Станок токарный иж: ИЖ-250 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
ИЖ-250 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный завод «Ижмаш», основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 — станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) — станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2 — станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320
- 1711ИФФ3 — станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 — станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м — станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 — станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П — станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 — станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 — станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
 01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44.
 Передний двухрядный роликоподшипник 70×110×30, 3182114, класс точности (А)
Передний двухрядный роликоподшипник 70×110×30, 3182114, класс точности (А) - 13. Упорный шарикоподшипник 55×78×16, А8111, класс точности (А)
- 14. Радиально-упорный шарикоподшипник 55×100×21, А46211, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Станина токарного станка ИЖ-250
Станина токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Органы управления токарно-винторезным станком ИЖ-250. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
ИЖ-250 Схема кинематическая токарного станка
Кинематическая схема токарно-винторезного станка ИЖ-250
Схема кинематическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
ИЖ-250 Схема расположения подшипников токарного станка
Схема расположения подшипников токарного станка ИЖ-250
Схема расположения подшипников токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Конструкция основных узлов токарного станк ИЖ-250
Станина
Станина жесткой конструкции с диагональными ребрами, с призматическими направляющими. На верхней части станины расположены 4 направляющие: две внешние — призматические для перемещения каретки суппорта и две внутренние — одна призматическая и одна плоская для передвижения задней бабки. Станина устанавливается на пустотелые тумбы. Между тумбами установлено корыто для стружки и жидкости, выдвигающееся вперед по пазам, пролитым в тумбах. В левой тумбе смонтирован редуктор с фланцевым двухскоростным электродвигателем.
На задней части левой тумбы установлен шестеренчатый насос с фильтром для смазки. Резервуар для масла расположен в верхней части тумбы.
В нише правой тумбы смонтировано электрооборудование станка. С задней стороны тумбы на кронштейне укреплен электронасос для охлаждающей жидкости. Резервуаром для жидкости служит полость правой тумбы.
С задней стороны тумбы на кронштейне укреплен электронасос для охлаждающей жидкости. Резервуаром для жидкости служит полость правой тумбы.
Редуктор
Редуктор, установленный в левой тумбе, представляет собой четырехосную коробку с приводом от фланцевого двигателя. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение и выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя по инерции после его выключения. Управление фрикционной муфтой и тормозом осуществляется посредством рукоятки 1 (фиг. 8). При ее повороте вправо вначале должно произойти отключение фрикционной муфты, а затем включение тормоза. Внутри коробки движение идет через валик фрикциона и шестеренчатый механизм к шкиву, установленному на выходном валу редуктора.
Передняя бабка токарного станка ИЖ-250
Передняя бабка токарно-винторезного станка ИЖ-250
Передняя бабка токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Передняя бабка устанавливается на станине с левой стороны. Движение на шпиндель бабки передается от редуктора клиновидными ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 10 скоростей через перебор 1 : 10. На стенке передней бабки находится рукоятка переключения шестерен перебора и зубчатой муфты: Она имеет три положения. Управление перебора и зубчатой муфты сблокировано так, что одновременное их включение невозможно.
Движение на шпиндель бабки передается от редуктора клиновидными ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 10 скоростей через перебор 1 : 10. На стенке передней бабки находится рукоятка переключения шестерен перебора и зубчатой муфты: Она имеет три положения. Управление перебора и зубчатой муфты сблокировано так, что одновременное их включение невозможно.
Радиальная нагрузка на шпиндель воспринимается передним роликовым 2-х рядным подшипником и задним радиальным. Подшипники устанавливаются в корпусе бабки, перемещение вдоль которой осуществляется регулировкой радиального зазор.)
Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником, смонтированным в задней опоре.
Шпиндель разгружен от радиальных усилий, вызываемых натяжением ремня.
Передний конец шпинделя имеет канавку для предохранителей, предотвращающих самопроизвольное свинчивание патронов при остановке или реверсировании станка.
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач получает движение от передней бабки через гитару. Механизм коробки подач, при соответствующей настройке гитары, позволяет получить метрические резьбы с шагом 0,2..6 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 3,1/2, подачи от 0,02 мм до 0,84 мм/об и модульные резьбы с модулями ОТ 0,2 мм до 6 мм. и диапазоном подач 0,07 — 2,17 мм/об.
Для получения более точных резьб и коробке подач предусмотрено положение, когда ходовой винт соединяется напрямую с гитарой, минуя механизм подач. При этом нужный шаг резьбы подбирается сменными шестернями гитары.
Выходной вал коробки подач соединяется с ходовым валиком регулируемой предохранительной шариковой муфтой, которая срабатывает при перегрузке в цепи подач.
Гитара
Гитара установлена на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 1. Передаточное отношение шестерен гитары 5:8 соответствует настройке на метрическую резьбу. Передаточное отношение шестерен гитары при нарезании дюймовой резьбы: 60 · 127/ 110 · 96
Передаточное отношение шестерен гитары при нарезании дюймовой резьбы: 60 · 127/ 110 · 96
Настройка шестерен гитары на указанные передаточные отношения достигается за счет зацепления ведущей шестерни гитары поочередно то с одной, то с другой ведомой шестерней двойного блока шестерен гитары.
Для нарезания модульных резьб и резьб при прямом включении ходового винта на гитаре предусмотрена постановка сменных шестерен. В руководстве имеются указания указания по настройке гитары на указанные резьбы.
Сменные шестерни к станку не прикладываются и могут быть изготовлены только по особому зааказу.
Задняя бабка
Задняя бабка (фиг. 14) имеет жесткий корпус. Рукояткой через винтовой механизм она крепится к станине.
Дли более жесткого креплении бабки к станине предусмотрен дополнительный болт. Конструкция бабки позволяет обрабатывать небольшие конуса за счет смешения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Фартук
Фартук закрытого типа с задней крышкой. Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб по ходовому винту.
Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб по ходовому винту.
Наличие блокировочного устройства исключает возможность одновременного включения ходового вала и ходового винта. Передача вращения с ходового вала на шестерни фартука производится с помощью конических шестерен. Включение продольной и поперечной подач осуществляется включением муфт с пилообразным зубом. Реверс подачи осуществляется за счет перемещения конических шестерен, связанных непосредственно с ходовым валом. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны фартука расположена рукоятка для включения гайки ходового винта. Верхнее положение рукоятки соответствует выключенному положению гайки ходового винта, нижнее — включенному.
При нарезании резьбы реечная шестерня выводится из зацепления с рейкой перемещением рукоятки, находящейся маховика.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться па 90° в ту и другую сторону.
Осевое усилие поперечного винта воспринимается упорными шариком Лимбы поперечной подачи и подачи верхней части суппорта выполнены с ценой деления 0,05 мм.
Охлаждение
Охлаждающая жидкость из резервуара правой тумбы электронасосом типа ПА производительностью 22 л/мин подается к режущему инструменту. Отработанная жидкость поступает в корыто и стекает через сетку обратно в резервуар. Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе. Пуск электронасоса производится поворотом правого переключателя на правой тумбе. Сетку и трубопровод необходимо по мере загрязнения чистить.
Ограждение
Ограждение — служит для защиты токаря от стружки. Оно крепится шарнирно на верхней части суппорта и в случае надобности может быть повернуто к задней части станка, не мешая при этом производить различные наверочные работы.
Освещение
Освещение — на правом конце с задней части каретки на угольнике укреплена осветительная арматура К1; включение лампочки производится тумблером, расположенным на пульте над коробкой подач.
Патроны
Станок снабжен трехкулачковым самоцентрирующим патроном Ø 200 ГОСТ 2675—47 и поводковым патроном. Поводковый патрон (фиг. 15) или трехкулачковый патрон навертывается на резьбу шпинделя до упора и удерживается от свинчивания при остановке и реверсе шпинделя двумя предохранительными шайбами 2 с помощью винтов 3 (фиг. 15).
Фланец к трехкулачковому патрону прикладывается с припуском на приточку под посадочное место патрона потребителем.
Смазка станка
Схема смазки токарно-винторезного станка ИЖ-250
Схема смазки токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Регулировка подачи масла осуществляется дросселями (фиг. 17 узел А).
Коробка подач и редуктор смазываются разбрызгиванием масла. Перед пуском станка резервуары коробки подач, редуктора, фартука, а также левой тумбы должны быть наполнены:
- коробка подач — 4 литра
- редуктор — 3 литра
- резервуар левой тумбы — 10 литра
- фартук 0,5 литра.
Смазка механизма фартука осуществляется от плунжерного насоса, установленного в нижней части фартука (фиг. 17 узел Б). Необходимо иметь в виду, что при выключенном реечном зацеплении (при нарезании резьб) насос не работает, ПОЭТОМУ ДЛЯ подачи смазки к ходовому винту надо периодически делать несколько оборотов вручную маховиком продольной подачи.
Все остальные места станка, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
В период эксплуатации необходимо следить за работой масляных насосов и через маслоуказатель за количеством смазочного материала в резервуарах.
Первоначальный пуск станка
Перед первоначальным пуском станка необходимо:
1) Проверить, наличие масла в редукторе, резервуаре левой тумбы, коробке подач, фартуке.
2) Проверить заземление станка; если станок не заземлен — заземлить.
3) После подключения к сети станок необходимо включить на минимальное число оборотов шпинделя, разогреть его в течение 10..15 минут, затем проверить па холостом ходу работу механизмов станка, масляных насосов и приступить к настройке станка для его работы.
Регулировка токарного станка ИЖ-250
Регулирование подшипников шпинделя
Регулировка токарного станка ИЖ-250
Регулировка токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Желательно, чтобы регулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой так и левой опоры (фиг. 18)
Устранение радиального люфта и в прaвой опоре шпинделя производится следующим образом: утопив винт 5, ослабляют гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8 левой опоры производится при помощи гаек 6.
Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
1. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
2. Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Тормоз станка расположен в редукторе и находится на одном валу с фрикционной муфтой. При повороте рукоятки тормоза вилка 14 давит на упорный шарикоподшипник (8109 ГОСТ 6874-54) и перемещает втулку.
Вместе с ней перемещается влево валик 8 и диск 4 — муфта расцепляется. Одновременно при перемещении ВТУЛКИ стакан 11 своим наружным конусом с помощью пружины 10 прижимается к внутреннему конусу шестерни 9 — происходит торможение.
Растормаживание осуществляется пружиной 15. Регулировка зазора между ведущим и ведомым дисками фрикционной муфты производится гайками 17, при завертывании которых кольцо 5 с помощью тяги 16, валика 8 и диска 4 нажимает на диск 6, уменьшая тем самым зазор между ведущими и ведомыми дисками.
Регулировка тормоза осуществляется поворотом вала-шестерни 18. При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
Регулировка холостого хода рукоятки 1 редуктора производится винтом 19 с контргайкой 20. Рукоятка 1 в крайнем левом положении должна иметь небольшой люфт (10..15 мм у конца рукоятки).
Регулировка люфта винта поперечной подачи (см. фиг. 19)
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
Электрооборудование станка
Электрическая схема токарно-винторезного станка ИЖ-250
Схема электрическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт. 420/ 2800 об/мин напряжение 380 В.
- Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в.
 исп. Ф—3.
исп. Ф—3. - Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение «1 скорость», замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение «II скорость».
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ «Назад» включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении «Вперед».
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ «Стоп» или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок ИЖ-250. Видеоролик.
Технические характеристики токарно-винторезного станка ИЖ-250
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности, модель ИЖ250.
 Руководство к станку, Ижмаш, 1961
Руководство к станку, Ижмаш, 1961 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
Токарно-винторезный станок 250ИТВМ.
 01 — цена, отзывы, характеристики с фото, инструкция, видео
01 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 250ИТВМ.01 (иж 250) предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 250АТВМФ1 дополнительно оснащен системой цифровой индикации.
Станок 250АТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием.
Станок 250АТПМ в отличие от базовой модели предназначен для выполнения менее точных работ.
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности.
Преселективное управление скоростями шпинделя станка 250ИТВМ.01 позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки.
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки.
Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
Станина станков 250ИТВМ.01 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения станка осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.
В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы.
Станок модели 250ИТВМ.Ф1 оснащен системой цифровой индикации УЦИ.
Оснащение токарного станка 250ИТВМ.Ф1 УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.
Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.
На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В.
Подключение станка к электросети осуществляется пакетным включателем.
| Характеристика | 250ИТВМ.01 |
|---|---|
| Максимальная длина обрабатываемого изделия, мм | 500 |
| Максимальный диаметр обрабатываемой заготовки, мм: над станиной над суппортом | 240 168 |
| Максимальный диаметр прутка, обрабатываемого в патроне, мм | 24 |
| Максимальное сечение резца, мм | 16х16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Перемещение пиноли, мм | 85 |
| Частота вращения шпинделя, мин-1 | 20-2500 |
| Продольная подача, мм/об | 0,001-1,8 |
| Поперечная подача, мм/об | 0,005-0,9 |
| Шаг нарезаемой резьбы метрической, мм модульной, модули дюймовый, ниток на 1′ | 0,2-48 0,2-12 24-0,5 |
| Мощность привода главного движения, кВт | 5,5 |
| Класс точности по ГОСТ 8-82 | В высокий |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм, не более длина ширина высота | 1790 810 1400 |
Масса 250ИТВМ. 01 , кг, не более 01 , кг, не более | 1180 |
Стандартная комплектация 250ИТВМ.01
- 3-х кулачковый патрон (Ø 160 мм)
- Упор продольный
- Центр бабки задней (Морзе 3)
- Центр бабки передней (Морзе 4)
- Комплект сменных шестерён для нарезания резьб: метрических, модульных, дюймовых
- Быстросменный резцедержатель SWH 3-E в составе:
— эксцентриковая быстросменная головка тип Е;
— 3 сменных картриджа 20×100 мм тип D (для резцов с четырёхгранной державкой) для резцедержателя SWH 3-E
— 1 сменный картридж 30×100 мм тип Н (для резцов с круглой державкой) для резцедержателя SWH 3-E
Дополнительная комплектация (за отдельную плату)
- Резцедержка задняя
- Поводковый патрон
- Планшайба с пазами
- 4-х позиционный резцедержатель
- Центр вращающийся (Морзе 3) для задней бабки
- Упор продольный 4-х позиционный
- Люнет неподвижный (Ø 6…70мм)
- Люнет подвижный (Ø 6…50 мм)
- Опора виброизолируящая ОВ-31М (4 шт.
 )
) - Прецизионный быстросменный сверлильный патрон с коническим хвостовиком Морзе 3, диаметр зажимаемого инструмента 0,3 – 16 мм.
- Патрон цанговый типа 3911 фирмы BISON (Польша), с посадкой на шпиндель через переходный фланец. Зажим детали при помощи ключа. Комплект цанг диаметром Ø 3-25, шаг 1 мм (или 0,5 мм)
- Патрон цанговый типа 2912-М125/5С фирмы BISON (Польша) с ручным приводом при помощи рычага
- Комплект цанг диаметром Ø 3-25, шаг 1 мм (или 0,5 мм)
Отзывы о 250ИТВМ.01:
Достоинства:
Малые габариты,высокая точность,низкая цена. Производство Р.Ф.
Недостатки:
Не выявлено
Комментарий:
Приобретали два станка в компании РуСтан. Токарный и фрезерный. Менеджер Сахаров Андрей Васильевич грамотный специалист,способный решать любые поставленные задачи. В дальнейшем будем сотрудничать только с этой компанией. Спасибо РуСтану.
Покупал(а) для:
Работы на производстве.
Ответить
Достоинства:
Быстро, качественно, надежно!!!!
и со Скидкой. Рекомендую эту компанию!
Рекомендую эту компанию!
Недостатки:
нет.
Комментарий:
.
Покупал(а) для:
Производства
Ответить
Оставить отзыв
Токарный станок ИЖ-250: технические характеристики, модификации
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.
Производитель его («Ижмаш») обеспечивает высокое качество сборки и долговечность. На базе этой модели разработаны и выпускаются и модифицированные версии. Правильно оценить достоинства станка поможет знание его особенностей и технических возможностей.
Содержание:
- 1 Какие задачи решает агрегат?
- 2 Основные технические характеристики
- 3 Конструкторские особенности строения
- 3.1 Общий вид
- 3.2 Габариты рабочего пространства
- 3.3 Перечень и расположение органов управления
- 3.
 4 Шпиндель
4 Шпиндель - 3.5 Подачи и резьбы
- 3.6 Передняя бабка
- 3.7 Фрикционная муфта
- 3.8 Тормоз редуктора
- 3.9 Коробка подач
- 3.10 Схема кинематическая
- 3.11 Электрическая принципиальная схема
- 4 Нюансы эксплуатации и паспорт
- 5 Насколько используется модель сегодня
- 6 Отличия модификаций
- 6.1 ИЖ 250 ИТВМ 01 и 03
- 6.2 ИЖ 250 ИТВМФ1
- 6.3 ИЖ 250 ИТПМ
Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.
Обеспечивается класс точности обработки В по ГОСТ 8–82.
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.

Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Управление подачей производится рукояткой. Блокирующее устройство предотвращает одномоментное включение разных направлений подачи, ходового валика и винта.
В систему управления станком входят следующие элементы:
- маховик выбора и ручка переключения частоты вращения шпинделя;
- рукоятки установки подач и шага резьбы;
- рукоять трензеля и перебора;
- штурвал ручной продольной и поперечной подачи;
- ручка крепления резцедержателя и гайки ходового винта; штурвал верхних салазок;
- рукоятки закрепления пиноли и задней бабки;
- ручка реверсивной подачи;
- колесо движения пиноли;
- маховик верньера;
- рукоятка пуска и остановки;
- винт регулировки предохранительного устройства;
- наборный пульт;
- сетевой выключатель;
- выключатели охлаждения, маслонасоса, блока индикации, освещения, аварийной остановки;
- цифровое табло и кнопки вызова на нем информации и сброса ее.

Шпиндель
В ТВС ИЖ-250 шпиндель смонтирован на подшипниках скольжения из бронзы, с возможностью регулировки. Частота вращения может изменяться в широких пределах.
Предусмотрена 22-х ступенчатая ее регулировка, причем 12 ступеней устанавливается за счет клинового ремня, а 10 ступеней – с помощью коробки в передней бабке. Пределы изменения скорости – от 15 до 2000 об/мин.
На конце шпинделя выполнена резьба М68х6, что позволяет устанавливать стандартный патрон (диаметр 200 мм) через промежуточный фланец с резьбой. В шпинделе предусмотрено отверстие диаметром 33 мм для прутка размером 30 мм. Тип инструментального конуса – Морзе 5.
Подачи и резьбы
Подача суппорта осуществляется в ручном или механическом режиме в продольном и поперечном направлении. Ручное перемещение производится с помощью соответствующего штурвала. Параметры механической подачи:
- диапазон подачи в продольном направлении – 0,06-2,18 мм/об;
- диапазон поперечной подачи – 0,01-1,07 мм/об.

Нарезание резьбы происходит при включении ходового винта. С помощью рукояток устанавливаются ее параметры. Станок способен обеспечить такие диапазоны шагов для резьбы разного типа:
- метрическая – 0,1-6,2 мм;
- модульная – 0,2-6,5 модулей;
- дюймовая – 3,5-26 ниток на дюйм.
Важно!
Одновременное включение подачи суппорта и ходового винта исключает блокировка.
Передняя бабка
В передней бабке ТВС ИЖ-250 расположены такие элементы: приемный шкив, шпиндель, перебор (1:8) и звено резьбового шага.
Она обеспечивает дополнительное регулирование вращения шпинделя через шестеренчатую гитару.
Фрикционная муфта
Фрикционная муфта станка выполнена в виде консоли и предназначена для передачи вращательного момента рабочим узлам. В ИЖ-250 она имеет квадратную форму и содержит 8 основных элементов.
Тормоз редуктора
Ускорить снижение скорости вращение и произвести полную остановку позволяет тормоз, который соединяется с фрикционной муфтой. В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
Коробка подач
Устройство коробки подач станка требует внимательного изучения перед работой на оборудовании. Она задает скорость перемещения суппорта и ходового винта.
При проведении токарных работ крутящий момент от шпинделя передается на вал коробки клиновым ремнем, а при нарезании резьбы – через шестеренчатую гитару.
Управление осуществляется 4-мя рукоятками. Они включают движение суппорта или ходового винта, а также параметры подачи и резьбы.
При небольшой скорости вращения переключение допускается на ходу. Для правильной установки существуют таблицы резьбы и подачи.
Схема кинематическая
Кинематика узлов ТВС ИЖ-250 достаточно сложна, а ее схема предназначена для специалистов. Основной привод осуществляется электродвигателем через редуктор, обеспечивающий 12 ступеней регулировки скорости вращения.
Далее, вращательное движение передается через ременную передачу. Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Упрощенно схему можно проиллюстрировать следующим образом. Редуктор в виде 4-х осной коробки передач расположен в левой тумбе станка.
От него клиновидный ремень передает вращение шпинделю. На приводном валу редуктора предусматривается фрикционная муфта с тормозом.
От шпинделя движение переходит в коробку подач, откуда через выходной вал вращательный момент передается на ходовой валик суппорта или ходовой винт для нарезания резьбы. В фартуке суппорта вращение преобразуется в поступательное перемещение.
Электрическая принципиальная схема
Принципиальная электрическая схема оборудования приведена ниже. В ТВС ИЖ-250 установлена следующая электрическая аппаратура:
- Асинхронный, трехфазный электродвигатель ФТ42-4/2 с переключением мощности 2,6 и 3 кВт и скорости 1420 и 2800 об/мин для обеспечения основного привода.
- Электродвигатель асинхронного типа с короткозамкнутым ротором мощностью 0,2 кВт и скоростью 1400 об/мин для маслонасоса.

- Двигатель мощностью 0,12 кВт, скоростью 2800 об/мин для охлаждающего насоса.
- Пускатель ПМИ-1.
- Реверсивный пускатель для главного электродвигателя – ПМИ-1Р.
- Тепловое реле РТ-1 для защиты электродвигателей.
- Автоматические выключатели на 63–100 А.
Электрическая схема обеспечивает запуск и отключение электродвигателей, управление скоростным режимом, защиту от непредвиденных обстоятельств.
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).

Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности. Базовая модель практически не претерпела изменений.
Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Токарный станок ИЖ-250 – технические характеристики
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях.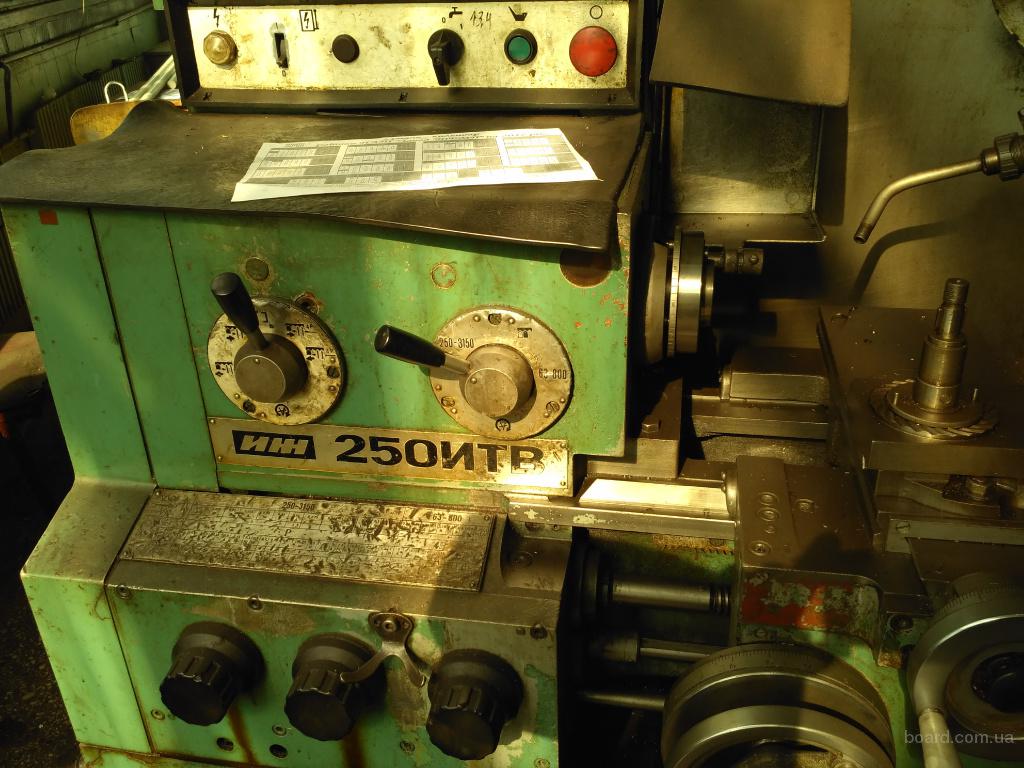 Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.
Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.
Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальныйØ 400 - ИЖ-250, ИЖ-250П
— станок токарно-винторезный повышенной точности универсальный Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.

Обеспечивается класс точности обработки В по ГОСТ 8–82.
Расположение составных частей станка 250ИТВМ
Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.

Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Управление подачей производится рукояткой. Блокирующее устройство предотвращает одномоментное включение разных направлений подачи, ходового валика и винта.
В систему управления станком входят следующие элементы:
- маховик выбора и ручка переключения частоты вращения шпинделя;
- рукоятки установки подач и шага резьбы;
- рукоять трензеля и перебора;
- штурвал ручной продольной и поперечной подачи;
- ручка крепления резцедержателя и гайки ходового винта; штурвал верхних салазок;
- рукоятки закрепления пиноли и задней бабки;
- ручка реверсивной подачи;
- колесо движения пиноли;
- маховик верньера;
- рукоятка пуска и остановки;
- винт регулировки предохранительного устройства;
- наборный пульт;
- сетевой выключатель;
- выключатели охлаждения, маслонасоса, блока индикации, освещения, аварийной остановки;
- цифровое табло и кнопки вызова на нем информации и сброса ее.

Шпиндель
В ТВС ИЖ-250 шпиндель смонтирован на подшипниках скольжения из бронзы, с возможностью регулировки. Частота вращения может изменяться в широких пределах.
Предусмотрена 22-х ступенчатая ее регулировка, причем 12 ступеней устанавливается за счет клинового ремня, а 10 ступеней – с помощью коробки в передней бабке. Пределы изменения скорости – от 15 до 2000 об/мин.
На конце шпинделя выполнена резьба М68х6, что позволяет устанавливать стандартный патрон (диаметр 200 мм) через промежуточный фланец с резьбой. В шпинделе предусмотрено отверстие диаметром 33 мм для прутка размером 30 мм. Тип инструментального конуса – Морзе 5.
Подачи и резьбы
Подача суппорта осуществляется в ручном или механическом режиме в продольном и поперечном направлении. Ручное перемещение производится с помощью соответствующего штурвала. Параметры механической подачи:
- диапазон подачи в продольном направлении – 0,06-2,18 мм/об;
- диапазон поперечной подачи – 0,01-1,07 мм/об.

Нарезание резьбы происходит при включении ходового винта. С помощью рукояток устанавливаются ее параметры. Станок способен обеспечить такие диапазоны шагов для резьбы разного типа:
- метрическая – 0,1-6,2 мм;
- модульная – 0,2-6,5 модулей;
- дюймовая – 3,5-26 ниток на дюйм.
Важно!
Одновременное включение подачи суппорта и ходового винта исключает блокировка.
Передняя бабка
В передней бабке ТВС ИЖ-250 расположены такие элементы: приемный шкив, шпиндель, перебор (1:8) и звено резьбового шага.
Она обеспечивает дополнительное регулирование вращения шпинделя через шестеренчатую гитару.
Фрикционная муфта
Фрикционная муфта станка выполнена в виде консоли и предназначена для передачи вращательного момента рабочим узлам. В ИЖ-250 она имеет квадратную форму и содержит 8 основных элементов.
Тормоз редуктора
Ускорить снижение скорости вращение и произвести полную остановку позволяет тормоз, который соединяется с фрикционной муфтой. В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
Коробка подач
Устройство коробки подач станка требует внимательного изучения перед работой на оборудовании. Она задает скорость перемещения суппорта и ходового винта.
При проведении токарных работ крутящий момент от шпинделя передается на вал коробки клиновым ремнем, а при нарезании резьбы – через шестеренчатую гитару.
Управление осуществляется 4-мя рукоятками. Они включают движение суппорта или ходового винта, а также параметры подачи и резьбы.
При небольшой скорости вращения переключение допускается на ходу. Для правильной установки существуют таблицы резьбы и подачи.
Схема кинематическая
Кинематика узлов ТВС ИЖ-250 достаточно сложна, а ее схема предназначена для специалистов. Основной привод осуществляется электродвигателем через редуктор, обеспечивающий 12 ступеней регулировки скорости вращения.
Далее, вращательное движение передается через ременную передачу. Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Упрощенно схему можно проиллюстрировать следующим образом. Редуктор в виде 4-х осной коробки передач расположен в левой тумбе станка.
От него клиновидный ремень передает вращение шпинделю. На приводном валу редуктора предусматривается фрикционная муфта с тормозом.
От шпинделя движение переходит в коробку подач, откуда через выходной вал вращательный момент передается на ходовой валик суппорта или ходовой винт для нарезания резьбы. В фартуке суппорта вращение преобразуется в поступательное перемещение.
Электрическая принципиальная схема
Принципиальная электрическая схема оборудования приведена ниже. В ТВС ИЖ-250 установлена следующая электрическая аппаратура:
- Асинхронный, трехфазный электродвигатель ФТ42-4/2 с переключением мощности 2,6 и 3 кВт и скорости 1420 и 2800 об/мин для обеспечения основного привода.
- Электродвигатель асинхронного типа с короткозамкнутым ротором мощностью 0,2 кВт и скоростью 1400 об/мин для маслонасоса.

- Двигатель мощностью 0,12 кВт, скоростью 2800 об/мин для охлаждающего насоса.
- Пускатель ПМИ-1.
- Реверсивный пускатель для главного электродвигателя – ПМИ-1Р.
- Тепловое реле РТ-1 для защиты электродвигателей.
- Автоматические выключатели на 63–100 А.
Электрическая схема обеспечивает запуск и отключение электродвигателей, управление скоростным режимом, защиту от непредвиденных обстоятельств.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.

- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Схема электрическая принципиальная станка 250ИТВМ
Электрическая схема токарно-винторезного станка 250итвм
Питание станка осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97
Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы — 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации — 24 В, 50 Гц.

- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1…R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности. Базовая модель практически не претерпела изменений.
Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Станок 1И250В — где купить, оплата, доставка, гарантия
Цена на высокоточный токарный станок 1И250В указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 1И250В несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа токарного винторезного станка по металлу модели 1И250В производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый токарно-винторезный станок 1И250В — 12 мес., после капитального ремонта — 6 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков!
Если Вам необходимо купить Токарно-винторезный станок высокой точности 1И250В звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Токарно-винторезный станок высокой точности 1И250В звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Токарные станки ИЖ 1и611п в России
- Главная
- Продажа
- Токарно-винторезные станки
- Токарный станок ИЖ 1и611п
Вы можете очень быстро сравнить цены токарного станка ИЖ 1и611п и подобрать оптимальные варианты из более чем 76684 предложений
Реклама
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
ЧПУ Fanuc, Dст=500мм, РМЦ=1500мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK16
Диаметр обработки над станиной 160 мм, РМЦ 260
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK32
Диаметр обработки над станиной 320 мм, РМЦ 650 (580)
Подробное описание и цена >>>
1И611П токарный станок ИЖ 1И611П
Состояние: Б/У Производитель: Россия
Продается токарный станок ИЖ 1И611П б/уСостояние: рабочее, имеется возможность показать станок в работе. Вышлем фото по запросу. Местонахождение: Ростовская область. Собственник.
Вышлем фото по запросу. Местонахождение: Ростовская область. Собственник.
20.09.2022
Таганрог (Россия)
токарный станок ИЖ 1и611п
Состояние: Б/У Год выпуска: 1980 Производитель: токарный станок ИЖ 1и611п (Россия)
токарный станок ИЖ 1и611п иж250токарный станок ИЖ 1и611птокарный станок ИЖ 1и611п
22.09.2022
Санкт-Петербург (Россия)
токарный станок ИЖ 1и611п
Состояние: Б/У Год выпуска: 1977
токарный станок ИЖ 1и611п
22.09.2022
Санкт-Петербург (Россия)
токарный станок иж 1и611п
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок иж 1и611п б/у
токарный станок иж 1и611п б/у
07. 07.2022
07.2022
Санкт-Петербург (Россия)
Запасные Части к токарным станкам ИЖ 1И611П, 95ТС, 240ТС, 250ИТП, 250ИТВМ
Состояние: Новый Производитель: Концерн Ижмаш, Ижмашстанко (Россия)
В наличии
Продам запасные части к токарным станкам мод 1И611П, 1ИС611В, 95ТС, 240ТС, 250ИТП, 250ИТВМ
17.12.2019
Ижевск (Россия)
токарный станок ИЖ 1И611П
Состояние: Б/У
Токарный станок в рабочем состоянии
14.08.2020
Москва (Россия)
универсально токарно-винторезные, токарные с ЧПУ станки: ИЖ-1И611П, 250ИТВМ.01, ГС526У, 16ВТ20П-21
Состояние: Новый Год выпуска: 2015
В наличии
ООО ТД «Белорусские станки» продает НОВЫЕ универсально токарно-винторезные, токарные с ЧПУ станки: ИЖ-1И611П, 250ИТВМ. 01, ГС526У, 16ВТ20П-21, 16ВТ20П-22, ГС1750Ф3С1, 16ГС25Ф3, ВСТ-625CNC2,…
01, ГС526У, 16ВТ20П-21, 16ВТ20П-22, ГС1750Ф3С1, 16ГС25Ф3, ВСТ-625CNC2,…
28.07.2015
Смоленск (Россия)
Токарный станок иж 250итвм.01
Состояние: Б/У
Продам токарный станок иж 250итвм.01
в хорошем состоянии.
8-905-170-82-04
01.04.2015
Старый Оскол (Россия)
токарный (токарно-винторезный, винторезный) станок ИЖ 1И611П
Состояние: Б/У Год выпуска: 1979
Продаю (продам, продается, продажа) б/у токарный (токарно-винторезный, винторезный)станок ИЖ 1И611П (аналог ИЖ250, 95ТС).Технические характеристики:Наибольший диаметр заготовки над станиной, мм:…
19.09.2022
Таганрог (Россия)
Токарный станок иж 250 250ИТВМ. 01 ижевский(г.Ижевск иж250)
01 ижевский(г.Ижевск иж250)
Состояние: Б/У Год выпуска: 1988
Токарный станок иж 250 250ИТВМ.01 ижевский(г.Ижевск иж250)токарный станок ИЖ-250 б/у 1и611п
22.09.2022
Санкт-Петербург (Россия)
Токарный станок ИЖ-250
Состояние: Б/У Год выпуска: 1963 Производитель: Россия
1963 г. выпуска, работал в ремгруппе, станина чугунная торгТокарный станок ИЖ 250 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для…
14.07.2019
Рязань (Россия)
200 000
токарно-винторезный (токарный) станок ИЖ 95ТС-1
Состояние: Б/У Год выпуска: 1985
Продается (продаю, продам, продажа) б/у токарно-винторезный (токарный)станок ИЖ 95ТС-1 (ИС1-1)Технические характеристики:Диаметр детали над суппортом, мм: 125; Диаметр обрабатываемой детали над. ..
..
19.09.2022
Таганрог (Россия)
токарно-винторезный (токарный) станок ИЖ 95ТС-1
Состояние: Б/У Год выпуска: 1974
Продается (продаю, продам, продажа) б/у токарно-винторезный (токарный)станок ИЖ 95ТС-1 (ИС1-1)В наличии 2 единицы.Требуют ремонта.Технические характеристики:Диаметр детали над суппортом, мм: 125;…
19.09.2022
Таганрог (Россия)
Сверлильный и токарный станок иж
Состояние: Б/У Год выпуска: 1996 Производитель: Россия
Продам сверлильный и токарный станок иж бу недорого. В хорошем рабочем состоянии. По всем вопросам по телефону
03.02.2021
Вологда (Россия)
токарный станок ИЖ 250ИТВ
Состояние: Б/У Год выпуска: 1993 Производитель: токарный станок ИЖ250 б/у
токарный станок ИЖ 250ИТВ
07. 07.2022
07.2022
Санкт-Петербург (Россия)
токарный станок ИЖ
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок 1И611В отличная станина
токарный станок ИЖ
07.07.2022
Санкт-Петербург (Россия)
токарный станок ИЖ ИС1 95ТС
Состояние: Б/У Год выпуска: 1988 Производитель: Россия
Продается б/у токарный станок ИС1-1 95ТС-1
Производство: г. Ижевск
Требует небольшого ремонта
Местонахождение: ЦФО
Предложение с ценой и фото можем выслать по электронной почте или WhatsApp /…
20.09.2022
Таганрог (Россия)
Токарный станок ИЖ 1ИС611B
Состояние: Новый
В наличии
Токарный станок идеальное состояние полном комплектации
14. 09.2022
09.2022
Москва (Россия)
110 000
станок токарно-винторезный иж 1и611п
Состояние: Б/У Год выпуска: 1977
В рабочем состоянии , торг.
13.09.2017
Миасс (Россия)
230 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному станку ИЖ 1и611п почти как на Авито и TIU
Видео токарного станка ИЖ 1и611п
Токарный станок ИЖ 250: технические характеристики, обзор
В конце первой половины прошлого столетия заводом ИЖМАШ начал выпускаться токарный станок ИЖ 250. Выпускавшийся в трех модификациях агрегат предназначен для осуществления различных токарных операций на индивидуальном и промышленном производстве. Конструкция устройства предусматривает установку обрабатываемых болванок в таких зажимах: центры, кулачковые патроны или цанга. Предназначается для работы с небольшими заготовками и используется на заводах, специализирующихся на производстве приборов и инструментов. Высокая точность работ, выполняемых агрегатом, будет обеспечиваться наиболее продолжительное время, если его применять при завершающих операциях. Иные работы лучше производить на станках других моделей.
Предназначается для работы с небольшими заготовками и используется на заводах, специализирующихся на производстве приборов и инструментов. Высокая точность работ, выполняемых агрегатом, будет обеспечиваться наиболее продолжительное время, если его применять при завершающих операциях. Иные работы лучше производить на станках других моделей.
- Токарный станок ИЖ 250: технические характеристики
- Какие задачи решает агрегат?
- Технические характеристики модификаций
- Конструктивные особенности
- Нюансы эксплуатации
Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении — 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.

Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.
Нониус, предусмотренный конструкцией, позволяет производить точный отсчет поперечных передвижений до 0,005 мм/об. Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей — 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.

Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент. Такая подготовка осуществляется еще во время работы;
- особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.

Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.
- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
Станкоимпорт 1Н611П | Главная Модель Форум машинистов двигателей
слоуренсон
Известный член
#1
Привет всем,
Мне предложили токарный станок за 300 новозеландских долларов, что составляет примерно 200 долларов США. Судя по моим исследованиям, это станко или станкоимпорт 1N611P. Я немного погуглил и нашел основную информацию о качелях, длине станины и т. д., но не многое другое.
Токарный станок кажется в довольно хорошем состоянии, но я думаю, что пластина скоростей отсутствует спереди.
знает ли кто-нибудь об этом токарном станке, и если он хорош … он также оснащен трехфазным двигателем, так что либо необходимо преобразовать, либо заменить двигатель, если мощность не больше, чем с одной фазой, я полагаю .
Будет полезна любая информация!
Механик
Известный член
#2
slaurenson сказал:
Станко или Станкоимпорт 1N611P
Нажмите, чтобы развернуть…
Это ИЖ 1И611П —> ИЖ 1И611П производства Ижевского станкостроительного завода ИжмашСтанко в Ижевске, Россия.
Смотрите эту ссылку, но она написана на русском, переведите в гугл переводчике. http://stanki-katalog.ru/sprav_1i611.htm
Письмо ИЖ 1И611П —>
Обозначение токарный станок
1 — токарный станок (номер группы по классификации ЭНИМС)
И — машина генерации (А, Б, В, Д, И, К, Л
6 — номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарный станок)
11 — высота центров над станиной (11, 16, 20, 25, 30, 40, 50) (11 — высота центров 130 мм )
Буквы в конце названия модели:
Г — рама станка с выемкой
К — копировальный станок
П — станок прецизионный — (н, н, б, а, в) по ГОСТ 8-82 (П — повышенной точности)
Ф1 — станок с цифровым устройством отсчета УЦИ и координат
Ф 2 — станок с системой позиционирования, ЧПУ
Ф3 — Станок с контурным (непрерывным) ЧПУ
Ф4 — Станок универсальный с контурной системой ЧПУ и цеховым инструментом
слоуренсон
Известный член
#3
Великолепно, не видел эту страницу! сложно, когда не можешь понять, что гуглить!!!
Спасибо, почитаю.
Механик
Известный член
#4
slaurenson сказал:
Гениально, не видел эту веб-страницу! сложно, когда не можешь понять, что гуглить!!!
Спасибо, почитаю.
Нажмите, чтобы развернуть…
Нетрудно читать по-русски, так как я женат на украинке, поэтому после токарного станка не сложно погуглить. Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П
Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П
Я вижу, что длина и высота примерно такие же, как у Зиг С6, но более прочная конструкция, чтобы выдерживать тяжелую работу.
слоуренсон
Известный член
#5
Великолепно! Большое спасибо!
В настоящее время у меня есть Myford Super 7, поэтому, учитывая, что он такой дешевый и имеет больший центр, чем Myford, я, вероятно, выберу его.
Нильс Абильдгаард
Известный член
#6
slaurenson сказал:
Блин! Большое спасибо!
В настоящее время у меня есть Myford Super 7, поэтому, учитывая, что он такой дешевый и имеет больший центр, чем Myford, я, вероятно, выберу его.
Нажмите, чтобы развернуть…
Если у вас есть место, купите его.
Он изготовлен по спецификациям инструментального цеха и был продан на западе за смешные деньги.
слоуренсон
Известный член
#7
хорошо, звучит хорошо.
Следующим выпуском является трехфазный двигатель. Насколько я знаю, это блок мощностью 3 кВт (4 л. Хотя все сводится к долларам.
как только (надеюсь) заберу, сделаю пару фото и выложу.
спасибо
Скотт.
Джефф Лемменс
Активный член
#8
http://www.lathes.co.uk/stankoimport/
С уважением, Джеф
слоуренсон
Известный член
#9
Да, это был мой первый порт захода за информацией, но это другая модель, чем та, на которую я смотрел, я думаю, что она также немного больше.
тем не менее, это отличный сайт для информации.
ура
Механик
Известный член
#10
slaurenson сказал:
Следующей проблемой является трехфазный двигатель, насколько я понял, это блок мощностью 3 кВт (4 л.
хотя сводится к долларам.
Скотт.
Нажмите, чтобы развернуть…
Смотрите это..
[ame=»https://www.youtube.com/watch?v=XNkg9uGem_Y»]https://www.youtube.com/watch?v=XNkg9uGem_Y[/ame]
[ame =»https://www.youtube.com/watch?v=6UcDM3hm0XM»]https://www.youtube.com/watch?v=6UcDM3hm0XM[/ame]
слоуренсон
Известный член
#11
Теперь я счастливый обладатель русского токарного станка за 300 долларов! Больше фотографий завтра, когда я получу грузовик, чтобы сдать его, он даже добавил коробку преобразователя от однофазной к трехфазной (надеюсь, она работает)
слоуренсон
Известный член
#12
Сегодня прибыл новый (старый) токарный станок.. Теперь я лучше разбираюсь в трех фазах.. однако, если я не опубликую завтра.. было приятно познакомиться со всеми вами
Мастер69
Известный член
№13
slaurenson сказал:
хорошо, звучит хорошо.
Следующим выпуском является трехфазный двигатель. Насколько я знаю, это блок мощностью 3 кВт (4 л. Хотя все сводится к долларам.
как только (надеюсь) заберу, сделаю пару фото и выложу.
спасибо
Скотт.Нажмите, чтобы развернуть…

