Марка сварочного выпрямителя: Марка выпрямителя сварочного
Содержание
Виды сварочных аппаратов.
Виды сварочных аппаратов
Различные металлические детали соединяются друг с другом несколькими способами: посредством болтов, заклепок, специальных фиксаторов и др. Также для этих целей используется газовая или электрическая сварка, пожалуй, самый надежный и качественный способ соединения. Самым большим спросом продолжает пользоваться электрическое сварочное оборудование, которое отлично подходит для решения многих задач при работе с металлом.
Электросварочный процесс предполагает образование ванны расплава и сваривание заготовок при помощи электродуги. Дуга зажигается на рабочем наконечнике штучного электрода ММА или сварочной проволоки, предназначенной для полуавтоматических аппаратов. Температура сварочной дуги в некоторых случаях может доходить до 5000 градусов, что в разы превышает температуру плавления разных видов металла, используемых в промышленности и производстве.
Из широкого ассортимента сварочных аппаратов, представленных на современном рынке, можно без труда подобрать как бытовую, так и профессиональную модель с нужными показателями мощности и требуемой функциональностью. Бытовые сварочники прекрасно подходят для частного хозяйства. Для того чтобы отремонтировать металлические ворота, садовый инвентарь и т.п. особых навыков и опыта не требуется – достаточно владеть технологией сварки на уровне 3-го разряда.
Бытовые сварочники прекрасно подходят для частного хозяйства. Для того чтобы отремонтировать металлические ворота, садовый инвентарь и т.п. особых навыков и опыта не требуется – достаточно владеть технологией сварки на уровне 3-го разряда.
Профессиональные сварочные агрегаты применяются при изготовлении ответственных металлоконструкций, для соединений труб газовых и нефтяных магистралей и др. Такая техника отличается высокой надежностью, точностью настроек и возможностью длительной работы в беспрерывном режиме.
Трансформаторы
Данный вид сварочных аппаратов появился раньше других. Трансформаторы по-прежнему пользуются спросом. Они стоят недорого, отличаются долговечностью, простым устройством и хорошей ремонтопригодностью. Аппараты трансформаторного типа применяются для сварки черных металлов внахлест или встык при помощи переменного сварочного тока. До появления выпрямителей и инверторов варили исключительно трансформаторами, получая хорошее качество шва даже на самых ответственных участках.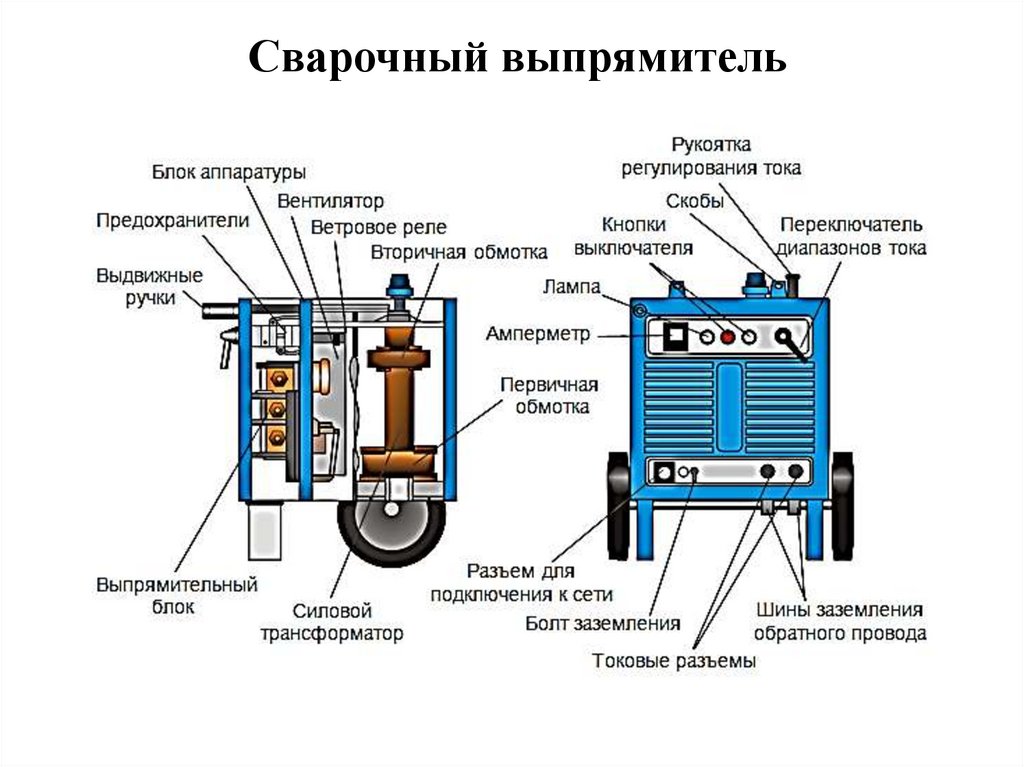
Сварочный трансформаторный аппарат состоит из двух основных элементов: стального сердечника, который выступает в качестве магнитного проводника, и пары изолированных катушек (медных или алюминиевых). Первичная катушка подключается к источнику электрического тока. От вторичной катушки ток поступает на минусовой кабель с держаком. Для регулировки тока сварки вращают рукоятку, расположенную вверху сварочного блока. При последовательном соединении катушек можно получить сварочный ток с показателями 40/180 А. При параллельной схеме соединения – 65/460 А.
