Листогиб своими руками чертежи и описание как сделать видео: Самодельный ручной листогиб своими руками чертежи
Содержание
Листогибочный станок своими руками: подробное описание изготовления
Самоделки
тому назад 436 просмотра
Для изготовления различных изделий из листового металла, понадобится станок листогиб. Сделать, такое приспособление для гибки металла, можно своими руками.
Для изготовления понадобятся материалы:
- — Уголок — 50 x 50 мм;
- — Профильная труба — 60 x 60 х 2 мм;
- — Гайки;
- — Шайбы;
- — Навесы;
- — Соединительная муфта;
- — Металлическая трубка;
- — Аэрозольный баллон с краской;
Далее на фото, показан процесс изготовления ручного листогибочного станка.
Из уголка 50 х 50 мм, отрезаем три заготовки одинаковой длины.
Далее, показано изготовление петель для поворотных механизмов станка.
Привариваем петли к уголкам.
Покраска и сборка станка.
Станок гнёт листовую сталь толщиной 1.5 мм.
Также может выгнуть стальную полосу 3 мм.
Получился отличный станок для гибки листового металла.
В этом видео, также показано, как сделать самодельный станок листогиб:
СЛУЧАЙНЫЕ СТАТЬИ
Конструкция, имеющая ряд восходящих ступенек, называется лестницей. Существует на сегодняшний день несколько видов лестниц. Это Л-образные мобильные лестницы называемые стремянки.…
тому назад 201 просмотра
Постоянными спутниками ванных комнат, а так же кухонь, считаются высокая влажность и вечные перепады температурного режима. В пользу алюминиевых, реечных…
В пользу алюминиевых, реечных…
тому назад 214 просмотра
Гипсокартон широко используется для отделки помещений: этот материал незаменим при выравнивании стен, потолков, обустройства арок и простенков. В последствии на…
тому назад 195 просмотра
7 способов расширить пространство в ванной: 1. Зеркала. Над ванной или раковиной лучше повесить одно или несколько узких зеркал. Удачно…
тому назад 220 просмотра
У кого есть старый радиоприёмник с УКВ диапазоном знает, что в данном диапазоне мало чего можно поймать в отличие от…
тому назад 503 просмотра
В последнее время очень популярными на участках многих владельцев загородных домов стали альпийские горки которые можно заказать. Зачем их строят?…
Зачем их строят?…
тому назад 227 просмотра
Больше всего смотрели
Как сделать листогиб
Стройка в саду
тому назад 179 просмотра
Как сделать листогиб
Содержание статьи:
- 1 Как сделать листогиб своими руками?
- 2 Самодельный листогиб и его характеристики
Ручной листогиб — необходимый инструмент в арсенале каждого домашнего мастера.
В особенности, этот инструмент незаменимый для тех людей, которые занимаются такой работой, как холодная ковка металла, где нужно согнуть какой то отдельный элемент металлической заготовки и т. д.
Конечно же, если необходимо сгибать что-то один или несколько раз, то можно взять листогиб на прокат у знакомых или в какой нибудь фирме.
Но если постоянно требуется в работе применять листогибочные операции, то никак не обойтись без покупного варианта станка-листогиба, либо его аналога изготовленного своими руками.
Содержание статьи
Как сделать листогиб своими руками?
Пополнить свой арсенал инструмента самодельным листогибом вполне возможно, благо, вопрос, как сделать листогиб, решается достаточно просто. Сегодня можно посмотреть видео — как сделать листогиб своими руками в интернете, найти чертежи листогиба и инструкцию по его изготовлению.
На самом же деле, сделать листогиб под силу каждому человеку. Перед тем как осуществлять сборку листогиба, следует определиться сначала с техническими характеристиками этого инструмента, какой по толщине им металл придется сгибать и многое другое.
Самодельный листогиб и его характеристики
Прежде чем приступать к основной части вопроса, как сделать листогиб своими руками, следует определиться вот с чем:
- Какой металл по толщине придётся гнуть листогибом.
- В каком диапазоне углов гибки металла, необходимо работать чаще всего.
