Маркировка болтов: Маркировка на болтах, что означает
Содержание
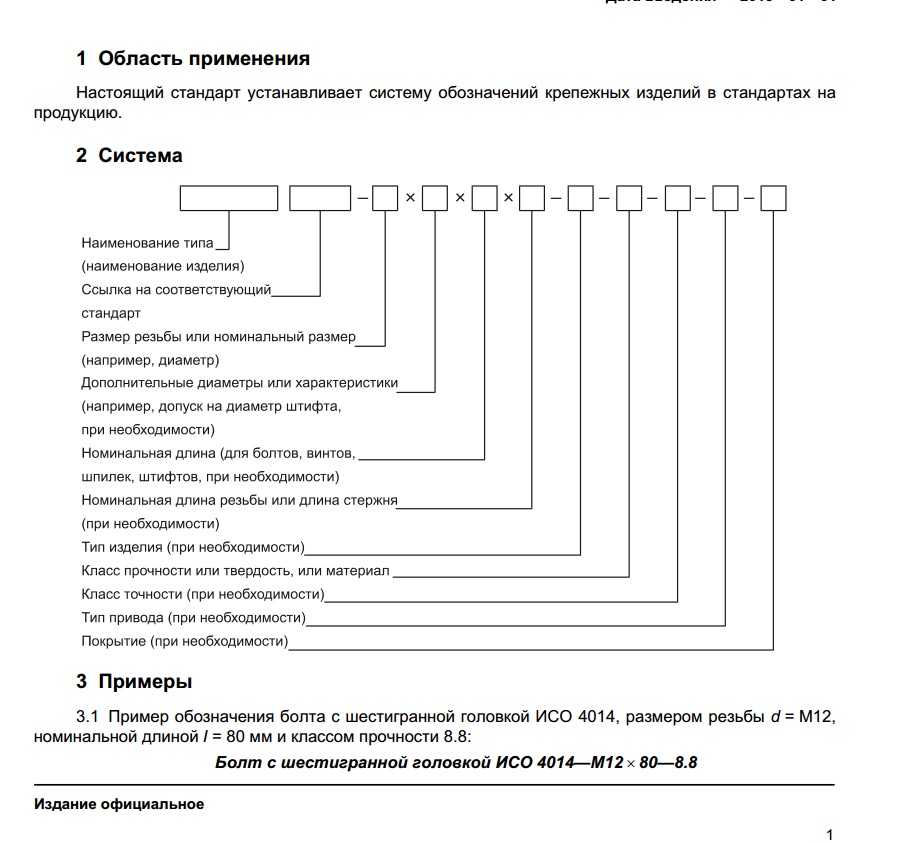
Обозначение и маркировка нержавеющих винтов, болтов и шпилек с метрической резьбой по ГОСТ ISO 3506-1–2014
Прочность крепёжных изделий с внешней метрической резьбой, таких как болты, винты и шпильки, регламентирована ГОСТ ISO 3506-1–2014.
Класс прочности болтов, винтов и шпилек по ГОСТ ISO 3506-1–2014 определяет:
— у аустенитных сталей: прочность и удлинение после разрыва при растяжении,
— у мартенситных и ферритных: прочность и удлинение после разрыва, а также твёрдость.
|
Класс стали
|
Марка стали
|
Класс прочности
|
Предел прочности на разрыв Rmа),
не менее, МПа
|
Условный предел текучести Rр0,2а),
не менее, МПа
|
Удлинение после
разрыва Аb),
не менее, мм
| ||||||
|
Аустенитные
|
А1, А2,
А3, А4,
А5
|
50
|
500
|
210
|
0,6d
| ||||||
|
70
|
700
|
450
|
0,4d
| ||||||||
|
80
|
800
|
600
|
0,3d
| ||||||||
|
a) Напряжения растяжения рассчитывают по площади расчетного сечения болта (Табл.
b) Определяют в соответствии с ГОСТ ISO 3506-1–2014, п.7.2.4, сравнением фактической длины винта до испытания и составленных после испытания частей.
| |||||||||||
|
Класс стали
|
Марка стали
|
Класс прочности
|
Предел прочности на разрыв Rmа),
не менее, МПа
|
Условный предел текучести Rр0,2а),
не менее, МПа
|
Удлинение после
разрыва Аb),
не менее, мм
|
Твёрдость
| |||||
|
HB
|
HRC
|
HV
| |||||||||
|
Мартенситные
|
С1
|
50
|
500
|
250
|
0,2 d
|
147 — 209
|
–
|
155 — 220
| |||
|
70
|
700
|
410
|
0,2 d
|
209 — 314
|
20 — 34
|
220 — 330
| |||||
|
110с)
|
1100
|
820
|
0,2 d
|
–
|
36 — 45
|
350 — 440
| |||||
|
С3
|
80
|
800
|
640
|
0,2 d
|
228 — 323
|
21 — 35
|
240 — 340
| ||||
|
С4
|
50
|
500
|
250
|
0,2 d
|
147 — 209
|
–
|
155 — 220
| ||||
|
70
|
700
|
410
|
0,2 d
|
209 — 314
|
20 — 34
|
220 — 330
| |||||
|
Ферритные
|
F1d)
|
45
|
450
|
250
|
0,2 d
|
128 — 209
|
–
|
135 — 220
| |||
|
60
|
600
|
410
|
0,2 d
|
171 — 271
|
–
|
180 — 285
| |||||
|
a) Напряжения растяжения рассчитывают по площади расчетного сечения болта (Табл.
b) Определяют в соответствии с ГОСТ ISO 3506-1–2014, п.7.2.4, сравнением фактической длины винта до испытания и составленных после испытания частей.
c) Закалка и отпуск при минимальной температуре отпуска 275 °С.
d) Номинальный диаметр резьбы d не более 24 мм.
| |||||||||||
 3.1 и Табл.3.2).
3.1 и Табл.3.2).С учётом марки сплава и класса прочности болты, винты и шпильки из коррозионно-стойких сталей по ГОСТ ISO 3506-1–2014 классифицируется по следующей схеме:
ГОСТ ISO 3506-1–2014 предусматривает обязательную маркировку болтов, винтов и шпилек с учётом классов прочности нержавеющих сталей по выше приведённой схеме:
«Все болты и винты с шестигранной головкой и винты с внутренним шестигранником в головке номинальным диаметром резьбы d ≥ 5 мм должны иметь четкую маркировку в соответствии с их обозначением» (рис.2.1)
«Маркировка обязательна и должна включать в себя марку стали и класс прочности.
Другие типы болтов и винтов следует маркировать аналогично, где это возможно, и только на головке.»
|
|
Рис.2.1
а – маркировка болтов и винтов с шестигранной головкой;
б — маркировка винтов с внутренним шестигранником в головке;
где:
1 — товарный знак изготовителя;
2 — марка стали;
3 — класс прочности.
|
Аустенитные нержавеющие стали с содержанием углерода не более 0,03 % могут быть дополнительно промаркированы буквой L.
Пример – А4L-80 (рис.2.1)
При пассивации крепежных изделий в соответствии с ГОСТ ISO 16048-2014 возможна дополнительная маркировка «Р».
Пример – А4-80Р (рис. 2.1).
2.1).
Другие типы болтов и винтов следует маркировать аналогично, где это возможно, но только на головке. При этом допускается наносить дополнительную маркировку, если она не вызывает путаницу.
обозначение, маркировка и их виды
Класс прочности DIN и ГОСТ – предел стали на разрыв, поэтому при установке на объекты и оборудование необходимо учесть, в какой среде будет находиться крепление, а так же какой нагрузке, вибрации и давлению будет подвержено соединение. Основными стандартами крепежа, которые применяются на территории Российской Федерации, считаются DIN (немецкий стандарт), ISO и ГОСТ. Каждый стандарт имеет 10 классов прочности, который отличается у болтов, винтов и шпилек в зависимости от их механических характеристик.
Классом прочности показывается важная механическая характеристика металлических крепёжных изделий. Этим самым обозначается предел металла на разрыв. Для крепежа, что выпускается из стали углеродистой, он имеет обозначение в виде двух чисел, которые разделены между собой точкой. Одновременно указывается стандарт, с требованиями которого изготовлено крепёжное изделие.
Одновременно указывается стандарт, с требованиями которого изготовлено крепёжное изделие.
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Таблица допустимых нагрузок и веса
От размера анкерного болта напрямую зависят такие характеристики, как допустимые нагрузки, вес и разрывное воздействие. Ниже следует таблица, по которой можно определить эти параметры.
| Диаметр анкерного болта, мм | М6 | М8 | М10 | М12 | М16 | М20 | |
| Бетон М250 (В20) без трещин | Расчетное усилие на вырыв, кН | 4,2 | 6 | 10,7 | 13,3 | 23,3 | 33,3 |
| Расчетное усилие на срез, кН | 4 | 7,3 | 11,6 | 16,8 | 31,4 | 49 | |
| Допустимая нагрузка, кг | 428 | 612 | 1092 | 1357 | 2377 | 3398 | |
| Бетон М250 (В20) с трещинами | Расчетное усилие на вырыв, кН | 2,2 | 3,3 | 6 | 8 | 16,7 | 20 |
| Расчетное усилие на срез, кН | 4 | 7,3 | 11,6 | 16,8 | 31,4 | 49 | |
| Допустимая нагрузка, кг | 224 | 337 | 612 | 816 | 1704 | 2041 | |
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.
 6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы; - 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Соответствие ГОСТу
Давайте рассмотрим, каково обозначение болтов по ГОСТу. Все изделия должны соответствовать государственным стандартам качества. Требования к болтам в России и странах СНГ прописываются в ГОСТах. Эти стандарты перешли к нам со времен Советского Союза практически без изменений.
Существует несколько ГОСТов, относящихся к различным типам болтов. В них указываются не только требования к качеству, прочности, соответствие размерам и универсальным параметрам, но и схема обозначения деталей при маркировке и указания определенного типа болта на чертежах.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.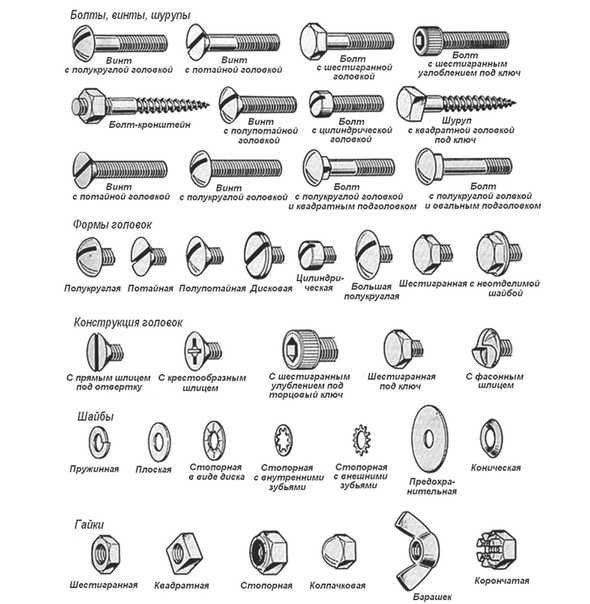
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.

Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
ГОСТ 7798-70 оговаривает как технические характеристики таких болтов, так и их геометрические параметры. С материалами ГОСТ 7798-70 можно ознакомиться ниже.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
Особенности соединения с помощью резьбы
- Надежность за счет использования специальной метрической резьбы и универсальности профиля. Многочисленные исследования подтверждают, что при правильно выбранном классе прочности болта, а также моменте затяжки такое соединение выдерживает большие нагрузки, а также надежно защищено от самооткручивания.
- Выдерживание поперечных и осевых нагрузок. Изготовленные из специальных марок стали, болты хорошо противодействуют нагрузкам в любом направлении.
- Несложный монтаж и демонтаж конструкций. Несмотря на то, что спустя некоторое время открутить резьбовое соединение бывает непросто (из-за коррозии металла), с помощью специальных растворителей это сделать вполне реально.
- Небольшая стоимость работ, которая значительно ниже затрат на сварку.
 Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Многие конструкции возводятся сегодня с использованием болтов, поскольку это требует меньше времени и сил.
Нужно отметить, что небольшим недостатком резьбового соединения можно считать сильную концентрацию напряжения в месте впадины профиля самой резьбы. По этой причине маркировка болта должна быть подобрана правильно, в точном соответствии с нагрузкой, которую испытывает деталь. Это позволит уменьшить риск как самооткручивания при слабой затяжке, так и разрыва гайки / срезания резьбы вследствие экстремального напряжения.
Болт лемешный с потайной головкой
Не нужно забывать, что сегодня также активно применяются всевозможные средства стопорения, включая контргайки и пружинные шайбы.
Расчеты при определении размера анкерного болта
Чтобы выяснить, какой анкерный болт необходим в конкретной ситуации, следует учесть все нагрузки, а они бывают статическими и динамическими. К статическим нагрузкам относится сила, с которой объект воздействует на анкер в зависимости от веса. К динамическим нагрузкам относятся импульсные и ударные нагрузки. Они определяются временем, точкой приложения и направления прикладываемой силы. Объект на стене будет зафиксирован прочно и надежно, если нагрузка, которая оказывается на него, будет не более 25% от вырывающей силы.
К динамическим нагрузкам относятся импульсные и ударные нагрузки. Они определяются временем, точкой приложения и направления прикладываемой силы. Объект на стене будет зафиксирован прочно и надежно, если нагрузка, которая оказывается на него, будет не более 25% от вырывающей силы.
Понять, как проводятся расчеты, можно на примере.
К примеру, на кухне нужно подвесить шкафчик. Вес объекта, включая содержимое, например продукты и посуду, составляет 25 кг. Так как анкер должен выдерживать четырехкратную нагрузку, расчет будет выглядеть следующим образом:
Р = m (масса объекта, кг) × 4 (согласно правилу) × g (9,81 кН/кг) = 25 кг × 4 × 9,81 кН/кг = 0,981 кН
Значение действительно при условии, что основание, в которое вбивается анкер, не имеет повреждений. Если же бетонная стена имеет трещины или какие-либо другие дефекты, полученный результат необходимо умножить на коэффициент 0,6. Отсюда получаем, что в поврежденной стене анкер выдерживает нагрузку 0,59 кН.
Если нужно вычислить нагрузку, которая создается подвешенным объектом массой m на определенном расстоянии l, следует воспользоваться формулой: M=m×g×l.
Виды резьбового крепления
Для выполнения резьбового соединения нужны как минимум две детали, одна из которых имеет наружную, а другая – внутреннюю резьбу. Существует несколько конструкционных разновидностей резьбы.
Болтовое
В соединяемых деталях сверлятся сквозные отверстия, после чего вовнутрь вставляется болт, который затягивается с другой стороны гайкой.
Винтовое
В таком типе соединения роль гайки выполняет сама деталь, в которой предварительно высверливается отверстие, затем наносится резьба, после чего с помощью болта или винта крепится другая деталь. Если применять саморезы, то сверлить предварительное отверстие не обязательно, поскольку деталь при закручивании сама автоматически делает резьбу.
С помощью шпилек
Один конец такой шпильки вворачивается в узловую деталь, а на второй специальным образом накручивается подходящая гайка.
Шпилька с ввинчиваемым концом
Работа с ВПБ согласно СНиП III-18-75
Норматив регламентирует производство ответственных конструкций с использованием высокопрочных болтов. Он прописывает все возможные соединения на базе ВПБ:
Он прописывает все возможные соединения на базе ВПБ:
- фрикционные;
- болтосварные;
- с несущими метизами;
- фланцевые.
При проектировании узлов используются актуальные нормативы либо технические условия. Учитывается марка стали для производства болтов, нагруженность узла, специфика стопорящих элементов. Не последнее значение имеет качество обработки поверхности и коэффициент трения.
Значения усилий затяжки для ленточного хомута с червячным зажимом
Ниже приведенная таблица содержит ряд данных про первоначальную установку ленточных хомутов на новом шланге, а также про повторную затяжку уже обжатых шлангов.
| Размер хомута | Нм | Фунт/Дюйм |
| 16мм — 0,625 дюйма | 7,5±0,5 | 65±5 |
| 13,5мм — 0,531 дюйма | 4,5±0,5 | 40±5 |
| 8мм — 0,312 дюйма | 0,9±0,2 | 8±2 |
| Усилие затяжки для повторных стяжек | ||
| 16мм | 4,5±0,5 | 40±5 |
| 13,5мм | 3,0±0,5 | 25±5 |
| 8мм | 0,7±0,2 | 6±2 |
Определение момента затяжки
Динамометрическим ключом
Подбор этого инструмента должен осуществляться так, чтобы затяжной момент на крепежном элементе был на 20-30% меньше, нежели значение максимального момента на используемом ключе.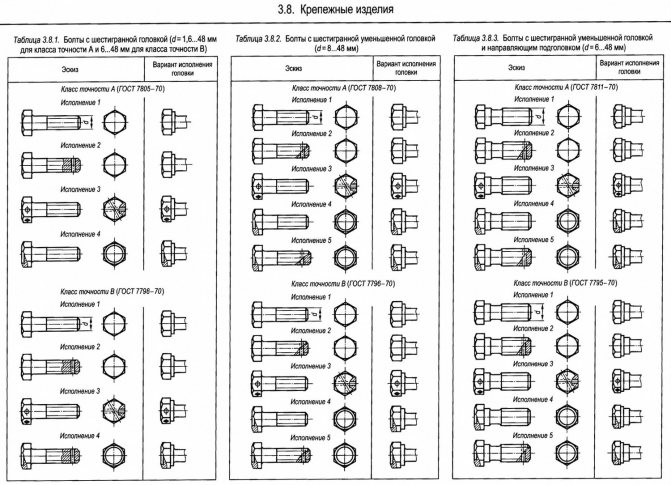 Если попытаться превысить допустимый лимит, то инструмент может легко сломаться.
Если попытаться превысить допустимый лимит, то инструмент может легко сломаться.
Затяжное усилие и марка материала должны присутствовать на каждом изделии, способы расшифровки маркировки описаны выше.
Чтобы выполнить вторичную протяжку болтов, следует придерживаться следующих рекомендаций:
- Точно знать значение необходимого затяжного усилия.
- Выполняя контрольную проверку затяжки, необходимо выставлять усилие и проверять по кругу каждый крепежный элемент.
- Запрещается пользоваться динамометрическим ключом как обычным, его не стоит использовать для закрутки деталей, гаек и болтов, чтобы получить лишь примерное усилие. Его стоит использовать для выполнения контрольной протяжки.
- У динамометрического ключа должен быть запас для измерения момента усилия.
В чем измеряется затяжное усилие?
Основная величина измерения усилия затяжки болтов – Паскаль (Па). Международная система «СИ» предполагает, что данной единицей измеряется как давление, так и механическое напряжение. Соответственно, Паскаль равен значению давления, которое вызывается силой равной одному Ньютону и равномерным образом распределяется на плоскости размером в 1 м2.
Соответственно, Паскаль равен значению давления, которое вызывается силой равной одному Ньютону и равномерным образом распределяется на плоскости размером в 1 м2.
Чтобы понять как можно конвертировать одну единицу измерения в другую, посмотрим пример:
- 1 Паскаль = 1 Нютону/м2;
- 1 МПаскаль = 1 Ньютону/мм2;
- 1 Ньютон/мм2 = 10 кгс/см2.
Класс прочности болтов: маркировка, виды по гост
1 Что представляют собой болты и гайки, когда они были созданы?
Под болтом понимают стержень цилиндрической формы, который располагает наружной резьбой и головкой. Последняя бывает овальной, конической, шестигранной, эллиптической, цилиндрической, квадратной. Самые первые болты, на которые не нарезалась резьба, появились, по мнению специалистов, еще в эпоху Древнего Рима. Такие изделия выполнялись в виде стержня со специальной прорезью, куда монтировали клин, который не позволял болту смещаться. В 15-м столетии были придуманы болты с резьбой.
Фото болтов
Гайки представляют собой шестигранные либо квадратные детали из металла. Они обязательно имеют отверстия в центральной части, внутри которых выполняется резьба. Видов гаек в наши дни немало. Они бывают:
Они обязательно имеют отверстия в центральной части, внутри которых выполняется резьба. Видов гаек в наши дни немало. Они бывают:
- крыльчатыми;
- с продольными шлицами;
- стопорными;
- корончатыми.
В гайках корончатого вида и гайках со шлицами предусмотрено отверстие, предназначенное для контровочной проволоки либо шплинта. Изделия стопорного типа всегда снабжаются нейлоновыми вкладышами для повышения сопротивляемости при кручении силам трения.
На фото — гайки для болтов
Как узнать?
Главные параметры для измерения размеров креплений — это длина, толщина и высота. Чтобы определить данные параметры, нужно сначала визуально понять, какой тип болта имеется. Диаметр крепежа можно измерить с помощью штангенциркуля или шаблонной линейки. Измерение точности проводится комплектом калибровки ПР-НЕ — проход-не проход, то есть одна составляющая навинчивается на анкер, вторая – нет. Длина также измеряется штангенциркулем или линейкой.
Измерения винтов имеют обозначения:
- М — резьба;
- D — размер диаметра резьбы;
- P — шаг резьбы;
- L —размер болта (длина).
Диаметр резьбы измеряется аналогично измерению параметров болта. Диаметр резьбы гаек определить сложнее. Обычно маркировка характеризует наружный диаметр болта, который будет ввинчиваться в гайку, то есть отверстие гайки будет меньше. Точность диаметра можно измерить также с помощью набора ПР-НЕ. Здесь стоит помнить о том, что размер гайки может быть уменьшенным, нормальным и увеличенным.
Во время стройки соединение конструкций в основном происходит при помощи болтовых соединений. Главное их преимущество — это несложный монтаж, особенно если брать для сравнения сварочные соединения. Формулы, применяющиеся для подсчета соединения на разрыв, зависят от материала основания (бетон, сталь, растворы и комбинации материалов).
Главное условие установки крепежей — это выдержка болтами общей конструкции. Самая высокая несущая способность у анкеров из легирующей стали повешенного качества. Сила дополнительных воздействий может быть динамической, статической и максимальной. Масса дополнительной нагрузки не превышает 25% от силы разрыва стержня болта.
Самая высокая несущая способность у анкеров из легирующей стали повешенного качества. Сила дополнительных воздействий может быть динамической, статической и максимальной. Масса дополнительной нагрузки не превышает 25% от силы разрыва стержня болта.
Способ крепления болтами стал очень популярным в современном мире
Опираясь на все характеристики, можно выделить моменты, на которые стоит обратить особое внимание при выборе:
- сфера деятельности, где будет применяться крепление;
- конструкция головки;
- используемый материал;
- прочность;
- есть ли дополнительное защитное покрытие;
- маркировка по ГОСТ.
В следующем видео вас ждет дополнительная информация о классах прочности в маркировке болтов.
5 Как выполняется натяжение болтов?
Усилие при натяжении ВПБ может регулироваться несколькими способами. Мы приводим их ниже:
- По числу ударов гайковерта.
- По осевому натяжению крепежного изделия.

- По углу поворота гайки.
- По моменту закручивания.
Здесь нужно знать, что вне зависимости от варианта затяжки высокопрочного крепежа обязательно необходимо использовать стяжные болты. На начальном этапе натяжения головку ВПБ следует придерживать. Сам процесс выполняется от самого жесткого участка соединения либо от его середины. Для натяжения болта на определенное усилие пользуются динамометрическим ключом. Этот инструмент позволяет четко определять момент (коэффициент) затяжки соединения.
Порядок натяжения соединения динамометрическим ключом таков:
- производится стягивание пакета стяжными изделиями;
- все болты (в том числе и стяжные) затягиваются на заданное усилие;
- пробки выбиваются, на их место монтируются ВПБ.