Сегодня трансформаторы чаще всего используются для создания сварочных соединений, к которым не предъявляются особые требования. Основная область применения данного вида оборудования – дуговая ручная сварка черных металлов (преимущественно – низколегированных сталей). Трансформаторы обеспечивают достаточно прочный шов при сваривании железных решеток, армокаркасов под заливку бетоном, ворот, заборов и т.д.
Трансформаторные сварочники имеют существенные недостатки. Прежде всего, это большие габаритные размеры и значительный вес, что усложняет транспортировку и перемещение техники по рабочей площадке. Второй минус в том, что качественно проварить металл при помощи такого аппарат может только достаточно опытный сварщик. В продаже есть и специальные электроды, стабилизирующие дугу, но стоят они на порядок дороже обычных электродов. Третий недостаток – сравнительно низкие характеристики КПД (70/75%).
Прежде всего, это большие габаритные размеры и значительный вес, что усложняет транспортировку и перемещение техники по рабочей площадке. Второй минус в том, что качественно проварить металл при помощи такого аппарат может только достаточно опытный сварщик. В продаже есть и специальные электроды, стабилизирующие дугу, но стоят они на порядок дороже обычных электродов. Третий недостаток – сравнительно низкие характеристики КПД (70/75%).
Осваивать сварочное дело при помощи трансформатора непросто. Главное неудобство создает малостабильная дуга, которую тяжело поджигать и поддерживать обучающимся сварке. С другой стороны, в этом есть свои преимущества: те, кто научился хорошо варить обычным трансформаторным сварочником, могут работать выпрямителями и инверторами чуть ли не с «закрытыми глазами».
Выпрямители
Данная разновидность сварочных аппаратов появилась вслед за трансформаторными моделями. Выпрямители отличаются тем, что оборудуются системой преобразования переменного электрического тока в постоянный. Сварочные выпрямители состоят из блока-трансформатора, модуля-выпрямителя, а также пусковых, регулирующих и защитных узлов. Принцип работы сварочного аппарата-выпрямителя предельно прост: переменный ток сети поступает через цепь так называемой вторичной обмотки на выпрямитель, где и преобразуется в постоянный ток сварки. Для улучшения рабочих параметров сварочники обязательно комплектуются дросселем.
Сварочные выпрямители состоят из блока-трансформатора, модуля-выпрямителя, а также пусковых, регулирующих и защитных узлов. Принцип работы сварочного аппарата-выпрямителя предельно прост: переменный ток сети поступает через цепь так называемой вторичной обмотки на выпрямитель, где и преобразуется в постоянный ток сварки. Для улучшения рабочих параметров сварочники обязательно комплектуются дросселем.
Сварочное оборудование такого типа позволяет получать непрерывную электродугу с высокой степенью стабильности. Благодаря этому выпрямители широко используются в строительстве и промышленно-производственной сфере. Качественный шов при помощи постоянного тока получить гораздо проще, чем при использовании «переменки».
