Маркировка шлифовальных кругов старая и новая разница: Страница не найдена — СтройПомощник
Содержание
Маркировка шлифовальных кругов расшифровка по новому
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
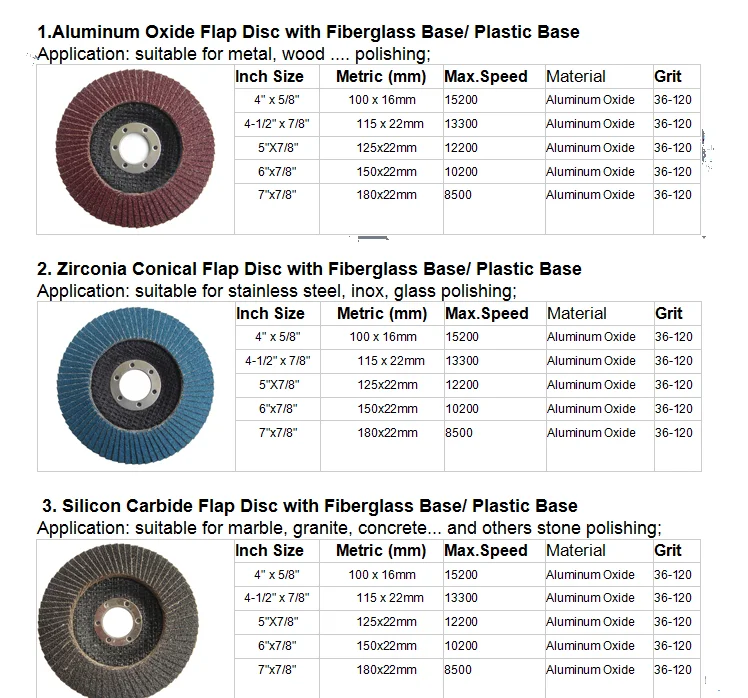
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировки алмазного диска: что означает
Стандарты качества зафиксированы в ГОСТах. Существуют и другие международные документы, регламентирующие технические особенности шлифовальных алмазных кругов. Если ориентироваться на ГОСТ, на конкретном примере рассмотрим специфику маркировки алмазных кругов.
Если ориентироваться на ГОСТ, на конкретном примере рассмотрим специфику маркировки алмазных кругов.
Например, 12А2-30 (АЧК) 120x15x5x28 AC3 140/110 B2-01 100%:
- речь идет об алмазном круге с конической чашей под уклоном 30 градусов;
- наружный диаметр диска составляет 120 мм;
- 15 – это ширина алмазного слоя, режущей части;
- 28 – показатель посадки;
- AC3 – синтетический круг с показателем зернистости алмазного диска 3;
- 140/110 – соотношение алмазного порошка;
- B2-01 – органическая связка;
- 100% — процентное соотношение алмазной крошки в режущей части.
В таблице отображена маркировка алмазных кругов
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
- Электрокорунд
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
- Карбид кремния
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
- Эльбор
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
- Алмаз
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D – это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т. е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
8,9,10 – открытая;
11,12 – пористая.
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- – сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
- – кольцевой тип (К)
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента. 36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- – тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).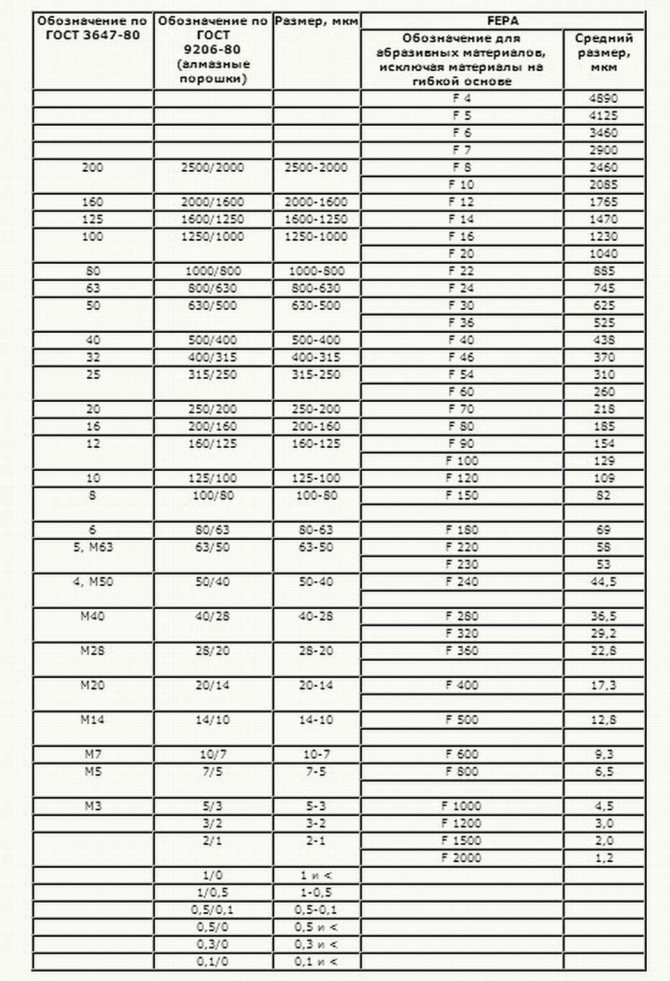
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Маркировка по размерам
Главными показателями размеров абразивных кругов, которые применяются при маркировке, являются внешний и внутренний диаметр, а также высота, или ширина диска. Внешинй диаметр обозначается большой латинской буквой D, внутренний – d, ширина или высота диска – H. Все обозначения указываются в мм.
Размер дисков может колебаться в диапазоне от 3 до 1100 мм.
Вместе с размером часто можно встретить класс неустойчивости, который делиться на 4 группы. Класс неустойчивости особенно важен, когда требуется добиться высокой точности обработки материалов. Диски идеальной формы и балансировки обозначаются АА.
Диски идеальной формы и балансировки обозначаются АА.
Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Такое изобилие конструктивных признаков должно было породить великое множество разновидностей этого инструмента. На самом деле существует немногим более двух десятков конструктивных вариантов, которые практически полностью перекрывают все потребности современного производства. Ниже показана одна из подборок с самыми распространенными корпусами.
Особенности подбора кругов по зернистости
Чем меньше размер зерна, тем выше качество обрабатываемой поверхности, ниже значение шероховатости.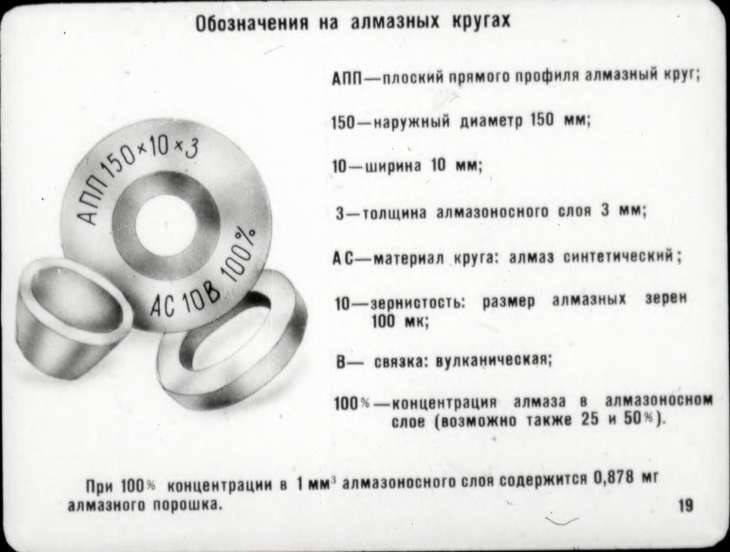 Но при этом следует учесть, что мелкий абразив уменьшает производительность, приводит к засаливанию поверхности круга. Поэтому мелкозернистые алмазные диски применяются на завершающем этапе, при финишной обработке поверхностей деталей, а также при заточке резцов, ножей и другого режущего инструмента. Среднезернистые круги применяются при получистовой обработке металлических изделий. Крупнозернистые – для черновой обработки и обдирки заготовок.
Но при этом следует учесть, что мелкий абразив уменьшает производительность, приводит к засаливанию поверхности круга. Поэтому мелкозернистые алмазные диски применяются на завершающем этапе, при финишной обработке поверхностей деталей, а также при заточке резцов, ножей и другого режущего инструмента. Среднезернистые круги применяются при получистовой обработке металлических изделий. Крупнозернистые – для черновой обработки и обдирки заготовок.
При подборе зернистости круга необходимо учесть и свойства материала обрабатываемой детали. Размер абразива должен увеличиваться при повышении вязкости или твердости обрабатываемого материала. От зернистости зависит и выбор глубины шлифования. Чем крупнее абразивное зерно, тем больше может быть величина поперечной подачи инструмента. Также возможно и увеличение глубины съёма слоя металла при применении СОЖ.
Преимущества алмазов перед обычным абразивным инструментом
Твердость алмаза намного превосходит твердость всех известных на сегодня абразивных материалов. По этому параметру с ним сопоставим только эльбор (боразон), который имеет несколько меньшую твердость, но лучшую теплопроводность.