Обычно я бы рекомендовал VFD (преобразователь частоты) для запуска трехфазного двигателя. Тем не менее, двигатель мощностью 3 кВт встает там, где расход частотно-регулируемого привода увеличивается, плюс вам понадобится довольно жесткий фидер для питания частотно-регулируемого привода. Это особенно важно, если вы хотите получить полную мощность двигателя. Тем не менее, я бы посмотрел на VFD, просто понимаю, что вам может понадобиться выделенная электрическая линия.
На мой взгляд, частотно-регулируемый привод предлагает и другие преимущества, включая переменную скорость и плавный пуск. ЧРП эффективно модернизируют многие токарные станки.
В любом случае, за 200 долларов, как вы вообще можете пройти мимо? Вы даже не можете купить хороший патрон для прокрутки за 200 долларов
слоуренсон
Известный член
№14
Да, я думаю, что частотно-регулируемый привод — это отличная идея. Мой Myford оснащен трехфазным двигателем и частотно-регулируемым приводом, который имеет огромное значение.
Думаю потратить время на очистку и покраску — Это даст SWMBO время привыкнуть к расходу ЧРП
h7eh7e
Известный член
№15
slaurenson
есть вся информация по вашей машине.
http://www.chipmaker.ru/topic/122141/page__pid__2019435#entry2019435
Обрабатывающий участок | PK MS
Токарный центр QUICK TURN 250
QUICK TURN 250 — токарный центр с ЧПУ мирового класса.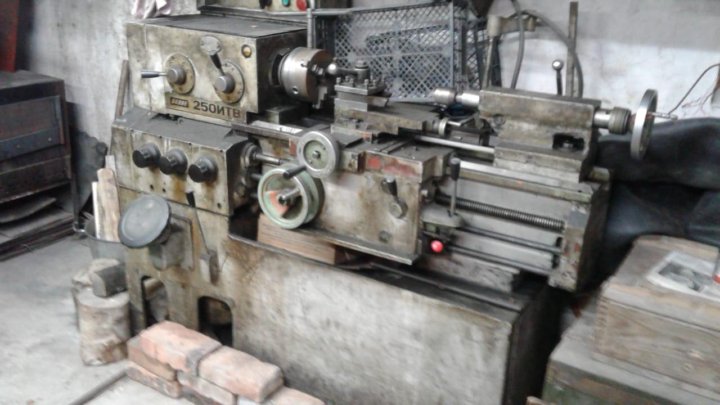 Он оснащен передовыми технологиями, которые удовлетворяют потребности современного завода. Система ЧПУ MAZATROL SmoothC делает эту машину стабильной, безопасной и простой в обслуживании. Разнообразие интеллектуальных функций обеспечивает простоту использования и высокую производительность.
Он оснащен передовыми технологиями, которые удовлетворяют потребности современного завода. Система ЧПУ MAZATROL SmoothC делает эту машину стабильной, безопасной и простой в обслуживании. Разнообразие интеллектуальных функций обеспечивает простоту использования и высокую производительность.
Токарный центр Mazak QUICK TURN 100
Конструкция этого станка исключает вибрацию при высоких скоростях токарной обработки. Это продлевает срок службы фрезы и гарантирует более гладкие обрабатываемые поверхности. Непрерывная серийная обработка возможна благодаря способности этого станка передавать детали от одного шпинделя к другому.
Токарные станки с ЧПУ Pinacho ST225-1000
Основными особенностями этих станков являются прямой привод шпинделя и система ЧПУ с диалоговым режимом программирования. Все станки оснащены автоматическими 8-позиционными револьверными головками и задними бабками с ручным управлением.
Прядильный станок с ЧПУ STG-800
Прядильный станок с ЧПУ имеет большой потенциал в производстве некоторых сложных деталей, таких как цилиндры, конусы, параболы, трубы и т. д. Каждое изделие изготавливается в течение 1 цикла, поэтому возможно массовое производство. Эта машина тестирует готовые изделия, обрезает и закругляет края, прижимает изделие. Его блок ЧПУ обеспечивает максимальную точность как внутренних, так и внешних размеров изделия.
д. Каждое изделие изготавливается в течение 1 цикла, поэтому возможно массовое производство. Эта машина тестирует готовые изделия, обрезает и закругляет края, прижимает изделие. Его блок ЧПУ обеспечивает максимальную точность как внутренних, так и внешних размеров изделия.
Токарный станок с ЧПУ SAK 6150
Токарный станок SAK 6150 подходит для широкого спектра операций, таких как автоматическая токарная обработка цилиндрических, конических, сложных и угловых поверхностей и сужение. Другое использование — нарезание метрической, дюймовой, модульной и шаговой резьбы. Он также может сверлить и канавки.
DMTG CKE 6136 Токарный станок с ЧПУ
Станки серии CKE обеспечивают точную ступенчатую или криволинейную токарную обработку наружного и внутреннего диаметров. Им также нарезают, сверлят, зенкуют. Могут использоваться различные металлы: сталь, чугун, нержавеющая и высоколегированная сталь, цветные металлы и легкие сплавы.
Первый вертикальный обрабатывающий центр MCV 300
Этот станок предназначен для мелкосерийного производства. Это компактный, но жесткий инструмент для обработки всех металлов. Это очень простая и продуманная машина, надежная и долговечная. Быстрая замена фрезы сокращает время и затраты, обеспечивая максимальную производительность.
MY-TURN 42 Токарный станок для коробчатого сечения с ЧПУ
Эти токарные станки для коробчатого сечения оснащены тайваньскими системами ЧПУ и предназначены для токарной обработки прутков диаметром до 42 мм. Для серийного производства можно подключить автоматический податчик прутка.
Универсальная фреза JMD-26X2 XY
Эта уникальная фреза может использоваться на больших и малых фабриках, в мастерских и студиях промышленного дизайна. JMD-26X2 может использовать плитные фрезы диаметром до 125 мм или торцевые фрезы диаметром до 25 мм. Он также может использовать сверла до 40 мм в ручном режиме работы и до 16 мм в автоматическом режиме работы.
Устройство подачи прутка Fedek DH65S2
Устройство подачи прутка DH65S2 крепится к токарным станкам с ЧПУ, чтобы сделать производственный процесс полностью автоматическим. Подает прутки по программе ЧПУ токарного станка.
Станок радиально-сверлильный 2К52
Станок радиально-сверлильный 2К52 предназначен для сверления отверстий в деталях среднего и крупного размера как в штучном, так и в серийном производстве. Он может выполнять сверление, развертывание, зенкерование, развертывание, нарезание резьбы и растачивание.
Болгария Токарный станок ZZ CU630
Токарный станок ТС630 фирмы ZMM BULGARIA HOLDING является копией популярных отечественных станков 1М63Н и 1М63Н-1. Подходит для токарной обработки металлических и неметаллических деталей диаметром до 630 мм, в отдельных случаях до 830 мм. Этот станок позволяет выполнять широкий спектр операций, таких как точение, растачивание, осевое сверление, развертывание и нарезание метрической, дюймовой, шаговой резьбы с помощью фрез или метчиков.
Станки вертикально-фрезерные 6Д91Ш
Станки вертикально-фрезерные 6Д91Ш предназначены для фрезерования плоских или криволинейных поверхностей и различных деталей из стали, чугуна, цветных металлов. Они могут использовать плитные, концевые, пустотелые, эвольвентные, черновые концевые, шаровые, специальные формы и другие типы мельниц как в штучном, так и в серийном производстве.
6Т82Г Горизонтально-фрезерный станок
Фрезерный станок работает со сталью, чугуном, цветными сплавами. Он использует плитные, концевые, полые, эвольвентные, черновые концевые, шаровые, специальные формы и другие типы мельниц как в штучном, так и в серийном производстве.
7А420 Станок долбежный электрический
Станок предназначен для долбления на плоских и фасонных поверхностях, проделывания пазов в различных деталях (как и все виды штампов), устанавливаемых непосредственно на столе или в специальных приспособлениях. Вращение стола позволяет нам обрабатывать круглые детали, такие как шкивы и шестерни. Эта машина известна как надежная, эффективная, безопасная и простая в использовании и обслуживании.
Вращение стола позволяет нам обрабатывать круглые детали, такие как шкивы и шестерни. Эта машина известна как надежная, эффективная, безопасная и простая в использовании и обслуживании.
7305 Строгальный станок
7305 Строгальный станок предназначен для резки вертикальных, горизонтальных, наклонных плоских и фасонных поверхностей различных деталей. Он также может прорезать пазы и пазы в металлических деталях длиной до 500 мм.
Токарные станки 16К20
Токарные станки 16К20 подходят для обработки цилиндрических, конических или сложных форм внутри или снаружи обрабатываемой детали. Он также выполняет нарезку. Эти станки могут использовать различные фрезы, сверла, развертки, зенкеры, резьбовые плашки и метчики.
Станки токарные Иж-250
Станки токарные Иж-250 предназначены для обработки деталей токарных станков, патронов и цанг. Они также могут нарезать метрическую, дюймовую, модульную или шаговую резьбу на заводах мелкосерийного или массового производства. Токарные станки Иж-250 имеют высокий класс точности и используются для точных операций.
Токарные станки Иж-250 имеют высокий класс точности и используются для точных операций.
Сверло настольное JET IDP-15BV
Сверло настольное JET IDP-15BV предназначено для сверления отверстий в металлических, деревянных, пластиковых деталях. Эта дрель профессиональна; он может сверлить сталь диаметром до 16 мм и чугун диаметром до 20 мм. Скорость шпинделя плавно регулируется от 450 до 2000 об/мин. 9№ 0007
Ленточная пила Pilous ARG 300 plus F
Универсальная ленточная пила, предназначенная в основном для массового производства, но также широко используемая в штучном производстве и ремонтных мастерских.
Сверло 2М112
Настольный сверлильный станок раньше был самым распространенным сверлом на российских заводах. Он предназначен для использования сверл диаметром до 12 мм и работы со сталью, чугуном, цветными металлами, пластиком и деревом в условиях массового производства.
Станок сверлильный 2Н135
Сверлильный станок 2Н135 позволяет использовать широкий спектр сверл и материалов. Этот станок часто используется для специальных сверл: высокоуглеродистых, высокоскоростных, твердосплавных и т. д.
Этот станок часто используется для специальных сверл: высокоуглеродистых, высокоскоростных, твердосплавных и т. д.
Bomar Ergonomic 275.230 Ленточная пила DG
Ленточная пила с ручным управлением, используемая в заготовительном производстве как в малом, так и в крупном бизнесе. Его конструкция позволяет резать прутки в диапазоне углов от −45º до +60º.
36К634 Станки шлифовальные
36К634 Станки шлифовальные двухдисковые предназначены для заточки различных резцов, в том числе инструмента с твердосплавными пластинами высотой до 100 мм, заточки сверл диаметром до 60 мм, заточки различного инструмента, снятия заусенцев, снятия фаски, шлифования, полирования и т.п.
Промышленный пылесос Dustin Tank WDSE 240M
Этот пылесос используется для сбора пыли и жидкости. Эта модель идеально подходит для промышленных помещений, так как может одновременно собирать стружку, пыль, масла и охлаждающую жидкость. Его маневренность и небольшой размер позволяют разместить его буквально везде, что экономит много времени и сил. Так что это чрезвычайно выгодное устройство.
Его маневренность и небольшой размер позволяют разместить его буквально везде, что экономит много времени и сил. Так что это чрезвычайно выгодное устройство.
Шаублин, Казенёв, Вейлер, Грациано, Мори Сейки | Инструментальный токарный станок ИЖМАШ 1И611П | Практик Машинист
безумный магнус
Алюминий
#1
