Маркировка кругов шлифовальных: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
ATLANTIC :: Шлифовальные круги
Круги ATLANTIC с индивидуально подобранными характеристиками обеспечивают, как высокую производительность резания, так и превосходное качество обрабатываемой поверхности. Мы предлагаем круги на керамической связке для работы на общепринятой скорости до 40 м/с или специальной максимальной рабочей скорости 50 м/с, 63 м/с, 80 м/с, 100 м/с и 125 м/с, а также круги на связке из синтетической смолы для работы на общепринятой скорости до 50 м/с или специальной максимальной рабочей скорости 63 м/с и 80 м/с. Шлифовальные круги ATLANTIC можно точно адаптировать к индивидуальным требованиям обрабатываемых заготовок. Наши определенные производственные процессы в сочетании с новейшими промышленными технологиями гарантируют безопасность, надежность и неизменно высокие стандарты качества. Маркировка шлифовальных кругов Продукция ATLANTIC обозначена буквенно-цифровыми кодами. Обширная комбинация процессов испытания гарантирует соблюдение технических условий. Документирование данных делает возможным прослеживаемость и воспроизводимость изделий ATLANTIC. В качестве абразивных материалов используются практически только кристаллические высокопрочные материалы, полученные синтетическим путем. Самыми распространенными традиционными абразивными материалами является корунд (оксид алюминия) и карбид кремния.
В качестве абразивных материалов используются практически только кристаллические высокопрочные материалы, полученные синтетическим путем. Самыми распространенными традиционными абразивными материалами является корунд (оксид алюминия) и карбид кремния.
Сведения о видах зерна
Плавленый корунд
Корунд — это кристаллический оксид алюминия (Al2O3) и делится по степени чистоты на нормальный корунд, корунд повышенной чистоты и корунд высшей чистоты. • Нормальный корунд: 95-96 % Al2O3 — типа NK1 — NK9 • Корунд повышенной чистоты: 97-98 % Al2O3 — типа HK1 — HK9
Микрокристаллический спечённый корунд
Мелкокристаллическая структура допускает по мере износа зерна выкрашивание лишь небольших частиц. Это обеспечивает максимальное использование шлифовального зерна. • Корунд высшей чистоты: 99,5 % Al2O3 — типа EK1 — EK9 • Микрокристаллический спечённый корунд EB или EX типа EB0 — EB9
Карбид кремния
Карбид кремния твёрже, более хрупкий и имеет более острые кромки, чем корунд. Его применяют главным образом для обработки твёрдых и хрупких материалов, таких как серый чугун и твёрдые сплавы, а также цветные металлы. • Карбид кремния типа SC1 — SC9 • Микрокристаллический спечённый корунд SB или SX типа SB1 — SB9
Его применяют главным образом для обработки твёрдых и хрупких материалов, таких как серый чугун и твёрдые сплавы, а также цветные металлы. • Карбид кремния типа SC1 — SC9 • Микрокристаллический спечённый корунд SB или SX типа SB1 — SB9
Виды связки
Связка служит для удержания зерна в шлифовальном круге, пока он не затупится в процессе резания. Затем связка освобождает зерно, чтобы начать использовать новое острое зерно.
Данное свойство подбирается отдельно для каждого конкретного процесса шлифования на основе типа и количества связки. Шлифовальные круги ATLANTIC производятся на связке двух видов: связке из синтетической смолы (обозначается RE) и керамической связке (обозначается V).
Примеры в файле PDF (для просмотра нажмите мышью на миниатюру изображения слева) демонстрируют успешное применение различных видов связки. Мы также изготавливаем различные связки для специальных случаев применения.
Твёрдость шлифовальных кругов, структура и порообразователи
Твёрдость шлифовальных кругов
Твёрдость означает прочность, с которой связка удерживает шлифовальное зерно в шлифовальном инструменте. Твёрдость обозначается условными буквами от А (очень мягкая) до Z (очень твердая).
Твёрдость обозначается условными буквами от А (очень мягкая) до Z (очень твердая).
Степень твердости: от A до D — сверхмягкая, от E до G — очень мягкая, от H до K — мягкая, от L до O — средняя, от P до S — твёрдая, от T до Z — очень твердая.