- С габаритами самодельного листогиба — его высотой, длиной и шириной.

- Насколько точным должен быть листогиб, изготовленный своими руками.
Как только ответы на все вышеперечисленные вопрос будут найдены, можно приступать к изготовлению листогиба своими руками. Как сделать листогиб и что потребуется для его изготовления?
Чтобы сделать листогиб потребуется станина и подвижная часть механизма, которая будет гнуть металл под требуемым углом. К станине, заготовка для сгибания, должна надежно фиксироваться посредством рычагов, на концах которых имеется резьба.
Часто распространённым вариантом является листогиб из тисков, которые используются для фиксации заготовки во время её сгибания.
Не менее популярным вариантом листогиба, является и листогиб своими руками с использованием деревянных составляющих. Такой самодельный листогиб, чаще всего используется, для того, чтобы сделать оконные отливы, в общем, различные элементы, гнущиеся из тонкой оцинкованной жести.
Листогиб может быть различных конструкций и вариаций, поэтому на вопрос как сделать листогиб своими руками, можно найти множество всевозможных ответов. Главное при этом, определить правильные технические характеристики листогиба, которые во многом зависят от рода выполняемой им работы.
Главное при этом, определить правильные технические характеристики листогиба, которые во многом зависят от рода выполняемой им работы.
Оценить статью и поделиться ссылкой:
СЛУЧАЙНЫЕ СТАТЬИ
Производителей лакокрасочных материалов сегодня существует великое множество, вот только не все они могут предложить своим клиентам действительно качественную продукцию. Если…
тому назад 180 просмотра
Врезная кухонная мойка (Греция) создана для приверженцев дизайна в стиле современного минимализма. Элегантная и функциональная модель с глубокой чашей, гладкие…
тому назад 189 просмотра
Привет всем! Хочу показать самодельную печь-духовку, которую можно сделать из ресивера от автомобиля ЗИЛ и контейнера для стерилизации медицинских инструментов. …
…
тому назад 440 просмотра
На сегодняшний день, не только в бытовом, но и в техническом назначении, часто применяют – пропиленовые трубы. И тому есть…
тому назад 225 просмотра
Фасадная система Simplex – это универсальная конструкция, предназначенная для применения в области строительства. Формирует и поддерживает все необходимые теплоизоляционные особенности,…
тому назад 232 просмотра
Биплан из нержавеющей стали. Заказали металлическу модель, сделал две. (Просмотров 43 , в т.ч. 1 сегодня)
тому назад 212 просмотра
видео проектов | Трубогибочный станок для квадратных труб
Видео проекта | Трубогиб квадратного сечения | Инструкция Pro2
Главная : Отображение 1 до 6 (из 6 продуктов)
Отображение 1 от до 6 (из 6 продуктов)
| Important Links
Live HelpЖивая поддержка
|
 Видео проведет вас через этапы изготовления штампов для Mighty Mite, Pro-2, Bulldog или Rhino Bender из металлолома или падающего материала. Сделайте точную…
Видео проведет вас через этапы изготовления штампов для Mighty Mite, Pro-2, Bulldog или Rhino Bender из металлолома или падающего материала. Сделайте точную… Поставляется с компакт-диском для печати полноразмерных производственных планов.
Поставляется с компакт-диском для печати полноразмерных производственных планов. Включает два проекта: 1) Wine Butler…
Включает два проекта: 1) Wine Butler…| Copyright © 2023 Howron Industries, LLC. |
 Металлогибочные станки
Металлогибочные станки Искусство и наука гибки листового металла
Опора двигателя. Прочный корпус. Кронштейн 43,7°. Для среднего взлома требуется по крайней мере одна угловая металлическая деталь, и лучшим инструментом для ее изготовления по-прежнему является старый добрый листогибочный пресс. Гибка деталей требует некоторых дополнительных мыслей при проектировании и компоновке плоских шаблонов, поэтому, если вы хотите узнать о допусках на изгиб, вычете изгиба и о том, как согнуть точные детали даже без пресса, читайте дальше.
