Марки сварочной проволоки для полуавтомата: Марки и характеристики сварочной проволоки.
Содержание
Марки и характеристики сварочной проволоки.
О классификации сварочной проволоки и обозначении ее химического состава буквенно-цифровым шифром согласно ГОСТ 2246 мы уже писали. Аналогичные изделия зарубежного производства либо ориентированные в первую очередь для экспорта маркируются согласно стандартам AWS.
Мы же рассмотрим наиболее популярные марки этой продукции и их свойства, обуславливающие высокую популярность в качестве расходного материала общего либо специального назначения. Расходники общего назначения используются в быту, строительной сфере и различных сферах производства. Марки сварочной проволоки специального назначения широко применяются в энергетике, машиностроении, военной сфере и других отраслях, где к присадочным материалам предъявляются особые требования.
Наиболее распространенной является сварочная проволока для полуавтоматических инверторных сварочных аппаратов, позволяющая выполнять неразъемные соединения конструкций из низколегированных сталей. Речь идет о марке Св-08Г2С и ее аналогах производства импортных брендов. Она выпускается в колоссальных объемах почти на любой заводе, специализирующемся на подобной продукции.
Речь идет о марке Св-08Г2С и ее аналогах производства импортных брендов. Она выпускается в колоссальных объемах почти на любой заводе, специализирующемся на подобной продукции.
Помимо этой марки, высоко востребованы и другие марки расходного материала для автоматической и полуавтоматической сварки:
- Низкоуглеродистые: Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- Легированные: Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, Св-08ГСМТ и ряд других;
- Высоколегированные: Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и другие.
Марка и диаметр подбираемой присадки для сварки определяются толщиной и материалом конструкционных элементов, которые планируется соединять.
Рассмотрим детальнее популярные марки проволоки для сварки. Их применение обусловлено химическим составом присадочного материала, который и определяет также характеристики сварочной проволоки. Отсюда:
- СВ-08Г2С-О – поставляемая в катушках по 5 кг проволока для газовой и аргонодуговой сварки конструкций из низкоуглеродистых сталей.
 Отлично подходит для нужд ЖКХ (в частности, сварки водопроводных труб). Отличается малым количеством брызг и аккуратным швом, не нуждающимся в дальнейшей обработке;
Отлично подходит для нужд ЖКХ (в частности, сварки водопроводных труб). Отличается малым количеством брызг и аккуратным швом, не нуждающимся в дальнейшей обработке; - Св-08, Св-08А, Св-08АА — производные предыдущей марки, идеально подходящие для автоматической сварки углеродистых сталей с пределом текучести 235-285 Мпа. Также служат сырьем для электродов под работу с низкоуглеродистой и низколегированной сталью;
- Св-08ГА отлично подойдут для MIG/MAG сварки углеродистых сталей с пределом текучести 235-440 МПа. То есть, они используются в ЖКХ, строительстве и ремонте конструкций мостов, труб, котлов, емкостей высокого давления, опор и других стальных объектов;
- Св-10НМА обладает еще более высокими свойствами в тех же самых случаях, что и предыдущая марка проволоки. Она используется для соединения изделий из сталей с повышенным уровнем хладостойкости и прочности, а также особо ответственных металлоконструкций;
- Омедненная порошковая проволока ELITECH 0606.010000 также была высоко оценена покупателями.
 Материал широко применяется как в быту, так и в различных сферах производства;
Материал широко применяется как в быту, так и в различных сферах производства; - Нержавеющая проволока Deka ER308 Lsi позволяет соединять изделия из нержавейки, свариваемые постоянным током в аргоновой среде либо переменным при ручной сварке. Отличается пластичностью и высокой коррозионной стойкостью шва. Она представлена в каталоге компании «Элинс» в различных вариантах – катушках по 1 кг, 5 кг, 15 кг, позволяя подобрать оптимальный вариант для различных масштабов работ;
- Нержавеющая проволока Foxweld ER-308 LSi Св-04Х19Н9 (1 кг; 0.8 мм; D100) с высоким содержанием кремния отлично подходит для полуавтоматической сварки соединений, которые будут работать под повышенной нагрузкой;
- Алюминиевая сварочная проволока ER 5356 (ALMG5) от бренда «Кедр» пользуется популярностью в частных автосервисах, пищевой промышленности, химической отрасли и в ремонтах водного транспорта.
