Расточного станка: Расточные станки: устройство, принцип работы, виды
Содержание
2А622 станок горизонтально-расточной c неподвижной передней стойкой. Паспорт, схемы, описание, характеристики
Сведения о производителе горизонтально-расточного станка 2А622
Производитель горизонтально-расточных станков 2А622 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2003 г. в отношении предприятия была возбуждена процедура банкротства
В 2004 г — банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Станки производства Ленинградского станкостроительного завода им.
 Свердлова
Свердлова
- 2А470 — станок координатно-расточной двухстоечный особо высокой точности, 1400 х 2240
- 2А614 — станок горизонтально-расточной универсальный, Ø 80
- 2А620 — станок горизонтально-расточной универсальный, Ø 90
- 2А620Ф1 — станок горизонтально-расточной с УЦИ, Ø 90
- 2А620Ф2 — станок горизонтально-расточной с ЧПУ, Ø 90
- 2А622 — станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф1 — станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф2 — станок горизонтально-расточной с ЧПУ, Ø 110
- 2А622Ф4 — станок горизонтально-расточной с ЧПУ, Ø 110
- 2А656Ф11, 2А656РФ11 — станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 2В460 — станок координатно-расточной двухстоечный, 1000 х 1600
- 2В622Ф4 — станок горизонтально-расточной с ЧПУ, Ø 125
- 2Е460 — станок координатно-расточной двухстоечный, 1000 х 1600
- 2Е470 — станок координатно-расточной двухстоечный, 1400 х 2240
- 2Е656, 2Е656Р — станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 262Г — станок горизонтально-расточной универсальный, Ø 85
- 2620, 2620А — станок горизонтально-расточной универсальный, Ø 90
- 2622, 2622А — станок горизонтально-расточной универсальный, Ø 110
- 2657 — станок горизонтально-расточной универсальный, Ø 150
- 6441Б — станок копировально-фрезерный горизонтальный с электронным управлением, 630 х 1200
- 6652 — станок продольно-фрезерный двухстоечный четырехшпиндельный, 1250 х 4250
2А622 Горизонтально-расточные станки c неподвижной передней стойкой.
 Назначение, область применения
Назначение, область применения
Горизонтально-расточные станки 2А622 заменили устаревшие станки моделей 2622.
Станки 2А622 предназначены для консольной обработки различных крупных корпусных деталей массой до 4000 кг, имеющих точные отверстия, оси которых связаны между собой точными размерами.
Станок 2А622 снабжен неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
На станках 2А622 можно производить сверление, зенкерование, растачивание и развертывание точных отверстий по точным координатам, фрезерование и нарезание резьбы.
Конструкция станков позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.

Станки 2А622 могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
Модификации горизонтально-расточного станка 2А622
Станки моделей 2А622, 2А622Ф1, 2А622Ф2 с выдвижным шпинделем диаметром 110 мм и неподвижной плитой на торцовой стенке шпиндельной бабки отличаются повышенной жесткостью и виброустойчивостью шпиндельной системы и рекомендуются для высокопроизводительной консольной обработки.
2А622, 2А622Ф1-1 — горизонтально-расточные станки производства станкостроительного завода «Свердлов»
2А622-2, 2А622Ф1-2 — горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
- Станок модели 2А622-1 снабжен оптическим отсчетом координат.
- Станок модели 2А622Ф1-1 оснащается цифровой индикацией координат.
- Станок модели 2А622Ф2-1 оснащается системой числового программного управления.

Класс точности станков Н.
В 1975 г. станкам моделей 2А622-1, 2А622Ф1-1 присвоен «Знак качества».
