Листогиб своими: чертежи и описание гибочного станка для листового металла. Как сделать листогибочный станок из уголка?
Содержание
Листогиб из рельса — Конкурс сварщиков «Делаем своими руками»
#1
Alex76
Отправлено 17 August 2015 00:13
Популярное сообщение!
Здравствуйте все любители железа! Тема листогибов стара, как мир. Но, тем не менее, может кому-то будет интересно.
Занимаюсь изготовлением бачков из нерж.стали 1,5-2мм. Старый листогиб уже еле дышит, поэтому на замену решил сделать покрепче. Для этого использовал рельс Р24, швеллер 100 мм, петли 40 мм, водопроводные трубы для станины. Рабочая ширина листогиба 85 см.
Больше всего была нужна возможность получения разных радиусов загиба, поэтому прижимная и поворотная балки регулируемые.
Основной режим работы листогиба — поворотная балка поднимается вверх. Но, также есть возможность гнуть лист, нажимая на рукоятку сверху вниз, т. е. используя собственный вес (правда менее удобный алгоритм разметки и закрепления листа).
е. используя собственный вес (правда менее удобный алгоритм разметки и закрепления листа).
Уверенно гнет 1,5 мм, 2 мм, 3 мм потяжелее (3 мм пробовал на длину 65см), и нагружать надо листогиб, либо крепить к полу. Минимальные радиусы меня вполне устраивают. Также попробовал 5 мм полоску 6-7 см — загнулась (на фото). Таким образом прочности у листогиба с запасом, для моих нужд.
Конкурсная работа № 36, Техническая номинация Конкурса сварщиков «Делаем своими руками»
Генеральный спонсор конкурса
Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года.
- Наверх
- Вставить ник
#2
ВлаДон
Отправлено 17 August 2015 10:33
Отличный станок! В голове крутилась подобная идея, только материал — швеллер 30. И на такой станок желательно поставить гидравлику.
И на такой станок желательно поставить гидравлику.
- Наверх
- Вставить ник
#3
mulumba
Отправлено 17 August 2015 12:53
А нельзя маленькое видео?
- Наверх
- Вставить ник
#4
Alex76
Отправлено 17 August 2015 15:09
ВлаДон, согласен, на 3мм надо уже гидравлику, но тогда надо всю конструкцию усиливать. Мысли уже есть о новом проекте. Но это потом.
mulumba, могу и видео конечно, только пока нет заказов. Но кусок см 30-40 могу загнуть. Устроит?
- Наверх
- Вставить ник
#5
Alex76
Отправлено 17 August 2015 15:10
mulumba, я имею ввиду кусок нерж. 1,5мм
1,5мм
- Наверх
- Вставить ник
#6
Wjatcheslav
Отправлено 19 August 2015 22:18
А нельзя маленькое видео?
согласен, видео поможет лучше понять работу устройства
- Наверх
- Вставить ник
#7
демонстратор
Отправлено 20 August 2015 07:45
Alex76
я имею ввиду кусок нерж. 1,5мм
Не надо нерж чернягой гнуть — на радиусе ржа будет.
- Наверх
- Вставить ник
#8
Alex76
Отправлено 20 August 2015 08:54
демонстратор, возможно, правда не замечал чтобы особо шла после этого ржавчина.
Когда работал старым листогибом, подкладывал полиэтиленовую пленку только под поворотную планку, но чтобы не было царапин на наружной поверхности баков. Внутренняя часть бака контактировала с прижимной чернягой, не было ржавчины на готовых изделиях во время эксплуатации.
- Наверх
- Вставить ник
#9
Alex76
Отправлено 21 August 2015 00:49
Популярное сообщение!
Для тех, кому интересно как работает листогиб, смонтировал небольшое видео:
Перед просмотром ролика несколько замечаний:
- Радиус сгиба на всех пробах довольно таки большой. Но, повторюсь, меня он устраивает. Для более точных работ будет изготовлена другая прижимная балка с острой передней кромкой.
- Деревянные стояки мелькающие в ролике – это распорки вставленные между листогибом и стропилами, чтобы он не перемещался.
- Только на видео заметил, что прижимная балка немного качается при сгибе (сдвинуться не дают фиксаторы), потому что, гайки закручивал где-то без протяжки, а где-то вообще от руки.
- Наверх
- Вставить ник
#10
Alex76
Отправлено 29 August 2015 15:32
Популярное сообщение!