Кроме того, выпрямителями можно варить черные и цветные металлы, а также их сплавы. Сварочники, «выдающие» постоянный ток, используют для работы с разными видами чугуна, нержавеющей стали и др. Ровная и стабильная дуга отличается легким поджигом, позволяя без особого труда осваивать азы сварочного процесса новичкам.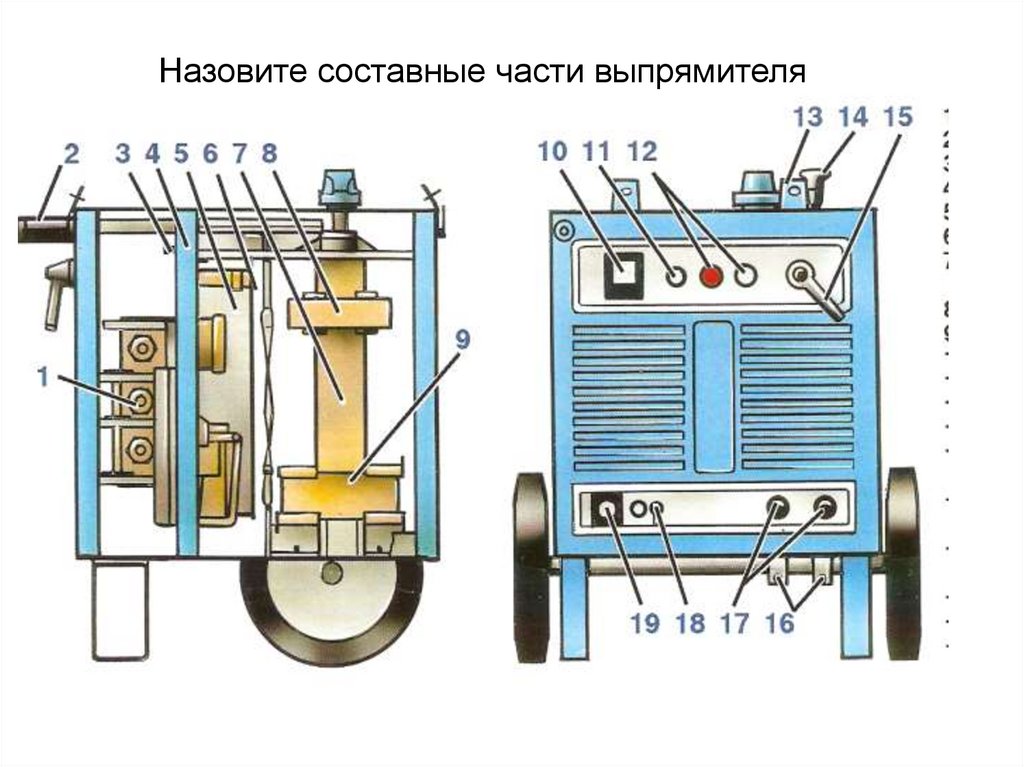
Имеются у сварочных выпрямителей и свои недостатки. Во-первых, это неустойчивость к перегреванию. Необходимо постоянно следить за работой вентиляторов, так как при плохом охлаждении велик риск сгорания аппарата. Второй минус – большой вес и размеры. В-третьих, невысокий КПД. Во время сварочного процесса происходит существенная потеря мощности, ведь много энергии уходит на выпрямление сетевого тока.
Инверторы
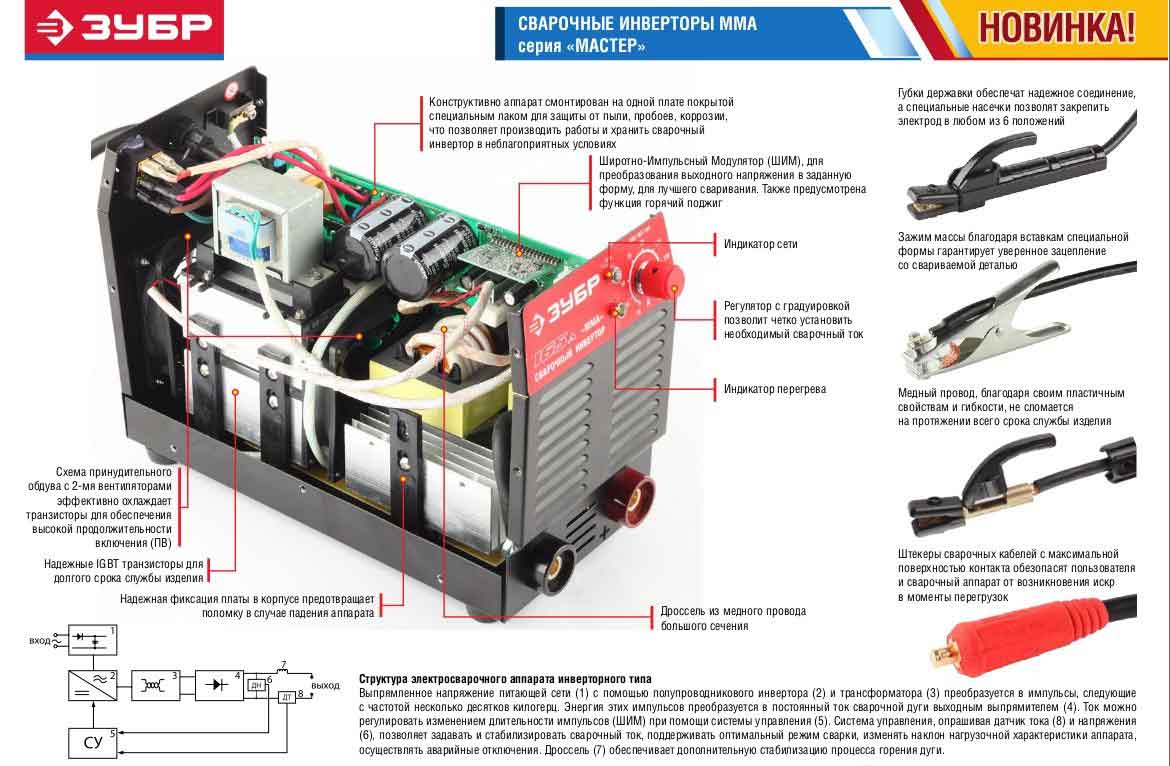
Работа сварочных аппаратов инверторного типа основана на следующем принципе: сетевой переменный ток проходит через выпрямитель, а после поступает в инверторный блок, где происходит преобразование постоянного тока в высокочастотный переменный ток, который затем поступает на второй выпрямитель. Благодаря данной схеме удается получить сварочный ток с высокими параметрами мощности и стабильности.