Посадочные и присоединительные базы горизонтально-расточного станка 2А622
Посадочные и присоединительные базы расточного станка 2а622
Фото горизонтально-расточного станка 2А622
Фото горизонтально-расточного станка 2а622
Фото горизонтально-расточного станка 2а622
Фото горизонтально-расточного станка 2а622
Фото горизонтально-расточного станка 2а622
Расположение составных частей горизонтально-расточного станка 2А622
Расположение составных частей расточного станка 2а622
Перечень составных частей горизонтально-расточного станка 2А622
- станина;
- стол;
- подвеска пульта;
- передняя стойка;
- шпиндельная бабка;
- дополнительная направляющая станины
Расположение органов управления горизонтально-расточным станком 2А622
Расположение органов управления горизонтально-расточным 2а622
Перечень органов управления горизонтально-расточным станком 2А622
- рукоятка выбора величины подачи;
- выбор скорости вращения шпинделя;
- лимб отсчета перемещения шпинделя;
- штурвал;
- пульт штурвала;
- лимб отсчета перемещения суппорта;
- отжим инструмента;
- зажим инструмента.

Управление горизонтально-расточным станками 2А622
Нa главном пульте сосредоточены все основные пусковые органы управления. Кроме главного пульта, на станке имеются еще несколько мест оперативного управления станком:
- на шпиндельной бабке расположен механизм переключения скоростей, механизм выбора величины подачи, кнопка включения штурвала, рукоятка включения планшайбы и рукоятка, включение которой дает возможность перемещать суппорт планшайбы от штурвала при нарезании резьбы столом;
- на нижних санях столах расположен доводочный оператор на гибком шланге для тонкой установки подвижных узлов;
- на оптических отсчетных устройствах имеются кнопки включения освещения оптики.
Описание пульта управления цифровой индикации и пульта устройства числового программного управления даны по второй части руководства по эксплуатации.
Органы управления на главном пульте
Избиратель рабочего органа
Избиратель предназначен для выбора рабочего органа и представляет собой кнопочный переключатель.
При выборе органа нажимом кнопки орган, соответствующий ранее нажатой кнопке, зажимается.
При нажиме на кнопку происходит подготовка электрической схемы привода выбранного органа к включению и отжим выбранного органа.
Оператор установочных перемещений
Оператор предназначен для управления установочными перемещениями подвижных органов станка.
Оператор выполняет следующие функции:
- выбор направления и включение движения — нажатием соответствующей кнопки на рукоятке оператора;
- изменение скорости медленного установочного движения в диапазоне скорости подачи — вращением рукоятки;
- включение быстрого установочного движения с наибольшей скоростью — одновременным нажатием двух кнопок.
Переключатель непрерывного фрезерования
Переключатель имеет восемь положений и предназначен для изменения направления непрерывной подачи при фрезеровании плоскостей торцовыми фрезами. Фрезерование плоскостей торцовыми фрезами с непрерывным вращением шпинделя и непрерывной подачей способствует повышению качества обработанной поверхности.
Переключатель позволяет осуществлять фрезерование плоскости:
- горизонтальными строчками;
- вертикальными строчками;
- обходом по контуру с возможностью изменения направления подачи через 45°;
- строчками, направленными под углом 45°.
Механизм переключения скоростей
Механизм расположен на шпиндельной бабке и предназначен для выбора и переключения скорости шпинделя посредством одной рукоятки 180 (рис. 9 и 10).
Вариатор подачи
Вариатор подачи предназначен для выбора величины подачи в миллиметрах на оборот шпинделя и изменения величины подачи в процессе резания (рис. 11).
Штурвал
Штурвал предназначен для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и стола продольно (рис. 12).
На пульте под штурвалом расположены:
- тумблер выбора тонкого перемещения выбранного подвижного органа или быстрого перемещении только шпинделя;
- кнопка включения штурвала.

Доводочный оператор
На нижних санях станка расположен доводочный оператор — электрический штурвал для тонкого перемещения подвижных узлов.
Описание основных узлов горизонтально-расточных станков 2А622
Станина
Станина с четырьмя направляющими имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости. Три ряда башмаков позволяют быстро и легко выверять направляющие станины с требуемой точностью.
При исполнении станков с увеличенным поперечным ходом стола с двух сторон основной станины расположены две дополнительные боковые направляющие, установленные на башмаках (рис. 13).