Добрый вечер, пару недель назад нашел эту экзотическую машинку. Это российский Ижмаш 1И611П-82
Я сразу понял, что хочу его, поэтому уговорил владельца продать его мне. Это не очень распространенная машина за пределами России, но кажется, что некоторые из них были отправлены в Швецию в 80-х годах в качестве оплаты за другие машины, проданные Alfalavall. Мой токарный станок, кажется, один из них, так как он имеет марку Профила (импортное оборудование СССР)
Мой токарный станок, кажется, один из них, так как он имеет марку Профила (импортное оборудование СССР)
Я провел небольшое исследование и выяснил, что его производит крупный оружейный завод Ижмаш.
К сожалению, при транспортировке произошла авария (я не участвовал) и машина была повреждена, поэтому этот тред будет о том, как я пытаюсь ее отремонтировать и восстановить.
Под поверхностной ржавчиной и грязью он почти как новый, скорее всего мало использовался и пострадал только от небрежного и холодного/влажного хранения.
Оставайтесь с нами!
квази
Нержавеющая сталь
#2
Кажется, у Джона Стефенсона был один из них.
Мичиганбак
Алмаз
#3
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб.
Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя.
Вы можете жить с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка.
Также вы можете не найти люнет (необходимый для токарного станка). Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать.
Держите нас в курсе, пока вы приводите ее в порядок.
Бак (Мичиганбак)
безумный магнус
Алюминий
#4
термит сказал:
Это действительно может быть интересная машина.
Держите нас в курсе!
Билл.
Нажмите, чтобы развернуть…
В Европе крепление патрона называется DIN55027, не знаю, то же самое ли у меня.
И да, она крупная женщина для своего времени. Около 900 кг (1980 фунтов) у меня также есть коническая насадка, не показанная на фотографиях.
Мичиганбак сказал:
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб.
Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя.
Вы можете жить с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка.
Также вы можете не найти люнет (необходимый для токарного станка). Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать.
Держите нас в курсе, пока вы приводите ее в порядок.Бак (Мичиганбак)
Нажмите, чтобы развернуть…
У него метрическая резьба и циферблаты, но так как я живу в Швеции, это хорошо
Повреждения следующие.
— Отломано колесо переключения шпинделя.
— Вал и поворотное колесо на фартуке погнуты и сломаны.
— Отломаны поперечный вал и колесо.
— Электрический шкаф поврежден.
— Каретка, небольшая трещина и слегка изогнутая.
Самая большая проблема это конечно повреждение каретки, хотя я мог бы уже вылечить ее (хотя мне сказали, что это невозможно) Я поставил ее в гидравлический пресс на работе на ровную поверхность из формакс-стали, нагрел ее во время 4 часа с тепловой пушкой и потихоньку подняли груз до 3000 кг.
Я дал ему остыть до комнатной температуры, и когда я измерил его, отклонение составило всего 0,07 мм! Это то, с чем я могу работать, просто нужно научиться парсить.
Изображения повреждений:
безумный магнус
Алюминий
#5
А вот так он выглядел, когда я его нашел (у предыдущего владельца)
слектнинг
Алюминий
#6
Отличный токарный станок! Вы пробовали написать письмо на завод? может на заводе есть запчасти? Вы не узнаете, если не спросите
безумный магнус
Алюминий
#7
слектнинг сказал:
С виду отличный токарный станок! Вы пробовали написать письмо на завод? может на заводе есть запчасти? Вы не узнаете, если не спросите
Нажмите, чтобы развернуть…
Завод обанкротился в прошлом году, поэтому производственных банкоматов больше нет. Пытался связаться по электронной почте с некоторыми российскими поставщиками, и они могут продать мне нужные мне детали, но я должен организовать транспортировку сам, видимо, таможня плохая!
Я нашел русского человека на Chipmaker.ru, который мне помогает, так что, надеюсь, скоро у меня будут запасные части.
безумный магнус
Алюминий
#8
Сегодня оторвались и другие детали.
Некоторые фотографии фартука, он нуждается в чистке и новой краске, но в остальном он в хорошем состоянии.
юбка поршня
Горячекатаный
#9
квази сказал:
Я думаю, что у Джона Стефенсона был один из них.
Нажмите, чтобы развернуть…
Я тоже это помню, но не могу найти нить… однако кажется, что я сохранил фотографии……. . они были довольно печально разобраны и взвешены на свалке.
. они были довольно печально разобраны и взвешены на свалке.
привет
Брайан
металлмастер10
Нержавеющая сталь
#10
термит сказал:
Глубокое литье.. длинные седельные крылья, широкий поперечный салазок… D1-6″ это?
Это действительно может быть интересная машина.
Держите нас в курсе!
Билл
Нажмите, чтобы развернуть…
Да, похоже, дизайн этой кровати мог бы соперничать с машинами в два раза больше!
Масштабируйте эту конструкцию примерно до 24-дюймового качания мощностью 25 л. с. машину и подумай, в какие неприятности мы могли бы вляпаться
с. машину и подумай, в какие неприятности мы могли бы вляпаться
безумный магнус
Алюминий
#11
Блин… грустно, почему его забраковали?
юбка поршня сказал:
Я тоже это помню, но не могу найти нить… однако кажется, что я сохранил фотографии…….. они были довольно печально разобраны и взвешены на свалке.
с уважением
Брайан
Нажмите, чтобы развернуть…
юбка поршня
Горячекатаный
#12
безумный магнус
Алюминий
№13
юбка поршня сказал:
Первой мыслью было бы согласиться, но за прошедшие годы на этом форуме всплыла пара этих токарных станков, но никогда не было никаких последующих отзывов владельцев о хорошем или плохом. Надеюсь, вы найдете время, чтобы продолжить эту тему и рассказать о своем опыте работы с машиной, я уверен, что многие участники форума заинтригованы так же, как и я.
Из сообщения Джона на другом форуме кажется, что он простоял в его занятой мастерской в течение 5 лет, и он предложил его на продажу за 250 фунтов стерлингов без каких-либо покупателей, в конце концов ему нужно было место, поэтому он сдал его за немного больше, чем его запрашиваемая цена. .
Хотя вы, возможно, уже нашли их, вот несколько тем, где упоминались подобные станки.
привет
Брайан
Нажмите, чтобы развернуть…
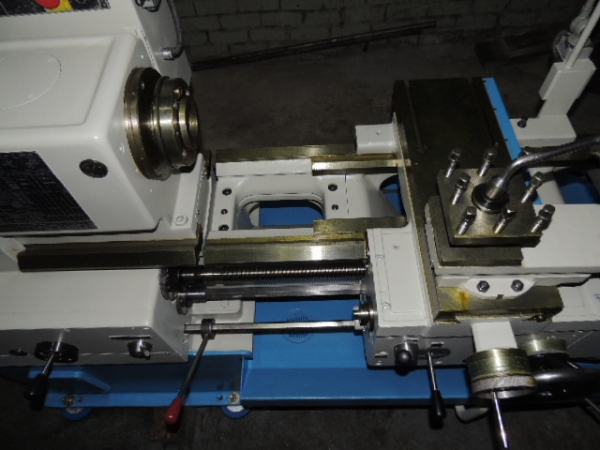
Я долго искал такую машину, поэтому я не откажусь от нее или от этой темы, если уж на то пошло. Я разыскал двух других владельцев в Швеции, которые управляют этими машинами, и они говорят, что они очень хорошие.
Было три вещи, которые заставили меня хотеть этого. Он прочный, имеет коническую насадку и фантастическую подачу в 4 направлениях.
безумный магнус
Алюминий
№14
Сделал еще кое-какую очистку и подготовку к новой краске, прежде чем собрать его обратно.
Внутри царил ужасный беспорядок, и мне потребовалось пару часов, чтобы спуститься.
безумный магнус
Алюминий
№15
Получил свой «новый» патрон RÖHM 160 мм (6,5″), купленный на Ebay, он был в очень хорошем состоянии.
У меня также есть набор инструментов для скребков, есть 3 Rennsteig и тот, что с красной ручкой, Parat.
Я просмотрел множество руководств на Youtube об искусстве шабрения, поэтому мне пришлось попробовать это самому, на фотографиях показаны части моего конического приспособления после очень легкого прохода со сталью, достаточно, чтобы выявить оригинальную фабрику поверхность.
На самом деле он выглядит и ощущается очень хорошо, и я очень впечатлен мастерством, с которым была создана эта машина. все плоские поверхности были затронуты рукой перед сборкой.
собачий доктор
Пластик
№16
У меня есть именно этот токарный станок Они были импортированы в Новую Зеландию производителем реактивных лодок. У меня есть инструкция на русском языке, которая может оказаться для вас более ценной, чем я
У меня есть инструкция на русском языке, которая может оказаться для вас более ценной, чем я
http://mmcd.meditprofi.ru/machining/…ts_1i611p.djvu
Однако в нем есть полный список шестерен и подшипников
Когда вы начнете, я уверен, вам понравится.
Сначала у меня были проблемы с трансформатором и таймером, которые были заменены, и теперь вперед назад и стоп работают отлично (красная ручка). моих токарных станков
Ура
Давид
безумный магнус
Алюминий
# 17
Рад слышать, что вы довольны своей машиной. У вас есть ее фотографии? Я работаю изо всех сил, чтобы снова привести свою в идеальное состояние, но скоро я соберу ее обратно.
Лаврентьев
Нержавеющая сталь
# 18
Отлично выглядит, продолжайте в том же духе! Напоминает мне студента из Колчестера на стероидах, хе-хе.
Вы можете увидеть гордость за мастерство, просто взглянув на эту прекрасную машину.
Сколько л.с. и при каком напряжении он работает?
Роб Ф.
Алмаз
# 19
Мичиганбак сказал:
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб.
Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя.
Вы можете жить с этим, или вы можете просто вкрутить новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка.
Также вы можете не найти люнет (необходимый для токарного станка). Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать.
Держите нас в курсе, пока вы приводите ее в порядок.Бак (Мичиганбак)
Нажмите, чтобы развернуть…
Зачем ему имперская/английская машина, когда он находится в метрической Швеции?
Поздравляю с прекрасно выглядящей машиной. Жду скорого запуска.
Жду скорого запуска.
Роб
безумный магнус
Алюминий
#20
Лаврентьев сказал:
Отлично выглядит, продолжайте в том же духе! Напоминает мне студента из Колчестера на стероидах, хе-хе.
Вы можете увидеть гордость за мастерство, просто взглянув на эту прекрасную машину.
Сколько л.с. и при каком напряжении он работает?Нажмите, чтобы развернуть…
Благодарю вас! это 400 В (380) 3-фазный двигатель мощностью 3 кВт, это около 4 л. с. Довольно мощный для своего размера
с. Довольно мощный для своего размера
Токарный станок 1И611П: Технические характеристики | vseznayko.com.ua
Станок токарный 1И611П, обработку на котором можно осуществлять как в патроне, так и в центрах, уже более 50 лет успешно используется на многих промышленных предприятиях. Причинами долголетия и популярности оборудования этой модели стали его надежность, универсальность и высокая точность обработки.
Станок токарный ИЖ 1И611П
Назначение станка и особенности его конструкции
Несмотря на то, что станок данной модели (полная аббревиатура выглядит так: ИЖ 1И611П), был разработан в 60-х годах прошлого века, его технические возможности еще позволяют использовать его для различных целей, в том числе ответственных, металлообработки:
- токарных станков, выполняемых в кулачковых или цанговых патронах, центрах;
- фрезерный;
- на шлифовку наружных и внутренних поверхностей;
- в исполнении завершающего инструмента, закрепленного в патроне дрели.