Методы гибки
Листогибочный пресс (источник)
Наиболее распространенными методами гибки, но, конечно, не единственными, являются гибка воздухом и гибка дном. Они могут выполняться на одном и том же листогибочном прессе и обычно не требуют давления более 25 тонн для общего использования в мастерских. Листогибочный пресс также поставляется с ручным или управляемым ЧПУ задним упором, который позволяет точно позиционировать линию сгиба.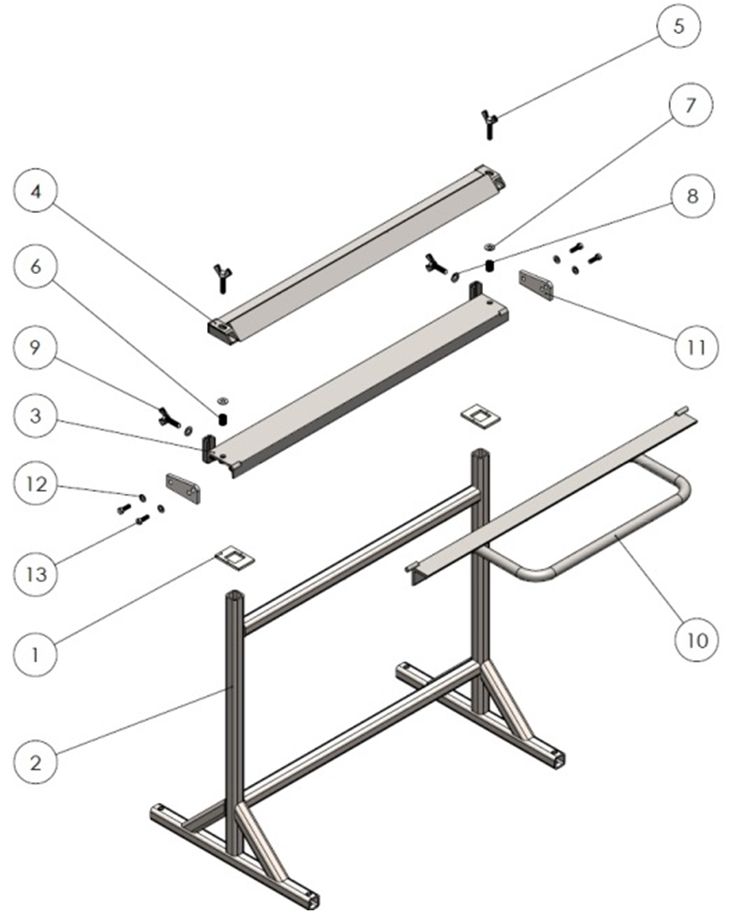 Как и все прессы, гибочные прессы немного обманчивы в отношении их потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила достигает материала, все может произойти очень быстро.
Как и все прессы, гибочные прессы немного обманчивы в отношении их потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила достигает материала, все может произойти очень быстро.
Однако, если вы не можете получить доступ к листогибочному прессу, вам не совсем повезло. Существуют методы прорезания пазов, при которых материал ослабляется на линии изгиба ровно настолько, чтобы сделать хороший изгиб в стали толщиной до 1/4 дюйма, используя только слесарные тиски.
Воздушная гибка
Воздушная гибка Анимация — (источник)
Воздушная гибка использует перфоратор и часто V-образную нижнюю матрицу. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба. Поскольку глубина хода регулируется на станке, гибка на воздухе позволяет сгибать листовой материал под произвольным углом без замены штампа или пуансона. Отверстие нижней матрицы должно быть выбрано адекватно в зависимости от толщины материала и радиуса изгиба, и хорошее эмпирическое правило: от 6 до 12 раз больше толщины материала. Это обеспечит хорошие результаты и долгий срок службы инструмента. Однако вы быстро заметите, что даже профессиональные мастерские используют свои 3/4-дюймовые нижние штампы практически для чего угодно, вот и все. После отпускания пуансона материал немного отпружинивает, что необходимо компенсировать перегибанием материала. Воздушная гибка не очень хороша с точки зрения угловой точности, но может работать с различными материалами, толщиной материала и углами изгиба без переналадки.