После этого установленный крепеж затягивается до отказа ключом. Болты М24 часто натягиваются посредством гайковерта, который тарируется по повороту гайки на определенный угол. Такой инструмент позволяет получить момент закручивания не ниже 1600 Нм.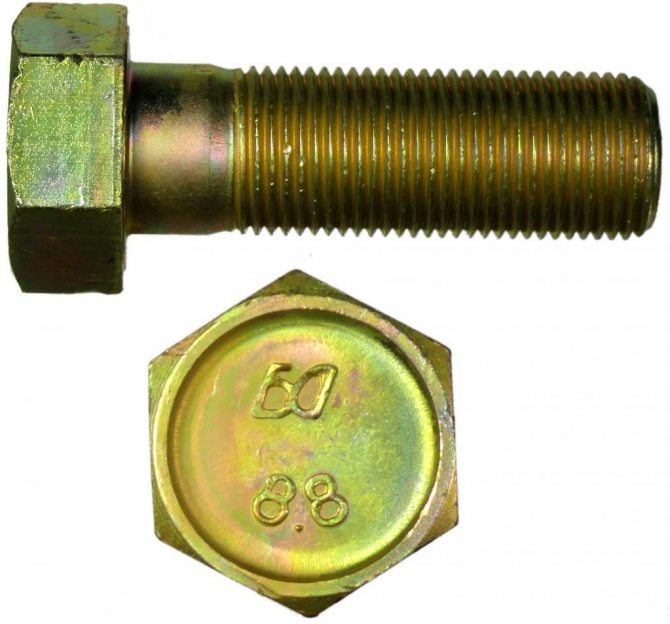 Тарировку приспособления для болтов М24 осуществляют перед началом выполнения работ. Описанный гайковерт может снабжаться сменными конусными головками. Они имеют повышенный вес. За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Тарировку приспособления для болтов М24 осуществляют перед началом выполнения работ. Описанный гайковерт может снабжаться сменными конусными головками. Они имеют повышенный вес. За счет этого удается снижать потери мощности от скручивания. Большой вес головок – это не единственная их особенность. Кроме того, их обязательно подвергают термообработке. Причем выполняется она так, чтобы сменные приспособления имели твердость по шкале HRC в пределах 35–45 единиц.
Натяжение выспокопрочных болтов
Болты М24 могут затягиваться не одним ключом, а сразу двумя. Такая методика дает возможность получать максимально точный момент закручивания. Используется она достаточно часто. В данном случае первым ключом (его называют малым) создают момент закручивания не более 200 Нм. После этого берут второй инструмент (большой). И уже этим ключом выполняют финальную затяжку. Он обеспечивает момент закручивания на уровне 1600 Нм. Натяжение высокопрочных болтов М20, М16, М30 и так далее (всех, кроме М24) осуществляют в большинстве случаев с ориентиром на осевое усилие.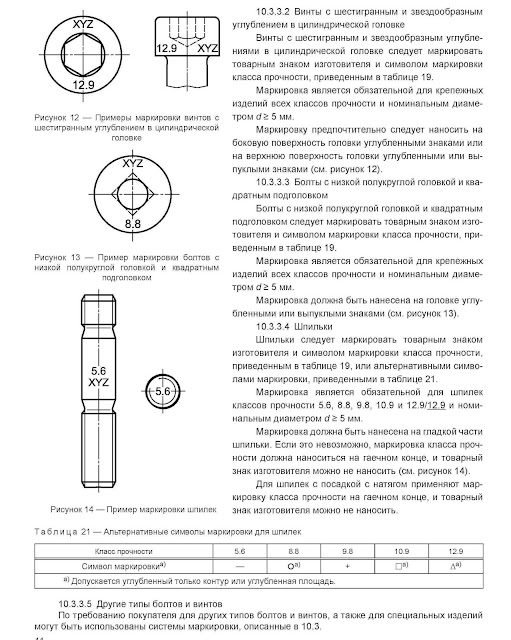 Операция выполняется электрическим либо пневматическим ключом. Его обязательно тарируют перед сборкой металлоконструкции.
Операция выполняется электрическим либо пневматическим ключом. Его обязательно тарируют перед сборкой металлоконструкции.
Металлические конструкции
Сфера применения металлических конструкций чрезвычайно широка. Они используются практически во всех зданиях гражданского и промышленного назначения, для возведения инженерных сооружений. Без них не обойтись тогда, когда нужно соорудить большие пролеты на значительной высоте и испытывающие немалые нагрузки. Чаще всего металлические конструкции применяются в производственных зданиях, при строительстве эстакад, мостов, мачт и башен. Их также активно используют для создания каркасов многоэтажных зданий, а также в разнообразных листовых конструкциях.
У металлических конструкций есть множество достоинств, благодаря которым их можно столь широко и успешно применять в строительстве.
Ключевым фактором, который обеспечивает высокую степень надежности металлоконструкций, является то, что реальные значения такой их важнейшей характеристики, как распределение напряжений и деформаций, практически совпадают с расчетными. Сталь и алюминиевые сплавы различных марок, из которых изготавливают металлические конструкции, очень однородны по своей структуре. Кроме того, они также имеют очень близкие к расчетным показатели упругопластической и упругой работе этих материалов.
Сталь и алюминиевые сплавы различных марок, из которых изготавливают металлические конструкции, очень однородны по своей структуре. Кроме того, они также имеют очень близкие к расчетным показатели упругопластической и упругой работе этих материалов.
Изготовлением разнообразных металлических конструкций, используемых при строительстве, занимается немало промышленных предприятий. Те из них, которые оснащены современным высокопроизводительным оборудованием, изготавливают изделия с высокой степенью готовности. Что касается установки металлических конструкций, то эта процедура отличается высокой технологичностью и осуществляется персоналом специализированных организаций с использованием современной техники.
Проектирование металлических конструкций осуществляется с учетом предъявляемых к ним технологических требований и требований, касающихся монтажа. Кроме того, оно производится с использованием самых современных и эффективных методик, которые обеспечивают минимизацию трудоемкости этого процесса.
После того как металлические конструкции, предназначенные для использования в качестве элементов каких-либо строительных объектов, изготовлены на предприятии, их необходимо доставить непосредственно на место монтажа или же целиком, или же по частям (так называемыми отправочными элементами). Для этого используют специализированные транспортные средства.
Долговечность металлических конструкций определяется сроками их морального и физического износа. Длительность последнего связана, прежде всего, с процессами электрохимической коррозии. Для того чтобы обеспечить защиту металла от нее, сейчас используют самые передовые технологии обработки, а также новейшие лакокрасочные и полимерные покрытия.
Вне зависимости от того, для чего именно предназначена та или иная металлическая конструкция и в какой именно степени она загружена и функциональна, она должна обладать гармоничными (с точки зрения эстетики) формами. Это требование является наиболее существенным для тех металлоконструкций, которые используются при строительстве различных общественных зданий и сооружений.
Точность болтов
Еще одним важным показателем можно назвать класс точности болтов. Это связано с тем, что при изготовлении могут применяться самые различные методы нарезания резьбы и обработки цилиндрической поверхности. Рассматривая показатель точности отметим нижеприведенные моменты:
- С повышение точности получаемое резьбовое соединение служит намного дольше.
- Предложение обладает более точной геометрической формой.
- Между крепежным изделием и образованным отверстием нет пространства, которое может стать причиной расшатанности соединения.
Именно поэтому крепежные материалы, применяемые при изготовлении не ответственных механизмов, обладают средним показателем точности. Применение современного оборудования при точении позволяет получить крепежи с высоким показателем точности.В заключение отметим, что производством рассматриваемых материалов занимаются различные компании. Во многом качество получаемого изделия зависит от применяемого оборудования и технологии производства.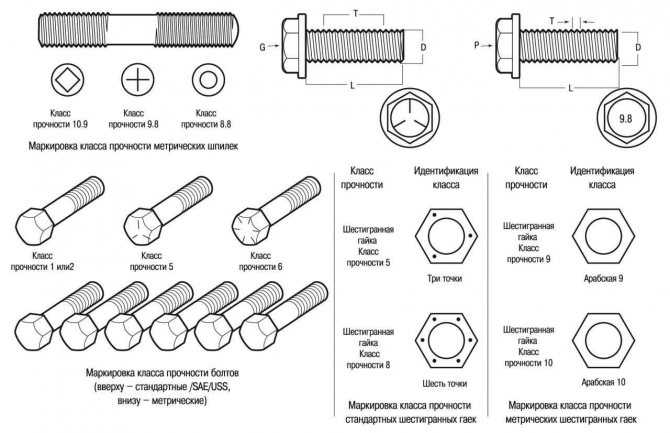 Некоторые производители могут снизить качество крепежа для того, чтобы уменьшить его стоимость.
Некоторые производители могут снизить качество крепежа для того, чтобы уменьшить его стоимость.
2 Требования Госстандарта Р 52644–2006 – вес, длина, сечение ВПБ
ВПБ выпускаются с диаметром резьбы М16, М20, М24, М30, М36, М42, М48, классами прочности – 8.8, 9.8, 10.9, 12.9. Длина болтов варьируется в пределах 40–300 мм. Вес изделий зависит от их длины и диаметра. Он колеблется в достаточно широких пределах. Вес 1000 штук ВПБ М16 равняется 116–514 кг, М20 – 204–804 кг, М24 – 377–1210 кг. Масса болтов М30–М42 изменяется от 633 до 3830 кг. А вот вес 1000 ед. М48 равняется 2495–5002 кг. Изделия высокой прочности производятся со специальным покрытием либо без такового. Толщина дополнительно слоя регламентируется ГОСТ. Для метизов М16 она должна быть не выше 25 мкм, для М20 – 30, для М24 – 40, М30–М48 – не более 50 мкм.
Высокопрочные болты М 20
Теоретический вес 1000 единиц ВПБ, который мы указывали выше, рассчитывается для изделий без специального покрытия. Высокопрочные метизы обязаны изготавливаться с постоянным уровнем качества резьбовой поверхности. Это является гарантией требуемого обеспечения затяжки соединений, выполняемых посредством ВПБ. Уровень качества обуславливается показателем закручивания (так называемый коэффициент или момент затяжки). Его величина зависит от типа смазки и дополнительного покрытия болтов. Высокопрочные изделия с произвольным покрытием должны иметь коэффициент закручивания в пределах 0,11–0,2. Метизы со стандартной смазкой и покрытием – 0,14–0,2. Проверяют коэффициент закручивания по Госстандарту Р 52643.
Это является гарантией требуемого обеспечения затяжки соединений, выполняемых посредством ВПБ. Уровень качества обуславливается показателем закручивания (так называемый коэффициент или момент затяжки). Его величина зависит от типа смазки и дополнительного покрытия болтов. Высокопрочные изделия с произвольным покрытием должны иметь коэффициент закручивания в пределах 0,11–0,2. Метизы со стандартной смазкой и покрытием – 0,14–0,2. Проверяют коэффициент закручивания по Госстандарту Р 52643.
ВПБ чаще всего выпускаются из сталей 40Х и 40Х Селект. Второй из указанных сплавов по своему химическому составу является максимально качественным. Он, по сути, представляет собой выборку из нескольких партий 40Х. Сплавы с маркировкой Селект имеют стабильные механические показатели. Достигаются они именно за счет проведения выборки. Болты из стали 40Х Селект используются для соединения конструкций высокой степени ответственности (эксплуатируемых в особых условиях, имеющих большой вес). В остальных случаях применяются ВПБ из обычных сплавов 40Х.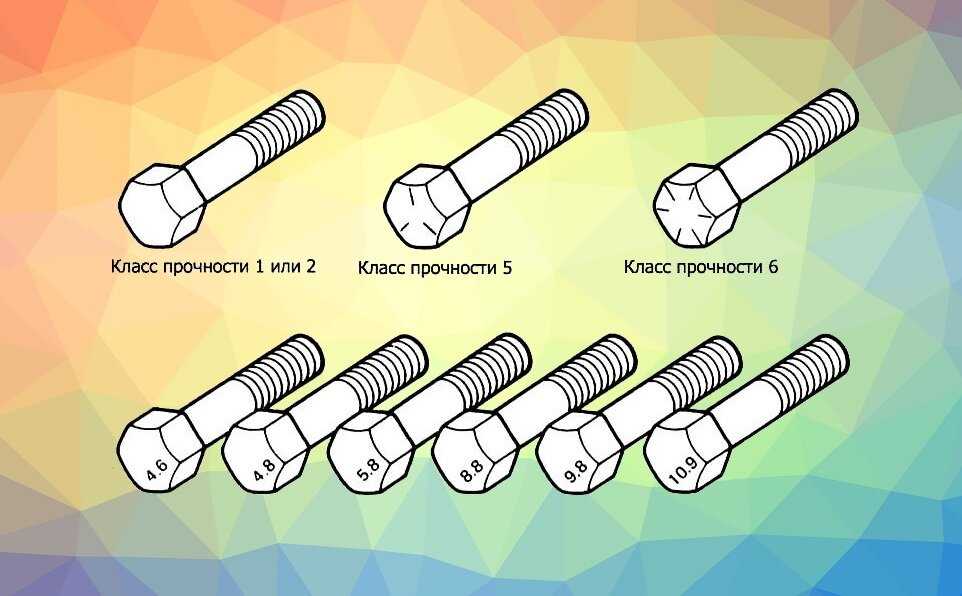 Выборка стали 40Х Селект осуществляется непосредственно на литейном производстве.
