Маркировка абразивные круги: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| разработка сайта: ООО «Неос» дизайн: Александр Васильев | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ru
ru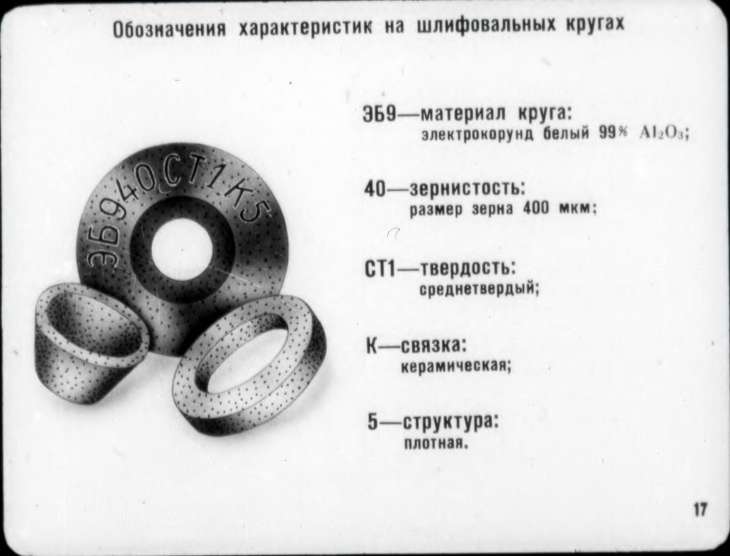 центром и упроч. элементами
центром и упроч. элементами
Зернистость шлифовальных абразивных кругов, их маркировка, ГОСТ выбор абразивного материала
Современные искусственные абразивы позволяют точно контролировать физические свойства и форму абразивного зерна. Это помогает обеспечить постоянство режущих свойств абразивного инструмента.
Norton предлагает широкий выбор типов абразивов для обеспечения обширной линейки особенных шлифовальных характеристик. Это необходимо для максимальной эффективности в большом диапазоне вариантов операций продиктованных промышленностью сегодня.
|
Марка абразивного материала
|
ОБЛАСТЬ ПРИМЕНЕНИЯ
| |
|
ГОСТ
|
FEPA
| |
|
14A
|
A
|
Обработка материалов с высоким сопротивлением разрыву, обдирка стальных отливок, проката, высокопрочных чугунов, обработка углеродистых и легированных сталей, бронзы, никелевых и алюминиевых сплавов.
|
|
25A
|
WA
|
Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей. Обработка тонких деталей и инструментов (зубья, ножи, сверла, резцы), заточка.
|
|
38A
|
ZK
|
Силовое обдирочное шлифование стальных заготовок.
|
|
54C; 63C
|
C; GC
|
Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронза, латунь, твердые сплавы, стекло, драгоценные камни, мрамор, гранит, фарфор), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия).
|

Выбор зернистости круга
Размер зерна или зернистость является наиболее важным параметром в определении возможности круга достигнуть требуемой шероховатости поверхности и необходимого съема материала. Зернистость обозначается цифрами, которые увеличиваются по мере уменьшения размера зерна. Например: номер 10 обозначает зерно со средним размером около 2 мм, а номер 60 – 0,25 мм.
Стандартные размеры зерна используются во всех кругах Norton. Данные размеры соответствуют Европейским стандартам определяемых FEPA.
Идеальный абразив для шлифовки, зачистки и резки, имеет способность оставаться острым с минимумом затупленных точек и, когда начинается затупление он раскалывается открывая новые острые кромки.
|
Зернистость
|
ВИД ОБРАБОТКИ
| |
|
ГОСТ
|
FEPA
| |
|
200-80
|
F10-F22
|
Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок. Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий).
|
|
80-50
|
F22-F36
|
Отрезка, плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента.
|
|
63-25
|
F30-F60
|
Предварительное и комбинированное шлифование, заточка режущего инструмента.
|
|
40-5
|
F40-F220
|
Плоское шлифование.
