Маркировка электродов по нержавейке: Электроды по нержавейке: маркировка, марки, особенности применения
Содержание
Электроды по нержавейке: марки, технология сварки
Главная » Обработка металла » Сварка » Какие марки электродов применяют при сварке нержавейки?
На чтение 4 мин
Содержание
- Свойства нержавейки
- Методы сварки
- Важность применения специализированных электродов
- Маркировка и типы электродов
- ЦЛ-11
- ОЗЛ-6
- НЖ-13
- Другие марки
Сварка стали нержавеющего типа представляет собой достаточно трудоёмкий процесс, который связан с особенностями структуры материала. Электроды по нержавейке позволяют получать надёжные, прочные, однородные сварные швы. Предназначены соединения нержавеющих конструкций, механизмов.
Упаковка электродов для сварки нержавейки
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.

Сварщик самостоятельно должен подбирать электроды в зависимости от толщины соединяемых заготовок, их состава, а также особенности эксплуатации сварных конструкций.
Рекомендации по сварке:
- если перегревать металл выше +500 0С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350 0С — +500 0С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200 0С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100 0С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.
Сварка нержавейки в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.
Важность применения специализированных электродов
Использовать электроды для нержавейки важно по следующим причинам:
- при повышенных температурах теряются антикоррозионные свойства, а состав обмазки позволяет их сохранить;
- в результате малого коэффициента расширения могут возникать внутренние напряжения или деформации внутри швов либо в соединяемых конструкциях;
- из-за низкой теплопроводности сложно равномерно прогревать металл.

От правильности выбора температурного режима полностью зависит, насколько сварной шов будет соответствовать необходимым техническим характеристикам. При прогреве сталь деформируется и велика вероятность появления межкристаллической коррозии. Специальные составы покрытий позволяют предотвратить такие негативные последствия.
Маркировка и типы электродов
Наиболее распространённые электроды по свариванию нержавейки имеют следующие маркировки:
- ЦЛ-11;
- ОЗЛ-6;
- НЖ-13.
Остальные марки электродов для сварки деталей из нержавейки менее популярны по причине узости применения, высокой стоимости или технических параметров.
Маркированные электроды для сварки нержавейки
ЦЛ-11
ЦЛ-11 – электроды для сварки хромоникелевой нержавейки при +4500С. Преимущества сварных швов:
- несклонность к кристаллизационным коррозионным процессам;
- однородность наплавляемого слоя;
- в процессе сваривания не образуются брызги расплавленного металла.

ОЗЛ-6
ОЗЛ-6 – электроды, применяемые для сварки нержавеющей стали, которую предполагается эксплуатировать в условиях повышенных температур до +10000С. Преимущества идентичны ЦЛ-11.
НЖ-13
НЖ-13 – марка электродов по свариванию нержавейки, применяемой в пищевой промышленности, сплавов на основе никеля, хрома, молибдена. Используются для формирования швов, которые предполагается эксплуатировать при температуре окружающей среды до +3500С.
Другие марки
Существуют также и другие маркировки электродов по нержавейке, которые также позволяют получать надёжные швы:
- ЗИО-8 используются для соединения жаростойких нержавеющих сталей. Выпускаются со стандартной по составу обмазкой, позволяющей проводить работы на постоянном или переменном токе.
- НИИ-48Г имеют универсальное применение, можно сваривать стали низколегированного класса. Расположение относительно поверхности допускается любое удобное.
- ОЛЗ-17У применяют для сталей, которые предполагается эксплуатировать в химически активных средах.
- ЭА для сваривания конструкционных элементов из стальных сплавов высоколегированных марок. Рекомендуется применять при короткодуговой сварке.
- ОК 63.30 – электроды для сварки нержавейки любой марки.
( 1 оценка, среднее 5 из 5 )
Поделиться
Переходные электроды для сварки нержавейки:маркировка,какими варить
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.
Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.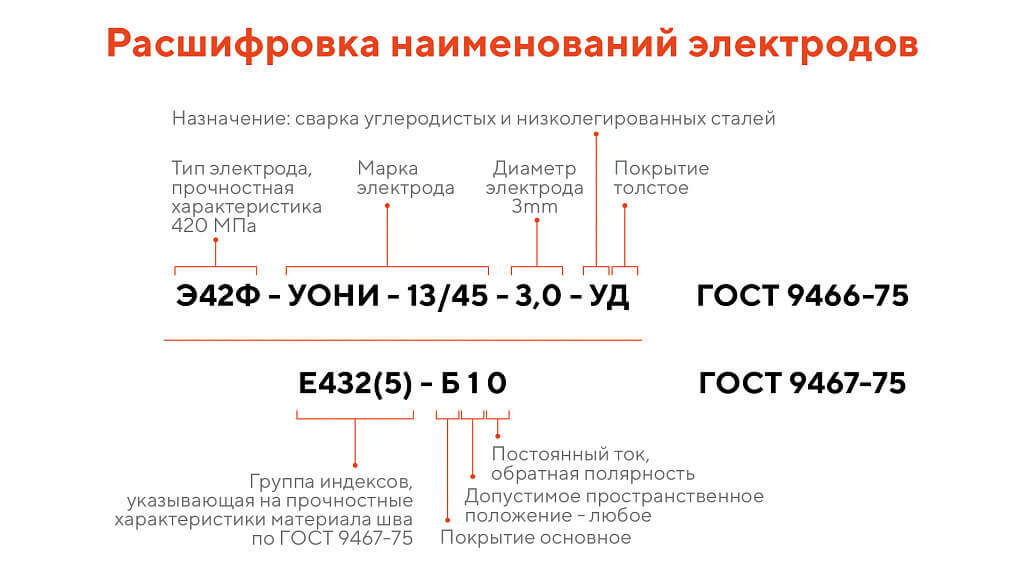
Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Виды электродов для нержавейки
Достаточно распространенными являются шведские марки от компании ESAB, которые представлены в широкой линейке различными вариантами с несколько отличающимися свойствами.
- ОК61.30 – это универсальные электроды для нержавеющей стали, которые могут применяться для многих сплавов. Особенно хорошо они подходят для изделий с добавками в виде хрома и никеля. Наплавленный металл получается достаточно стойким к коррозии.
- ОК6135 – данная марка предназначена для сварки нержавейки с повышенными требованиями к качеству. Наплавленный металл получается достаточно прочным, так что может выдерживать сильные нагрузки. С его помощью сваривают ответственные сооружения и конструкции.
- ОК67.45 – эта марка электродов для сварки нержавеющей стали обладает повышенными свойствами свариваемости, так что ее рекомендуется применять для самых сложных ситуаций, когда условия не совсем пригодны для соединения.
- ОК63.30 – в данной марке стержни обладают относительно низким содержанием углерода, поэтому, подходят для тех металлов, в которых содержание данного металла также находится на низком уровне.
Электроды для сварки нержавейки марки ОК
Среди отечественных марок также имеются представители, которые часто используются в промышленности и частной сфере:
- ЦТ15 – этот электроды для сварки нержавеющей стали 12х18н10т.
 Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.
Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.
Электрод ЦТ 15 для сварки нержавейки
- ОЗЛ8 – наплавочные материалы, которые обладают достаточно длительным сроком эксплуатации и служат для создания соединений высокой прочности. Они сохраняют антикоррозийные свойства даже после температурной обработки.
Сварочный электрод ОЗЛ 8
- ОЗЛ6 – универсальная марка, которая может применяться как для сваривания чистой нержавеющей стали, так и для сварки нержавейки с черным металлом.
Сварочный электрод ОЗЛ 6
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
На примере одной из марок видно, что может содержаться в высоколегированной стали:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
2 | 30…50 | ||
2,5 | 40…60 | ||
3 | 50…100 | 50…60 | 50…60 |
4 | 90…150 | 100…120 | 100…120 |
5 | 120…180 | 120…150 |
Производители
- СпецЭлектрод;
- ESAB;
- Эком-Плюс;
- Вадис-М;
- Фрунзе-Электрод.
Мастеринг нержавеющих электродов SMAW
Усовершенствования покрытия позволяют использовать электрод -16 для сварки в положении 2G.
Освоение использования электродов SMAW из нержавеющей стали имеет важное значение для изготовления и ремонта сварочных работ в таких областях, как производство электроэнергии (коммунальные предприятия, промышленные объекты и корабли), резервуары и сосуды, нефтехимическая, целлюлозно-бумажная, пищевая и питьевая и многие другие отрасли промышленности. Поскольку большая часть работы выполняется в полевых условиях и требует результатов кодового качества, процесс SMAW остается разумным выбором, как и постоянное использование новейших составов электродов.
