Марки шлифовальных кругов: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
|
На сегодняшний день ЗАО «Волжский шлифматериал-Волга» является продавцом шлифовальных материалов и шлифовального инструмента широкого спектра. Являясь официальным дилером ОАО «Волжский абразивный завод» (ОАО «ВАЗ») г.Волжский Волгоградской обл. и имея договорные отношения с ОАО «Лужский абразивный завод» (ОАО «ЛАЗ») г.Луга Ленинградская обл., ОАО «Косулинский абразивный завод» (ОАО «КАЗ») р.п. Верхнее Дуброво Свердловская область и ЗАО «ИНФ-АБРАЗИВ» г.Волжский ЗАО «Волжский шлифматериал-Волга» (ЗАО «ВШМ-Волга») предлагает круги шлифовальные на керамической связке. Инструмент на керамической связке применяют для всех видов шлифования, кроме обдирки (из-за хрупкости связки), разрезки и прорезки узких пазов, плоского шлифования сегментными кругами, шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло. Абразивный инструмент на керамической связке выпускается из материалов марок: 14А, 25А, 54С, и 64С, зернистостью № 8-50 (из материала марки 54С — зернистостью 8-80 и выше) твердостью М-СТ (из 54С — может быть ВТ), различных типов: 1(ПП), 3(ЗП), 4(2П), 5(ПВ), 7(ПВД), 11(ЧК), 12(Т), 14(1Т), 23(ПВК) классом Б, А, АА; рабочей скоростью до 60 м/с. Возможно изготовление абразивного инструмента из электрокорунда с применением золь-гель процесса. Такие круги используются для обработки Тип 1
Тип 3
Тип 4
Тип 5
Тип7
Тип11
Тип12
Тип14
Тип23
Круги для правки шлифовальных кругов по ТУ 2-036-0220931-014-93
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








Рекомендации по выбору абразивного инструмента — АО «КОСУЛИНСКИЙ АБРАЗИВНЫЙ ЗАВОД»
Выбор связки абразивного инструмента
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).
Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).
КЕРАМИЧЕСКАЯ СВЯЗКА обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга, но чувствительна к ударным и изгибающим нагрузкам. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки (из-за хрупкости связки): для резки и прорезки узких пазов, плоского шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
БАКЕЛИТОВАЯ СВЯЗКА обладает более высокой прочностью и упругостью, чем керамическая. Абразивный инструмент на бакелитовой связке может быть изготовлен различных форм и размеров, в том числе и очень тонких — до 0,5 мм для отрезных и прорезных работ. Недостатком бакелитовой связки является невысокая стойкость против действия охлаждающих жидкостей, содержащих щелочные растворы. При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи. Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи. Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Выбор марки абразивного материала
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, заточки, полирования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
| Марка абразивного материала | Характеристика обрабатываемого материала |
| 14A |
ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ
Обладает отличной теплостойкостью, высокой сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, что важно для выполнения операций с переменными нагрузками Обработка материалов с высоким сопротивлением разрыву. Это обдирка стальных отливок, проволок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном; и закаленном виде, марганцовистой бронзы, никелевых и алюминиевых сплавов. 25A
25A
ЭЛЕКТРОКОРУНД БЕЛЫЙ
По физическому и химическому составу более однородный, обладает более высокой твердостью, острыми кромками, хорошей самозатачиваемостью, лучше устраняет шероховатости обрабатываемой поверхности по сравнению с электрокорундом нормальным Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрированных поверхностей. Обработка тонких деталей и инструментов, заточка, плоское, внутреннее, профильное и отделочное шлифование.38А
ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ
Мелкокристаллический, плотный и прочный материал. Стойкость инструмента на обдирочных операциях в 10-40 раз выше аналогичного инструмента из электрокорунда нормального Обдирочное шлифование стальных заготовок при высокой скорости, подаче и усилии прижима. Силовое обдирочное шлифование стальных заготовок.54C
КАРБИД КРЕМНИЯ ЧЕРНЫЙ
Обладает высокой твердостью, абразивной способностью и хрупкостью. Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе.Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины).63C
Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе.Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины).63C
КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ
Отличается от карбида кремния черного повышенной твердостью, абразивной способностью и хрупкостью Для обработки деталей из чугуна, цветных металлов, гранита, мрамора, твердых сплавов, обработки титановых, титано-танталовых твердых сплавов, хонинговальные, доводочные работы для деталей из серого чугуна, азотированной и шарикоподшипниковой стали.95А
ЭЛЕКТРОКОРУНД ХРОМТИТАНИСТЫЙ
Обладает более высокой механической прочностью и абразивной способностью по сравнению с электрокорундом нормальным
Обдирочное шлифование с большим съемом металла
Выбор зернистости инструмента
| Зернистость | Вид обработки |
| КрупнаяF6-F24 | Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок. Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий). |
| F24 — F36 | Плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента, отрезка. |
| СредняяF30 — F60 | Предварительное и комбинированное шлифование, заточка режущего инструмента. |
| F46 — F90 | Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов. |
| МелкаяF100-F180 |
Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование.