|
|
32-16
|
F54-F90
|
Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов.
|
|
12-6
|
F100-F180
|
Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование.
|
|
6-М50
|
F180-F280
|
Отделочное шлифование металлов, стекла, мрамора и т.п., резьбошлифование, чистовое хонингование.
|
|
М63-М14
|
F230-F600
|
Суперфиниширование, окончательное хонингование, доводка тонких лезвий, резьбошлифование изделий с мелким шагом, полирование.
|


Выбор инструмента по твердости
Твердость указывает на относительную удерживающую силу связки, с которой она удерживает абразивные зерна в круге. Она указывается в спецификации буквами алфавита от мягких градаций до твердых. Следующие правила должны соблюдаться по отношению к твердости кругов.
Твердость
| ВИД ОБРАБОТКИ
| |
ГОСТ
| FEPA | |
ЧТ;ВТ | W;T | Обдирочные операции, правка абразивных инструментов, шлифование шариков для подшипников. |
Т2;Т1; | S;R;Q;P | Отрезка, прорезка канавок, обдирочные операции, ведущиеся вручную, круглое наружное шлифование, бесцентровое шлифование, шлифование прерывистых поверхностей. |
СТ2;СТ1; | P;O;N | Предварительное круглое наружное и бесцентровое шлифование сталей, ковкого чугуна. Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом. |
СТ1;С2; | O;N;M | Плоское шлифование сегментами и кольцевыми кругами, резьбошлифование кругами на бакелитовой связке. |
С2;С1; | N;M;L;K | Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов. |
CM2;CM1; | L;K;J | Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование. |

Система маркировки абразивного инструмента
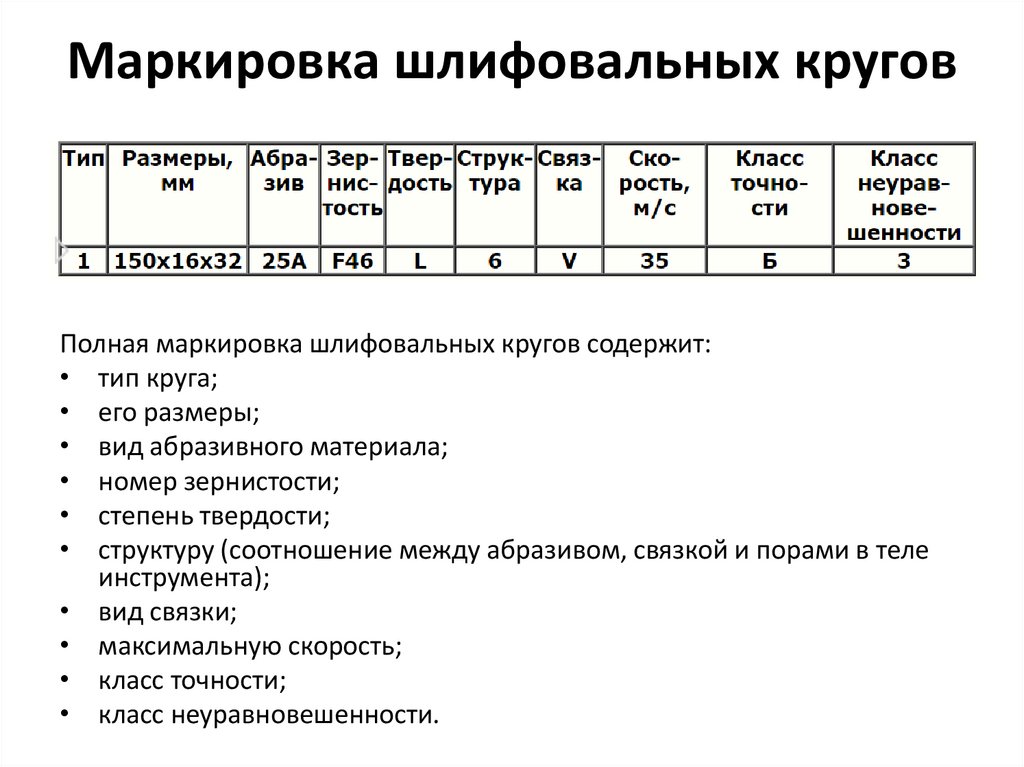
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента. Для того что бы правильно выбрать круг необходимо знать его характеристики, разобраться в этом Вам поможет таблица маркировки.