Структура
Структура шлифовального круга обозначается номером от 1 до 18, который характеризуется расстоянием между отдельными шлифовальными зернами в шлифовальном инструменте. Малым номерам структуры соответствуют малые расстояния между зернами, высоким номерам — большие расстояния.
Порообразователь
От доли зерна и связки зависит объем пор. Например, если поры — крупные, в контактную зону шлифования поступает больше охлаждающей жидкости для снижения риска прижога. Текстуру шлифовального инструмента можно адаптировать к конкретному случаю применения по типу, количеству и размеру путем добавления порообразователя.
Некоторые общие рекомендации по выбору шлифовальных кругов
Размер круга. При выборе размеров круга рекомендуются возможно большие диаметры и ширина, что улучшает условия шлифования. Верхний предел размеров круга ограничивается конструкцией и размерами станка, а также формой и размером инструмента или изделия.
При выборе размеров круга рекомендуются возможно большие диаметры и ширина, что улучшает условия шлифования. Верхний предел размеров круга ограничивается конструкцией и размерами станка, а также формой и размером инструмента или изделия.
Материал круга. Выбор материала круга зависит от физико-механических свойств материала инструмента (изделий), от требования к чистоте обработки и от допустимого изменения структуры и свойств металла в тонких поверхностных слоях.
Круги из электрокорунда белого предпочтительны на чистовых и доводочных операциях шлифования закаленных деталей и инструментов из углеродистых, быстрорежущих и легированных сталей. Круги из электрокорунда нормального широко используют при обдирочных и черновых операциях для изделий из углеродистых и легированных сталей.
Инструмент из карбида кремния применяют в основном для обработки чугуна и других твердых материалов. Крупнозернистые круги из карбида кремния используют для обработки неметаллических материалов и для правки шлифовальных кругов.
Круги из монокорунда рекомендуются при получистовых и чистовых операциях для изделий из средне- и высоколегированных сталей.
Круги из электрокорундов ЭХ и ЭГ обладают более высокими режущими свойствами и выделяют меньше тепла при шлифовании по сравнению с кругами Э и ЭБ, что позволяет использовать их на операциях, когда нежелательны прижоги, что особенно важно при заточке дереворежущих инструментов.
Выбор круга по твердости. Мягкие и среднемягкие круги применяют для заточки инструментов из твердых сплавов и закаленных углеродистых и легированных сталей, среднемягкие и среднетвердые — для шлифования изделий из незакаленных углеродистых и легированных сталей и сплавов, чугуна и других материалов.
Среднетвердые и твердые круги рекомендуются для обдирочного и предварительного шлифования, очень твердые и чрезмерно твердые — для правки шлифовальных кругов обкаткой и шлифованием.
При выборе твердости кругов необходимо учитывать следующее: при шлифовании периферией круга используют более твердые круги, чем при шлифовании торцом; при шлифовании с применением смазочно-охлаждающих жидкостей применяют более твердые круги, чем при шлифовании без охлаждения. При замене керамической связки на бакелитовую, электрокорунда нормального на электрокорунд белый или электрокорунда белого на монокорунд, а также при замене крупнозернистых кругов на мелкозернистые следует повысить твердость круга на одну-две ступени.
При замене керамической связки на бакелитовую, электрокорунда нормального на электрокорунд белый или электрокорунда белого на монокорунд, а также при замене крупнозернистых кругов на мелкозернистые следует повысить твердость круга на одну-две ступени.
Структура круга. Чаще всего применяются круги со структурами № 5—8. Более пористые структуры № 9—16 используют в кругах для изменения теплообразования, для устранения ожогов и трещин при шлифовании (заточки) инструмента, а также для скоростного шлифования.
Выбор круга по зернистости. Наиболее широкое применение нашли абразивные круги средней зернистости 40—16, которые при обеспечении необходимой чистоты поверхности и точности обработки обеспечивают высокую производительность. Если возникает опасность ожогов на рабочих участках инструмента или деталей в связи с засаливанием круга, номер зернистости следует увеличить, а возможно применить круг с другой связкой.
