Марки сварочной проволоки: Марки и характеристики сварочной проволоки.
Содержание
Практическая работа «Марки сварочной проволоки»
МДК 01.01 Технология сварочных работ – 22.02.06 — 3 курс
МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе — 15.01.05 — 3 курс
ПРАКТИЧЕСКАЯ РАБОТА №
«Работа со стандартом ГОСТ 2246-70 Проволока стальная сварочная»
Цель работы
— изучить стандарты на сварочные материалы, требования стандартов к сварочным материалам
— изучить условные обозначения сварочной проволоки
Краткий теоретический материал
Электродная проволока — сварочная проволока, используемая в качестве плавящегося электрода.
Присадочная проволока — сварочная проволока, используемая как присадочный металл и не являющаяся электродом.
Сварочную проволоку получают горячей прокаткой и волочением. Сварочную проволоку изготовляют сплошной или порошковой. Для электрошлаковой сварки наряду с проволочными электродами применяют пластинчатые электроды, изготовленные из ленты или листов.
Для электрошлаковой сварки наряду с проволочными электродами применяют пластинчатые электроды, изготовленные из ленты или листов.
Наиболее широкое применение в качестве электродного, присадочного и наплавочного материала находит сварочная сплошная проволока — стальная или из цветных металлов и сплавов. Разработаны следующие государственные стандарты:
1. ГОСТ 2246-70 Проволока стальная сварочная.
2. ГОСТ 10543-98 Проволока стальная наплавочная.
3. ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов.
4. ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные.
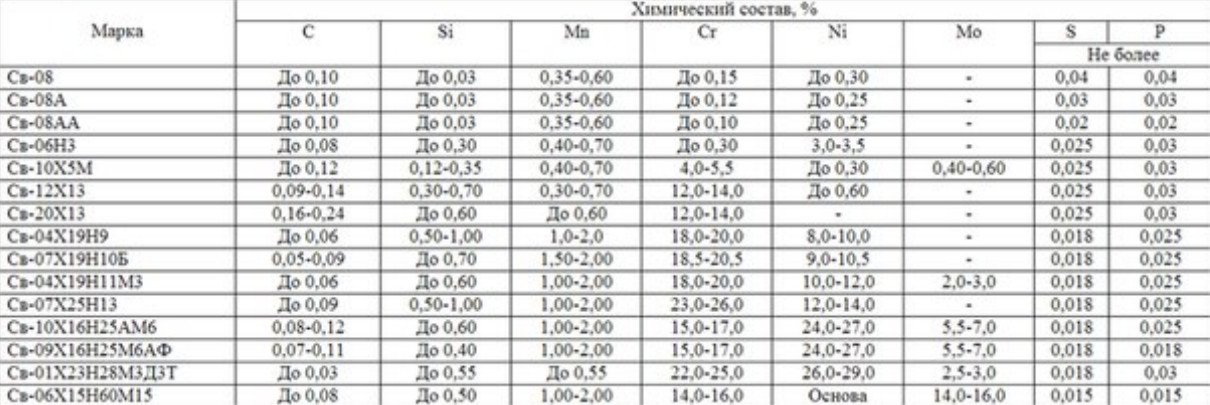
ГОСТ 2246-70 регламентирует химический состав 77 марок сварочной проволоки, используемых в качестве электродной, присадочной, наплавочной и для изготовления покрытых электродов для ручной дуговой сварки. Стандарт регламентирует химический состав и размеры сварочной проволоки, так как механические свойства металла шва зависят от многих других факторов (доли участия основного металла, марки флюса, режима сварки и т.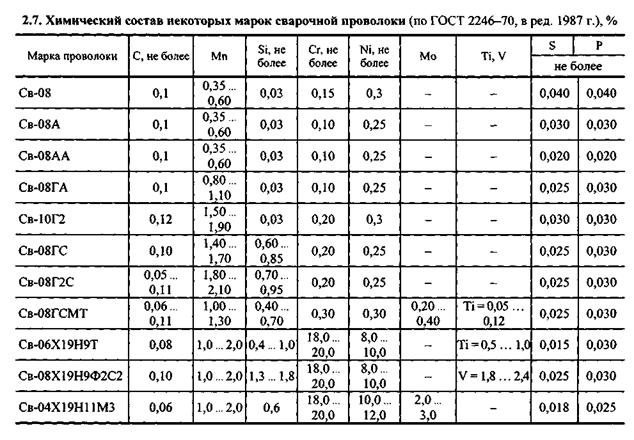 д.). Стандартом предусмотрены диаметры проволок (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0. Стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной сталей.
