Листогибы ручные своими руками чертежи видео: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
Листогиб, листогибы, выбор электрического листогиба
Листогиб, или листогибочный станок используется в промышленности и строительстве. Для обработки тонколистового металла используются, в основном, листогибы с поворотной балкой, которые позволяют точно спозиционировать большие листы тонкого металла и произвести отгиб небольших кромок, что практически недостижимо при использовании гибочных прессов с пуансоном и матрицей.
Лист металла в таком листогибе помещается на стол, образованный нижней траверсой и задними упорами и зажимается верхней прижимной траверсой. Для правильного позиционирования заготовки в простейших моделях листогиба приходится использовать разметку, что особенно неудобно при производстве серийных деталей. Фиксированный механический упор позволяет значительно ускорить производственный процесс, однако при необходимости производства нескольких гибов на одной заготовке остро встаёт вопрос быстрой перенастройки заднего упора листогиба на разную глубину подачи. Обычно задача решается при помощи вращающихся маховиков-рукояток, управляющих упором, которые для ускорения производственного процесса могут выводиться на фронтальную сторону листогиба и снабжаться механическим счётчиком для точной настройки. В электромеханических листогибах упоры могут управляться ЧПУ, что позволяет достичь максимальной скорости перемещения упоров и лучшей точности позиционирования. Именно скорость перемещения задних упоров существенно влияет на конечную производительность гибочного станка при производстве деталей с несколькими гибами, возможно, больше, чем скорость перемещения прижимной и гибочной траверс. Самые «продвинутые» модели листогибов используют вместо упоров захваты – «пальцы», которые сами двигают металл, исключая участие оператора в процессе гиба.
Обычно задача решается при помощи вращающихся маховиков-рукояток, управляющих упором, которые для ускорения производственного процесса могут выводиться на фронтальную сторону листогиба и снабжаться механическим счётчиком для точной настройки. В электромеханических листогибах упоры могут управляться ЧПУ, что позволяет достичь максимальной скорости перемещения упоров и лучшей точности позиционирования. Именно скорость перемещения задних упоров существенно влияет на конечную производительность гибочного станка при производстве деталей с несколькими гибами, возможно, больше, чем скорость перемещения прижимной и гибочной траверс. Самые «продвинутые» модели листогибов используют вместо упоров захваты – «пальцы», которые сами двигают металл, исключая участие оператора в процессе гиба.
Прижим металла на рабочем столе листогиба осуществляется верхней, прижимной, траверсой. В конструкции листогиба с ограничением глубины подачи верхняя траверса прижимается несколькими консолями, количество которых прямо пропорционально рабочей длине листогиба. Таким образом, длинный листогиб, как бы «состоит» из нескольких коротких, но имеет ту же самую толщину и конструкцию прижимной (верхней) траверсы. В конструкции листогиба без ограничения глубины подачи предусмотрено крепление верхней траверсы лишь в двух точках – по краям от обрабатываемой детали. При таком способе крепления любое увеличение толщины или длины обрабатываемой детали ведёт к экспоненциальному увеличению нагрузок и, как следствие, требует значительных изменений в конструкции листогиба. Соответственно, четырёхметровый листогиб может отличаться от трёхметрового в два раза: и по мощности, и по весу, и по цене, как следствие. Кроме того, возникает вопрос равномерного распределения нагрузок для обеспечения равномерного прижима по всей длине листогиба, усугубляющийся тем, что при обработке различного по толщине и по жёсткости металла, значения корректировок должны быть различными. Для этого могут быть использованы всевозможные системы регулировки прижимной и поворотной (гибочной) траверс, обеспечивающие предварительный их прогиб с учётом свойств металла или автоматическую компенсацию неравномерности в процессе работы листогиба (бомбирование).
Таким образом, длинный листогиб, как бы «состоит» из нескольких коротких, но имеет ту же самую толщину и конструкцию прижимной (верхней) траверсы. В конструкции листогиба без ограничения глубины подачи предусмотрено крепление верхней траверсы лишь в двух точках – по краям от обрабатываемой детали. При таком способе крепления любое увеличение толщины или длины обрабатываемой детали ведёт к экспоненциальному увеличению нагрузок и, как следствие, требует значительных изменений в конструкции листогиба. Соответственно, четырёхметровый листогиб может отличаться от трёхметрового в два раза: и по мощности, и по весу, и по цене, как следствие. Кроме того, возникает вопрос равномерного распределения нагрузок для обеспечения равномерного прижима по всей длине листогиба, усугубляющийся тем, что при обработке различного по толщине и по жёсткости металла, значения корректировок должны быть различными. Для этого могут быть использованы всевозможные системы регулировки прижимной и поворотной (гибочной) траверс, обеспечивающие предварительный их прогиб с учётом свойств металла или автоматическую компенсацию неравномерности в процессе работы листогиба (бомбирование).
Стоит остановиться и на том, что в зависимости от свойств металла (материал, толщина) геометрия гибочных органов листогиба должна быть различной. Использование остроугольных накладок для тонкой жести при гибке элементов из 2-3 миллиметрового алюминия приведёт к повреждению изделия. Ручные, лёгкие листогибы, предназначенные только для тонкого металла, обычно оснащаются только одной гибочной шиной, для более серьёзных моделей гибочные шины для разных металлов обычно или поставляются в комплекте, или заказываются у дилера специально применительно к конкретной задаче.
Один из немаловажных параметров при оценке производительности листогиба – скорость поворота гибочной (поворотной) траверсы. Очевидно, что листогиб с более быстрой траверсой окажется производительнее, однако, как уже отмечалось выше, скорость движения задних упоров может играть ещё большую роль. Кроме того, основную трудоёмкость, особенно при обработке длинных заготовок, может составить необходимость частого переворачивания заготовки в процессе производства изделия. И, если переворачивание метровой – двухметровой заготовки обычно не составляет труда, процесс переворачивания 4-6 метровой заготовки напоминает «хоровод» и «привязывает» к листогибу дополнительно нескольких рабочих. В корне изменить ситуацию помогают листогибы с двумя гибочными траверсами, эффективность которых трудно переоценить при работе с длинными заготовками: одна траверса гнёт металл вверх, другая гнёт вниз, таким образом, необходимость переворачивать заготовку отпадает вовсе.
И, если переворачивание метровой – двухметровой заготовки обычно не составляет труда, процесс переворачивания 4-6 метровой заготовки напоминает «хоровод» и «привязывает» к листогибу дополнительно нескольких рабочих. В корне изменить ситуацию помогают листогибы с двумя гибочными траверсами, эффективность которых трудно переоценить при работе с длинными заготовками: одна траверса гнёт металл вверх, другая гнёт вниз, таким образом, необходимость переворачивать заготовку отпадает вовсе.
Отдельного внимания заслуживают сегментные листогибы, т.е. листогибы с траверсами, конфигурацию которых можно изменить путём замены рабочих органов, сегментов. Область применения сегментных листогибов достаточно широка: от кровельных работ (в «шашечку») на объекте, до изготовления фасадных кассет и металлических корпусов. В характеристиках сегментных листогибов стоит обратить внимание на возможность быстрой замены сегментов (быстросъёмные крепления) и на то, является ли сегментированными все три траверсы такого листогиба, или только одна. Сегментный листогиб с одной сегментированной балкой позволит изготавливать лишь простейшие «коробочки», тогда, как для изготовления более сложных деталей необходимы все три сегментные балки.