Выборка стали 40Х Селект осуществляется непосредственно на литейном производстве.
Покрытие описываемых болтов бывает следующих видов:
- электролитическое кадмиевое;
- электролитическое цинковое;
- горячее цинковое.
Related Posts via Categories
- Класс прочности болтов – насколько хорошо метизы противостоят разрушению?
- Анкерный болт с гайкой – испытанный вариант крепежа
- Дюбель-гвоздь – какие крепежные изделия самые качественные?
- Анкерные болты – особый вид крепежа для сложных конструкций
- Как заклепать заклепку – автоматические и ручные методы для разных материалов
- Изготовление болтов – понятный технологический процесс
- Игольчатый пружинный шплинт – ушастый крепеж для сферы машиностроения
- Высокопрочные болты – полная информация о крепежных изделиях
- Размеры вытяжных заклепок – над чем следует подумать при расчете?
- Шайба пружинная – соединения никогда не раскрутятся самопроизвольно!
Маркировка высокопрочных болтов по ГОСТ 22353-77
Строго говоря, ГОСТ 22353-77 сегодня уже утратил силу в Российской Федерации. Вместо него болты теперь делают по ГОСТу Р 52644-2006, о котором мы скажем чуть ниже.
Вместо него болты теперь делают по ГОСТу Р 52644-2006, о котором мы скажем чуть ниже.
Но, поскольку изготовленные по этому ГОСТу болты все еще встречаются на практике, давайте посмотрим, какая выполнялась на них маркировка, и что она означает.
Состоит она из двух частей: в верхней части — какие-то буквенные символы, снизу — цифры.
Так что же означают цифры и буквы на головке болта по ГОСТ 22353-77?
1. Буквенное обозначение вверху, которое идет первым — это клеймо завода изготовителя (D, OC, L, Ч, WT, и др.)
2. Ряд цифр следом за буквами — временное сопротивление болта в МПа, деленное на 10
3. Климатическое исполнение ХЛ (для холодного климата)
4. Номер плавки.
Если резьба на болте левая, то такой болт дополнительно маркируется стрелкой (против часовой), если резьба правая, то никакой стрелкой болт не маркируется.
3 Как производится маркировка резьбовых соединений?
Маркировка болтов осуществляется с учетом требований DIN, ANSI/ISO и других стандартов, о которых мы говорили выше. На головку изделия наносят:
На головку изделия наносят:
- класс прочности материала, из которого изготавливается болт;
- клеймо производителя;
- стрелку левой резьбы (правая резьба никак не маркируется).
Указанные знаки могут быть выпуклыми либо углубленными. А их величина определяется на заводе, который выпускает болты.
Класс прочности изделий из углеродистых сталей указывается в виде двух цифр, разделенных точкой – 3.6, 10.9, 8.8 и так далее. Первая цифра показывает, какую нагрузку может выдержать соединение. Вторая является отношением, умноженным на 10, двух пределов – текучести и прочности. Так, если вы видите маркировку на болтах – «8.8», это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
Фото маркировки болтов из углеродистых сталей
Метизы из нержавеющей стали маркируются следующим образом: А2 (А4) – 50 (80, 60). А2 либо А4 – это марка стали (А4 устойчива против щелочей, солей и воздействия кислот, А2 – водоустойчивая), а число – показатель предела прочности болта.
Крепеж, изготавливаемый из мартенситных сталей с малым содержанием углерода, маркируется аналогично изделиям из углеродистой стали. Но в данном случае цифры подчеркиваются – 10.9 (допускается не ставить точку между цифрами – 109).
На фото — маркировка болта из мартенситной стали
В чем же отличаются болты высокой прочности от обычных?
Все элементы крепления обязаны соответствовать классу прочности указанному в действующих стандартах ГОСТ. Существует 11 маркировочных категорий класса прочности. Маркировочные цифры обозначают прочность. Умножая на 100 первую цифру — получим предельную прочность. Умножая на 10 вторую цифру – получим соотносимый предел прочности в процентной ставке.
Высокопрочные болты подразумевают продукт класса 9.8, 10 и выше. Главным отличием обычных и болтов с максимальным классом прочности, является физическая и механическая особенность, которая дает возможность крепежам воспринимать тяжелую нагрузку. Эксплуатация высокопрочных болтов может проходить в условиях сурового климата (Маркирование «ХЛ»), при средней холодной температуре (Маркирование «У»). Болты производятся с резьбой м12 – м36.
Болты производятся с резьбой м12 – м36.
Критерии выбора высокопрочного крепежа
- Тип, размер и класс прочности крепежных изделий должен соответствовать проектной документации.
- Замену одних деталей крепления на другие вправе производить только специалист после проведения соответствующих нормативных расчетов.
- Крепежные изделия должны быть равны или превышать по прочности материал конструкции.
- Несущая способность БВП должна соответствовать поставленной задаче, а антикоррозийная защита соответствовать эксплуатационным условиям.
- Необходимо учитывать совместимость металла конструкции и метиза во избежание гальванической коррозии.
- Не стоит покупать высокопрочные метизы у поставщиков с сомнительной репутацией.
- Перед покупкой желательно провести визуальный контроль для выявления возможных дефектов.
Высокопрочные болты, винты и шпильки – это особый вид метизов, на которые возлагается большая ответственность за надежность и долговечность автомобилей, станков, грузоподъемной техники, мостов, эстакад, портовых сооружений, спортивных арен, других масштабных строительных объектов. сотрудничает только с ответственными производителями, на предприятиях которых исследуется состав поступающего сырья, а каждая партия готового крепежа проходит испытания, установленные действующими стандартами. Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.
сотрудничает только с ответственными производителями, на предприятиях которых исследуется состав поступающего сырья, а каждая партия готового крепежа проходит испытания, установленные действующими стандартами. Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.
Высокопрочка 29.09.2020 13:57:13
Описание
На высокопрочные болты есть официальный действующий ГОСТ 52644-2006. В данном акте нормируются:
габариты болтов;
длина резьбы такого крепежа;
вариации конструктивных элементов и исполнений;
коэффициенты закручивания;
теоретическая масса каждого изделия.
На них распространяется еще и стандарт DIN 6914. По умолчанию это изделие имеет шестигранную головку под ключ. Оно предназначается для высоконапряженных стальных соединений. Диаметр крепежа может составлять от М12 до М36. Их размер колеблется от 3 до 24 см.
Их размер колеблется от 3 до 24 см.
Такие болты могут использоваться в машиностроении, в двигателестроении. Они пригодятся еще и для участков, где действует сильная вибрация; их можно, наконец, использовать в строительных конструкциях различного рода. Большую роль, однако, играет правильно выбранное усилие затягивания. Слишком слабый нажим часто приводит к преждевременному разрушению соединения, слишком сильный — способен навредить крепежу или соединяемым конструкциям.
Крепеж: болты
Уважаемый Vadim_Omsk! Вы несколько не точно описываете процесс цементации и термообрвботки:
1.
— цементация — процесс используемый для деталей из низкоуглеродистых сталей, которые не закаливаются вообще. Суть процесса — детали нагревают в неком ящичке с некой химией состоящей в основном из углерода и за счет диффузии углерода поверхностный слой детали превращается из неуглеродистой стали (практически чистого железа) в углеродистую сталь. Толщина такого слоя от нескольких микрон до долей миллиметра в зависимости от длительности процесса. Смысл процесса — сделать детали из самой дешевой стали, но придать детали стойкость к истиранию, сама деталь под твердой корочкой остается сырой и низкопрочной, т.к. низкоуглеродистая сталь не закаливается вообще. Некоторые японские конторы (а япошки любят экономить) делают подобным образом распредвалы (описывать технологию нагрева которая при закалке практически не ведет к искривлению валов я здесь не буду), высокая прочность распредвалу по всей толщине не нужна, а поверхность (цементированная) по которой катаются всякие коромысла, рокера и т.д. твердая и поэтому обычно служит долго. Если вал сильно старый или цементированный на не достаточную толщину и цементированный слой истерся (это случится при качественной цементации через сотни тысяч км.) то дальнейший износ такого вала идет буквально на глазах — я видел распред вал от Мазды с выработкой около сантиметра, естественно клапана уже почти не открывались и мотор едва работал……
Смысл процесса — сделать детали из самой дешевой стали, но придать детали стойкость к истиранию, сама деталь под твердой корочкой остается сырой и низкопрочной, т.к. низкоуглеродистая сталь не закаливается вообще. Некоторые японские конторы (а япошки любят экономить) делают подобным образом распредвалы (описывать технологию нагрева которая при закалке практически не ведет к искривлению валов я здесь не буду), высокая прочность распредвалу по всей толщине не нужна, а поверхность (цементированная) по которой катаются всякие коромысла, рокера и т.д. твердая и поэтому обычно служит долго. Если вал сильно старый или цементированный на не достаточную толщину и цементированный слой истерся (это случится при качественной цементации через сотни тысяч км.) то дальнейший износ такого вала идет буквально на глазах — я видел распред вал от Мазды с выработкой около сантиметра, естественно клапана уже почти не открывались и мотор едва работал……
2.
— Никакие детали в солях не калят. Все виды стали калят или в воду (обычно простые углеродистые стали), или в масло (обычно легированные хромосодержащие стали и иные виды сталей которые легко закаливаются) — это дает меньшую скорость охлаждения по сравнению с водой (другая теплоемкость). Кстати некоторые стали с большим содержанием хрома уже слегка закаливаются при охлаждении даже на воздухе. Если сталь при закаливании слишком быстро охлаждать, то есть риск что деталь треснет (поэтому сталь с большим содержанием хрома на воду обычно не калят).
Кстати некоторые стали с большим содержанием хрома уже слегка закаливаются при охлаждении даже на воздухе. Если сталь при закаливании слишком быстро охлаждать, то есть риск что деталь треснет (поэтому сталь с большим содержанием хрома на воду обычно не калят).
Солевой расплав в термообработке используется для изоляции деталей от атмосферы в процессе нагрева перед закалкой, это важно когда надо избежать обезуглероживания (выгорания углерода в поверхностных слоях металла, а железо без углерода не закаливается вообще). Это важно при изготовлении деталей у которых надо сделать закалку не только на большую глубину, но и сохранить твердость поверхности — пример таких деталей: подшипники качения (шариковые и роликовые), режущий инструмент
Нагрев в солевых расплавах зто только одна из многих технологий избежать взаимодействия поверхностей ответственных деталей с воздухом в процессе нагрева. Есть еще нагрев в среде защитных газов, нагрев токами высокой частоты (очень быстрый, при котором окисление поверхности детали просто не успевает произойти).
В термообработке есть еще такая операция — «отпуск». При закаливании получить нужную твердость практически не возможно, она получается больше необходимой. Что бы получить нужную твердость детали нагревают до некоторой температуры (меньшей чем необходимая для закаливания) и твердость детали начинает сравнительно медленно снижаться, что делает возможным спокойно привести твердость к нужной величине.
