Марки сварочной проволоки: Марки и характеристики сварочной проволоки.
Содержание
Лучшие марки сварочной проволоки
Содержание
- ТОП-7 лучших производителей сварочной проволоки
- ESAB
- Сварог
- Quattro Elementi
- Fubag
- Wester
- Brima
- Solaris
- Сравнительная таблица характеристик
- Пользовательский рейтинг
- Советы по выбору
Сейчас ни один ремонт, стройка и другие виды деятельности не обходятся без сварки. С помощью полуавтоматической сварки вы легко сможете увеличить количество выпускаемой продукции, если занимаетесь ее изготовлением, а также улучшить качество самих сварочных швов. Ведь именно от их герметичности зависит надежность и долговечность изделия. И здесь будет недостаточно вашего опыта и наличия самого современного оборудования — необходимо, чтобы качество расходных материалов также было на высоте. Поэтому мы изучили рынок и составили ТОП-7 лучших производителей сварочной проволоки, основываясь на ассортименте выпускаемой продукции и отзывах клиентов. Предлагаем вам ознакомиться с рейтингом, чтобы не прогадать с выбором.
Предлагаем вам ознакомиться с рейтингом, чтобы не прогадать с выбором.
ТОП-7 лучших производителей сварочной проволоки
В сегодняшнем рейтинге мы рассмотрим следующих производителей сварочной проволоки:
- ESAB;
- Сварог;
- Quattro Elementi;
- Fubag;
- Wester;
- Brima;
- Solaris.
ESAB
Открывает рейтинг известная мировая компания, занимающаяся производством не только проволоки, но и всего сварочного оборудования и дополнительных аксессуаров более чем сто лет — с 1904 года. Ассортимент компании отличается огромным разнообразием: в продаже имеется самозащитная, алюминиевая, газозащитная (MIG/MAG) и обычная порошковая проволока, а также проволока для аргоновой сварки. Отдельно можно приобрести расходники для соединения меди, алюминия и разного вида стали, даже низколегированной.
| Страна-производитель | Швеция |
| Диаметр выпускаемой проволоки | от 0. 8 мм до 1.6 мм 8 мм до 1.6 мм |
| Есть ли катушки | Да, различного веса и размера |
| Рейтинг среди покупателей | 5.0 |
- Имеется проволока для действительно всех типов материалов;
- Швы высокого качества, устойчивы к коррозии;
- Удобная и продуманная намотка на катушках.
- Не обнаружены.
Пользуюсь проволокой этого производителя уже лет семь, ни разу не подводила, качество продукции все время на высоте. Швы получаются крепкие, надежные на любом материале. Советую эту фирму всем, кто активно занимается сваркой.
сварочная проволока ESAB
Сварог
Отечественная компания, которая занимается производством проволоки для сварки черных металлов и алюминия. Для повышения качества активно используется омеднение продукта. Это повышает пластичность швов и сводит на нет образование трещин после остывания. Широкий выбор расходников, продукция представлена во многих магазинах страны. Многие эксперты советуют обратить внимание на модель Elkraft ER-70S. Она отличается повышенной прочностью и износостойкостью благодаря тому, что легирована кремнием, марганцем, серой и углеродом.
Широкий выбор расходников, продукция представлена во многих магазинах страны. Многие эксперты советуют обратить внимание на модель Elkraft ER-70S. Она отличается повышенной прочностью и износостойкостью благодаря тому, что легирована кремнием, марганцем, серой и углеродом.
| Страна-производитель | Россия |
| Диаметр выпускаемой проволоки | 0.8-1.6 мм |
| Есть ли катушки | Да, весом от 2 до 15 килограммов |
| Рейтинг среди покупателей | 4.9 |
- Разнообразие катушек по весу;
- Широкий выбор расходных материалов для сварки как черных, так и цветных металлов;
- Большой ассортимент проволоки разного диаметра;
- Проволока хорошо легируется укрепляющими хим. веществами.
- Практически невозможно найти проволоку диаметром 0.
 6 мм;
6 мм; - Отсутствует самый ходовой размер катушек — 1 килограмм.
Качественная проволока, очень удобно работать, при себе держу сразу несколько катушек (разные модели). На эту фирму перешёл относительно недавно, не думал, что отечественное будет на одном уровне с импортным немецким или шведским.
сварочная проволока Сварог
Quattro Elementi
Этот итальянский производитель специализируется на сварочном оборудовании и расходных материалах. Широкий выбор стальной, порошковой, алюминиевой и омедненной проволоки. Флюс обеспечивает герметичность швов, а качество расходников в целом — ровное, прочное соединение без сколов с глубоким проплавлением. Кассеты этого бренда подходят для использования практически к любым полуавтоматическим аппаратам.
| Страна-производитель | Италия |
| Диаметр выпускаемой проволоки | 0. 8 миллиметра 8 миллиметра |
| Есть ли катушки | Да кассеты, весом 0.45 кг |
| Рейтинг среди покупателей | 4.5 |
- Катушки очень просто устанавливаются на устройство;
- Легкое управление дугой, а проволока не “гуляет” в процессе сварки;
- Разные размеры под сварк тонких швов.
- Некоторые отмечают повышенную дымность в процессе сварки;
- Иногда на металле после сварки образуется налет.
Долго с компаньоном искали качественные сварочные материалы, перепробовали действительно много фирм. Эта пока фаворит, очень много хорошей продукции, в том числе сварочной проволоки для разных металлов.
Название Quattro Elementi
Fubag
Эта немецкая компания работает на рынке уже более 40 лет. В их каталоге производства вы найдете различные сварочные аппараты (TIG, MIG, MMA), установки для газовой резки металла и, конечно, расходники. У Fubag на данный момент 19 заводов по всему миру, поэтому данный производитель пользуется огромной популярностью не только у частных лиц, но и крупных предприятий. Их продукция проверена не только временем, но еще и полностью сертифицирована. В основном компания предлагает порошковую и сплошного сечения проволоку, но для работы на большой глубине и в труднодоступных местах вы можете приобрести самозащитную — для ее сварки не требуется инертный газ.
У Fubag на данный момент 19 заводов по всему миру, поэтому данный производитель пользуется огромной популярностью не только у частных лиц, но и крупных предприятий. Их продукция проверена не только временем, но еще и полностью сертифицирована. В основном компания предлагает порошковую и сплошного сечения проволоку, но для работы на большой глубине и в труднодоступных местах вы можете приобрести самозащитную — для ее сварки не требуется инертный газ.
| Страна-производитель | Германия |
| Диаметр выпускаемой проволоки | от 0.8 до 1.6 мм |
| Есть ли катушки | Да, огромный выбор веса |
| Рейтинг среди покупателей | 4.8 |
- Большой выбор веса катушек и широкий диапазон диаметра проволоки;
- Для различных фирм полуавтоматов производитель предлагает как пластиковые, так и металлические катушки с проволокой;
- Сварочная дуга сидит очень плотно, не дергается.
 На выходе получаются крепкие швы.
На выходе получаются крепкие швы.
- Продукцию данного бренда не везде есть возможность приобрести.
Определенно лучшая продукция этого ценового сегмента у данного производителя. Качественная проволока, все сваренные мною трубы в доме стоят уже почти пять лет, никаких казусов не происходило. За герметичность и долговечность однозначно ставлю пять звезд.
Название Fubag
Wester
Проволока этого производителя подходит для сварки не только алюминия, но и низкоуглеродистой и низколегированной стали. При этом цена на расходники довольно демократичная, поэтому советуем присмотреться к этому бренду, если вы занимаетесь сваркой самостоятельно в домашних условиях, а не работаете на предприятии. Причем низкая цена совсем не означает, что швы получаются низкого качества, трескаются и совсем не герметичны. Эта продукция прошла проверку временем — вы можете изучить многочисленные отзывы, чтобы убедиться в этом.
| Страна-производитель | Чехия |
| Диаметр выпускаемой проволоки | от 0.6 до 1.2 мм |
| Есть ли катушки | Да, весом от 0.45 кг до 5 кг |
| Рейтинг среди покупателей | 4.6 |
- Есть порошковая, обычная и самозащитная проволока;
- Широкий выбор веса кассет от 1 килограмма;
- Доступность и простота использования.