По этому параметру с ним сопоставим только эльбор (боразон), который имеет несколько меньшую твердость, но лучшую теплопроводность.
В зарубежной технической литературе эти два вещества выделяют в отдельную категорию «суперабразивы», а у нас называют сверхтвердыми материалами (СТМ). Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов.
Главное достоинство кругов из сверхтвердых материалов — это сохранение заданной точности профиля при шлифовке специальных сталей и изделий из керамики и твердых сплавов. Поэтому алмазные круги широко применяются в инструментальных производствах для точной шлифовки осевого, прессового и измерительного инструмента.
Кроме особой точности, этот инструмент обладает очень высокой производительностью. Также с помощью таких кругов режут и обрабатывают стекло, керамику и минеральные конструкционные материалы.
Формы алмазных шлифовальных кругов — Мастерок
Содержание
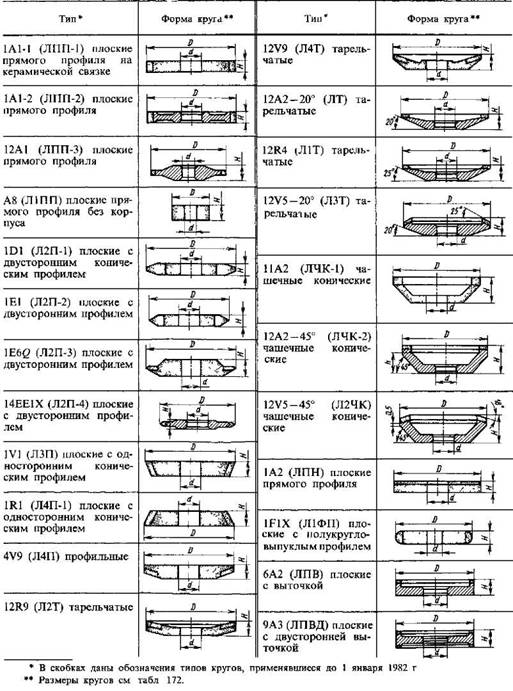
- Алмазные круги имеют различный профиль:
- Алмазные чашки (12А2 45, 12V5 45, 11V9 70)
Алмазные тарелки (12R4, 12A2 20, 4A2, 4B2)
Алмазные круги прямого профиля (1A1, 14A1, 3A1)
Алмазные круги плоского профиля (6А2, 9A3, 6A9)
Алмазные отрезные круги 1А1R - Диаметр алмазного круга
- Размер алмазного слоя
- Концентрация алмазов в алмазных кругах
- Подбор концентрации алмазного слоя
- Применение алмазных кругов в зависимости от зернистости:
- Связки для алмазных кругов
- Посадочный диаметр алмазных кругов
- Сфера применения алмазного шлифовального инструмента
- Конструкция шлифовальных алмазных кругов
- Корпус
- Концентрация алмазов
- Зернистость
- Связки для алмазных шлифовальных кругов
- Твердость шлифовальных кругов
- Класс точности
- Класс неуравновешенности
- Виды работы: с охлаждением и без него
- Геометрические параметры кругов
- Классификация
- Маркировка шлифовальных кругов
- Тип шлифующего абразива
- Шлифовальные круги, зернистость (маркировка)
- Размер кругов
- Класс неустойчивости (неуравновешенности)
- Структура
- Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
- Маркировка по типам связки
- Показатели твердости
- Зернистость
Алмазные круги имеют наибольшую популярность в современной промышленности из всего разнообразия
Алмазные круги имеют различный профиль:
Алмазные круги имеют различные, в зависимости от назначения профили: чашечного, тарельчатого, прямого, плоского, отрезные и круги со специальным профилем.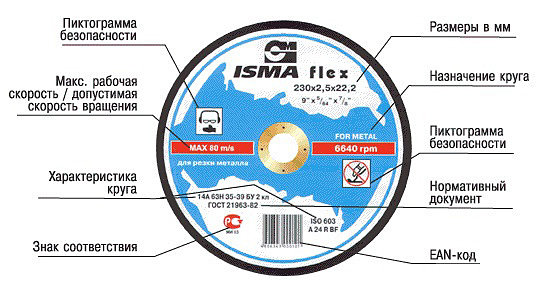
Алмазные чашки (12А2 45, 12V5 45, 11V9 70)
Алмазные тарелки (12R4, 12A2 20, 4A2, 4B2)
Алмазные круги прямого профиля (1A1, 14A1, 3A1)
Алмазные круги плоского профиля (6А2, 9A3, 6A9)
Алмазные отрезные круги 1А1R
Диаметр алмазного круга
В зависимости от оборудования и величины обрабатываемой поверхности выбирается наружный диаметр алмазного круга (от 3 мм до 1 метра).
Размер алмазного слоя
Ширина алмазоносного слоя выбирается исходя из назначения
круга и его эффективности в процессе эксплуатации. Например
ширина слоя отрезных кругов 1А1R лежит в пределах 1,5-3 мм,
а для кругов прямого профиля и чашечных она доводится до 10-20 мм.
Концентрация алмазов в алмазных кругах
Важной характеристикой алмазных кругов, которая определяет режущую способность и производительность, является концентрация алмаза в алмазоносном слое. Промышленность выпускает стандартные пропорции: 25%, 50%, 100% (при 100%-ной концентрации содержится 0,878 мг алмазного зерна в 1 кубическом мм алмазоносного слоя).
Промышленность выпускает стандартные пропорции: 25%, 50%, 100% (при 100%-ной концентрации содержится 0,878 мг алмазного зерна в 1 кубическом мм алмазоносного слоя).
Характерной особенностью алмазного круга является то, что работа алмазоносного слоя происходит не за счет полного износа зерен, а вследствие выпадания их из круга.
Подбор концентрации алмазного слоя
При подборе оптимальной концентрации алмаза в алмазоносном слое действует следующее правило:
— при небольшой контактной поверхности между шлифовальным кругом и обрабатываемой деталью, например при круглой шлифовке, необходимо выбирать высокую концентрацию алмаза. Благодаря этому обеспечивается износостойкость инструмента, даже при высоких нагрузках (100%).
— при большой контактной поверхности требуется принятия мер по снижению температуры в зоне шлифования и уменьшению усилий шлифования для исключения прижогов. В этом случае следует использовать низкую концентрацию алмаза (50%).
Круги с 25%-ной концентрацией применяются для доводочных работ.
Применение алмазных кругов в зависимости от зернистости:
Зернистость круга выбирается в зависимости от требуемой чистоты обрабатываемой поверхности.
Для чернового шлифования применяют алмазные круги зернистостью:
400/315
315/250
250/200
200/160
160/125
Для чистового шлифования применяют алмазные круги зернистостью:
125/100
100/80
Для тонкого шлифования применяют алмазные круги зернистостью:
80/63
63/50
50/40
Для доводки и полирования алмазные круги зернистостью:
60/40
40/28
28/20
20/14
14/10
10/7
7/5
5/3
3/2
Связки для алмазных кругов
Алмазные круги на металлической связке (М) (В качестве металлической связки применяется бронза и ее модификации). Металлическая связка используется для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердосплавного инструмента, шлифования изделий из твердого сплава, стекла, керамики, полупроводниковых и труднообрабатываемых материалов с применением охлаждающей жидкости.
Алмазные круги на органической связке (В) (В качестве органической связки применяется обычно бакелит). Органическая связка применяется для чистовых и доводочных работ: чистовой заточки и доводки режущего инструмента из твердых сплавов и сверхтвердых материалов, чистового шлифования и доводки измерительного инструмента, для обработки материалов высокой твердости.
Кубический нитрит бора (CBN): Шлифование и доводка инструмента из вольфрамовых (Р18, Р12, Р9), вольфрамо-молибденовых (Р6М5) и других быстрорежущих сталей. Деталей из жаропрочных, нержавеющих и высоколегированных конструкционных сталей высокой твердости (НРС 55 и выше).
- Шлифовка и доводка однолезвийного инструмента: медицинских, маникюрных, ножниц, ножей, топоров, пил, коньков, стамесок, рубанков, цепи бензопил…
- Шлифовка и доводка многолезвийного инструмента: пилы для деревообработки, разверток, зенкеров, сверл, фрез.
- Шлифование корпусных изделий, резьбы, профиля зубьев шестерен… Деталей, получение высокой точности которых ограничивается большими тепловыми деформациями.
Посадочный диаметр алмазных кругов
— 16, 20 мм для бытовых заточных станков
— 32, 51, 76, 127, 203 для промышленных шлифовальных станков.
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.
Сфера применения алмазного шлифовального инструмента
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.

Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.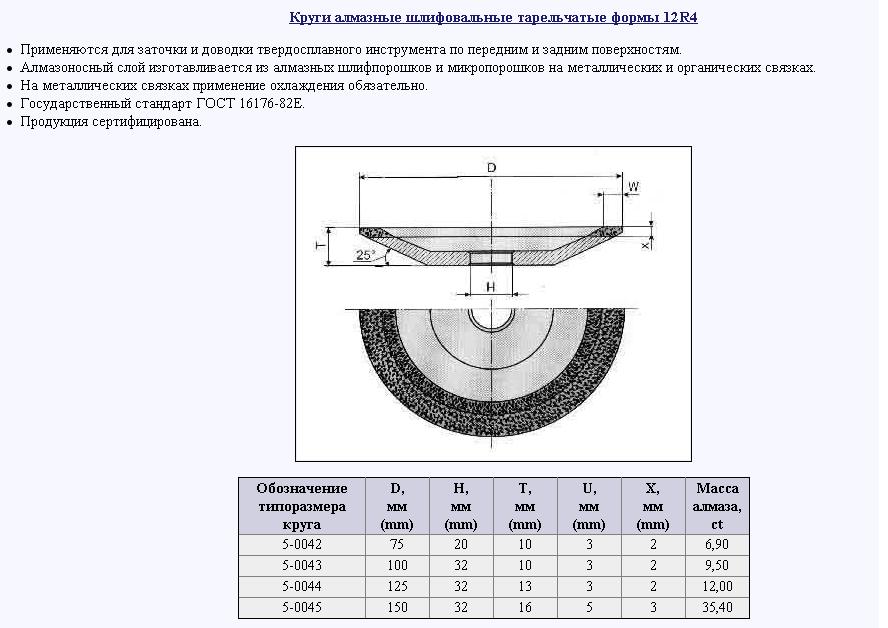
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня.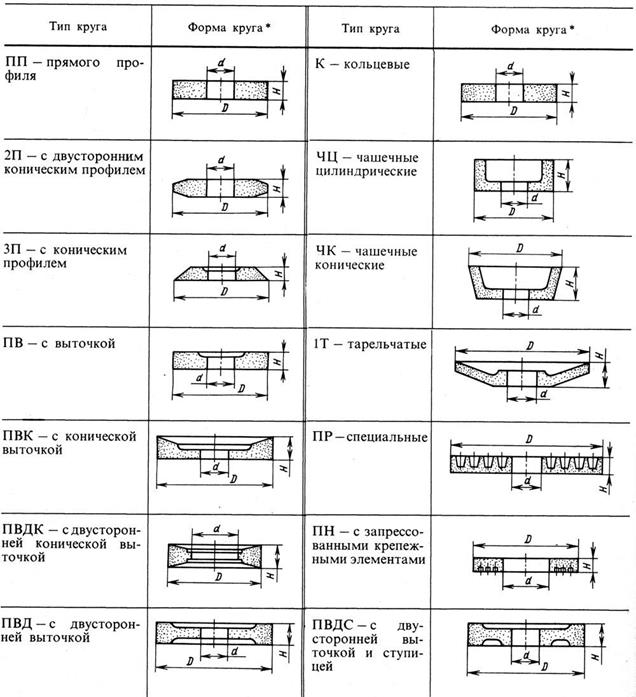 Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Твердость шлифовальных кругов
Показатель твердости круга не зависит от твердости алмазного покрытия. Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
От твердости в большой мере зависит самозатачиваемость круга – его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. При работе режущие зерна раскалываются и выпадают, при этом начинают действовать новые алмазы, что предотвращает появления трещин и прижогов на обрабатываемой поверхности. Возможность самозатачивания уменьшается с увеличением твердости круга.
Возможность самозатачивания уменьшается с увеличением твердости круга.
Круги подразделяются по твердости на 8 групп, обозначаемых согласно ГОСТам 19202-80 и Р 52587-2006 следующими знаками:
- ВМ1, ВМ2 F, G – весьма мягкие;
- H, I, J, М1, М2, М3 – мягкие;
- K, L, СМ1, СМ2 – среднемягкие;
- M, N, С1, С2 – средние;
- O, P, Q, СТ1, СТ2, СТ3 – среднетвердые;
- R, S, Т1, Т2 – твердые;
- T, U, ВТ – весьма твердые;
- X, Y, Z, V, W, ЧТ – чрезвычайно твердые.
Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала. Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна). Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов.
Повышенная твердость круга потребуется, если требуется соблюдать высокую точность размеров и форм. Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую».
Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую».
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Класс неуравновешенности
Показатель неуравновешенности массы алмазного шлифовального круга зависит от равномерности абразивной массы, точности формы, качества прессования и других параметров, приобретаемых при изготовлении. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4).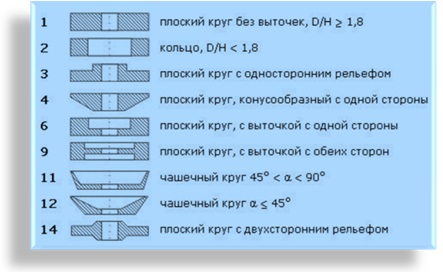 К точности балансировки в сборе этот показатель не относится.
К точности балансировки в сборе этот показатель не относится.
Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.
Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Геометрические параметры кругов
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др.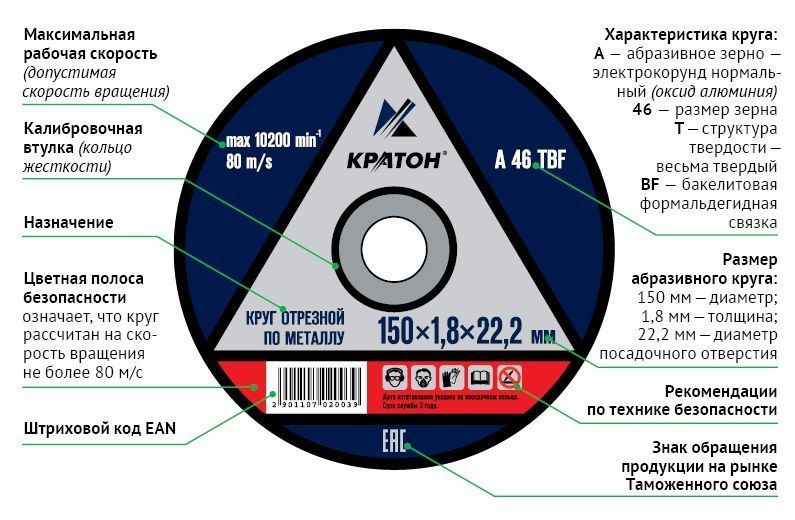 Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала).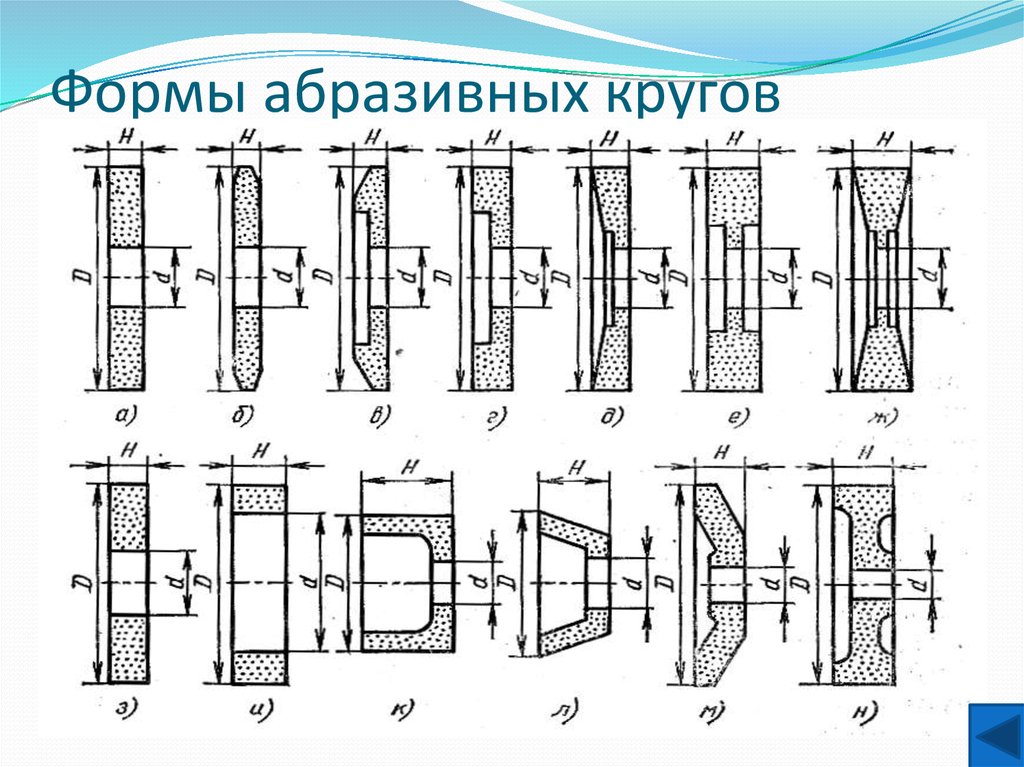 Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).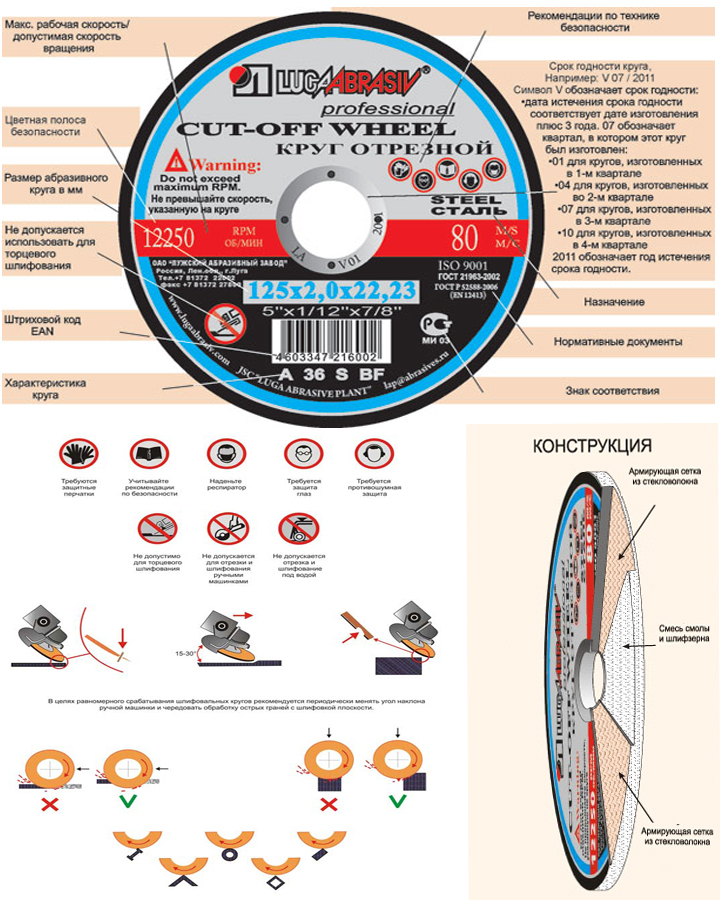
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D – это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- – сечение круга прямого профиля (ПП).