На протяжении последних лет сварочные инверторы остаются самым востребованным видом оборудования для сварки, представленного на современном рынке. Сварочники-инверторы имеют множество плюсов по сравнению с трансформаторами и простыми выпрямителями. Прежде всего, они позволяют получать самую стабильную электродугу. Во-вторых, практически все настройки инверторов автоматизированы. В-третьих, такая техника оснащается полезными функциями: антизалипание электрода, автостабилизация показателей мощности и др.
Сварочники-инверторы имеют множество плюсов по сравнению с трансформаторами и простыми выпрямителями. Прежде всего, они позволяют получать самую стабильную электродугу. Во-вторых, практически все настройки инверторов автоматизированы. В-третьих, такая техника оснащается полезными функциями: антизалипание электрода, автостабилизация показателей мощности и др.
Четвертый плюс инверторных сварочных аппаратов – надежная защита от перепадов сетевого напряжения. Пятое достоинство – очень высокие характеристики КПД — в районе 90%. И последний немаловажный плюс – малый вес и небольшой размер. Агрегат на 140/180 Ампер весит столько же, сколько профессиональный перфоратор.
Мобильные и легкие инверторы прекрасно подходят для проведения работ, требующих частого перемещения сварочного блока. Кроме того, потери мощности при большой длине токонесущих кабелей у сварочного инверторного оборудования гораздо меньше, чем у трансформаторов и выпрямителей. Большинство инверторов совместимы с жидкотопливными мини-электростанциями.
Инверторы используются для сварки любых марок стали, чугуна и цветных металлов (применяются соответствующие электроды). Отличное качество шва удается получать даже при значительных перепадах напряжения в сети. Сварные соединения отличается однородностью, ровностью и высокой прочностью. Потери на шлак и разбрызгивание минимальны.
Инверторы идеально подходят как для сварщиков- профессионалов, так и для тех, кто только учится варить. Можно сказать, что недостатков у данной разновидности сварочных аппаратов нет. Первые инверторные модификации часто выходили из строя под воздействием повышенной влажности и из-за того, что забивались пылью. В настоящее время производители эту проблему решили.
Полуавтоматические аппараты
Полуавтоматы отличаются от обычных сварочников тем, что оснащаются блоком бесперебойной подачи сплошной сварочной проволоки. Такие блоки могут быть отдельными, либо интегрированными в сам агрегат для сварки. Аппараты назвали полуавтоматическим именно потому, что подача электродной проволоки проходит в автоматическом режиме.
При использовании проволоки без покрытия сваривание проводится с подачей активного/инертного газа, который обеспечивает надежную защиту ванны расплава от окисления на воздухе, а также позволяет соответствующим образом изменять свойства сварного шва, придавая ему повышенную пластичность, устойчивость к коррозии, прочность к нагрузкам на разрыв и т.д.
Существует и флюсовая проволока. В этом случае не газ, а сгорающий флюс образует газовое защитное облако в зоне провара. Преимущество данного способа сварки полуавтоматами в том, что нет необходимости в использовании громоздких баллонов с газом и шлангов для его подачи.
Для сварки черных металлов применяют углекислый газ. Алюминиевые конструкции сваривают посредством аргона и т.д. Полуавтоматические сварочные аппараты позволяют получать высококачественные шовные соединения. Дело в том, что газовая защита обеспечивает прочные, низкопористые и герметичные швы. Разбрызгивания расплавленного металла практически нет. Швы получаются ровными и непрерывными – ведь менять электроды, как при ММА-сварке, не нужно.