Сегментный листогиб с одной сегментированной балкой позволит изготавливать лишь простейшие «коробочки», тогда, как для изготовления более сложных деталей необходимы все три сегментные балки.
Мы надеемся, что данная информация поможет вам предварительно сориентироваться в выборе необходимого листогиба и всегда рады предоставить более подробную техническую информацию по вашему запросу.
- лёгкие листогибы ручной гибочный станок сегментный листогиб электромеханический листогиб гибочные станки RAS
- гидравлические листогибы дополнительное оборудование для листогибов
В НАЛИЧИИ!
В НАЛИЧИИ!
 org/Product»>
org/Product»>
Листогиб для гибки листового металла
05Дек
Содержание статьи
- Виды и их конструкция
- Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
- Для понимания процесса рассмотрим виды листогибов
- Как выполнить загибочный станок своими руками
- Как и зачем делать станок для гибки листового металла своими руками
- С чего начать изготовление
- Листогиб: сложно ли сделать самому
- Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
- Самая популярная конструкция и ее улучшение
- Как сделать самодельный станок для гибки листового металла
- Листогиб для толстых листов
- Виды с фото
- Конструкция с чертежом
- Изготовление: этапы
- Техника безопасности
- Машина для зигзага
- Рекомендации по выбору
- Преимущества домашнего изготовления
Часто требуется изгиб на жести. Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
Простые ручные
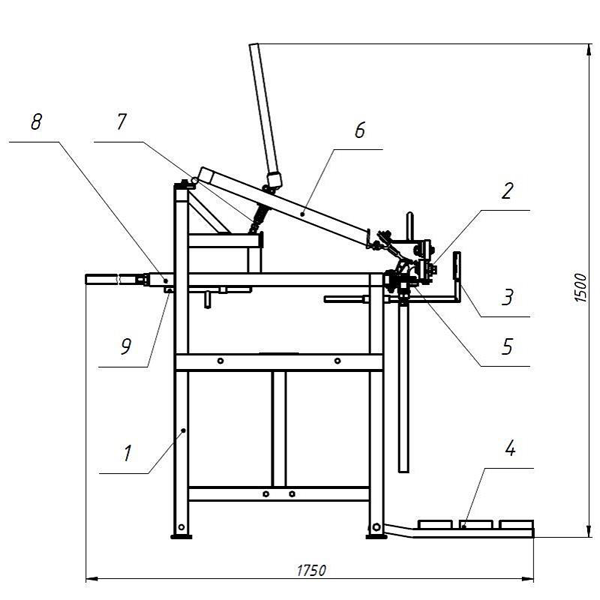
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:
Посмотрим конструкцию самодельного листогиба на схеме:
Мощный станок из тавров
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима. На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте. Посмотрим на такой листогиб:
Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:
Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
Изготовление конструкции может быть предельно простым и дешевым, если использовать запчасти из хлама, валяющиеся в гараже. Нам может понадобится:
Нам может понадобится:
- Любые крепкие стальные балки или часть металлопрофиля для станины.
- Цепь от велосипеда/мотоцикла, если будет установлен электропривод.
- Валы от автомобиля, которые понадобится обточить.
Конечно, чтобы работать с тонкой жестью, иногда не стоит даже делать оборудование, можно просто применить «дедовский» способ, а именно взять киянку и, прислоняя сталь к острому и твердому углу, отбивать ее.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы изготовить конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
Как и зачем делать станок для гибки листового металла своими руками
Многие умельцы нуждаются в подобном агрегате. Его можно купить, но приобретенные модели отличаются большими габаритами, весом, а также высокой ценой. Дома же не обязательно применять устройства с электроприводом, достаточно ручной конструкции – она проста в использовании, применении и создании, а также достаточно эффективна. Если вы работаете с алюминием или тонкой сталью, можно применять не стальные части для оборудования, а деревянные, а сами пуансоны и уголки приготовить из металлического материала для прочности.
С чего начать изготовление
- Выберете один из предложенных видов.
- Подберите схему или сами изготовьте чертеж, основываясь на размерах, мощности аппарата.
- Подготовьте место – расчистите пространство, оборудуйте освещение и вентиляцию для сварочных работ.
- Соберите все запасные части, расходные материалы и инструменты.
- Можете приступать к сборке основания своими руками.

Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
Посмотрим на видео подробное объяснение:
Самая популярная конструкция и ее улучшение
Посмотрим на стандартную схему поворотного листогиба:
Дадим несколько рекомендаций, как можно выполнить конструктивные усовершенствования.
Усиливаем прижимную балку
Чтобы прижим был эффективнее, его необходимо утяжелить. Можно приварить сверху дополнительный вес – еще один уголок или полоску из тяжелого металлического материала.
Повышаем надежность креплений
Струбцины и сварные соединения – не самые лучшие способы для крепежа. Намного лучше и прочнее изготовить две балки с отверстиями, а между ними поместить затягивающий болт.
Как сделать самодельный станок для гибки листового металла
Посмотрим видео-инструкцию:
Не проще ли купить
К недостаткам покупного оборудования можно отнести:
- высокую стоимость;
- стандартные функции и размеры – нельзя усовершенствовать модель и подогнать ее под себя;
- большие габариты.
Простейший способ
Если даже данную установку делать некогда, а требуется срочно загнуть край (торец, тонкий слой), можно приложить заготовку к твердому углу и киянкой отбить концы. Это просто, но есть минусы:
Это просто, но есть минусы:
- изгиб получается неровный;
- надо прикладывать много физической силы.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Виды с фото
Представим изображения разновидностей. С траверсами:
Вальцовый:
Пресс:
Конструкция с чертежом
Предоставляем рабочую схему:
Изготовление: этапы
Рассмотрим несколько конкретных поэтапных задач.
Разработка ТУ и чертежа
Обычно план можно найти в сети, но следует подогнать его по размерам под мастера, чтобы напряжение распределялось по всем мышцам равномерно.
Подбор материалов
Понадобится деревянный брусок, несколько швеллеров по 10 см в ширину, уголки поуже для прижимной балки, крепежные инструменты, крепкий металл для станины и удобная ручка.
Деталировка конструкции и сборка
Посмотрим этапы на видео:
Техника безопасности
Необходимо:
- Работать в хорошо освещенном помещении.
- Носить закрытую обувь.
- Делать процедуру в защищающих очках и рукавицах.
- Иметь в доступности аптечку.
Машина для зигзага
Это ручной зиговочный аппарат для того, чтобы делать «волну» на тонком листовом металле. Это удобно для торцов и краев. Им можно выполнить небольшие углубления, так он выглядит:
Рекомендации по выбору
Узнаем советы профессионала:
Преимущества домашнего изготовления
Плюсы перед покупкой:
- Дешевизна – почти все детали есть среди подручных материалов.
- Возможность сделать нестандартные размеры.
- Понимание процесса, а значит, легкая наладка и починка.
В статье мы рассказали про самодельные гибочные станки для листового металла. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для завершения темы посмотрим еще одно видео:
Как самостоятельно вводить Lovenox® Обучающее видео
МЕДСЕСТРА, ГОЛОС ЗА КАДРОМ:
Lovenox может помочь снизить риск развития тромбоза глубоких вен (ТГВ), который может привести к легочной эмболии (ТЭЛА), у пациентов, перенесших абдоминальная хирургия, операция по замене тазобедренного или коленного сустава,
или у остробольных пациентов с сильно ограниченной подвижностью.