Станина имеет широкие плоские шлифованные направляющие с телескопической защитой, обеспечивающей длительное сохранение первоначальной точности.
На торце станины размещен редуктор с электродвигателем привода перемещения шпиндельной бабки, шпинделя, радиального суппорта и стола продольно.
Распределение движений производится посредством электромагнитных муфт.
Передняя стойка
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость.
Передние направляющие стойки — плоские, шлифованные; боковые направляющие представляют собой закаленные накладные стальные планки, по которым на роликах качения перемещается шпиндельная бабка.
Шпиндельная бабка
Шпиндельная бабка представляет собой узел, состоящий из связанных между собой механизмов, смонтированных внутри и снаружи корпуса бабки: привода механизма главного движения, шпиндельного устройства, механизмов перемещения шпиндельной бабки, расточного шпинделя, радиального суппорта планшайбы (для станков 2А620-1, 2А620Ф1-1 и 2А620Ф2-1), хвостовой части, механизмов управления и отсчета перемещений расточного шпинделя и радиального суппорта планшайбы.
Привод механизма главного движения шпиндельной бабки осуществляется от фланцевого односкоростного электродвигателя трехфазного тока при помощи пружинной муфты переменной жесткости через промежуточный редуктор с двумя электромагнитными муфтами, расположенный на боковой стенке корпуса шпиндельной бабки.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей.
Расточный шпиндель из азотированной стали перемещается внутри термически обработанных втулок, запрессованных во фрезерном шпинделе.
Фрезерный шпиндель смонтирован в прецизионных цилиндрическом и коническом роликовых подшипниках.
Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления инструмента и приспособлений.
Планшайба с радиальным суппортом монтируется на своем шпинделе.
Механизмы перемещения шпиндельной бабки, шпинделя и радиального суппорта кинематически связаны с электродвигателем постоянного тока через редуктор, расположенный на правом торце станины, и вертикальный вал.
Подача всех подвижных органов осуществляется при помощи электродвигателей постоянного тока с приводом широкого диапазона.
Вариатор величин подач подвижных органов расположен на шпиндельной бабке рядом с механизмом переключения скоростей и представляет собой двухрядный многоступенчатый переключатель со шкалой величин подач в миллиметрах на один оборот. Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Стол
Поворотный стол станка имеет продольное и поперечное перемещение и центрируется в опоре с прецизионным цилиндро-роликовым подшипником.
При исполнении станков с увеличенным поперечным ходом стола 1600 мм на нижних салазках стола установлены отъемные боковые опоры, перемещающиеся по двум дополнительным боковым направляющим,
Боковые направляющие нижних салазок стола представляют собой закаленные стальные планки, по которым на роликах качения перемещаются верхние салазки стола.
Продольное перемещение стола осуществляется от электродвигателя постоянного тока через редуктор, расположенный па правом торце станины. Поперечное перемещение и поворот стола—от электродвигателя постоянного тока через редуктор, расположенный на заднем торце нижних салазок. Распределение движения производится электромагнитными муфтами.
Распределение движения производится электромагнитными муфтами.
