Сварить профиль: Как сварить профильную трубу, какими электродами
Содержание
Как сварить профильную трубу, какими электродами
Профильная труба востребована для создания легких и прочных конструкций из металла. Это могут быть разнообразные каркасы, обрешетки и целый ряд других несущих оснований. Особенность проката заключается в его сечении: оно не круглое, как у большинства труб, а прямоугольное или квадратное. В силу этих обстоятельств сварка профильной трубы имеет свои особенности. Их обязательно нужно учитывать, чтобы получить качественный шов.
СОДЕРЖАНИЕ
- Особенности работы с профильной трубой
- Сварка профильной трубы инвертором
- Какими электродами варить профильную трубу
- Сварка труб электродуговой сваркой
- Сварка труб газосваркой
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.
Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Читайте также: Какие бывают электроды для сварки
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок.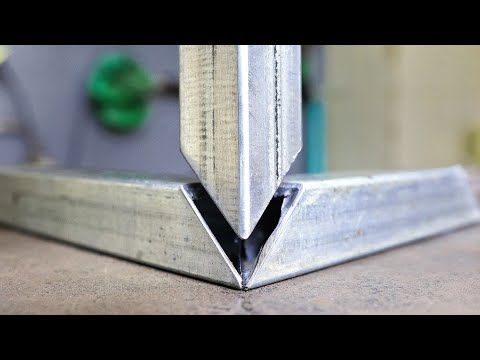 Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны.
 В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров. - «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.
Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений. Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Пламя образуется в результате горения смеси кислорода и ацетилена. На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
В процессе работы необходимо контролировать геометрию конструкции. Из-за высокой температуры горелки легко допустить ошибку и нагреть одну сторону сильнее, чем другую. Это может нарушить симметричность расположения заготовок. Поэтому нужно внимательно следить за этим и при необходимости исправлять ситуацию.
Это может нарушить симметричность расположения заготовок. Поэтому нужно внимательно следить за этим и при необходимости исправлять ситуацию.
Сварка профильной трубы инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 16, Средняя: 2
Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
- Какие алюминиевые детали можно варить в домашних условиях
- Трудности при сварке алюминия
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0. 8-10 мм. В самых простых случаях это могут быть:
8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.
При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
- Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.
 При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное.
При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное. - В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
СкрытьПодробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
СкрытьПодробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.
СкрытьПодробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
СкрытьПодробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. «Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
СкрытьПодробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
СкрытьПодробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
СкрытьПодробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить «постоянкой». Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
СкрытьПодробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не «гуляя».
Какая длина горелки МИГ лучше для сварки алюминия?
СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Сварочный полуавтомат ANDELI MIG-200PE (220 В)
39 700 руб
Купить
Быстрый просмотр
Аргонодуговой аппарат TSS TOP TIG/MMA-250P AC/DC (220 В)
Цена по запросу
Запросить цену
Быстрый просмотр
Сварочный инвертор NEON ВД-183
19 900 руб
Купить
Быстрый просмотр
Сварочный полуавтомат РЕСАНТА САИПА-135
17 290 руб
Купить
Быстрый просмотр
Прутки алюминиевые ALUMAT AL99,7 ⌀ 2,0 мм (упак. 5 кг)
5 кг)
1 155.30 руб / кг
Купить
Быстрый просмотр
Сварочный инвертор FUBAG IQ 200 (220 В)
7 510 руб
Купить
Быстрый просмотр
Аргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
Быстрый просмотр
Сварочный инвертор БАРСВЕЛД Profi ARC-207 D МОД. II Росс. (220 В)
II Росс. (220 В)