Если вам проводят эпидуральную или спинальную анестезию или спинномозговую пункцию, и вы принимаете Lovenox (инъекция эноксапарина натрия), у вас может быть повышенный риск образования тромба в позвоночнике или вокруг него, что может привести к долгосрочным
паралич. Ваш риск может быть увеличен, если вы:
Принимать нестероидные противовоспалительные препараты (НПВП), ингибиторы тромбоцитов или другие антикоагулянты, такие как аспирин или антикоагулянты. Иметь постоянный эпидуральный катетер.
анестезия или пункции · Имеют в анамнезе деформации позвоночника или операции на позвоночнике.
При возникновении таких симптомов, как покалывание, онемение (особенно в нижних конечностях) или мышечная слабость, необходимо немедленно обратиться к врачу.
См. Важная информация по безопасности для Lovenox в конце этого видео. Пожалуйста, ознакомьтесь с полной инструкцией по применению Lovenox, включая ПРЕДУПРЕЖДЕНИЕ в штучной упаковке, на сайте Lovenox. com.
com.
МЕДСЕСТРА: (в образе актера)
Привет. Вам только что прописали Lovenox или Enoxaparin Sodium Injection от Winthrop, разрешенный дженерик. Как вы уже обсудили со своим лечащим врачом, Lovenox помогает предотвратить тромбоз ТГВ, а также
называют тромбозом глубоких вен.
МЕДСЕСТРА, ГОЛОС ЗА КАДРОМ:
Эти сгустки крови образуются в глубоких венах ваших ног, и если сгусток вырвется на свободу и попадет в ваши легкие, это может вызвать легочную эмболию, которая может привести к летальному исходу.
Ваш риск выше, если у вас есть определенные проблемы со здоровьем, или если вы только что были госпитализированы, или провели длительное время без ног.
МЕДСЕСТРА:
Вот почему важно продолжать делать эти инъекции самостоятельно. Ваш лечащий врач, вероятно, уже научил вас делать инъекции самостоятельно, но это видео также может быть полезным справочным материалом. Это видео
предназначен для того, чтобы помочь вам понять этапы инъекций, чтобы вы чувствовали себя более комфортно в процессе. И независимо от того, используете ли вы Lovenox или разрешенный дженерик, Winthrop Enoxaparin Sodium Injection, который идентичен
И независимо от того, используете ли вы Lovenox или разрешенный дженерик, Winthrop Enoxaparin Sodium Injection, который идентичен
по замыслу шаги одинаковы. Чтобы познакомить вас с процессом, позвольте представить вам Эми, такую же, как и вы, которая также использует Lovenox.
ПАЦИЕНТ: (Изображение актера)
Привет, я Эми. Я собираюсь показать вам, как я ввожу Lovenox, так же, как мой лечащий врач показал мне. Я пройдусь по шагам, которые вам нужно знать.
ПАЦИЕНТ, ГОЛОС ЗА КАДРОМ:
Обязательно сообщите своим врачам и стоматологам обо всех лекарствах, которые вы принимаете, в том числе о тех, которые вы принимаете без рецепта, таких как аспирин или другие НПВП. Кроме того, не забудьте сообщить своим лечащим врачам, что вы
принимать Lovenox перед запланированной операцией и перед приемом любого нового препарата.
ПАЦИЕНТ:
Вы всегда можете позвонить своему лечащему врачу, если у вас возникнут какие-либо вопросы или опасения. Помните, что вы также можете поговорить со своим фармацевтом, когда будете получать лекарство по рецепту.
Предварительно заполненные шприцы Lovenox бывают разных дозировок и дозировок, поэтому ваша упаковка и шприц могут выглядеть не совсем так, как мои, но процесс введения такой же.
Если вам неудобно делать инъекцию Lovenox самостоятельно, вы можете поручить это члену семьи или лицу, осуществляющему уход, просто убедитесь, что медицинский работник показал им, как это сделать.
ПАЦИЕНТ, ГОЛОС ЗА КАДРОМ:
Убедитесь, что вы вводите Lovenox точно так, как прописал ваш лечащий врач, в течение точного количества дней. Обязательно принимайте каждую дозу в одно и то же время каждый день и не пропускайте ни одной дозы.
ПАЦИЕНТ:
Итак, приступим. Убедитесь, что вы вымыли руки, а затем найдите место, где вы можете удобно сесть или лечь и увидеть свой живот.
Затем найдите место на левой или правой стороне живота на расстоянии не менее двух дюймов от пупка.
Следите за тем, чтобы при каждой инъекции чередовались стороны, и не вводите инъекцию в сыпь, шрамы или кровоподтеки.
Возьмите тампон со спиртом и протрите место, куда вы собираетесь сделать инъекцию. Дайте ему полностью высохнуть, чтобы избежать жжения.
Теперь возьмите шприц и снимите колпачок с иглы. Убедитесь, что вы вытягиваете его прямо и не перекручиваете, чтобы не погнуть иглу. Вы увидите, что игла маленькая и тонкая, достаточно большая, чтобы добраться до жировой ткани.
прямо под кожу. Будьте осторожны, чтобы не опустить иглу и не коснуться чего-либо, чтобы она оставалась чистой.
Внутри шприца находится небольшой пузырь. Не удаляйте пузырьки воздуха, если только ваш лечащий врач не даст вам указание скорректировать дозу. Безопасно делать себе укол даже с пузырьком воздуха.
ПАЦИЕНТ, ГОЛОС ЗА КАДРОМ:
Если ваш лечащий врач прописал меньше, чем полный шприц, направьте иглу вниз, внимательно следите за цифрами и удаляйте лишнюю порцию до тех пор, пока доза в шприце не станет такой же, как ваша профессионал здравоохранения
прописал.
ПАЦИЕНТ:
Теперь возьмите шприц в руку, которой вы пишете, и держите его как карандаш. Другой рукой сделайте складку на коже, ущипнув очищенную область живота на дюйм. Затем введите иглу на всю длину
прямо в складку под углом 90 градусов.
Нажимайте на поршень большим пальцем до полного опорожнения шприца. Важно продолжать сжимать эту складку кожи до тех пор, пока не будет сделана инъекция, чтобы лекарство не попало ни в одну мышцу, что может
быть болезненным.
Когда шприц опустеет, вытащите иглу и отпустите кожу. Не пытайтесь снова надеть колпачок иглы на шприц после инъекции.
Направьте шприц в сторону от себя и окружающих, удерживая палец на штоке поршня. Затем активируйте защитный экран, сильно надавив на шток поршня, пока не услышите щелчок.
Поместите использованный шприц и колпачок в контейнер для утилизации острых предметов, и инъекция завершена.
ПАЦИЕНТ, ГОЛОС ЗА КАДРОМ:
Никогда не выбрасывайте использованный шприц и никогда не выбрасывайте контейнер для острых предметов в обычный мусор, а также никогда не используйте шприцы повторно.
Вам следует немедленно обратиться к врачу, если вы заметили что-либо из следующего: необычное кровотечение или кровотечение, которое длится долгое время, необычные синяки, признаки тромбоцитопении (например, сыпь или темные пятна под кожей), покалывание или онемение.