 Подходит для универсального применения
Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- – тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М»..jpg) Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Абразивные круги для шлифовки металла
Содержание
- 1 Классификация
- 2 Маркировка шлифовальных кругов
- 2.1 Тип шлифующего абразива
- 2.2 Шлифовальные круги, зернистость (маркировка)
- 2.3 Размер кругов
- 2.4 Класс неустойчивости (неуравновешенности)
- 2.5 Структура
- 2.6 Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
- 2.7 Маркировка по типам связки
- 2.8 Показатели твердости
- 2.9 Зернистость
- 3 Назначение шлифовальных кругов
- 4 Виды шлифовальных кругов
- 4.1 Шлифовальные
- 4.2 Обдирочные
- 5 Обозначения шлифовальных кругов по ГОСТ
- 5.1 Форма круга
- 5.2 Размер
- 5.3 Вид абразива
- 5.4 Зернистость
- 5.5 Твердость
- 5.6 Структура
- 5.7 Вид связки
- 5.
 8 Скорость вращения
8 Скорость вращения - 5.9 Класс точности
- 5.10 Класс неуравновешенности
- 6 Роль связок
- 7 Как правильно выбрать шлифовальный круг
- 7.1 Оксид алюминия (ALUMINIUM OXIDE)
- 7.2 Цирконат алюминия (ZIRCONIA ALUMINA)
- 7.3 Технология микрорепликации Trizact ™
- 7.4 Шлифовальные круги из нетканого абразивного материала
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки.
 Как правило, имеют небольшую прочность.
Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.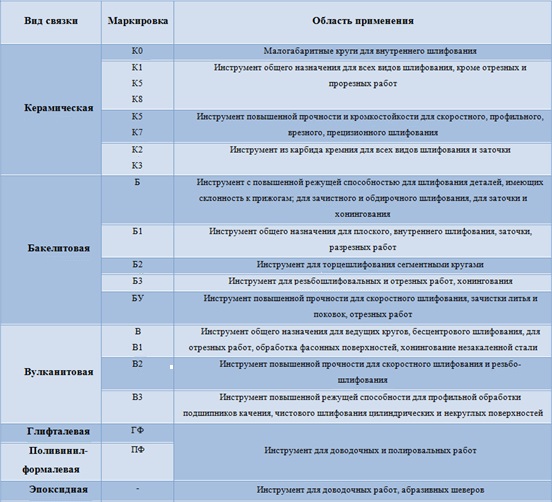
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D – это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- – сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- – тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).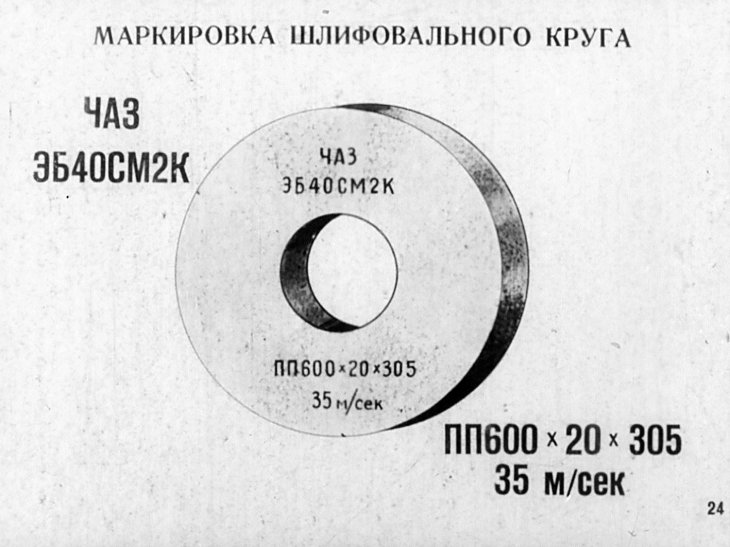
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
По устоявшейся традиции один из самых распространенных инструментов для абразивной обработки – круг шлифовальный. Это связано с тем, что такие изделия с незапамятных времен производились в виде диска с отверстием посередине и использовались для вращательной шлифовки металла, дерева и камня. Применяемый для этих же целей современный инструмент имеет самые разнообразные формы (диск, цилиндр, конус, тарелка, чашка), но в обиходе и технической литературе по-прежнему называется шлифовальным кругом. Материалом для изготовления таких абразивных кругов служит композит, состоящий из прочной основы, равномерно заполненной мелкими режущими зернами. В древности для этих целей использовали природные минералы, в основном твердые песчанки, а в наше время все абразивные композиты искусственные. Шлифовальные круги имеют множество разновидностей и типоразмеров и применяются как при шлифовке приводным инструментом (на болгарках и прямошлифовальных машинках), так и для работы на промышленных шлифовальных станках.
Материалом для изготовления таких абразивных кругов служит композит, состоящий из прочной основы, равномерно заполненной мелкими режущими зернами. В древности для этих целей использовали природные минералы, в основном твердые песчанки, а в наше время все абразивные композиты искусственные. Шлифовальные круги имеют множество разновидностей и типоразмеров и применяются как при шлифовке приводным инструментом (на болгарках и прямошлифовальных машинках), так и для работы на промышленных шлифовальных станках.
Назначение шлифовальных кругов
Шлифовальный инструмент предназначен для удаления поверхностного слоя материала в целях придания детали заданных геометрических размеров или требуемой шероховатости поверхности. Кроме того, прямой шлифовальный диск используется для обдирки литых заготовок, зачистки сварных швов, а также удаления окалины, ржавчины и других загрязнений с поверхности металлических изделий. Различные формы шлифовальных кругов позволяют производить механическую обработку и шлифовку не только прямых, но и криволинейных поверхностей.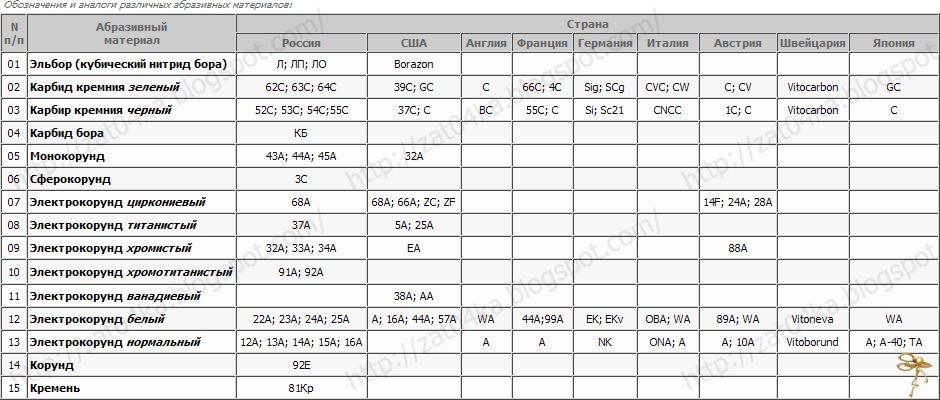 При этом абразивный инструмент может выступать в роли шаблона для профиля обрабатываемой поверхности. Тонкая шлифовка выполняется для придания поверхности изделия необходимого класса чистоты. Для этого используют полировальные диски с очень мелким зерном и мягкой связкой. Еще одна область использования шлифовальных кругов — заточка различного инструмента: столярного, слесарного и металлорежущего, используемого на станках.
