легкость и мобильность.
- Независимость от наличия электрического питания.
При этом стоит отметить и недостатки, которые присутствуют у любого ручного пресса. В первую очередь это небольшая ширина. Ручной листогиб не в состоянии подготовить длинномерную деталь. Кроме этого, такой пресс может работать только с тонкой жестью толщиной до 1,5 — 2 мм. Обычно этот показатель даже ниже. Если пытаться согнуть более толстый металл, можно просто сломать станок, поскольку он не предназначен для подобных нагрузок.
Кроме этого, такой пресс может работать только с тонкой жестью толщиной до 1,5 — 2 мм. Обычно этот показатель даже ниже. Если пытаться согнуть более толстый металл, можно просто сломать станок, поскольку он не предназначен для подобных нагрузок.
Также при работе с данным оборудованием требуется мастерство оператора, поскольку существует повышенный риск производства брака, если при установке заготовки допустить небольшой перекос. Ручные модели часто очень упрощены, и не имеют достаточного количества упоров. Это приводит к смещению листового металла, перед тем как тот будет окончательно зафиксирован для деформации. Данная проблема существует не со всеми прессами, но довольно распространена. Главный недостаток ручных прессов заключается в физической нагрузке на оператора.
Электромеханические прессы
Электромеханические листогибы одни из самых распространенных, поскольку являются сравнительно дешевыми среди промышленного оборудования данного класса.
К их достоинствам можно отнести:
- Сравнительно невысокую цену.

- Хорошую производительность.
- Широкий набор функций.
- Доступность запасных комплектующих.
При этом данное оборудование является и самым шумным. Это связано с работой электрического двигателя. Также громкий звук исходит от ремня или цепи, которые начинают шуметь под нагрузкой, передавая усилия. Данное оборудование имеет больше деталей, чем большинства других типов листогибов. В связи с этим оно менее надежное.
Гидравлические
Гидравлический листогиб считается одними из самых лучших. К его достоинствам можно отнести:
- Быстрая работа.
- Низкий уровень шума.
- Возможность перегиба толстого металла.
- Надежность конструкции.
- Редкое обслуживание.
К недостаткам данного оборудования можно отнести тот факт, что в случае неисправности детали сложно найти. Если потребуется замена уплотнителей гидроцилиндров, для этого скорей всего потребуется обращение в специализированную мастерскую, поскольку без наличия стенда разобрать и проверить цилиндр очень сложно. Также гидравлический листогиб при износе начинает подтекать. Под ним появляются лужи масла, вытекающие сквозь плохо зажатые фитинги.
Также гидравлический листогиб при износе начинает подтекать. Под ним появляются лужи масла, вытекающие сквозь плохо зажатые фитинги.
Пневматические прессы
К преимуществам пневматического листогиба можно отнести:
- Хорошую автоматизацию процесса.
- Минимальное вмешательство оператора в работу.
- Высокую универсальность.
- Недорогое техническое обслуживание.
Главным недостатком пневматических моделей является необходимость наличия мощного компрессора. Данное оборудование стоит дорого, а кроме этого оно работает очень громко. В результате на производстве постоянно присутствует шум, даже если компрессор находится на значительном удалении. Хотя пневматический листогиб и не нуждается в дорогостоящем обслуживании, но оно требуется чаще, чем в гидравлических моделях.
Электромагнитные листогибы
Электромагнитный пресс во всех аспектах является лидером. По мощности он может уступить разве что гидравлическим листогибам.
К достоинствам электромагнитных устройств можно отнести:
- Высокую скорость деформации.
- Возможность точной регулировки силы сжатия.
- Наличие ЧПУ с широким набором настроек.
- Универсальность.
При этом электромагнитный листогиб имеет и недостаток. Он самый дорогой, а кроме этого является мощным потребителем электрической энергии. В связи с этим выбирая такое оборудование нужно быть готовыми к необходимости оплаты больших счетов за используемое электричество. Такое оборудование нуждается в наличии трехфазной электросети. Важно чтобы проводка была новой и мощной, поскольку старые жилы могут замкнуть, тем самым вызвав перегорание предохранителей в листогибе.
Листогибочный станок – что это такое, устройство и принцип работы, особенности разных видов, как правильно выбрать?
Листогибочный станок – простое в использовании и распространенное оборудование, которое широко встречается на крупных предприятиях или в частных мастерских. Устройства данного типа разрешают обходиться на многих этапах без сварочных работ, они незаменимы при изготовлении козырьков, наличников, отливов, щитов и коробов.
Что такое листогибочный станок?
Данные механические устройства служат для получения деталей, путем холодной гибки заготовок из листового металла. Листогиб используется в разных отраслях, где требуется качественное изготовление бесшовных изделий. Эти механизмы работают с оцинкованным и черным металлом, алюминием, медью. Простота в эксплуатации способствует быстрому обучению рабочих всем нюансам технологического процесса. Положительный плюс холодного загиба – при обработке практически не повреждается окрашенное или покрытое лаком покрытие.
Устройство листогибочного станка
Покупая пресс, следует учитывать объемы производства, сложность выполняемых работ и вид обрабатываемого материала. Маленький листогибочный станок с ручным приводом имеет простое устройство, но отлично подходит для гибки металла толщиной до 1 мм. Например, такие механизмы отлично справляются с окрашенным или оцинкованным профилем при изготовлении отливов и козырьков. При толщине металла больше 1 мм лучше приобретать агрегаты с электроприводом.
Основные узлы простейшего листогибочного станка:
- станина;
- основание;
- рычаг привода;
- прижимное устройство;
- матрица гибочного механизма;
- пуансон гибочного механизма;
- регулируемые упоры.
Принцип работы листогибочного станка
Существует несколько видов прессов для штамповки. В зависимости от конструкции принцип работы листогиба может отличаться:
- Простейший листогибочный станок механический загибает материал на 90° с помощью подвижной траверсы.
- Для сложной работы нужен станок листогиб, оснащенный матрицей и пуансоном. Прижимная балка в таком оборудовании фиксирует заготовку, а процесс гибки осуществляется с помощью подвижного ползуна.
- Для получения радиусного профиля и труб существуют проходные листогибочные станки с тремя валами. Регулируя вальцы, можно добиться требуемого радиуса металлической заготовки.