(особенно в нижних конечностях) и мышечная слабость. Не прекращайте прием Lovenox, не посоветовавшись сначала с врачом, который вам его прописал. По конкретным вопросам, касающимся вашего здоровья, вы всегда должны консультироваться со своим врачом или
квалифицированный медицинский работник, отвечающий за ваше лечение.
ПАЦИЕНТ:
Хорошо, все готово! Я надеюсь, что эта демонстрация поможет.
Если у вас есть какие-либо вопросы, поговорите со своим лечащим врачом или позвоните в службу поддержки пациентов Lovenox по телефону 1-800-633-1610, вариант 1. Следите за новостями, чтобы узнать дополнительную важную информацию о безопасности для Lovenox.
Lovenox Важная информация о безопасности и указания
МЕДСЕСТРА, ЗАКАЗЧИК:
Важная информация о безопасности Lovenox ®
у вас может быть повышенный риск образования тромба в позвоночнике или вокруг него, что может привести к длительному параличу. Ваш риск может быть увеличен, если вы:
Ваш риск может быть увеличен, если вы:
- Принимайте нестероидные противовоспалительные препараты (НПВП), ингибиторы тромбоцитов или другие антикоагулянты, такие как аспирин или антикоагулянты
- Наличие постоянного эпидурального катетера
- Имеют в анамнезе травму позвоночника или повторную спинномозговую анестезию или проколы
- Имеют в анамнезе деформации позвоночника или операции на позвоночнике
При возникновении таких симптомов, как покалывание, онемение (особенно в нижних конечностях) или мышечная слабость, необходимо немедленно обратиться к врачу.
Lovenox не следует использовать у пациентов с активным кровотечением или с низким количеством клеток крови, называемых тромбоцитами, которые способствуют свертыванию крови. Это состояние называется «тромбоцитопения». Lovenox также не следует использовать у пациентов с аллергией или чувствительностью к Lovenox или эноксапарину, гепарину или продуктам из свинины.
Lovenox следует использовать с осторожностью у пациентов, у которых есть любое из следующего: проблемы со свертываемостью крови, неконтролируемое высокое кровяное давление, недавняя язва, нарушение зрения из-за диабета, проблемы с почками и чрезмерное кровотечение. Беременные женщины с механическими протезами (искусственными) клапанами сердца могут подвергаться более высокому риску образования тромбов. Эти пациенты, получающие лечение препаратом Ловенокс, должны находиться под тщательным наблюдением врача.
У некоторых пациентов, принимающих Lovenox, может наблюдаться падение количества тромбоцитов, состояние, называемое «тромбоцитопенией». Кроме того, при приеме Lovenox может возникнуть серьезное, но редкое состояние, называемое «гепарин-индуцированной тромбоцитопенией». Если у вас было это состояние, вы должны немедленно уведомить своего лечащего врача.
Lovenox изменяет способность крови к свертыванию. Чрезмерное кровотечение (кровоизлияние), ведущее к смерти, произошло с Lovenox. Кровотечение может возникнуть в любом месте при использовании Lovenox. Использование аспирина и других НПВП может увеличить риск чрезмерного кровотечения. Обязательно сообщите всем своим врачам и стоматологам обо всех лекарствах, которые вы принимаете, в том числе о тех, которые вы принимаете без рецепта, таких как аспирин или другие НПВП. Также обязательно сообщите своему врачу или стоматологу, что вы принимаете Lovenox, до того, как будет назначена какая-либо операция, и до того, как будет принято какое-либо новое лекарство.
Кровотечение может возникнуть в любом месте при использовании Lovenox. Использование аспирина и других НПВП может увеличить риск чрезмерного кровотечения. Обязательно сообщите всем своим врачам и стоматологам обо всех лекарствах, которые вы принимаете, в том числе о тех, которые вы принимаете без рецепта, таких как аспирин или другие НПВП. Также обязательно сообщите своему врачу или стоматологу, что вы принимаете Lovenox, до того, как будет назначена какая-либо операция, и до того, как будет принято какое-либо новое лекарство.
Все пациенты должны находиться под тщательным наблюдением врача во время приема Lovenox. Ваш врач, вероятно, получит анализы крови, которые измерят ваш анализ крови и проверят наличие признаков скрытого кровотечения, пока вы принимаете Lovenox.
Вам следует немедленно обратиться к врачу, если вы заметили что-либо из следующего: необычное кровотечение или кровотечение, которое длится долгое время, необычные синяки, признаки тромбоцитопении (такие как сыпь или темные пятна под кожей), покалывание или онемение (особенно в нижних конечностях) или мышечная слабость.
Наиболее распространенными побочными эффектами от применения Lovenox являются местное раздражение, боль, кровоподтеки или покраснение кожи в месте инъекции. Другие распространенные побочные эффекты включают кровотечение, анемию, диарею, тошноту, экхимоз, лихорадку, отек, периферический отек, одышку, спутанность сознания.
Не прекращайте прием Lovenox, не посоветовавшись сначала с врачом, который вам его прописал.
По конкретным вопросам, касающимся вашего здоровья, вы всегда должны обращаться к своему врачу или квалифицированному медицинскому работнику, отвечающему за ваше лечение.
Для получения дополнительной информации звоните в Службу медицинской информации санофи-авентис США по телефону 1-800-633-1610.
Показания:
Lovenox может помочь снизить риск образования тромбов в ТГВ, которые могут привести к ТЭЛА, у пациентов, перенесших абдоминальную хирургию, операцию по замене тазобедренного или коленного сустава, или у остробольных пациентов с тяжелыми ограничениями подвижности.
Дополнительную важную информацию см. в Полной информации о назначении, включая ПРЕДУПРЕЖДЕНИЕ в рамке.
Рецепт Lovenox доступен в аптеках.
Щелкните здесь для получения информации об утилизации медицинских отходов Sharps.
Основное руководство по панелегибу (вам следует знать)
История панельогибочного станка
В Европе и Соединенных Штатах компании часто несут более высокую долю затрат на человеческие ресурсы, особенно в северной Европе, обширной Большинство компаний стремятся решить проблему высокой стоимости человеческих проблем.
Поэтому европейские и американские предприятия уже давно поставили на повестку дня «повышение эффективности производства и сокращение рабочей силы» и запустили ряд автоматических и интеллектуальных инициатив.
Все больше компаний начинают задумываться о приобретении более умного оборудования и даже об использовании автоматизированных производственных линий без участия человека.
Прошло 40 лет с тех пор, как в 1977 году компания Savagnini представила первый в мире панельогиб P4.
Революционные универсальные инструменты и роботы для гибки панелей Salvagnini P4 в конце 1970-х годов представили гибкую автоматизированную технологию формовки листового металла.
панель Salvagnini Bender
P1 Lean Bender S . Гибочные станки с большой длиной формовки 1250 мм, полным сервоприводом, высокой скоростью, среднее энергопотребление всего 3 кВтч в час.
Небольшой размер станка позволяет производить мелкие детали, что очень рентабельно.
P2L-21 компактный панельогиб
P2L-21 компактный панельогиб .
В новом поколении P2L используется прямой привод серводвигателя, который может удовлетворить большинство требований к обработке панельных изделий, покрывая площадь 6 м × 3 м.
Цилиндрический гибридный привод обеспечивает долговременную стабильность оборудования и снижает объем работ по техническому обслуживанию, а среднее энергопотребление составляет всего 5 кВтч в час.