д.). Стандартом предусмотрены диаметры проволок (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0. Стандарт распространяется на холоднотянутую сварочную проволоку из низкоуглеродистой, легированной и высоколегированной сталей.
По требованию потребителя проволока может изготовляться из стали, выплавленной электрошлаковым (Ш) или вакуум но дуговым (ВД) переплавом, или в вакуумноиндукционных печах (ВИ). При этом оговариваются дополнительные требования к металлу проволоки по содержанию вредных примесей и газов. По виду поверхности проволока выполняется омедненная (О) или неомедненная(без дополнительного обозначения).
Пример условного обозначения проволоки для сварки (наплавки) диаметром 1,2 мм, марки Св-08Г2С с омедненной поверхностью:
Проволока 1,2 Св-08Г2С-О ГОСТ 2246-70.
Пример условного обозначения проволоки, предназначенной для изготовления электродов из стали, выплавленной в вакуумноиндукционной печи, с омедненной поверхностью:
Проволока 2,5 Св-08ХГСМФА — ВИ — Э — О ГОСТ 2246-70.
Средний процент содержания углерода указан цифрой без буквенного обозначения в сотых долях процента сразу за символом «Св». При содержании элементов менее 1 % цифра не ставится. Более точное содержание элементов дано в стандарте. Повышенные требования к чистоте проволоки по вредным примесям (снижение содержания серы и фосфора на 0,01 % каждой ) отмечается в марке проволоки (только углеродистой и легированной) буквой А и АА, например Св-08А. Для высоколегированных проволок не допускается содержание серы и фосфора свыше 0,035 %. Проволока выпускается в кассетах, катушках и бухтах в герметической упаковке.
ЗАДАНИЯ ДЛЯ КОНТРОЛЯ ЗНАНИЙ
Задание № 1
Расшифруйте марки сварочной проволоки по химическому составу
Марка проволоки | ||
1 | Св-15ГСТЮЦА | |
2 | Св-10НМА | |
3 | Св-08ГСМТ | |
4 | Св-08Г2С | |
5 | Св-10ХГ2СМА | |
6 | Св-10Х11НВМФ | |
7 | Св-13Х25Т | |
8 | Св-05Х19Н9Ф3С2 | |
9 | Св-10ГА | |
10 | Св-01Х23Н28М3Д3Т | |
11 | Св-09Х16Н25М6АФ | |
12 | Св-08АА | |
13 | Св-06Х20Н11М3ТБ | |
14 | Св-08ХН2ГМТА | |
15 | Св-10Х5М | |
16 | Св-10Х16Н25АМ6 | |
17 | Св-10ГН | |
18 | Св-08ХН2Г2СМЮ | |
19 | Св-08Х18Н10Т | |
20 | Св-10ХСНТ | |
21 | Св-10НЮ |
Вариант | Номер задания |
1 | 1, 9, 21 |
2 | 2, 11, 20 |
3 | 3, 12, 19 |
4 | 4,13, 18 |
5 | 5, 14,17 |
6 | 6,15, 21 |
7 | 7,16,1 |
8 | 8,18,2 |
9 | 9,19,3 |
10 | 10,20,4 |
11 | 11,21,5 |
12 | 12,5,18 |
13 | 13,6,20 |
14 | 14, 7, 1, |
15 | 15, 8, 2, |
16 | 16, 9, 3 |
17 | 17, 10, 4 |
ПРОТОКОЛ
выполнения практической работы
ВАРИАНТ _______ Фамилия И. О. ____________________________________
О. ____________________________________
Задание № 1 Расшифруйте марки сварочной проволоки по химическому составу
Номер | Марка сварочной проволоки | Расшифровка химического состава |
Задание №2 Распределите марки проволоки из таблицы 1 по степени легирования и заполните таблицу 2
Таблица 2
низкоуглеродистые | легированные | высоколегированные |
Задание № 3
Расшифруйте условные обозначения сварочной проволоки
1,6 Св-08Г2С – О ГОСТ 2246-70
2,5 Св-08ХГСМФА – ВИ – Э – О ГОСТ 2246-70
3 Св-08А ГОСТ 2246-70
4 Св-04Х19Н9 – Э ГОСТ 2246-70
2 Св-30Х25Н16Г7 – Ш ГОСТ 2246-70
5
Характеристика, классификация и назначение сварочной проволоки .