Крупнозернистые инструменты применяются:
— при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие припуски;
— при работе на станках большой мощности и жесткости;
— при обработке материалов, которые вызывают заполнение пор круга и засаливание его поверхности, например при обработке латуни, меди и алюминия;
— при большой площади контакта круга с обрабатываемой деталью, например при использовании высоких кругов, при плоском шлифовании торцом круга, при внутреннем шлифовании.
Средне- и мелкозернистые инструменты применяются:
— для получения шероховатости поверхности 0,320—0,080 мкм;
— при обработке закаленных сталей и твердых сплавов;
— при окончательном шлифовании, заточке и доводке инструментов;
— при высоких требованиях к точности обрабатываемого профиля детали.
С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления зерен, меньшего износа отдельных зерен. Уменьшение размера зерен приводит к значительному уменьшению пор круга, что вызывает необходимость снижения глубины шлифования и величины снимаемого на операции припуска. Чем мельче абразивные зерна в инструменте, тем меньше в единицу времени снимается материала с обрабатываемой заготовки. Однако, мелкозернистые инструменты обладают меньшей способностью к самозатачиванию по сравнению с инструментом более крупной зернистости, в результате чего быстрее притупляются и засаливаются. Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Выбор твердости инструмента
| Твердость | Вид обработки |
| Чрезвычайно твердаяU-W | Правка абразивных инструментов, шлифование шариков для подшипников, обдирочные операции. |
| ТвердаяR-S | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). Круглое наружное шлифование методом врезания при необходимости сохранения профиля круга (обработка шеек коленчатых валов). Бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров. |
| Cреднетвердая |
O, P, Q Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом. CредняяM-NПлоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке. CреднемягкаяK-L Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов.МягкаяH-F Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование.
CредняяM-NПлоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке. CреднемягкаяK-L Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов.МягкаяH-F Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование.
Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной.