- Немного более высокий расход по сравнению с другими моделями.
Посоветовал мне эту проволоку старый товарищ еще очень много лет назад. С тех пор пользуюсь в основном только ею, хоть и пробую периодически разные модели и составы. Правильно говорят, что найдешь один раз своего производителя, и потом с другими товарами не захочется работать.
сварочная проволока Wester
Brima
Еще один немецкий производитель, пользующийся популярностью не только зарубежом, но и в нашей стране. Продукция этой фирмы поставляется в Россию с 1992 года, и за это время успела завоевать доверие многих. Используется не только частными сварщиками, но и при выполнении государственных проектов (например, в прокладке труб), в машиностроении и нефтехимической промышленности, где сварка производится на огромной глубине. Чтобы убедиться в качестве производимой продукции, изучите отзывы покупателей — их много на просторах Сети.
Продукция этой фирмы поставляется в Россию с 1992 года, и за это время успела завоевать доверие многих. Используется не только частными сварщиками, но и при выполнении государственных проектов (например, в прокладке труб), в машиностроении и нефтехимической промышленности, где сварка производится на огромной глубине. Чтобы убедиться в качестве производимой продукции, изучите отзывы покупателей — их много на просторах Сети.
| Страна-производитель | Германия |
| Диаметр выпускаемой проволоки | От 0.8 до 1.2 мм |
| Есть ли катушки | Кассеты весом от 1 до 15 килограммов |
| Рейтинг среди покупателей | 4.7 |
- Отличный состав с легирующими компонентами;
- Повышенная прочность швов — до 620 МПа;
- Выбор кассет разного веса.
- Очень трудно найти проволоку диаметром 1.
 6 мм — быстро заканчивается, а выпуск ее небольшой.
6 мм — быстро заканчивается, а выпуск ее небольшой.
Что я не боюсь рекомендовать своим коллегам, так это сварочные аппараты и проволоку Brima. Всегда радует качество и надежность. В магазинах всегда разлетается, лучше брать под заказ.
сварочная проволока Brima
Solaris
И завершающая позиция в нашем рейтинге лучших производителей сварочной проволоки — итальянская компания, работающая на широкую аудиторию с 2007 года и принадлежащая концерну ECO-Groupe. Большинство заводов по производству продукции Solaris расположены в Китае — это позволяет снизить затраты на транспортировку и изготовление. Как следствие, сварочная аппаратура и материалы продаются по адекватной цене. Широкий выбор омедненной и порошковой проволоки. Отличные характеристики товара, расходники подходят для сварки не только углеродистой и низколегированной стали, но и котловой. Проволока устойчива к воздействию резких перепадов температур.
| Страна-производитель | Италия |
| Диаметр выпускаемой проволоки | 0. 8 мм, 1 мм 8 мм, 1 мм |
| Есть ли катушки | Нет |
| Рейтинг среди покупателей | 4.4 |
- Легкая установка в полуавтомат;
- Хорошо сопротивляется разрыву в 550-565 МПа.
- Представлены только ходовые размеры проволоки диаметром в 0.8 и 1 миллиметр.
Очень нравится фирма, часто обращаюсь к ней, когда необходимо провести какие-то сварочные работы на участке.
сварочная проволока Solaris
Сравнительная таблица характеристик
В данной таблице представлены характеристики для наглядного сравнения всех производителей сварочной проволоки.
| Название фирмы-производителя | Страна производства | Диаметр выпускаемой проволоки, мм | Рейтинг среди покупателей |
| ESAB | Швеция | 0. 8-1.6 8-1.6 | 5.0 |
| Сварог | Россия | 0.8-1.6 | 4.9 |
| Quattro Elementi | Италия | 0.8 | 4.5 |
| Fubag | Германия | 0.8-1.6 | 4.8 |
| Wester | Чехия | 0.6-1.2 | 4.6 |
| Brima | Германия | 0.8-1.2 | 4.7 |
| Solaris | Италия | 0.8-1 | 4.4 |
Пользовательский рейтинг
Solaris
1
Сварог
Quattro Elementi
Wester
Советы по выбору
Если вы давно «варитесь» в сварочном деле, то выбрать подходящую проволоку для вас не составит особого труда. А вот если вы новичок в этом деле или работали раньше только с продукцией одного производителя, найти что-то подходящее будет не так легко.
Давайте разберемся, на что стоит в первую очередь обращать внимание при выборе сварочного материала.
- Первым делом, конечно, определите назначение проволоки. Так, омедненная подходит для сварки любых черных металлов, а вот алюминиевая используется только для соединения частей из этого же металла. Ну и нержавеющие материалы применяются для стыковки, как правило, легированных сталей.
- Встречаются различные типы проволоки: каждый из них используется в определенном случае, а ещё у вас непременно появится «свой» тип, с которым будет наиболее комфортно работать. Если рассматривать порошковую, то она бывает обычная (содержит флюс, не нуждается в большом количестве газа) и самозащитная (идеальна для работы в труднодоступных местах, не требует наличия аргона или углекислого газа). Также встречается тип со сплошным сечением — именно его используют в качестве присадки, однако требуется для работы с ним большое количество инертного газа.
- Диаметр. Самый важный технический показатель.
 На рынке встречаются модели диаметром от 0.6 до 1.6 мм. Наиболее ходовой — 0.8 и 1.2 мм. Подбирается исходя из силы тока, которая в свою очередь зависит от толщины свариваемого металла. Чем толще детали, тем выше сила тока, а значит толще проволока.
На рынке встречаются модели диаметром от 0.6 до 1.6 мм. Наиболее ходовой — 0.8 и 1.2 мм. Подбирается исходя из силы тока, которая в свою очередь зависит от толщины свариваемого металла. Чем толще детали, тем выше сила тока, а значит толще проволока. - Вес катушки. Наиболее часто встречается разброс от 0.5 до 15 кг, но есть и более легкие модели (всего 400-450 граммов), и очень тяжёлые, больших размеров. Массу катушки подбирайте с учетом объема предстоящих работ и вместительности отсека подающего устройства.
Оглавление проволоки сварочной
Главная / Оглавление проволоки сварочной
Ссылка на официальное издание ГОСТа 2246-70
Для выбора диаметра проволоки и ее марки стали воспользуйтесь таблицей 4 и 6
таблица 4
Некоторые марки сварочной проволоки для электродуговой сварки под флюсом и электрошлаковой сварки высоколегированных сталей
Марка стали | Условия работы | Марка проволоки |
Коррозионно-стойкие стали | ||
12Х18Н9 | Стойкость к межкристаллитной коррозии | Св-0,1Х19Н9 Св-0,4Х19Н9 Св-07Х18Н9ТЮ Св-04Х19Н9С2 Св-05Х19Н9ФЗС2 |
12Х18Н10Т | Температура выше 350°С; | Св-07Х19Н10Б |
10Х17Н13МЗТ | Стойкость к межкри-сталлитной коррозии | Св-08Х19Н10МЗБ; Св-06Х20Н11МЗТБ |
08Х18Н10; | Сварка в углекислом газе; стойкость к межкристаллитной коррозии | Св-08Х25Н13БТЮ |
| ||
| 12Х18Н9 | Температура до 800 °С | Св-04Х19Н19 |
12Х18Н9Б 08Х18Н12Т | Температура до 800- 900 °С | Св-08Х18Н8Г2Б |
| Х15Н35В4Т | Высокая температура | Св-06Х19Н10МЗТ |
Жаростойкие стали | ||
20Х23Н13 ХН35ВЮ 20Х25Н20С2 | Температура 800-900 °С Температура 900- 1100°С Температура до 1200°С | Св-07Х25Н13 Св-07Х25Н12Г2Т Св-08ХН50 |
Сварка плавящимся электродом в углекислом газе производится на полуавтоматах и автоматах. При этом для сварки сталей марки 12Х18Н10Т рекомендуется проволока Св-07Х18Н9ТЮ, Св-08Х20Н9С2БТЮ; для сталей марки 12Х18Н12Т — проволока Св-Х25Н13БТЮ, а для хромоникелемолибденовых сталей — проволока марок Св-06Х19Н10МЗТ и Св-06Х20Н11МЗТБ. Сварка в углекислом газе производится во всех пространственных положениях, что позволяет механизировать сварочные работы на конструкциях из высоколегированных сталей в монтажных условиях.
