Маркировка шлифовальных кругов алмазных: Круг алмазный шлифовальный: виды, маркировки, зернистость
Содержание
Алмазные круги » Ремонт Строительство Интерьер
23.05.2015
Алмазные круги характеризуются зернистостью, концентрацией кристаллов алмаза в алмазном слое, связкой, твердостью, конструкцией и типом круга.
Зернистость. Для изготовления алмазных кругов используются алмазные порошки, регламентированные ГОСТ 9206—59. Зернистость порошков и ее обозначение приведено в табл. 33.
Зернистость алмазных порошков обозначается так же, как и обычных абразивных, только для натуральных алмазов перед цифрой ставят букву А, а для синтетических — AC. Выбор зернистости определяется требованиями к чистоте поверхности. Чем мельче зерно, тем выше гладкость шлифуемой поверхности. Кругами на органической связке зернистостью А6 — А5 достигается чистота 8—10-го классов, при зернистости АМ40 — АМ14 — чистота 10—11-го классов.
Связка. Для отечественных алмазных кругов используют органические (главным образом бакелитовые) и металлические связки. Бакелитовая связка применяется в кругах, с помощью которых хотят получить высокую чистоту поверхности при высоких скоростях резания. Эти круги обладают свойством самозатачиваемости и используются при доводочных операциях. Металлическая связка обеспечивает более прочное сцепление алмазных зерен с основой и более длительный срок службы кругов. Поэтому круги с металлической связкой применяют при работе на жестких режимах и для предварительной заточки. Металлические связки могут иметь железноникелевую, меднооловянную и другие основы. Недостаток алмазных кругов на металлической связке — засаливаемость и относительно невысокая чистота шлифуемой поверхности (не выше 7—8-го классов). Алмазные круги на бакелитовой связке имеют твердость CM — С2, на металлической — С2 — T1:
Бакелитовая связка применяется в кругах, с помощью которых хотят получить высокую чистоту поверхности при высоких скоростях резания. Эти круги обладают свойством самозатачиваемости и используются при доводочных операциях. Металлическая связка обеспечивает более прочное сцепление алмазных зерен с основой и более длительный срок службы кругов. Поэтому круги с металлической связкой применяют при работе на жестких режимах и для предварительной заточки. Металлические связки могут иметь железноникелевую, меднооловянную и другие основы. Недостаток алмазных кругов на металлической связке — засаливаемость и относительно невысокая чистота шлифуемой поверхности (не выше 7—8-го классов). Алмазные круги на бакелитовой связке имеют твердость CM — С2, на металлической — С2 — T1:
Концентрация. При выборе и эксплуатации алмазных кругов необходимо учитывать алмазную концентрацию, которая определяется содержанием алмаза в 1 мм3 алмазного кольца. Алмазные круги изготовляются четырех концентраций: 50; 100; 150 и 200%.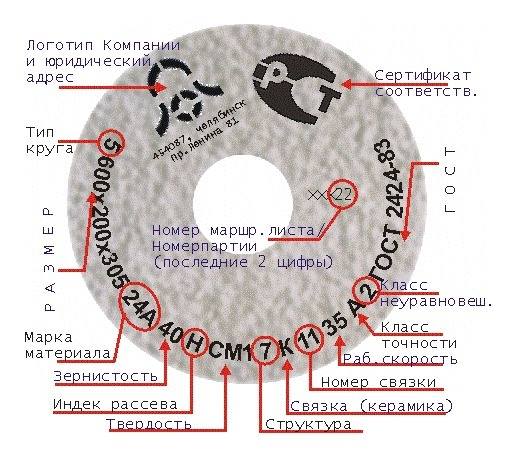 За 100%-ную концентрацию принято содержание в 1 мм3 алмазного кольца 0,878 мг, или 0,00439 карат алмазов. Это соответствует 1/4 объема алмазного кольца. При концентрации 50% содержание алмазов в круге меньше в 2 раза, чем у кругов со 100%-ной концентрацией. Наиболее экономично для предварительной заточки дереворежущего инструмента использовать круги со 100%-ной концентрацией, доводки — с 50%-ной концентрацией.
За 100%-ную концентрацию принято содержание в 1 мм3 алмазного кольца 0,878 мг, или 0,00439 карат алмазов. Это соответствует 1/4 объема алмазного кольца. При концентрации 50% содержание алмазов в круге меньше в 2 раза, чем у кругов со 100%-ной концентрацией. Наиболее экономично для предварительной заточки дереворежущего инструмента использовать круги со 100%-ной концентрацией, доводки — с 50%-ной концентрацией.