При этом абразивный инструмент может выступать в роли шаблона для профиля обрабатываемой поверхности. Тонкая шлифовка выполняется для придания поверхности изделия необходимого класса чистоты. Для этого используют полировальные диски с очень мелким зерном и мягкой связкой. Еще одна область использования шлифовальных кругов — заточка различного инструмента: столярного, слесарного и металлорежущего, используемого на станках.
Отдельную категорию составляют шлифкруги с хвостовиком, предназначенные для работы ручным приводным инструментом с зажимными патронами.
Виды шлифовальных кругов
Существуют различные классификации видов шлифовальных кругов, основанные на их технических характеристиках: по форме, по марке абразива, по виду связки, по зернистости. Совокупности таких параметров определяют вид обработки, для которой может использоваться тот или иной абразивный диск. По производственному назначению они делятся на шлифовальные (для грубой и тонкой шлифовки) и зачистные (обдирочные). Первые применяют для всех типов шлифования и заточки, а вторые — для очистки металлических поверхностей от различных загрязнений.
Первые применяют для всех типов шлифования и заточки, а вторые — для очистки металлических поверхностей от различных загрязнений.
Один из самых распространенных подвидов шлифкругов, имеющий собственное название, — это наждачные круги, используемые в электроточилах.
Шлифовальные
Абразивные диски, используемые для механообработки, заточных операций, шлифовки и полировки, обобщенно называют шлифовальными. В основном, их применяют для удаления неровностей и уменьшения шероховатости поверхностей на изделиях из минеральных материалов и различных металлов. Существует большое количество форм и типоразмеров такого инструмента, большинство из которых предназначено для шлифовальных работ по металлу. Кроме самых обычных шлифкругов с прямым профилем, которые повсеместно используют для заточки инструмента и обработки плоских поверхностей, существует множество других типов специальной формы. К примеру, тарельчатые круги применяют для обработки зубьев долбяков и фрез, конические — для шлифовки резьбы, чашки — для торцевого шлифования. Также существуют шлифкруги для полировочных работ по плоским и профильным поверхностям.
Также существуют шлифкруги для полировочных работ по плоским и профильным поверхностям.
Обдирочные
Одна из разновидностей вращательного шлифовального инструмента – круг зачистной. По этому названию можно понять, что их применяют для зачистки поверхностей перед основными операциями механообработки или сварки. Эти шлифкруги имеют прямой профиль (тип по ГОСТ № 1), и поэтому еще одно наименование такого инструмента — диск зачистной. Они используются для обработки литья и сварных швов, а также для удаления заусенцев, ржавчины и старых лакокрасочных покрытий. Если зачистной диск применяется для снятия корок и окалины с литых заготовок и поковок, то он называется обдирочный. В процессе работы зачистные круги подвергаются сильному ударному воздействию, поэтому в качестве связки в них используют бакелитовые смеси.
Обозначения шлифовальных кругов по ГОСТ
Основными характеристиками шлифовальных кругов являются его форма, геометрические размеры, типы абразива и связующего материала, твердость и скоростные параметры.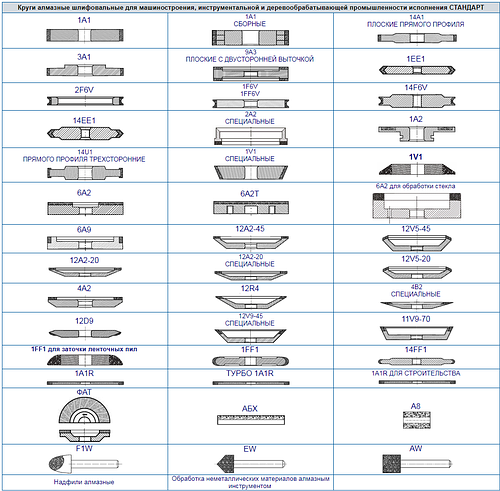 При маркировке абразивных кругов различные производители ориентируется как на старые, так и на новые редакции ГОСТ, но в целом она содержит одну и ту же информацию с небольшими отличиями, которые, в основном, касаются обозначений зернистости и твердости. Технические параметры шлифкругов могут наноситься на внешнюю поверхность диска как в виде одной строки, так и отдельными информационными блоками.
При маркировке абразивных кругов различные производители ориентируется как на старые, так и на новые редакции ГОСТ, но в целом она содержит одну и ту же информацию с небольшими отличиями, которые, в основном, касаются обозначений зернистости и твердости. Технические параметры шлифкругов могут наноситься на внешнюю поверхность диска как в виде одной строки, так и отдельными информационными блоками.
Однострочная маркировка шлифовального круга, изображенного ниже, выглядит так: 125х20х32 63С 40 К-L V 35 м/с ГОСТ 52781-2007. Если с размерами и скоростью в этой строке все понятно, то остальные параметры требуют расшифровки. 63С означает, что шлифовальный круг изготовлен из зеленого карбида кремния, 40 — код зернистости, K-L — тип твердости, V — керамическая связка. Хотя полный формат ГОСТ маркировочной строки включает в себя десять полей: [Тип] [Размеры] [Марка абразива] [Зернистость] [Твердость] [Структура] [Связка] [Линейная скорость] [Класс точности] [Класс неуравновешенности] [Нормативный документ], – обозначения некоторых характеристик в маркировке реальных изделий могут опускаться.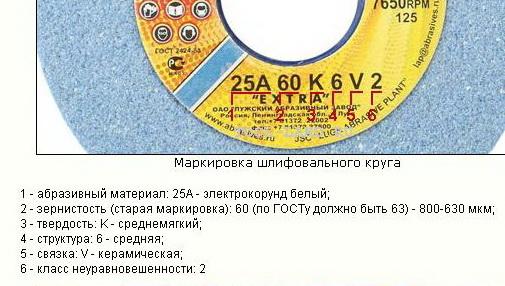
Форма круга
ГОСТ 52781—2007 описывает шлифовальные круги двадцати четырех форм, каждому из которых присвоено название и цифровой код, указываемый в первом поле маркировки. К примеру, самый массовый шлифкруг прямого профиля имеет код «1», а чашечный конический, который в обиходе называют «чашка шлифовальная» — «11». Кроме них, в перечне ГОСТ присутствует множество форм с различными вытачками и профилированными рабочими поверхностями, среди которых самые распространенные — это тарельчатые шлифовальные круги.
Размер
В этом же ГОСТ приводятся таблицы с нормативными размерами каждой формы шлифовальных кругов, которые указываются во втором поле маркировочной строки. Для шлифкруга прямого профиля установлен размерный ряд из тридцати диаметров в интервале от 6 до 1250 мм, при этом каждому диаметру соответствует определенный набор значений посадочных отверстий и толщин. Профильные шлифовальные круги имеют гораздо меньше вариантов диаметров: от четырех до десяти.
Вид абразива
Третье поле маркировки шлифовального круга содержит код марки абразива, использованного при его изготовлении. Самыми распространенными среди них являются электрокорунд и карбид кремния. В зависимости от процентного содержания оксида алюминия электрокорунд делится на белый (обозначение сортов — от 22А до 25А) и нормальный (12А÷16А). Кроме того, существует несколько его разновидностей с добавками оксидов хрома, циркония и титана, которые применяют в шлифкругах специального назначения. В качестве абразива используют два вида карбида кремния: черный и зеленый. Сорта первого обозначаются литерами от 52С до 55С, а второго — от 62С до 64С.
Карбид кремния тверже электрокорунда, но более хрупок, менее теплостоек и хуже удерживается связующим материалом шлифовального круга.
Зернистость
Значение зернистости указывают в четвертом поле маркировки. Этот параметр определяет класс чистоты поверхности после ее обработки шлифовальным кругом: чем меньше размер зерна абразива, тем меньше ее шероховатость. Но мелкое зерно не позволяет снимать большие припуски, что снижает производительность шлифования. Этот параметр необходимо выбирать в соответствии с видом обработки: для обдирки использовать шлифкруги с крупным зерном, а для шлифовки и заточки — с мелким.
Но мелкое зерно не позволяет снимать большие припуски, что снижает производительность шлифования. Этот параметр необходимо выбирать в соответствии с видом обработки: для обдирки использовать шлифкруги с крупным зерном, а для шлифовки и заточки — с мелким.
В разных ГОСТ и для разных материалов используют отличные друг от друга системы обозначения зернистости шлифовальных кругов. В приведенном выше примере применено обозначение по ГОСТ 3647-80, в соответствии с которым код зернистости необходимо умножить на десять, в результате чего получится примерный размер зерна в микронах. «Примерный» — потому что по таблице ГОСТ числу 40 соответствует интервал в 400–500 мкм. В ГОСТ Р 52381-2005 используется международное обозначение зернистости, которое состоит из буквы F и числа. Эта кодировка подчиняется следующему правилу: чем больше число в обозначении, тем меньше размер зерна. Например, при F 10 размер зерна равен 2085 мкм, а при F 100 — 129 мкм.