Для всех интересующихся, покажу пример использование листогиба при изготовлении конкретного изделия — расширительного бака.
Размечаю и гну
Согнутая заготовка
Соединяю на прихватки
Вставляю днище
Изделие готово к покраске
Показал минимальные возможности своего листогиба. Радует сокращение времени на раскрой, сварку. Уменьшается расход электродов. Ну и самое главное: изделие с меньшим количеством швов выглядит аккуратнее.
- Наверх
- Вставить ник
#11
Alex76
Отправлено 29 August 2015 22:08
А теперь изделие ПОКРУПНЕЕ : согнул заготовку для бака под воду.
Размеры бака: Ширина 29см х Длина 60см х Высота 70см.
Общие размеры заготовки: ширина 70см, длина 180см
Сталь Ст3 толщ. 3мм
Несмотря на большую ширину заготовки, сгиб равномерный по всей длине.
Усилие при сгибании металла не запредельное. Справится человек средней комплекции.
- Наверх
- Вставить ник
#12
Andy52280
Отправлено 27 September 2015 09:33
А от регулировки подвижного прижима есть какой-то толк? Неужели недостаточно возможности регулировки верхним прижимом?
А то как-то этот узел вызывает сомнения.
Сообщение отредактировал Andy52280: 27 September 2015 22:17
- Наверх
- Вставить ник
#13
mulumba
Отправлено 27 September 2015 11:59
Какой получился бюджет на весь станок?
- Наверх
- Вставить ник
#14
Alex76
Отправлено 30 September 2015 09:28
Andy52280, ближе к выходным постараюсь показать
mulumba, точил токарь: петли 2х200р=400р. , шпильки 200х24мм 4х100р=400р. Коронка биметалл 25мм 200р.
, шпильки 200х24мм 4х100р=400р. Коронка биметалл 25мм 200р.
Электроды, электроэнергию, отрезные диски не считал. Но, думаю, немного.
Всё остальное железо уже было, лежало и ждало своего часа (рельс Р-24, швеллер 100мм, труба на раму 50мм, профильная 40х20мм)так что цены на металлолом прикиньте в своем регионе.
Вроде все перечислил.
- Наверх
- Вставить ник
#15
OleJon
Отправлено 07 October 2015 13:12
Alex76
Скажите пожалуйста. Есть возможность гнуть вот такие профиля на подобном как у вас листогибе?
Прикрепленные изображения
- Наверх
- Вставить ник
#16
Alex76
Отправлено 09 October 2015 22:31
OleJon, для ваших профилей нужна узкая прижимная балка. На моем листогибе такая замена не пройдет, т.к. одновременно нужно смещать шпильки крепления (ближе к краю нижней балки) для сохранения жесткости, и для правильного изгиба, а у меня там петли. Другими словами, если просто заменить широкую прижимную балку на узкую, то гиб будет большого радиуса.
На моем листогибе такая замена не пройдет, т.к. одновременно нужно смещать шпильки крепления (ближе к краю нижней балки) для сохранения жесткости, и для правильного изгиба, а у меня там петли. Другими словами, если просто заменить широкую прижимную балку на узкую, то гиб будет большого радиуса.
Листогиб надо изначально «затачивать» под вашу конструкцию.
Вот так думаю. Хотя, могу и ошибаться.
- Наверх
- Вставить ник
#17
Alex76
Отправлено 09 October 2015 22:33
Добавлю, у вас поток, мне кажется надо смотреть в сторону гидравлики. Тем более контур изделия не замкнутый.
- Наверх
- Вставить ник
#18
Сусанин
Отправлено 10 October 2015 12:38
Подскажите, к примеру, сталь 3 толщина 1. 5мм максимум, ширина гиба пусть будет 800, какой материал взять для изготовления, и как организовать трехуровневый гиб,
5мм максимум, ширина гиба пусть будет 800, какой материал взять для изготовления, и как организовать трехуровневый гиб,
скажем согнуть ящик электрический
Горе от ума. Меньше знаешь — легче работается.