P4-2116 HPT стандартный панельогиб
P4-2116 HPT — это стандартный панельогиб с полуавтоматической загрузкой и разгрузкой (рис. 3), который можно использовать при машинном производстве.
Операции по загрузке и разгрузке могут выполняться без остановки производства, что значительно повышает эксплуатационную готовность оборудования.
В качестве стандартного листогибочного станка P4 может быть оснащен дополнительными опциями для расширения производственных мощностей, что делает его идеальной машиной для нескольких крупных производителей холодильников.
S4+P4 F Lexible . .
Что такое панелегиб?
Раньше формование панелей производилось на специальных производственных линиях или на гибочных машинах с ручным управлением.
Панелегибочный станок имеет естественные преимущества перед листогибочными прессами для обработки панелей – экономия труда и скорость; хорошая повторяемость и консистенция заготовки.
С появлением панельногибочного станка Savagnini формование листового металла впервые вступило в эпоху полной автоматизации.
Существует три основных типа традиционной гибки и формовки листового металла:
- ручная гибка
- полуавтоматическая гибка
- роботизированная гибка
Однако, несмотря на то, что уровень автоматизации растет, это никогда не могло изменить узкое место эффективности.
В панелегибочном станке нет необходимости менять матрицу, рабочий ход короткий, подача быстрая, и только один оператор должен «вкладывать» и «вынимать» лист.
Одна машина может плавно выполнить позиционирование листа за один проход для четырехсторонней гибки… порядок, эффективность и разумность могут быть такими простыми.
Комбинированная эффективность панельогиба в 3–4 раза выше, чем у гибочного станка с ручным управлением.
Панелегибочный станок для всех потребностей пользователя, экономичный, быстрый и энергоэффективный.
Высокоинтеллектуальная система управления позволяет эффективно выполнять гибку различных заготовок.
Можно сказать, что панельный станок — это революция по сравнению с традиционным пресс-гибочным станком.
Однако из-за высоких единовременных капиталовложений он до сих пор не был принят большинством пользователей, занимающихся обработкой листового металла.
Принцип работы панельогиба
Панелегиб имеет новую концепцию конструкции, то есть гибку вниз верхним ножом и вверх гибка нижним ножом, количество гибок не ограничено.
Изгибающие усилия распределяются поперечно и создаются колеблющимися компонентами (изгибающими ножами).
Сила реакции связывания создается двумя компонентами, прочно прикрепленными к листу.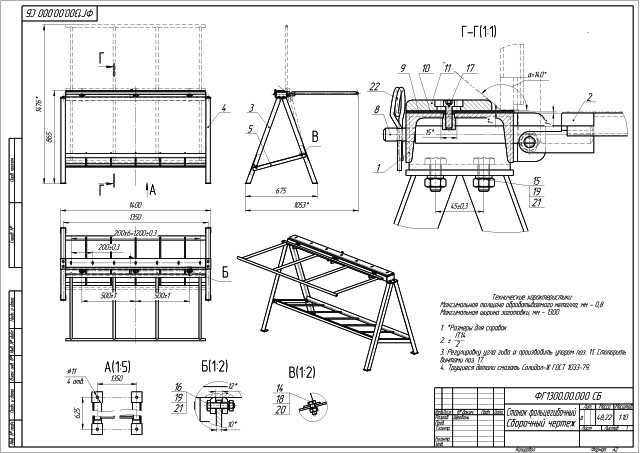
Склонение отгиба (отрицательное изгиб)
Вверх изгиб (положительное изгиб)
Длина изгиба может быть скорректирована автоматически, что является легким для реализуемости. на рис. 8.
Панелегиб ‘ S-образная конструкция
23
- 230146 1. Универсальный инструмент и гибочный нож
- Первая регулировка вручную и занимает 3 мин.
- Второй тип является полуавтоматическим и занимает 90 секунд.
- Третий тип — это автоматическая регулировка (ALA), которая совпадает с другими рабочими этапами, поэтому время на регулировку не требуется.
- Предприятия, в основном занимающиеся производством изделий из нержавеющей стали.
- Предприятия, ориентированные на качество продукции
- Продукция мелкосерийная или на заказ.
- Компании, продукция которых сосредоточена в производстве и переработке листогибочного пресса
- Предприятия, продукция которых имеет сложные технологические процессы
- Salvagnini
- Prima-power
- RAS
- Trumpf
- Amada
Панелегибочный станок использует универсальный регулируемый универсальный инструмент с верхним и нижним гибочными ножами.
Нет необходимости готовить большое количество гибочной оснастки по форме и размерам заготовки, что значительно снижает стоимость форм и инструментов, время изготовления форм и инструментов, время подготовки верхней и нижние формы и инструменты.
Кроме того, сокращается количество пресс-форм и инструментов, что упрощает управление производством.
Кроме того, поскольку нет необходимости разрабатывать и изготавливать специальные формы и инструменты для каждого продукта, это значительно сокращает цикл разработки новых продуктов и повышает конкурентоспособность предприятий на сегодняшнем все более конкурентном рынке.
2 . Быстрые и эффективные системы автоматической регулировки формы
При складывании коробчатых деталей необходимо отрегулировать длину формы в соответствии с длиной внутреннего края заготовки, существует три способа регулировки.
3 . Простой и логичный метод одноразового позиционирования
Перед сгибанием позиционирование осуществляется двумя режущими углами листа вместо краев листа, что полностью исключает ошибку позиционирования, вызванную срезанием листа, а также повышает точность позиционирования.
Лист нужно позиционировать только один раз в процессе гибки панели, чтобы избежать кумулятивной ошибки, вызванной повторным позиционированием листа.
Это значительно повышает точность конечного продукта.
4 . Высокоточные и многофункциональные роботы
Манипулятор может перемещать лист вперед и назад, а также совершать прерывистые повороты на 90°, 180° или 270° при многостороннем изгибе.
Если пользователю нужен особый угол поворота, он также может быть оснащен поворотным устройством с ЧПУ.
Как показано на рисунке 3, панельогиб зажимает заготовку вращающимся манипулятором, который затем прижимает заготовку к верхнему и нижнему прессам листа.
Между верхним и нижним гибочными ножами верхний и нижний гибочные ножи воздействуют на изгибаемую часть листа, совершая необходимые движения для получения требуемого программой угла изгиба и радиуса дуги.
Когда одна сторона сгибается, робот автоматически поворачивает лист на 180°, чтобы согнуть противоположную сторону, а затем две другие стороны.
Когда все четыре стороны листа согнуты, манипулятор завершает работу. Панель освобождена и может быть удалена оператором.
При наличии автоматической системы загрузки и разгрузки панельный станок также может автоматически сгибать лист, размещенный в указанном месте после штамповки и резки.
После завершения гибки заготовки будут автоматически сниматься и аккуратно складываться, что позволяет автоматизировать процесс гибки, снизить трудоемкость рабочих, а также избежать несчастных случаев с качеством, которые происходят из-за рабочих.
Точность гибки деталей во многом зависит от движения манипулятора.
Таким образом, манипулятор панелегиба имеет высокую степень точности позиционирования для обеспечения точности гибки деталей.
5 . Усовершенствованная система ЧПУ
Системы ЧПУ для панельногибочных станков основаны на Windows NT, имеют дружественный интерфейс и интуитивно понятный, простой в использовании человеко-машинный диалог.