Изделия на листогибочном станке
Номенклатура изделий зависит от разновидности используемого механизма. Чем сложнее станок, тем шире перечень заготовок, которые удастся на нем смастерить. Даже ручной самодельный листогибочный пресс способен отлично выручить строителей, работающих над изготовлением кровли. Приведем список самых распространенных и ходовых деталей, которые производятся из листа методом холодной штамповки:
Чем сложнее станок, тем шире перечень заготовок, которые удастся на нем смастерить. Даже ручной самодельный листогибочный пресс способен отлично выручить строителей, работающих над изготовлением кровли. Приведем список самых распространенных и ходовых деталей, которые производятся из листа методом холодной штамповки:
- коньки на крышу;
- ендовы;
- отливы;
- откосы оконные;
- нащельники;
- желоба;
- водостоки;
- задержатели снега;
- детали ограждения и фасада;
- комплектующие детали для различных ящиков и шкафов.
Виды листогибочных станков
Собираясь приобретать штамповочное оборудование, следует понимать принцип его работы. Существует длинный перечень показателей, по которым классифицируются современные листогибы:
- По разновидности привода – ручной, электромагнитный, гидравлический и другие.
- Кинематика перемещения рабочего органа – поворотная балка, возвратно-поступательная, ротационный тип.

- Степень механизации процесса – наличие ЧПУ, комплекта сегментированного инструмента.
- Точность исполнения операций.
- Способ фиксации материала – механическая пластина, электромагнит, трехкоординатный прижим.
Ручной листогибочный станок
Данное оборудование лишено электрического привода, что является преимуществом и, одновременно, недостатком такой конструкции. Ручной листогиб не потребляет электроэнергию, что удешевляет существенно себестоимость листовых изделий, но в процессе изготовления заготовок требуется прикладывать собственные усилия. При толщине металла до 1 мм операции осуществляются без особого труда. Частые попытки на ручном станке гнуть 1,5-2 мм металлический лист являются утомительным делом, ручной листогибочный станок не рассчитан на такие нагрузки и быстро выйдет из строя.
Гидравлический листогибочный станок
Управление в механизмах данного типа осуществляется при помощи аппаратных средств и датчиков. Опускание и подъем пуансона происходит с неизменной заданной скоростью после подачи в гидроцилиндры рабочей жидкости. В нижней «мертвой точке» производится выдержка для обеспечения равномерной приложенной нагрузки. По окончанию процесса обработки металла траверса возвращается в верхнюю «мертвую точку». Гидравлический листогиб относительно сложное и громоздкое устройство с высокой стоимостью, но обладающее отличными преимуществами:
В нижней «мертвой точке» производится выдержка для обеспечения равномерной приложенной нагрузки. По окончанию процесса обработки металла траверса возвращается в верхнюю «мертвую точку». Гидравлический листогиб относительно сложное и громоздкое устройство с высокой стоимостью, но обладающее отличными преимуществами:
- Экономное потребление энергии.
- Может изгибать металл толщиной 0,5-5 мм.
- Гидравлический пресс листогиб более безопасен в работе.
- Точный контроль скорости перемещения и остановки ползуна.
- Высокая надежность оборудования.
- Гидравлический листогибочный станок издает минимальное количество шума и вибрации.
- Высокое качество работы.
- Данный тип устройств отличается самой высокой мощностью.
Электромеханический листогибочный станок
Работа большинства подобных механизмов осуществляется с помощью редуктора и электродвигателя, приводная система состоит из системы ремней, цепной передачи или шестеренок. Некоторые производители делают станки с шарико-винтовой передачей, она подходит для оборудования с длиной гиба до 1,6 м. Недавно появились гибочные агрегаты с сервоприводом. В этих устройствах опускание подвижной балки происходит при наматывании приводных ремней, а за поднятие рабочего инструмента в верхнюю точку отвечают возвратные пружины.
Недавно появились гибочные агрегаты с сервоприводом. В этих устройствах опускание подвижной балки происходит при наматывании приводных ремней, а за поднятие рабочего инструмента в верхнюю точку отвечают возвратные пружины.
Электромеханический листогиб обладает следующими плюсами:
- Высокая скорость работы.
- Относительно небольшие габариты оборудования.
- Легкость в обслуживании.
- Надежность.
- Качественная гибка листов до 2,5 мм.
Пневматический листогибочный станок
К данной категории относятся гибочные пресса, оснащенные воздушными компрессорами и пневмоцилиндрами. Рабочий инструмент здесь приводится в действие с помощью сжатого воздуха. Пневматический листогиб является преимущественно стационарным оборудованием. В большинстве данных устройств используется принцип «поворотной балки». Из серьезных минусов пневматического оборудования стоит выделить слишком шумную работу и недостаточную мощность для обработки длинных заготовок из толстого листа.
Плюсы пневматических гибочных станков:
- Хорошая работоспособность.
- Неприхотливость.
- Универсальность.
- Пожаробезопасность.
- Низкая себестоимость продукции.
Электромагнитный листогибочный станок
С целью исключения процессов трения и максимально надежной фиксации изделий разработчики стали внедрять в штамповочное оборудование инновационные технологии. Уникальными отличиями обладает электромагнитный листогиб, в котором прижим заготовок осуществляется под воздействием мощнейшего электромагнита. В режиме фиксации его мощность составляет 30%, в рабочем режиме при поднятии гибочной балки усилие прижатия достигает 4,5 т.
Какими плюсами обладает электромагнитный гибочный станок:
- Небольшие габариты.
- Простое управление.
- Отсутствие процессов трения повышает износостойкость.
- Надежность.
- Небольшая масса.
- Для повышения функциональности в комплекте имеется цельная и сегментная балка.

Как выбрать листогибочный станок?
Если приходится постоянно работать с листовым металлом, то без хорошего ручного или электромеханического приспособления обойтись трудно. Приобретая листогибочный станок, характеристики устройства нужно подбирать с учетом поставленных задач. Особую важность имеет толщина металла, длина заготовок, максимальный угол изгиба, мобильность механизма, мощность и разновидность привода.
Советы для покупателя листогибочного станка:
- Приобретайте листогибы с запасом характеристик.
- Самым мобильным оборудованием является ручной гибочный агрегат. Он не требует подключения на строительных объектах, занимает мало места, подходит для изготовления разнообразных изделий из тонколистового проката.
- Оптимальная толщина рабочего материала для большинства ручных устройств – до 0,7 мм для черного металла, медь – до 1 мм, нержавейка – до 0,48 мм.
- Для изгиба самых толстых (до 5 мм) пластин по всей длине приобретайте гидравлические устройства.

- Большая часть пневматического оборудования нормально работает при толщине заготовки 0,5-1,5 мм.