К несомненным достоинствам полуавтоматов относятся также возможность качественного и бережного сваривания тонкостенных заготовок и высокая производительность. Есть у полуавтоматических сварочников и определенные минусы. Во-первых, это более высокая цена. Во-вторых, необходимость покупки газовых баллонов, шлангов, сопл, диффузоров и др. для сварки проволокой без флюсового покрытия.
Полуавтоматы повсеместно используются в промышленности и производстве. Особенно востребованы такое сварочное оборудование в области авторемонта и автомобилестроения (для проведения кузовных работ). Начинать осваивать полуавтомат рекомендуется со сварки флюсовой проволокой.
Аппараты для аргонодуговой сварки
Сварка данным видом оборудования требует соответствующей теоретической подготовки и владения практическими навыками. Сваривание осуществляется в защитной аргоновой среде. Аргон вытесняет более тяжелый воздух из зоны горения, обеспечивая надежную защиту ванны расплава. С помощью аргонодуговых аппаратов можно варить как плавящимися, так и неплавящимися электродами/проволокой. Швы получаются практически безупречными – ровными, прочными и с необходимой толщиной проплавления. Никакой дополнительной обработки они не требуют.
С помощью аргонодуговых аппаратов можно варить как плавящимися, так и неплавящимися электродами/проволокой. Швы получаются практически безупречными – ровными, прочными и с необходимой толщиной проплавления. Никакой дополнительной обработки они не требуют.
Качественно проваривать можно цветные металлы и их сплавы (алюминий, дюралюминий, медь, бронзу, латунь, титан, сплавы с содержанием магния и др.), а также разные виды стали (низколегированную, высоколегированную, углеродистую, конструкционную, гальванизированную, оцинкованную и др.).
Неплавящиеся электроды используются для работы с легированной сталью и цветными металлами. Наибольшим спросом пользуются вольфрамовые электродные стержни. Также применяются неплавящиеся гафниевые, циркониевые и графитовые электроды.
Существует два вида аргонодуговой сварки – автоматизированная и ручная. В обоих случаях качество конечного результата зависит от качества и возможностей используемого сварочного оборудования, свойств расходных материалов и квалификации сварщика.
Ручная аргонодуговая сварка предполагает применение присадочных прутков и газовой горелки, которыми сварщик манипулирует вручную. Этот тип сварки весьма востребован – по причине точечного проваривания и высокого качества сварного соединения. Для того чтобы получить прочный, долговечный и абсолютно герметичный шов в труднодоступном месте, лучше метода, чем ручная сварка аргоном, просто не найти.
Аргонодуговая автоматическая сварка производится при помощи полуавтоматических аппаратов, обеспечивающих непрерывную подачу электродной проволоки в зону сваривания. На сложных участках данный способ не применяют. Зато он прекрасно подходит для работы с большими объемами заготовок, которые удобно соединять друг с другом.
Автономные сварочные станции
Для сварочных работ в полевых условиях, где нет возможности подключения к источнику тока, понадобится электрогенератор или полноценная сварочная станция, совмещающая в себе сварочный модуль и жидкотопливный генератор для выработки электричества. Стандартное оборудование данного типа является очень тяжелым и громоздким, что затрудняет его транспортировку и перемещение по рабочей площадке.
Стандартное оборудование данного типа является очень тяжелым и громоздким, что затрудняет его транспортировку и перемещение по рабочей площадке.
Инверторные сварочные станции лишены этих недостатков. Они в разы легче и меньше моделей, где в качестве сварочного блока используются трансформаторы и выпрямители. Автономные станции применяются в основном при монтаже трубопроводов различного назначения. Конечно же, сварочный аппарат можно подключать и к отдельному генератору. Только не каждый источник тока подойдет для этих целей. В продаже имеются спецгенераторы, полностью совместимые со сварочным оборудованием.
Источник: пресс-центр Группы Компаний AllGen.
05.10.2015
Последние статьи на схожую тему
Что такое АВР, особенности его работы и устройства
Блок АВР контролирует процесс автоматического переключения с основного источника энергоснабжения на резервный, или наоборот. Использование данной опции позволяет обеспечить непрерывную подачу электрического тока и гарантировать надежную, бесперебойную работу оборудования. АВР осуществляет запуск автономного источника энергоснабжения в полностью автоматическом режиме, что исключает вероятность влияния на этот процесс человеческого фактора.
АВР осуществляет запуск автономного источника энергоснабжения в полностью автоматическом режиме, что исключает вероятность влияния на этот процесс человеческого фактора.