Абразивные зерна по мере их затупления, должны обновляться путем скалывания и выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
Шлифовальные круги тип 11( чашечные конические) 25А (белые)
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком ГОСТ 10903-77»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »»» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла с центральной вставкой по DIN-1897 »»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Ножевочные полотна»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые»» Сегментные пилы и сегменты к ним»» Гребенки плоские к резьбонарезным головкам» Сверхдлинные сверла для металла и нержавеющей стали» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные Бренды» Абразивный инструмент ANDRE» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» КЛЕЙМА HEIDENPETER»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» Металлорежущий инструмент FANAR»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» Сверла производства WIERTLA BAILDON»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с ц/х шлифованные HSSCo5, длинные , DIN 340, для нержавеющей стали»» Сверла с проточенным хвостовиком»» Сверла для высверливания точечной сварки » GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные Бренды» Абразивный инструмент ANDRE» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» КЛЕЙМА HEIDENPETER»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» Металлорежущий инструмент FANAR»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» Сверла производства WIERTLA BAILDON»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с ц/х шлифованные HSSCo5, длинные , DIN 340, для нержавеющей стали»» Сверла с проточенным хвостовиком»» Сверла для высверливания точечной сварки » GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » Металлорежущий инструмент TIVOLY»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Сверла по металлу экстрадлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек
» Металлорежущий инструмент TIVOLY»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Сверла по металлу экстрадлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Дом
Дом
Этот веб-сайт требует JAVASCRIPT и COOKIES для правильной работы.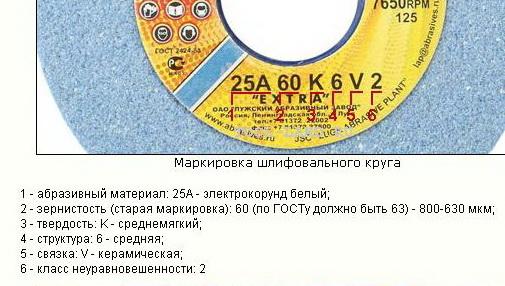 Ваш браузер либо не поддерживает эти функции, либо они отключены/отключены. Проверьте настройки безопасности, чтобы убедиться, что у вас включен JAVASCRIPT и COOKIES. Перейдите на страницу https://www.georgiagrindingwheel.com/Store/shopping_problems.htm.
Ваш браузер либо не поддерживает эти функции, либо они отключены/отключены. Проверьте настройки безопасности, чтобы убедиться, что у вас включен JAVASCRIPT и COOKIES. Перейдите на страницу https://www.georgiagrindingwheel.com/Store/shopping_problems.htm.
за помощь в этом. Если вы по-прежнему не можете выполнить эту работу, свяжитесь с нами. Спасибо.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [Интернет-магазин] [Шлифовка Колеса] [Алмазные диски / Колеса CBN] [Сегменты] [Каталоги абразивов] [Поиск Для абразивных материалов] [Форма запроса предложений по абразивным материалам] [Абразивные материалы Часто задаваемые вопросы] [Университет шлифовальных кругов и абразивов] [Ссылки на абразивы] [Форум пользователей] [О шлифовальном круге Джорджии] Конфиденциальность Этот веб-сайт лучше всего просматривать с помощью Microsoft Internet Explorer. Norton и Carborundum являются зарегистрированными товарными знаками. Шлифовальный круг Джорджия: ваш лучший источник для шлифовальных кругов и | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 gif»>
gif»>
 Мы поставляем только 1-й
Мы поставляем только 1-й gif»>
gif»> gif»>
gif»> 
Алмазные шлифовальные круги — эльборовые шлифовальные круги
47 изделия
Используйте суперабразивные круги, такие как алмазные круги или круги из эльбора, от Grainger, для резки и шлифовки особо твердых материалов. Здесь вы найдете алмазные, армированные алмазные и алмазные шлифовальные круги свободной резки. Алмазный и кубический нитрид бора, или шлифовальные круги из эльбора, обеспечивают высокую производительность съема материала, не вызывая значительных термических повреждений обрабатываемой детали. Они обеспечивают более длительный срок службы круга и возможность шлифования влажным или сухим способом. Для прецизионной шлифовки и чистовой обработки попробуйте алмазный круг или круг из эльбора от Grainger.
Они обеспечивают более длительный срок службы круга и возможность шлифования влажным или сухим способом. Для прецизионной шлифовки и чистовой обработки попробуйте алмазный круг или круг из эльбора от Grainger.
Используйте суперабразивный круг, такой как алмазный круг или круг из эльбора, от Grainger, для резки и сглаживания чрезвычайно твердых материалов. Здесь вы найдете алмазные, армированные алмазные и алмазные шлифовальные круги свободной резки. Алмазный и кубический нитрид бора, или шлифовальные круги из эльбора, обеспечивают высокую производительность съема материала, не вызывая значительных термических повреждений обрабатываемой детали. Они обеспечивают более длительный срок службы круга и возможность шлифования влажным или сухим способом. Для прецизионной шлифовки и чистовой обработки попробуйте алмазный круг или круг из эльбора от Grainger.