Знакомство с системой маркировки абразивных кругов
Шлифовальный круг, также известный как абразивный круг, представляет собой круг, изготовленный из абразивных частиц, связанных вместе различными веществами, такими как резина, шеллак или силикат. Они используются в различных отраслях промышленности, но при несоблюдении правил безопасности могут привести к серьезным травмам.
Все абразивные круги склонны к поломке, поэтому очень важно всегда следовать передовым методам работы, когда они используются. Одной из первых мер контроля, которой следует придерживаться, является понимание системы маркировки шлифовальных кругов.
Все абразивные круги имеют маркировку:
- Тип.
- Размер.
- Спецификация.
- Максимальная рабочая скорость.
- Ограничения на использование.
- Прочая информация, не связанная с безопасностью.
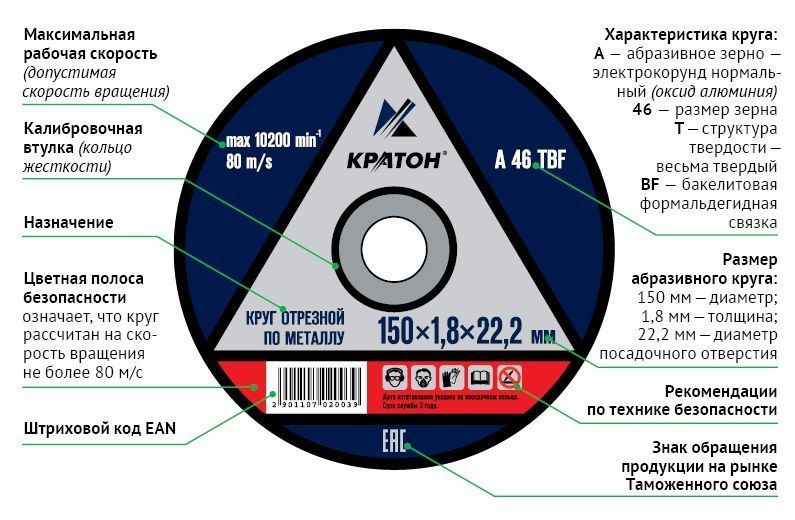
Они должны соответствовать системе маркировки FEPA (EN 12413 и ISO 525). Взгляните на приведенный ниже пример, в котором показаны все основные обозначения.
Тип колеса маркируется номером ISO и обозначает форму колеса. Например, ISO Type 52 — это колесо, установленное на шпинделе.
Размер шлифовального круга указан в виде размеров в мм. Например, 230 х 3 х 22,2 мм. Это представляет собой диаметр колеса x толщину x размер отверстия.
Спецификация шлифовального круга обозначена серией букв и цифр. Например, WA 60 K 7 V. Это тип абразивного материала, зернистость, марка, структура и тип связки. Общее руководство по маркировке спецификаций можно увидеть в таблице здесь:
Диапазон маркировки материалов, зернистости, сортов, структур и связок зависит от продукта и производителя, но в приведенной выше таблице дается общий обзор часто встречающихся маркировок. на абразивных кругах.
Максимальная рабочая скорость указана на каждом большом шлифовальном круге (диаметром более 80 мм) двумя способами:
- Окружная скорость поверхности, указанная в метрах в секунду. Например, 80 м/с.
- Скорость вращения, выраженная в оборотах в минуту. Например, 8500 об/мин.
Для шлифовальных кругов меньшего размера (диаметром менее 80 мм) максимальная рабочая скорость указана в отдельном объявлении, которое необходимо хранить вместе с кругом.