При этом для сварки сталей марки 12Х18Н10Т рекомендуется проволока Св-07Х18Н9ТЮ, Св-08Х20Н9С2БТЮ; для сталей марки 12Х18Н12Т — проволока Св-Х25Н13БТЮ, а для хромоникелемолибденовых сталей — проволока марок Св-06Х19Н10МЗТ и Св-06Х20Н11МЗТБ. Сварка в углекислом газе производится во всех пространственных положениях, что позволяет механизировать сварочные работы на конструкциях из высоколегированных сталей в монтажных условиях.
Ориентировочные режимы дуговой сварки в углекислом газе высоколегированных сталей без разделки кромок плавящимся электродом в углекислом газе приведены в табл. 6.
Таблица 6. Режимы дуговой сварки высоколегированных сталей без разделки кромок плавящимся электродом в углекислом газе
Толщина | Шов | Диаметр | Вылет | Сила | Напряжение дуги, В | Скорость | Расход |
1 10 | Односторонний » | 1 2 | 10 15 15 15 15 — 20 20 — 25 25 — 30 | 80 | 16 | 80 | 10-12 |
При сварке в инертных газах повышается стабильность дуги и снижается угар легирующих элементов, что важно при сварке высоколегированных сталей.
Сварку аустенитных сталей в инертных газах выполняют неплавящимся (вольфрамовым) или плавящимся электродом. Обычно ее применяют для сварки материала толщиной до 7 мм, но особо эффективна она при малых толщинах (до 1,5 мм), когда при применении других способов наблюдаются прожоги. Однако в некоторых случаях ее применяют при сварке неповоротных стыковых труб большой толщины, и сварке корневых швов в разделке при изготовлении особо ответственных толстостенных изделий. Сварку ведут без присадочного материала или с присадочным материалом на постоянном токе прямой полярности. Но при сварке стали или сплава с повышенным содержанием алюминия применяют переменный ток, чтобы за счет катодного распыления разрушить поверхностную пленку оксидов.
Плазменная сварка также используется для высоколегированных сталей. Ее преимуществами являются чрезвычайно малый расход защитного газа, возможность получения плазменных струй различного сечения (круглого, прямоугольного, эллипсовидного и т. д.). Ее можно использовать для сварки очень малых толщин металла и для металла толщиной до 12 мм.
д.). Ее можно использовать для сварки очень малых толщин металла и для металла толщиной до 12 мм.
Сварку плавящимся электродом производят в инертных, а также активных газах или смеси газов. При сварке высоколегированных сталей, содержащих легкоокисляющиеся элементы (алюминий, титан и др.), следует использовать инертные газы, преимущественно аргон, и вести процесс на плотностях тока, обеспечивающих струйный перенос электродного металла. Так, при сварке в аргоне стыковочное соединение на стали типа 18-9 толщиной 5-6 мм на постоянном токе обратной полярно¬сти проволокой диаметром 1,2 мм при сварочном токе 230-300 А, напряжении 16-20 В, расходе газа 16- 20 м/мин будет иметь место струйный перенос электродного металла. При этом дуга имеет высокую стабильность, и практически исключается разбрызгивание металла, что благоприятно сказывается на формировании швов в различных пространственных положениях и исключает вероятность образования очагов коррозии, связанных с разбрызгиванием при сварке коррозионностойких и жаростойких сталей.
Купить проволоку ГОСТ 2246-70 СВ 04Х19Н9
Купить проволоку других марок и ГОСТ 2246-70 СВ 06Х19Н9Т
Сварочная алюминивая проволока
Выбор сварочной проволоки по свариваемому алюминию или алюминиевому сплаву
Проволоку для сварки используют как плавящийся электрод для нескольких видов сварки: автоматическая и полуавтоматическая сварка под флюсом , сварка защитной газовой среде, электрошлаковой сварке. Электроды для ручной дуговой сварки изготавливают покрытием сварочной проволоки флюсом для сварки алюминия и алюминиевых сплавов. При газовой и дуговой сварке неплавящимися электродами проволока служит присадочного металла. Для сваривания алюминия и алюминиевых сплавов диаметр проволоки и прутков подбирается в зависимости от толщины свариваемых деталей и режимов сварки. Стандартные диаметры проволок 0,8—12,5 мм, прутков — до 12 мм.
Проволока в бухтах покрыта оксидной пленкой и смазкой, которые перед сваркой удаляют химической обработкой или электрополированием.
| Свариваемый металл | Проволока |
| АД00 | А85Т, СвА97 |
| АД0, АЛ1 | СвА1, А85Т, СвА97 |
| АМц | СвАМц |
| АМг2, АМг3 | СвАМг3, СвАМг6 |
| АМг4, АМг5 | СвАМг5, СвАМг6, Св1557 |
| АМг6 | СвАМг6, СвАМг61, Св1557 |
| АД31, АД33, АВ | СвАК5, Св1557 |
| 1915 | СвАМг5, Св1557, СвАМг61 |
| АМг61 | СвАК5 |
| Ал2, Ал4, АЛ6, В92 | СвАК5, СвВ92 |
Для сварки каждого сплава в зависимости от требуемых свойств проволока выбирается в соответствии с рекомендациями. Часто применяется универсальная проволока, обеспечивающая удовлетворительные значення основных характеристик соединений.
Часто применяется универсальная проволока, обеспечивающая удовлетворительные значення основных характеристик соединений.
| Марка свариваемого металла | Марка проволоки | |||||||||
| СвА1 | СвА85Т | СвА97 | СвАМц | СвАМг3 | СвАМ5 | СвАМг6 | СвАК5 | СВ1557 | ||
| Примечание. Т — повышенная стойкость швов против горячих трещин; Пр — высокая прочность соединений: Пл — высокая пластичность соединений; К — повышенная коррозионная стойкость соединении: У — универсальная проволока, обеспечивающая удовлетворительные свойства соединений. | ||||||||||
| АД00 | Т; Пр; К; У | Пл | ||||||||
| АД0, АД1 | Т; Пр; У | К | Пл | |||||||
| АМц | Т; Пр; Пл; К; У | |||||||||
| АМГ3 | Пл; К; У | Т;Пр | ||||||||
| АМг4, АМг5 | Пл | Т; Пр; У | К | |||||||
| АМг6 | Пр | К | ||||||||
| АД33, АД31, АВ | Т; Пр; У | Пл; К | ||||||||
| 1915 | Пл | Пр | К; У | |||||||
Сварочная проволока СвА5 (ER1050, ER1100)
Технические данные
- Марка по AWS A5.
 10: ER5356
10: ER5356 - Марка по ГОСТ 7871: СвАМг5
- Проволока на кассетах, диаметр в мм: 0.8, 1.0, 1.2, 1.6 по 2 и 7 кг
- Проволока в бухтах, диаметр в мм: 2.0, 3.15 по 25-30 кг
- Прутки длиной 1 м
- Для сварки деформируемых сплавов системы Al-Mg: АМг4, АМг5, 5356 и системы Al-Zn-Mg: 1915
| Марка | Si | Fe | Cu | Mn | Si+Fe | Zn | Al | Другие, каждой | Другие, сумма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||
| ER1100 по AWS | — | — | 0.05-0.20 | 0.05 | 0.95 | 0.10 | остальное | 0.05 | 0.15 |
| СвА5 по ГОСТ | 0.10-0.25 | 0.20-0.35 | 0.015 | — | — | — | остальное | 0. 05 05 | 0.5 |
Применение
Сварочная проволока СвА5 стойкая к химическому воздействию и влиянию атмосферы. Ее используют для сварки изделий из алюминия и алюминиевого сплава АМц, с содержанием легирующих элементов до 0,5%. Сварное соединение с примменением проволоки ER1050 отвечает высоким требованиям по стойкости к эрозии при контакте с химически агрессивными средами. Проволока обладает хорошими сварочными характеристиками: наплавленный металл не склонен к коррозионному растрескиванию под напряжением при температурах эксплуатации выше 65°С, обладает достаточно высокими пластическими свойствами, позволяющими выполнять прокатку и формовку, а также выполнять анодирование изделий после сварки.