Type 1
Loading. .. .. | |||||||
| Loading. .. | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| 0449 Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| … |
Type 12
Загрузка . .. .. | |||||||
| Загрузка … | |||||||
| Загрузка … |
Тип 29
| Loading… | |||||||
| Loading… | |||||||
| Loading… |
Type 6
Loading. .. .. | |||||||
| Loading… | |||||||
| Загрузка… | |||||||
| Загрузка… |
Тип 1
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
| … | |||||||
| Загрузка … | |||||||
| Загрузка … | |||||||
Загрузка . .. .. | |||||||
| Загрузка … | |||||||
| Загрузка … |
9191919159159 12
| Loading… | |||||||
| Loading… | |||||||
| Loading. .. |
Type 29
Идет загрузка. .. .. | |||||||
| Идет загрузка… | |||||||
| Идет загрузка… |
Примечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Алмазные и CBN шлифовальные круги
NORTON ABRASIVES —
Алмазные и CBN шлифовальные круги
Суперабразивные шлифовальные круги Norton предназначены для резки и шлифовки чрезвычайно твердых материалов и содержат абразивные материалы из алмаза и кубического нитрида бора для обеспечения высокой скорости съема материала. Для работы как с мокрым, так и с сухим прецизионным шлифованием эти круги выпускаются с зернистостью от 100 до 120. Шлифовальные круги на полимерной связке идеально подходят для изготовления инструментов, переточки и ремонтных работ в инструментальном цехе благодаря их превосходной долговечности и высокому соотношению производительности и цены. Выберите из широкого ассортимента этих абразивных шлифовальных кругов, доступных в размерах 7260 и 9.Варианты скорости вращения 075 об/мин на расходных материалах Raptor.
Выберите из широкого ассортимента этих абразивных шлифовальных кругов, доступных в размерах 7260 и 9.Варианты скорости вращения 075 об/мин на расходных материалах Raptor.
A
NORTON ABRASIVES —
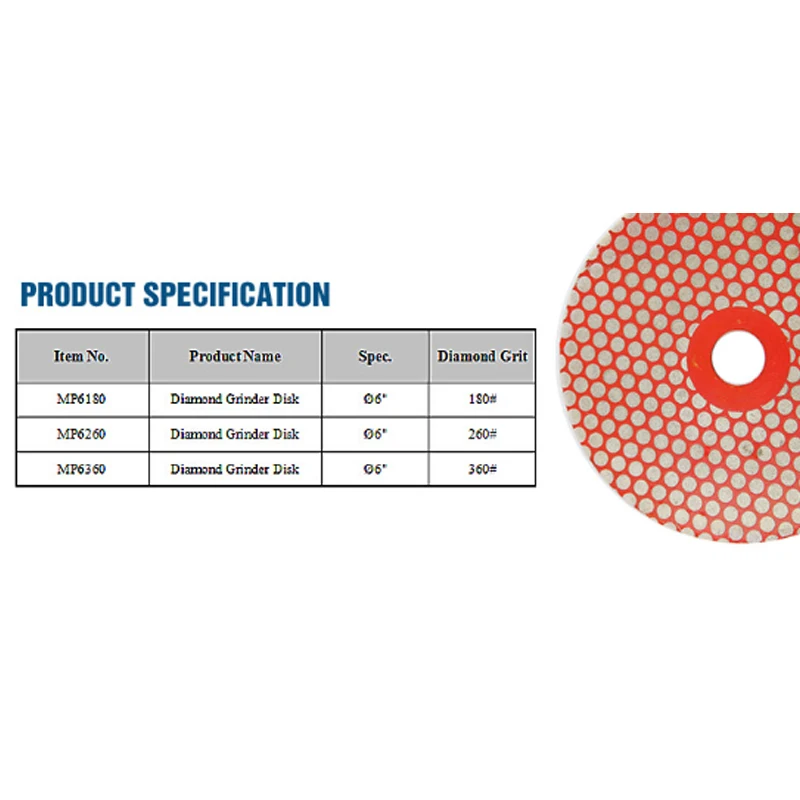
Алмазные шлифовальные круги типа 1
Алмазные шлифовальные круги Norton Abrasives Type 1 предназначены для изготовления или переточки инструментов во влажных и сухих условиях. Они обладают алмазной абразивностью для высокой режущей способности инструмента и износостойкости, а также смоляной связкой для длительного срока службы, самозатачивания и поддержания низких температур во время работы. Эти круги предварительно спроектированы для оптимальной работы с зернистостью от среднего до мелкого размера и доступны в диаметрах 4 и 6 дюймов.