Для высоких скоростей по центру колеса нанесены цветные полосы. Цвета:
Цвета:
- 50 м/с — Синий
- 60 м/с — желтый
- 80 м/с — красный
- 100 м/с — зеленый
- 125 м/с — синий/желтый
PS: Теперь цветные полосы больше не обязательны.
Ограничения по использованию указаны на шлифовальном круге с помощью кода и, в некоторых случаях, соответствующего рисунка. Маркировка, используемая для обозначения ограничений, следующая:
Маркировка, не связанная с безопасностью на шлифовальных кругах:
- Товарный знак/название производителя.
- Номер протокола испытаний, указывающий на соответствие стандартам безопасности.
- Срок годности, если это колесо на органической связке (это будет 3 года с даты изготовления).
- Отслеживаемый кодовый номер, указывающий источник и детали изготовления колеса.
- Стрелка крепления, указывающая на самую тяжелую точку колеса. Стрелка должна указывать вниз, когда колесо установлено.
Если вы работаете с абразивными кругами, важно знать их маркировку, но на этом ваши знания не заканчиваются. Все операторы должны быть хорошо осведомлены об опасностях, связанных с шлифовальными кругами, а также о том, как правильно хранить их и обращаться с ними, осматривать их на наличие повреждений и соблюдать соответствующие меры контроля.
Выбор абразивных кругов и их применение
Иногда обеспечение успеха вашего проекта и удовлетворенности вашего клиента может быть таким же простым, как выбор правильных инструментов. Вот почему важно понимать, как работают различные абразивные круги, их различные области применения и как правильно выбрать абразивный круг. Независимо от того, работаете ли вы с чрезвычайно твердыми материалами или вам нужна нестандартная обработка поверхности, выбор лучшего и самого безопасного абразивного круга имеет решающее значение.
Компания White Cap подготовила серию статей, которые помогут вам выбрать правильный абразивный круг для любой работы. Мы расскажем вам о различных аспектах выбора колеса, расскажем о его компонентах и о том, как добиться конкретных результатов. Для обзора абразивных кругов, их устройства и конструкции прочитайте нашу статью Общие сведения об отрезных кругах .
Мы расскажем вам о различных аспектах выбора колеса, расскажем о его компонентах и о том, как добиться конкретных результатов. Для обзора абразивных кругов, их устройства и конструкции прочитайте нашу статью Общие сведения об отрезных кругах .
Как правильно выбрать абразивный круг
Абразивные круги, как правило, состоят из двух различных основных компонентов: зерен, которые фактически режут, и связующего вещества, которое удерживает эти зерна вместе и обеспечивает поддержку во время резки.
Что такое связка/твердость абразивного круга?
Связка абразивного круга относится к твердости и прочности связки или матрицы, которая удерживает абразивные зерна на круге. Это не относится к абразивным зернам, а только к связке, удерживающей зерна. Эта связь бывает «жесткой» или «мягкой».
Это может показаться обратным, но вы должны использовать абразивные круги с более мягкой связкой для твердых металлов и более твердой связкой для мягких металлов. Мягкая связка предназначена для более быстрого разрушения для постоянной скорости резания, более быстрого обнажения новых зерен и лучшей работы с твердыми металлами. Однако твердая связка имеет более длительный срок службы, шлифуется более плавно и лучше работает с более мягкими металлами.
Мягкая связка предназначена для более быстрого разрушения для постоянной скорости резания, более быстрого обнажения новых зерен и лучшей работы с твердыми металлами. Однако твердая связка имеет более длительный срок службы, шлифуется более плавно и лучше работает с более мягкими металлами.
Диапазон оценок от A до Z, где A представляет максимальную мягкость, а Z максимальную твердость. Важно выбрать правильный сорт. Круги, которые слишком мягкие для материалов, которые они измельчают, будут слишком быстро выделять зерна, и круг будет быстро изнашиваться. Круги, которые слишком тверды для материалов, которые они шлифуют, не выделяют абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «глазурование».