 Сварочные работы. Практическое пособие
Сварочные работы. Практическое пособие
Для дуговой и газовой сварки, металлических конструкций, для наплавки и изготовления электродов применяется сварочная проволока сплошного сечения, выпускаемая по ГОСТ 2246–70. В соответствии с этими нормами промышленность выпускает проволоку трех групп: низкоуглеродистую, легированную и высоколегированную. Стандартный ассортимент насчитывает 77 марок сварочной проволоки диаметром от 0,3 до 12 мм. Проволоку диаметром от 2 до 6 мм применяют для автоматической и полуавтоматической сварки под флюсом. Проволоку диаметром от 1,6 до 12 мм используют для изготовления стержней электродов. Проволока диаметром от 0,3 до 1,6 мм предназначается в основном для автоматической и полуавтоматической сварки в защитном газе.
Обозначение марок проволоки состоит из сочетания букв и цифр.
Индекс Св означает, что проволока сварочная. Следующие за индексом две цифры указывают среднее содержание в проволоке углерода в сотых долях процента.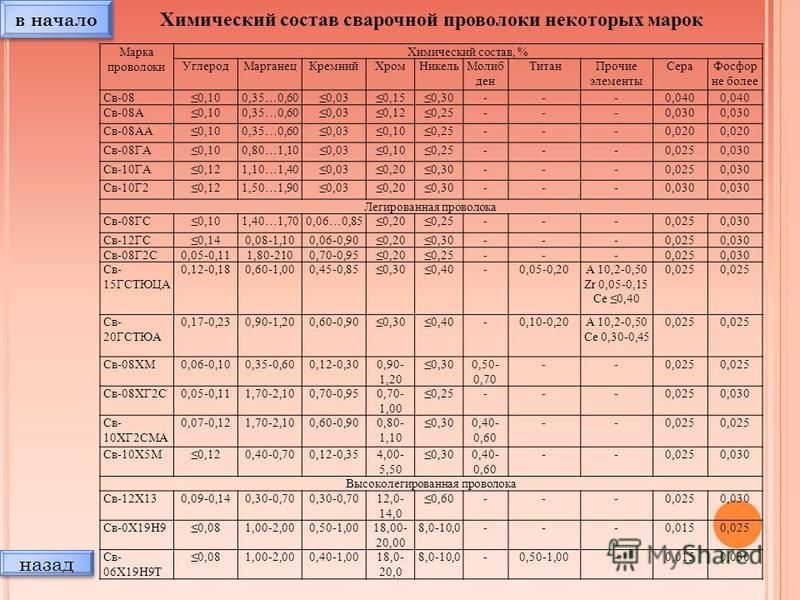 В остальном маркировка стальной сварочной проволоки соответствует маркировке сталей, где буквы указывают на содержание в проволоке легирующих элементов, а цифры – содержание этих элементов в процентах. Если цифры после буквенного обозначения легирующего элемента отсутствуют, это означает, что данного элемента в материале проволоки содержится менее 1 %. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки свидетельствует о повышенной чистоте металла с точки зрения содержания серы и фосфора. Двойная буква А указывает на пониженное содержание серы и фосфора по сравнению с предыдущей проволокой. Буква Г указывает на содержание марганца, буква С – на содержание кремния, буква Х – на содержание хрома и т. д. После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э – проволока для изготовления электродов; О – омедненная проволока; ВД – полученная вакуумно-дуговым переплавом, Ш – электрошлаковой выплавкой, ВИ – вакуумно-индукционным способом.