Имеются мощные функции моделирования, вмешательства и документирования; функции самодиагностики и удаленного обслуживания.
Помимо предоставления кодов деталей для неисправностей, они также могут отображаться графически.
Функция удаленного обслуживания позволяет инженерам-программистам удаленно получать доступ к системе управления заказчика, вмешиваться и диагностировать или изменять программы.
В большинстве случаев система возвращается к нормальной работе, что устраняет необходимость в посещении ремонтной службы: или, пока не прибудет специалист по обслуживанию, можно поддерживать базовую нормальную работу.
6 . Разнообразие конфигураций
Панелегибочные станки доступны в различных моделях и конфигурациях, чтобы удовлетворить требования различных пользователей и различных продуктов.
Например:
а) можно загружать или выгружать вручную.
b) Оснащен автоматической системой загрузки и разгрузки, может быть реализовано производство без участия человека.
c) может быть соединен с системой штамповки и резки, чтобы стать интеграцией штамповки, резки и складывания FMS (гибкая производственная система).
7 . A DVANTAGE ПАНЕР БЕНДЕР
. затрат, производственных затрат и затрат на управление, а также значительно повышает эффективность производства.
(2) Благодаря усовершенствованной конструкции и динамической компенсации гибочного ножа, он имеет очень хорошую точность гибки.
Его угловая точность составляет ±0,5°, а параллельность двух противоположных сторон после изгиба составляет ±0,1 мм/м.
(3) Поскольку его гибочный механизм отличается от других подобных машин, он может выполнять процессы гибки, которые не могут выполнять другие гибочные центры.
Таким образом, это может сделать структуру продукта значительно упрощенной и более рациональной.
Например:
Коробчатая деталь изначально требовала 8 пластин для гибки после сварки, но с панельногибочным станком P4 ее можно изготовить из 1 пластины, поэтому вес деталей значительно снижается, а время обработки значительно сокращается. .
В то же время это также сокращает время разработки продукта, снижает затраты на разработку продукта и производственные затраты, а также повышает конкурентоспособность продукта на рынке.
(4) Он имеет функцию гибки снизу вверх, поэтому он может избежать явления вдавливания, которое возникает при гибке некоторых заготовок с очень высокими требованиями к поверхности (например, зеркальная нержавеющая сталь) и большой длины, а также когда два конца обработаны, что значительно улучшает внешний вид гнутой заготовки.
(5) В процессе обработки подача и вращение листа являются непрерывными и автоматическими, поэтому время обработки намного короче, чем у других центров гибки, особенно детали складной коробчатой формы более очевидны, но также значительно повышают эффективность.
(6) Он имеет мощную программную функцию для автоматической настройки уплотнителя листов и автоматического создания программы гибки, что значительно сокращает время подготовки.
(7) Чрезвычайно выгоден не только для мелкосерийного производства многих разновидностей, но и для массового производства единичных изделий и подходит для производственных применений на предприятиях по обработке листового металла.
Недостатки:
Насколько я понимаю, самым большим и единственным недостатком этого листогибочного станка является его дороговизна.
Единовременная инвестиция слишком велика для бизнеса.
Характеристики гибочного станка Pander
Панелегибочные станки характеризуются следующим: необходимость устранения утечек, что приводит к значительному повышению эффективности обработки и качества продукции.
(2) Используя метод позиционирования углового среза, можно всегда поддерживать точный размер внешней опорной поверхности и обеспечивать высокую степень постоянства внешней части.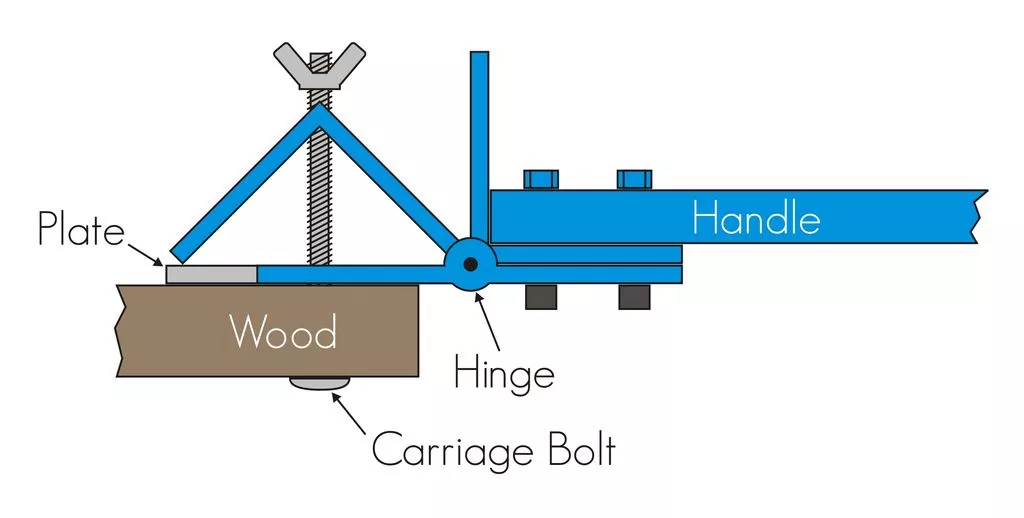
Высокая точность может поддерживаться, даже если прямолинейность краев листа отклоняется после разгрузки.
Для заготовок с ограниченными рабочими зонами, которые необходимо повторно сгибать с помощью обычного гибочного станка, размер заготовок остается под контролем благодаря точным внешним размерам.
Рис. 10 Сравнение методов позиционирования
(3) Для тонких пластин из нержавеющей стали (толщиной 0,8 мм или менее) при ручной гибке оператору трудно добиться эффективности и синхронизации операций, чтобы обеспечить постоянство и смещение гибки неизбежно.
Панелегибу не нужно поднимать лист в процессе гибки больших панелей, что позволяет избежать изгиба со смещением, вызванного тем, что лист не поднят на месте.
Качество поверхности и эффективность производства по сравнению с листогибочным прессом значительно улучшились, в среднем более чем на 40%.
(4) Очень гибкая обработка позволяет производить небольшие партии и многокомпонентное производство.
Уникальная технология ABA в панелегибочном станке позволяет быстро регулировать длину пресса даже во время смены краев роботом.
Это означает, что для завершения процесса складывания сначала длинного края, а затем короткого края (короткий длинный край) требуется всего 2-3 дополнительных секунды.
Также возможна обработка изделий, требующих частой регулировки длины пресса.
(5) Познакомьтесь с большинством процессов, которые не могут быть выполнены листогибочным прессом, чтобы разработать новые продукты для предоставления передовых технологических средств.
Предоставляет передовые технологические средства для разработки новых продуктов.
По сравнению с обычными гибочными станками его производительность относительно высока.
Вот пример:
На рисунке 11 показан контур дверной ручки холодильника, разработанный для заказчика.
Две разные формы были разработаны для выбора и оценки заказчиком.