Маркировка и расшифровка сварочной проволоки для полуавтомата
Сварочная проволока относится к основным расходным материалам, которые используются при сварке, когда защитной среды выступают газы. Дело в том, что на ней нет покрытия, поэтому, для обеспечения высокого качества соединения следует обеспечить дополнительную защиту от негативного влияния внешних факторов, в частности, из атмосферы. Естественно, что для работы с каждым видом металла требуются свои виды сварочной проволоки. Здесь требуется учитывать не только основной металл, содержащийся в материале, но и дополнительные примеси, нюансы которых проявляются в маркировке.
Дело в том, что на ней нет покрытия, поэтому, для обеспечения высокого качества соединения следует обеспечить дополнительную защиту от негативного влияния внешних факторов, в частности, из атмосферы. Естественно, что для работы с каждым видом металла требуются свои виды сварочной проволоки. Здесь требуется учитывать не только основной металл, содержащийся в материале, но и дополнительные примеси, нюансы которых проявляются в маркировке.
Сварочная проволока
Маркировка сварочной проволоки создается для того, чтобы при выборе можно было понять, с чем именно придется столкнуться. Даже небольшие вкрапления дополнительного металла могут повлиять на свойства присадочного материала. В основном отображается химический состав, как самая важная характеристика. Также может отображаться диаметр, процентное содержание того или иного элемента и прочие вещи, в зависимости от конкретной ситуации. В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.
Все виды маркировки должны соответствовать ГОСТ 2246-70.
Маркировка сварочной проволоки
В технических характеристиках и руководствах по выбору режимов зачастую указывают определенную марку, так как их выпускают на протяжении многих лет в одних и тех же вариантах. Это проверенные временем соотношения, которые поддерживают все современные производители. Есть уже распространенные марки сварочной проволоки для полуавтомата, автоматической сварки, а также ручной. Все они одинаково успешно применяются как в производственной, так и в частной сфере. Каждый мастер, который задействован в этой сфере, должен разбираться с особенностями обозначения в различных марках, чтобы точно выбирать требуемый материал для работы. Это поможет отличить проволоку широкого спектра применения от узкоспециализированной и так далее. Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.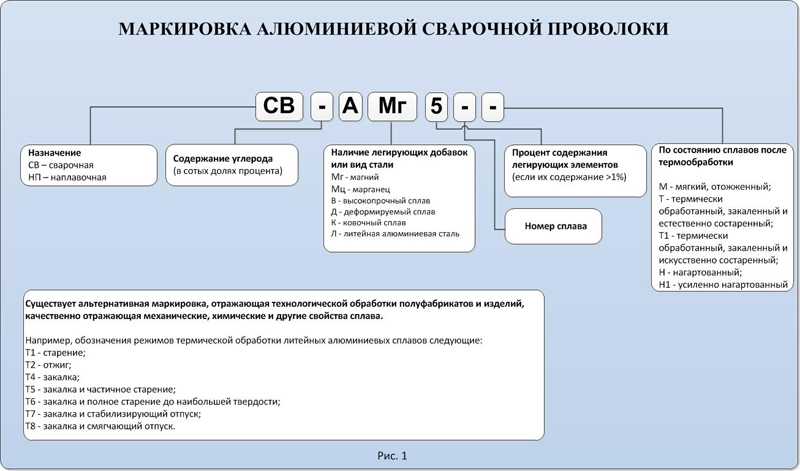
Обозначения в маркировке сварочной проволоки
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» – сварочная. Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям. Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» – омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Расшифровка сварочной проволоки
Для более понятного обозначения, стоит привести несколько примеров, как проводится расшифровка марки сварочной проволоки. К примеру, сварочная проволока 04Х19Н9. Это присадочный материал для сварки, который содержит 0,04% углерода и может содержать до 0,04% примесей серы и фосфора в своем составе. Помимо этого в нем содержится 19% хрома и 9% никеля. Здесь нет омедненной поверхности и материал используется только для сварки в газовой среде.
Помимо этого в нем содержится 19% хрома и 9% никеля. Здесь нет омедненной поверхности и материал используется только для сварки в газовой среде.
Маркировка сварочной проволоки 04Х19Н9
Также стоит рассмотреть более подробно, как происходит расшифровка сварочной проволоки СВ 06Х19Н10М3Г:
- СВ – используется для сварки;
- 06 – содержание углерода в ней составляет 0,06%;
- Х19 – содержание хрома 19%;
- Н10 – содержание никеля 10%;
- М3 – содержание молибдена 3%;
- Г – содержание марганца 1%, так как не стоит ни какой цифры.