Если Вас интересуют конкретные температуры, то Вы можете посмотреть диаграммы состояний для различных сплавов (не только сталей) в любом учебнике по металловедению….
Класс прочности резьбового крепежа
Класс прочности гаек определяет его механическими свойствами. Для классификации изделия по этому параметру применяется ГОСТ 1759 4-67. Согласно нормативной документации класс прочности делится на 11 категорий.
Применяемое обозначение винтов имеет следующие особенности:
- Расшифровать класс прочности 10 или 9 достаточно просто. Применяемые правила маркировки позволяют упростить поставленную задачу по выбору подходящих крепежных элементов.
- Определить класс прочности шайб или других крепежных материалов можно при рассмотрении нормативной документации. Первая цифра обозначения умножается на 100, за счет чего получается показатель прочности на растяжение и на разрыв. Предел прочности определяет то, насколько прочным является применяемое крепежное изделие.
- В маркировке есть и второе число, которое может применяться при расчете основных показателей. К примеру, класс точности 8.8 говорит о том, что второй показатель соответствует соотношение предела текучести к временному сопротивлению. В данном случае показатель составляет 80%.
При изготовлении крепежного материала из нержавеющей стали или других материалов следует учитывать следующие моменты:
- Предел текучести – значение нагрузки, при которой материал после деформации не подлежит восстановлению. При расчете нагрузки, которая оказывает воздействие на резьбу, учитывается тот момент, что должен быть трехкратный запас прочности.
- Таблица прочности болтов применяется для выбора наиболее подходящего крепежного материала.

Разрушающие нагрузки для болтов
Применяемые болты по ГОСТУ с сопротивлением 800 МПа и больше могут выдерживать существенную нагрузку. Именно поэтому они получили широкое распространение при строительстве мостов или других ответственных конструкций.
3 Как производится маркировка резьбовых соединений?
Маркировка болтов осуществляется с учетом требований DIN, ANSI/ISO и других стандартов, о которых мы говорили выше. На головку изделия наносят:
- класс прочности материала, из которого изготавливается болт;
- клеймо производителя;
- стрелку левой резьбы (правая резьба никак не маркируется).
Указанные знаки могут быть выпуклыми либо углубленными. А их величина определяется на заводе, который выпускает болты.
Класс прочности изделий из углеродистых сталей указывается в виде двух цифр, разделенных точкой – 3.6, 10.9, 8.8 и так далее. Первая цифра показывает, какую нагрузку может выдержать соединение. Вторая является отношением, умноженным на 10, двух пределов – текучести и прочности.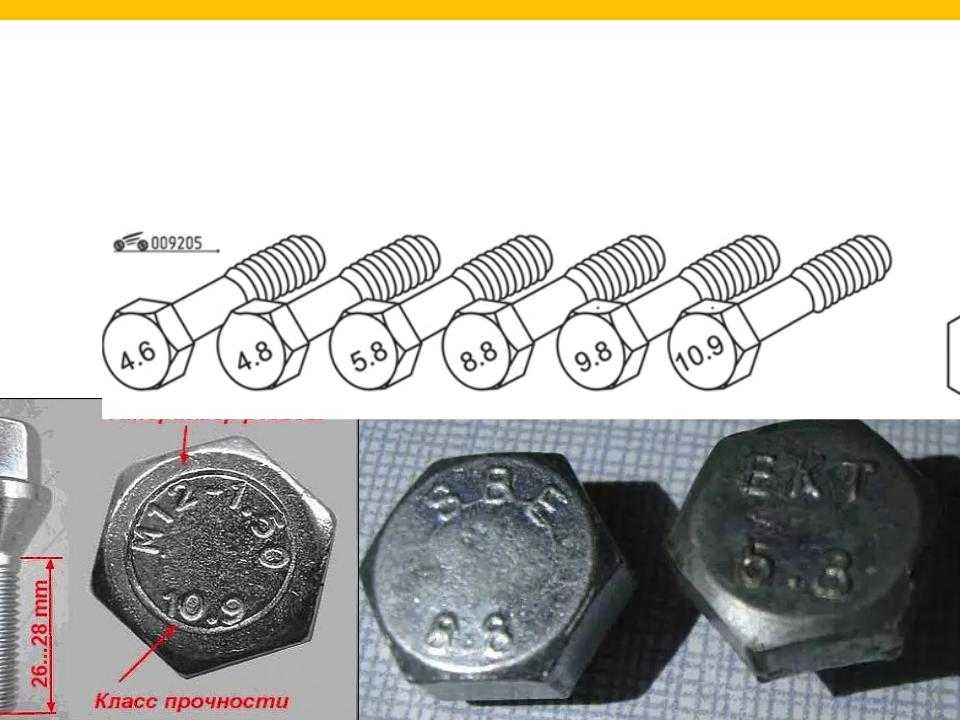 Так, если вы видите маркировку на болтах – «8.8», это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
Так, если вы видите маркировку на болтах – «8.8», это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
Фото маркировки болтов из углеродистых сталей
Метизы из нержавеющей стали маркируются следующим образом: А2 (А4) – 50 (80, 60). А2 либо А4 – это марка стали (А4 устойчива против щелочей, солей и воздействия кислот, А2 – водоустойчивая), а число – показатель предела прочности болта.
Крепеж, изготавливаемый из мартенситных сталей с малым содержанием углерода, маркируется аналогично изделиям из углеродистой стали. Но в данном случае цифры подчеркиваются – 10.9 (допускается не ставить точку между цифрами – 109).
На фото — маркировка болта из мартенситной стали
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов — Справочная информация
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов
Класс прочности болтов — ГОСТ 7798-70, маркировка, виды, обозначение
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
Основные марки стали, применяемые при производстве болтов
Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей.
Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами.
Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности.
Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов.
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.
 8 — такой класс прочности можно получить, если подвергнуть болты закалке.
8 — такой класс прочности можно получить, если подвергнуть болты закалке.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
Для производства применяют несколько марок стали. Распространенными считают — 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах.
Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали.Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности.
Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности:
- 6 — болты выполняют на станках токарно-фрезерной группы;
- 6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;
- 8 — этот класс получат после прохождения термообработки.
Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах.
Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов).
Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия.Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006.
Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC.
Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ.
Точность болтов
Другое важное свойство – это точность.
Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм.Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня.
prompriem.ru
https://pellete.ru/s…lya-boltov.html
обозначение, маркировка и их виды
Сегодня выбор крепежных элементов крайне велик. Они применяются для соединения компонентов различных конструкций, а также позволяют увеличить их надежность и устойчивость к нагрузкам. В зависимости от целей применения резьбовых деталей, их выбор необходимо осуществлять исходя из класса прочности болтов.
- Особенности выбора
- Классы прочности
- Обозначение деталей
Особенности выбора
Класс прочности этих деталей в основном зависит от марки и класса прочности стали, использовавшейся при их производстве. Например, если конструкция не будет подвергаться серьезным нагрузкам, то можно смело ориентироваться на детали низкого класса.
Если же их планируется использовать в ответственных конструкциях, например, башенных кранах, без высокопрочных изделий обойтись не получится.
Все технические показатели таких деталей должны соответствовать ГОСТ 7817–70 . В нем прописаны марки сплавов, которые допускается применять для их изготовления. Так как существует несколько типов изделий, то все они имеют определенное назначение. В зависимости от класса изменяется и их обозначение.
Классы прочности
ГОСТ 1759.4−87, в зависимости от механических характеристик деталей, предполагает деление этих изделий на одиннадцать категорий. Правила расшифровки их обозначений не должны вызвать серьезных проблем — умножение на 100 цифры, расположенной перед точкой, позволяет определить такой показатель, как предел прочности материала болта на растяжение. Для его измерения используется единица — Н/мм2. Например, обозначение 4.6 предполагает наличие у изделия параметра прочность на растяжение равного 400 Н/мм2.
Умножение второй цифры на 10, позволяет узнать показатель параметра предела текучести (напряжение, при котором сплав становится подвержен пластическим деформациям). Например, для категории 3.6 он будет равен 60%.
При расчете нагрузок в резьбовых соединениях принято закладывать определенный запас прочности по показателю предела текучести.
Болты, принадлежащие к группе высокопрочных изделий, должны обладать пределом прочности при растяжении не менее 800 МПа. Они нашли широкое применение в тех отраслях промышленности, в которых к конструкциям предъявляются жесткие требования по надежности. К этой группе относятся все детали начиная с категории 8.8. Высокопрочными гайками, в свою очередь, следует считать изделия класса не менее 8.0.
Необходимо заметить, что категория прочности резьбовых деталей зависит не только от их материала, но также технология изготовления. Практически все болты, входящие в группу высокопрочных изделий, производятся методом высадки, а для формирования резьбы используются специальные накатные полуавтоматы. После механической обработки изделия проходят соответствующую термообработку. Финальным этапом производства высокопрочных болтов является нанесение покрытия.
Технологическое оборудование, используемое для выпуска деталей методом высадки, отличается большим разнообразием. Существуют модели, способные за одну минуту выпускать около 200 единиц продукции. Основной материал для их производства — низкоуглеродистые и легированные стальные сплавы. Основным требованием, предъявляемым к ним, является количество углерода. Согласно документации, этот параметр не должен превышать 40%.
Отличным примером таких материалов могут быть стали 20КП, 40Х, 20Г2Р и другие. Благодаря применению различных видов термической обработки, можно из одного материала произвести детали, принадлежащие к разным категориям прочности. В качестве примера стоит рассмотреть сталь 35, из которой можно изготовить следующие изделия:
- 5.6 — достигается путем обработки изделия на токарном и фрезерном станках.
- 6.6, 6.8 — объемная штамповка.
- 8.8 — после механической обработки изделие подвергается закалке.
Классификация высокопрочных болтов предполагает наличие узкоспециализированных изделий, используемых в некоторых отраслях промышленности. Все их характеристики описываются в специальной нормативной документации. А также узкоспециализированные болты могут отличаться вариантами исполнения, для обозначения которых используются буквы:
- У — говорит о возможности применения крепежного элемента при температурах до -40 °C. Стоит заметить, что в обозначении буква чаще всего не указывается.
- ХЛ — температурные условия ужесточены, и такое изделие можно использовать при -65 °C.
Обозначение деталей
Система обозначения резьбовых элементов крепления создавалась Международной организацией по стандартизации (ISO). Следует заметить, что созданные еще в советские времена стандарты, базировались на аналогичных принципах. Со всеми тонкостями расшифровки маркировки болтов можно познакомиться в соответствующей технической документации.
Следует отметить, что в обязательном порядке символы должны быть нанесены на все винты и болты, диаметром от 6 мм. Изделия меньшего диаметра могут быть маркированы по желанию производителя. Детали, изготовленные в соответствии с технологией резания металлов, могут не маркироваться.
Чаще всего обозначение наносится на торцевую либо боковую поверхность головки болта. При этом во втором случае для этого должны быть использованы углубленные знаки. К параметру высоты выпуклых символов предъявляется несколько требований в зависимости от размеров изделия:
- 0,1 мм — для крепежных элементов с диаметром резьбовой части до 8 мм.
- 0,2 мм — болты, диаметр резьбы которых находится в пределах от 8 до 12 мм.
- 0.3 мм — для всех изделий, с резьбой более 12 мм.
Некоторые нормативные документы регламентируют геометрию резьбовых соединений. Например, согласно ГОСТ 7798–70 изделия должны иметь шестигранную головку и относиться к нормальному классу точности.
Маркировка винтов с внутренним шестигранником, болтов и шпилек
Маркировка болтов, винтов, винтов с внутренним шестигранником и шпилек.
1. Общие принципы маркировки
ISO 898-1 устанавливает способы маркировки болтов, винтов и шпилек, произведенных в соответствии со стандартами DIN, DIN ISO, DIN EN ISO
Маркировка изделий включает товарный знак изготовителя и класс прочности. Товарный знак изготовителя должен быть нанесен на всех изделиях, на которых указывают классы прочности, в процессе их изготовления. Товарный знак также рекомендуется наносить на изделия, на которых не указывают класс прочности.