В остальном маркировка стальной сварочной проволоки соответствует маркировке сталей, где буквы указывают на содержание в проволоке легирующих элементов, а цифры – содержание этих элементов в процентах. Если цифры после буквенного обозначения легирующего элемента отсутствуют, это означает, что данного элемента в материале проволоки содержится менее 1 %. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки свидетельствует о повышенной чистоте металла с точки зрения содержания серы и фосфора. Двойная буква А указывает на пониженное содержание серы и фосфора по сравнению с предыдущей проволокой. Буква Г указывает на содержание марганца, буква С – на содержание кремния, буква Х – на содержание хрома и т. д. После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э – проволока для изготовления электродов; О – омедненная проволока; ВД – полученная вакуумно-дуговым переплавом, Ш – электрошлаковой выплавкой, ВИ – вакуумно-индукционным способом.
Сварочная проволока поставляется в кассетах или намотанной на катушки. Масса одного мотка или бухты проволоки обычно не превышает 80 кг. Внутренний диаметр катушек и бухт проволоки, в зависимости от ее диаметра, может составлять 100–400 миллиметров.
По виду поверхности проволока производится неомедненной и омедненной. Толщина медного покрытия – 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав проволоки оказывает большое влияние на качество сварного соединения. Поэтому марку сварочной проволоки выбирают в соответствии с химическим составом свариваемой стали. Так, для низкоуглеродистых и большинства низколегированных сталей применяют низкоуглеродистые (Св-08, Св-08А), марганцевые (Св-08ГА, Св-10ГА, Св-10Г2), кремнемарганцевые (Св-08ГС, Св-08Г2С, Св-12ГС) проволоки и др.
Для сварки высоколегированных сталей применяют специальные проволоки, легированные хромом, никелем, ванадием, молибденом, титаном, ниобием и т. д. Кроме того, для сварки таких сталей могут применяться проволоки, изготавливаемые по иным стандартам или техническим условиям.
Для сварки конструкций из углеродистых и низколегированных сталей в углекислом газе и его смесях, кроме проволоки, выпускаемой по ГОСТ 2246–70, применяют сварочную проволоку сплошного сечения, микролегированную редкоземельными металлами (РЗМ).
Проволока с РЗМ выпускается диаметром 2,0; 1,6; 1,4 и 1,2 мм. Углерода в ней содержится 0,11–0,17 %; марганца 1,5–1,9; кремния 0,7–1,1 и редкоземельных металлов около 0,03 %. Проволоку с РЗМ применяют наравне со стандартной проволокой для сварки в углекислом газе. Ею варят на постоянном токе прямой полярности («—» на электроде).
По сравнению с проволокой Св-08Г2С проволока с РЗМ имеет следующие преимущества:
? облегченное зажигание дуги и повышенная стабильность ее горения;
? возможность работы на повышенных плотностях тока;
? снижен уровень потерь металла на разбрызгивание;
? брызги практически не прилипают к изделию, поэтому не требуется последующая очистка, отпадает необходимость в нанесении на поверхность металла защитных средств, предотвращающих привариваемость брызг к свариваемой конструкции.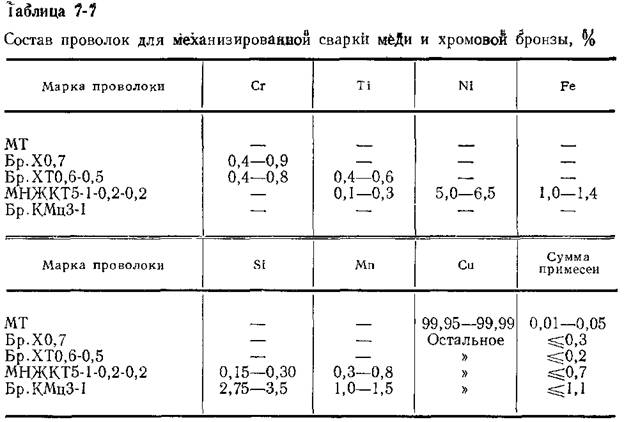
Использование повышенных плотностей тока дает возможность работать с такой проволокой на форсированных режимах и без ухудшения формирования шва получать хорошие механические свойства сварного соединения. Однако при сварке проволокой с РЗМ несколько возрастает излучение дуги в ультрафиолетовом диапазоне, а также количество озона в воздухе[13].