Первоначально заказчик производил аналогичный продукт на сборочной линии с пятью листогибочными прессами без контроля качества.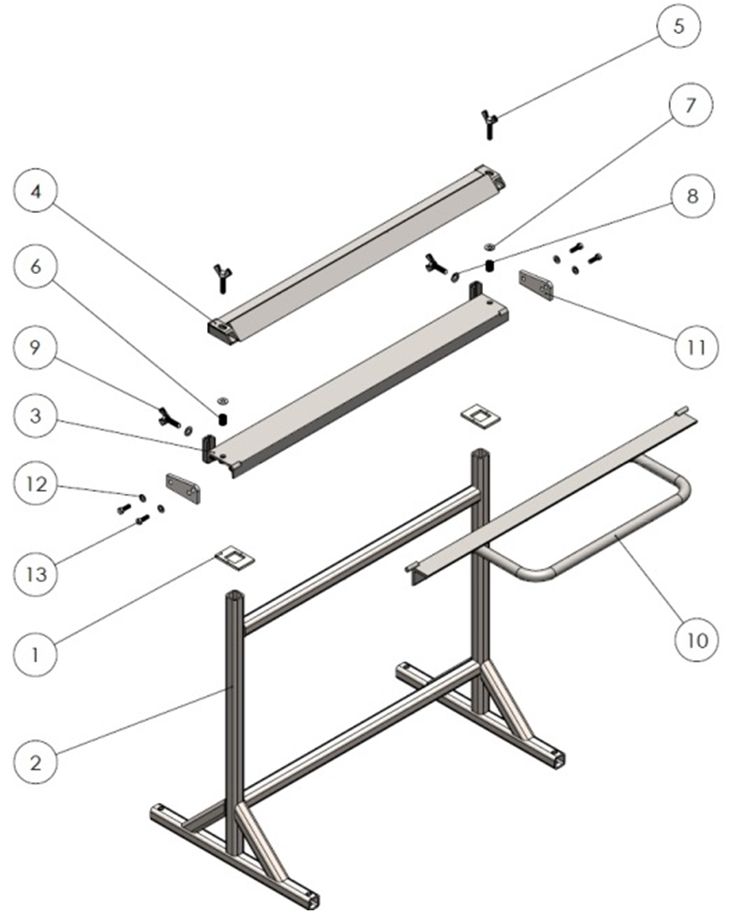
С помощью панелегиба P4 качество продукта контролировалось, а время обработки сократилось до одной минуты.
Рисунок 11 Контур дверной ручки холодильника
(6) Целевая профессиональная конфигурация.
Панелегибочный станок имеет широкий выбор гибочных инструментов, из которых клиенты могут выбирать, и клиентам рекомендуется использовать гибочный инструмент типа тонкого красного круга для тонкой пластины в целом.
Рисунок 12 Выбор инструмента для гибки
(7) Для отраслей, в которых интенсивно используется хромомарганцевая нержавеющая сталь серии «201», этот материал характеризуется высокой твердостью и отскоком при изгибе.
Панелегибочные станки с новой технологией компенсации свойств материала в стандартной комплектации значительно улучшили технологичность продукции и показатели успеха первой детали.
(8) Панелегибочные станки доступны в различных конфигурациях в зависимости от требований заказчика и размера инвестиций.
Применение панельогиба
Панелегиб подходит для производства профессиональной посуды для общественного питания и пищевой промышленности, печей, кухонных систем, систем очистки (посудомоечные машины, стеклоомыватели и т. д.), холодильников, морозильников , холодильные и морозильные столы, мебель из нержавеющей стали, системы кондиционирования (вытяжки, вытяжные вентиляторы и т.д.).
Он также подходит для гибки электротехнических шкафов, лифтов и лифтов.
Examples of products processed by panel bender
Panel bender bending tool features
The standard tooling width for the panel bender is 160 мм, а минимальное сечение в габаритных размерах 131 см 2 .
Этот размер является одним из лучших в области гибки панелей.
В машину встроена независимая система блокировки, которая обеспечивает гибкость в процессе гибки.
Структура, количество и обращение с гибочными инструментами в панелегибочном станке позволяют машине сгибать даже очень чувствительные поверхности материала без царапин и вмятин.
Кроме того, процесс гибки также обеспечивает низкий износ гибочных инструментов.
Панелегиб перемещается вертикально по металлической панели в процессе гибки.
Кроме того, в продаже имеются панельогибочные станки , которые перемещаются вращательным образом.
В процессе гибки к панелегибу прикладывается давление 80 тонн, чтобы обеспечить ровность металлического листа и избежать вмятин при изгибе.
Система гибки панели позволяет выполнять переднюю, обратную, широкую, криволинейную и прямую гибку панели в процессе гибки!
Как показано на рисунке ниже.
ДВЕРЦА С РУЧКОЙ
Изготовлена из цельного куска.
Предусматривает выполнение 8 сторон и переворачивание панели во время цикла.
Эта последняя операция может быть выполнена только на полуавтоматической машине.
Для его изготовления необходимо использовать ЧША с набором инструментов и двумя лезвиями ША.
ПАНЕЛЬ ОБЛИЦОВОЧНАЯ
Эта панель имеет радиусные изгибы различных размеров, выполненные с кромкой без сдерживания.
Даже если поверхность имеет эффект апельсиновой корки (поэтому она очень хрупкая) и ее изготовление производится без использования защитной пленки, на панели не остается ни малейшего следа.
Длина 3000 мм.
ДЕМОНСТРАЦИОННАЯ ПАНЕЛЬ
Эта панель предназначена для демонстрации возможности выполнения деталей с более чем одним отрицательным изгибом, а также возможности выполнения изгибов, которые действительно замкнуты между собой и с изгибами с противоположными радиусами.
Завиток показывает способность работать очень особым образом.
Для его реализации необходимо использование стола с кистями.
РАБОЧИЙ СТОЛ
Новые возможности для производства рабочих столов, в частности, для сферы общественного питания. Для них характерно отсутствие углов и сварных швов.
Для них характерно отсутствие углов и сварных швов.
Эта панель также демонстрирует возможность реализации радиусных углов, как положительных, так и отрицательных, без необходимости сдерживания.
Могут быть изготовлены длиной до 3000 мм и высотой до 200 мм.
Для его реализации необходим вариант ВРП с помощью видеокамеры и одного блейда СА.
ЗАДНЯЯ ПАНЕЛЬ С БОЛЬШИМ ОТВЕРСТИЕМ
Вычерченное отверстие было сделано до процесса гибки и показывает критическую ситуацию обращения.
На самом деле панель следует обрабатывать рисунком вверх, а изгибы выполнять вниз.
В конце исполнения панель будет иметь четыре стороны с изгибами вниз.
ПЕРЕДНЯЯ ЧАСТЬ ДЛЯ ДУХОВКИ-ХОЛОДИЛЬНИКА
Характерный манипулятор, состоящий из вакуумных присосок, позволяет манипулировать панелью с изгибами или центральными рисунками.
Производство данной панели предусматривает ее переворачивание между первой и третьей стороной, что может быть выполнено только на полуавтоматическом станке.
ВЫТЯЖНОЙ ВЕНТИЛЯТОР
Панель производится с фиксированным концом.
Это решение позволяет отказаться от большинства сварных швов, резко сокращая производственный брак.
Кроме того, сварка вертикальных углов больше не требует маскировки.
ДВЕРЬ С РУЧКОЙ
Показанный изгиб был выполнен в последнюю очередь с использованием PSA с двумя функциями, способными выполнять изгиб с отрицательным радиусом.
ЗАЩИТА КОМПРЕССОРА
Изгибы большого радиуса для этой панели определенно не проблема, и специальные инструменты не нужны.
Все производится стандартными инструментами.