Листогибочный станок своими руками
Заводское электромеханическое приспособление для гибки металла стоит дорого, оно подходит для мастеров, постоянно занятых изготовлением заготовок из листа. Если выполняете данную технологическую операцию периодически, то подойдет самодельный листогибочный станок, сделанный из подручных материалов. Самым простым оборудованием является конструкция, состоящая из подвижной траверсы, способной без особых усилий изгибать листы на 90°.
Основные этапы изготовления самодельного листогиба:
- Для работы понадобится уголок 45 мм (два отрезка по 1 м), швеллер 80 мм (примерно 1 м), пара метров полосы шириной 40 мм, две крепкие металлические дверные петли.
- Выравниваем все срезы на заготовках.
- Ставим отметки на швеллере с обеих сторон от конца на 55 мм (половина длины петель).

- Укорачиваем уголки на 110 мм.
- Выполняем пазы на уголке и швеллере с обеих сторон в местах установки петель.
- Уголок, который будет служить прижимной траверсой, усиливаем с внутренней стороны металлической полосой при помощи сварки.
- Аналогично усиливаем упорный уголок.
- Привариваем петли, выставив предварительно зазор между будущей траверсой и швеллером 2 мм.
- Прихватываем упорный уголок на швеллере.
- Из остатков уголка мастерим прижимное приспособление.
- Привариваем кусочки уголка.
- Сверлим в уголках и швеллере отверстия под крепеж.
- На швеллере снизу привариваем гайки.
- Изготавливаем прижимные болты с ручкой.
- Из кусочков уголка привариваем к торцам швеллера деталь для крепления листогибочного станка к столешнице.
- Из трубы подходящего диаметра мастерим ручки и привариваем их под подходящим углом к траверсе.
- Проверяем листогиб в работе и осуществляем покраску.
Работа на листогибочном станке
Инструкция по эксплуатации гибочного оборудования отличается в зависимости от его вида. На ручных устройствах поднятие траверсы осуществляется вручную, фиксация материала происходит с помощью струбцин или других приспособлений. Согласно рабочим расчетам предварительно производят разметку листа, далее по намеченным линиям отрезанная заготовка выставляется под прижимной пластиной. Электрический листогибочный станок имеет автоматический блок управления, кнопки включения, регулируемый задний упор, механизмы установки величины хода пуансона или балки.
Регулировка листогибочного станка
Неправильная регулировка любых устройств может привести к браку или даже поломке механизма. Величина рабочего хода траверсы или пуансона должна строго соответствовать толщине заготовки. Настройка листогибочного станка зависит от модели оборудования. Например, высота загиба выставляется на простейших устройствах с помощью разметки листа, на более сложных листогибах этот размер регулируется задними упорами. Требуемый угол сгиба задают с учетом пружинения стали, используя угломер и ограничители хода инструмента.
Требуемый угол сгиба задают с учетом пружинения стали, используя угломер и ограничители хода инструмента.
Конструкция и принцип работы гибочных станков для листового металла
Технологический процесс гибки металлических листов считается одним из популярнейших на производстве. Так изготавливаются отливы, коньки, кровельные элементы, детали для металлоконструкций. Чтобы согнуть твердый материал нужен гибочный станок для листового металла.
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.

- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Технические характеристики
Любой станок обладает рядом параметров, которые определяют его возможности, функциональность. Относительно листогибочного оборудования можно выделить следующие характеристики:
- длину рабочей части;
- габариты конструкции;
- тип станка — настольный, стационарный;
- тип привода;
- максимально допустимая толщина листов, допустимых к обработке.

Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.

- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Преимущества и недостатки гибочных станков
Промышленное оборудование, компактные станки обладают сильными и слабыми сторонами. Преимущества листогибов:
- Создание нужных узлов без сваривания заготовок.
- Изделие не теряет показателей прочности, структура не изменяется как при нагревании.
- На месте изгиба не образуется ржавчина.
- Деталь остаётся цельной.
- Чтобы работать на ручных станках, нужно прилагать немалые усилия.
- Важно точно выставлять лист перед зажимом, чтобы не случилось перекоса.
Часто после разрезания изделий человек берётся за них голыми руками, что может стать причиной появления травмы.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
- Для разовых работ подойдёт ручная модель.
- Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
- Принимать во внимание максимально допустимую толщину сгибаемого изделия.
- Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу.
 Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе. - На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт , там Вы найдете множество информации о металлах, сплава и их обработке.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
Adblock
detector
Роликовая гибка VS. Изгиб: в чем разница?
Как решить разницу между гибкой и гибкой металлических профилей?
Вращательная гибка
Вращательная гибка
ЭЛЕКТРИЧЕСКАЯ ВРАЩАТЕЛЬНАЯ ГИБКА
Вращательная гибка с помощью электропривода использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку. Изгибы также более точны и легко повторяются, потому что углы и повороты могут быть автоматизированы в программируемом логическом контроллере машины. Вращение экструдированного алюминия также может быть механизировано для различных плоскостных изгибов.
Метод электрического вращательного волочения лучше всего подходит для тех случаев, когда требуется несколько изгибов каждой детали в непосредственной близости друг от друга или изгибы с разными радиусами для каждой детали.
Гидравлическая ротационная гибка
В процессе гидравлической ротационной гибки производители помещают экструдированный алюминий на трубогиб и удерживают его на месте с помощью стационарной или скользящей пресс-формы и зажимного блока. Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Включение оправки или другого компонента инструмента для захвата вращающегося штампа может предотвратить сминание или деформацию продукта, хотя его использование не является обязательным. Вращение, управляемое одной осью, может изгибаться в пределах одной десятой градуса для чрезвычайно точных углов изгиба.
Гидравлическая гибка часто используется при формовании круглых труб или труб для таких применений, как поручни, и идеально подходит для экструзии большого диаметра, например, для строительных вывесок.
Станок для холодной гибки труб
Гибка валков
Процесс гибки алюминиевого профиля
Гибка валков проталкивает экструзию вокруг трех разных валков, расположенных треугольной формы. Валки регулируются для формирования точного угла, вплоть до поворота на 360 градусов, который может вращаться горизонтально или вертикально. По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
Экструзия ограничена одним изгибом за цикл, что означает, что больший угол изгиба потребует больше времени для достижения желаемого угла. Хотя это может занять больше времени, максимальный радиус изгиба не ограничен. Симметричные профили предпочтительны для гибки вальцами.
Вращательная гибка металлических профилей
Из чего состоит?