При маркировке классов прочности, используются символы, которые приведены в Таблице 1.
Таблица 1 — Символы, используемые при маркировке
|
Класс прочности
|
3.6
|
4.6
|
4.8
|
5.6
|
5.8
|
6.
|
8.8
|
9.8
|
10.9
|
12.9
|
|
Символ маркировки
|
3.6
|
4.6
|
4.8
|
5.6
|
5.8
|
6.8
|
8.8
|
9.8
|
10.9
|
12.9
|
Для болтов, винтов и винтов с внутренним шестигранником небольших размеров (М3-М4) или когда символы маркировки, указанные в таблице 1, невозможны из-за формы головки, допускается применять приведенные в Таблице 2 символы маркировки по системе циферблата. данный вид маркировки встречается достаточно редко.
Таблица 2 — Маркировка по системе циферблата
|
Класс прочности
|
3.6
|
4.6
|
4.8
|
5.6
|
5.8
|
|
Символ маркировки
|
|
|
|
|
|
Окончание таблицы 2
|
Класс прочности
|
6.8
|
8.
|
9.8
|
10.9
|
10.9
| 12.9 |
|
Символ маркировки
|
|
|
|
|
|
|
a — положение, соответствующее двенадцати часам, необходимо маркировать либо товарным знаком изготовителя, либо точкой.
b — класс прочности маркируется либо штрихом, либо двойным штрихом, а для класса прочности 12.9 — точкой.
2. Маркировка винтов с прямым шлицем и винтов с крестообразным шлицем
Маркировка винтов с прямым шлицем и винтов с крестообразным шлицем не предусмотрена стандартом и может выполняться по усмотрению изготовителя.
3.
Маркировка болтов и винтов с шестигранной и звездообразной головкой
Болты и винты с шестигранной и звездообразной головкой (включая изделия с фланцем) следует маркировать товарным знаком изготовителя и обозначением класса прочности, приведенным в таблице 1.
Данная маркировка является обязательной для всех классов прочности и наносится на верхней части головки выпуклыми или углубленными знаками или на боковой части головки углубленными знаками. Для болтов и винтов с фланцем маркировку следует наносить на фланце, если в процессе производства невозможно нанести маркировку на верхней части головки.
Маркировка является обязательной для болтов и винтов с шестигранной и звездообразной головкой диаметром резьбы d ≥ 5 мм.
а Товарный знак изготовителя.
b Класс прочности.
4. Маркировка винтов с шестигранным и звездообразным углублением в головке
Винты с внутренним шестигранником и звездообразным углублением в головке следует маркировать товарным знаком изготовителя и обозначением класса прочности, приведенным в таблице 1.
Маркировка является обязательной для классов прочности 8.8 и выше. Символы маркировки рекомендуется наносить на боковую сторону головки углубленными знаками или на верхнюю часть головки углубленными или выпуклыми знаками. Наиболее часто встречается маркировка на врхней части головки винта.
Маркировка является обязательной для винтов с шестигранным и звездообразным углублением в головке номинальным диаметром резьбы d ≥ 5 мм.
5. Маркировка болтов с полукруглой головкой и квадратным подголовком
Болты с полукруглой головкой и квадратным подголовком классов прочности 8.8 и выше следует маркировать идентифицирующим знаком изготовителя и обозначением класса прочности, приведенным в таблице 1. Для болтов номинальным диаметром d ≥ 5мм маркировка является обязательной. Она должна быть нанесена на головке углубленными или выпуклыми знаками.
6. Маркировка шпильки
Шпильки номинальным диаметром резьбы d ≥ 5 мм классов прочности 5. 6, 8.8 и выше следует маркировать углубленными знаками с нанесением обозначения класса прочности в соответствии с таблицей 1 и товарного знака изготовителя на участок шпильки без резьбы.
Если маркировка шпильки на участке без резьбы невозможна, допускается маркировка только класса прочности на гаечном конце шпильки. Для шпилек с неподвижной посадкой применяют маркировку на гаечном конце с нанесением только товарного знака изготовителя, если это возможно.
В качестве альтернативной маркировки классов прочности можно применять символы, приведенные в таблице 3.
Таблица 3 — Альтернативные символы для маркировки шпилек
| Класс прочности | 5.6 | 8.8 | 9.8 | 10.9 | 12.9 |
| Символ маркировки |
|
|
|
|
|
См. Маркировка гаек
» Идентификационная маркировка крепежа
| Маркировка класса | Спецификация | Материал и обработка | Номинальный размер (дюймы) | Механические свойства | Твердость по Роквеллу | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Доказательство Нагрузка Мин. (фунтов на квадратный дюйм) | Выход Прочность Мин. (фунтов на квадратный дюйм) | Растяжение Прочность Мин. (фунтов на квадратный дюйм) | Удлинение % Мин. [9] | RA % мин. [10] | Мин. | Макс | ||||
| SAE J429 Класс 1 | Низко- или среднеуглеродистая сталь | 1 ⁄ 4 » — 1 1 ⁄ 2 » | 33 | 36 | 60 | 18 | 35 | В70 | Б100 | |
| А307 Класс А | Низко- или среднеуглеродистая сталь | 1 ⁄ 4 «- 4» | — | — | 60 | 18 | — | В69 | Б100 | |
| А307 Марка Б | Низко- или среднеуглеродистая сталь | 1 ⁄ 4 «- 4» | — | — | 60 мин 100 макс | 18 | — | В69 | В95 | |
| Зеленый с одной стороны | А307 Марка С [7] | Низко- или среднеуглеродистая сталь | 1 ⁄ 4 «- 4» | — | 36 | 58 мин. 80 макс. | 23 | — | — | — |
| Односторонний синий | Ф1554 36 класс | Низко- или среднеуглеродистая сталь | 1 ⁄ 2 «- 4» | — | 36 | 58 мин. 80 макс. | 23 | 40 | — | — |
| Желтый с одним концом | Ф1554 55 класс | Низко- или среднеуглеродистая сталь | 1 ⁄ 2 «- 2» | — | 55 | 75 мин. 95 макс. | 21 | 30 | — | — |
| 2 1 ⁄ 4 «- 2 1 ⁄ 2 » | 21 | 30 | ||||||||
| 2 3 ⁄ 4 «- 3» | 21 | 30 | ||||||||
| 3 1 ⁄ 4 «- 4» | 21 | 30 | ||||||||
| SAE J429 Класс 2 [8] | Низко- или среднеуглеродистая сталь | 1 ⁄ 4 » — 3 ⁄ 4 » | 55 | 57 | 74 | 18 | 35 | В80 | Б100 | |
| 7 ⁄ 8 » — 1 1 ⁄ 2 » | 33 | 36 | 60 | 18 | В70 | Б100 | ||||
| A193/A320 Класс B8 Класс 1 | Нержавеющая сталь AISI SS304 | Нет ограничений | — | 30 | 75 | 30 | 50 | — | В96 | |
| A193/A320 Класс B8 Класс 2 | Нержавеющая сталь AISI SS304 | До 3/4 | — | 100 | 125 | 12 | 35 | — | С35 | |
| 7/8 — 1 | 80 | 115 | 15 | 35 | ||||||
| 1-1/8 — 1-1/4 | 65 | 105 | 20 | 35 | ||||||
| 1-3/8 — 1-1/2 | 50 | 100 | 28 | 45 | ||||||
| А193/А320 Марка Б8М | Нержавеющая сталь AISI SS316 | Нет ограничений | — | 30 | 75 | 30 | 50 | — | В96 | |
| A193/A320 Марка B8M Класс 2 | Нержавеющая сталь AISI SS316 | До 3/4 | — | 95 | 110 | 15 | 45 | — | С35 | |
| 7/8 — 1 | 80 | 100 | 20 | 45 | ||||||
| 1-1/8 — 1-1/4 | 65 | 95 | 25 | 45 | ||||||
| 1-3/8 — 1-1/2 | 50 | 90 | 30 | 45 | ||||||
| F3125 Класс A325 Тип 1 | Среднеуглеродистая сталь, Q & T | 1 ⁄ 2 » — 1 1 ⁄ 2 » | 85 | 92 | 120 | 14 | 35 | С24 | С35 | |
| F3125 Класс A325 Тип 3 | Сталь, устойчивая к атмосферной коррозии, Вопрос и Т | 1 ⁄ 2 » — 1 1 ⁄ 2 » | 85 | 92 | 120 | 14 | 35 | С24 | С35 | |
| SAE J429 Класс 5 | Среднеуглеродистая сталь, Q & T | 1 ⁄ 4 «- 1» | 85 | 92 | 120 | 14 | 35 | С25 | С34 | |
| 1 1 ⁄ 8 » — 1 1 ⁄ 2 » | 74 | 81 | 105 | С19 | С30 | |||||
| А449 Тип 1 | Среднеуглеродистая сталь, Q & T | 1 ⁄ 4 «- 1» | 85 | 92 | 120 | 14 | 35 | С25 | С34 | |
| 1 1 ⁄ 8 » — 1 1 ⁄ 2 » | 74 | 81 | 105 | С19 | С30 | |||||
| 1 5 ⁄ 8 «- 3» | 55 | 58 | 90 | В91 | Б100 | |||||
| А449 Тип 3 | Атмосферостойкая сталь, Q & T | 1 ⁄ 4 «- 1» | 85 | 92 | 120 | 14 | 35 | С25 | С34 | |
| 1 1 ⁄ 8 » — 1 1 ⁄ 2 » | 74 | 81 | 105 | С19 | С30 | |||||
| 1 5 ⁄ 8 «- 3» | 55 | 58 | 90 | В91 | Б100 | |||||
| А193 Марка В7 | Среднеуглеродистая легированная сталь, Вопрос и Т | 1 ⁄ 4 » — 2 1 ⁄ 2 » | — | 105 | 125 | 16 | 50 | — | С35 | |
| 2 5 ⁄ 8 «- 4» | 95 | 115 | 16 | 50 | С35 | |||||
| 4 1 ⁄ 8 «- 7» | 75 | 100 | 18 | 50 | С35 | |||||
| А354 Марка БК | Среднеуглеродистая легированная сталь, Вопрос и Т | 1 ⁄ 4 » — 2 1 ⁄ 2 » | 105 | 109 | 125 | 16 | 50 | С26 | С36 | |
| 2 5 ⁄ 8 «- 4» | 95 | 94 | 115 | 16 | 45 | С22 | С33 | |||
| Один конец Красный | Ф1554 105 класс | Среднеуглеродистая легированная сталь, Вопрос и Т | 1 ⁄ 2 «- 3» | — | 105 | 125 мин. 150 макс. | 15 | 45 | — | — |
| А320 Марка L7 | AISI 4140, 4142 или 4145 | 1 ⁄ 4 » — 2 1 ⁄ 2 » | — | 105 | 125 | 16 | 50 | — | — | |
| А320 Марка L43 | АИСИ 4340 | 1 ⁄ 4 «- 4» | — | 105 | 125 | 16 | 50 | — | — | |
| F3125 Класс A490 Тип 1 | Среднеуглеродистая легированная сталь, Вопрос и Т | 1 ⁄ 2 «- 1 1 ⁄ 2 » | 120 | 130 | 150 мин. 173 макс. | 14 | 40 | С33 | С38 | |
| F3125 Класс A490 Тип 3 | Сталь, устойчивая к атмосферной коррозии, Вопрос и Т | 1 ⁄ 2 » — 1 1 ⁄ 2 » | 120 | 130 | 150 мин. 173 макс. | 14 | 40 | С33 | С38 | |
| SAE J429 класс 8 | Среднеуглеродистая легированная сталь, Вопрос и Т | 1 ⁄ 4 » — 1 1 ⁄ 2 » | 120 | 130 | 150 | 12 | 35 | С33 | С39 | |
| А354 Марка БД [6] | Среднеуглеродистая легированная сталь, Вопросы и ответы | 1 ⁄ 4 » — 2 1 ⁄ 2 » | 120 | 130 | 150 | 14 | 40 | С33 | С39 | |
| 2 5 ⁄ 8 «- 4» | 105 | 115 | 140 | С31 | С39 | |||||
Требования «-» = нет требований. | ||||||||||
Рым-болт с маркировкой CE DIN 580 Нержавеющая сталь A4 кованая M16 (87154
Войдите, чтобы увидеть ваши цены
Зарегистрируйтесь
- Вы можете заказать онлайн в любое время и в любом месте
- Вы можете видеть свои цены нетто
- Вы можете просматривать и искать заказы
Создать учетную запись
- Арт. № 55940.160.001
- EAN 87154
225 - УББ 952351677648
- UNSPSC 31161610
Предыдущий
Следующий
Характеристики
Информация - Если подъемные рым-болты являются частью подъемного оборудования, необходима маркировка СЕ.