- Наверх
- Вставить ник
#19
Alex76
Отправлено 10 October 2015 20:12
Сусанин, мне кажется вам надо смотреть в сторону промышленных листогибов, как вариант б\у
- Наверх
- Вставить ник
#20
Alex76
Отправлено 10 October 2015 20:55
Andy52280,
Ваши рассуждения отчасти верны. Действительно, можно использовать только регулировку верхней прижимной балки. Но тогда, чтобы иметь возможность гнуть относительно большой диапазон радиусов, регулировки 1см недостаточно ( как у меня на листогибе)
Действительно, можно использовать только регулировку верхней прижимной балки. Но тогда, чтобы иметь возможность гнуть относительно большой диапазон радиусов, регулировки 1см недостаточно ( как у меня на листогибе)
Проведем небольшой эксперимент:
Берем неск. полос AISI 430 1.5 мм
Гнем их с разными регулировками
крупнее
1 полоса
Минимальный радиус гиба. Прижимная сдвинута максимально ближе к кромке нижней балки. Поворотная вровень с нижней
2 полоса
Прижимная балка максимально отодвинута (1см), поворотная вровень с нижней
3 полоса
Прижимная сдвинута максимально вперед (мин. радиус) , поворотная максимально вниз (1см)
4 полоса
Прижимн. ( на 1 см назад) и поворотн.( на 1см вниз)
Как видно по фото полоски 2 и 3 получились одинаковыми, т.е. получить одинаковый результат можно не используя регулировку поворотной балки.
Но мне нужен был еще больший радиус, (4 полоска) и регулировки только прижимной балки было недостаточно, поэтому и пришлось делать регулировку на поворотной.
Все делалось исходя из наличия нужных материалов.
И вам ничего не мешает сделать большой диапазон регулировок только прижимной балкой (если он вообще вам нужен). Но тут надо увеличивать ширину нижней балки.
Может не очень понятно объяснил, спрашивайте.
- Наверх
- Вставить ник
Самодельный листогиб своими руками: чертежи и схемы
Главная » Инструменты и оборудование » Ручной иструмент » Слесарно-монтажный инструмент
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Опубликовано: Рубрика: Слесарно-монтажный инструментАвтор: Andrey Ku
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Виды листогибов – назначение и конструкционные особенности
По типу привода устройства для продольной деформации листового металлопроката бывают следующие:
- Электромагнитные, прижим элементов в которых происходит за счет пропускания тока через электрические катушки;
- Пневматические, действующие от воздушных компрессоров;
- Гидравлические, с тем же принципом действия, что и пневматика, но только функционирующие под давлением жидкости;
- Электромеханические, работающие за счет вращения ротора мощного электромотора;
- Ручные, приводимые в действие мускульным усилием оператора.
Все перечисленные агрегаты, кроме последнего, применимы только на производстве и имеют довольно высокую стоимость, да и расходы на их эксплуатацию и обслуживание тоже велики. В быту проще всего задействовать ручной листогиб, который несложно собрать собственноручно, если в наличии есть чертежи и есть возможность изготовить необходимые детали. Сборку желательно выполнять при помощи сварки, болтовые соединения могут оказаться ненадежными.
Сборку желательно выполнять при помощи сварки, болтовые соединения могут оказаться ненадежными.
По способу обработки рассматриваемое оборудование тоже делится на отдельные категории:
- Траверсные, рычажного действия;
- Вальцовые или роликовые;
- Прессовальные, с пуансоном (матрицей).
Первые – самые распространенные и удобные в работе, имеют прижим, под которым пропускается заготовка, и поворачивающийся элемент гибочной рабочей полосы, снабженной рычагом. Ход подвижной части от 90 до 180 градусов. Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Второй тип предназначен для плавного, дугообразного загиба полосы металла, ширина которой может достигать 1 метра и более. Обычно состоит из 3 валов, но торцевой включает и большее количество вращающихся роликов. Вариант для торцевой обработки называют еще зиг-машиной, и нужен он для зиговки, то есть продавливания ребра жесткости на краю листа.
Последний вариант бывает снабжен электрическим или гидравлическим приводом, в ручном же исполнении обычно работает при вращении ворота вдоль нарезанной на валу винтовой резьбы. Рабочая часть пресса, называющаяся пуансон, оказывает давление на заготовку, сгибая деформируемый участок в расположенную снизу матрицу. В зависимости от установленной насадки и штампа будет задан угол деформации листа.