Сварочная проволока ER4043 (АК5)
Технические данные
- Марка по AWS A5.10: ER4043
- Марка по ГОСТ 7871: СвАК5
- Проволока на кассетах, диаметр в мм: 0.8, 1.0, 1.2, 1.6 по 2 и 7 кг
- Проволока в бухтах, диаметр в мм: 2.
 0, 3.15 по 25-30 кг
0, 3.15 по 25-30 кг - Прутки длиной 1 м
- Для сварки деформируемых сплавов системы Al-Mg-Si или 6000 серии АД31, АД33, АВ, 6061, 6063, АМг61, литейных силуминов АК12 и АК9ч
| Марка | Si | Fe | Cu | Mn | Mg | Zn | Ti | Be | Al | Другие, каждой | Другие, сумма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||||
| ER4043 по AWS | 4.5-6.0 | 0.80 | 0.3 | 0.05 | 0.05 | 0.10 | 0.2 | 0.0003 | ост. | 0.05 | 0.15 |
| АК5 по ГОСТ | 4.5-6.0 | 0.6 | 0.2 | — | — | Zn+Sn 0.1 | 0.1-0.2 | — | ост. | 0.1 | 1.1 |
Применение
Сварочная проволока ER 4043 по составу и применению аналогична проволоке Св АК5 по ГОСТ 7871 или проволоке AlSi5. Сварочная проволока ER 4043 применяют как плавящийся электрод для сварочных автоматов, полуавтоматов, инверторов при сварке под флюсом и в среде защитных газов. При газовой и ТIG сварке проволока используется как присадочная проволока ER 4043. Для MIG сварки проволока работает как плавящийся электрод.
Сварочная проволока ER 4043 применяют как плавящийся электрод для сварочных автоматов, полуавтоматов, инверторов при сварке под флюсом и в среде защитных газов. При газовой и ТIG сварке проволока используется как присадочная проволока ER 4043. Для MIG сварки проволока работает как плавящийся электрод.
Сварочная проволока ER 4043 подходит для сварки деформируемых сплавов алюминия АД31, АД33, АВ, 6061, 6063, АМг61 и литейных алюминиевых сплавов АК12 и АК9ч. Сварные швы сплавов АД31, АД33, АВ, 6061, 6063, которые сварены с проволокой ER 4043 (СвАК5 или AlSi5), имеют повышенную стойкость против горячих трещин и максимальную прочность.
Сварочная проволока ER4047
Технические данные
- Марка по AWS A5.10: ER4047
- Марка по ГОСТ 7871: нет, близкий аналог АК10
- Проволока на кассетах, диаметр в мм: 1.2 по 7 кг
- Прутки длиной 1 м, диаметр в мм: 2.0, 2.4, 3.2
- Для сварки деформируемых сплавов системы Al-Mg-Si или 6000 серии АД31, АД33, АВ, 6061, 6063, литейных сплавов системы Al-Si-Cu ( типа АК5М2 )
| Марка | Si | Fe | Cu | Mn | Mg | Zn | Ti | Be | Al | Другие, каждой | Другие, умма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||||
| ER4047 по AWS | 11.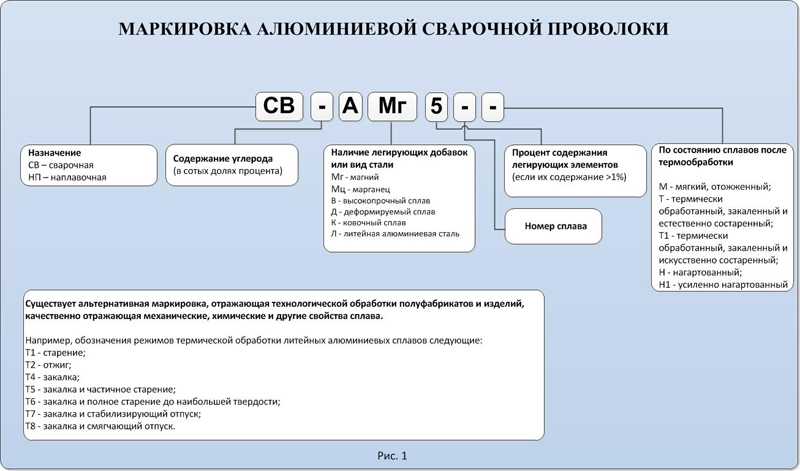 0-13.0 0-13.0 | 0.80 | 0.3 | 0.15 | 0.1 | 0.20 | — | 0.0003 | остальное | 0.05 | 0.15 |
| АК10 по ГОСТ | 7.0-10.0 | 0.6 | 0.1 | 0.1 | 0.2 | — | — | остальное | 0.1 | 1.1 | |
Применение
Сварочная проволока ER4047(AlSi12) применяется для наплавки, исправления дефектов литья и сварки силумина АК12, литейных сплавов с высоким содержанием кремния. Проволоку ER4047 применяют для сварки сплавов 6000-й группы (АВ, АД31, АД33) при суммарном содержанием легирующих элементов не более 2%, а также литейных Al-Si-Cu (типа АК5М2) сплавов с другими алюминиевыми сплавами. Повышенное содержание кремния в проволоке улучшает коррозионную стойкость шва, чем при сварке менее легированной проволокой. Высокое содержание кремния обеспечивает высокую текучесть металла при сварке, расплав хорошо смачивает кромки свариваемого изделия.
При ремонте транспорта сварочную проволоку ER4047 (AlSi12) применяют для заваривания трещин в блоках цилиндров, корпусах коробок передач, ступицы, тормозных суппортах.
Сварочная проволока ER5356 (СвАМг5)
- Марка по AWS A5.10: ER5356
- Марка по ГОСТ 7871: СвАМг5
- Проволока на кассетах, диаметр в мм: 0.8, 1.0, 1.2, 1.6 по 2 и 7 кг
- Проволока в бухтах, диаметр в мм: 2.0, 3.15 по 25-30 кг
- Прутки длиной 1 м
- Для сварки деформируемых сплавов системы Al-Mg: АМг4, АМг5, 5356 и системы Al-Zn-Mg: 1915
Технические данные
| Марка | Si | Fe | Cu | Mn | Mg | Zn | Ti | Be | Al | Другие, каждой | Другие, сумма |
| Максимально допустимая концентрация примесных элементов выделена курсивом | |||||||||||
| ER5356 по AWS | 0. 25 | 0.40 | 0.1 | 0.05-0.2 | 4.5-5.5 | 0.10 | 0.6-0.2 | 0.0003 | остальное | 0.05 | 0.15 |
| СвАМг5 по ГОСТ | 0.40 | 0.40 | 0.05 | 0.5-0.8 | 4.8-5.8 | 0.20 | 0.1 | 0.002-0.005 | остальное | 0.1 | 1.4 |
Применение
Сварочная проволока ER5356 по близка составу и применению проволоке Св АМг5 по ГОСТ 7871. Сварочная проволока ER 5356 применяют как плавящийся электрод для сварочных автоматов, полуавтоматов, инверторов при сварке под флюсом и в среде защитных газов. При газовой и ТIG сварке проволока используется как присадочная проволока ER5356. Для MIG сварки проволока работает как плавящийся электрод.
Сварочная проволока ER 4043 подходит для сварки деформируемых сплавов алюминия АМг4, АМг5, 1915. Сварные швы сплавов АМг4, АМг5, 1915, которые сварены проволокой ER5356 (СвАМг5), имеют высокую пластичность. сварная проволока ER5356 обеспечивает одинаковый и равномерный цвет соединения и основного металла при дальнейшем анодировании.