Процесс вращательного изгиба
Вращательный изгиб эффективно означает деформацию стержня с относительно узким радиусом кривизны.
(То, что по отношению к диаметру трубы может варьироваться от минимального 1,5-кратного диаметра трубы, до максимального 5-кратного. Металлические трубы гнутся на специальных машинах, называемых трубогибами. )
Металлические профили придается форма гибочного штампа, предварительно установленного на профилегибочном станке.
Наиболее сложным аспектом гибки металлических труб является ограничение деформации.
Любая металлическая труба неизбежно деформируется при механическом изгибе.
Эта деформация изменяет трубу только в области изгиба, особенно во внутренней и внешней частях изгиба.
Станок для гибки прямоугольных труб Станок для гибки прямоугольных труб
Внутренняя часть, показанная красным цветом, представляет собой внутреннюю часть изгиба и подвергается сжимающим напряжениям из-за разницы линейного развития между средним радиусом и внутренним радиусом. В наиболее критических случаях это может привести к «смятию» материала, о чем свидетельствуют более или менее очевидные складки на стальной трубе.
Желтая часть, называемая extrados, подвергается растяжению или растяжению, что приводит к утончению стальной трубы из-за изгиба.
Нейтральная ось, с другой стороны, представляет собой состояние отсутствия напряжений, которое не обнаруживается в срединной части трубы, но, уравновешивая напряженное состояние детали, обычно имеет тенденцию перемещаться во внутреннюю часть трубы. изгиб, к intrados.
Факторы, которые необходимо учитывать для улучшения качества гибки стальной трубы:
- Соотношение между средним радиусом кривизны и диаметром/толщиной трубы
- Удлинение материала
- Упругий возврат
- Эстетика
Поворотный гибочный станок
Трубогибочный станок
Для гибки металла или алюминия применяют специальные профилегибочные станки. Работа этих машин преимущественно электромеханическая. Благодаря техническому прогрессу современные профилегибочные станки используют технологию FULL ELECTRIC, которая позволяет ускорить производство и улучшить повторяемость гнутых деталей, в то же время гарантируя минимальную погрешность даже при очень больших производственных циклах.
Гибка профиля
из чего состоит?
4-х валковая гибочная машина
Гибка валков – это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности. Для осуществления этого процесса используется оборудование, состоящее из вальцегибочных станков.
Стальная труба проходит через набор из трех роликов, которые после одного или нескольких проходов (в зависимости от сложности изгиба) образуют арку с требуемым радиусом кривизны. Прокатная гибка, вообще говоря, более простой процесс, чем гибка.
Отличительной чертой этого типа механического процесса является то, что одна машина может изгибать одну и ту же трубу с разным радиусом, что позволяет создавать сложные геометрические формы.
Недостатком вальцевания является тот факт, что для достижения надежного захвата и начала процесса вальцевания машине требуется порция дополнительного материала в начале и конце трубы. Это требует увеличения общего количества металла, необходимого для гибки трубы 9.0003
Это требует увеличения общего количества металла, необходимого для гибки трубы 9.0003
Какие типы стальных профилей подходят для гибки?
Существуют различные виды профилегибочных станков, способных сгибать самые разнообразные профили.
Большие изгибы, кривые различного радиуса, такие как эллипсы, узкие изгибы, кольца и витки, могут быть получены для широкого диапазона сечений и типов материалов.
- Профили гнутых труб; Изогнутая труба используется во многих областях, от сельскохозяйственного оборудования до кровельных ферм. Можно согнуть круглую, квадратную или прямоугольную трубу любых размеров и материалов
- Профили гнутых труб: в процессе холодной гибки можно сгибать профили труб диаметром менее 20 дюймов и работать с большинством марок труб из углеродистой стали и алюминиевых труб, а также можно создавать индивидуальные профили как из полных труб, так и из половинок.
- Профили гнутых стержней: можно создавать гнутые профили на заказ из стержней всех размеров и форм: круглые, полукруглые, квадратные, шестиугольные и прямоугольные.
 Он может изгибать металлический стержень по индивидуальному заказу «простым способом» (по оси y-y) и «сложным способом» (ось x-x) с одинаковой точностью.
Он может изгибать металлический стержень по индивидуальному заказу «простым способом» (по оси y-y) и «сложным способом» (ось x-x) с одинаковой точностью. - Профили гнутых балок: можно производить нестандартные профили гнутых балок любого размера, создавать даже самые большие изогнутые балки с превосходной точностью и повторяемостью.
- Профили изогнутых каналов: изогнутые каналы с фланцами наружу, фланцами внутрь или «жестким способом».
- Профили изогнутых тройников: изогнутые профили тройников «шток внутрь», «шток наружу» или «шток вверх» с минимальными искажениями.
- Гнутые угловые железные профили: Индивидуально изогнутые угловые профили в девяти ориентациях с минимальными искажениями.
- Профили гнутых стальных профилей: комплексные услуги по гибке профилей, гибка профилей по индивидуальному заказу из стандартных профилей мельниц, экструзии и т. д.
- Нестандартные профили из листового проката: точно сверните стальной и алюминиевый лист в полные цилиндры, полные конусы и сегменты конусов цилиндров, как того требует конструкция.

Для поворотного или вальцового?
- Основное различие между ротационной гибкой и валковой гибкой заключается в радиусе кривизны – узкой или широкой – трубы.
- Второе отличие заключается в том, что гибка на вальце — единственный метод, который можно использовать для гибки одной и той же металлической трубы с разным коэффициентом изгиба.
В этом смысле мы также говорим о переменном радиусе изгиба.
Чтобы иметь более точное представление о минимальном радиусе изгиба, необходимо диаметр трубы умножить на пять. Если, например, диаметр трубы Ø50 мм, то минимальный радиус изгиба валка составляет 250 мм. Чтобы получить меньший радиус изгиба, необходимо будет согнуть трубу с помощью трубогиба с ЧПУ.
Минимальный радиус изгиба рассчитывается по специальной формуле, которая дает нам коэффициент; если коэффициент превышает определенное значение, он определяет возможность изгиба для определенного радиуса.
При гибке стали использование специального оборудования способствует повышению качества гнутых профилей, прежде всего в тех случаях, когда указанный выше коэффициент находится на пределе возможного.
12 типов процессов гибки металлов
Основы гибки: подробное введение в 12 типов процессов гибки металлов
Существует 9 основных типов процессов холодной гибки металлов: Вращательная гибка, валковая гибка, растягивающая гибка и профилирование. Эти типизации основаны на отношении положения концевого инструмента к толщине материала.