Расшифровка порошковой проволоки может иметь некоторые отличия, за счет особенностей ее конструкции. Здесь также лучше рассмотреть на примере ПП-АН3 3,0 ПС44А2Н ГОСТ 26271-84
- ПП – проволока порошковая;
- АН3 – марка проволоки;
- 3,0 – диаметр;
- ПС – проволока самозащитная;
- 44 – 440 Мпа предел текучести готового шва, полученного при помощи данного материала;
- А – доля элементов в составе достигает фосфор – 0,03%, сера – 0,03%, углерод 0,15%;
- 2 – 35 Дж/см в квадрате ударная вязкость готового шва;
- Н – нижнее пространственное положение во время сварки;
- ГОСТ 26271-84 – стандарт производства изделия.

Выбор проволоки для сварки MIG, настройки и классификация
Руководство по выбору проволоки для сварки MIG
Это подробная страница о выборе проволоки для сварки MIG. Он охватывает большинство электродов, которые обычно используются в полевых условиях для:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Электрод для сварки MIG
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив информация о зачислении.
Наиболее широко используемые размеры электродов для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры, используемые большинством сварщиков:
- .023
- .030
- .035
- .045
Для большинства производственных цехов наиболее распространенным является размер . 035 с. Если вы сварщик в домашних условиях, используйте электроды небольшого диаметра, когда это возможно. Чем меньше электрод, тем меньше энергии вам нужно от вашей машины для работы. Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
035 с. Если вы сварщик в домашних условиях, используйте электроды небольшого диаметра, когда это возможно. Чем меньше электрод, тем меньше энергии вам нужно от вашей машины для работы. Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
MIG Welding Electrode Wire Selection Guide Chart
MIG Welding Electrode Selection ChartLincoln MIG Welding Electrode and Gas Selection Chart Settings
Welding Carbon Steels and Mild Steels
- AWS Electrode Classification: ER70s-6
- Shielding Gas : C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2
Сварочная нержавеющая сталь
Марки нержавеющей стали: 301, 302, 304, 305 и 308.
- Классификация электродов AWS: ER308L и ER308LSI
- ЭКС -газ: C2 или 2% углекислый газ и 98% Argon
Оценка из нержавеющей стали: 309 Stainless and
171. Легированная сталь
Легированная сталь
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2 % двуокиси углерода и 98 % аргона
Марки нержавеющей стали: 304,305, 308, 310, 312, 314, 316, 317, 321, 347 и 348.
- Классификация электродов AWS: ER316L и ER316LSI
- Shiething Gas: C2 OR 2% Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio Dio.
Сварка алюминия
Алюминиевые оценки: 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063 Классификация электродов AWS: ER4043
Алюминиевые оценки: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- Electrde Electrde. Газ: 100 % аргон
Выбор электрода из углеродистой стали
Сварка MIG углеродистой или малоуглеродистой стали обычно выполняется электродом ER70s-6″ с использованием либо 100 % углекислого газа, либо газа C25, содержащего 25 % углекислого газа. и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальный предел прочности при растяжении. Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».0S-6″. Изменение прочности стали будет отличаться.
и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальный предел прочности при растяжении. Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».0S-6″. Изменение прочности стали будет отличаться.
Сварка низкоуглеродистой стали, выполненная электродом ER70S-6 и газом C25.
Углеродистая сталь ER70S-6 Электрод Обозначение этикетка
ER70S-6 представляет следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или при сварке TIG фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде и тоже бывает разных видов.
Метка проволочного электрода MIG Значение для этикетки ER70S-6
Выбор и выбор электрода для сварки MIG нержавеющей стали оценки.
 Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
- ER308L
- ER309L
- ER316L
ER308L and ER308LSi MIG Welding Electrode Designation and Uses
| These stainless electrodes are mostly used for lower grade stainless steels 301, 302, 304, 305, and 308. Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее: |
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 308 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Сварка MIG из нержавеющей стали с использованием электрода 308L в газе C2.