Характеристики станка 1И611П позволяют обрабатывать на нем заготовки цилиндрических и конических форм, нарезать различные виды резьбы: метрическую, дюймовую, модульную.
Универсальность и надежность, которыми отличается ИЖ 1И611П, определяются его конструктивными особенностями.
- Режущая головка закреплена по беззазорному принципу, что обеспечивает ее исключительную жесткость и, соответственно, высокую точность обработки.
- Для нарезания резьбы (метрической, дюймовой и модульной) с разными параметрами нет необходимости менять шестерни в гитаре станка, что обеспечивает универсальность его редуктора.
- В конструкции агрегата предусмотрена емкость сварной конструкции, в которой установлены бак охлаждающей жидкости и все электрооборудование.
- , которая представляет собой трехмерный сбор стружки, имеет продуманную конструкцию.
Система удаления стружки
Органы управления станком 1И611П
- При обработке на токарном станке 1И611П оператор может предварительно выбрать частоту вращения шпинделя, которую необходимо использовать на следующем этапе обработки (Предселективное управление).

- Фартук 1И611П оснащен стопорным механизмом, предохраняющим редуктор от перегрузок, а также позволяет выполнять токарные операции с использованием жесткого упора.
- Приводные ремни, с помощью которых вращается шпиндельный узел, могут быть заменены без разборки.
- Точное перемещение штангенциркуля в поперечном направлении обеспечивает специальный механизм — нониус.
- На крестовину суппорта можно установить механизм, позволяющий выполнять фрезерные работы.
- В тех случаях, когда используется ходовой винт (нарезание резьбы), он смазывается автоматически.
Принципиальная схема станка (щелкните для увеличения)
- Чугун, из которого изготовлена станина 1И611П, имеет особый состав — хромоникелевый, а его направляющие тщательно отшлифованы и закалены высокой частотой токи.
- Управление подачей суппорта, за которую отвечает одна ручка, осуществляется по мнемоническому принципу: направление движения этого узла совпадает с тем, в какую сторону отклоняется ручка управления.
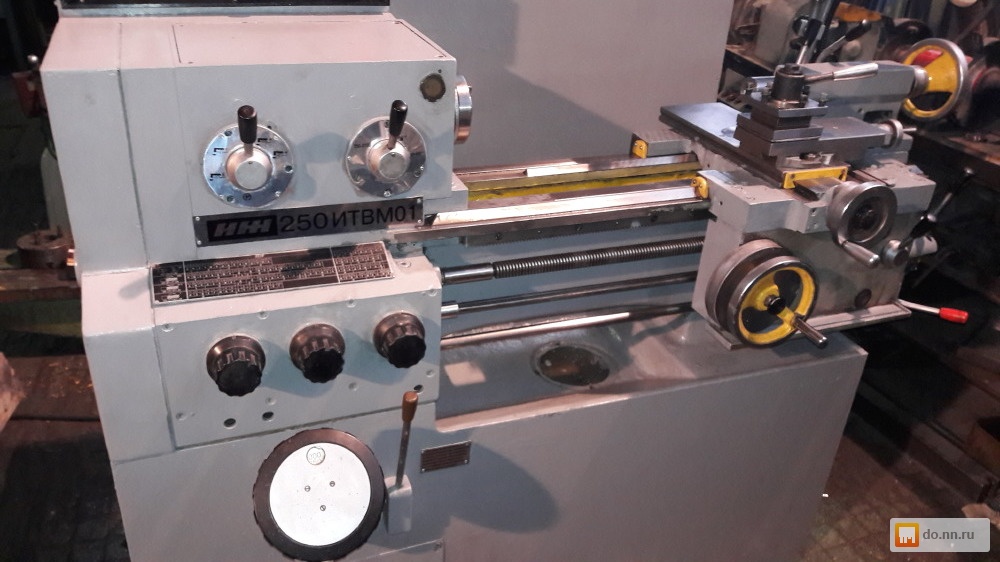
- Для защиты механизма подачи от перегрузок в его конструкции предусмотрено специальное предохранительное устройство.
- Конструкция этого токарного станка устроена так, что на его спине нет узлов, которые нужно обслуживать. Благодаря такой конструктивной особенности станок 1И611П можно установить даже вплотную к стене.
Основные характеристики станка
Технические возможности станка 1И611П таковы, что на нем можно выполнять обработку деталей следующего диаметра: до 25 см — над станиной, до 12,5 см — над суппортом. Максимальная длина заготовки, которую можно обработать на данном оборудовании, составляет 50 см. Шпиндельный узел агрегата может вращаться в прямом направлении с частотой 20-2000 об/мин. Сквозное отверстие в шпинделе имеет диаметр 2,5 см, а посадочный конус соответствует категории Морзе 5.
Технические характеристики станка
Суппорт 1И611П может производить продольные и поперечные подачи в следующих интервалах:
- продольные — 0,01-1,8 мм/об;
- поперечный — 0,005-0,9 мм/об.

Каретка токарного станка данной модели может перемещаться на максимальное расстояние 500 мм, суппорт не имеет возможности быстрого перемещения. 1И611П по паспорту имеет достаточно компактные габариты (длина — 1770, ширина — 970 мм, высота — 1300 мм), имеет малый вес (1100 кг). Такие геометрические и весовые характеристики позволяют использовать этот токарный станок для оснащения небольших мастерских, многоэтажных производственных помещений и даже ремонтных баз морских и речных судов.
Опора и каретка станка обеспечивают повышенную точность обработки деталей
Основное назначение агрегата — выполнение полуфабрикатов и чистовых технологических операций в условиях единичного и мелкосерийного производства.
Разбираемся в конструкции станка
В конструкции станка 1И611П различают следующие узлы.
Передняя бабка
В ее центре находится шкив, посаженный на втулку. Этот шкив, который вращает шпиндельный узел, соединяется с коробкой передач с помощью 4-х клиновых ремней. От приемного шкива с помощью зубчатой муфты шпиндельный узел получает 12 скоростей вращения, из них 12 можно передать через переборку. Подключается зубчатая муфта или поиск с помощью специальной рукоятки, расположенной на передней части корпуса передней бабки — с правой ее стороны. Для исключения возможности одновременного включения в работу поиска и зубчатой муфты в конструкции передней бабки предусмотрен стопорный механизм. кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезаемой резьбы (8:1), а также вал, с помощью которого вращение передается на гитару и далее — к коробке передач.
От приемного шкива с помощью зубчатой муфты шпиндельный узел получает 12 скоростей вращения, из них 12 можно передать через переборку. Подключается зубчатая муфта или поиск с помощью специальной рукоятки, расположенной на передней части корпуса передней бабки — с правой ее стороны. Для исключения возможности одновременного включения в работу поиска и зубчатой муфты в конструкции передней бабки предусмотрен стопорный механизм. кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезаемой резьбы (8:1), а также вал, с помощью которого вращение передается на гитару и далее — к коробке передач.
Передняя бабка станка 1И611П современного исполнения
Редуктор
По сути, это редуктор, который отвечает за скорость шпиндельного узла. Редуктор 1И611П состоит из 4 осей, на которых установлены шестерни с различными параметрами. Приводом редуктора является главный электродвигатель оборудования, соединенный с ним фланцами. Благодаря плоским направляющим редуктор может перемещаться по направляющим шкафа, на которых он закреплен с помощью болтовых соединений, что позволяет регулировать натяжение ремней. По регулировке скорость вращения, выдаваемая редуктором, соответствует предселективному механизму, управляемому соответствующим маховиком.
По регулировке скорость вращения, выдаваемая редуктором, соответствует предселективному механизму, управляемому соответствующим маховиком.
Механизм переключения передач
Гитара
Этот узел устанавливается на левом конце коробки передач. Для большинства типов резьбы (метрическая — нормальной точности) нет необходимости менять шестерни на гитаре. В том случае, если необходимо нарезать резьбу высокой точности, а также модульную и дюймовую резьбу, на токарно-гитарном станке устанавливаются сменные шестерни, позволяющие проводить обработку без использования механизма трансмиссии. Для правильной установки параметров гитары следует прочитать паспорт токарного станка, где дана соответствующая таблица.
Таблица параметров нарезания резьбы расположена
Коробка передач
В токарном станке 1И611П этот узел имеет закрытую конструкцию. Характеристики коробки подач позволяют нарезать метрическую резьбу со стандартным шагом (0,2-48 мм) без применения набора переменных шестерен.
[Caption id=»attachment_5851″ align=»alignnone» width=»660″] Расположение шестерен и валов в коробке подач
Электрооборудование 1И611П
Учитывая чертежи и принципы работы токарного станка данной модели, не говоря уже об электрооборудовании, от которого напрямую зависит эффективность работы устройства.
Основными элементами в электрической схеме агрегата являются три электродвигателя, отвечающие за основное движение, смазку узлов оборудования и подачу СОЖ.
Все двигатели асинхронного типа и работают от трехфазной электрической сети. Электрооборудование токарного станка подключается к системе электроснабжения с помощью пакетного выключателя.
Принципиальная схема блока питания 1И611П (нажмите для увеличения)
Электрическая схема станка
Запуск двигателя, приводящего в действие насос подачи смазки к узлам агрегата, происходит с помощью магнитного пускателя. Только после включения этого двигателя и самого насоса можно запустить главный двигатель, для чего используется ручка плиты, связанная с концевым выключателем. Эту ручку можно установить в одно из двух положений: «Вперед» и «Назад».
Эту ручку можно установить в одно из двух положений: «Вперед» и «Назад».
Электрощитовой автомат
Электродвигатель привода насоса системы охлаждения, который также может быть запущен только при работающей системе смазки, включается выключателем с маркировкой «ВН». В электрической цепи токарного станка 1И611П имеются еще два электрических выключателя: «ВО» — для включения местного освещения зоны обработки, «СТ» — для замедления основного двигателя в то время, когда переключаются передачи редуктора. в движении.
Целевая винтовка IZH MP532: Часть 9
Автор Tom Gaylord
Автор: BB Pelletier
Однозарядная целевая винтовка IZH MP532.
от Тома Гейлорда
Письмо в роли B.B. Pelletier
ИСТОРИЯ ВВЕДЕНИЯ
ЧАСТЬ 1
Часть 2
Часть 3
Часть 4
Часть 5
Часть 6
Часть 7
Часть 8
Этот отчет. Блог изменится
Блог будет изменен
Меня попросили не планировать ведение блога на понедельник, так как он скоро будет обновлен. Так что какое-то время мы будем без связи. Не беспокойтесь, я все еще буду здесь и вернусь, как только мне дадут добро. А теперь приступим к сегодняшнему отчету.
Так что какое-то время мы будем без связи. Не беспокойтесь, я все еще буду здесь и вернусь, как только мне дадут добро. А теперь приступим к сегодняшнему отчету.
Сегодня я пытаюсь исправить проблему с регулировкой прицела на моей старой целевой винтовке ИЖ 32. Когда целик отрегулирован настолько высоко, насколько это возможно, винтовка по-прежнему стреляет на пару дюймов ниже.
Проблема с постелью
Эта винтовка не была должным образом установлена на заводе. Затвор и ствол гордились каналом приклада впереди.
Затвор и ствол старой винтовки MP 532 возвышались над цевьем. Если это исправить, будет ли винтовка стрелять в точку прицеливания?
Я не хотел сам решать эту проблему, потому что я мясник по дереву. Поэтому я посоветовался со своим соседом Дэнни, и он согласился посмотреть на это. Я знал, что как только он это сделает, он возьмет на себя ответственность, что он и сделал. Он знает мои навыки работы с деревом даже лучше тебя.
Мы пытались заменить старый затвор на новый, но это ничего не решило. Так что Денни решил, что лучшим подходом будет просверлить канал ствола. Он сделал это от руки, но сделал пару блоков, на которых будет ездить роутер.
Первым шагом было вырезать два 9-дюймовых дубовых блока. Блестки на картинке — это опилки в воздухе.
Мы обнаружили, что стороны предплечья срезаны под углом 7 градусов. Так что стороны направляющих блоков пришлось обрезать одинаково.
Денни определяет боковой угол предплечья модели 532.
Денни настраивает пильный диск так, чтобы срезать 7 градусов со стороны каждого блока.
Маршрутизатор произвольно перемещался по блокам, сделанным Денни.
Канал расширен
Я думал, что стандартный канал недостаточно глубокий, но Денни знал, что проблема в ширине. Канал приклада был недостаточно широким, чтобы в него могла поместиться передняя часть ствола. Денни слегка углубил разрез, но в основном он расширил канал в ложе. Он оказался слишком узким с правой и левой стороны канала ствола в разных местах.
Денни слегка углубил разрез, но в основном он расширил канал в ложе. Он оказался слишком узким с правой и левой стороны канала ствола в разных местах.
Нам пришлось четыре раза настраивать работу, чтобы расширить канал на несколько долей дюйма с обеих сторон. После каждого прохода фрезы мы пробовали затвор ствола на прикладе. Только в последней попытке действие упало в канале, как и должно было быть.
Конец цевья был достаточно расширен, чтобы принять затвор ствола. Зазор с обеих сторон теперь составляет около 0,010 дюйма, плюс-минус.
Затвор теперь подходит к
После четвертой попытки затвор 532 со щелчком вошел в ложу и встал как надо. Успех!
Старый 532 теперь помещается на складе так же, как и новый.
Это изменило точку удара?
Я произвел 5 выстрелов на 10 метров рано утром, прежде чем с прикладом были проведены какие-либо работы. Теперь, когда ложа была закончена, я произвел еще пять выстрелов теми же пулями H&N Finale Match Heavy без смены прицела. Пули увеличили дыру, но на 10 метрах осталась всего одна дыра. Так что постельное действие не изменилось, куда стреляет винтовка. Многие читатели могут теперь повелевать мной!
Пули увеличили дыру, но на 10 метрах осталась всего одна дыра. Так что постельное действие не изменилось, куда стреляет винтовка. Многие читатели могут теперь повелевать мной!
Вторые пять выстрелов, которые были произведены после того, как затвор был заложен, расширили отверстие, но попали в то же место, что и первые пять выстрелов, до того, как затвор был заложен. Точка прицеливания заключалась в том, чтобы поразить быка, поэтому с 10 метров выстрелы падают низко!
Что дальше?
Я знал, что могу немного сместить прозрачную переднюю апертуру внутрь переднего глобуса, что я и сделал. Перемещая апертуру вниз и влево, я перемещал POI вверх и вправо. Он не продвинулся достаточно далеко ни в ту, ни в другую сторону, плюс я не хотел делать это таким образом. Это был просто эксперимент. Я стрелял по той же мишени, что и раньше, чтобы мы могли видеть, что произошло.
Перемещение передней апертуры внутри глобуса сработало, но этого было недостаточно.
Что теперь?
Я был удивлен в этот момент. Видимо, русские, умеющие делать пушки, сделали этот с целиком, который не настраивается в диапазоне, необходимом для работы по мишеням — на винтовке-мишени. Это как машина без стартера!
На данный момент мне лучше всего было просверлить новое отверстие для заднего отверстия в верхней части стойки и переустановить заднее отверстие. Один или несколько читателей предложили это, когда я рассказывал вам о проблеме, и я всегда думал об этом, если постельное белье не срабатывало. Очевидно, что это не так, поэтому пришло время исправить это.
Я передвинул заднюю диафрагму настолько высоко, насколько это возможно на своем посту.
Как это было?
Большой вопрос, помогло ли поднятие задней диафрагмы вверх? Я поставил новую цель, потому что точка интереса могла сильно измениться. Как оказалось, так оно и было, и я поступил правильно. Я прицелился в нижнее мишень, и первый выстрел попал на 4-1/2 дюйма выше. Это было почти не на бумаге, и я бы полностью промазал, если бы я выстрелил в предыдущую мишень. Теперь вопрос заключался в том, могу ли я отрегулировать его достаточно далеко, чтобы попасть в цель?
Это было почти не на бумаге, и я бы полностью промазал, если бы я выстрелил в предыдущую мишень. Теперь вопрос заключался в том, могу ли я отрегулировать его достаточно далеко, чтобы попасть в цель?
Переместив задний писк так высоко, как только возможно, я нацелился на нижнего быка, и выстрел попал на 4,5 дюйма выше, рядом с краем бумаги.
Я провернул МНОГО вниз и сделал несколько щелчков вправо и выстрелил в нижнего быка во второй раз. Пуля попала в ребро быка, на которого я целился. Так что я сделал три щелчка правой настройки и выстрелил снова. Дырка не увеличилась. Решил закончить группу, больше не настраивая прицел. Пять пуль попали в цель калибром 0,10 дюйма на 10 метров — это наименьшая группа, которую эта винтовка отстреливала на сегодняшний день.
Это пять пуль H&N Finale Match Heavy с шагом 0,10 дюйма между центрами С РЕГУЛИРОВКОЙ ПРИЦЕЛА ПОСЛЕ ПЕРВОГО ВЫСТРЕЛА! Это лучшее, что эта винтовка когда-либо делала в моих руках.
Прицел
Получается, что целик очень мало перемещает точку попадания за клик. Мне потребовалось еще шесть выстрелов, чтобы центрировать пулю.
Мне потребовалось еще шесть выстрелов, чтобы центрировать пулю.
Потребовалось шесть выстрелов, чтобы настроить прицел на центральный удар.
После этого я застрелил последнюю группу, просто чтобы доказать, что винтовка была включена. Этот был не так хорош, с пятью выстрелами калибра 0,231 дюйма на 10 метров. Но это был долгий день, чтобы добраться до этого момента, и я с нетерпением ждал фотографии и описания.
Размер последней группы составляет 0,321 дюйма между центрами пяти снимков.
Сводка
Что ж, мы, конечно, много видели о целевой винтовке ИЖ 532. И сегодня мы завершили наш взгляд установкой прицелов на одной из двух винтовок. Другой винтовке это не нужно, так что теперь у меня есть две отличные российские пневматические винтовки. Я собираюсь расстаться с одним, потому что сколько русских целевых пневматических винтовок нужно парню!
ST-35LY — HAAS Automation UK
Лучшие в отрасли токарные станки с ЧПУ с длинной станиной по оси Y
Высокопроизводительные токарные станки с ЧПУ по оси Y с большим отверстием и широким выбором доступных опций для каждой мастерской.