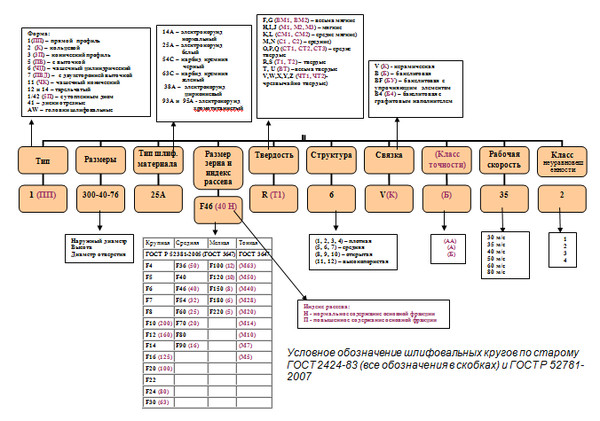
Маркировка абразивных шлифовальных кругов.

Рис. 17. Маркировка шлифовального круга
Каждый шлифовальный круг имеет маркировку, которую наносят на его поверхность несмываемой краской. Условным обозначением указываются форма круга и его характеристика, сокращенное наименование завода-изготовителя или его товарный знак (марка), размеры инструмента, вид абразивного материала, рабочая окружная скорость (для кругов диаметром 150 мм и более), сорт инструмента. На кругах для скоростного шлифования дополнительно наносят красную полосу или надпись «скоростной». На высокопористых кругах наносят дополнительное обозначение номера зерна-наполнителя, например: Э40 (80С1К16), где Э — электрокорунд, 40 — номер шлифовального зерна, 80 — номер зерна наполнителя, С1—твердость круга, К — керамическая связка, 16 — номер структуры.
На рис. 17 показана маркировка обычного круга: ЧАЗ — круг изготовлен на Челябинском абразивном заводе; ЭБ8 — электрокорунд белый, с содержанием Аl2O3 не менее 98%, 40 — зернистость, СМ2 — твердость, К — керамическая связка, 8 — номер структуры (в объеме круга содержится 46% абразивных зерен), ГШ — геометрическая форма (плоский, прямого профиля), 500 — наружный диаметр в миллиметрах, 305 — диаметр отверстия в миллиметрах, 50 — высота в миллиметрах, 35 м/сек — рабочая окружная скорость.
СТАНДАРТНЫЕ СИСТЕМЫ МАРКИРОВКИ КОЛЕС – Cad cam Engineering WorldWide
Home / CNC Technology / СТАНДАРТНЫЕ СИСТЕМЫ МАРКИРОВКИ КОЛЕС
Технология ЧПУ
Оставить комментарий
842 Просмотров
Стандартная система маркировки кругов (Рисунок L-47) используется для определения пяти основных факторов при выборе шлифовального круга:
1. Тип абразива
2. Размер зерна
A 60-J8V указывает на следующее :
Выбор зернистости зависит от количества удаляемого материала и требований к чистоте поверхности. Обычно крупное зерно используется для быстрого снятия припуска и обработки мягких пластичных материалов. Мелкая зернистость используется для твердых хрупких материалов. Для общего использования требуется круговая зернистость от 46 до 100.
Степень твердости (рис. L-48) является мерой прочности сцепления шлифовального круга. Связующий материал удерживает абразивные зерна вместе в круге. Чем сильнее связь, тем тверже колесо. Прецизионные шлифовальные круги, как правило, более мягкие, потому что необходимо удалить затупившиеся абразивные зерна с круга, как только они затупятся, чтобы обнажить новые острые зерна на заготовке.
Если этого не сделать, то круг покроется тусклым абразивом. Эффективность резки и чистота поверхности будут низкими. Более поздние буквы алфавита обозначают более сложные оценки. Например, от F до G мягкие, а от R до Z жесткие.