07.04.2023
Подробнее >>>
История появления и развития бренда Ricardo
Что за оборудование поставляется в Россию под брендом Ricardo? Чтобы понять это, совершим экскурс в прошлое. В семидесятых годах двадцатого столетия Коммунистическая партия Китая и возглавляемое Мао Цзе Дуном китайское правительство поставили задачу – освоить и запустить в массовое производство новый вид недорогих промышленных дизельных двигателей, которые впоследствии можно было бы использовать во всех сферах жизнедеятельности.
05.03.2023
Подробнее >>>
Дизельные генераторы для банков
Любое современное банковское учреждение является крупной организацией, в которой работает большое количество штатных сотрудников. Благодаря стабильности финансовой системы и всех денежных расчетов наша жизнь протекает в привычном темпе. Даже небольшой сбой в электроснабжении банка может создать условия для хаоса и анархии. Для гарантированной слаженной, непрерывной и продуктивной работы в настоящее время используются дизельные генераторы.
Даже небольшой сбой в электроснабжении банка может создать условия для хаоса и анархии. Для гарантированной слаженной, непрерывной и продуктивной работы в настоящее время используются дизельные генераторы.
12.01.2023
Подробнее >>>
Посмотреть все статьи >>>
Возможно, Вас заинтересуют следующие разделы нашего сайта
- генератор трехфазный;
- дизель электростанция Himoinsa;
- дизель генератор 289 кВА;
- доставка электростанций Inmesol.
Сварочные однопостовые выпрямители. Выпускаемые современной промышленностью сварочные выпрямители, их классификация, страница 8
Машиностроение \
Технология сварочных процессов
шестифазной
схеме с уравнительным реактором. Тиристорный блок ВДУ-601 может быть собран как
по шестифазной схеме с уравнительным реактором, так и по шестифазной кольцевой
схеме выпрямления. В выпрямителях ВДУ-1201 и ВДУ-1601 используется только шестифазная
кольцевая схема выпрямления.
Блок-схема универсальных
сварочных выпрямителей
|
|
Рис.8
Плавное регулирование параметров сварки в выпрямителях осуществляется за счет
изменения угла управления тиристоров. Блок задания Б3 формирует сигнал задания
режима сварки и передает его через блок сравнения БС на блок фазового
управления БФУ. Последний формирует импульсы управления тиристорами, которые подаются
на силовой тиристорный блок СТБ.
При работе на падающих вольт-амперных характеристиках в выпрямителях ВДУ
используется обратная связь по току. Основным элементом этой связи является
датчик тока ДТ, в качестве которого могут использоваться магнитные усилители,
трансформаторы тока или интегральные операционные усилители. С выхода датчика
тока снимается напряжение, пропорциональное значению сварочного тока, которое
сравнивается в блоке сравнения с заданным напряжением.
При работе на жестких вольт-амперных характеристиках в универсальных выпрямителях с помощью датчика напряжения ДН вводится
обратная связь по рабочему напряжению, которое также
сравнивается с заданным в блоке сравнения. Разность рабочего и заданного
параметров воздействует через БФУ на угол управления тиристоров, что приводит к
корректировке режима сварки.
Дроссель L предназначен для ограничения пиков короткого замыкания и
сглаживания пульсаций выпрямленного напряжения, В выпрямителях типа ВДУ в
зависимости от марки используется либо дроссель с зазором, имеющий две ступени
индуктивности, либо дроссель с обмотками управления, обеспечивающий
автоматическое регулирование индуктивности сварочного контура в соответствии с
параметрами сварки.
Оборудование и материалы
1) Сварочный
выпрямитель типа ВДУ с технической документацией (марка выпрямителя
указывается преподавателем).
2) Балластный
реостат РБ-301.
3) Вольтметр,
4) Соединительные
провода, набор ключей, пассатижи, отвертка.
Порядок
выполнения работы
1) По
технической документации на выпрямитель изучить его конструкции, принцип работы
и регулирования параметров.
2) Устранить
неисправность выпрямителя.
В
выпрямитель внесена неисправность. Необходимо кратковременно включить
выпрямитель в режиме холостого хода и на основании анализа характера его
работы и принципиальной электрической схемы выявить неисправность. Затем
отключить выпрямитель от сети и под контролем преподавателя устранить поломку.
3) Под
контролем преподавателя собрать схему для измерения напряжения на управляющем
электроде любого из силовых тиристоров.
4) Включить
выпрямитель в режиме холостого хода и определить диапазон изменения напряжения
на управляющем электроде тиристора при работе выпрямителя на жестких и падающих
характеристиках, после чего отключить выпрямитель.