сварная проволока ER5356 обеспечивает одинаковый и равномерный цвет соединения и основного металла при дальнейшем анодировании.
Руководство по выбору проволоки для сварки MIG
Проволока для сварки MIG состоит из намотанного на катушку электрода, который пропускается через «пистолет» для сварки MIG и нагревается для расплавления металла и соединения заготовок. Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Проволока для сварки MIG
Проволока MIG (металлическая дуговая сварка в среде защитного газа) служит присадочным металлом для задач GMAW (дуговая сварка металлическим газом). Эта сплошная проволока, также известная как сварочная проволока или присадочная проволока, требует внешнего защитного газа, чтобы не допустить попадания загрязняющих веществ в сварочную ванну.
Поставляется на катушке или катушке и подается через совместимый сварочный пистолет. Дуга создается между проволокой и заготовкой, и тепло от дуги плавит и сплавляет материал заготовки и проволоки, создавая сварной шов.
Классификация электродной проволоки для сварки MIG
Выбор и выбор электрода для сварки углеродистой стали
Сварка MIG углеродистой или низкоуглеродистой стали обычно сваривается электродом ER70s-6″ с использованием либо 100% углекислого газа, либо газа C25, содержащего 25% углекислого газа. и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно меняется минимальный предел прочности на растяжение.
Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».вместо него 0С-6». Изменение прочности стали было бы другим.
Углеродистая сталь ER70S-6 Обозначение электрода
Маркировка ER70S-6 означает следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.

- 70 – Минимум 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде и тоже бывает разных видов.
Выбор электродов для сварки MIG нержавеющей стали
Для сварки MIG нержавеющей стали используются различные электроды, поскольку они используются в самых разных проектах, требующих различных марок нержавеющей стали. Его также обычно приваривают к углеродистой стали на тех же работах.
Например, скоба из нержавеющей стали, приваренная к зданию, удерживает трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
- ER308L
- ER309L
- ER316L
1. ER308L and ER308LSi MIG Welding Electrode Designation and Uses
These stainless electrodes are mostly used for lower-grade stainless steel 301, 302, 304, 305, and 308 Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее:
Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 308 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si– (дополнительно) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.
2. Электроды для сварки MIG ER309L и ER309Si Назначение и применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку она используется для сварки нержавеющей стали с низкоуглеродистой или нержавеющей стали с углеродистыми или низколегированными сталями. . Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо.
. Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо.
Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью.
Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргона. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
- ER– Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый.
- Si– (дополнительно) Иногда добавляется «Si», что означает высокое содержание силикона.
 По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.
По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.
3. Электроды для сварки MIG ER3016L и ER316LSi Назначение и применение
Эти электроды из нержавеющей стали в основном используются для сварки высококачественной нержавеющей стали, главным образом, в пищевой промышленности и на судах. Основными металлами для сварки ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. широко используемый. Есть много других смесей на выбор, и все зависит от того, что может предложить ваш поставщик сварочных материалов. Обозначение проводов для ER316L и ER316LSI следующее:
- ER– Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 316– Марка электрода из нержавеющей стали. Это пищевой и настоящий морской сорт. Но нигде не лучший сорт нержавейки.
- L – Низкоуглеродистый.
 Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали. - Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникать в металл. Это как увеличить огонь и подержать стороны подольше.
Выбор алюминиевых электродов для сварки MIG и проволоки
Выбор алюминиевых электродов для сварки MIG довольно прост. Есть два типичных варианта:
- ER4043
- ER5350
Теперь есть и другие варианты, но редко когда требуются какие-либо другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толще 1/2 дюйма, вы можете попробовать аргон-гелиевую смесь. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
1. ER4043 Электрод для сварки MIG Назначение и применение
ER4043 — это наиболее часто используемая присадочная проволока для сварки MIG. Он используется для сварки алюминия марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Его также можно использовать для сварки литого алюминия марок 43, 214, 355 и 356.
Он используется для сварки алюминия марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Его также можно использовать для сварки литого алюминия марок 43, 214, 355 и 356.
Всегда используется 100% аргон и в редких случаях смесь гелия и аргона можно использовать для неблагородных металлов толщиной более ½ дюйма. Классификация и обозначение электродов следующие:
- ER– Электрод или присадочный стержень, который используется при сварке MIG с подачей проволоки или TIG.
- 4– Серия алюминиевая. Этот электрод изготовлен из алюминия серии 4000.
- 043 — этот номер указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.
2. Электрод для сварки MIG ER5350 Назначение и применение
ER4043 — наиболее часто используемая присадочная проволока для сварки MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется всегда 100% аргон, а в редких случаях для неблагородных металлов может использоваться смесь гелия и аргона. толще ½ дюйма. Обозначение электродов следующее:
толще ½ дюйма. Обозначение электродов следующее:
- ER– Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 5– Серия алюминий. Этот электрод изготовлен из алюминия серии 5000.
- 356 – Этот номер указывает количество магния, добавленного в электрод. В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.
Проволока с флюсовым сердечником и сплошная сварочная проволока MIG
Существует два основных типа сварочной проволоки MIG: проволока с флюсовым сердечником и сплошная сварочная проволока MIG.
Проволока с флюсовым сердечником представляет собой металлический электрод, который содержит «флюсовую смесь» внутри электрода. Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, электроды из сплошной проволоки представляют собой именно то, на что они похожи, — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от применения оба типа сварочной проволоки MIG (сплошная и с флюсовой сердцевиной) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Хотите знать, на что следует обратить внимание при выборе проволоки для сварки MIG?
Ни один из этих типов не лучше другого, а правильный выбор зависит от вашей ситуации и предпочтений. Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
1. Требуемая чистота сварного шва
Как правило, сплошные сварочные проволоки MIG, используемые с защитными газами, обеспечивают более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой. Брызги не обязательно влияют на качество сварки, но могут потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
При покупке проволоки MIG ваше последнее решение касается количества проволоки и способа ее размещения. Например, Lincoln Electric предлагает ER70S-6 в виде 44-фунтовой катушки или 1000-фунтового барабана.
Очевидно, механизм подачи проволоки на сварочном аппарате определяет выбор опции. (Небольшой непромышленный аппарат для сварки MIG использует гораздо меньшую катушку, чем вы видите на фотографии ниже.)
Проволоку для сварки MIG также можно заказать с «отрезками длины для сварки TIG». Это относится к трехфутовым тросам, используемым при сварке TIG. Размеры диаметра в этом случае указаны не в десятичных дробях, а как обычные размеры стержня TIG, такие как 1/16 или 3/32.
Это относится к трехфутовым тросам, используемым при сварке TIG. Размеры диаметра в этом случае указаны не в десятичных дробях, а как обычные размеры стержня TIG, такие как 1/16 или 3/32.
2. Материал заготовки
Для разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
3. Окружающая среда
В очень ветреных или неблагоприятных условиях на открытом воздухе лучше использовать проволоку с флюсовым сердечником. Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварки. Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
4. Толщина проволоки
После определения типа проволоки для вашего сварочного оборудования для приобретения этого расходного материала необходимы две дополнительные сведения.
Первый — это диаметр провода, который обычно указывается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45.
Проволока диаметром 035 дюймов является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
5. Мощность сварочного аппарата
Это тесно связано с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG.
Меньшая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и качественному сварному шву. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.
Заключение
Независимо от того, какой тип проволоки для сварки MIG вы покупаете, вы всегда должны покупать высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более качественный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Как видите, для изучения многих переменных, связанных с выбором правильного провода, потребуется некоторое время. Рекомендуется сначала сосредоточиться на наиболее распространенных классификациях удилищ и со временем освоить остальной арсенал.
Тем не менее, будучи сварщиком начального уровня, вы можете столкнуться с необходимостью запасать расходные материалы или заменять пустые катушки на сварочных аппаратах MIG для опытных ветеранов. Таким образом, соблюдение должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.