Для электродуговой наплавки выпускается стальная проволока диаметром 0,3–5,0 мм, которая поставляется свернутой в мотки с внутренним диаметром 150–700 мм и массой 1,5–30,0 кг. Ее обозначение начинается не с индекса «Св», а с индекса «Н». По химическому составу наплавочная проволока делится на несколько групп:
? проволока из углеродистой стали выпускается 8 марок: Нп-30; Нп-40; Нп-50; Нп-65; Нп-80; Нн-40Г; Нп-50Г и Нп-65Г;
? проволока из легированных сталей выпускается марок: Нп-30ХГСА, Нп-30Х5, Нп-5ХНМ, Нп-50ХФА и др.;
? проволока из высоколегированной стали выпускается марок: Нп-ЗХ13, Нп-45Х4ВЗФ, Нп-60ХЗВ10Ф, Нп-Х20Н80Т и др.
Марку проволоки выбирают в зависимости от требуемых механических свойств и химического состава наплавленного металла.
Кроме сплошной проволоки, для сварки и наплавки применяют порошковую проволоку, ленточные сплошные и порошковые присадочные материалы. Технические условия на наплавочную порошковую проволоку регламентируются ГОСТ 26101–84, а на порошковую проволоку для дуговой сварки углеродистых и низколегированных сталей – ГОСТ 26271–84. Порошковая проволока может иметь либо трубчатое, либо специальной формы сечение, увеличивающее коэффициент наплавки проволоки. Изготавливают ее путем непрерывного сворачивания низкоуглеродистой стальной ленты толщиной 0,2–1,0 мм и шириной 8–20 мм в трубку с одновременным заполнением этой трубки смесью мелко измельченных легирующих шлако– и газообразующих компонентов (шихтой).
Кроме трубчатой порошковой проволоки, в соответствии с ГОСТ 26467–85 выпускают порошковую ленту, использование которой многократно повышает производительность наплавочных работ.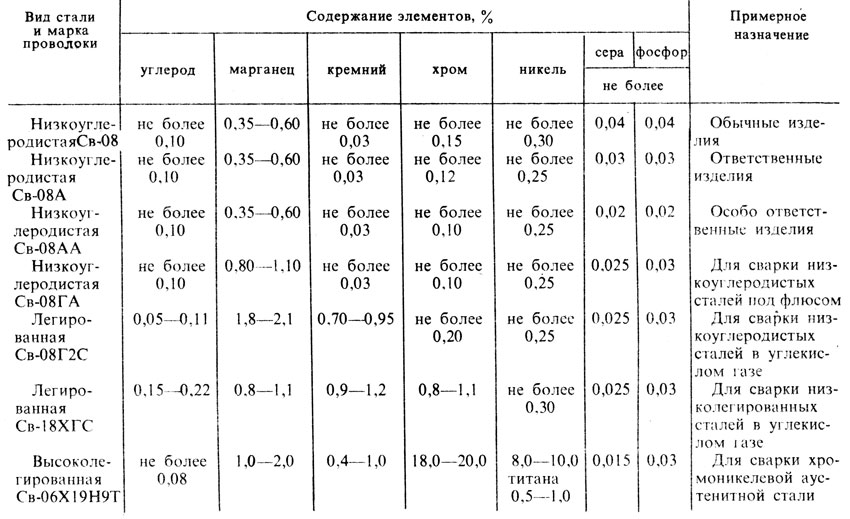 Наплавка и сварка порошковой проволокой может выполняться под слоем флюса, в углекислом газе или открытой дугой. Порошковая проволока для сварки под флюсом состоит из стальной оболочки и легирующего наполнителя, в котором количество шлако– и газообразующих компонентов сокращено, и применяется для сварки и наплавки высоколегированных сталей и сплавов.
Наплавка и сварка порошковой проволокой может выполняться под слоем флюса, в углекислом газе или открытой дугой. Порошковая проволока для сварки под флюсом состоит из стальной оболочки и легирующего наполнителя, в котором количество шлако– и газообразующих компонентов сокращено, и применяется для сварки и наплавки высоколегированных сталей и сплавов.