Что такое процесс гибки?
Процесс холодной гибки и горячей гибки
Процесс гибки включает в себя придание металлическим пластинам или профилям заданной формы путем приложения к ним силы. Это затем заставляет такой металлический профиль изгибаться под углом, чтобы сформировать определенную форму.
Гибка может быть определена просто как операция формования, при которой металл деформируется вдоль прямой оси. При изгибе листового металла возникают как сжатие, так и растяжение. Внутренний радиус изогнутого металла сжимается или сжимается. Внешний радиус изгиба испытывает растяжение или растяжение.
Как называется процесс гибки стали? Гибка листового металла.
Процесс гибки листового металла — это процесс формовки металла, при котором к куску листового металла прикладывается усилие, заставляющее его сгибаться под углом и придавать ему желаемую форму.
Какова сила изгиба?
Проще говоря, изгибающий момент — это сила, которая заставляет что-либо изгибаться.
Изгибающая сила — это нагрузка, приложенная к участку материала на определенной длине из фиксированного положения, это сила, обычно измеряемая как сила x длина (например, кНм). Поэтому единицами, используемыми для количественной оценки изгибающей силы, обычно являются единица длины, умноженная на единицу нагрузки. Общие единицы, используемые для измерения силы изгиба, включают фунт-фут или ньютон-метр.
Изгибающие моменты возникают, когда сила прикладывается на заданном расстоянии от точки отсчета, вызывая эффект изгиба. Чрезмерное изгибающее усилие может привести к разрушению материала, особенно материалов, подвергшихся коррозии.
Что такое прочность материалов на изгиб?
Прочность на изгиб, также известная как прочность на изгиб или поперечная прочность на разрыв, представляет собой свойство материала, прочность на изгиб или прочность на изгиб материала определяется как его способность сопротивляться деформации под нагрузкой. По сути, предел прочности на растяжение является мерой того, насколько сильному напряжению может противостоять металл. Он служит хорошей точкой отсчета того, как металлическая деталь будет работать в приложении.
По сути, предел прочности на растяжение является мерой того, насколько сильному напряжению может противостоять металл. Он служит хорошей точкой отсчета того, как металлическая деталь будет работать в приложении.
Во время испытания на изгиб, описанного в ASTM D790, максимальное достигнутое значение напряжения на изгиб отмечается как прочность на изгиб. Для материалов, которые значительно деформируются, но не ломаются, предел текучести, обычно измеряемый при 5% деформации/напряжении внешней поверхности, указывается как предел прочности при изгибе или предел текучести при изгибе. Испытательная балка испытывает сжимающее напряжение на вогнутой поверхности и растягивающее напряжение на выпуклой поверхности.
3 вида прочности на растяжение
- Предел текучести — точка напряжения, при которой металл начинает пластически деформироваться.
- Предел прочности описывает максимальную нагрузку, которую может выдержать металл.

- Прочность на разрыв — это координата напряжения на кривой напряжение-деформация в точке разрушения.
Пластичность металла относится к деформации материала, когда он претерпевает необратимые изменения в результате приложенных сил. В случае металла приложенные силы могут включать изгибающие или ударные действия.
После прохождения предела текучести некоторые из возникающих деформаций становятся постоянными и необратимыми. Перед текучестью происходит упругая деформация, при которой материал деформируется под действием напряжения, но возвращается в исходное состояние после снятия напряжения.
Какие бывают процессы гибки?
Существует два типа процессов гибки металлов: холодная гибка и горячая гибка. Обычно наиболее распространенным процессом гибки металла является холодная гибка.
Существует 9 основных типов процессов холодной гибки металла: воздушная гибка, нижняя гибка/дно, чеканка, фальцовка, протирка, вращательная гибка, гибка вальцами, гибка с растяжением и профилирование. Эти типизации основаны на отношении положения концевого инструмента к толщине материала.
Эти типизации основаны на отношении положения концевого инструмента к толщине материала.
Какие машины используются для гибки?
Различные типы машин используются для различных процессов гибки металла. Это тормозной пресс/гибочный станок для листового металла, станок для резки металла, станок для фальцовки листового металла, станок для гибки профилей/гибочный станок, листопрокатный станок, станок для гибки труб, станок для растяжки, профилегибочный станок и штамповочный пресс.
Холодная гибка
Воздушная гибка
Воздушная гибка является наиболее распространенным типом гибки, используемым сегодня в цехах по обработке листового металла. Это процесс формирования материалов путем вдавливания пуансона в материал, тем самым заталкивая его в нижний V-образный штамп, который устанавливается на пресс. Это позволяет расстоянию между пуансоном и боковой стенкой V-образного профиля быть больше, чем толщина материала.
Отверстие v обычно больше, чем угол, который требуется получить в заготовке.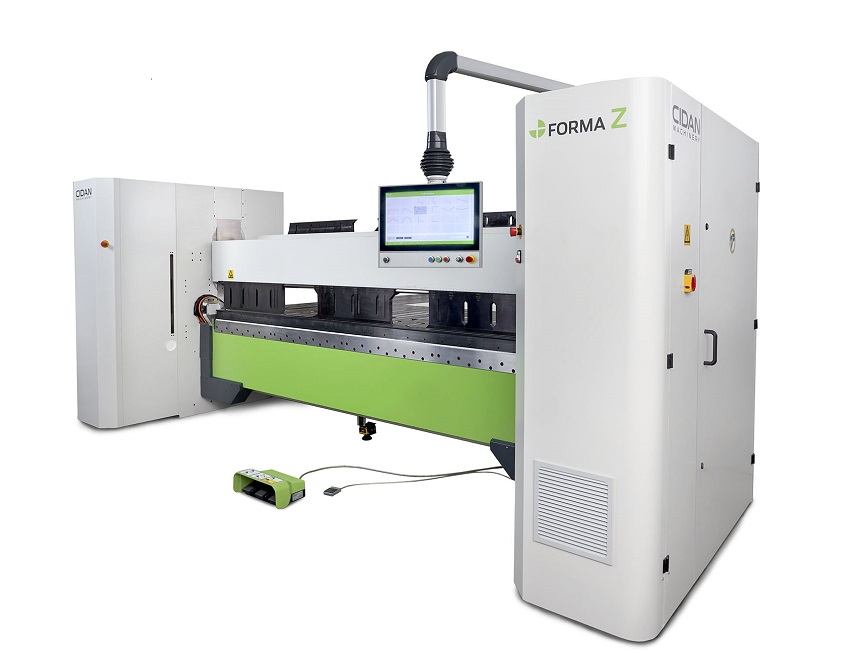 Это позволяет перегибать, чтобы компенсировать пружинящую обратную сторону заготовки. Как правило, инструменты под острым углом можно использовать для полной воздушной гибки, а инструменты под углом 90° или 88° можно использовать для частичной воздушной гибки. Недавно была введена оснастка под углом 75°, позволяющая выполнять полную воздушную гибку без ограничений по оснастке, характерных для острых пуансонов.