Американское общество сварщиков может приобрести справочники, но их стоимость может быть непомерно высокой. Обратитесь в школу или на работу, чтобы узнать, можете ли вы получить доступ к справочнику и сделать фотокопию любой информации, которую вам нужно поместить в папку с литературой.
Сварочная проволока |
Применение стальной сварочной проволоки
Стальная и алюминиевая сварочная проволока производится крупными производителями. К стальным сварочным проволокам относятся проволоки TIG, MIG, SAW. Сварочная проволока имеет свои области применения и используется в большинстве отраслей промышленности. Сварная стальная проволока используется для сварки в строительстве, химической промышленности, пищевой промышленности, смешивании под давлением, автомобильной, нефтегазовой, железнодорожной, судостроительной, атомной энергетике и других отраслях промышленности.
Типы стальной сварочной проволоки марок
Эти сварочные проволоки производятся различных марок, таких как ER 304, ER 304L, 307Si (18,8 Mn), ER 308, ER 308L, ER 308LSi, ER 309, ER 309L, ER 309LSi, ER 310, ER 316, ER 316L, ER 316LSi, ER 347, ER 430 и 430LNb и производятся в соответствии с AWS A5. 9/ASME SFA-5.9, EN 14343A, EN14343B, ГОСТ, а также в соответствии с Индивидуальной химией согласно Требования заказчика к конкретным приложениям. Компания также поставляет сварочную проволоку с сертификацией EN 10204 3.1. Сварочная проволока Viraj включает в себя сварочные проволоки TIG, MIG, SAW, сердечниковую проволоку – форму катушки и форму отрезка сердечника для изготовления электродов.
9/ASME SFA-5.9, EN 14343A, EN14343B, ГОСТ, а также в соответствии с Индивидуальной химией согласно Требования заказчика к конкретным приложениям. Компания также поставляет сварочную проволоку с сертификацией EN 10204 3.1. Сварочная проволока Viraj включает в себя сварочные проволоки TIG, MIG, SAW, сердечниковую проволоку – форму катушки и форму отрезка сердечника для изготовления электродов.
Химический состав
Химический состав Сварочная проволока
| Химический состав % | |||||||||
| Марка | С | Си | Мн | Р | С | Ni | Кр | Пн | Н |
| 202 (1Cr18Mn8Ni5N) | ≤0,15 | ≤0,07 | ≤7,5 | ≤0,06 | ≤0,03 | 4,0-6,0 | 17. 0-19.0 0-19.0 | — | ≤0,25 |
| 304 0Cr18Ni9) | ≤0,08 | ≤0,07 | ≤2,0 | ≤0,04 | ≤0,03 | 8,0-11,0 | 18,0-20,0 | — | — |
| 304 0Cr18Ni9) | ≤0,08 | ≤0,07 | ≤2,0 | ≤0,04 | ≤0,03 | 8,0-11,0 | 18,0-20,0 | — | |
| 304L (00Cr18Ni10) | ≤0,03 | ≤0,07 | ≤2,0 | ≤0,04 | ≤0,03 | 8,0-11,0 | 18,0-20,0 | — | — |
| 316 (0Cr17Ni12Mo2) | ≤0,08 | ≤0,07 | ≤2,0 | ≤0,04 | ≤0,03 | 11,0-14,0 | 16,0-18,0 | 2,0-3,0 | |
| 316L (0Cr17Ni14Mo2) | ≤0,03 | ≤0,07 | ≤2,0 | ≤0,04 | ≤0,03 | 11,0-14,0 | 16,0-18,0 | 2,0-3,0 | — |
| 321 | ≤0,08 | ≤1,0 | ≤2,0 | ≤0,04 | ≤0,03 | 9,0-12,0 | 17,0-19,0 | Ti≥5xC | |
| 409 | ≤0,08 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | ≤0,5 | 10,5-11,7 | Ti6xC%≤0,70 | |
| 409л | ≤0,03 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | 0,5 | 10,5-11,7 | Ti8xC%≤0,70 | |
| 430 | ≤0,12 | ≤1,0 | ≤1,0 | ≤0,04 | ≤0,03 | 16,0-18,0 | |||
Стальная сварочная проволока
Проволока MIG из нержавеющей стали
Проволока для дуговой сварки металлом GAS, производное от слова GMAW в значении сварки, является одним из слов известной проволоки для дуговой сварки газом MIG, что означает инертный газ металла. Проволока Mig wire для сварки стали обеспечивает процесс сварки стальных металлов. Примечательно, что на иранском рынке стали под проволокой МиГ подразумевают разветвленные стали.
Проволока Mig wire для сварки стали обеспечивает процесс сварки стальных металлов. Примечательно, что на иранском рынке стали под проволокой МиГ подразумевают разветвленные стали.
Проволока для сварки MIG поставляется в глянцевом (бессульфатно-матовом) и матовом исполнении. Стальная сварочная проволока тщательно очищается для предотвращения сварочных загрязнений. Сварочная проволока MIG упакована в картонные коробки, а некоторые из них упакованы в деревянные ящики или поддоны. Эти провода имеют хорошо сформированную штукатурку / спираль, чтобы обеспечить полную «финишность».
Проволока MIG может использоваться для ручной, полуавтоматической или полностью автоматической сварки, а также роботизированной сварки. Проволоки Mig спроектированы так, чтобы быть точным слоем, который поддерживается правильной отливкой и спиралью для плавной эффективности.
MIG -проволочные сварки сварки. , 347Si, 409, 409Cb, 409Ti, 410, 410NiMo, 420, 430, 430LNb, 904L, 2209
Спецификации сварочной проволоки MIG
Диапазон размеров: 0,80 мм, 0,90 мм, 1,00 мм, 1,20 мм, 1,60 мм
Поверхностная отделка: матовая или яркая
: 1 кг или 2 -матовая или яркая
. проволока в пластиковой катушке SD 100
проволока в пластиковой катушке SD 100
5 кг или 10 фунтов проволока в пластиковой катушке SD 200
12,50 / 15 кг или 25 фунтов / 30 фунтов проволока в пластиковой катушке SD 300
12,50 / 15 кг или 25 фунтов / 30 фунтов в металлической шпуле BS 300
Все катушки упаковываются в картонные коробки и дополнительно упаковываются в деревянные ящики/поддоны.
Глянцевая сварочная проволока Migwire / сварочная проволока без покрытия
Стальная проволока TIG
Проволока для сварки TIG wire
Проволока для сварки стальных тигров, в смысле дуговой сварки вольфрамовым электродом или GTAW, происходящая от слов GAS TUNGSTEN INERT ARC WELDING WIRE, означает вольфрамовую дуговую сварку в газовой среде. Эти новые проволоки известны как сварочная проволока Tigwire. Используется для сварки материалов, таких как нержавеющая сталь, цветных металлов, таких как медь, алюминий и марганцевые сплавы.
9Проволока 0262 TIG используется для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Поверхность проволоки TIG специально очищается для беспроблемной сварки. Маркировка или тиснение нанесены на каждом стержне
Спецификация сварочной проволоки Tigwire
Длина стержня: 1 метр или 36 дюймов
Диапазон размеров: 1,00 мм, 1,20 мм, 1,60 мм, 2,00 мм, 2,40 мм, 2,50 мм, 3,20 мм, 4,00 мм
Маркировка/Тиснение: Сорт и размеры на одном конце или на обоих концах
Упаковка: 5 кг/10 фунтов проволоки в пластиковой тубе/бумажной тубе. Тубы упаковываются в картонные коробки и дополнительно упаковываются в деревянные ящики/поддоны.
TIG / Uncoated Tig Wire Wire Wire
Граппы TIG WIRE
307 ، 307SI ، 308 ، 308H ، 308L ، 308LSI ، 309 ، 309L ، 309LSI ، 309LMO ، 316 ، 316 ، 316 ، 316 ، 316 ، 316 ، 316 ، 316 ، 316 ، 316 ، 316 ، 316 ، 316. 317, 317Si, 318Si, 321, 347, 347Si, 409, 409Cb, 409Ti, 410, 410NiMo, 420, 430, 430LNb, 904L, 20039 9039
Алюминиевая проволока TIG
О алюминиевой проволоке TIG
Проволока для алюминиевой сварки TIG производится стандартного и высокого качества. Длина реза алюминиевой тигровой проволоки от 9от 14 мм (36 дюймов) до 1000 мм. С одной или обеих сторон имеется рельефная алюминиевая тигровая проволока выше 1,20 мм. Aluminium Tig спроектированы, изготовлены и изготовлены в соответствии с международными стандартами, такими как AWS, DIN и т. д., утвержденными производителем.