Такая проволока маркируется буквами ПП с указанием стали, для наплавки которой она разработана. Например, ПП-Х10ВЦ, ПП-Х42ВФ.
Порошковая проволока для сварки в среде углекислого газа в наполнителе имеет сокращенное количество газообразующих компонентов. Сердечник такой проволоки в основном рутилового или рутил-флюоритного состава.
Проволока позволяет выполнять швы в нижнем и наклонном положениях. Порошковая проволока для сварки в среде углекислого газа выпускается марок: ПП-АН8, ПП-АН10, ПП-АН12, ПП-АН9 и др.
Самозащитная порошковая проволока имеет относительно небольшой коэффициент наплавки, пригодна для сварки горизонтальных, вертикальных швов и для сварки в нижнем и наклонном положениях. Сердечник такой проволоки рутил-органический или карбонат-флюоритный. Самозащитная проволока изготавливается марок: ПП-АНЗ, ПП-АН7, ПП-АН11, ЭПС-15/2, ЭПС-15М, СП-2, ППВ-5 и др.
Сердечник такой проволоки рутил-органический или карбонат-флюоритный. Самозащитная проволока изготавливается марок: ПП-АНЗ, ПП-АН7, ПП-АН11, ЭПС-15/2, ЭПС-15М, СП-2, ППВ-5 и др.
Сравнение прочности обычных сварочных проволок и электродов
Дата: 19-01-2023
Weldclass Academy
Нам часто задают вопросы типа «Сравнимается ли проволока X по прочности со сварочной проволокой Y?».
В этой статье мы сравниваем типичную прочность расходных материалов для сварки стали Stick , MIG и безгазовой сварки , чтобы помочь выбрать наиболее подходящие продукты для вашего применения.
Справочная информация
Различные измерения прочности
Стандарты сварочной проволоки и электродов обычно требуют испытаний на различные аспекты прочности и ударной вязкости, а результат каждого испытания должен соответствовать либо минимальному значению, либо находиться в определенном диапазоне. Эти тесты включают:
Эти тесты включают:
Прочность на растяжение (TS): Максимальная нагрузка, которую материал может выдержать до разрыва, при натяжении или растяжении. Измеряется как сила, деленная на исходную площадь поперечного сечения материала.
Предел текучести (YS): Указывает максимальную нагрузку, которую может выдержать материал, не вызывая постоянной (или «пластической») деформации. Указывает на эластичность материала или способность выдерживать нагрузку, а затем возвращаться к своей первоначальной форме/форме.
Удлинение (EL%): Процент растяжения (изменение длины) от исходной длины материала до точки разрыва. Это указывает на то, насколько пластичен материал — способность растягиваться, не становясь при этом более слабым или более хрупким.
Ударная вязкость (CVN): Это мера того, сколько энергии (в джоулях) материал может поглотить при внезапном приложении к нему нагрузки. Метод Шарпи (CVN) применяется для ударного воздействия на металлы. Это включает в себя удар по образцу утяжеленным маятником, чтобы вызвать его разрушение, и измерение энергии, поглощаемой во время разрушения (насколько далеко качается маятник после удара по образцу). Это часто выполняется при различных низких температурах, обычно в диапазоне от -20°C до -50°C.
Это включает в себя удар по образцу утяжеленным маятником, чтобы вызвать его разрушение, и измерение энергии, поглощаемой во время разрушения (насколько далеко качается маятник после удара по образцу). Это часто выполняется при различных низких температурах, обычно в диапазоне от -20°C до -50°C.
Стандарты AWS
Во всем мире существуют различные стандарты для сварки присадочных металлов, включая AWS, EN, ISO, AS/NZS и т. д. В этой статье мы будем ссылаться на стандарты AWS (Американского общества сварщиков), которые, возможно, наиболее часто/широко используемые стандарты в регионах США/Азиатско-Тихоокеанского региона/Австралазии.
A Быстрое сравнение
Здесь представлено сравнение требований AWS к обычным расходным материалам для сварки стали.