Типы покрытия из нержавеющей стали
Электроды SMAW из нержавеющей стали классифицируются в соответствии со спецификацией AWS A5.4/A5.4M:2012 для электродов из нержавеющей стали для дуговой сварки в среде защитного металла. Как определено, электроды классифицируются по составу металла шва и типу сварочного тока. Например, обозначение AWS E308L-15 означает электрод (E), сталь типа AISI 308 (20 % хрома, 10 % никеля), максимальное содержание углерода 0,04 % (L) и положительную полярность электрода постоянного тока (-15). Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Две цифры в конце названия электрода SMAW (-15, -16 или -17) называются «обозначениями удобства использования». Они являются результатом различных составов покрытия, которые влияют на полярность, положение(я) сварки, профиль валика и механические свойства. Короче говоря, выбор правильного электрода SMAW требует сначала выбора правильного сплава (тема для другой статьи), а затем желаемых характеристик удобства использования на основе покрытия, которому посвящена эта статья.
Навык рецептуры
Производители электродов разрабатывают рецептуры покрытий SMAW для оптимизации множества соображений производительности:
- «Скорость замерзания», которая является комбинацией вязкости шлака, поверхностного натяжения и температуры плавления.
- Контроль сварочной ванны.
- Простота зажигания дуги и повторного зажигания.

- Выпуск шлака. Некоторые шлаки выделяются самостоятельно, в то время как другие требуют энергичного соскабливания отбойным молотком.
- Проникновение (глубокое, среднее или мелкое).
- Стабильность дуги и степень разбрызгивания.
- Профиль сварного шва (выпуклый, плоский или вогнутый).
- Внешний вид сварного шва (гладкий или волнистый).
- Физические и механические свойства наплавленного металла.
Покрытия электродов включают элементы для легирования, раскисления, связывания, газообразования, стабильности дуги, пластификации (для формуемости при экструзии) и образования шлака. Общие элементы включают хром, никель, марганец, ферросилиций, феррохром, ферромарганец, силикаты, кальций, магний, оксид титана, калий, плавиковый шпат, тальк, слюду и другие.
Подобно разнице между дешевым самогоном и элитным бурбоном, разница в производительности между электродами является результатом внимания к качеству ингредиентов (поставки от поставщиков, которые строго контролируют химический состав, чистоту и консистенцию) и навыков мастера-дистиллятора ( понимание того, как правильно выбирать, комбинировать и обрабатывать ингредиенты).
Обозначения
Покрытия A-15 содержат значительные количества известняка и плавикового шпата и могут называться покрытиями типа «известковая основа». Покрытия -16 и -17 содержат рутил в качестве основного компонента, который также известен как диоксид титана или оксид титана, с небольшим количеством известняка. Тип покрытия иногда называют основным-рутиловым.
Покрытие
A-15 образует тонкий, быстро застывающий шлак, который облегчает сварку в нерабочем положении электродами размером 5/32 дюйма и меньше. Валик умеренно волнистый и слегка выпуклый, что может обеспечить необходимый запас прочности в высоконагруженных соединениях. Их часто выбирают для работы на стройплощадке и в критических условиях, например, для сварки супераустенитных материалов или материалов с очень высоким содержанием никеля в криогенных установках, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на известковой основе имеют самую плохую свариваемость, потому что то, как металл перемещается поперек дуги, затрудняет контроль сварочной ванны. Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Электроды -16 считаются «удобными для сварщиков». Поскольку они содержат элементы, которые легко ионизируются, такие как калий, электроды -16 легче зажигаются и перезажигаются и имеют стабильную, ровную дугу с точным переносом металла сварного шва в виде распыления. Однако, поскольку шлак замерзает медленно, исторически они ограничивались плоским (1F, 1G) и горизонтальным (2F, 2G) положениями. Возможна вертикальная и потолочная сварка, но поскольку сварочная ванна более жидкая, чем -15, она требует большего мастерства оператора. Валик от выпуклого до плоского с мелкой рябью и хорошим сплавлением боковых стенок. Шлак легко и полностью удаляется без вторичной пленки, что означает меньше времени на очистку, шлифовку и полировку. Они работают от переменного или постоянного тока (предпочтительнее DCEP).
Покрытия -17 содержат повышенную долю кремнезема для образования жидкой сварочной ванны с превосходным смачивающим действием и очень мелкой рябью для минимизации щелевой коррозии и шлифовки после сварки. Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Среди других применений электроды -17 были разработаны для оборудования для молочной и пищевой промышленности и химических контейнеров, где радиус сварного шва должен быть гладким и вогнутым, чтобы предотвратить захват частиц. При сварке в плоском и горизонтальном угловых положениях вогнутая наплавка и отсутствие неровностей поверхности делают ее идеальной для применений, где важными факторами являются внешний вид, скорость и окончательная отделка.
Улучшения свариваемости
Большинство ведущих производителей электродов постоянно совершенствуют свои рецептуры на основе отзывов клиентов и возможностей улучшения (например, новые поставщики, смещение производственных площадок или наем новых составителей рецептур электродов, инженеров и химиков).