Мягкие сорта: | Твердые классы: |
|
|
|
|
|
|
Облигация
Связь, которая удерживает абразивные зерна вместе в круге, позволяет инструменту либо резать должным образом… либо подводить вас и выходить из строя на полпути к работе.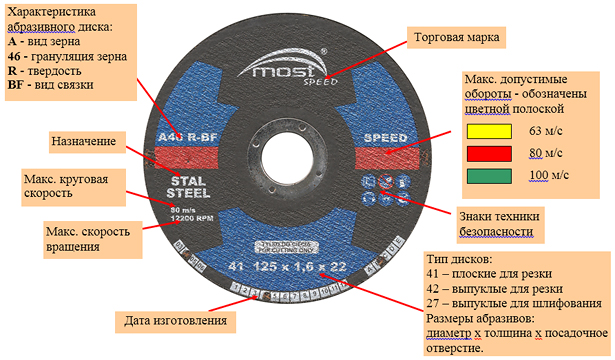
Связки для абразивных кругов могут быть классифицированы как «твердые» или «мягкие». Ваш выбор связи должен быть напрямую связан с типом работы, которую вы выполняете. Колесо с жесткой связкой используется на машинах большой мощности и на небольших или узких поверхностях. Круги с мягкой связкой используются для работ, требующих быстрого удаления материала, а также для твердых материалов или больших площадей контакта.
Жесткая связка будет препятствовать отделению зерен, что приведет к более медленному износу, в то время как мягкая связка не прослужит так долго и потребует более частой замены. Однако качество связки оказывает огромное влияние на характеристики колеса. Слишком сильно, и колесо не выдержит и разобьется; слишком мягкий, и круг изнашивается после ограниченных резов.
Зерно
Большинство абразивных кругов изготавливаются из зерна оксида алюминия, но бренды отличаются тем, что используют зерна наполнителя, а не однородные — однородные обеспечивают лучшую резку, а также имеют тенденцию служить дольше. Колеса с зернами наполнителя более подвержены растрескиванию или оставлению неровной поверхности на вашей работе.
Колеса с зернами наполнителя более подвержены растрескиванию или оставлению неровной поверхности на вашей работе.
Факторы для выбора правильного абразивного круга
При выборе абразивного круга для любого применения необходимо учитывать девять основных факторов:
1. Какой материал вы будете шлифовать и насколько он твердый? Тип материала влияет на выбор абразива, зернистости и марки. Как правило, чем тверже материал, тем мягче требуется круг.
2. Какой припуск необходимо удалить из материала? Для высоких скоростей съема материала требуются крупнозернистые круги, обычно с размером ячеек от 12 до 24. Чистовая обработка и жесткие ограничения на геометрию готовой заготовки требуют более мелкого размера зерна. Окончательная отделка поверхности часто достигается за счет «искрового разряда», когда дальнейшая подача не применяется, и кругу позволяют шлифовать до тех пор, пока не исчезнет большая часть шлифовальных искр.
3. Разработайте форму материала и требуемую отделку поверхности (или отделки).
4. Какой тип машины вы будете использовать? Обратите внимание на его мощность и условия.
5. Какие скорости круга и подачи будут задействованы? Убедитесь, что рабочая скорость машины не превышает максимальную рабочую скорость, указанную на любом продукте.
6. Определите размер и твердость поверхности шлифовального контакта. Также следует учитывать площадь контакта между кругом и заготовкой.
7. Будет ли ваша операция шлифования мокрой или сухой?
8. Какой степени шлифовки требуется?
9. Какой метод перевязки?
Маркировка абразивного круга
При покупке или выборе абразивного круга для использования в проекте крайне важно понимать маркировку и коды на этикетке круга.
• Тип — маркируется номером системы маркировки ANSI и указывает форму колеса.
• Размер — представляет диаметр колеса x толщину x размер отверстия. Маркируется как мм.
• Спецификация — буквы и цифры, обозначающие абразивный материал, зернистость, сорт, структуру и тип связки. Используйте общее руководство для примеров.