- Подъемные рым-болты не требуют маркировки СЕ, если они не используются для подъема (например, в качестве буксировочных проушин) или используются только один раз для подъема (например, для движущихся машин).
Диаметр (d-D) М16
Дополнительная информация кованый
Материал Нержавеющая сталь
Материалы технические А4
Резьба Метрическая резьба
Стандарты
ИСО ≈ 3266
DIN 580
- Выберите другие размеры
г 1 35
д 2 63
д 3 35
и 12
ч 62
Л 27
П 2
Скачать дополнительную информацию
Идентификационная маркировка крепежных изделий
Маркировка ASTM, SAE и ISO и механические свойства стальных крепежных изделий | Вернуться к справочным данным
Марка
Идентификация
МаркировкаСпецификация Материал Номинальный размер
дюймов.Доказательство
Нагрузка
Напряжение
(ksi)Твердость
РоквеллСм.
Примечаниемин. макс. Без маркировки ASTM A563 — Класс 0 Углеродистая сталь от 1/4 до 1-1/2 69 В55 С32 3,4 ASTM A563 — Класс А Углеродистая сталь от 1/4 до 1-1/2 90 В68 С32 3,4 ASTM A563 — класс B Углеродистая сталь от 1/4 до 1 120 В69 С32 3,4 от 1 до 1-
1/2105 ASTM A563 — Класс C Углеродистая сталь
Может быть
Закаленная
и отпущеннаяот 1/4 до 4 144 В78 С38 5 ASTM A563 — класс C3 Атмосферный
Коррозионностойкий
Стойкая сталь
Может быть
Закаленный
и отпущенныйот 1/4 до 4 144 В78 С38 5,9 ASTM A563 — Класс D Углеродистая сталь
Может быть
Закаленная
и отпущеннаяот 1/4 до 4 150 В84 С38 6 ASTM A563 — Марка DH Углеродистая сталь
Закаленная
и отпущеннаяот 1/4 до 4 175 С24 С38 6 ASTM A563 — Марка Dh4 Атмосферная среда
Коррозионностойкая сталь
,
Закаленная
и отпущеннаяот 1/4 до 4 175 С24 С38 5,9 ASTM A194 — Класс 1 Углеродистая сталь от 1/4 до 4 130 В70 — 7 ASTM A194 — класс 2 Среднеуглеродистая сталь от 1/4 до 4 150 159 352 7,8 ASTM A194 — класс 2H Среднеуглеродистая сталь, закаленная и отпущенная от 1/4 до 4 175 С24 С38 7 ASTM A194 — Класс 2HM Среднеуглеродистая сталь, закаленная и отпущенная от 1/4 до 4 150 159 237 7,8 ASTM A194 — класс 4 Среднеуглеродистая легированная сталь,
Закаленная
и отпущеннаяот 1/4 до 4 175 С24 С38 7 ASTM A194 — класс 7 Среднеуглеродистая легированная сталь,
Закаленная
и отпущеннаяот 1/4 до 4 175 С24 С38 7 ASTM A194 — класс 7M Среднеуглеродистая легированная сталь,
Закаленная
и отпущеннаяот 1/4 до 4 150 159 237 7 См. Примечание 1,210 ПРИМЕЧАНИЯ:
- В дополнение к указанной маркировке, все марки, кроме марок A563
O, A и B должны иметь маркировку для идентификации производителя. - Маркировка, показанная для всех марок гаек A194, предназначена для холодноформованных и
горячекованые гайки. Когда гайки изготавливаются из прутка, гайка должна быть
дополнительно маркируется буквой «В». - не требуют маркировки, если это не указано покупателем.
При маркировке идентификационной маркировкой должна быть буква класса O, A или
Б. - Показанные свойства относятся к шестигранной крупной резьбе без покрытия или без покрытия.
орехи. - Показанные свойства относятся к тяжелым шестигранным гайкам с крупной резьбой.
- Показанные свойства относятся к тяжелым шестигранным гайкам с крупной резьбой.
- Показанные свойства относятся к тяжелым шестигранным гайкам с крупной резьбой с 8 шагами.
- — это число твердости по Бринеллю.
- Изготовитель гаек по своему усмотрению может добавить другие маркировки, указывающие на
использование атмосферостойкой стали. - Характеристики:
ASTM A563 — Гайки из углеродистой и легированной стали.
ASTM A194/A194M — Гайки из углеродистой и легированной стали для болтов для высоких
Работа под давлением и при высоких температурах.
Гайки
Твердость
Болтовое крепление | Applied Bolting
СКАЧАТЬ ЭТУ СТРАНИЦУ В ВИДЕ PDF
Поворот гайки (неполный поворот)
Примечание. Как и в случае любого другого метода предварительного натяжения болта, поворот гайки можно выполнять только после того, как все стальные слои в соединении будут вытянуты. в плотный контакт, то есть плотно затянуты. Невыполнение этого требования приведет к недостаточному предварительному натяжению болтов и ослаблению соединений.
Кроме того, проверка крепежа перед установкой должна проводиться в соответствии с применимыми разделами AISC/RCSC с оговоркой, что проверка откручивания гайки может не подтверждаться проверкой индикатора прямого натяжения (AISC/RCSC 59).).Поворот гайки выполняется путем поворота гайки или болта крепежного узла на определенный угол поворота в зависимости от длины и диаметра крепежного элемента, удерживая при этом непровернутый элемент от вращения.
Методика крепления болтами
- Определите соотношение длины и диаметра крепежа, а также наклон наружных стальных слоев.
- Плотно прижмите стальные слои за столько шагов, сколько необходимо, чтобы обеспечить плотный контакт стали в соответствии с требованиями раздела 8.1 AISC/RCSC.
- С помощью маркера или подобного предмета нанесите отметку от центра конца болта через гайку и на сталь. Это укажет исходное положение гайки.
- Примените указанный поворот из соответствующей таблицы или из испытаний калибратора натяжения, в то время как невращающийся элемент удерживается от вращения (обычно требуется второй установщик).
- Вращение, выходящее за пределы таблицы, можно игнорировать и нельзя исправлять или перерабатывать, за исключением замены крепежного узла.
Рис. 1: Маркированная гайка, болт и сталь до и после поворота на 2/3.
Для справки, значения из таблицы 8.1 Спецификации Спецификации Структурного соединения (AISC/RCSC) для структурных соединений с использованием высокой прочности, 2020
Проверка:
Инспектор должен :
- 777777777777777777777777777777777 года. была проведена предустановочная проверка.
- Убедитесь, что соединение плотно затянуто.
- Проверьте исходное положение всех элементов.
- Регулярно наблюдайте за тем, как монтажная бригада закручивает гайки/болты.
- Проверьте конечное положение поворота всех элементов.
- Запретить корректировку обнаруженного или засвидетельствованного чрезмерного поворота для отражения значений поворота из таблицы 5.
2.Инспектор НЕ ДОЛЖЕН :
- Использовать динамометрический ключ в качестве инструмента для проверки. Осмотр проводится только так, как описано выше, с проверкой исходного положения в плотной посадке и конечного положения после поворота гайки.
- Предположим, что маркировка была нанесена до токарной обработки. Затяжка и ЗАТЕМ маркировка гайки после поворота является очень популярным способом выполнения поворота гайки и представляет собой незаметный обман, если инспектор не наблюдает метки исходного положения.
- Проинструктируйте бригады по болтовым работам ослаблять любой оборот, превышающий значение, указанное в таблице. Чрезмерное вращение не является причиной брака или переделки. Компенсация чрезмерного вращения путем откручивания гайки приведет к меньшему предварительному натяжению, чем требуется.
Несмотря на то, что рекомендуется маркировать и проверять болт, гайку и сталь до реализации функции «Отворачивание гайки», этот шаг не является обязательным.
В любом случае, если не проверить гайки в их исходном (плотном) непровернутом положении, это приведет к неподдающемуся проверке исполнению с поворотом гайки. Маркировка гаек не освобождает инспектора от обязанности проверять соединение дважды, до и после поворота. Претензия, превышающая [требуемое] значение, не является причиной для отклонения. 5 Рекомендации:
Недействительно для некоторых болтов. Руководство:
Пользователи высокопрочных болтов большого диаметра, особенно болтов A490, должны знать, что требования спецификации AISC/RCSC к установке коротких болты захвата могут не обеспечивать требуемого предварительного натяга [предварительного натяжения]. Если такие болты должны использоваться в соединении, препятствующем скольжению [т. е. в соединении с критическим скольжением и с предварительным натяжением], рекомендуется провести калибровочные испытания в устройстве индикации нагрузки.
(Кулак 59) 6 Горячее цинкование погружением, AISC/RCSC:
Некоторые проблемы с методом предварительного натяжения поворотом гайки возникали при использовании болтов горячего цинкования. В некоторых случаях проблемы были связаны с особенно эффективной смазкой, применяемой производителем для обеспечения того, чтобы болты и гайки, имеющиеся на складе, соответствовали требованиям спецификации ASTM для испытаний оцинкованных крепежных изделий с минимальным числом оборотов. (AISC/RCSC 61-62).
Болт Смазка слишком эффективна или отсутствует, AISC/RCSC:
Технические требования к испытаниям на минимальный оборот оцинкованных крепежных изделий. Испытания на калибраторе натяжения на рабочем месте показали, что смазка снижает коэффициент трения между болтом и гайкой до такой степени, что «полное усилие слесаря, использующего обычный гаечный ключ» для плотной затяжки соединения, фактически вызывает полное требуемое усилие.
претензия. Кроме того, поскольку гайки можно было снять с помощью обычного разводного ключа, инспектор ошибочно счел их затянутыми неправильно. Чрезмерно смазанные высокопрочные болты могут потребовать значительно меньшего крутящего момента, чтобы создать указанное предварительное натяжение. Необходимая проверка перед установкой выявит эту потенциальную проблему.И наоборот, отсутствие смазки или неправильное нарезание резьбы метчиком может привести к заклиниванию резьбы гайки и болта, что приведет к отказу болта от прокручивания при меньшем предварительном натяжении, чем указано. (AISC/RCSC 61).
AISC/RCSC, раздел 9.1, неправильные критерии проверки:
AISC/RCSC, раздел 9.2.1, требует, чтобы инспектор наблюдал за вращением одного элемента относительно другого. В противном случае может возникнуть неправильное предварительное натяжение, если монтажная бригада применит только минимальную степень плотной затяжки в соответствии с разделом 9.
.1, Плотно затянутые соединения: 9.1 …Необходимо определить, что все болты в соединении затянуты достаточно, чтобы предотвратить проворачивание гаек без использования гаечного ключа. Для плотно затянутых соединений не требуется дополнительных доказательств соответствия.
Если в качестве критерия проверки на плотную затяжку используется только ручная затяжка, возможно, что начальная точка поворота гайки (т. е. адекватная плотная затяжка) не будет достигнута, и метод не сработает. Такие сбои не будут зависеть от того, был ли промаркирован крепеж или нет.
Канадский институт стальных конструкций, т. е. CISC, Turn-of-Nut
Установка:
Метод установки CISC Turn-Of-Nut похож на AISC/RCSC Turn-Of-Nut, за некоторыми исключениями.
- Требуемые значения поворота одинаковы, когда обе грани нормальные, а также когда одна грань имеет наклон 1:20.
- Поворот на 3/4 применяется ко всем экземплярам, когда обе грани имеют наклон 1:20.
- Допустимый допуск на поворот составляет ±30°.