A
B
NORTON ABRASIVES —
Прямошлифовальные круги, алмазные
Прямые шлифовальные круги Norton Abrasives используются для переточки или изготовления инструментов. Они содержат алмазный абразив для низкого коэффициента трения, износостойкости и высокой прочности на растяжение. Они также обеспечивают увеличенную режущую поверхность и меньшее взаимодействие с заготовками благодаря использованию абразивов типа 1 или типа 1А1. Эти колеса имеют 1,25-дюймовые отверстия или оправки для крепления шлифовальных машин и ручных дрелей.
Они содержат алмазный абразив для низкого коэффициента трения, износостойкости и высокой прочности на растяжение. Они также обеспечивают увеличенную режущую поверхность и меньшее взаимодействие с заготовками благодаря использованию абразивов типа 1 или типа 1А1. Эти колеса имеют 1,25-дюймовые отверстия или оправки для крепления шлифовальных машин и ручных дрелей.
NORTON ABRASIVES —
Шлифовальные круги с прямыми чашками, тип 6A2C
Norton Abrasives Тип 6A2C шлифовальные круги с прямыми чашками предназначены для шлифования фасонных и плоских поверхностей и идеально подходят для снятия припуска при изготовлении инструментов, переточке и прецизионной чистовой обработке. Они оснащены армированными алмазными абразивами или алмазными абразивами для свободной резки для резки сверхтвердых материалов и снабжены приспособлениями для крепления на оправке для отверстий небольшого размера. Эти круги имеют смоляную связку, подходящую для сухих и влажных помещений, и доступны с зернистостью 120, 150 и 220.
A
NORTON ABRASIVES —
Шлифовальный круг диаметром 10 дюймов, оксид алюминия, средний, 2485 об/мин
Алмазные и эльборовые шлифовальные круги
Алмазные и эльборовые шлифовальные круги Norton Abrasives предназначены для сглаживания и резки очень твердых материалов в металлообработке, горнодобывающей промышленности, производстве, строительстве, приборостроении и обрабатывающей промышленности. Эти шлифовальные круги обеспечивают высокую производительность съема материала при минимальном термическом повреждении заготовки. Шлифовальные круги Norton Abrasives очень долговечны и могут шлифовать влажные или сухие материалы. Развальцовочные чашечные / отрезные / тарельчатые / прямые чашечные шлифовальные круги бренда содержат абразивы, связанные с кубическим нитридом бора (CBN), и промышленные алмазы для шлифования чрезвычайно твердых материалов, таких как твердосплавные режущие наконечники, драгоценные камни и бетон. Плоскошлифовальные круги Norton имеют смоляную связку для максимального удержания зерна и отличной амортизирующей способности. Для шлифования арматурных стержней и выступающих болтов в строительной отрасли бренд предлагает отрезные круги с алмазным абразивом свободной резки и мелкой зернистостью, обеспечивающие точность работы. Выберите из широкого спектра алмазных и эльборовых шлифовальных кругов Norton Abrasives, доступных в различных размерах, материалах (алмаз, оксид алюминия, армированный алмаз, кубический нитрид бора и алмаз свободной резки), зернистости и номинальных оборотах.