Четвертый символ: Структура (A 60-J8V) Структура или расстояние между абразивными зернами в круге (Рисунок L-49) обозначается цифрами от 1 (плотная) до 15 (открытая). Структура обеспечивает удаление стружки, так что стружка может выбрасываться из круга под действием центробежной силы или вымываться
Рисунок L-48 Три эскиза, иллюстрирующие (сверху вниз) мягкий, средний и твердый круг. Это класс колеса. Белые области — это пустоты, в которых нет ничего, кроме воздуха, черные линии — это связка, а остальные — абразивное зерно. Чем тверже колесо, тем больше доля связи и, как правило, меньше пустот. шлифовальной жидкостью. Если этого не происходит, колесо загружается частицами заготовки (Рисунок L-50) и его необходимо править. Обратите внимание, что на иллюстрациях рабочая подставка и искрогасители сняты, чтобы показать нагруженное и зачищенное колесо.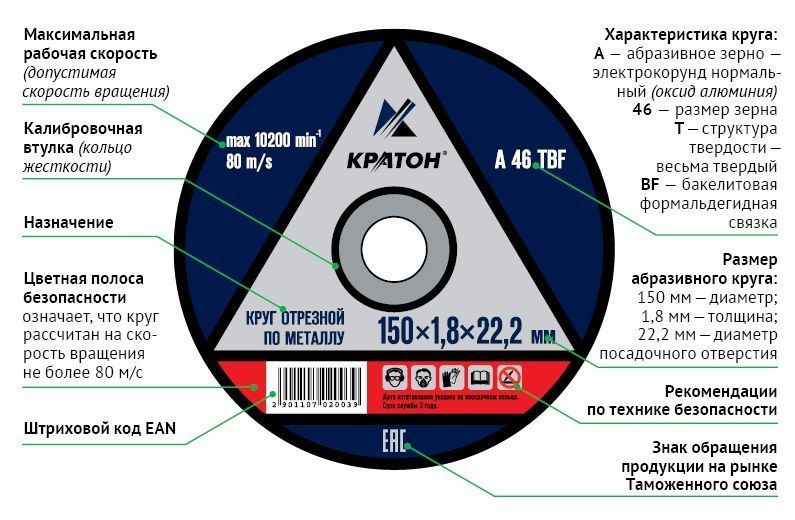 Запрещается использовать кофемолку, если эти функции безопасности не установлены.
Запрещается использовать кофемолку, если эти функции безопасности не установлены.
В механическом цехе чаще всего используются стекловидные связки. Керамические круги используются в основном для прецизионного шлифования. Стекловидные суперабразивные шлифовальные круги становятся все более распространенными. Колеса на резиноидной связке: Рис. L-49. Три одинаковых эскиза, показывающих структуру. От
сверху вниз, плотная, средняя и открытая структура или расстояние между зернами.
Пропорции связки, зерна и пустот на всех трех эскизах примерно одинаковы.0010 необходима гибкость, например, при захвате отливок в литейном цехе с высокими скоростями круга и съемом тяжелого припуска. Резиноидные связки
также используются с суперабразивами для шлифования карбида на инструментальных и режущих шлифовальных станках.
Шлифовальные круги на резиновой связке используются для финишного шлифования поверхностей подшипников. Резина также является обычным связующим материалом для регулировки кругов
на бесцентровых шлифовальных станках. Шеллак
Шеллак
по-прежнему находит ограниченное применение для окончательной шлифовки изнашиваемых поверхностей распределительных валов, хотя для этой задачи чаще используются методы ленточной суперфинишной обработки. Алмазные круги на металлической связке также используются для шлифования твердых неметаллических материалов, таких как керамика и камень. Связи также влияют на скорость вращения колес.
Витрифицированные круги рассчитаны на скорость до 6500 футов в минуту. Резиноидные колеса рассчитаны на скорость 16 000 футов в минуту или выше.
Теги cnc mill advance cnc mill basic cnc mill document cncmill help cnc mill instructure cnc mill learning cnc mill office cnc mill tutorial cnc mill work cnc mill Workshop
Техническая информация и загрузки :: Информация о шлифовальном круге :: Объяснение маркировки шлифовального круга
Для запроса шлифовального круга, пожалуйста, заполните форму внизу этой страницы
Стандартная маркировка шлифовального круга
Для ясности, а также во избежание ошибок при выборе круга было разработано и введено ISO в 1965 году стандартное обозначение спецификации круга. Такие стандарты, как CNS Китайской Республики, JIS Японии , ANSI США и DIN Западной Германии используют этот единый стандарт.
Такие стандарты, как CNS Китайской Республики, JIS Японии , ANSI США и DIN Западной Германии используют этот единый стандарт.