5) Собрать
схему для изучения вольт-амперных характеристик выпрямителя. В качестве
нагрузки использовать балластный реостат.
6) Установить
переключатель вида внешних характеристик источника в положение, обеспечивающее
работу на жестких вольт-амперных характеристиках.
7)Установить одну из
ступеней регулирования режима выпрямителя. Включить выпрямитель в режиме
холостого хода.
8) Установить
минимальное значение напряжения на управляющем электроде тиристора Uт min.
9) Изменяя
сопротивление сварочной цепи путем переключения ножей балластного реостата (табл.6),
измерить рабочие значения тока I и
напряжения U.Результаты занести в табл. б.
Скачать файл
Выпрямитель Миллера — 250 А
Номер детали Linde: MIL228056
| Номер детали производителя: 228056
/
кликните сюда
Проверьте в других местах
Проверить замены
Позвоните 1. 800.225.8247 для заказа
800.225.8247 для заказа
1-800-225-8247
 MatrixInfo.ParentOptionsViewModel.CurrencyCode»/>
MatrixInfo.ParentOptionsViewModel.CurrencyCode»/>1-800-225-8247
$
0,00/ Каждый
 model.DisplayPriceInformation && productContent.model.DisplayGasItemInfo && productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode == ‘Multiple’ && productContent.model.MatrixInfo.ParentOptionsViewModel.BasePrice > 0 && productContent.model.MatrixInfo.ParentOptionsViewModel.Saving > 0″>
model.DisplayPriceInformation && productContent.model.DisplayGasItemInfo && productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode == ‘Multiple’ && productContent.model.MatrixInfo.ParentOptionsViewModel.BasePrice > 0 && productContent.model.MatrixInfo.ParentOptionsViewModel.Saving > 0″>Список цен:
Экономия:
 model.product.IsMatrixProduct || (productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode != ‘Multiple’))»>
model.product.IsMatrixProduct || (productContent.model.product.IsMatrixProduct && productContent.model.MatrixDisplayMode != ‘Multiple’))»>Список цен:
0,00Экономия:
0,00
 model.product.HasPriceBreak || productContent.model.MatrixInfo.ParentOptionsViewModel.PriceBreakErrorCode.Equals(‘2’))»>
model.product.HasPriceBreak || productContent.model.MatrixInfo.ParentOptionsViewModel.PriceBreakErrorCode.Equals(‘2’))»>- Корабль
 model.FreightOption == ‘Carrier'» ng-controller=»storeLocationInformation_controller as locationInformation» ng-init=»locationInformation.initialize({controlID:’ctl00-PublicWrapper-C017′, currentPageUrl:’https://www.lindedirect.com/store/product-detail’})»>
model.FreightOption == ‘Carrier'» ng-controller=»storeLocationInformation_controller as locationInformation» ng-init=»locationInformation.initialize({controlID:’ctl00-PublicWrapper-C017′, currentPageUrl:’https://www.lindedirect.com/store/product-detail’})»>изменить местоположение
Забрать в
изменить местоположение
 model.DisplayNotifyMeOption && productContent.model.ProductAvailabilityStatusExtendAvty != ‘SoldOut'»>
model.DisplayNotifyMeOption && productContent.model.ProductAvailabilityStatusExtendAvty != ‘SoldOut'»>Сообщить мне, когда будет доступно
| Проверить наличие в других местах
Кол-во
Каждый
1-800-225-8247
Заказать доставку
Вызов самовывоза
- Корабль
изменить местоположение
Уведомить меня, когда появится
Кол-во
Каждый
Выпрямитель Миллера — 250 А
Вас также могут заинтересовать следующие продукты
Добавление. ..
..
Удаление
Обработка…
{{productContent.processedProductsCount}} из {{productContent.model.matrixProducts.length}}
Источники сварочного тока и выпрямители
Мы рады предложить вам различные источники сварочного тока и выпрямители от разных производителей. К ним относятся всемирно известные бренды, такие как ESAB, Lincoln и Miller. Доступны по отличной цене и с быстрой доставкой, посмотрите ассортимент ниже. Нужна помощь по токам и напряжениям? Позвоните нам, мы можем предоставить объективную информацию.
Источник сварочного тока подает электрический ток, необходимый для процесса сварки. Это необходимо для всех видов сварки, таких как сварка электродом/MMA, сварка постоянным током и дуговая сварка под флюсом. Мы можем собрать на заказ, новые или отремонтированные сварочные комплексы для тяжелых условий эксплуатации в соответствии с вашим сварочным проектом.
Типы источников питания.