Так обстоит дело с составами покрытий для некоторых наиболее часто используемых аустенитных марок нержавеющей стали, включая 308L, 309L и 316L. Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Более новые электроды -15 обеспечивают лучшую свариваемость, чем электроды, произведенные много лет назад, поскольку стабильность дуги и перенос металла были улучшены. Некоторые из электродов -16, доступных в настоящее время, предлагают шлаковые системы, которые поддерживают сварку в положениях 2G и 3G лишь со средними навыками. Шлак создает полку для поддержки ванны, но позволяет избежать проблемы скученности ванны (нежелательная ситуация, возникающая, когда шлак пытается обогнать ванну, что может захватить шлак или погасить дугу). Эти электроды соответствуют требованиям обозначения -16 и имеют тот же профиль валика от плоского до слегка выпуклого, что и электроды -16, но по существу предлагают характеристики позиционирования и самоотделяющийся шлак электрода -17.
Консультации по сварке
Перед сваркой ознакомьтесь со всеми правилами OSHA, касающимися воздействия шестивалентного хрома, которые могут потребовать использования системы удаления дыма или шлема с PAPR.
При использовании источника сварочного тока с регулируемыми функциями запуска дуги установите регулируемое усилие дуги так, чтобы оно слегка благоприятствовало более «мягкой, маслянистой» стороне характеристик дуги. Если в машине есть настройка для рутиловых электродов, выберите ее. Если необходимо выбрать настройку для основного (EXX18) или целлюлозного электрода, выберите основной. С регулируемой функцией горячего пуска добавьте пусковой ток на 25 % больше, чем сварочный ток, в течение от половины до одной секунды. Обратите внимание, что электроды из нержавеющей стали требуют меньшего тока, чем мягкие электроды того же диаметра, поэтому следуйте рекомендациям производителя.
По сравнению с низкоуглеродистой сталью электроды из нержавеющей стали имеют медленное и быстрое замерзание сварочной ванны. Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Для системы быстрозамерзающего шлака электрода -15 добавление небольшого количества взмахов электрода (примерно 1/8 дюйма шага вперед и пауза) поможет создать ванну. Для более медленно замерзающих шлаковых систем электродов -16 и -17 используйте технику плетения, чтобы сгладить свод. Чем медленнее застывает шлак, тем шире переплетение. Чтобы избежать высокой выпуклости, проведите электродом посередине и сделайте паузу по краям (что также поможет связать выступы сварного шва).
Для сварки вертикально вверх подтолкните электрод вверх, как в случае E7018, но используйте плетение вместо прямого валика. Некоторые операторы используют метод J, при котором шаг электрода вперед происходит на одном конце сварного шва; другие просто перемещают электрод вверх на 1/16 — 1/8 дюйма, когда они проходят через середину.
Несмотря на то, что методы индивидуальны, как и оператор, каждый опытный оператор делится одним и тем же советом по сварке SMAW с использованием электрода из нержавеющей стали: нулевое время в центре валика, пауза на краях, полагайтесь на синхронизацию техники и никогда используйте внешний вид шлака, чтобы предвидеть профиль борта. Общие советы включают в себя «этот стержень будет лгать вам» и «не волнуйтесь; шлак не соответствует профилю борта». Учитывая появление на рынке более новых электродов серии 300, операторы обязаны получить несколько упаковок с образцами и на себе испытать разницу в характеристиках покрытия.
Джефф Липко — инженер по сварке и разработке, а Натан Лотт — инженер по применению в ESAB, 2800 Airport Rd., Denton, Texas 76207, 800-372-2123, [email protected], nlott@esab. ком, www.esabna.com.
Упаковка и маркировка сварочного присадочного металла
Toggle Nav
Поиск
Когда мы идем в продуктовый магазин за едой, мы ожидаем, что определенные продукты будут упакованы вокруг них, чтобы сохранить их свежесть или сохранить их состояние. То же самое относится и к присадочным металлам, которые мы используем во всех типах сварочных процессов. Точно так же, как упаковка и печать на пищевых продуктах, которые защищают их от несанкционированного доступа или порчи, наш сварочный присадочный металл также должен иметь меры предосторожности, чтобы они оставались чистыми и безопасными. С присадочным металлом может произойти многое с момента его производства до момента его использования. Повреждение может произойти, если присадочный металл не упакован или не защищен.