- требуются, когда любой из стальных слоев имеет уклон макс. 1:20 при использовании болтов ASTM A490 и A490M.
- Поворотный стол CISC 8 не ограничивается максимальной длиной болта 12 дюймов, как это делает AISC/RCSC.
- Когда обе поверхности наклонены не более чем на 1:20, все болты повернуты на 3/4 оборота (для AISC/RCSC требуются значения поворота, зависящие от длины).
Скошенные шайбы
Полную информацию о поворотах см. в Вращение гайки из условия плотного прилегания таблица в последнем Справочнике по стальным конструкциям CISC .
Осмотр:
Инспектор ДОЛЖЕН :
- Подтвердить выполнение предустановочной проверки всех узлов.
- Убедитесь, что соединение плотно затянуто.
- Проверьте исходное положение всех элементов.
- : Проверьте конечное положение поворота всех элементов.
- Регулярно наблюдайте за тем, как монтажная бригада фактически закручивает гайки/болты.
- Запретить корректировку обнаруженного или засвидетельствованного чрезмерного поворота для отражения значений поворота из применимой таблицы в справочнике CISC.
Несмотря на то, что рекомендуется маркировать и проверять болт, гайку и сталь до реализации функции «Отворачивание гайки», этот шаг не является обязательным. В любом случае, если не проверить гайки в их исходном (плотном) непровернутом положении, это приведет к неподдающемуся проверке исполнению с поворотом гайки. Маркировка гаек не освобождает инспектора от обязанности проверять соединение дважды, до и после поворота.
Консультации CISC:
См.
рекомендации для AISC и RCSC.Дополнительные рекомендации:
Несмотря на то, что CISC специально не требует проведения предустановочных проверочных испытаний всех крепежных изделий при использовании поворотной гайки как таковой, тестирование рекомендуется для обеспечения соответствия оборудования соответствующей спецификации ASTM. В противном случае обрыв резьбы (зачистка) не будет заметен.
Рис. 1: Идеальная техника маркировки, четко указывающая на 1/3 оборота. Тем не менее, три болта слева готовы к начальной проверке; трое справа кажутся повернутыми, но невозможно узнать, были ли они повернуты или отмечены, чтобы казаться повернутыми.
Рис. 2: Эти четыре гайки выглядят повернутыми, хотя точный угол не очевиден, поскольку линии полностью проходят через диаметры болтов. Тем не менее, без проверки их исходного положения, поворота или того, был ли сустав правильно затянут, нельзя проверить индуцированное предварительное натяжение.
Рисунок 3: Очевидная попытка обмана. В то время как маркировка указывает на то, что каждая гайка или болт были повернуты, гайка кажется в исходном положении, что указывает на вращение болта. Маловероятно, что болты были повернуты относительно гаек, так как шайбы находятся под гайками, а это означает, что шестигранные головки болтов необходимо вращать непосредственно против окрашенной стальной поверхности. Трудное усилие, которое было бы преувеличено дополнительными усилиями, необходимыми для выполнения правильного поворота гайки в первую очередь. Зазор вдоль верхнего фланца также свидетельствует о неполной плотной затяжке.
СКАЧАТЬ ЭТУ СТРАНИЦУ В ФОРМАТЕ PDF
5. AISC/RCSC 9.2.1 «Претензия, превышающая указанную в таблице 5.2, не является основанием для отказа».
6. Направляющая. Руководство по критериям проектирования болтовых и заклепочных соединений , 2-е издание (Кулак и др.
, 1987).Идентификационная маркировка крепежа — M&Z Industrial Supply Ltd.
Идентификационная маркировка класса Технические характеристики Материал Номинальный размер Пробная нагрузка Стресс Прочность на растяжение
Мин.
тыс.фунтов/кв.дюймТвердость по Роквеллу Мин. Макс. SAE J429 класс 1 Низкий или средний уровень
Углеродистая стальот 1/4 до 1-1/2 33 60 В70 Б100 SAE J429 класс 2 от 1/4 до 3/4 от 3/4 до 1-1/2 55
33
74
60
В80
В70
В100
Б100
ASTM A307 – Класс A от 1/4 до 4 – 60 В69 Б100 SAE J429 — класс 5 Среднеуглеродистая сталь
, закаленная
и отпущеннаяот 1/4 до 1
от 1 до 1-1/285 120 С25 С34 ASTM A449 – Тип 1 74 105 С19 С30 ASTM A325 – Тип 1
См. Примечание 4Среднеуглеродистая
Сталь, закаленная
и отпущеннаяот 1/2 до 1
свыше 1 до 1-1/285
74
120
105
С24
С19
С35
С31
ASTM A325 – Тип 2 Низкоуглеродистая
Мартенситная сталь,
Закаленная и
ОтпущеннаяASTM A325 – Тип 3
См. примечание 5Атмосферный
Устойчивый к коррозии 9Сталь 0044, закаленная
и закаленнаяот 1/2 до 1
от 1 до 1-1/285
74
120
105
С24
С19
С35
С31
ASTM A354 — Марка BC Среднеуглеродистая
Легированная сталь,
Закаленная и
Отпущеннаяот 1/4 до 2-1/2
от 2-1/2 до 4
105
95
125
115
С26
С22
С36
С33
SAE J429 — класс 8 Среднеуглеродистая
Легированная сталь,
Закаленная и
Отпущеннаяот 1/4 до 1-1/2 120
120
105150
150
140С33
С33
С33С39
С39
С39ASTM A354 – Марка BD
См. Примечание 6от 1/4 до 2-1/2
от 2-1/2 до 4SAE J429 — класс B2 Низкоуглеродистая мартенситная сталь, закаленная и отпущенная от 1/4 до 1 120 150 С33 С39 ASTM A490 – Тип 1 Среднеуглеродистая легированная сталь,
Закаленная и отпущеннаяот 1/2 до 1-1/2 120 150 мин.
170 макс.
С33 С38 ASTM A490 – Тип 2 Низкоуглеродистая мартенситная сталь, закаленная и отпущенная от 1/2 до 1 120 150 мин.
170 макс.
С33 С38 ASTM A490 – Тип 3
См. Примечание 5Сталь, устойчивая к атмосферной коррозии, закаленная
и отпущеннаяот 1/2 до 1-1/2 120 150 мин.
170 макс.
С33 С38 ASTM A-193 – Класс B7 4140 Легированная сталь, закаленная и отпущенная от 1/2 до 3-1/2 105 125 мин. Примечания относительно идентификационной маркировки крепежных изделий
- В дополнение к указанной маркировке класса все марки, включенные в эту таблицу, должны быть маркированы для идентификации производителя.
- Несмотря на то, что показаны шестигранные головки, маркировка класса в равной степени применима к продуктам с другими конфигурациями головок.
- – это число твердости по Бринделлу.
- Болты A325 типа 1 также могут быть маркированы тремя радиальными линиями, отстоящими друг от друга на 120 градусов, в дополнение к маркировке A325.
- Изготовитель болта по своему усмотрению может добавить другие маркировки, указывающие на использование стали, устойчивой к атмосферной коррозии.
- A354 класса BD размером 1-1/2 дюйма и меньше обозначаются, как показано, и, по выбору производителя, могут иметь добавленные буквы BD. Большие размеры имеют маркировку только BD.
- Технические характеристики:
ASTM 325 Высокопрочные болты для соединений конструкционной стали SAE J429 Требования к механическим характеристикам и материалам для крепежных изделий с наружной резьбой АСТМ А307 Стандартный крепеж с наружной резьбой из углеродистой стали АСТМ А449 Болты и шпильки из закаленной и отпущенной стали АСТМ А354 Болты, шпильки и другие крепежные изделия с наружной резьбой из закаленной и отпущенной легированной стали АСТМ А490 Конструкционные болты из термообработанной стали, предел прочности при растяжении не менее 150 тысяч фунтов на кв. дюйм АСТМ А193-В7 Тяжелые болты с шестигранной головкой из закаленной и отпущенной легированной стали
Твердость
Изделия
ASTM A193 | Работает на Портленд Болт
ASTM A193 — это спецификация крепежных изделий, охватывающая болты и резьбовые шпильки из легированной и нержавеющей стали для использования с фланцами, клапанами, сосудами под давлением и фитингами для работы при высоких температурах и высоком давлении.
Марки
В рамках спецификации A193 существуют различные марки, различающиеся по химическому составу, механическим свойствам и высокотемпературным характеристикам. Самый распространенный класс в A193 соответствует классу B7, однако существует несколько других классов.
Конфигурации
Крепеж по спецификации A193 чаще всего специфицируется, изготавливается и поставляется в виде тяжелых болтов с шестигранной головкой или шпилек с полной резьбой. Однако спецификация не ограничивает крепеж A193 только этими элементами. В соответствии со спецификацией A193 обычно предоставляются различные изогнутые болты, стержни с резьбой на одном или обоих концах и болты с головкой, кроме тяжелого шестигранника. Все болты и шпильки должны быть скошены (заострены).
Резьба
ASTM A962 — это связанная спецификация, которая охватывает группу общих требований, связанных со спецификацией A193. Раздел 13 спецификации A962 касается формы и класса резьбы.
Резьба должна соответствовать ASME B1.1, класс 2A и может быть нарезана или накатана. Для диаметров 1 дюйм и меньше используется серия резьбы Unified National Coarse (UNC), а для диаметров больше 1 дюйма должна использоваться серия резьбы с восемью шагами (8UN), если не указано иное.Покрытия
Некоторые марки крепежных изделий, изготовленных в соответствии с ASTM A193, могут быть покрыты цинком в соответствии с F2329 (горячее цинкование), B695 (механическое цинкование) или F1941 (оцинкованное покрытие). Покрытия из тефлона, ксилана и ПТФЭ в дополнение к кадмиевому покрытию также часто используются с болтами A193.
Маркировка продукта
На головки болтов и один конец шпилек наносятся как символ класса, так и идентификация производителя. Допуск на отсутствие маркировки изделия на крепежных изделиях очень малого диаметра и на заготовках в альтернативных местах изложен в разделе 17 А19.3 , но редко вступают в игру. Допускается двойная маркировка при условии, что крепеж отвечает всем требованиям обеих спецификаций.
Размеры
Если не указано иное, болты с головкой должны иметь шестигранную головку с размерами, предусмотренными ASME B18.2.1. Шпильки с полной резьбой в соответствии со спецификацией A193 обычно измеряются от первого витка до первого витка, а не по общей длине, включая скошенные концы.
Дополнительные требования
Дополнительные требования спецификации A193 не применяются, если они не указаны в запросе и заказе на поставку. Спецификация A193 включает четырнадцать дополнительных требований, которые включают специальные испытания, обработку, маркировку и покрытие крепежных изделий.
Дополнительные ресурсы
ASTM : На этом веб-сайте представлен очень краткий обзор спецификации A193. Если вы регулярно работаете с тяжелыми шестигранными болтами и шпильками A193, мы настоятельно рекомендуем приобрести копию стандарта ASTM A19.3 и спецификация ASTM A962 от ASTM International. ASTM International, ранее Американское общество испытаний и материалов, является организацией по стандартизации, охватывающей множество продуктов, включая крепежные изделия.
ASME : Американское общество инженеров-механиков — это организация, которая разрабатывает стандарты размеров для многих крепежных изделий, включая тяжелые болты с шестигранной головкой A193. Копию ASME B18.2.1, в которой указаны размеры тяжелых болтов с шестигранной головкой, и ASME B1.1, в которой указаны критерии размеров для резьб UNC и 8UN, можно приобрести в Techstreet.
Вопросы? Спросите Джессику
Джессика Калебо, торговый представитель Portland Bolt,
является экспертом по спецификации ASTM A193. Свяжитесь с Джессикой по телефону, через нашу форму,
по электронной почте или
через чат
если у вас есть вопросы.О компании Portland Bolt
Этот веб-сайт принадлежит и управляется компанией Portland Bolt and Manufacturing Company. Целью этого сайта является предоставление инженерам, подрядчикам, производителям и производителям оригинального оборудования подробной технической информации, относящейся к стандарту ASTM A19.