Это позволяет перегибать, чтобы компенсировать пружинящую обратную сторону заготовки. Как правило, инструменты под острым углом можно использовать для полной воздушной гибки, а инструменты под углом 90° или 88° можно использовать для частичной воздушной гибки. Недавно была введена оснастка под углом 75°, позволяющая выполнять полную воздушную гибку без ограничений по оснастке, характерных для острых пуансонов.
Это наиболее предпочтительный тип гибки металла из-за его преимуществ, таких как меньшая необходимость в проталкивании наконечника пуансона за поверхность металла и меньший вес, необходимый для гибки.
Дно
Дно — это процесс гибки, при котором листовой металл прижимается к нижней матрице, имеющей V-образную форму. В то время как другие процессы гибки обычно поддерживают использование как U-образных, так и V-образных штампов, для дна используется только V-образный штамп.
При заглублении лист прижимается к V-образному отверстию в донном инструменте. П-образные отверстия использовать нельзя.
П-образные отверстия использовать нельзя.
Между листом и нижней частью V-образного отверстия остается пространство. Оптимальная ширина V-образного проема составляет 6Т (Т обозначает толщину материала) для листов толщиной около 3 мм, до примерно 12Т для листов толщиной 12 мм. Радиус изгиба должен быть не менее 0,8 T до 2 T для листовой стали. Больший радиус изгиба требует примерно такой же силы, как и большие радиусы при изгибе в воздухе, однако меньшие радиусы требуют большей силы — до пяти раз больше, чем изгиб в воздухе.
Его часто предпочитают воздушной гибке из-за более высокого уровня точности, а также меньшей отдачи готового листового металла.
К преимуществам донной обработки относятся более высокая точность и меньшее количество возвратных пружин, а недостатки заключаются в том, что для каждого угла изгиба, толщины листа и материала обычно требуется свой инструмент.
Чеканка
Термин «чеканка» происходит от производства монет. Чтобы воссоздать профиль Линкольна на копейке, машины, использующие чрезвычайно большой вес, сжали металлический диск с достаточной силой, чтобы он соответствовал изображению, начертанному на наборе штампов.
Чеканка – это процесс гибки, при котором пуансон и дно заготовки находятся на штампе. Это создает контролируемый угол, что приводит к небольшому возврату пружины. Для этого типа гибки требуется больше тоннажа, чем для воздушной гибки и нижней гибки.
При чеканке верхний инструмент вдавливает материал в нижний штамп с усилием, в 5-30 раз превышающим силу изгиба воздухом, вызывая необратимую деформацию листа. Пружины мало, если вообще есть. Чеканка может дать внутренний радиус всего 0,4 Тл при ширине V-образного отверстия 5 Тл. Хотя чеканка может достигать высокой точности, более высокие затраты означают, что она используется нечасто.
Преимущества чеканки заключаются в том, что для получения выдающихся результатов важна точность, и именно это может обеспечить метод чеканки. Помимо точности, повторение результатов также является простой задачей, когда речь идет об использовании этой техники. Пружина также менее распространена при использовании чеканки, а это означает, что металл с меньшей вероятностью вернется в исходное состояние.
Трехточечная гибка
Трехточечная гибка — относительно новый процесс гибки, требующий использования регулируемой матрицы. В отличие от других процессов гибки, нижняя матрица не фиксируется в стационарном положении. Вместо этого нижние штампы, используемые при трехточечной гибке, имеют регулируемую высоту. Его можно поднять или опустить, что обеспечивает более высокий уровень универсальности.
При трехточечной гибке используется матрица с регулируемым по высоте нижним инструментом, приводимым в движение серводвигателем. Высота может быть установлена в пределах 0,01 мм. Регулировка между ползунком и верхним инструментом осуществляется с помощью гидравлической подушки, компенсирующей отклонения толщины листа. Трехточечный изгиб позволяет достичь угла изгиба в 0,25 град. точность.
В то время как трехточечная гибка обеспечивает высокую гибкость и точность, она также влечет за собой высокие затраты и меньше доступных инструментов. Как и чеканка, трехточечная гибка является более дорогостоящим процессом гибки по сравнению с другими процессами гибки. Он используется в основном на дорогостоящих нишевых рынках.
Он используется в основном на дорогостоящих нишевых рынках.
Фальцовка
Изменяет форму деталей из листового металла методом холодной штамповки по прямым линиям одновременно по всей длине. Процесс гибки осуществляется одновременно по всей длине линии гибки и представляет собой технологический процесс механической обработки листового металла, т.е. тонких металлических полуфабрикатов. Фальцовка используется для изготовления профилей, точнее, фальцованных профилей.
Фальцовка листового металла является частью производственных технологий гибки и формовки. Он включает в себя складывание поверхностной части листового металла. При складывании прижимные балки удерживают длинную сторону листа. Балка поднимается и сгибает лист вокруг профиля изгиба. Изгибающая балка может перемещать лист вверх или вниз, позволяя изготавливать детали с положительными и отрицательными углами изгиба. На результирующий угол изгиба влияет угол складывания балки, геометрия инструмента и свойства материала. В этом процессе можно обрабатывать большие листы, что упрощает автоматизацию операции. Существует небольшой риск повреждения поверхности листа.
В этом процессе можно обрабатывать большие листы, что упрощает автоматизацию операции. Существует небольшой риск повреждения поверхности листа.
Протирание
Одним из наиболее распространенных, но не всегда наиболее эффективных методов является простое протирание.
При протирке зажимается самый длинный конец листа, затем инструмент перемещается вверх-вниз, сгибая лист вокруг профиля изгиба. Хотя это происходит быстрее, чем складывание, протирание сопряжено с более высоким риском появления царапин или иного повреждения листа, поскольку инструмент перемещается по поверхности листа. Риск возрастает, если образуются острые углы.