Кинематическая схема горизонтально-расточного станка 2А622
Кинематическая схема горизонтально-расточного станка 2а622
Схема кинематическая горизонтально-расточного 2А622. Скачать в увеличенном масштабе
Привод главного движения горизонтально-расточных станков 2А622
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами.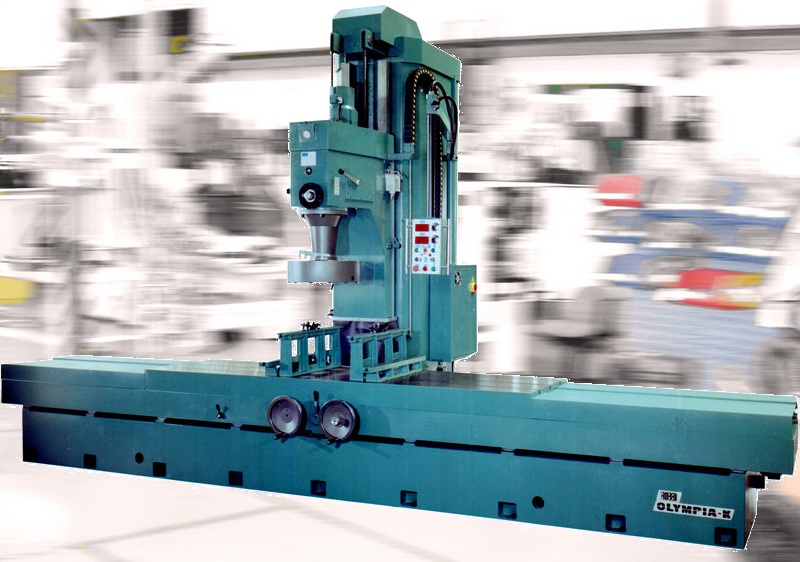 Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Привод подачи шпинделя, радиального суппорта, планшайбы, шпиндельной бабки и продольного перемещения стола
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Читайте также: Обозначения кинематических схем металлорежущих станков
2А622 станок горизонтально-расточной. Видеоролик.
Технические характеристики горизонтально-расточных станков 2А622
| Наименование параметра | 2А620 | 2А622 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | — | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25. ..1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5 | 1 |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2. ..2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | — |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | — |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | — |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | — |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1. ..10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
- Станки горизонтально-расточные 2А622-1, 2А620-1, 2А622Ф2-1, 2А620Ф2-1, 2А622Ф1-1, 2А620Ф1-1, 2А622ПФ1-1.

Руководство по эксплуатации 2А622-1.000.000 РЭ, 1976 - Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В. К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
3. Приспособления для расточных станков.
Заготовки
на столе расточного станка закрепляют
с помощью различных универсальных
приспособлений: прижимных планок,
станочных болтов, угольников, призм
(см. рис. 3).
При
обработке отверстий и плоскостей,
расположенных под углом к основанию
заготовки или друг к другу, применяют
угольники. Заготовки с опорными
поверхностями цилиндрической формы
устанавливают на призмы.
Корпусные
детали отличаются большим многообразием
форм и размеров обрабатываемых
поверхностей и точностью их обработки.
В зависимости от этого используют
различные конструкции расточных
кондукторов для закрепления корпусных
заготовок и обеспечения правильного
положения инструмента относительно
обрабатываемой поверхности.
Режущий
инструмент на расточных станках
закрепляют с помощью вспомогательного
инструмента: консольных оправок,
двухопорных оправок и патронов.
Использование вспомогательного
инструмента обусловлено тем, что резец
нельзя непосредственно закреплять в
расточном шпинделе или радиальном
суппорте. Расточные оправки имеют
прямоугольные, квадратные или круглые
окна для установки резцов, расположенные
под углом 45 или 90° к оси вращения оправки.
Короткие консольные оправки предназначены
для закрепления одного или двух резцов
при растачивании глухих и сквозных
отверстий небольшой длины. [2,с.184]
Рис.
4. Оправки для закрепления режущего
инструмента
Для
растачивания отверстий, находящихся
на большом расстоянии от торца планшайбы
станка, или нескольких соосных отверстий
используют удлиненные консольные
оправки (рис. 4, а). Применяют консольные
оправки также для пластинчатых плавающих
разверток (рис. 4, б). Пластинку 3 вставляют
в гнездо оправки и винтом 1 удерживают
от выпадения. В то же время благодаря
наличию небольшого зазора (0,1 — 0,15 мм)
между пазом 2 пластинки 3 и винтом 1
развертка может самоустанавливаться
(«плавать»).
Двухопорная
расточная оправка (рис. 4, в) представляет
собой длинный вал с коническим хвостовиком
на одном конце для установки его в
шпинделе станка. Другой конец оправки
закрепляют в люнете задней стойки
станка. По длине оправки расположены
окна для установки стержневых и
пластинчатых резцов. [2,с.186]
Фрезерование
применяют при обработке самых разнообразных
плоских и фасонных поверхностей.