Токарный станок с ЧПУ с большой станиной ST-35LY с большой осью Y обеспечивает примерно вдвое больший ход по оси Z по сравнению со стандартным ST-30 для обработки более длинных деталей при сохранении превосходной производительности резания. Токарный станок с длинной станиной был полностью переработан с нуля, чтобы сделать машину более жесткой и производительной. Токарный станок предлагает широкий выбор опций для повышения производительности с большим количеством функций, чем когда-либо. Добавление оси Y и приводного инструмента позволяет выполнять фрезерование, сверление и нарезание резьбы для расширения возможностей станка.
- Увеличенный ход по оси Z для обработки длинных деталей
- Новые отливки с повышенной жесткостью и демпфирующими свойствами
- Эргономичный дизайн для повседневной работы
- Удлиненный карман для инструментов в перегородке обеспечивает пространство для инструментов длиной до 30 дюймов (762 мм), в зависимости от крепления
- BMT65 12-позиционная револьверная головка
- Доступный люнет для торцевой обработки или поддержки сверхдлинных деталей (опционально)
- Программируемая задняя бабка с конусом Морзе № 4
- Двойные автоматические двери для облегчения загрузки деталей
- Направляющая ножничного типа для оси Z для увеличения срока службы и сокращения затрат на техническое обслуживание
Устройство подачи прутка Haas
Автоматизируйте производство крупногабаритных токарных станков с ЧПУ с осью Y
Устройство подачи прутка представляет собой простой и доступный способ автоматизации производства крупногабаритных токарных станков с ЧПУ Haas для повышения производительности. Он разработан и изготовлен исключительно для токарных станков с ЧПУ Haas и напрямую подключается к системе управления Haas. Инновационная выдвижная конструкция обеспечивает легкий доступ к задней части шпинделя токарного станка для быстрой смены адаптера вкладыша и вкладыша шпинделя.
Он разработан и изготовлен исключительно для токарных станков с ЧПУ Haas и напрямую подключается к системе управления Haas. Инновационная выдвижная конструкция обеспечивает легкий доступ к задней части шпинделя токарного станка для быстрой смены адаптера вкладыша и вкладыша шпинделя.
Устройство подачи прутка Haas
Револьверная головка Haas BMT65
Нет необходимости перемещать обработанные детали на фрезерный станок для выполнения дополнительных операций. Теперь вы можете полностью обработать их на токарном станке Haas с револьверной головкой BMT65 и приводным инструментом. Система BMT65 обеспечивает повышенную производительность резания, более длительный срок службы инструмента и лучший зазор инструмента.
Ссылка на видео
ST-35LY — Сравните с
Выберите машинуST-35LCL-1TL-1TL-2ST-10ST-15ST-20ST-25ST-30ST-35ST-40ST-40LST-45ST-45LDS-30YST-10YST-20YST-15YST-25YST-30YST-35YST-30LST-30LYАвтозапчасти ПогрузчикST-20LST-25LST-20LYST-25LYПрутковый питатель HaasST-10LST-10LYST-15LST-15LYST-28ST-28Y
| СТ-35LY | ||
|---|---|---|
| Диаметр поворота | S. A.E. A.E. | МЕТРИЧЕСКАЯ |
| Max Part Swing | 21″ | 533 мм |
| Вместимость | S.A.E. | МЕТРИЧЕСКАЯ |
| Размер патрона | 12,0″ | 305 мм |
| Максимальный диаметр резания (револьверная головка BMT65) | 13,75″ | 349 мм |
| Макс. длина резания (зависит от зажима) | 62,5″ | 1 588 мм |
| Вместимость бара | 4,0″ | 102 мм |
| Между центрами | 62,5 « | 1588 мм |
| ХОД И СКОРОСТЬ ПОДАЧИ | S. A.E. A.E. | МЕТРИЧЕСКАЯ |
| Ось X | 9,4″ | 239мм |
| Ось Y | ±2,0 «в | ±51 мм |
| Ось Z | 62,5 « | 1588 мм |
| Рапиды на Х | 472 дюйма/мин | 12 м/мин |
| Пороги на Y | 472 дюйма/мин | 12 м/мин |
| Пороги на Z | 945 дюймов/мин | 24,0 м/мин |
| Максимальная тяга X | 4100 фунтов | 18238 Н |
| Максимальная тяга Y | 2300 фунтов | 10231 Н |
| Максимальная тяга Z | 5100 фунтов | 22686 Н |
| ШПИНДЕЛЬ | S. A.E. A.E. | МЕТРИЧЕСКАЯ |
| Максимальный рейтинг | 40 л.с. | 29,8 кВт |
| Максимальная скорость | 3200 об/мин | 3200 об/мин |
| Максимальный крутящий момент | 425 футо-фунтов при 325 об/мин | 576 Нм при 325 об/мин |
| Нос шпинделя | А2-8 | А2-8 |
| Отверстие шпинделя ø | 4,62″ | 117,3 мм |
| ШПИНДЕЛЬ (ОПЦИЯ) | S. A.E. A.E. | МЕТРИЧЕСКАЯ |
| Максимальный рейтинг | 40 л.с. | 29,8 кВт |
| Максимальная скорость | 2400 об/мин | 2400 об/мин |
| Максимальный крутящий момент | 1400 футо-фунтов при 150 об/мин | 1898 Нм при 325 об/мин |
| Система привода | 2-ступенчатая коробка передач | 2-ступенчатая коробка передач |
| Главный шпиндель, ось C | S. A.E. A.E. | МЕТРИЧЕСКАЯ |
| Максимальный рейтинг | 5 л.с. | 3,7 кВт |
| Позиционирование (±) | 0,01° | 0,01° |
| Сила тормозного зажима | 1000 фунтов | 4448 Н |
| Диаметр тормоза | 14,4″ | 366 мм |
| Тип управления | Интерполированное движение и позиционирование | Интерполированное движение и позиционирование |
| Башня | S. A.E. A.E. | МЕТРИЧЕСКАЯ |
| Количество инструментов | 12 станций | 12 станций |
| Инструменты OD и ID | Любая комбинация (зависит от типа башни) | Любая комбинация (зависит от типа башни) |
| Задний зазор расточной оправки (от задней части револьверной головки) | 4,0″ | 102 мм |
| Приводной инструмент | S.A.E. | МЕТРИЧЕСКАЯ |
| Максимальная скорость | 6000 об/мин | 6000 об/мин |
| Инструмент | БМТ-65 | БМТ-65 |
| ГЕНЕРАЛЫ | S.  | |