Плоскошлифовальные круги Norton имеют смоляную связку для максимального удержания зерна и отличной амортизирующей способности. Для шлифования арматурных стержней и выступающих болтов в строительной отрасли бренд предлагает отрезные круги с алмазным абразивом свободной резки и мелкой зернистостью, обеспечивающие точность работы. Выберите из широкого спектра алмазных и эльборовых шлифовальных кругов Norton Abrasives, доступных в различных размерах, материалах (алмаз, оксид алюминия, армированный алмаз, кубический нитрид бора и алмаз свободной резки), зернистости и номинальных оборотах.
Применение
Алмазные и эльборовые шлифовальные круги Norton Abrasives предназначены для резки и шлифовки твердых материалов в металлообрабатывающей, аэрокосмической, горнодобывающей промышленности, производстве, строительстве, приборостроении и производстве. Эти шлифовальные круги обеспечивают минимальное термическое повреждение заготовки при резке. Они также обеспечивают высокую точность при резке заготовки. Алмазные и эльборовые шлифовальные круги идеально подходят для заточки твердосплавных режущих инструментов, резки керамических и стеклянных материалов, плоскошлифовальных штампов, резки твердосплавных стержней, шлифовки напыленных покрытий и стальных деталей. Этими кругами можно шлифовать различные материалы: электронные компоненты, абразивы, камни, пластик, стекловолокно, керамику и стекло.
Алмазные и эльборовые шлифовальные круги идеально подходят для заточки твердосплавных режущих инструментов, резки керамических и стеклянных материалов, плоскошлифовальных штампов, резки твердосплавных стержней, шлифовки напыленных покрытий и стальных деталей. Этими кругами можно шлифовать различные материалы: электронные компоненты, абразивы, камни, пластик, стекловолокно, керамику и стекло.
Особенности
Алмазные и эльборовые шлифовальные круги содержат высококачественный абразивный материал из синтетического алмаза/кубического нитрида бора для обеспечения высокой точности при резке твердых материалов. Эти шлифовальные / отрезные круги обеспечивают высокую производительность съема материала и могут легко резать труднообрабатываемые стальные детали. Эти шлифовальные круги износостойки и термически стабильны.
Рабочий механизм
Алмазные отрезные диски имеют металлический диск с алмазным покрытием на режущих кромках. Аналогично, режущие кромки шлифовальных кругов из CBN покрыты синтетическим материалом. Эти отрезные круги крепятся к шлифовальному станку для шлифовки и резки твердых материалов.
Эти отрезные круги крепятся к шлифовальному станку для шлифовки и резки твердых материалов.
Стандарты и сертификаты
- Алмазные и эльборовые шлифовальные круги Norton Abrasives производятся в соответствии со стандартами безопасности ANSI и правилами OSHA.
Часто задаваемые вопросы
Как выбрать шлифовальный круг?
На выбор типа шлифовального круга влияют различные факторы, перечисленные ниже:
- Шлифуемый материал: Зернистые круги из оксида алюминия используются для шлифования черных металлов, шлифовальные круги из карбида кремния для цветных металлов и неметаллов, а также керамические и сверхабразивные зерна используются для любого из этих материалов заготовки.
- Давление шлифования: Давление шлифования в зоне шлифования также определяет тип подходящего шлифовального круга. Для приложений с высоким давлением пользователь должен использовать прочные / долговечные зерновые круги, которые выдерживают большое давление, создаваемое во время операции шлифования.

- Точность формы и требуемая отделка: Для достижения жестких геометрических допусков следует использовать шлифовальные круги с более мелкой зернистостью. Для операций, требующих высокой скорости съема материала, идеально подходят крупнозернистые круги.