Типичная маркировка круга включает следующую информацию:
При заказе шлифовального круга указывайте свой выбор в следующем порядке:
1. Форма и поверхность круга
2. Размеры: диаметр (D), толщина (T), размер отверстия (H)
3. Характеристики круга: тип абразива, зернистость, марка, структура, связка
Вашингтон | 46 | К | 8 | В | 7Н |
Абразив | Зернистость | Класс | Структура | Тип связки | КИНИК Символ
|
Абразивы | Тип связки | ||
Символы | Характеристики | Символы | Характеристики |
А | Обычный оксид алюминия, твердый и прочный, подходит для мягкой стали. | В (стеклянный) | Наиболее распространенная связка для прецизионной шлифовки пористости и прочности. Колеса, изготовленные на этой связке, обеспечивают высокий съем материала, а их жесткость помогает достичь высокой точности Не подвержен влиянию воды, кислоты, масел или обычных колебаний температуры. |
10А | Первоклассный обычный корунд, твердый и прочный Подходит для круглого шлифования незакаленных сталей. | ||
Вашингтон, 38А | Белый оксид алюминия, твердый и хрупкий. Подходит для всех видов шлифовки стали | ||
32А | Сильный острый монокристаллический оксид алюминия Подходит для всех видов прецизионного заземления инструмента | Б (резиноид) | Используется для кругов в производственных цехах, литейных цехах, заготовочных цехах, заточных и гуммировочных пилах, а также во многих прецизионных применениях. Эта связка также предназначена для изделий из армированного каучука, отрезных кругов или отрезных кругов, а также для захвата переносными шлифовальными машинами |
ФА, 57А | Полухрупкий, со шлифующим действием промежуточный продукт A и WA. Подходит для круглого шлифования стальных лонжеронов. | ||
ПА | Розовый оксид алюминия, подходит для шлифования инструментов и плоского шлифования. | ||
РА | Рубиновый оксид алюминия, менее хрупкий, чем полиамид. Подходит для высоколегированной стали и т. д., при прецизионном шлифовании. | ||
СРП | Специальный розовый абразив, аналогичный 32А. | Р (резина) | Используется для большинства бесцентровых подающих роликов, прецизионных шлифовальных кругов с шариковыми дорожками и для захвата с помощью переносных шлифовальных станков Используется там, где важна чистота, и для отрезных кругов, где необходимо свести заусенцы и прижоги к минимуму |
АЗ | Модифицированный оксид алюминия с высоким содержанием диоксида циркония, используемый в литейных цехах для обработки чугуна и стали для тяжелых работ | ||
С | Черный карбид кремния. Используется для шлифования серого чугуна, цветных металлов и неметаллических материалов, таких как стекло, резина, камни и т. | мг (Оксихлорид магния) | Великолепная связка, используемая для столовых приборов или особо тонких заготовок, шлифовки мраморных поверхностей и суперфинишной обработки. |
ГК | Зеленый карбид кремния хорошо подходит для шлифовки специальных сплавов, таких как карбид вольфрама, холоднокатаная сталь, сапфир, стекло, драгоценные камни и гранит. | ||
Примечание: | Примечание:  | ||
 Чугун и т.п. грубой шлифовки
Чугун и т.п. грубой шлифовки
 Подходит для всех видов твердых сталей при прецизионном шлифовании
Подходит для всех видов твердых сталей при прецизионном шлифовании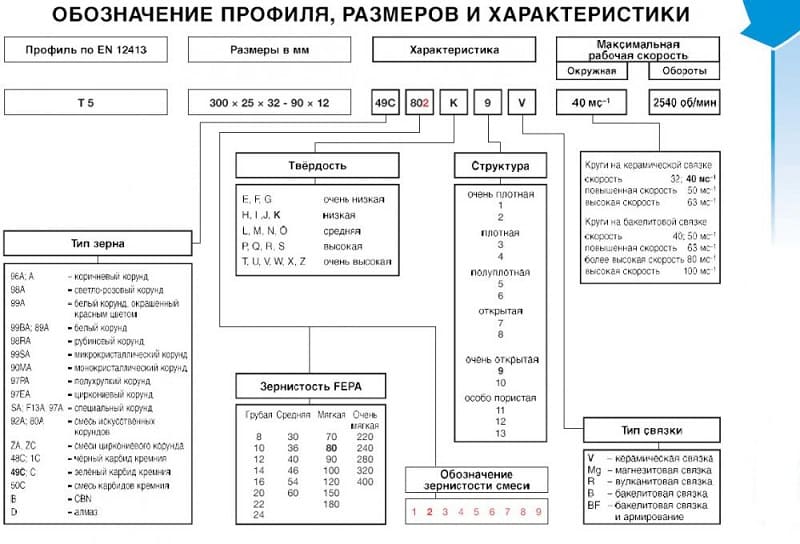 д.
д.