Электроды для сварки MIG ER309L и ER309Si Назначение и применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку она используется для сварки нержавеющей стали с низкоуглеродистой или нержавеющей стали с углеродистыми или низколегированными сталями. Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо. Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость внешнего вида сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
- ER — Электрод или присадочный стержень, который используется при сварке MIG с подачей проволоки или TIG.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Электроды для сварки MIG ER3016L и ER316LSi Назначение и применение
Эти электроды из нержавеющей стали в основном используются для сварки высококачественных нержавеющих сталей, главным образом, в пищевой промышленности и в судостроении. Основными металлами сварных швов ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:
Основными металлами сварных швов ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 316 – Марка электрода из нержавеющей стали. Это пищевой и настоящий морской сорт. Но нигде не лучший сорт нержавейки.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.

Выбор алюминиевых электродов для сварки MIG и проволоки
Выбор алюминиевых электродов для сварки MIG довольно прост. Существует два типичных варианта:
- ER4043
- ER5350
Теперь есть и другие варианты, но редко когда требуются какие-либо другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толще 1/2 дюйма, вы можете попробовать аргон-гелиевую смесь. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Электрод для сварки MIG Назначение и применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Может также использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях смесь гелия и аргона можно использовать на неблагородных металлах толще ½ дюйма. Электроды классифицируются и обозначаются следующим образом:
Электроды классифицируются и обозначаются следующим образом:
- ER – Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 4 – Серия алюминий. Этот электрод изготовлен из алюминия серии 4000.
- 043 – Этот номер указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
ER5350 Сварочный электрод MIG Назначение и применение
ER4043 — наиболее часто используемая присадочная проволока MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется 100% аргон, а в редких случаях смесь гелия и аргона может использоваться для сварки основных металлов толщиной более ½ дюйма. Обозначение электродов следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.

- 5 – Серия алюминий. Этот электрод изготовлен из алюминия серии 5000.
- 356 – Этот номер указывает количество магния, добавленного в электрод. В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Руководство для начинающих по сварке MIG – PrimeWeld
Сварка MIG, разработанная после Второй мировой войны, является всегда популярным сварочным процессом. Процесс был разработан на основе сварки металлов в среде защитных газов. Это лучший процесс сварки стали, особенно нержавеющей и низкоуглеродистой стали.
Вы должны понимать, что эта тема не совсем для опытных профессионалов, которые ежедневно работают со сварочным аппаратом MIG. Но если у вас есть опыт и вы хотите добавить сварочную проволоку в свою дугу для домашних проектов, сварка в среде инертного газа, более известная под аббревиатурами MIG или GMAW, наверняка вас заинтересует. В этом подробном руководстве мы расскажем вам все об этой технике сварки и обо всем, что вам нужно для начала работы.
В этом подробном руководстве мы расскажем вам все об этой технике сварки и обо всем, что вам нужно для начала работы.
Перейти к разделу:
- Что такое сварка MIG?
- Наука, стоящая за сваркой MIG
- Какие расходные материалы необходимы для сварки MIG?
- Начало работы со сварочным аппаратом MIG
- Сварка MIG
- Сварка MIG за и против
- Часто задаваемые вопросы по сварке MIG
- Следующие шаги: что делать после обучения сварке MIG
Что такое сварка MIG?
Процесс сварки MIG представляет собой процесс непрерывной дуговой сварки, при котором сварочная ванна защищена инертным защитным газом, который течет из горелки на свариваемую деталь.
Тот факт, что это непрерывный процесс сварки проволокой, делает эту технику идеальной для высокопроизводительных проектов. В то же время наличие газа позволяет работать без шлака.
Что означает MIG?
MIG — это аббревиатура от инертного газа металла. Он также известен как сварка проволокой или дуговая сварка металлическим газом (GMAW). Это один из самых популярных сварочных процессов после дуговой (стержневой) сварки защитным металлом. Сварка MIG является частью четырех типов сварочных процессов. Остальные три — это сварка вольфрамовым электродом в среде инертного газа (TIG), сварка электродом или дуговая сварка в среде защитного металла (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
Он также известен как сварка проволокой или дуговая сварка металлическим газом (GMAW). Это один из самых популярных сварочных процессов после дуговой (стержневой) сварки защитным металлом. Сварка MIG является частью четырех типов сварочных процессов. Остальные три — это сварка вольфрамовым электродом в среде инертного газа (TIG), сварка электродом или дуговая сварка в среде защитного металла (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
MIG обычно сравнивают с TIG, что означает вольфрамовый инертный газ. Вот чем отличаются эти две процедуры.