Простейшие приспособления для гибки металлопроката
Самый простой листогибочный станок, который можно сделать своими руками, состоит из трех отрезков уголка или такого же количества полос металла толщиной 5 миллиметров. Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Та часть подвижной основы, к которой осуществляется прижим сгибаемого листа, должна быть приварена к тяжелой стационарной станине или закреплена в тисках. Если используется уголок, в том числе и для фиксации заготовки, угол деформации составит не более 120 градусов. Чтобы получить около 180, прижимную полосу толщиной 5 миллиметров нужно полого сточить со стороны движения траверса, то есть, рычажной части.
Если используется уголок, в том числе и для фиксации заготовки, угол деформации составит не более 120 градусов. Чтобы получить около 180, прижимную полосу толщиной 5 миллиметров нужно полого сточить со стороны движения траверса, то есть, рычажной части.
Встречается иное решение, когда траверса устанавливается с небольшим зазором, в результате чего холостое, исходное положение у нее поднятое и лист заготовки проходит под ней, после чего рычаг опускается. Так к усилию оператор может добавить собственную массу.
Второй вариант – самодельный пресс, для которого понадобится мощная рама из квадратного толстостенного профиля или швеллеров. В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
Все соединения тщательно свариваются. В центре расположенной на полметра выше второй поперечине делается отверстие с резьбой, через него пропускается вал с винтовой нарезкой соответствующего шага. На нижнем конце монтируется втулка, так, чтобы она свободно вращалась вокруг своей оси. К ней приваривается пуансон. Чтобы последний не проворачивался, к ее торцам крепятся горизонтальные стержни, которые пропускаются в заранее сделанные сквозные прорези в боковых стойках.
На нижнем конце монтируется втулка, так, чтобы она свободно вращалась вокруг своей оси. К ней приваривается пуансон. Чтобы последний не проворачивался, к ее торцам крепятся горизонтальные стержни, которые пропускаются в заранее сделанные сквозные прорези в боковых стойках.
Чтобы не устанавливать лишние детали, вращающуюся втулку можно соединить с проходящей сквозь верхнюю поперечину вертикальной штангой, и только к ней жестко приварить балку, которая изготавливается из двух вложенных один в другой уголков. В этом случае отверстие под вертикальный вал снабжается пазами, а проходящая сквозь него штанга – соответствующими выступами.
Мощные листогибочные станки – кустарное изготовление
Траверсное приспособление, описание которого приведено ранее, и представляющее собой довольно простую конструкцию, может быть значительно усилено, если для балок использовать швеллера или тавры. Удобство такого решения еще в том, что крепеж к верстаку значительно упрощается, и бывает выполнен как в горизонтальной, так и в вертикальной плоскости. Самое широкое и массивное металлическое изделие принимается за основу, на которой монтируются остальные детали.
Самое широкое и массивное металлическое изделие принимается за основу, на которой монтируются остальные детали.
Прижимная балка (3) изготавливается из более узкого швеллера, фиксирующегося болтовым соединением (4) через сквозные отверстия, имеющиеся соосно и в основании (2). Ориентируется этот элемент строго по линии соединения (1,8) подвижной траверсы (7) с опорой. Недостатком этой схемы является дополнительная вертикальная плоскость, в которую упирается гибочная рабочая поверхность с рычагом (6), в результате чего возможно сгибать заготовку (5) только на 90 градусов или меньше.
Из тавра или двутавра выходит наиболее мощная конструкция, которая уже не нуждается в усилении и не деформируется на сгибание от большого усилия при работе с толстым листом металла. Принцип сборки такой же, что и у предыдущей модели, но рычаг направлен вниз и имеет рабочий ход 90 градусов до горизонтального положения. В качестве прижима используются болт и приваренная к основанию гайка.
Сгибание листов металла – где понадобится ручное приспособление
Если в частном доме планируется ремонт крытой оцинковкой или медью крыши, листогиб будет незаменим для того, чтобы организовать изготовление фасонных частей для коньков и ендов, что позволит сэкономить на покупке готовых кровельных элементов. Деформация листового металлопроката в домашних условиях, путем оббивания молотком заготовки через край наковальни или верстака, не отличается ни точностью, ни эстетическими показателями.
Деформация листового металлопроката в домашних условиях, путем оббивания молотком заготовки через край наковальни или верстака, не отличается ни точностью, ни эстетическими показателями.