Наиболее распространенные источники сварочного тока подразделяются на несколько различных типов, например, трансформаторы и выпрямители.
Трансформаторы меняют питание от сети. Изменение его от низкого тока и высокого напряжения к высокому току и низкому напряжению. Выходной ток и напряжение устанавливаются сварщиком в зависимости от выполняемых им сварочных работ. Выпрямители иногда используются вместе с трансформаторами для преобразования переменного тока в постоянный.
Генераторы, такие как дизельные сварочные аппараты, представляют собой способ производства электроэнергии для сварки на месте. Некоторые генераторы питаются от сети. Тем не менее, производимая электроэнергия может иметь разное напряжение и ток без необходимости в трансформаторе.
Существуют и другие типы источников питания, например, инверторы. Они работают от сети и представляют собой легкое портативное решение для сварки в легких условиях.
Сварочные аппараты, требующие источника питания.
Для всех сварочных работ требуется источник сварочного тока. Однако для разных видов сварки требуются разные источники питания. Каждый из них требует разного уровня электрического тока для правильной работы. Самый простой вид – ручная дуговая сварка. Также известна как сварка стержнем, дуговая сварка защищенным металлом (SMAW), MMA и MMAW. Применение в тяжелых условиях включает дуговую сварку под флюсом и сварку порошковой проволокой.
Каждый из них требует разного уровня электрического тока для правильной работы. Самый простой вид – ручная дуговая сварка. Также известна как сварка стержнем, дуговая сварка защищенным металлом (SMAW), MMA и MMAW. Применение в тяжелых условиях включает дуговую сварку под флюсом и сварку порошковой проволокой.
Какой тип сварочного аппарата лучше всего подходит для универсального использования?
Сварка на постоянном токе имеет преимущества по сравнению с переменным током в большинстве случаев электродуговой сварки. К ним относятся более легкий запуск, меньшее количество отключений дуги и залипания, а также меньшее количество брызг/лучший внешний вид сварных швов. Он также предлагает более легкую вертикальную сварку вверх и потолочную сварку, его легче освоить и он обеспечивает более плавную дугу. Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10% больше провара при заданной силе тока, чем сварка переменным током. В то время как прямая полярность постоянного тока (отрицательный электрод) лучше сваривает более тонкие металлы.
Есть ли преимущества у выхода переменного тока?
Да, если вам нужно сваривать материал, намагниченный от трения. Например, когда сено, корм или вода постоянно трутся о стальную деталь, такую как ворота или кормушка. Выход постоянного тока не будет работать из-за «дуги дуги», когда магнитное поле выдувает расплавленный металл из сварочной ванны. Выход переменного тока чередует полярность, что позволяет сваривать намагниченные детали.
Насколько большая машина мне нужна?
Аппарат на 225–300 ампер справляется почти со всем, с чем может столкнуться средний сварщик. Для легких процедур сварки электродом требуется 200 ампер или меньше, что делает сварочные инверторы идеальными. Для сварки материала толщиной более 3/8 дюйма просто сделайте несколько проходов. Профессионалы используют эту технику даже при сварке конструкционной стали толщиной 1 дюйм.
Я вижу слово «рабочий цикл» в спецификациях продукта, что это значит?
Рабочий цикл — это количество минут из 10-минутного цикла, в течение которого может работать сварщик. Например, Thunderbolt XL создает выход постоянного тока 200 ампер при рабочем цикле 20%. Он может непрерывно сваривать при 200 амперах в течение двух минут. Затем необходимо охладить в течение восьми минут, чтобы предотвратить перегрев. Щелкните здесь для получения дополнительной информации о рабочем цикле.
Например, Thunderbolt XL создает выход постоянного тока 200 ампер при рабочем цикле 20%. Он может непрерывно сваривать при 200 амперах в течение двух минут. Затем необходимо охладить в течение восьми минут, чтобы предотвратить перегрев. Щелкните здесь для получения дополнительной информации о рабочем цикле.
Нужно ли удалять ржавчину или масло перед сваркой?
Сварка электродом более щадящая в нечистых условиях, но никогда не помешает очистить детали проволочной щеткой или сошлифовать излишки ржавчины. Если вы хорошо подготовитесь и обладаете средними способностями к сварке, вы сможете сделать качественный сварной шов. Тем не менее, даже высокие навыки сварки не могут преодолеть плохую подготовку для определенных применений. Так как это может привести к растрескиванию, непроварам и шлаковым включениям.
Советы и рекомендации по дуговой сварке.
Моллюски могут сделать вас лучшим сварщиком; подумайте о МОЛЛЮСКАХ. Настройка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения.