Наука, стоящая за сваркой MIG
Сварка металлов в среде инертного газа использует электричество для плавления и последующего соединения кусков металла для получения прочного, долговечного и относительно эстетичного сварного шва. Наука, стоящая за этим, включает использование защитного газа для предотвращения загрязнения или окисления сварочной ванны при одновременном снижении горючести материалов.
Как это работает?
Сварка MIG использует электрический ток для создания дуги между электродной проволокой и свариваемым металлическим изделием. Дуга плавит проволоку, которая затем осаждается для создания фактического сварного шва.
При удалении источника тепла (горелки) сварочная ванна охлаждается, затвердевает и образует новый кусок расплавленного металла (сварной шов). Все это происходит у сопла горелки MIG, ручного устройства, похожего на пистолет для раздачи топлива. Горелка одновременно подает в сварной шов электродную проволоку и инертный защитный газ.
Какие расходные материалы необходимы для сварки MIG?
Ниже приведен список расходных материалов, которые вам понадобятся, когда вы будете готовы начать сварку MIG.
Сварочный аппарат MIG
Сварочный аппарат MIG является наиболее важным оборудованием для сварки. Вы можете получить бюджетный сварочный аппарат менее чем за 500 долларов. Сварочный аппарат MIG — универсальный аппарат. Он также часто подходит для сварки MAG. Ваш уровень квалификации, процесс сварки, сварочный проект или приложение, а также бюджет должны учитываться при выборе сварочного аппарата MIG в соответствии со школой сварки Талсы. Рекомендуется регулируемая сила тока от 30 до 200 А.
Он также часто подходит для сварки MAG. Ваш уровень квалификации, процесс сварки, сварочный проект или приложение, а также бюджет должны учитываться при выборе сварочного аппарата MIG в соответствии со школой сварки Талсы. Рекомендуется регулируемая сила тока от 30 до 200 А.
Газовый баллон и защитный газ
Вам нужен газовый баллон для инертного газа. Они обычно доступны в различных размерах от 40 до 80 до 125 кубических футов баков. Помните, что газовые баллоны имеют особые меры предосторожности. Баллон должен иметь дату гидроиспытаний не менее 10 лет. Он также должен соответствовать стандартам регулирующих организаций, таких как DOT, CE и ISO. Для общего использования вы можете выбрать аргон в качестве инертного газа, когда собираетесь сваривать материалы из углеродистой стали с высококачественными материалами, нержавеющей сталью и цветными материалами, такими как алюминиевые и медные сплавы.
Правильная проволока
Сварочные аппараты MIG используют непрерывную проволоку. С этими проводами вы можете иметь более высокую плотность тока, чем те, которые могут быть допущены электродами с покрытием, используемыми в других процессах. В электродах с покрытием чрезмерная плотность тока вызывает растрескивание покрытия из-за разных коэффициентов расширения между металлическим сердечником и самим покрытием. Однако при использовании непрерывных проводов можно получить большее проникновение.
С этими проводами вы можете иметь более высокую плотность тока, чем те, которые могут быть допущены электродами с покрытием, используемыми в других процессах. В электродах с покрытием чрезмерная плотность тока вызывает растрескивание покрытия из-за разных коэффициентов расширения между металлическим сердечником и самим покрытием. Однако при использовании непрерывных проводов можно получить большее проникновение.
Большинство проволок для сварки МИГ имеют диаметр от 0,8 до 1,2 мм, хотя есть толстые проволоки диаметром 1,6 мм и 2 мм. Также нередки особо тонкие провода диаметром 0,6 мм.
Проволока диаметром 0,6 мм особенно подходит для небольших сварочных аппаратов и тонких листов. Чем толще материалы, тем толще провода.
Обычно ограничивающим фактором при выборе проволоки является сварочный аппарат. Выбирайте проволоку, которую можно обрабатывать на вашем оборудовании.
Шлем с автоматическим затемнением
Искры от сварки и свободно распространяющийся ультрафиолетовый свет могут повредить сетчатку и конъюнктиву, что может привести к временной слепоте. Если воздействие продолжается, глаза могут навсегда ослепнуть. Именно поэтому сварщики надевают каску, и не любую каску; специальный автозатемняющийся шлем.
Если воздействие продолжается, глаза могут навсегда ослепнуть. Именно поэтому сварщики надевают каску, и не любую каску; специальный автозатемняющийся шлем.