Конструкция. Алмазный круг состоит из корпуса, который изготовляется из стали, алюминия или пластмассы, и алмазного кольца, получаемого путем прессования порошкообразной смеси карбидов бора, алмазной пыли и связующего вещества (связки), взятых в определенной концентрации. Алмазное кольцо можно изготовлять отдельно от корпуса и вместе с ним. В первом случае оно приклеивается к корпусу специальным клеем, во втором— прессуется одновременно с корпусом. Корпуса кругов на металлической связке из-за высокой температуры их спекания обычно изготовляют из стали. На алмазные круги на органической и металлической связках НИИАлмаз разработал ГОСТ 9770—61, в котором стандартизированы 86 типоразмеров алмазных кругов. Форма, размеры и характеристика алмазных кругов для заточки и доводки дереворежущего инструмента, оснащенного пластинками твердого сплава, приведены в табл. 34 (по ГОСТ 9770—61).
Форма, размеры и характеристика алмазных кругов для заточки и доводки дереворежущего инструмента, оснащенного пластинками твердого сплава, приведены в табл. 34 (по ГОСТ 9770—61).
Круг следует выбирать с таким расчетом, чтобы ширина b алмазного слоя не превышала высоты напаянной на зуб инструмента пластинки, в противном случае на рабочей поверхности круга может образоваться выточка, что приведет к завалу режущей кромки затачивающего резца. Алмазные круги маркируют; например, маркировка круга А18Т-75 ГОСТ 9770—61 означает: алмазный, скос 18°, тарельчатый, наружный диаметр 75 мм.
Шлифовальные круги из эльбора и алмаза с керамической связкой
Mole Abrasive Ermoli Srl, присутствующая на рынке абразивов более 125 лет, производит шлифовальные круги из эльбора и алмаза с керамической связкой.
ШЛИФОВАЛЬНЫЕ КРУГИ КНБ
КНБ (кубический нитрид бора) получают путем синтеза по технологии, аналогичной алмазной.
Менее твердый, но более устойчивый к температуре алмаза и не содержит углерода.
Считающийся лучшим абразивом для обработки твердых сталей и чугуна, керамическая связка позволяет наилучшим образом использовать его характеристики. Эти точильные камни, в отличие от смолы, металла или электролита, могут быть легко восстановлены или профилированы во время обработки, что позволяет осуществлять непрерывные циклы, которые в противном случае были бы невозможны.
Структура довольно открытая, с контролируемой пористостью и, как следствие, лучшим охлаждением, что приводит к увеличению производительности удаления и снижению расхода на измельчение.
Эти характеристики вместе со свойствами абразива CBN позволяют получить очень высокие характеристики с экономией времени обработки, что в значительной степени компенсирует более высокую стоимость продукта.
Оптимальное применение – внутреннее шлифование сталей твердостью выше 58-60 HRC.
В этом случае достигается отличное удаление, намного превосходящее обычные абразивы, а также круги на основе смолы CBN и металлические связующие.
АЛМАЗНЫЕ ШЛИФОВАЛЬНЫЕ КРУГИ
Даже алмаз подходит для некоторых процессов для агломерации с керамическими связующими.
Полученная в результате пористая структура также позволяет оптимизировать охлаждение, что очень важно для этих шлифовальных кругов, поскольку алмаз при температуре выше 700°C превращается в графит и полностью теряет свои абразивные свойства.
Использование эксклюзивных керамических связующих не позволяет получить очень твердые круги, подходящие, например, для заточки инструментов.
Вместо этого компания производит очень подходящие круги для обработки с большой контактной поверхностью, например, для вертикальной оси, сплошного обода или шлифования или для шлифования с подушками или сегментами. Отличные результаты были получены с кругами на основе колодок при шлифовании сферических клапанов с твердосплавной поверхностью, используемых в нефтяной промышленности.
МАРКИРОВКА ШЛИФОВАЛЬНЫХ КРУГОВ
Система маркировки компании точно классифицирует все характеристики и спецификации их колес.
Например, код 100x20x25 — F20x5 — 1A1 — 2B 91 C100 N5 VB означает:
| 100x20x25 | внешние размеры (диаметр x толщина x отверстие) |
| F20x5 | секция обода |
| 1A1 | , в соответствии со стандартами FEPA |
| 2B | |
| 91 | размер зерна в соответствии со стандартами FEPA |
| С100 | концентрация в карат/см3 |
| N5 | твердость и структура |
| ВБ | тип связки, керамическая |
ПАРАМЕТРЫ ПРИМЕНЕНИЯ, ОХЛАЖДАЮЩИЕ ЖИДКОСТИ ДЛЯ ПРАВКИ
Ermoli Srl может порекомендовать подходящие рабочие параметры (такие как глубина резания за проход, вращение заготовки, шаг и окружная скорость шлифовального круга), которые могут повлиять на их производительность обработки.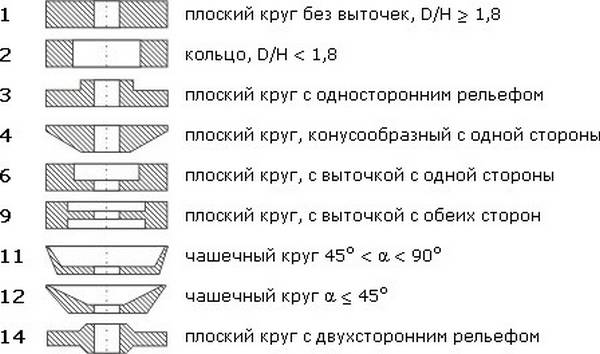 С керамической связкой круги можно ремонтировать или перепрофилировать непосредственно на станке, используя малые алмазные круги, вращающиеся с высокой скоростью, алмазные катки или дробилки, правящие станки на основе колодок или станки с тормозным управлением.