Чаще всего гибка металла необходима в гараже, и если браться за авторемонт серьезно, листогибочный станок окажется очень кстати, в кузовных работах или при настилании пола. Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
Понравилась статья? Поделиться с друзьями:
Станок для гибки листового металла, созданный вентилятором (Fanmade)
Фанат SweBend связался с нами и хотел узнать больше о создании станка для гибки листового металла (листового проката) для своей следующей сборки. Посмотрите, как автор «Тем временем в гараже» посетил SweBend в 05:08 в своем последнем видео! Мы впечатлены этим прекрасным рулетом, вдохновленным SweBend!
Важное примечание: В НАСТОЯЩЕМ станке SweBend ВСЕГДА используются подшипники SKF! Это не машина производства SweBend, а забавный хобби-проект Тем временем в гараже. SweBend не производит и не продает машины этого типа.
SweBend не производит и не продает машины этого типа.
Официальное уведомление: Тем временем компания In the Garage получила право использовать название и логотип SweBend для этой конкретной машины. Название и логотип SweBend являются зарегистрированными товарными знаками, принадлежащими SweBend AB, поэтому любое другое несанкционированное использование является нарушением прав на товарные знаки и права собственности. Все права защищены.
SweBend – прецизионная гибка, упрощенная
Учимся у ЛУЧШИХ
На своем канале YouTube Тем временем в гараже он собирает собственные инструменты и машины, чтобы постепенно оборудовать свою мастерскую. После успешного создания вальцового станка, станка, шкафа для пескоструйной обработки и ленточной шлифовальной машины, он теперь хотел попытаться построить листогибочный станок. Чтобы сделать сборку максимально возможной, он связался со SweBend, чтобы узнать больше о передовом опыте создания точных гибочных станков.
«Когда MWIG связалась с нами, я увидел в этом прекрасную возможность помочь коллеге-инженеру избежать некоторых ловушек, когда дело доходит до гибки. Увидев его работу, я испытал ностальгию по изобразительному искусству мастера мастерской, с которого начинаются многие инженерные таланты. , Так что помочь ему распространить информацию и вдохновить новое поколение инженеров было несложно!»
Как построить правильный валок
Сначала все начинается с интеллектуального проектирования. Внедряйте разумные и эффективные решения, которые сделают машину эффективной и простой в обслуживании. Убедитесь, что вы продумали все возможные пользовательские сценарии и спроектировали машину так, чтобы она превосходно работала в каждом из них. В совокупности сотрудники SweBend имеют более чем столетний опыт работы в гибочной отрасли — мы знаем, чего это стоит. (Узнайте больше о нашей истории)
При сборке листогибочного станка (или любой гибочной машины) важно выбирать качественные компоненты и материалы. В SweBend мы используем только самые современные компоненты и материалы от проверенных производителей, чтобы обеспечить долговечность, прочность и точность станков.
В SweBend мы используем только самые современные компоненты и материалы от проверенных производителей, чтобы обеспечить долговечность, прочность и точность станков.
Наконец, нужно правильно все измерить. Мы видим, что многие производители гибочных станков используют неправильные приводы и/или рамы. Таким образом, их клиентам будет труднее добиться хороших результатов или добиться надлежащего срока службы машины из-за ненужного износа.
Самый прочный валок, поставленный SweBend на сегодняшний день
PB3-36 — это 3-валковый валок, управляемый с помощью SweBend Bluetooth Control и пользовательского блока управления. Этот зверь весит 190 тонн и может доставлять до 1700 тонн в усилие предварительного изгиба. Возможность предварительной гибки составляет 4050×105 мм (160×4″). Во время круговой прокатки толщина листа может быть до 150 мм (6 дюймов) – холодная для этого размера листа (более толстые листы можно сгибать в меньшем размере).
Мы можем, у нас есть, и мы строим еще сильнее. SweBend уже работает над старшим братом для PB3-36, и ранее мы создавали еще более мощные машины. Поскольку рыночный спрос растет, мы тоже.
Смотреть визит (в 05:08) и его БИЛД!
Сообщение от Тем временем в гараже,
“ В этом видео я хочу показать вам один из самых сложных моих проектов. Я покажу вам, как я сделал машину для гибки листового металла в своей мастерской «Тем временем в гараже». .
Я много думал о том, как я это сделаю и какой у этой машины будет механизм. После долгих раздумий я поймал себя на мысли, что мне нужно вдохновение и новые идеи. Для этого я определил лучшего производителя гибочных станков, им оказалась компания Swebend. Я очень благодарен всему коллективу Swebend за такой теплый прием и гостеприимство. Они показали мне, как они производят гибочные станки любой сложности и самое главное, какое высокое качество и любовь к своему делу они вкладывают.