21 150 руб
Купить
Быстрый просмотр
Сварочный инвертор РЕСАНТА САИ-190
7 190 руб
Купить
Быстрый просмотр
Баллон аргоновый 5 -150У (новый, 5 л пустой)
3 450 руб
Купить
Быстрый просмотр
Рукав газовый имп. ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
42 руб / м
Купить
Быстрый просмотр
Редуктор аргоновый БАРО-5МГ, БАМЗ
3 269 руб
Купить
Быстрый просмотр
Прутки алюминиевые БАРСВЕЛД AlMg5 ⌀ 1,6 мм (1000 мм, аналог СВ-АМг5)
890 руб / кг
Купить
хит продаж
Быстрый просмотр
Сварочный полуавтомат БАРСВЕЛД Profi MIG-200 D (220 В)
29 690 руб
Купить
Быстрый просмотр
Проволока алюминиевая БАРСВЕЛД AlMg5 ⌀ 1,6 мм (кассета 6 кг)
900 руб / кг
Купить
Быстрый просмотр
Электроды алюминиевые ОЗАНА-1 ⌀ 3,0 мм
2 839 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 2 кг
- пачка 2 кг
ПРОИЗВОДИТЕЛЬ:
Риметалк
- Риметалк
- Спецэлектрод
- ЗЗСМ (Зеленоград)
| |||||||||||||||||||||


 А.Л. Gage Company
А.Л. Gage Company  Эти типы несплошностей сварного шва часто могут серьезно снизить общую производительность сварного компонента в процессе эксплуатации. Мы рассмотрим некоторые неоднородности, связанные с профилями сварного шва: подрез, перекрытие, недостаточная горловина и чрезмерная выпуклость.
Эти типы несплошностей сварного шва часто могут серьезно снизить общую производительность сварного компонента в процессе эксплуатации. Мы рассмотрим некоторые неоднородности, связанные с профилями сварного шва: подрез, перекрытие, недостаточная горловина и чрезмерная выпуклость. Однако, если подрез небольшой, опытному сварщику, который знает, насколько глубоко проникнет дуга, может не понадобиться удалять подрез. Подрез боковой стенки разделочного шва никоим образом не повлияет на завершенный сварной шов, если это условие будет исправлено до наплавки следующего валика. Вторым условием является уменьшение толщины основного металла на линии, где наплавленный валик на последнем слое металла шва сцепляется с поверхностью основного металла. Это положение известно как носок сварного шва. Это условие может возникнуть на угловом сварном шве или стыковом соединении. Величина подреза, разрешенная на поверхности завершенного сварного шва, обычно указывается в используемых правилах сварки или стандарте. Необходимо строго соблюдать максимально допустимые требования к подрезке для завершенных сварных швов, поскольку чрезмерная подрезка может серьезно повлиять на характеристики сварного шва, особенно в условиях усталостной нагрузки. Оба типа подрезов обычно вызваны техникой сварки, используемой во время сварки, неправильным положением электрода и/или неправильной скоростью перемещения.
Однако, если подрез небольшой, опытному сварщику, который знает, насколько глубоко проникнет дуга, может не понадобиться удалять подрез. Подрез боковой стенки разделочного шва никоим образом не повлияет на завершенный сварной шов, если это условие будет исправлено до наплавки следующего валика. Вторым условием является уменьшение толщины основного металла на линии, где наплавленный валик на последнем слое металла шва сцепляется с поверхностью основного металла. Это положение известно как носок сварного шва. Это условие может возникнуть на угловом сварном шве или стыковом соединении. Величина подреза, разрешенная на поверхности завершенного сварного шва, обычно указывается в используемых правилах сварки или стандарте. Необходимо строго соблюдать максимально допустимые требования к подрезке для завершенных сварных швов, поскольку чрезмерная подрезка может серьезно повлиять на характеристики сварного шва, особенно в условиях усталостной нагрузки. Оба типа подрезов обычно вызваны техникой сварки, используемой во время сварки, неправильным положением электрода и/или неправильной скоростью перемещения. Большие токи и большая длина дуги могут увеличить вероятность подреза.
Большие токи и большая длина дуги могут увеличить вероятность подреза. Это состояние обычно вызвано чрезмерным сварочным током или длиной дуги.
Это состояние обычно вызвано чрезмерным сварочным током или длиной дуги.