Это обеспечит хорошие результаты и долгий срок службы инструмента. Однако вы быстро заметите, что даже профессиональные мастерские используют свои 3/4-дюймовые нижние штампы практически для чего угодно, вот и все. После отпускания пуансона материал немного отпружинивает, что необходимо компенсировать перегибанием материала. Воздушная гибка не очень хороша с точки зрения угловой точности, но может работать с различными материалами, толщиной материала и углами изгиба без переналадки.
Дно
Анимация дна – (отредактировано, источник)
Как и для гибки воздухом, для дна используется пуансон и V-образный штамп для дна. Однако пуансон будет прижимать материал к внутренним поверхностям нижнего штампа, поэтому угол нижнего инструмента определяет угол изгиба. Таким образом, этот метод требует отдельных нижних штампов и переналадки для каждого угла изгиба, а также значительно большего давления. Однако он более точен и имеет меньшую пружинистость, чем изгиб на воздухе. То, что вы обычно найдете в мастерской общего назначения или на рабочем месте, — это тормозной пресс, оснащенный 9Нижняя матрица с углом наклона 0° для запрессовки дна, а для любого угла изгиба менее 90° будет использоваться та же матрица для гибки на воздухе. Тем не менее, поскольку дно требует больших усилий, также более важно использовать правильные штампы. Эмпирическое правило гласит, что 8-кратная толщина материала обеспечивает хорошее раскрытие дна штампа. Однако, поскольку геометрически правильный проем также зависит от радиуса изгиба, существуют более эффективные способы расчета ширины проема.
Тем не менее, поскольку дно требует больших усилий, также более важно использовать правильные штампы. Эмпирическое правило гласит, что 8-кратная толщина материала обеспечивает хорошее раскрытие дна штампа. Однако, поскольку геометрически правильный проем также зависит от радиуса изгиба, существуют более эффективные способы расчета ширины проема.
Прорезь
Пример сгибаемого вручную кронштейна от Crown International (источник изображения)
Чтобы определить область сгиба и уменьшить усилие, необходимое для сгибания детали из листового металла до состояния, с которым можно справиться без тормозного пресса, на линии сгиба можно прорезать прорези, чтобы выборочно ослабить материал. Это похоже на сгибание пропила, но менее хрупкое. Прорезка — отличный метод изготовления нестандартных металлических корпусов и рам для небольших роботизированных проектов и даже больших ненагруженных конструкций. Однако, поскольку это явно ослабляет материал, это недопустимо для тяжелых несущих деталей, которые зависят от структурной целостности области изгиба. Существуют даже запатентованные методы с использованием определенных шаблонов слотов, и даже если их идея достаточно проста, они могут быть весьма изобретательными.
Существуют даже запатентованные методы с использованием определенных шаблонов слотов, и даже если их идея достаточно проста, они могут быть весьма изобретательными.
Геометрия изгиба
В зависимости от угла и радиуса изгиба материал в области изгиба деформируется. Чтобы получить окончательные размеры детали, к которым мы стремимся, мы должны принять это во внимание заранее. Большинство профессиональных инструментов САПР, таких как Solidworks или Rhino, сделают за вас всю математику гибки, но, к сожалению, многие другие хорошие инструменты, такие как Fusion 360, OpenSCAD или FreeCAD, требуют от вас установки дополнительных плагинов, использования онлайн-калькуляторов или посчитать вручную.
листов
Давайте начнем с предположения, что вы хотите построить 90-градусный кронштейн из бесконечно тонкого листа материала или, если быть практичным, из листа бумаги. Поскольку он такой тонкий, он на самом деле не содержит никакого материала, поэтому он будет гнуться без деформации материала. Чтобы сделать это еще проще, мы выбираем радиус изгиба 0, что делает его складкой. В этом теоретическом случае длина полосы L, которую нам нужно вырезать, будет суммой двух сторон скобы, A и B.