Метод сгибания с затиранием не допускает сильного перегибания, за исключением очень небольшого острого угла, которого можно достичь, очень туго протирая сторону. Несмотря на то, что сгибание с затиранием эффективно создает изгиб, контролировать угол изгиба очень сложно.
В этом методе обычно используется дно или чеканка материала, чтобы установить край, чтобы помочь преодолеть пружинение. В этом методе гибки радиус нижней матрицы определяет окончательный радиус гибки.
В этом методе гибки радиус нижней матрицы определяет окончательный радиус гибки.
Гибка с затиранием не подходит для гибки высокопрочных металлов или деталей, требующих точных допусков на угол изгиба. Сгибание затирания может быть улучшено за счет захвата внешнего профиля радиуса секцией формующей матрицы.
Вращательная гибка
Вращательная гибка аналогична протирке, но верхняя матрица состоит из свободно вращающегося цилиндра с вырезом в нем окончательной формы и соответствующей нижней матрицей. При контакте с листом валок контактирует с двумя точками и вращается, поскольку в процессе формования лист изгибается.
Для выполнения точных работ в области гибки труб доминирует ротационно-вытяжная гибка, особенно в тех случаях, когда речь идет о узких радиусах — иногда вплоть до CLR, который всего в 0,7 раза превышает наружный диаметр трубы (или, как называют это переработчики труб, менее 1×D).
Этот метод гибки обычно считается «не оставляющим следов» процессом формирования, подходящим для предварительно окрашенных или легко повреждаемых поверхностей. Этот процесс гибки может производить углы более 90 ° за одно нажатие на стандартный процесс листогибочных прессов.
Этот процесс гибки может производить углы более 90 ° за одно нажатие на стандартный процесс листогибочных прессов.
Роторно-вытяжная установка включает в себя пресс-форму, удерживающую прямую часть (иногда называемую касательной) трубы; зажимной штамп, который вращает заготовку вокруг штампа с круглым изгибом; оправка, иногда с рядом шарнирных шариков на конце для поддержки внутренней части трубы вокруг изгиба; и гребенка, которая соприкасается с заготовкой непосредственно перед точкой касания внутреннего радиуса, протирая материал, чтобы предотвратить образование складок на внутреннем радиусе изгиба.
Пример ротационной гибочной машины: Трубогибочная машина из ПБТ
Гибка сжатием
Гибка сжатием — это старый метод гибки, при котором труба зажимается неподвижной матрицей для гибки, а матрица под давлением протягивает трубу вокруг матрицы для гибки. для формирования изгиба. Это существенно отличается от гибки с вращающейся вытяжкой тем, что точка изгиба является точкой контакта между пресс-формой и гибочной матрицей. Поэтому точка изгиба перемещается в пространстве, что делает невозможным использование оправки. Сравните вращательно-вытяжную гибку.
Поэтому точка изгиба перемещается в пространстве, что делает невозможным использование оправки. Сравните вращательно-вытяжную гибку.
Гибка сжатием дешевле, чем гибка с вращательным вытягиванием из-за более простой настройки. Однако он ограничен круглыми полыми секциями. Установка не позволяет использовать оправку для поддержки внутреннего диаметра и может привести к небольшому сплющиванию внешней поверхности. Его нельзя использовать для гибки трубок на небольшой CLR, поскольку трубка может сломаться или деформироваться. Этот метод обычно используется при гибке симметричных заготовок и электрических проводов для структурного применения.
Из соображений скорости и экономии производители часто используют гибку сжатием. Этот режим гибки используется, когда округлость изгиба не является критической, и когда целью является более высокая производительность, чтобы получить самую низкую цену за трубу.
Гибка валков
В процессе гибки валков прутковые или листовые заготовки изгибаются. Должен быть надлежащий припуск перед пробивкой.
Должен быть надлежащий припуск перед пробивкой.
Прокатная гибка — это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности. Для достижения этого процесса используется оборудование, состоящее из листогибочных станков.
Валковая гибка, обычно используемая для больших заготовок в строительстве, обычно включает в себя три валка, расположенных в виде пирамиды, ориентированных либо вертикально, либо, для больших сечений, горизонтально. Валки перемещаются, создавая определенные, обычно очень большие радиусы. Какие ролики перемещаются, зависит от машины. На некоторых верхний валок перемещается вверх и вниз, создавая нужный угол; на других два нижних валка движутся, а верхний валок остается неподвижным.
Другим типом станка является двухвалковый вальцегибочный станок с защемлением. В этой системе труба подается между верхним и нижним валками, а две регулируемые направляющие с обеих сторон перемещаются для получения желаемого угла изгиба.
Пример гибочного станка: профильно-гибочный станок, гибочный станок для алюминия PBA
Гибка эластомера
В этом методе нижний V-образный штамп заменяется плоской прокладкой из уретана или резины. Когда пуансон формирует деталь, уретан отклоняется и позволяет материалу формироваться вокруг пуансона. Этот метод гибки имеет ряд преимуществ. Уретан обернет материал вокруг пуансона, и радиус изгиба конца будет очень близок к фактическому радиусу пуансона. Он обеспечивает нецарапающий изгиб и подходит для предварительно окрашенных или чувствительных материалов.
С помощью специального пуансона, называемого радиусной линейкой, с заниженными областями на уретановых U-образных изгибах можно получить угол более 180° за один удар, что невозможно с помощью обычного прессового инструмента.
Уретановые инструменты следует рассматривать как расходный материал, и хотя они недешевы, их стоимость составляет лишь часть стоимости специальной стали. У него также есть некоторые недостатки: этот метод требует тоннажа, аналогичного заглублению и чеканке, и не подходит для фланцев неправильной формы, то есть там, где край изогнутого фланца не параллелен изгибу и достаточно короток, чтобы зацепить уретановая прокладка.
У него также есть некоторые недостатки: этот метод требует тоннажа, аналогичного заглублению и чеканке, и не подходит для фланцев неправильной формы, то есть там, где край изогнутого фланца не параллелен изгибу и достаточно короток, чтобы зацепить уретановая прокладка.
Гибка с растяжением
Гибка с растяжением — это очень сложный процесс, который развивался по-разному на протяжении многих лет.
Формование вытяжкой — это часть обработки металлов давлением, при которой металл изгибается или «растягивается» для создания деталей идеальной формы. Машина, называемая растягивающим прессом, обычно выполняет этот процесс, формируя несколько различных типов металла.
При использовании в производстве гибка с растяжением помогает создавать автомобильные детали. Эти детали часто прочнее и легче, чем когда-либо прежде, в результате использования очень прочных материалов и работы с более качественными машинами.