Я очень благодарен всему коллективу Swebend за такой теплый прием и гостеприимство. Они показали мне, как они производят гибочные станки любой сложности и самое главное, какое высокое качество и любовь к своему делу они вкладывают.
Я был очень впечатлен своей поездкой в Свебенд в Хесслехольме (Швеция). ”
//Тем временем в гараже
Автор: SweBend Team
Команда SweBend, состоящая из опытных инженеров-гибщиков и персонала с более чем 250-летним опытом работы в области гибки, готова решать самые передовые и технически сложные задачи по гибке.
Готовы идти вперед? Свяжитесь с нами сегодня!
Как сгибать и формовать листовой металл
Независимо от того, управляете ли вы собственной автомастерской или ремонтируете автомобили в свободное время, знание основ гибки, формовки и формовки металла является обязательным навыком.
Формовка автомобильного металла используется во многих типах типичных ремонтных работ автомобиля, от ремонта бамперов до сглаживания дверных панелей и ухода за небольшими ударами и синяками в течение срока службы автомобиля, вы можете быть уверены, что в тот или иной момент вы придется работать с металлом.
Очевидно, что лучший способ научиться этому навыку — это сделать это — работать с металлическими листами, чтобы понять, как они двигаются и изгибаются различными способами. Но если у вас нет практического опыта, профессиональным механикам и автолюбителям может быть полезно ознакомиться с некоторыми основами, прежде чем погрузиться в работу.0003
Ниже мы рассмотрим некоторые из самых важных вещей, которые нужно знать, когда вы начинаете работать с формовкой металла, а также некоторые инструменты, которые вы должны иметь под рукой.
Формовка и формовка металла
Когда речь идет о формовке и формовке металла для автомобильных целей, существует несколько основных категорий работ: листовой металл (большие и мелкие детали), гибка труб, а также усадка и растяжение металла.
В зависимости от того, какую работу вы выполняете, вам могут понадобиться различные инструменты наготове, поэтому мы объясним, какие из них вы должны иметь под рукой в магазине или дома.
Листовой металл — формирование больших деталей
Иногда часть автомобиля может быть повреждена в результате аварии, может заржаветь из-за экстремальных погодных условий или разрушиться из-за многолетней эксплуатации.
В этих случаях, когда большая часть автомобиля требует ремонта, вам нужно будет использовать более крупные куски листового металла, чтобы решить эту проблему.
Что нужно придать форму. Для некоторых деталей автомобилей может потребоваться использование большого куска листового металла. Среди прочего, наиболее типичными частями автомобиля, которые потребуют этого, являются крылья, дверные панели и капоты.
Необходимые инструменты. Для каждого проекта, над которым вы работаете, вы, вероятно, обнаружите, что необходима комбинация различных инструментов. Мы составили несколько обязательных элементов для каждой категории проектов, но эти списки не являются исчерпывающими. Когда вы работаете с большими кусками листового металла, вам необходимо иметь под рукой несколько инструментов:
Инструмент для фиксации в виде тисков: для зажима и удержания всего на месте
Накладной или бортовой валик: укрепляет листовой металл и/или добавляет рисунок
Ножницы: для вырезания грубых форм из средних и больших кусков листового металла
Колесные наковальни: формирует металл для профессионального результата
Листовой металл – обработка мелких деталей
Когда вы работаете над мелкими исправлениями, такими как вмятины и вмятины, нет необходимости вытаскивать большие пушки с большими кусками листового металла. Вместо этого эти проблемы часто можно исправить, придав форму небольшим кусочкам.
Вместо этого эти проблемы часто можно исправить, придав форму небольшим кусочкам.
Необходимые инструменты. Возможно, вы обнаружите, что такие работы лучше выполнять вручную. В таких случаях вам понадобятся ручные инструменты наготове:
Молоток: для выбивания небольших вмятин
Молотки для кузова: для выбивания вмятин
Тележки: опорные пластины для ударов молотком
Изгиб трубы/шланга
Не все детали автомобиля ремонтируются так просто — иногда вам может понадобиться придать металлу форму, чтобы закрепить трубы или трубки на автомобиле, например, выхлопную трубу или клапан. В этих случаях вам, вероятно, понадобятся некоторые инструменты, которые помогут вам разобраться в мельчайших деталях.