• Максимальная рабочая скорость – обозначается двумя способами: окружная скорость поверхности в метрах в секунду и скорость вращения в оборотах в минуту (об/мин). Для высоких скоростей поперек колеса нанесены цветные полосы.
• Ограничения по использованию — обозначены на колесе с помощью кода.
Прочая информация, не связанная с безопасностью может включать :
o Товарный знак/название производителя
o Номер записи теста, указывающий на соответствие стандартам безопасности
o Срок годности, если это круг на органической связке (это будет 3 года с даты изготовления)
o Отслеживаемый кодовый номер с указанием источника и сведений о производстве
o Стрелка крепления, указывающая на самую тяжелую точку колеса.
 Стрелка должна указывать вниз, когда колесо установлено.
Стрелка должна указывать вниз, когда колесо установлено.
Выбор абразивного круга для бетона и металла
Очень твердые поверхности, такие как бетон, камень и каменная кладка, нуждаются в одинаково жестком абразиве. Для этого применения нет ничего тверже алмазов. В то время как другие абразивы, такие как карбид кремния, могут быть эффективными, стоимость алмазов промышленного производства была снижена, что сделало алмазный инструмент предпочтительным методом резки и шлифования бетона, камня и кирпичной кладки.
Отрезные круги по металлу изготовлены из оксида алюминия, который считается мягким абразивом. Зерна оксида алюминия изначально прочные и износостойкие; однако после этого резкого и быстрого первого среза зерна становятся тусклыми, и им не хватает скорости резания и срока службы, как у других зерен. Подходит для шлифования металлов, таких как сталь, железо, бронзовые сплавы и нержавеющая сталь.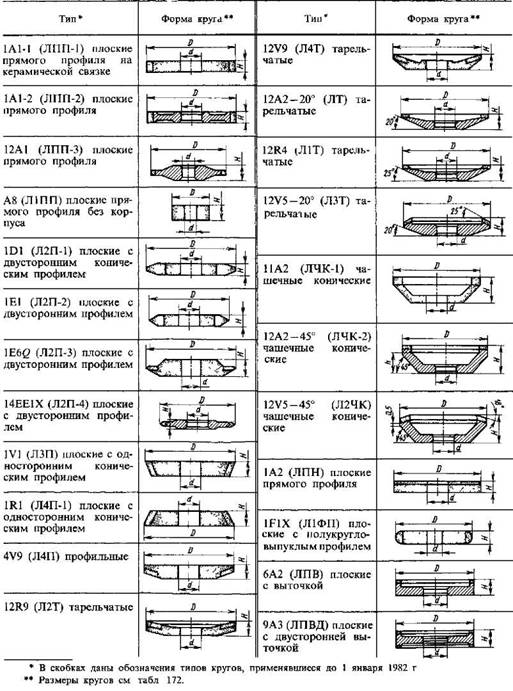
Когда абразивные частицы слишком тверды для разрезаемого материала, круги выделяют много тепла и могут слипаться. Это означает, что абразив должен соответствовать обрабатываемому материалу.
Техническое обслуживание и эксплуатационные характеристики абразивных кругов
Ниже приведены некоторые рекомендации по уходу за вашими инструментами и способы обеспечения наилучшей и долговечной работы.
- Используйте, обращайтесь и устанавливайте абразивные круги с осторожностью, соблюдая надлежащие меры безопасности.
- Храните абразивные круги так, чтобы они были защищены от ударов и выдавливания. Ваше складское помещение не должно подвергаться экстремальным погодным условиям, перепадам температуры и влажности, которые могут повредить сцепление на некоторых колесах.
- Сразу после распаковки следует внимательно осмотреть все новые колеса, чтобы убедиться, что они не повреждены.
- Всякий раз, когда бывшие в употреблении колеса возвращаются на хранение, их следует тщательно осматривать на наличие повреждений, сколов и трещин.

- Аккуратно обращайтесь с колесами. Не роняйте и не ударяйте, это может привести к трещинам, сколам и другим повреждениям.
- Переносить колеса на рабочие места; не катить. Для тяжелых колес надежно закрепите колесо в ручной тележке или вилочном погрузчике.