Рассмотрим основные виды фрезерных
работ.
Фрезерование
горизонтальных поверхностей
производят на горизонтально-фрезерных
станках различными цилиндрическими
фрезами (рис. 2, а), а на вертикально-фрезерных
станках торцевыми головками и торцевыми
фрезами (рис. 2, б).
а)
б)
Рис.
2. Схемы фрезерования горизонтальных
поверхностей
Фрезерование
вертикальных поверхностей осуществляется
на горизонтально-фрезерных и
продольно-фрезерных станках торцевыми
фрезерными головками (рис. 3, а), а на
вертикально-фрезерных станках – боковыми
зубьями концевой фрезы (рис. 3, б).
а)
б)
Рисунок
3. Схемы фрезерования вертикальных
поверхностей
Фрезерование
наклонных поверхностей
производят одноугловой фрезой (рис. 4,
а) на горизонтально-фрезерном станке
либо торцевой фрезерной головкой на
вертикально-фрезерном станке
со
шпинделем, установленным под углом
(рис. 4, б).
а)
б)
Рис.
4. Схемы фрезерования наклонных
поверхностей
Фрезерование
пазов:
угловых (рис. 5, а), прямоугольных (рис.
5, б), Т-образных (рис. 5, в), типа ласточкин
хвост (рис. 5, г), фасонных (рис. 5, д),
шпоночных (рис. 5, е) производят на
горизонтально — и вертикально-фрезерных
станках.
а)
б) в)
г)
д) е)
Рис.
5. Схемы фрезерования пазов
Фрезерование
комбинированных поверхностей
выполняют комплектами фрез (наборными
фрезами) (рис. 6) на продольно-фрезерных
и иногда на горизонтально-фрезерных
станках.
Рис.
6. Схема фрезерования комбинированных
поверхностей
Фрезерование
фасонных поверхностей
производят фасонными фрезами
соответствующего профиля (рис.7).
Рис.
7. Схема фрезерования фасонных поверхностей
Фрезерование
зубчатых колес
производят модульными дисковыми фрезами
(рис. 8, а) на горизонтальных, а также
модульными пальцевыми фрезами (рис. 8,
б) на вертикально- фрезерных станках.
Рис.
8. Схема фрезерования зубчатых колес
5. Основные
движения, инструмент и область применения
зубострогальных станков
6. Переходы
при горячей штамповке (ручьи), выполняемые
на ГКМ.
7. Оборудование
для калибровки поковок
Буровая машина Илона Маска прорывается, чтобы завершить туннелирование конференц-центра в Вегасе
Вот как проект адаптировал автономные электромобили Tesla для высокоскоростного бурения по низкой цене
18 мая 2020 г. туннели, которые составляют инновационную подземную транспортную систему Илона Маска под кампусом Лас-Вегасского конференц-центра (LVCC).
Буровая машина The Boring Company пробила бетонную стену рядом с расширением конференц-центра West Hall площадью 1,4 миллиона квадратных футов, которое в настоящее время завершено более чем на 80%, что свидетельствует о завершении земляных работ для двух туннелей с односторонним движением, известных как Конференц-центр. Петля. Расположение трех станций (см. карту ниже) обеспечит удобный доступ между ключевыми пунктами назначения LVCC и близлежащими транспортными узлами.
Обычно время ходьбы от Нового выставочного зала до существующего Северного/Центрального зала может составлять до 15 минут. Такая же поездка по LVCC Loop займет примерно 1 минуту. Loop — это высокоскоростная подземная система общественного транспорта, в которой пассажиры перевозятся на совместимых автономных электромобилях (AEV) со скоростью до 155 миль в час. Стандартными AEV являются автомобили Tesla Model X и Model 3. AEV с высокой вместимостью используют модифицированное шасси Tesla Model 3 для перевозки до 16 пассажиров с местом для сидения и стояния.