Длина реза алюминиевой тигровой проволоки от 9от 14 мм (36 дюймов) до 1000 мм. С одной или обеих сторон имеется рельефная алюминиевая тигровая проволока выше 1,20 мм. Aluminium Tig спроектированы, изготовлены и изготовлены в соответствии с международными стандартами, такими как AWS, DIN и т. д., утвержденными производителем.
Преимущества алюминиевой сварочной проволоки TIG
Алюминиевая сварочная проволока TIG обладает превосходной пластичностью, коррозионной стойкостью и блеском.
Марки алюминиевой проволоки TIG
- ER1100
- ER4043
- ER4047
- ER5183
- ER5356
- ER5556
Алюминий Размер проволоки TIG
мм
- 1,00 мм
- 1,20 мм
- 1,60 мм
- 2,00 мм
- 2,40мммм
- 3,20 мм
- 4,00 мм
- 5,00 мм
Алюминиевая проволока MIG
Алюминиевая проволока MIG
MIG определяется как проволока для инертного газа. Размер этих сварочных проволок составляет от 0,60 мм до 1,60 мм алюминия. Алюминиевая проволока MIG имеет различные применения и используется для сварки. Алюминий используется в различных отраслях промышленности, поскольку он имеет низкую плотность и обладает способностью противостоять коррозии. Эти характеристики соответствуют международным стандартам качества.
Размер этих сварочных проволок составляет от 0,60 мм до 1,60 мм алюминия. Алюминиевая проволока MIG имеет различные применения и используется для сварки. Алюминий используется в различных отраслях промышленности, поскольку он имеет низкую плотность и обладает способностью противостоять коррозии. Эти характеристики соответствуют международным стандартам качества.
Aluminum MIG wire Grades
ER1100
ER4043
ER4047
ER5183
ER5356
ER5556
Aluminum MIG wire Size
mm
- 0.60mm
- 0,80 мм
- 0,90 мм
- 1,00 мм
- 1,20 мм
- 1,60 мм
дюймов
- 0,025″
- 0,030″
- 0,035″
- 0,040″
- 0,045″
- 0,062″
Расходные материалы для сварки. Часть 5
Для обеспечения согласованности состава и свойств проволоки различных производителей были разработаны спецификации, которые позволяют легко и однозначно идентифицировать проволоку путем присвоения расходному материалу «классификации». уникальная и общепризнанная идентификация.
уникальная и общепризнанная идентификация.
В этой статье рассматриваются две схемы: метод EN/ISO и схема AWS. Существует такое большое количество спецификаций, охватывающих весь спектр черных и цветных присадочных металлов, как сплошных, так и порошковых, что здесь невозможно описать их все. Поэтому в этой статье рассматриваются только спецификации углеродистой стали.
Идентификация сплошных проволок относительно проста, так как химический состав является основной переменной, хотя в спецификациях EN/ISO и AWS подробно описывается прочность, которую можно ожидать от наплавки всего сварного шва, выполненной с использованием параметров, указанных в Технические характеристики. Однако следует помнить, что большинство сварных швов содержат некоторое количество основного металла и что параметры сварки, используемые в производстве, могут отличаться от параметров, используемых при испытании. В результате механические свойства сварного шва могут значительно отличаться от указанных поставщиком проволоки, поэтому необходимо всегда проводить квалификационные испытания процедуры, когда важна прочность. Кроме того, к механическим свойствам, указанным в полном обозначении, относится предел текучести. (В спецификациях EN/ISO классификация может указывать либо предел текучести, либо предел прочности при растяжении).
Кроме того, к механическим свойствам, указанным в полном обозначении, относится предел текучести. (В спецификациях EN/ISO классификация может указывать либо предел текучести, либо предел прочности при растяжении).
При выборе проволоки помните, что предел текучести и предел прочности при растяжении очень близки друг к другу в металле сварного шва, но могут значительно различаться в основном металле. Присадочный металл, выбранный потому, что его предел текучести соответствует пределу текучести основного металла, может, следовательно, не соответствовать основному металлу по пределу прочности при растяжении. Это может привести к разрушению образцов поперечного соединения на растяжение во время квалификационных испытаний процедуры или, возможно, в процессе эксплуатации.
Спецификация EN/ISO для сплошной проволоки из нелегированной стали – это BS EN ISO 14341. Эта спецификация классифицирует проволочные электроды в состоянии после сварки и после термообработки на основе системы классификации, прочности, Шарпи- Ударная вязкость, защитный газ и состав. В классификации используются две системы, основанные либо на пределе текучести (система A), либо на прочности на разрыв (система B):
В классификации используются две системы, основанные либо на пределе текучести (система A), либо на прочности на разрыв (система B):
- Система A — исходя из предела текучести и средней энергии удара 47 Дж наплавленного металла.
- Система B — исходя из предела прочности при растяжении и средней энергии удара 27 Дж цельношовного металла.
В большинстве случаев данный коммерческий продукт может быть отнесен к обеим системам. Тогда для продукта можно использовать одно или оба классификационных обозначения.
Обозначение механических свойств приведено в таблице 1А для системы классификации А и в таблице 1В для системы классификации В. Для системы классификации В буква «Х» может быть либо «А», либо «Р», где «А» указывает на испытания в состоянии после сварки, а «P» указывает на испытание в состоянии термообработки после сварки. Символ химического состава приведен в таблицах 3A и 3B стандарта BS EN ISO 14341 на основе каждой системы классификации. Для системы классификации А стандарт перечисляет одиннадцать композиций, слишком много, чтобы полностью описать их здесь. Шесть проволок изготовлены из углеродистой стали с различным содержанием раскислителей, две проволоки содержат примерно 1% или 2,5% никеля, а еще две проволоки содержат около 0,5% молибдена. Обозначение этих проводов, например, G3Si1, «G» означает, что это сплошной провод, «3» означает, что он содержит около 1,5% марганца, а Si1 означает, что он содержит около 0,8% кремния; Г3Н1 — это проволока, содержащая приблизительно 1,5 % марганца и 1 % никеля.
Для системы классификации А стандарт перечисляет одиннадцать композиций, слишком много, чтобы полностью описать их здесь. Шесть проволок изготовлены из углеродистой стали с различным содержанием раскислителей, две проволоки содержат примерно 1% или 2,5% никеля, а еще две проволоки содержат около 0,5% молибдена. Обозначение этих проводов, например, G3Si1, «G» означает, что это сплошной провод, «3» означает, что он содержит около 1,5% марганца, а Si1 означает, что он содержит около 0,8% кремния; Г3Н1 — это проволока, содержащая приблизительно 1,5 % марганца и 1 % никеля.