Описание | АМС | Предел текучести | Прочность на растяжение | Удлинение | Ударная вязкость |
Стержни общего назначения | Э6013 | >330 | >430 | >17 | н/д |
Стержни с низким содержанием водорода | Э7016 | >420 | 500-640 | >22 | >47 при -20°С |
Сплошная проволока MIG | ЭР70С-6 | >400 | >480 | >22 | >27 при -30°С |
Проволока MIG без газа | Э71Т-11 | >390 | 490-660 | >20 | н/д |
Наблюдения:
Сравнивая приведенные выше данные, мы можем заметить, что:
Безгазовая проволока по сравнению со стержнями GP: Безгазовая проволока имеет более высокие требования к пределу текучести и растяжению (например, YS 390 по сравнению с 330 МПа). AWS не требует испытаний на удар, что указывает на то, что они, как ожидается, будут использоваться в приложениях «общего назначения», где ударная вязкость не имеет решающего значения — например, сварные компоненты вряд ли будут подвергаться ударам, ударам или внезапным нагрузкам.
AWS не требует испытаний на удар, что указывает на то, что они, как ожидается, будут использоваться в приложениях «общего назначения», где ударная вязкость не имеет решающего значения — например, сварные компоненты вряд ли будут подвергаться ударам, ударам или внезапным нагрузкам.
Сплошная проволока и безгазовая проволока: Сходны с точки зрения требований к пределу текучести и пределу прочности.
Сплошная проволока по сравнению со стержнями с низким содержанием водорода: Стержни с низким содержанием водорода предъявляют более высокие требования к пределу текучести и пределу прочности. Оба имеют требования к ударопрочности, указывающие на пригодность для использования там, где возможны удары или внезапные нагрузки.
Учитывайте назначение, а не только материал
Возьмем в качестве примера железнодорожное железо.
Часто задают вопрос: Я понимаю, что железо для железных дорог прочнее/тверже, чем мягкая сталь. Так должен ли я использовать электроды с низким содержанием водорода или высокопрочную проволоку для сварки?
Так должен ли я использовать электроды с низким содержанием водорода или высокопрочную проволоку для сварки?
Железнодорожный Железо часто используется (или повторно) для общего строительства/изготовления и таких применений, как ворота, заборы, скотные дворы и т.п. В этих случаях сварное соединение вряд ли будет подвергаться высокой ударной нагрузке, поэтому расходных материалов общего назначения, таких как стержни GP, безгазовая проволока или сплошная проволока, обычно более чем достаточно для этой цели.
Использование расходных материалов с низким содержанием водорода может оказаться необходимым или преимуществом, если конкретный сварной шов будет подвергаться высокой нагрузке, удару или внезапному напряжению. Например, элемент тягово-сцепного устройства на тракторном орудии.
Другие факторы и часто задаваемые вопросы
Правильное использование стержней с низким гидрогеновым поглощается флюсовым покрытием. Если этого не сделать, статус низкого содержания водорода может быть поставлен под угрозу, поскольку влага/вода (H 2 O) содержит водород, и в результате прочность сварного шва или ударная вязкость могут не сильно отличаться от обычных электродов GP.
Если этого не сделать, статус низкого содержания водорода может быть поставлен под угрозу, поскольку влага/вода (H 2 O) содержит водород, и в результате прочность сварного шва или ударная вязкость могут не сильно отличаться от обычных электродов GP.
Преимущества безгазовой проволоки:
Тот факт, что безгазовая проволока (марка E71T-11) технически не является «низководородной», не означает, что она не способна обеспечить высококачественную сварку при правильном применении.
При использовании высококачественной безгазовой проволоки, такой как Weldclass Platinum GL-11, хорошее проплавление часто достигается благодаря очищающему действию флюса, особенно на грязных и ржавых материалах, к которым некоторые другие расходные материалы не так толерантны.