Профилирование
Профилирование, также называемое профилированием или профилированием, представляет собой надежный, проверенный подход к формованию металла, который идеально подходит для современных применений. Профилирование — это тип прокатки, включающий непрерывное изгибание длинной полосы листового металла (обычно рулонной стали) до желаемого поперечного сечения. Полоса проходит через наборы валков, установленных на последовательных клетях, причем каждый набор выполняет только дополнительную часть гибки до тех пор, пока не будет получено желаемое поперечное сечение (профиль).
Профилирование — это тип прокатки, включающий непрерывное изгибание длинной полосы листового металла (обычно рулонной стали) до желаемого поперечного сечения. Полоса проходит через наборы валков, установленных на последовательных клетях, причем каждый набор выполняет только дополнительную часть гибки до тех пор, пока не будет получено желаемое поперечное сечение (профиль).
В отличие от других методов обработки металлов давлением, процесс профилирования по своей природе является гибким. Вторичные процессы также могут быть интегрированы в одну производственную линию. Профилирование повышает эффективность при одновременном снижении эксплуатационных и капитальных затрат за счет устранения ненужных операций и оборудования.
Профилирование идеально подходит для производства деталей постоянного профиля большой длины и в больших количествах.
Процесс горячей гибки
Индукционная горячая гибка
В процессе индукционной гибки, также известном как высокочастотная гибка, поэтапная гибка или горячая гибка, используются индукторы для локального индукционного нагрева стали. В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Затем изогнутая часть охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Затем изогнутая часть охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
Рекомендуемое чтение:2 Совет, как согнуть алюминий, не сломав его?
Тормоз для листового металла Automax
Описание
технические характеристики модели
Описание
AutoMax является стандартной моделью новой длинной фальцевальной линии Roper Whitney американского производства. Этот листогибочный станок идеально подходит для строителей, изготовителей металлических деталей, кровельных компаний и других компаний, которые создают сложные профили и нуждаются в гибкости и производительности длинной фальцевальной системы.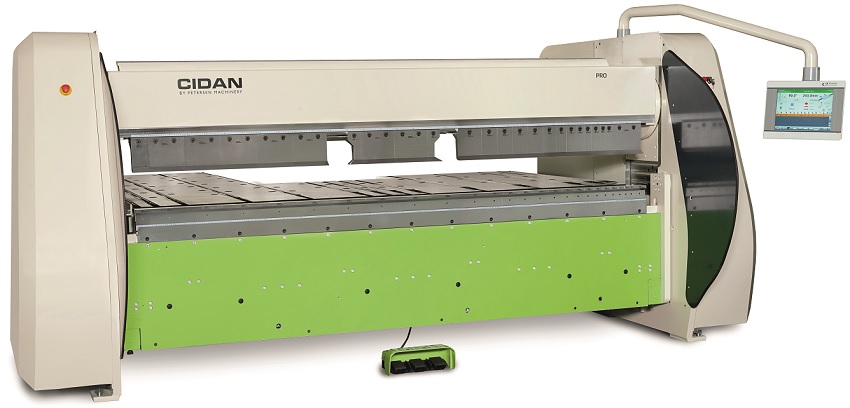 AutoMax объединяет автоматизированную гибку углов до 147 градусов, зажим материала и поддержку материала в единую систему с ЧПУ, использующую методы гибки крыла.
AutoMax объединяет автоматизированную гибку углов до 147 градусов, зажим материала и поддержку материала в единую систему с ЧПУ, использующую методы гибки крыла.
AutoMax — это машина, разработанная для листового металла и сварки, обеспечивающая превосходную производительность и функции. Изогнутая конструкция С-образной рамы придает этой машине жесткое основание, уменьшая точки напряжения, характерные для конкурирующих моделей. Рычаги AutoMax расположены внутри структуры C-образной рамы. Такая конструкция повышает жесткость машины и производительность на изгиб.
Гидравлический блок управляется высокоскоростным преобразователем частоты. Инвертор, управляемый Synergy Control, обеспечивает быстрое и плавное движение машины. Инвертор снижает мощность насоса, когда он не используется, что снижает расходы на электроэнергию. Гидравлический коллектор расположен в центре машины, что обеспечивает равномерный поток гидравлического давления, обеспечивая равномерную работу машины. Гибочный лист приводится в действие двумя цилиндрами и управляется 5 наборами рычажных механизмов. Электрический шкаф расположен с правой стороны машины в корпусе с быстрым замком вместе с блоком управления Synergy.
Электрический шкаф расположен с правой стороны машины в корпусе с быстрым замком вместе с блоком управления Synergy.
Изогнутая конструкция C-образной рамы обеспечивает превосходное усилие зажима и устраняет точки напряжения, характерные для конкурирующих машин. Такая конструкция дает гораздо больше свободного места для сложных изгибов/профилей. Максимальная высота открытия AM2116 составляет 7,87.
- Система поддержки листа
- Регулировка выпуклости
- Дополнительный резак
- Элементы безопасности
Система поддержки листа
СИСТЕМА UPPORTDHE S
0003
Заготовки полностью поддерживаются столами заднего упора под зажимными С-образными рамами и автоматически позиционируются с точностью +/- 0,004″. Задний упор позиционируется серводвигателем для малошумной работы.
Задний упор позиционируется серводвигателем для малошумной работы.
Пять удобно расположенных пальцев обеспечивают надежный контакт с краем листа в любое время, и пальцы перемещаются вниз до положения 0,394″. В стандартную комплектацию AutoMax входит набор мелких деталей заднего упора. Задний упор для мелких деталей позволяет оператору работать с более мелкими деталями, чем те, которые обычно можно изготовить на длинных фальцевальных машинах. Возможны части до 4. Максимальный ход заднего упора достигается менее чем за 3 секунды. Стандартная глубина заднего упора 49.
Регулировка выпуклости
РЕГУЛИРОВКА ИЗГОТОВЛЕНИЯ
Формирование выпуклости также входит в стандартную комплектацию длиннофальцевальных машин AutoMax. Каждая С-образная рама имеет регулировочный диск, который позволяет оператору регулировать угол изгиба в различных точках машины.
Дополнительный продольно-резательный станок
ДОПОЛНИТЕЛЬНО РАЗРЕЗНО-РЕЗЧИКАЛЬНЫЙ СТАНОК
Продольно-резательный станок для AutoMax крепится к нижней раме машины, освобождая складывающуюся балку от любых препятствий.