Проект LVCC является испытательным стендом для инноваций Маска, связанных с затратами на скучную работу, чему способствует использование AEV. Вот как веб-сайт The Boring Company приводит доводы в пользу снижения затрат на бурение туннелей:
«Во-первых, мы уменьшили диаметр туннеля. Текущий стандарт для однополосного туннеля составляет примерно 28 футов. Используя автономные электромобили (AEV), диаметр может быть уменьшен менее чем до 14 футов.Уменьшение диаметра вдвое снижает затраты на проходку тоннелей в 3-4 раза
«Во-вторых, мы работаем над тем, чтобы значительно увеличить скорость проходческой машины (ТБМ). гонки Способы увеличения скорости ТБМ:
- «Увеличить мощность ТБМ. Выходная мощность машины может быть увеличена втрое (при соответствующей модернизации систем охлаждения).
- «Непрерывное туннелирование. При строительстве туннеля современные машины для мягкого грунта туннелируют 50% времени, а остальные 50% возводят опорные конструкции туннеля. Это неэффективно. Существующая технология может быть модифицирована для поддержки непрерывного туннелирования.
- «Автоматизация ТБМ. В то время как проходческие машины меньшего диаметра автоматизированы, для более крупных в настоящее время требуется несколько человек-операторов. Благодаря автоматизации крупных ТБМ повышается как безопасность, так и эффективность.
- «Перейдите на электричество. Текущие операции по туннелям часто включают тепловозы. Их заменили электровозы.
- «Исследования и разработки в области тоннелестроения. В Соединенных Штатах практически нет инвестиций в исследования и разработки в области тоннелестроения (и во многие другие виды строительства). производительность за последние 50 лет».
Расширение West Hall и петля конференц-центра должны быть представлены публике в январе 2021 года и являются частью инвестиций направления в создание интересных и новаторских транспортных решений для индустрии встреч и конференций.
«Эта веха не только помогает открыть будущее транспорта в Лас-Вегасе, но и сигнализирует о способности пункта назначения выстоять в трудные времена и продолжать удовлетворять растущие потребности наших посетителей», — сказал Стив Хилл, генеральный директор и президент LVCVA. . «Лас-Вегас продолжает расширять границы, и мы с нетерпением ждем возможности предложить это первое в своем роде транспортное решение для участников наших конгрессов». Первый коммерческий проект компании Маска стоимостью 52,5 миллиона долларов позволит быстро доставить участников конгресса. через кампус площадью 200 акров менее чем за две минуты бесплатно на полностью электрических автомобилях Tesla. Строительство уже ведется на всех трех пассажирских станциях системы.
Строительство шло быстрыми темпами. Управление по делам конгрессов и посетителей Лас-Вегаса (LVCVA) перешло от утверждения советом директоров к завершению раскопок обоих туннелей (два прохода по 4500 футов) менее чем за год, доказав, что Лас-Вегас принимает новые идеи и быстро реализует их для удовлетворения меняющихся потребностей. посетителей.
Три пассажирские станции подземной транспортной системы соединяют существующий конференц-центр площадью 3,2 миллиона квадратных футов с расширением West Hall стоимостью 980 миллионов долларов.
Управление по делам конгрессов и посетителей Лас-Вегаса (LVCVA) отвечает за маркетинг Южной Невады как места для туризма и проведения конгрессов во всем мире, а также за управление конференц-центром Лас-Вегаса. Имея около 150 000 гостиничных номеров только в Лас-Вегасе и более 11 миллионов квадратных футов площадей для встреч и выставок по всему городу, миссия LVCVA сосредоточена на привлечении отдыхающих и деловых посетителей в этот район.
Расширение конференц-центра Лас-Вегаса достигло рубежа благодаря заливке бетона
Фаза 2 проекта конференц-центра в Лас-Вегасе может создать 14 000 рабочих мест в строительстве
Top Post 2022: Использование георадара для повышения эффективности строительства
Можно ли предсказать цену асфальта?
Готовность к будущему
С бульдозерами Cat® вы готовы опередить конкурентов и сохранить больше денег в своем кармане.