Table 1A Symbols for mechanical properties based on classification system A
| Symbol | Min Yield Strength N/mm 2 | UTS N/mm 2 | Минимальное удлинение % | Обозначение | Испытание по Шарпи-V 47 Дж при темп. 355 | 440 до 570 | 22 | З | Нет требований | |
|---|---|---|---|---|---|---|---|---|---|---|
| 38 | 380 | от 470 до 600 | 20 | А | +20 | |||||
| 42 | 420 | от 500 до 640 | 20 | 0 | 0 | |||||
| 46 | 460 | от 530 до 680 | 20 | 2 | -20 | |||||
| 50 | 500 | от 560 до 720 | 18 | 3 | -30 | |||||
| 4 | -40 | |||||||||
| 5 | -50 | |||||||||
| 6 | -60 | |||||||||
| 7 | -70 | |||||||||
| 8 | -80 | |||||||||
| 9 | -90 | |||||||||
| 10 | -100 |
Таблица 1B Обозначения механических свойств на основе системы классификации B
| Symbol | Min Yield Strength N/mm 2 | UTS N/mm 2 | Min Elongation % | Symbol | Испытание Шарпи-V 27 Дж при температуре °C |
|---|---|---|---|---|---|
| 43X | 330 | от 430 до 600 | 20 | З | Нет требований |
| 49Х | 390 | 490 до 670 | 18 | Д | +20 |
| 55x | 460 | от 550 до 740 | 17 | 0 | 0 |
| 57x | 490 | от 570 до 770 | 17 | 2 | -20 |
| 3 | -30 | ||||
| 4 | -40 | ||||
| 5 | -50 | ||||
| 6 | -60 | ||||
| 7 | -70 | ||||
| 8 | -80 | ||||
| 9 | -90 | ||||
| 10 | -100 |
Таким образом, полным обозначением может быть ISO 14341-A-G 46 5 M G3Si1, где «-A» обозначает систему классификации A, «-G» обозначает сплошной проволочный электрод/или отложения, а «M» обозначает смешанный газ. Примером обозначения Системы B может быть ISO 14341-B-G 49.A 6 M G3, где «А» означает испытание в состоянии после сварки.
Примером обозначения Системы B может быть ISO 14341-B-G 49.A 6 M G3, где «А» означает испытание в состоянии после сварки.
Спецификация AWS AWS A5.18 распространяется как на сплошную, композитную многопроволочную, так и на порошковую проволоку, содержащую шесть присадочных металлов из углеродистой стали, для сварки MAG, TIG и плазменной сварки в американских и метрических единицах.
Классификация начинается с букв «Е» или «ER». «Е» обозначает электрод. «ER» означает, что присадочный металл может использоваться либо в качестве электрода, либо в качестве стержня. Следующие две цифры обозначают предел прочности при растяжении либо в 1000 фунтов на квадратный дюйм (кфунт/кв. дюйм), либо в Н/мм 2 например, ER70 (70ksi UTS) или ER48 (480 Н/мм 2 UTS). Однако обратите внимание, что в спецификации указан только один уровень прочности.
Следующие два символа определяют состав, существенно небольшие вариации в содержании углерода, марганца и кремния, тип проволоки (сплошная проволока (S) или проволока с металлическим сердечником или композитная проволока (C)) и значения ударной вязкости по Шарпи-V.
За одним исключением, сплошная проволока испытывается с использованием 100% CO 2 , порошковая проволока – с аргоном/CO 2 или по согласованию между заказчиком и поставщиком, и в этом случае имеется последняя буква «С», обозначающая CO 2 или «М», смешанный газ.
Перестановки в этих идентификаторах слишком многочисленны и слишком сложны, чтобы описать их все достаточно подробно, но в качестве иллюстрации типичным обозначением будет ER70S-3, присадочный металл 70ksi, CO 2 с газовой защитой и с минимальная энергия Шарпи-V 27 Дж при -20°C. E70C-3M идентифицирует проволоку как сплошную проволоку с металлическим сердечником UTS 70ksi, 27 Дж при -20°C, испытанную в среде защитного газа аргон/CO2.
Спецификация EN/ISO для флюсовых и металлопорошковых проволок из нелегированной стали – это BS EN ISO 17632. Это касается как экранированных, так и самозащитных проволок. Стандарт идентифицирует электрод на основе двух систем аналогично BS EN ISO 14341, указывая свойства на растяжение и ударные свойства металла сварного шва, полученные с данным электродом. Хотя в спецификации заявлено, что все провода нелегированные, они могут содержать молибдена до 0,6% и/или никеля до 3,85%. Классификация начинается с буквы «Т», обозначающей расходуемый материал как порошковую проволоку.
Хотя в спецификации заявлено, что все провода нелегированные, они могут содержать молибдена до 0,6% и/или никеля до 3,85%. Классификация начинается с буквы «Т», обозначающей расходуемый материал как порошковую проволоку.
Классификация использует те же символы для механических свойств, что и в таблице 1A и B , и несколько аналогичный метод описания состава согласно BS EN ISO 14341. Таким образом, MnMo содержит приблизительно 1,7% марганца и 0,5% молибдена; 1,5Ni содержит 1% марганца и 1,5% никеля. Помимо символов, обозначающих свойства и состав, имеются символы состава сердечника электрода. Таблица 2 обобщает символы для типа сердечника электрода и положения сварки в соответствии с системой классификации A. Система классификации B использует индикаторы удобства использования в отличие от однобуквенного символа для типа сердечника электрода, который можно найти в таблице 5B BS EN. ИСО 17632.
Table 2 Symbols for electrode core type and position based on classification system A
| Flux Core | Welding Position | |||
|---|---|---|---|---|
| Symbol | Flux Core Type | Защитный газ | Символ | Положение сварки |
| R | Рутил, медленно застывающий шлак | Требуется | 1 | Все |
| Р | Рутил, быстрозастывающий шлак | Обязательно | 2 | Все, кроме V-Down |
| Б | Базовый | Обязательно | 3 | Плоский торец, плоский и HV-галтель |
| М | Металлический порошок | Обязательно | 4 | Плоский торец и филе |
| В | Рутил или основной/фторид | Не требуется | 5 | V-вниз и (3) |
| Ш | Основной/фтористый, медленно застывающий шлак | Не требуется | ||
| Д | Основной/фтористый, быстрозастывающий шлак | Не требуется | ||
| З | Другие типы | |||
Кроме того, имеются символы для типа газа. Это «M» для смешанных газов, «C» для 100% CO 2 и «N» для самоэкранированных проводов и «H» для проводов с водородным управлением. Таким образом, полное обозначение может быть ISO 17632-A -T46 3 1Ni B M 1 H5 в соответствии с системой классификации A. Примером для системы классификации B может быть ISO 17632-B -T55 4 T5-1MA-N2-UH5, где ‘ T5 — обозначение удобства использования, «A» — испытание в состоянии после сварки, «N2» — обозначение химического состава, а «U» — дополнительное обозначение.
Это «M» для смешанных газов, «C» для 100% CO 2 и «N» для самоэкранированных проводов и «H» для проводов с водородным управлением. Таким образом, полное обозначение может быть ISO 17632-A -T46 3 1Ni B M 1 H5 в соответствии с системой классификации A. Примером для системы классификации B может быть ISO 17632-B -T55 4 T5-1MA-N2-UH5, где ‘ T5 — обозначение удобства использования, «A» — испытание в состоянии после сварки, «N2» — обозначение химического состава, а «U» — дополнительное обозначение.
Схема классификации Американского общества сварщиков для порошковых проволок из углеродистой стали подробно описана в спецификации AWS A5.36. Он также содержит информацию из A5.18, но официально не заменяет его. Полное обозначение состоит из десяти символов в длину, начиная с буквы «E» для электрода, затем обозначают прочность, положение сварки, порошковую проволоку, удобство использования, защитный газ, ударную вязкость, пределы тепловложения и диффузионный водород, причем последние четыре обозначения являются необязательными.
Существует два уровня прочности — E7 (70ksi UTS) и E6 (60ksi UTS), за которыми следует обозначение положения сварки, «0» для плоского и горизонтального и «1» для всех положений, включая вертикальное вверх и вертикальное вниз .
Следующий символ «T» указывает на порошковую проволоку, за которой следует число от 1 до 14 или буква «G», обозначающая удобство использования. Этот номер относится к рекомендуемой полярности, требованиям к внешнему экранированию и тому, может ли проволока использоваться для наплавки одно- или многопроходных сварных швов. «G» означает, что рабочие характеристики не указаны. Шестая буква обозначает защитный газ, используемый для классификации, «C» означает 100% CO 9.1149 2 , «M» для аргона/CO 2 , без буквы, обозначающей самоэкранированный провод.
Необязательная часть обозначения может включать букву «J», подтверждающую, что испытание металла сварного шва может дать значения Шарпи-V 27J при -40°C; следующим обозначением может быть либо «D», либо «Q».