То же самое относится и к присадочным металлам, которые мы используем во всех типах сварочных процессов. Точно так же, как упаковка и печать на пищевых продуктах, которые защищают их от несанкционированного доступа или порчи, наш сварочный присадочный металл также должен иметь меры предосторожности, чтобы они оставались чистыми и безопасными. С присадочным металлом может произойти многое с момента его производства до момента его использования. Повреждение может произойти, если присадочный металл не упакован или не защищен.
Иногда многое можно сказать о качестве присадочного металла, основываясь на качестве упаковки, которую мы видим вокруг него. Дешевые и недорогие присадочные металлы практически не имеют упаковки или барьера для влаги. С другой стороны, качественные наполнители будут иметь хорошую упаковку и защиту как в области защиты от повреждений, так и в области защиты от влаги. Если с присадочными металлами обращаются неправильно, нередко можно увидеть поврежденную проволоку, поврежденный присадочный металл или флюс, когда мы открываем новый контейнер. Необходимо соблюдать осторожность при обращении с наполнителями так же, как с коробкой яиц из продуктового магазина.
Необходимо соблюдать осторожность при обращении с наполнителями так же, как с коробкой яиц из продуктового магазина.
Электроды для дуговой сварки в защитном металле с флюсом снаружи особенно подвержены повреждениям, если с ними грубо обращаться или их бросают. Повреждение на внешней стороне флюса может сделать весь электрод бесполезным. Иногда по периметру имеется картонная упаковка, которая помогает защитить флюс от любых повреждений. Третьи поставляются в металлическом корпусе, устойчивом к вмятинам или другим повреждениям стержней или электродов. Упавшая катушка с проволокой, которая больше не является круглой или имеет отдельные слои проволоки, перемешанные друг с другом, вызовет проблемы в механизме подачи и вызовет нестабильность сварочной дуги и другие проблемы.
Влага – еще один большой враг некоторых типов присадочного металла. Стальные присадочные проволоки могут образовывать ржавчину и другие отложения на поверхности присадочного металла при контакте с водой или влагой. Ржавые катушки проволоки для сварки MIG и проволоки для дуговой сварки с флюсовым сердечником могут создавать большие проблемы для механизмов подачи проволоки, направляющих пистолетов и контактных наконечников. Если ржавчина отложится внутри гильзы пистолета, это приведет к неправильной сварке и подаче. Влага также может привести к крошению и отслаиванию флюса на электродах для дуговой сварки в защитном металле. Влага также может вызвать множество проблем в сварном шве и вокруг него.
Ржавые катушки проволоки для сварки MIG и проволоки для дуговой сварки с флюсовым сердечником могут создавать большие проблемы для механизмов подачи проволоки, направляющих пистолетов и контактных наконечников. Если ржавчина отложится внутри гильзы пистолета, это приведет к неправильной сварке и подаче. Влага также может привести к крошению и отслаиванию флюса на электродах для дуговой сварки в защитном металле. Влага также может вызвать множество проблем в сварном шве и вокруг него.
Водород под бортом, растрескивание и пористость являются примерами некоторых серьезных проблем, которые могут возникнуть из-за влаги. Электрод с низким содержанием водорода, такой как 7018, предназначен для помещения в сушильную печь, чтобы предотвратить эти проблемы с электродом для дуговой сварки защищенным металлом. Качественные электроды и присадочные металлы должны быть герметично закрыты и иметь хороший барьер от проникновения влаги.
Маркировка на упаковке должна четко указывать тип металла, спецификацию AWS и классификационный номер, а также любую другую торговую идентификацию. Если это стержневой электрод, на каждом стержне должен быть четко указан номер электрода. Если это нарезанные куски присадочного металла, каждый стержень должен быть проштампован, отмечен флажком, маркирован или выгравирован лазером.
Если это стержневой электрод, на каждом стержне должен быть четко указан номер электрода. Если это нарезанные куски присадочного металла, каждый стержень должен быть проштампован, отмечен флажком, маркирован или выгравирован лазером.
Мы не должны вынимать стержни из контейнера, кроме как для непосредственного использования при сварке. если мы их удалим. Затем верните их позже, в конечном итоге они окажутся возвращены не в тот контейнер. Если это катушка с проволокой, каждая катушка должна быть четко маркирована.
Качество вашего сварного шва зависит от качества используемой вами присадочной проволоки. Приобретите хороший провод, и вы сможете устранить многие проблемы. Храните его правильно после покупки, чтобы обеспечить наилучшее долгосрочное использование.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения более подробной информации об оборудовании для различных процессов сварки и резки. У компании Longevity есть подходящая машина для вашего конкретного применения, поэтому взгляните и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.