Этот сварочный шлем представляет собой оптоэлектронный капюшон, разработанный для защиты глаз и лица от искр и брызг при сварке.
Металлическая щетка
Металлическая щетка необходима для очистки свариваемой поверхности перед сваркой. Это может быть использовано для удаления шлаков, ржавчины и грязи. Убедитесь, что щетка имеет щетину из нержавеющей стали.
С-образные зажимы
Для получения точных сварных швов свариваемый материал должен быть устойчивым, чтобы вы могли сосредоточиться на самой сварке. Для удержания металлической заготовки можно использовать С-образный или G-образный зажим.
Угловая шлифовальная машина
Угловая шлифовальная машина необходима для предсварочных и послесварочных операций. Перед началом работы шлифовальный станок используется для удаления ржавчины, краски или грязи с обрабатываемой детали. Он также используется для удаления сварочных брызг, когда вы закончите сварку.
Он также используется для удаления сварочных брызг, когда вы закончите сварку.
Оборудование для обеспечения безопасности
Безопасность должна быть вашим приоритетом при сварке в среде защитного газа. Это нужно не только для подготовки к опасностям пожара, ваши соображения безопасности должны включать использование средств индивидуальной защиты (СИЗ):
Начало работы со сварочным аппаратом MIG
В этом разделе вы узнаете обо всем, что вам нужно для начала настройки сварочного аппарата, от подготовки инструментов и рабочего места до регулировки винтов и многого другого.
Подготовьте инструменты и рабочее место
Обратите внимание, что этот процесс сварки не подходит для наружных работ из-за использования газа. Итак, первое, что нужно установить, это ваша мастерская.
Не забудьте установить в мастерской огнетушитель и держать поблизости ведро с водой для охлаждения сварных швов в случае необходимости. Наденьте средства индивидуальной защиты и принесите все свои материалы на рабочее место.
Наденьте средства индивидуальной защиты и принесите все свои материалы на рабочее место.
Проверьте регулировочный винт и отрегулируйте расход газа
Во-первых, этот регулировочный винт можно найти на бензобаке под ручками. Винт должен быть достаточно ослаблен, чтобы его можно было повернуть одной рукой.
Убедитесь, что винт достигает давления от 10 до 15 CFH. Вы найдете маховик на баке. Используется для открытия и закрытия бака. Поверните ручку, и вы сможете увеличить поток газа.
Внесите свои коррективы
Чтобы начать сварку, вам необходимо отрегулировать машину и установить размер проволоки. Как только вы определились с размером проволоки, пришло время установить ее на сварочный аппарат. Выберите размер проволоки для сварки MIG в зависимости от толщины обрабатываемого материала.
Таблицы обычно предоставляются, чтобы помочь вам выбрать правильную настройку для каждого материала. Далее необходимо настроить сварочный аппарат на работу с толщиной металла. Если у вас есть С-образный зажим, используйте его, чтобы удерживать заготовку перед началом сварки.
Если у вас есть С-образный зажим, используйте его, чтобы удерживать заготовку перед началом сварки.
Настройка сварочного аппарата
Для достижения оптимальных результатов сварочный аппарат необходимо правильно настроить. С неправильными материалами у вас не будет радости. Сварочный аппарат MIG должен быть установлен в диапазоне от 30 до 130 А: от 40 до 145 А для материалов диаметром 0,023 дюйма, от 50 до 180 А для материалов диаметром 0,035 дюйма и от 75 до 250 А для материалов размером 0,45 дюйма.
Сварочная проволока должна подаваться в сварочный аппарат таким образом, чтобы подача проволоки к сварочному пистолету могла непрерывно наматываться. Поскольку электрод постоянно плавится, вы избавляете себя от необходимости часто менять его.
Выполните следующие действия:
- Откройте сварочный аппарат.
- Прикрепите катушку проволоки к предусмотренному для нее подвесу. Проволока MIG должна находиться на нижней стороне катушки в направлении ролика.
 Только так можно обеспечить равномерную подачу проволоки.
Только так можно обеспечить равномерную подачу проволоки. - Теперь заправьте проволоку в блок подачи проволоки. При вводе проволоки через вход подающих роликов следите за тем, чтобы проволока не была согнута или перекручена.
- При необходимости следует нажать кнопку, чтобы отрегулировать натяжение троса.
- Теперь прикрепите шпульку с колпачком.
- Снимите сопло MIG и контактный наконечник плоскогубцами.