Радиусный угол, даже если он имеет высоту 7 мм, может быть выполнен без необходимости сдерживания, и в результате не возникает деформации.
ПОВЕРХНОСТЬ ФРИТЮРНИЦЫ
Эта деталь была выполнена с использованием вертикального движения манипулятора для управления нисходящим препятствием для последнего показанного изгиба.
Для изготовления этой панели необходимо было установить на панельногиб PSA и зажимы для листов.
РАЗДВИЖНЫЕ ДВЕРИ
Интересные примеры, показывающие способность создавать отрицательные скрытые изгибы.
Для их выполнения необходим ВАБ.
ДВЕРНАЯ КОРОБКА
С помощью опции «Режущий блок» можно создавать очень маленькие формы, изогнутые только с двух сторон, а затем вырезать из соответствующего лезвия.
После того, как форма вырезана, она выбрасывается внутрь бункера, расположенного со стороны машины.
«Режущий блок» является опцией PSA.
ПАНЕЛЬ
Характеристика этой панели касается нижней центральной части.
На самом деле, с ним нельзя обращаться с помощью зажимов для листов.
Панелегиб система видеоконтроля
Оператор может визуализировать то, что происходит с металлическим листом во время гибки, активно вмешиваясь в процесс гибки и используя видеокамеру.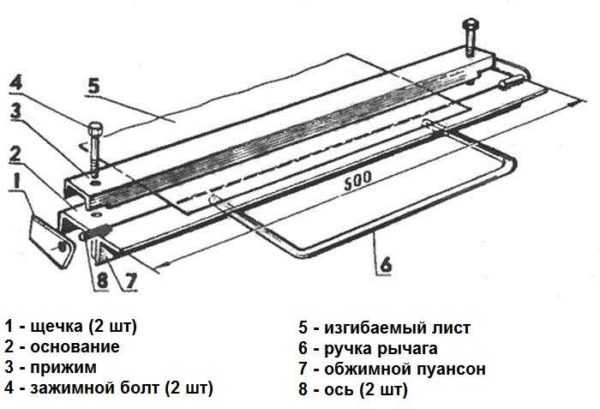 что машина выполняет.
что машина выполняет.
Это решение очень важно для изготовления панелей в первый раз или для выполнения изгибов на панелях из разных партий.
После достижения желаемого результата оператор может сохранить применяемый процесс, чтобы его можно было выполнить на следующих панелях для гибки.
Такого не бывает, потому что использование сложных алгоритмов полезно только при идеальном знании материала (тип, толщина, длина), а от простого движения джойстика.
С помощью видеокамеры можно контролировать различные упругие возвраты и таким образом получать «первый хороший кусок».
Панелегиб по сравнению с листогибочным прессом
Упрощение процессов гибки
В листогибочных прессах для обработки панели часто требуется более одного человека.
Одному человеку становится трудно обращаться с изделием длиной более 1500 мм.
На самом деле в процессе гибки детали перемещаются.
В панелегибочном станке обращение с панелью касается только ее загрузки на рабочий стол, ее вращения в стороны для гибки и выгрузки конечного продукта.
Оператор должен только загрузить металлический лист для гибки и выгрузить конечный продукт.
В случае с усовершенствованным панельногибочным станком оператор выгружает только конечный продукт.
Кроме того, традиционные системы гибки требуют, чтобы оператор запоминал последовательность гибки для выполнения.
В полуавтоматическом панелегибочном станке оператору нужно только повернуть панель в требуемое для станка положение.
Перемещение панели с помощью тормозов
Переворачивание панели на шаровом столе панельногибочного станка
Снижение трудозатрат
Листогибочным прессам требуются квалифицированные рабочие со специальным опытом и способностью отслеживать и контролировать этапы гибки.
С панельогибом может работать только один человек без каких-либо специальных навыков: станок автоматически выполняет все этапы гибки.
Это может привести к снижению затрат на персонал (наем неквалифицированного персонала) и повышению гибкости производства (использование машины более чем одним человеком)
Где находится рынок сгибателя панелей ?
Панелегиб — это машина для автоматизированного производства, и до октября 2008 года мало кто в мире знал о существовании полуавтоматических панельогибов.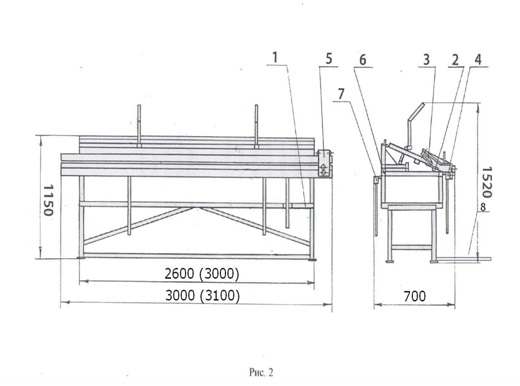
Только две компании впервые представляли свои полуавтоматические станки для гибки панелей на выставке EuroBLECH.
Согласно исследованию рынка, существуют потенциальные, но неудовлетворенные потребности в области гибки листового металла.
Спрос указывает на то, что в течение многих лет процесс гибки выполнялся вручную листогибочными прессами.
Почему это потенциальная необходимость?
Это потому, что никто не знает альтернативного решения для гибки, кроме листогибочного пресса.
До сих пор (автоматизация листогибочного пресса) эта попытка не привела к каким-либо значимым результатам.
Панелегибы подходят для следующих областей продукции
1 . Для производства нержавеющей стали
Компания производит или поставляет следующие виды продукции: духовые шкафы, системы для приготовления пищи (плиты, грили и т. д.), системы очистки (посудомоечные машины, чашки для мойки и т. д.), холодильники , морозильные камеры, мебель из нержавеющей стали, системы кондиционирования воздуха, электрооборудование и аксессуары, лифты…
д.), системы очистки (посудомоечные машины, чашки для мойки и т. д.), холодильники , морозильные камеры, мебель из нержавеющей стали, системы кондиционирования воздуха, электрооборудование и аксессуары, лифты…
2 . Для других металлических листов
Компания производит и поставляет следующие виды продукции: лифты, изделия для грузовых лифтов, окрашенные шкафы, защитные двери, инженерные двери (противопожарные перегородки и т.д.), внутренние и внешние покрытия…
Кому нужен панельогиб ?
Цена панельогиба
Как мы все знаем, цена естественно отличается в зависимости от механизма продукта или производственного процесса.
Продажа панельногиба зависит не только от ценового фактора.
Продажа основана не только на предложении продукта, но и на необходимости предоставить конкретное и жизнеспособное решение.
Решение должно включать сравнение преимуществ использования панельогиба с другими гибочными станками того же типа, всестороннее сравнение и анализ производительности, времени обработки и количества персонала.
Кроме того, если вам нужен более эффективный способ гибки ваших изделий, технология панельного станка поможет вам в этом.
Он может реализовать процессы гибки, которые невозможны с другими листогибочными прессами.
Бессмысленно сравнивать различные продукты только по цене. Если сравнение чисто по цене, то переговоры только или всегда терпят неудачу.
Топ-5 производителей панельогибов
В настоящее время самые известные панельогибы включают следующие 5 брендов:
Заключительные мысли
Панелегибочный станок действительно чрезвычайно передовой и современный гибочный станок, который полностью отделяет качество продукта от уровня квалификации рабочих и обеспечивает производство -качественная продукция.