- Площадь контакта: если требуется небольшая площадь контакта, пользователь может выбрать прочные/надежные шлифовальные круги для зерна. Поскольку это соответствует более высокому усилию на зерно, материал колеса должен быть очень прочным.
- Мощность станка/шпинделя: если шлифовальный станок имеет более высокую мощность, доступную для шпинделя, пользователь должен установить более твердую зернистость круга. Для маломощных станков следует использовать круги с более мягким зерном, чтобы предотвратить затупление зерна шлифовального круга и повреждение поверхности заготовки.
Когда заменять шлифовальный круг Norton Abrasives?
Зависит от типа шлифовального круга и области применения.
- Прямые круги: Используемой частью прямого шлифовального круга считается часть, которая выходит за пределы монтажных фланцев. Шлифовальный круг не должен изнашиваться до размера, при котором фланец в сборе может соприкасаться с приспособлением, удерживающим заготовку, или за самой заготовкой.
- Цилиндрические круги и сегменты: Эти круги крепятся к шлифовальным станкам, и эти станки определяют размер брака этих кругов. Механизм подачи вниз этих станков предотвращает контакт шлифовального круга с заготовкой. Шлифовальный круг нельзя опускать во избежание поломки круга.
- Колеса с углублениями: эти колеса имеют выемки, которые нельзя стереть до монтажного фланца, так как край выемки отслаивается. Кроме того, при замене этих цилиндрических кругов учитывается размер зерна и область применения.
- Переносные чашки для кругов: Переносные чашки для кругов Norton Abrasives необходимо выбросить, поскольку защитный кожух мешает надлежащему шлифованию заготовки.
 Защитный кожух машины определяет размер брака, предотвращая дополнительное шлифование обода колеса.
Защитный кожух машины определяет размер брака, предотвращая дополнительное шлифование обода колеса. - Колеса с приподнятой ступицей: Колеса с приподнятой ступицей Norton Abrasives также измеряются по защитному кожуху машины. Если используемое приложение позволяет изнашивать шлифовальный круг до упора, пользователь должен остановиться, прежде чем прикасаться к монтажным фланцам круга. Кроме того, ступица колеса не должна использоваться для шлифовки.
Почему правку шлифовального круга следует выполнять перед установкой шлифовального круга?
Правка шлифовального круга означает удаление текущего слоя абразивного материала, чтобы получить острую поверхность для обработки заготовки. Выравнивание шлифовального круга делает поверхность шлифования заготовки параллельной другим опорным плоскостям или шлифовальным столам, поэтому шлифовальный круг ровный со всех сторон и создает точную поверхность.
Могут ли шлифовальные круги CBN шлифовать твердые сплавы?
Да, шлифовальные круги CBN могут затачивать сверла из чистого карбида. Влажный шлифовальный круг из CBN может резать карбидный материал с той же скоростью, что и алмазный круг. Однако при резке карбидных материалов круги из CBN изнашиваются быстрее.
Влажный шлифовальный круг из CBN может резать карбидный материал с той же скоростью, что и алмазный круг. Однако при резке карбидных материалов круги из CBN изнашиваются быстрее.
Для чего используются шлифовальные круги из эльбора?
Шлифовальные круги на основе CBN обладают высокой химической стойкостью и термостойкостью, что делает эти шлифовальные круги подходящими для шлифования черных металлов, таких как подшипниковая и закаленная сталь, сплавы на основе никеля и железосодержащие материалы. Эти шлифовальные круги используются для резки, заточки и удаления металла с твердых поверхностей.
Какова зернистость шлифовальных кругов Norton Abrasives?
Размер зерна на шлифовальных кругах варьируется от крупного, среднего до мелкого. Грубая – зернистость 16–24, средняя – 36–60, мелкая – 80–120. Сверхтонкий диапазон начинается от 150 и выше. Шлифовальные круги обычно имеют зернистость от 24 до 100. Для обслуживания шлифовальных кругов используются шлифовальные и хонинговальные камни с зернистостью 150 или выше.