Caterpillar и Axenox объявляют об эксклюзивном соглашении по системе выглаживающих плит для асфальтобетонного покрытия
Серьезный отход от стандартных отраслевых конструкций, компания Caterpillar теперь будет обладать исключительными правами на интеллектуальную собственность и выступать в качестве эксклюзивного дилера систем выглаживающих плит Axenox через дилерскую сеть CAT.
United Rentals приобретает Ahern Rentals
United Rentals приобретет активы Ahern Rentals примерно за 2 миллиарда долларов наличными, поскольку фирма по аренде оборудования надеется расширить свое присутствие в США.
Нет гарантий рецессии: Dodge Data представляет перспективы строительства на 2023 год
Главный экономист Dodge Data & Analytics Ричард Бранч представил прогноз компании по строительной отрасли на 2023 год, заявив, что нет никаких гарантий рецессии. Однако, чтобы избежать его, придется идти по «узкой дороге».
Главный пост 2022 года: Подкаст лучшего друга подрядчика: какой процент вашего бюджета на строительство необходим для обслуживания оборудования?
Гуру строительства Брэд Хамфри беседует с экспертами Caterpillar о том, какая часть бюджета строительного подрядчика должна быть выделена на техническое обслуживание оборудования.
5 шагов к более безопасному строительству
Праздники служат прекрасным напоминанием обо всех причинах безопасной работы каждый день. Они также представляют собой ряд отвлекающих факторов, которые могут отвлечь внимание людей от безопасности, даже на мгновение.
Сезон уборки снега: руководство по подготовке
Мать-природа не изменит свои планы, потому что вы не готовы. Сделайте все возможное сейчас, чтобы быть готовыми обслуживать своих клиентов, когда пойдет снег.
25 лучших инфраструктурных проектов США: текущие и планируемые
Dodge Data & Analytics недавно опубликовала список лучших инфраструктурных проектов в США
Как горячий рынок жилья приводит к дефектам строительства
Жилое жилье, построенное за последние три года будут страдать от проблем с качеством, которые приведут к судебным разбирательствам, если строители не захотят их ремонтировать. Эти первоначальные строительные проблемы будут отдаваться эхом еще долго после того, как здание будет завершено.
Повышение оперативного контроля — ключ к успеху в строительной отрасли
Доступные сегодня решения для управления автопарком, особенно когда они интегрированы в более крупную технологическую среду, могут обеспечить беспрецедентный уровень контроля, предоставляя компаниям действенные сведения, необходимые им для получения конкурентного преимущества.
Фиксация платежей за строительство и снижение рисков в сложных экономических условиях неэффективные процессы для обработки сложных требований.
Cat Operator Challenge предлагает участникам как удовольствие, так и славу
В этом соревновании отличился один участник, действовавший с легкими подталкиваниями и осторожным, но уверенным маневрированием.
Строительные процессы — ключ к будущему строительства
Что общего между рецептами шоколадных лепешек, промышленным строительством, дизайном для производства и сборки (DFMA) и искусственным интеллектом (ИИ)? Они держат ключ к производству строительства.
Как улучшить удержание и вовлечение сотрудников
Для небольших корпораций и ООО, имеющих относительно меньше сотрудников, такие стимулы, как собственность сотрудников, могут принести пользу как работнику, так и компании.
10 напоминаний после главных нарушений техники безопасности OSHA
Администрация по охране труда (OSHA) недавно опубликовала предварительный список из 10 наиболее часто упоминаемых нарушений техники безопасности за 2022 финансовый год.
4 ключевых вывода с конференции IGNITE 2022 Construction Summit
Строительный саммит IGNITE 2022 был отраслевым «ускоренным курсом» в самом лучшем виде.
Первая туннелепроходческая машина метро Лос-Анджелеса прорывается к территории станции Уилшир/Ла-Сьенега в Беверли-Хиллз прорвались к станции метро Wilshire/La Cienega в Беверли-Хиллз. Это первый из двух ТБМ, которые доберутся до этой последней станции на участке 1 проекта расширения линии Metro Purple (D).