Кроме того, поскольку проволока типа GL-11 является всепозиционной и очень удобной в использовании, это может позволить оператору достичь наилучшего возможного результата / качества сварки даже в неидеальных условиях — например, на стройплощадке и в полевых условиях.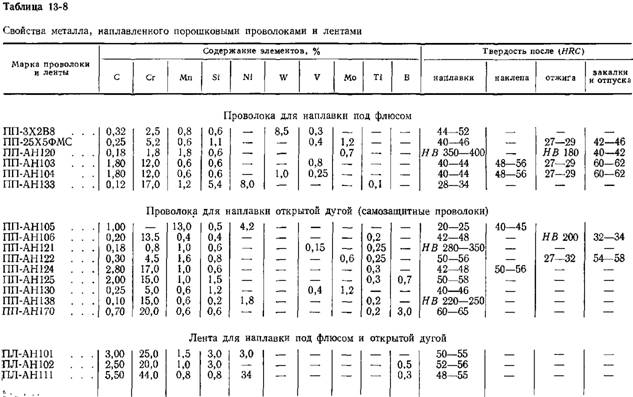 где заготовка не находится в идеальном положении и/или состоянии сварки.
где заготовка не находится в идеальном положении и/или состоянии сварки.
Эти атрибуты могут быть важным преимуществом, когда речь идет о прочности, поскольку многие сварные соединения выходят из строя в точке, где сварной шов соединяется с основным материалом (а не в самом металле сварного шва).
Существует ли безгазовая проволока с низким содержанием водорода?
Да, с ловушками! Безгазовая проволока марки E71T-8 представляет собой продукт с низким содержанием водорода для высокопрочных и ответственных применений — требования к растяжению и пределу текучести очень похожи на стандартную безгазовую проволоку (E71T-11), однако E71T-8 требуется для прохождения испытаний на удар (> 27j @ -30c).
Загвоздка в том, что проволока Э71Т-8 предназначена для использования в тяжелой промышленности и для сварки тяжелых материалов, выпускается только в больших размерах 1,4-2,0 мм и более сложна в применении/эксплуатации (особенно по сравнению с самим пользователем безопасная сварка Platinum GL-11). По этой причине E71T-8 не подходит для общего производства и технического обслуживания, сварки тонких материалов или использования с однофазными/переносными сварочными аппаратами.
По этой причине E71T-8 не подходит для общего производства и технического обслуживания, сварки тонких материалов или использования с однофазными/переносными сварочными аппаратами.
Несмотря на то, что были предприняты все меры для обеспечения точности представленной информации, Weldclass не несет ответственности за какие-либо ошибки или упущения в этой статье. Предоставленная информация носит общий характер и предназначена только для предоставления читателям базового обзора представленных тем, не принимает во внимание конкретные обстоятельства любого отдельного приложения или ситуации, может быть упрощена и/или сокращена, не будет полной. или исчерпывающим ресурсом, и его не следует использовать вместо профессиональной консультации. Следует ознакомиться со всеми применимыми стандартами (включая австралийские стандарты), отраслевыми руководствами и правилами и соблюдать их. Э. и О.Э.
Комментарии
Обратите внимание: спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Проволока для сварки MIG из низколегированной стали
Проволока для сварки MIG из низколегированной стали
13 изделия
Проволока для сварки MIG из низколегированной стали (металл в инертном газе) обеспечивает присадочный металл для сварки низколегированной стали. Эта сплошная проволока требует внешнего защитного газа, чтобы не допустить попадания загрязняющих веществ в сварочную ванну во время сварки. Он поставляется на катушке или катушке и подается через совместимый сварочный пистолет в задачах GMAW (дуговая сварка металлическим газом).
- Проволока для сварки MIG ER80S-B2
- Проволока для сварки MIG ER80S-D2
- Проволока для сварки MIG ER100S-1
90 322
- ER100S-G Сварочная проволока MIG
- ER110S-1 Сварочная проволока MIG
Проволока для сварки MIG ER80S-B2
Проволока для сварки MIG ER80S-B2, отсортировано по диаметру проволоки, по возрастанию
Loading. .. .. |
Проволока для сварки MIG ER80S-D2
Проволока для сварки MIG ER80S-D2, отсортировано по диаметру проволоки, по возрастанию 900 03
| Loading… |
Проволока для сварки MIG ER100S-1
Проволока для сварки MIG ER100S-1, отсортировано по диаметру проволоки, по возрастанию
Загрузка.  |