Твердость
Коду твердости отведено пятое поле маркировки шлифкругов. В данном случае речь идет не об абразиве, а о твердости шлифовального круга, которая в большей степени зависит от вида и качества связующего материала. Этот параметр напрямую влияет на способность шлифовального круга самозатачиваться в процессе обработки материала, т. е. очищаться от поврежденных и затупившихся частиц абразива и таким образом восстанавливать свою режущую поверхность. В соответствии с ГОСТ Р 52587-2006 установлено восемь видов твердости, каждому из которых присвоено несколько латинских букв для обозначения диапазона твердости внутри отдельного вида. Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
В данном случае речь идет не об абразиве, а о твердости шлифовального круга, которая в большей степени зависит от вида и качества связующего материала. Этот параметр напрямую влияет на способность шлифовального круга самозатачиваться в процессе обработки материала, т. е. очищаться от поврежденных и затупившихся частиц абразива и таким образом восстанавливать свою режущую поверхность. В соответствии с ГОСТ Р 52587-2006 установлено восемь видов твердости, каждому из которых присвоено несколько латинских букв для обозначения диапазона твердости внутри отдельного вида. Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
Структура
В шестом поле маркировочной строки указывают код структуры шлифовального круга. В данном случае слово «структура» означает соотношение объема абразивных частиц к общему объему изделия. Этот параметр характеризуется понятием «плотность»: чем больше зерен в единице объема, тем выше плотность структуры, а ее состав более абразивен. Плотность структуры имеет 12 градаций, разбитых на четыре группы: от «плотной» (1÷4) до «высокопористой» (11 и 12). У нашего шлифовального круга этот параметр в маркировке отсутствует, но на верхней части этикетки написано: «для электрических точил». Поэтому он, скорее всего, имеет среднюю структуру (5÷7).
Плотность структуры имеет 12 градаций, разбитых на четыре группы: от «плотной» (1÷4) до «высокопористой» (11 и 12). У нашего шлифовального круга этот параметр в маркировке отсутствует, но на верхней части этикетки написано: «для электрических точил». Поэтому он, скорее всего, имеет среднюю структуру (5÷7).
Вид связки
Шлифовальные круги сохраняют свою форму и эксплуатационные качества благодаря связующим материалам (связкам), которые обеспечивают работу на заданных скоростях и удерживают в своем объеме абразивные зерна. Основных видов таких связок всего три, и их коды указываются в седьмом поле маркировки шлифкругов. Керамическая состоит из смеси традиционных неорганических веществ (кварцевого песка, глины, полевого шпата и пр.), которые спекаются в жесткий и теплостойкий, но достаточно хрупкий композит. Этот вид связки обозначается буквой V. Бакелитовую связку изготавливают на основе бакелита — твердого и прочного термореактопласта, и она обозначается латинской буквой B. Это два наиболее распространенных вида связующих материалов, используемых при производстве шлифовальных дисков.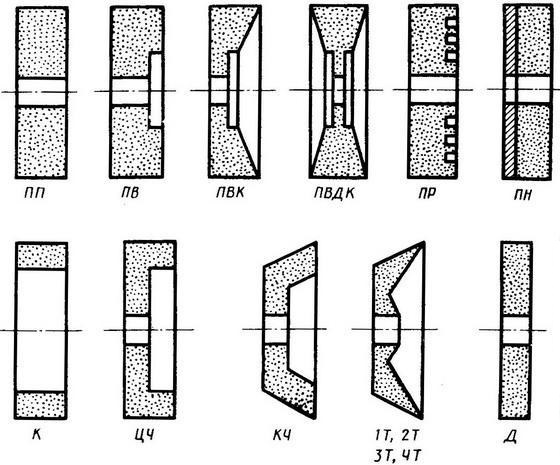 Основой третьей связки, которая применяется гораздо реже, является вулканизированный синтетический каучук, поэтому она называется «вулканит» (обозначается буквой R). На рисунке ниже по центру бакелитовый, а по краям — керамические шлифкруги.
Основой третьей связки, которая применяется гораздо реже, является вулканизированный синтетический каучук, поэтому она называется «вулканит» (обозначается буквой R). На рисунке ниже по центру бакелитовый, а по краям — керамические шлифкруги.
Скорость вращения
В восьмом поле маркировочной строки указано максимальное значение окружной скорости (т. е. предельной скорости резания). В нашем случае она равна 35 м/с. Скорость резания — это один из главных параметров любого режущего инструмента, и она легко пересчитывается в количество оборотов в минуту. Тем не менее, большинство производителей на своих шлифовальных кругах помимо окружной скорости также указывают предельную скорость вращения.
Класс точности
Классы точности шлифовальных кругов регламентируют допустимые отклонения всех трех геометрических размеров, допуски на эксцентричность и непараллельность, возможность наличия и размер дефектов, а также размер и плотность посторонних включений. Всего существует три класса точности, которые указывают в девятой позиции маркировки. Первый обозначается буквами АА и относится к шлифкругам, предназначенным для высокоточной обработки. По двум другим (А и Б) изготавливают инструмент общего назначения.
Первый обозначается буквами АА и относится к шлифкругам, предназначенным для высокоточной обработки. По двум другим (А и Б) изготавливают инструмент общего назначения.
Класс неуравновешенности
Последний параметр, код которого завершает маркировочную строку, — это класс неуравновешенности шлифовального круга, который указывает на равномерность распределения массы по объему. Его величина зависит от качества подготовки и обработки смеси связки и абразива, а также от геометрической точности круга. Всего существуют четыре класса неуравновешенности, которые в маркировке обозначаются цифрами с 1 до 4.
Роль связок
В отличие от резиновых, войлочных, проволочных и фибровых шлифовальных кругов для болгарок и другого приводного инструмента абразивные круги являются монолитными изделиями, работающими на высоких скоростях и испытывающими при этом значительные центробежные, ударные и температурные нагрузки. И если главную роль в обеспечении качества и производительности шлифовки играют абразивные зерна, то механические характеристики, термоустойчивость и способность к самозатачиванию обеспечивают связующие материалы.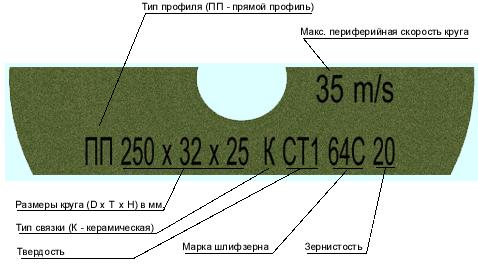
Идеальных связок с универсальными параметрами не существует. Керамические обладают достаточной жесткостью, хорошей износостойкостью, устойчивы к воздействию высоких температур и химических веществ. Но они довольно хрупки, и поэтому очень чувствительны к нагрузкам на изгиб и ударным воздействиям. Бакелитовые довольно эластичны и хорошо самозатачиваются. Но в силу особенностей связующего материала они менее износостойки и не могут работать при высоких температурах. Частичное улучшение качества связующих материалов достигается путем использования специальных добавок.
Как правильно выбрать шлифовальный круг
При выборе шлифовального круга надо хорошо представлять, для чего и на каком устройстве он будет использоваться. К примеру, если это электроточило, то для него необходим круг для работы по обычному металлу (сталь, алюминий, бронза). При этом необходимо точно знать диаметр посадочного отверстия и установочный размер. Очень важно, чтобы скорость вращения электроинструмента не превышала параметр, указанный на маркировке шлифовального круга. Зернистость и вид абразива также имеют значение, но в эти параметры можно особо не вникать, если приобретается обычный круг универсального назначения (как правило, это указано на этикетке). Если же предполагается обрабатывать какие-либо мягкие или особо твердые материалы, то к выбору шлифовального круга надо подойти более внимательно и в случае необходимости проконсультироваться у специалистов.
Зернистость и вид абразива также имеют значение, но в эти параметры можно особо не вникать, если приобретается обычный круг универсального назначения (как правило, это указано на этикетке). Если же предполагается обрабатывать какие-либо мягкие или особо твердые материалы, то к выбору шлифовального круга надо подойти более внимательно и в случае необходимости проконсультироваться у специалистов.
В маркировке многих шлифкругов почему-то отсутствует такой параметр, как структура, хотя из его описания следует, что он должен напрямую влиять на уровень биения нового диска. Так ли это и действительно ли значение структуры напрямую связано с биением? Если кто-нибудь может ответить на этот вопрос, то, пожалуйста, сделайте это в комментариях к данной статье.
Круги на липучке — с этим словосочетанием знаком каждый специалист, работающий с изделиями из нержавеющей стали. Остальные как минимум слышали его не раз.
Но что же такое круги на липучке? Из чего они сделаны? Для чего применяются?
Постараемся разобраться в этих вопросах.
Большинство наших клиентов работают с нержавеющей сталью. Они используют шлифовальные машины с регулировкой оборотов и рабочим инструментом диаметром 125 мм. Поэтому в этой статье я рассмотрю именно круги для обработки металла и нержавеющей стали, без отверстий, диаметром 125 мм.
Что такое круги на липучке?
Это круги универсального применения, которые подходят для обработки любых материалов, они очень просты в использовании.
Говоря про них, мы в первую очередь подразумеваем используемую систему крепления таких кругов.