- Теперь нажмите на спусковой крючок, чтобы продеть провод через пистолет.
- Замените сопло и контактный наконечник.
Типы газа, необходимые для сварки MIG
Для сварки MIG можно использовать различные газы. Наиболее популярными являются чистый аргон, чистый гелий или смесь аргона и гелия.
- Чистый аргон: Чистый аргон следует использовать для сварки стали, когда требуется высокое качество сварных швов. Он подходит для сварки MIG алюминия и других цветных металлов для тонких сечений, не превышающих 10 мм, из-за низкой тепловложения дуги по сравнению с MIG с использованием гелия в качестве защитного газа.
- Чистый гелий: Использование гелия является обязательным, когда требуются высокие тепловложения, например, в случае сварки толстых профилей цветных материалов, таких как алюминиевые и медные сплавы.
- Смесь аргона и гелия : Эта смесь используется, когда требуются дуги с высокой тепловложением и меньшей стоимостью по сравнению с чистым гелием, поскольку гелий дороже аргона.
75% аргон 25% полный баллон CO2 125CF для сварки MIG
Получите промышленную смесь аргона и CO2 для сварки PrimeWeld с доставкой прямо к вашей двери.
349,00 $
Купить газовые баллоны для полной сварки MIG
Использование газового баллона
При обращении с газовым баллоном необходимо соблюдать осторожность. Необходимо соблюдать все указания по технике безопасности, в противном случае могут возникнуть непредвиденные опасности. Если наполненный газовый баллон опрокидывается и сбивает газовый регулятор, он бесконтрольно летит по комнате. Соблюдайте необходимые меры предосторожности при транспортировке газа, и все будет в порядке.
Соблюдайте необходимые меры предосторожности при транспортировке газа, и все будет в порядке.
Регулировка винта и маховика
Когда вы настроили защитный газ и баллон и подсоединили баллон к машине с помощью шланга, поверните регулировочный винт баллона влево. Вы найдете маховик для открытия и закрытия бака в верхней части цилиндра. Маховик используется для управления потоком газа. Поверните ручку, и вы сможете увеличить поток.
Применение сварки MIG
Сварка MIG не требует столь крутой кривой обучения, как при сварке TIG или традиционной кислородно-ацетиленовой сварке. Эта техника используется как новичками, так и профессионалами. Некоторые из его применений описаны ниже.
Используется для большинства типов сварки листового металла
Сварка MIG особенно подходит для большинства типов листового металла и низколегированных сплавов. Этот процесс представляет собой чистую технику сварки, которая позволяет вам развиваться в своем собственном темпе. Он очень хорошо справляется с различными металлами и сплавами: мягкой сталью (углеродистой), магнием (включая нержавеющую сталь) и алюминием.
Он очень хорошо справляется с различными металлами и сплавами: мягкой сталью (углеродистой), магнием (включая нержавеющую сталь) и алюминием.
Изготовление сосудов под давлением и стальных конструкций
Сварка MIG/MAG используется практически во всей сварочной промышленности. Крупнейшими потребителями являются тяжелая и металлообрабатывающая промышленность. К ним относятся судостроительная промышленность, производители металлоконструкций, трубопроводов и сосудов под давлением.
Автомобильная промышленность и производство товаров для дома
Хотя сварка MIG является методом, популярным среди новичков и случайных энтузиастов-любителей, она также остается популярной среди специалистов по металлообработке в сфере ремонта дома и автомобилестроения. Это потому, что он обеспечивает большую производительность.
Плюсы и минусы сварки МИГ
Основное преимущество сварки МИГ заключается в том, что при сварке не образуется шлак. Сварка MIG может многое предложить, особенно сварщикам-любителям. Однако ни один метод сварки не может претендовать на то, чтобы быть идеальным для всех применений, и MIG не является исключением. Ниже представлен обзор наиболее распространенных плюсов и минусов сварки металлом в среде инертного газа.
Сварка MIG может многое предложить, особенно сварщикам-любителям. Однако ни один метод сварки не может претендовать на то, чтобы быть идеальным для всех применений, и MIG не является исключением. Ниже представлен обзор наиболее распространенных плюсов и минусов сварки металлом в среде инертного газа.