- Перед установкой керамического круга проверьте его кольцом. См. код безопасности ANSI B7.1 для использования, ухода и защиты абразивных кругов. Кольцевой тест обнаружит трещины.
- Никогда не используйте треснутый круг.
- Убедитесь, что частота вращения шпинделя не превышает максимально безопасную скорость абразивного круга.
- Используйте колесо с размером центрального отверстия, которое плотно, но свободно садится на шпиндель, не прилагая к нему усилий. Никогда не пытайтесь изменить отверстие беседки.
- Используйте подобранную пару чистых утопленных фланцев не менее чем на одну треть диаметра колеса. Несущие поверхности фланцев должны быть ровными и не иметь заусенцев или скоплений грязи.

- Затяните гайку шпинделя ровно настолько, чтобы крепко удерживать колесо; не используйте давление для чрезмерной затяжки. При установке направляющего колеса найдите стрелку, отмеченную на колесе, и убедитесь, что она указывает направление вращения шпинделя.
- Перед эксплуатацией машины всегда проверяйте, что все колеса и ограждения машины на месте, а все крышки плотно закрыты.
- После надежной установки круга и установки защитных кожухов включите машину, отойдите в сторону и дайте ей поработать не менее одной минуты на рабочей скорости, прежде чем начинать шлифовку. Если неисправное колесо сломается, это, скорее всего, произойдет, когда оно начнет вращаться.
- Шлифовать только лицевую сторону прямого круга.
- Шлифуйте только сторону цилиндра, чашки или сегментного круга.
- Аккуратно, без ударов и выемок.
- Никогда не форсируйте шлифование, так как двигатель заметно замедляется или работа нагревается.
- Если во время эксплуатации сломалось колесо, внимательно осмотрите машину, чтобы убедиться, что защитные кожухи и ограждения не повреждены.
 Кроме того, проверьте фланцы, шпиндель и монтажные гайки, чтобы убедиться, что они не согнуты, не подпружинены или не повреждены каким-либо другим образом.
Кроме того, проверьте фланцы, шпиндель и монтажные гайки, чтобы убедиться, что они не согнуты, не подпружинены или не повреждены каким-либо другим образом.
Перечень мер безопасности для абразивных кругов
Как и многие инструменты с движущимися частями, абразивные круги могут быть опасны при неправильном использовании. К распространенным, но серьезным травмам относятся травмы глаз, пальцев и рук от разлетающихся обломков и поломки колеса. Большинство травм можно легко предотвратить, если следовать правилам техники безопасности, носить оборудование, отвечающее требованиям безопасности, работать в безопасных зонах, следить за тем, чтобы ваши колеса и инструменты были в идеальном рабочем состоянии, а все, кто работает на шлифовальном станке, прошли надлежащее обучение.
Вот несколько рекомендаций, которые помогут обезопасить вас и вашу команду. И, как всегда, проконсультируйтесь с OSHA или ANSI для получения подробной информации или конкретных требований безопасности.
- Всегда надевайте защитные очки или лицевой щиток с ударопрочными линзами и боковыми щитками.
- Установите небьющиеся защитные очки на все стационарные шлифовальные машины.
- Перед монтажом проверьте абразивные круги на наличие трещин, сколов и повреждений. Отремонтируйте или замените при необходимости.
- Убедитесь, что рабочая скорость не превышает номинальную максимальную скорость колеса.
- Перед каждым использованием проверяйте и проверяйте колеса на наличие трещин.
- Убедитесь, что отверстие оси абразивного круга правильно подходит к оси станка.
- Убедитесь, что фланцы чистые, плоские и соответствуют типу и размеру устанавливаемого колеса.
- Затяните гайки настолько, чтобы прочно удерживать колесо. Не используйте чрезмерное давление.
- Стоя в стороне, обкатайте новые круги на полной рабочей скорости в защищенном месте не менее чем за одну минуту до шлифовки. Большинство неисправных колес ломаются при запуске.