Необходимые инструменты. При работе по изгибу труб или шлангов доступно несколько инструментов, которые помогут вам выполнить работу:
Трубогиб: развальцовка и расширение металла
Ручной трубогиб: то же, что и выше, вручную
Клещи для гибки труб: для точной настройки формы и угла трубы
Усадка и растяжение металла
Для косметического ремонта слегка растянутых или поврежденных участков вместо замены металла можно рассмотреть возможность термоусадки и/или растяжения.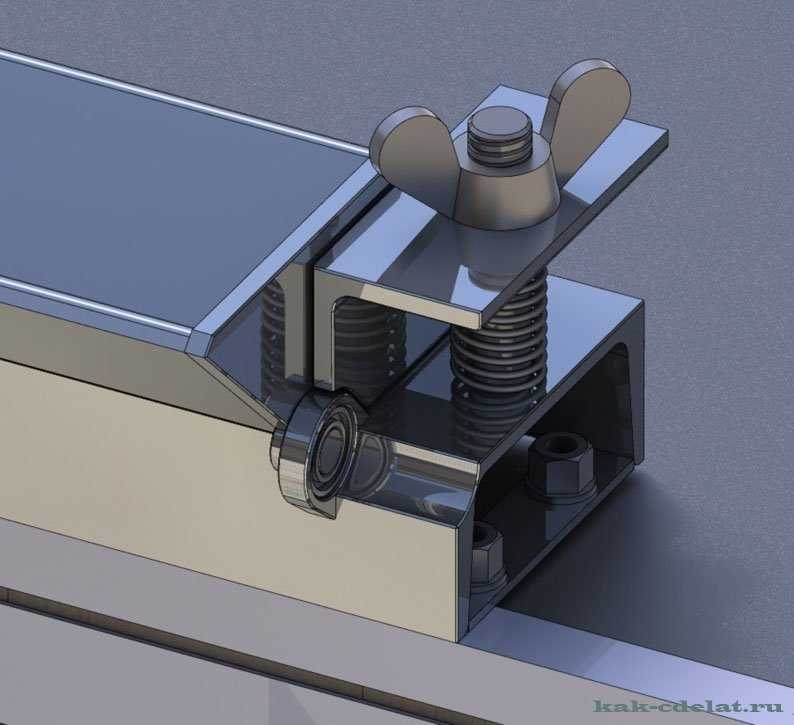 Хотя это не всегда возможно, в некоторых случаях вы можете избежать дополнительных затрат, используя этот метод.
Хотя это не всегда возможно, в некоторых случаях вы можете избежать дополнительных затрат, используя этот метод.
Некоторые рекомендации по работе с листовым металлом
Как мы упоминали выше, лучший способ понять этапы формирования листового металла — это делать это под руководством учителя или более опытного механика. Тем не менее, вот несколько рекомендаций, которым следует следовать, когда вы начинаете работать с металлом на работе или в личном гараже:
Убедитесь, что у вас есть все материалы, необходимые для начала работы. Помните о небольших дополнительных принадлежностях, которые вам понадобятся, таких как маркер, линейка, транспортир и тому подобное.
Измерьте листовой металл, толщину материала, детали и любые другие важные элементы, чтобы лучше понять пространство, в котором вы будете работать.
Определите допуск на изгиб используемого металла. Вы можете рассчитать это число вручную, с помощью онлайн-калькулятора или обратиться к таблице, подобной этой.

Отметьте линии изгиба маркером и используйте размер припуска на изгиб, чтобы нарисовать вторую линию изгиба.
Отрежьте листовой металл до нужного размера, сгладив и зашлифовав все зазубрины и шероховатые края, которые могут повредить металл.
Поместите формы в тиски или машину, которую вы используете, и либо выбейте, либо запустите инструмент, чтобы получить желаемый изгиб или форму, которую вы ищете.
Опять же, этот процесс будет варьироваться в зависимости от вашего конкретного проекта, но понимание того, как он может выглядеть для начала, поможет вам при погружении в практику.
Начните с гибки и формовки металлов
Если вы планируете работать (или играть!) в автомобильной промышленности, вам, вероятно, потребуется освоить некоторые навыки в области формовки и обработки металлов. Учитывая, что как нормальный износ, так и дорожно-транспортные происшествия часто требуют знаний о гибке и формовании листового металла.