Чтобы сделать это еще проще, мы выбираем радиус изгиба 0, что делает его складкой. В этом теоретическом случае длина полосы L, которую нам нужно вырезать, будет суммой двух сторон скобы, A и B.
Если мы теперь добавим радиус изгиба, наша скобка будет состоять уже не из двух прямых сторон А и В, а из двух укороченных сторон, которые я назову а и б. Ноги соединены дугой длиной c. Все идет нормально.
Кубоиды
Чтобы представить себе сгибание листа металла значительной толщины, сосредоточьтесь на воображаемом центральном листе, так называемой нейтральной линии или нейтральной оси, в пределах толщины. Эта нейтральная линия ведет себя точно так же, как тонкий лист выше, оставаясь недеформированным при изгибе. Единственные две вещи, которые мы должны иметь в виду, это то, что толщина материала t смещает радиус изгиба r’ нейтральной линии на половину толщины материала, и наши ноги a и b становятся немного короче. Реальные материалы, такие как сталь и алюминий, ведут себя не совсем так, как эта центральная линия, но концепция нейтральной линии по-прежнему полезна для их описания.
Допуск на изгиб и k-фактор
Как всегда, реальные материалы ведут себя не так просто, как наши модели. После того, как материал примет новую форму между инструментами из закаленной стали пресса, эта центральная нейтральная линия будет изрядно испорчена взаимодействием. Мы не можем точно знать ход нейтральной линии после изгиба без подробной и довольно сложной модели характеристик материала. Для упрощения можно использовать воображаемую нейтральную линию, основанную на упрощенном приближении, для предсказания длины развертки:
Для этого вводится поправочный коэффициент k. Коэффициент смещает нейтральный участок линии в области изгиба от его центральной траектории до тех пор, пока он не станет длиной соответствующей области развертки. Коэффициент k определяется эмпирически для данного материала, толщины материала, радиуса изгиба и метода изгиба. Он отражает все реальные, но неизвестные искажения в области изгиба.
Поскольку k-фактор зависит от нескольких факторов, используются таблицы эмпирически определенных k-факторов для заданных установок.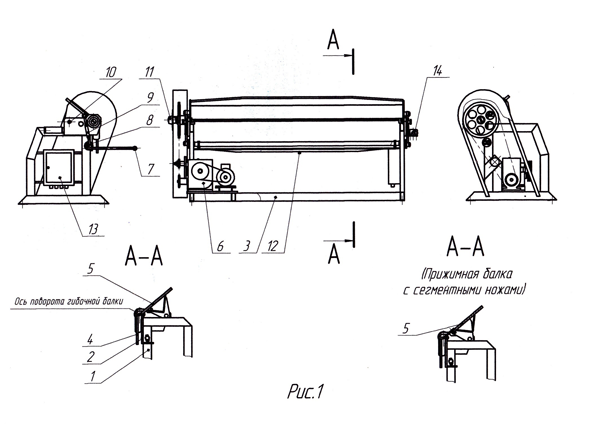 Используя k-фактор, теперь мы можем рассчитать допуск на изгиб «BA», который представляет собой длину плоского материала, который входит в область изгиба. Это просто длина дуги «воображаемой» нейтральной линии, которая была компенсирована k-фактором:
Используя k-фактор, теперь мы можем рассчитать допуск на изгиб «BA», который представляет собой длину плоского материала, который входит в область изгиба. Это просто длина дуги «воображаемой» нейтральной линии, которая была компенсирована k-фактором:
Конечно, аппроксимация реалистична только в том случае, если используется коэффициент k, и имеет смысл вести собственную таблицу со значениями k для материалов, с которыми вы собираетесь работать. Тем не менее, следующие значения являются хорошей отправной точкой:
Таблица коэффициента k «Правила большого пальца» (источник: Википедия)
Припуск на изгиб пазовых гибов
При прорези листового металла по оси гиба средняя плотность материала в месте гиба область уменьшилась. Не существует конкретного правила относительно того, насколько материал должен быть ослаблен, но, как правило, хорошим выбором является плотность 20% для стали толщиной до 1/8 дюйма. При плотности 20% ширина перемычки w составляет 1/4 длины паза s, как показано на рисунке ниже. Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Прямые пазы
При использовании прямых пазов область изгиба в развертке будет такой же ширины, как ширина паза d, поэтому для всех практических целей ширина паза в этом случае равна допуску на изгиб. В зависимости от желаемого радиуса изгиба можно рассчитать ширину паза:
Однако радиус не должен быть слишком большим и, как правило, не должен превышать 2/3 толщины материала.