Прокладка туннеля для первого четырехмильного участка проекта завершена на две трети. Более 90 процентов туннелей были пройдены благополучно, и Metro планирует завершить разработку туннелей этим летом. Завершены раскопки всех трех коробок станций метро под бульваром Уилшир.
Элси, 1000-тонная туннелепроходческая машина (ТБМ) длиной 400 футов, отправилась на запад со станции Уилшир / Фэрфакс 29 мая 2020 года и прорвалась к станции Уилшир / Ла-Сьенега примерно в одной миле февраль. 25. 4 апреля в Уилшир/Фэрфакс прибыл первый TBM Elsie компании Metro.
Достижение этого рубежа — важная победа для Metro. Участок 1 туннелирования проекта представил проблемы, которые были успешно преодолены проектом. На пути к Уилширу/Ла-Сьенеге современные высокотехнологичные ТБМ агентства прошли добычу в уникальном сочетании почв и геологических условий, включая битуминозные пески и газ метан.
«Метро достигло еще одной вехи, поскольку оно работает над тем, чтобы обеспечить быстрое, частое и надежное метро в Вестсайде», — сказал мэр Лос-Анджелеса и председатель правления Metro Эрик Гарсетти. «Прокладка туннеля до Уилшира/Ла-Сьенеги — это большой шаг на пути к завершению первого участка, ведущему к Чудесной миле и Беверли-Хиллз, и к соединению Анджеленоса со многими пунктами назначения в обоих этих сообществах».
TBM Metro были впервые опущены в землю на территории станции Metro Wilshire/La Brea в районе Miracle Mile в Уилшире в октябре 2018 года. Во время продвижения TBM прокладывала около 60 футов в день. Работали пять дней в неделю по 20 часов в день.
TBM компании Metro — это машины с закрытым забоем, работающие под давлением, которые сводят к минимуму осадку грунта во время земляных работ. Тоннель облицован сборными железобетонными сегментами, которые скреплены болтами, образуя кольцо. Сегменты также снабжены прокладками для обеспечения водонепроницаемости и газонепроницаемости соединений между сегментами.
Когда прокладка туннеля для этого участка проекта будет завершена, обе ТБМ Metro выработают почти полмиллиона кубических ярдов земли, что эквивалентно наполнению 2,3 миллиона ванн землей.
«Этот проект является самым сложным инженерным достижением в современной истории строительства железной дороги Лос-Анджелеса», — сказал генеральный директор Metro Филлип А. Вашингтон. «Метро проходит через некоторые из самых густонаселенных районов округа Лос-Анджелес и находится в самых сложных геологических условиях нашего региона. Я рад, что наша проектная группа добилась таких больших успехов в прокладке тоннелей в этом районе».
ТБМ были произведены в Германии компанией Herrenknecht AG. Metro заключила контракт с Skanska Traylor Shea (STS), совместным предприятием, на проектирование и строительство первой секции проекта.
Расширение линии Metro Purple (D) — это девятимильный проект подземного метро, который продлит линию от конечной остановки в корейском квартале до больницы Westwood/VA Hospital в Западном Лос-Анджелесе.
Фотографии и видео о прорыве ТБМ Wilshire/La Cienega или дополнительную информацию о проекте расширения Purple Line можно найти на www.metro.net/purplelineext.
О метрополитене
Городское транспортное управление округа Лос-Анджелес (Metro) в настоящее время предоставляет жизненно важные услуги для основных поездок и передовых работников. Metro продолжает реализацию самой амбициозной программы транспортной инфраструктуры в Соединенных Штатах и работает над значительным улучшением мобильности в рамках своего плана Vision 2028.
Metro с гордостью взяла на себя обязательство перед Программой обязательств по охране здоровья и безопасности Американской ассоциации общественного транспорта (APTA) помочь обеспечить безопасное возвращение пассажиров общественного транспорта по мере восстановления США от COVID-19.