Плюсы
Технологии сварки позволяют получать высококачественные сварные швы
Мелкие сварочные брызги
Хорошая скорость сварки
Может использоваться для соединения разнородных металлов
Способ сварки может быть полным или полуавтоматическим
Минусы
Газ делает его непригодным для сварки на открытом воздухе
Не подходит для толстых металлов
Требуется подготовка металла
Часто задаваемые вопросы по сварке MIG
Почему сварка MIG популярна?
Сварка MIG началась в 1940-х годах, но стала настолько популярной из-за доступности инертных газов, таких как гелий и аргон. Другие причины, по которым сварка MIG стала широко распространенной, заключаются в том, что она не создает большого количества сварочных брызг, имеет высокую скорость сварки и позволяет соединять разнородные металлы.
Другие причины, по которым сварка MIG стала широко распространенной, заключаются в том, что она не создает большого количества сварочных брызг, имеет высокую скорость сварки и позволяет соединять разнородные металлы.
В чем разница между сваркой MIG и TIG?
Разница между обоими способами сварки заключается в используемой дуге.
- В сварке MIG используется проволока непрерывной подачи, которая плавится, образуя сварной шов. При сварке TIG используются длинные стержни для непосредственного сплавления металлов.
- Сварка MIG использует подачу присадочной проволоки (в качестве расходуемого электрода) для создания дуги с рабочим материалом, но в случае TIG для создания дуги используется неплавящийся электрод из вольфрама — с подачей рабочего материала и расходуемой присадочной проволоки. к дуге во время сварки, так что этот процесс медленнее, чем MIG.
Какой тип газа используется для сварки MIG?
Наиболее часто используемыми газами для сварки MIG являются газы аргон и гелий. В то время как аргон тяжелее воздуха и застаивается в сварочной ванне, гарантируя большую защиту, гелий легче воздуха. Следовательно, он обеспечивает меньшую защиту. Однако теплопроводность примерно в 10 раз больше, чем у аргона, что обеспечивает большее проникновение. По этой причине использование гелия ограничивается соединениями большой толщины или материалами с высокой теплопроводностью.
В то время как аргон тяжелее воздуха и застаивается в сварочной ванне, гарантируя большую защиту, гелий легче воздуха. Следовательно, он обеспечивает меньшую защиту. Однако теплопроводность примерно в 10 раз больше, чем у аргона, что обеспечивает большее проникновение. По этой причине использование гелия ограничивается соединениями большой толщины или материалами с высокой теплопроводностью.
Почему при сварке MIG используется инертный газ?
Инертные газы, используемые при сварке MIG, помогают удерживать кислород, содержащийся в воздухе, вдали от сварного шва, чтобы сварной шов не окислялся. Сварной шов не должен окисляться. Окисленный металл будет слабым и может стать пористым. Вы, наверное, лучше знаете окисленный металл под термином «ржавчина». Если сварной шов не окисляется, он имеет длительную стабильность и связующую силу. Вот почему вам нужен защитный газ. Если вы не используете защитный газ, шов будет реагировать с кислородом и азотом в воздухе.
Могу ли я самостоятельно научиться сварке MIG?
Можно научиться сварке МИГ самостоятельно, но на это может уйти время. Кроме того, сварка MIG может быть опасной в руках новичка без базовых знаний, поскольку вы будете иметь дело с легковоспламеняющимися инертными газами, сварочными брызгами и вредным ультрафиолетовым излучением. Но с этим руководством вы узнаете, что нужно и чего нельзя делать при сварке MIG, чтобы обеспечить безопасность и эффективность.
Кроме того, сварка MIG может быть опасной в руках новичка без базовых знаний, поскольку вы будете иметь дело с легковоспламеняющимися инертными газами, сварочными брызгами и вредным ультрафиолетовым излучением. Но с этим руководством вы узнаете, что нужно и чего нельзя делать при сварке MIG, чтобы обеспечить безопасность и эффективность.
Следующие шаги: что делать после обучения сварке MIG
Следующие шаги зависят от того, что вы хотите сделать. Вот несколько предложений.
- Курсы YouTube : На YouTube есть все, от курсов сварки для начинающих до курсов для экспертов в области металлоконструкций. Вот наши рекомендации для 5 лучших сварочных каналов на YouTube.
- Trade Career Certification : Существуют онлайн-курсы, на которых вы можете изучить основы и продолжать развиваться. Некоторые из них включают сертификацию сертифицированного сварщика (CW), сертификацию сертифицированного инспектора по сварке (CWI) и сертификацию сертифицированного преподавателя сварки (CWE).