Такие круги крепятся на опорную тарелку с помощью специальной “липучки” (такая же по принципу как используется на обуви и одежде).
Такой механизм крепления позволяет:
- Максимально упростить установку и замену шлифовальных расходных материалов
- Сократить возможность образования складок и сдвигов на абразивной поверхности
- Многократно использовать абразивный материал вплоть до его полного износа
Чтобы правильно подобрать круг для решения определенной задачи нужно знать из чего этот круг сделан.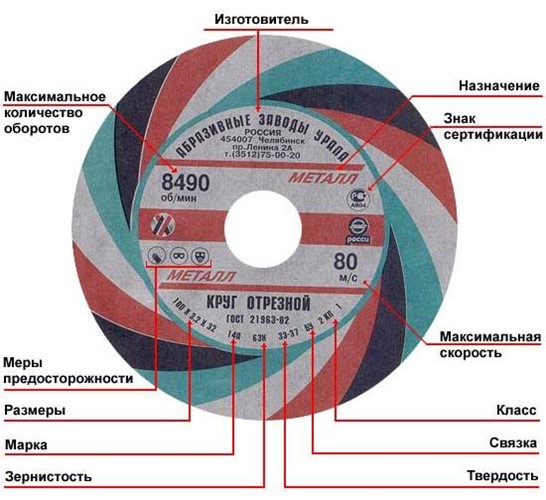
Главное для круга на липучке это основа.
Она может быть нескольких типов.
Бумага.
Главное преимущество бумажной основы — низкая стоимость.
Такая основа применяется практически для любых кругов на липучке, которые могут использоваться для обработки любых материалов. Они обладают высокой эластичностью, но при этом имеют невысокий уровень прочности.
Ткань.
Более дорогая основа для кругов. Она не уступает в эластичности кругам на бумажной основе и также широко применима. Но при этом куда прочнее бумаги
Пленка.
Круги на пленочной основе довольно дорогие и предназначены для деликатной работы по сложным покрытиям ЛКП, пластикам, стеклу. Имеют очень высокий уровень эластичности. Для обработки металлов практически не применяется, из-за большой чувствительности к нагреву.
Далее на основу наносится связка, или клеевой состав.
Но этот вопрос больше касается производителей кругов на липучке, и информация о клеевом составе нигде не отображается. Поэтому этот пункт мы пропустим и перейдем к следующему, самому большому и важному.
Используемый минерал (абразив).
Этот вопрос самый важный, потому что от применяемого минерала в первую очередь зависит результат обработки изделия.
Компания “Шлифовальные технологии” старается выбирать для клиентов лучшие материалы для обработки металла, поэтому в нашем ассортименте представлены круги из следующих материалов.
Оксид алюминия (ALUMINIUM OXIDE)
- Отличные режущие свойства, невысокий уровень агрессии.
- Основа — бумага. Само зерно практически не разрушается, поэтому для его работы не требуется приложения большого усилия и нет необходимости более плотной основы.
- Диапазон зернистостей. Р40- Р800 (встречается до 1500)
- Самые бюджетные и доступные круги.
Благодаря своей низкой стоимости круги на липучке из Оксида Алюминия сегодня самые распространенные. Обладают невысоким ресурсом, но позволяют получить высочайшее качество поверхности, благодаря однослойной равномерной насыпке.
Применяются для обработки любых материалов. Отлично применимы для обработки нержавеющих сталей, алюминия и других цветных металлов при доводочных и финишных операциях.
Круги Velcro AO от компании DeerFos являются одним из самых экономичных решений для производителей изделий из нержавеющей стали.
Цирконат алюминия (ZIRCONIA ALUMINA)
- Высокие режущие свойства.
- Высокий ресурс круга.
- Основа — плотная ткань. Зерно обладает свойствами самозатачивания и имеет высокую твердость, поэтому требует плотной основы для эффективной работы на большом прижиме.
- Диапазон зернистостей. Р40 — Р120. Встречаются более мелкие зернистости, но их эффективность ниже чем в зернах Р40 — Р120.
- Довольно бюджетные круги для предварительных и агрессивных операций.
Высокая скорость шлифования и агрессивный съем металла, при довольно низкой стоимости делают эти круги одним из лучших решений для предварительных и грубых операций шлифования металлов (и других материалов).
Применяются для агрессивных операций по шлифовке металлов, дерева. Превосходно зарекомендовали себя в предварительных операциях при обработке нержавеющей стали, для удаления сварного шва, и последующей шлифовки.
Круги ZK Velcro от компании DeerFos — это лучшее решение для грубых и предварительных операций шлифования металлов.
Технология микрорепликации Trizact ™
- Высочайшие режущие свойства, высокая агрессивность.
- Основа — плотная ткань.
- Большой диапазон зернистостей. Р120 — Р2000.
- Очень высокий ресурс круга.
- Равномерная обработка поверхности и производительность на всем цикле работы круга.
Такие круги имеют более высокую стоимость, в сравнении с перечисленными выше. Но они незаменимы, когда требования к качеству поверхности чрезвычайно высоки и вы хотите иметь круг с максимальным ресурсом.
Финишное шлифование нержавеющей стали кругами Trizact ™
В первую очередь предназначены для обработки нержавеющих сталей, а также цветных и других более мягких металлов. Позволяют получить самое высокое качество поверхности.
Круги Шлифовальные круги Velcro с материалом Trizact™ (3M) d125 от компании Cibo это самое производительное решение для всего цикла обработки нержавеющих сталей — от грубого шлифования до финиширования.
Шлифовальные круги из нетканого абразивного материала
- Отдельный вид кругов, предназначенный для негрубых, доводочных операций по металлу.
- Имеет мягкую тканевую основу.
- Диапазон зернистостей Р80 — Р1200.
- Объемная структура нетканых материалов позволяет работать с неровными поверхностями.
Такие круги в первую очередь предназначены для матирования или очистки поверхностей. Реже ими выполняют доводочные операции.
Применяются для обработки нержавеющих сталей и других металлов.
Шлифовальные круги из нетканого абразивного материала d125 от компании Cibo это отличное решение для получения равномерной матовой поверхности или очистки поверхностей из нержавеющих сталей.
Помимо выбора правильного круга для своей задачи важно также выбрать подходящую опорную тарелку.
Gtool Group имеет в ассортименте несколько видов опорных тарелок, подходящих для разных операций и разных кругов.
Опорные тарелки Gtool:
Опорная тарелка d125 velcro — стандартная опорная тарелка, подходящая для большинства кругов на липучке. Имеет не толстую основу, поэтому позволяет эффективно работать как с плоскими поверхностями так и со скругленными поверхностями.
Удаление сварного шва на плоскости кругами на липучке Deerfos ZK
Опорная тарелка d125 VELCRO М (Мягкая) — мягкая опорная тарелка, которая также подходит к большинству кругов на липучке 125 мм. Имеет толстую и мягкую основу (10 мм), что позволяет обрабатывать криволинейные поверхности, без изменения их геометрии.
Мягкая опорная тарелка не нарушает геометрию изделия.
Опорная тарелка UZ Turbo D125 Velcro — специальная тарелка для Шлифовальных кругов Velcro с материалом Trizact™ (3M) d125. Имеет каналы для охлаждения воздухом, что крайне необходимо при работе этими кругами, так как из-за высокой агрессивности происходит большой нагрев металла и самого круга, что нежелательно.
Опорная тарелка d75 VELCRO — специальная опорная тарелка для маленьких кругов на липучке диаметром 75 мм. Работая кругами 125 мм на УШМ чаще всего используется только край круга шириной до 20-25мм, а середина круга остается незадействованой. Такая тарелка позволит продлить срок службы каждого круга.
Мы рассмотрели абразивные круги на липучке и опорные тарелки, поставляемые компанией “Шлифовальные технологии”. В первую очередь, это круги для работы с нержавеющей сталью и металлами.
Если у Вас есть сложная или необычная задача, которая требует решения, обратитесь к нашим специалистам и они помогут справиться с любой задачей.
Ultimate Guide — Нержавеющая сталь — Изготовление, шлифовка и финишная обработка абразивами
Приготовьтесь, мы собираемся углубиться в работу с нержавеющей сталью для сварки, изготовления, резки, шлифовки, полировки и полировки и всего, что между ними.
Этот пост начинается с большого количества информации о том, что такое нержавеющая сталь, как она «нержавеющая» и о различных типах нержавеющей стали. Если вы спешите и просто хотите перейти к нужному процессу, не стесняйтесь щелкнуть одну из этих ссылок, чтобы перейти к нужному разделу страницы.
Пропустить вперед:
- О нержавеющей стали
- Почему и где следует использовать нержавеющую сталь?
- Что делает нержавеющую сталь «нержавеющей»?
- Какие виды нержавеющей стали существуют?
- Из какой марки нержавеющей стали следует производить?