Инженерные слоты
Прорези в форме смайликов (от Industrial Origami Inc. – патентный источник)
Прорези могут быть сформированы таким образом, чтобы контролировать изгиб более предсказуемым и независимым от материала способом. Хотя вырезание непрямых пазов в металле может показаться тривиальным, в этой области до сих пор имеется множество патентов. Для использования в образовательных целях и проектах «сделай сам» соответствующие патенты Industrial Origami Inc. могут по-прежнему быть отличным ресурсом. Они содержат целый каталог более продуманных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Они содержат целый каталог более продуманных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Большинство выкроек сконструированы таким образом, что материал может самостоятельно индексироваться относительно самого себя после изгиба. Например, диагональные перемычки рисунка смайлика будут укорачиваться по мере того, как они скручиваются из-за изгиба, эффективно стягивая две плоские стороны вместе от края к краю, поэтому практически отсутствует радиус изгиба и не требуется учитывать допуск на изгиб, зависящий от материала. Этот метод позволяет выполнять очень точные изгибы с незначительными деформациями и чрезвычайно прочными деталями. Формулу для внешнего отступа все еще можно использовать, а поскольку OSSB является чисто геометрическим, таблицы k-фактора не требуются.
Внешний отступ «OSSB»
Чтобы получить длину развертки L, мы должны знать длину наших прямых участков a и b. Конечно, если вы проектируете деталь с помощью САПР, вы можете просто прочитать размеры в своем инструменте САПР. Однако, если у вас есть только технический чертеж с основными размерами или набросок на салфетке, вам придется делать это вручную.
Разница между длиной стороны (A или B) изгиба и его отрезком (a или b) называется внешним уступом или «OSSB». Таким образом, длина ноги определяется как:
a = A – OSSB
b = B – OSSB
На данный момент обычно используются два различных определения длины сторон A и B, и это зависит от угла изгиба. Для углов сгиба менее 90° их обычно определяют как длину от вершины до края, для углов сгиба больше 90° их обычно измеряют от касательной изгиба к краю. Для угла изгиба 90° эти два параметра одинаковы. Во всех формулах и примерах для угла изгиба α используются градусы.
OSSB для α
< 90°
Для угла изгиба α меньше 90° и, как правило, когда A и B измеряются от вершины до края, формула для внешнего отступа всегда зависит от изгиба угол:
OSSB для α >= 90°
Для углов сгиба больше 90° и, как правило, когда A и B измеряются от касательной сгиба к кромке, внешний отступ не зависит от сгиба угол:
Свобода выбора
Если вы не привязаны к определенной норме, вы все равно можете измерить А и В от вершины до края и использовать первую формулу, даже если ваш угол изгиба больше 90°, если он меньше 180° . Тем не менее, для больших углов это становится крайне непрактичным, учитывая, что вершина уходит далеко от изгиба.
Длина развертки
Наконец, мы можем собрать все воедино и вычислить длину развертки L, до которой нам нужно разрезать металл, сложив части вместе:
Вычет изгиба «BD»
На практике длина развертки всегда меньше суммы A и B, поэтому все вышеперечисленное можно сжать в разнице между A + B и L, которая называется вычет изгиба „BD“.
For α
<= 90°
and for α >= 90°
Разработайте свою деталь прямо сейчас
Итак, зная основы о допусках на изгиб и уменьшении изгиба, вы сможете построить свой собственный стальной корпус, раму робота или монтажный кронштейн, используя тормозной пресс или метод прорези и тиски. И вам не нужно иметь лазерный или плазменный резак, чтобы получить нестандартные формы из нержавеющей стали или алюминия.