С керамической связкой круги можно ремонтировать или перепрофилировать непосредственно на станке, используя малые алмазные круги, вращающиеся с высокой скоростью, алмазные катки или дробилки, правящие станки на основе колодок или станки с тормозным управлением.
Такого рода операции обычно требуют большого количества охлаждающей жидкости, особенно после использования инструментов для правки, управляемых тормозами или машинами, для сброса шлифовального круга с корундовыми абразивными стержнями для восстановления полной шлифовальной способности.
Компания предлагает использовать легкое и низковязкое прямолинейное масло, которое действует как смазка для снижения трения, продления срока службы шлифовального круга и улучшения качества отделки. Можно использовать различные типы эмульгируемых масел, но всегда в относительно высоких концентрациях (не менее 5-6%). Следует избегать сухой обработки.
последнее обновление
вторник, 14 марта 2023 г.
Прореживание шлифовальным кругом (шлифование)| DISCO Technology Совершенствуя передовые технологии
Обзор утонения с помощью шлифовального круга
Шлифование — это процесс изготовления заготовок в форме досок тонкими (толщиной примерно менее 1 мм) и плоскими с помощью шлифовального круга.
Шлифовальный круг представляет собой абразив, в котором используется синтетический алмаз. Сегменты колес (толщина: несколько миллиметров, высота: 3–5 мм) расположены вдоль кольцеобразной колесной базы. Существуют различные типы шлифовальных кругов, которые имеют различные размеры абразива, связующие материалы, толщину сегментов и т. д.
Шлифовальный круг крепится к оси обработки так, чтобы он был параллелен поверхности стола патрона. Он прижимается к заготовке при вращении с высокой скоростью, чтобы сделать заготовку тонкой и плоской. Шлифовальный круг имеет диаметр, равный или больший, чем диаметр заготовки, и круг расположен так, что половина перекрывает заготовку. И шлифовальный круг, и стол патрона вращаются во время процесса (шлифование с подачей).
В процессе шлифования подается вода (деионизированная или водопроводная) для охлаждения точки обработки и удаления стружки. Стол патрона имеет слегка коническую форму, так что контакт между заготовкой и шлифовальным кругом составляет только половину круга на протяжении всего процесса.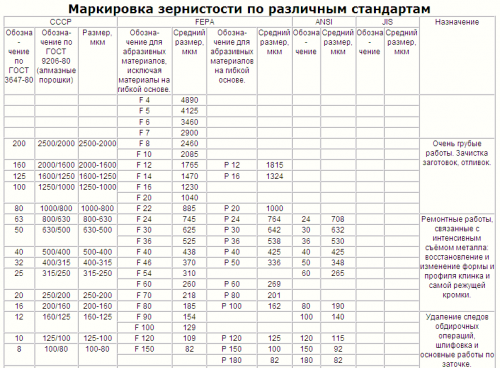 На отшлифованной поверхности можно наблюдать следы пилы, а шероховатость поверхности зависит от зернистости шлифовального круга.
На отшлифованной поверхности можно наблюдать следы пилы, а шероховатость поверхности зависит от зернистости шлифовального круга.
Пластины шлифуются на обратной стороне рисунка полупроводниковой схемы, отсюда и название «обратная шлифовка» (BG) для этого процесса. При обработке до толщины в несколько сотен микрон, толщиной более 100 мкм риск поломки пластины не так высок. Однако при толщине менее 100 мкм высок риск поломки пластины, поэтому для утончения необходимы такие решения, как изменение метода переноса подложки в технологическом оборудовании и тщательный выбор типа шлифовального круга.
Прикладное технологическое оборудование
Полностью автоматический шлифовальный станок
Полностью автоматическое оборудование для шлифовальных кругов
Автоматический шлифовальный станок
Полуавтоматическое оборудование для шлифовальных кругов
Полностью автоматический шлифовальный станок (полностью автоматическое оборудование для шлифовальных кругов)
Имеющиеся в настоящее время шлифовальные станки имеют различные автоматические функции.