- (инфографика)
- и углеродистой стали — формовка и сварка
Таблица выбора марки нержавеющей стали
Сравнение нержавеющей стали
- Сварка нержавеющей стали
- для улучшения сварки и изготовления нержавеющей стали
- Резка нержавеющей стали
- Удаление заусенцев из нержавеющей стали
- Абразивы для резки и удаления заусенцев из нержавеющей стали
- Предварительная очистка и подготовка поверхностей из нержавеющей стали к сварке
- Очистка и обработка сварных швов из нержавеющей стали
- Отделка из нержавеющей стали
- Настройка зерна
- Придание глянцевой или зеркальной поверхности
- Крепление, чистовая обработка и чистовая обработка
- Что можно и чего нельзя делать из нержавеющей стали
- Правильный выбор абразивов
- Лучшие абразивы для резки и шлифовки нержавеющей стали
- (инфографика)
- Рекомендуемые продукты
Таблица зернистости абразива из нержавеющей стали
Абразивы
О нержавеющей стали
Почему и где следует использовать нержавеющую сталь?
Нержавеющая сталь используется из-за ее выдающейся коррозионной стойкости даже в очень агрессивных средах, таких как соленая вода и кислоты. Изделия из нержавеющей стали, такие как уличная мебель, оборудование для лодок, детали кузова, ножи и архитектурные перила, не подвергаются коррозии. Нержавеющая сталь отлично подходит для поверхностей и посуды для приготовления пищи на кухне, в ресторане или на предприятии по переработке пищевых продуктов.
В отличие от стали или алюминия с покрытием, ваши изделия из нержавеющей стали не требуют обслуживания, потому что:
- Нержавеющая сталь обладает превосходной защитой от коррозии и не требует покрытия
- Защита от коррозии нержавеющей стали более чем глубокая . Если поверхность из нержавеющей стали поцарапана или разрушена, защита от коррозии самовосстанавливается или регенерирует . Если вы соскребете или сотрете краску со стальной конструкции с покрытием, то сталь, скорее всего, заржавеет при наличии влаги.
Нержавеющая сталь имеет определенные преимущества перед сталью и алюминием. Вы будете платить в два раза больше за сплавы из нержавеющей стали по сравнению с углеродистой сталью, поэтому вы не хотите использовать нержавеющую сталь везде. Кроме того, затраты на изготовление нержавеющей стали могут быть выше, чем производство стали и алюминия.
Если ваш производственный проект будет находиться в сухом помещении, вам может не понадобиться нержавеющая сталь. Слой краски или эпоксидного покрытия на стальном верстаке или домашней мебели защитит от коррозии. Если вы изготавливаете инструмент или прибор для своего цеха, вы можете использовать пленку масла или смазки для защиты. Сталь с цинковым грунтовочным покрытием (гальванизация) и защитным верхним покрытием предотвратит коррозию при наружных работах, но не после того, как покрытие отслоится, отслоится или стерто с поверхности.
Эстетика или красота нержавеющей стали — еще одна причина использовать этот металл в своих производственных проектах. При правильном подборе абразивов на нержавеющей стали можно получить широкий спектр изысканной отделки.
Что делает нержавеющую сталь «нержавеющей»?
Чтобы понять, что делает нержавеющую сталь «нержавеющей», вам нужно немного узнать о составе нержавеющей стали.
Компонент хрома в нержавеющей стали — это то, что делает нержавеющую сталь «нержавеющей». Хром реагирует с кислородом воздуха, образуя прозрачный «пассивный» слой оксида хрома на поверхности нержавеющей стали. Добавки никеля к нержавеющей стали также улучшают коррозионную стойкость. Стали требуется не менее 10,5% хрома, чтобы образовалась пассивная оксидная пленка и она стала нержавеющей. Большинство сплавов нержавеющей стали содержат более 12% хрома для сохранения пассивности и коррозионной стойкости после сварки, литья и другой термической обработки.
Хром повышает коррозионную стойкость нержавеющей стали
Слой оксида хрома является «плотным» или непористым и прочно связан с поверхностью.
Пассивный слой образует барьер, изолирующий металл от окружающей среды и предотвращающий дальнейшую коррозию . Пленка пассивного оксида хрома на нержавеющей стали имеет атомарно тонкую толщину — 0,0000001 дюйма (2,5 нанометра).
Когда нержавеющая сталь разрезается или шлифуется, пассивная пленка мгновенно восстанавливается, поэтому коррозионная стойкость нержавеющей стали является самовосстанавливающейся . Слои ржавчины также являются оксидными слоями. Большинство слоев ржавчины мягкие и пористые, поэтому влага и кислород могут проходить через них, продолжая окислять углеродистую сталь.
Слой оксида хрома может быть разрушен или загрязнен на таких этапах изготовления, как сварка и шлифовка. Мягкая абразивная обработка и пассивация могут повторно пассивировать металл. Существуют также химические травления и электрохимические методы пассивации нержавеющей стали.
Если ваши детали из нержавеющей стали используются в анаэробных условиях или в жидкостях, лишенных кислорода, пассивная пленка не может восстановиться, и коррозия может ускориться. Покрытие или краска на нержавеющей стали могут блокировать доступ кислорода к поверхности для пассивного обновления пленки.
НИКОГДА НЕ КРАСИТЕ НЕРЖАВЕЮЩУЮ СТАЛЬ .
Процесс сборки также может ухудшить коррозионную стойкость нержавеющей стали. Если ваши детали из нержавеющей стали скреплены болтами, то области под гайками, шайбами и головками болтов могут быть более подвержены коррозии, если кислород не может достичь этих поверхностей для сохранения пассивности. Сварка также может ухудшить коррозионную стойкость нержавеющей стали, истощая или связывая защитный хром.
Типичная марка нержавеющей стали, такая как 304, ненамного тверже или прочнее углеродистой стали, так почему же нержавеющую сталь сложнее изготовить, отшлифовать и обработать?
А добавки хрома и никеля улучшают коррозионную стойкость. Эти добавки и природа нержавеющей стали могут вызвать ряд трудностей при изготовлении, таких как:
- Нержавеющая сталь сложнее сваривать, требуя аргона или инертного газа для защиты реактивных хрома и никеля.
- труднее резать, обрабатывать и шлифовать, чем углеродистую сталь, потому что:
- Хром является химически активным металлом , поэтому нержавеющая сталь имеет тенденцию связываться или прилипать к краям режущих инструментов или краям абразивных зерен.
- Оксид хрома немного тверже, чем оксид алюминия , из которого сделаны многие абразивы.

- Нержавеющая сталь обладает высокой пластичностью, поэтому при резании образуется длинная стружка . Сплавы с более высокой шлифуемостью и обрабатываемостью имеют стружку, которая распадается на мелкие кусочки и может очищать зону резания или шлифования.
- Нержавеющая сталь имеет «высокий коэффициент деформационного упрочнения» или может подвергаться холодной обработке до высокой прочности, что означает, что металл становится более твердым при деформации или сдвиге во время резки или шлифования.
- Обширное легирование снижает теплопроводность, поэтому тепло не рассеивается через металл при резке и шлифовке.
- Добавки хрома и никеля улучшают жаропрочность, поэтому более горячая стружка из нержавеющей стали по-прежнему требует больших усилий для резки или сдвига . Большие силы резания дополнительно увеличивают нагрев в зоне резания или шлифования.
Нержавеющую сталь
Какие виды нержавеющей стали существуют?
Как и в случае с углеродистыми и легированными сталями, существует множество различных марок нержавеющей стали AISI.
Нержавеющие стали можно разделить на пять основных семейств:
- Аустенитные марки – нержавеющая сталь 304 или 316
- Ферритные марки – нержавеющая сталь 430
- Мартенситные марки – нержавеющая сталь 410 или 440
- Марки дисперсионного твердения
- Дуплексные марки
Аустенитные нержавеющие стали (304, 316)
Аустенитная нержавеющая сталь имеет аустенитную металлургическую или кристаллическую структуру. Наиболее широко используемый и доступный сорт нержавеющей стали, 304, содержит около 18% хрома и 8% никеля. 304 также широко известен как «18-8». Аустенитные нержавеющие стали обладают превосходной коррозионной стойкостью, отличной свариваемостью и необычайно хорошей формуемостью. Они обладают лишь удовлетворительной обрабатываемостью и шлифуемостью.
В то время как аустенитные нержавеющие стали считаются неупрочняемыми, аустенитная нержавеющая сталь может подвергаться холодной обработке давлением или деформационному упрочнению до ¼ твердого, ½ твердого и полностью твердого состояний. Холодная обработка – это сжатие металла между двумя валками на стане холодной прокатки без предварительного нагрева металла. Холодное формование или штамповка нержавеющей стали при комнатной температуре, а также нержавеющая сталь с деформационным упрочнением.
Ферритные нержавеющие стали (430, 409)
Ферритная нержавеющая сталь получила свое название из-за своей ферритной металлургической структуры, которая возникает из-за отсутствия никеля. Ферритные марки не закаливаемые. 430 — наиболее распространенная марка ферритной нержавеющей стали. Как и аустенитные нержавеющие стали, ферритные нержавеющие стали хорошо поддаются формованию, но их труднее шлифовать. Сварка ферритных нержавеющих сталей с аустенитными сплавами затруднена. 430 легче обрабатывать, вырубать или резать, чем 304. Ферритные нержавеющие стали обладают магнитными свойствами.
Мартенситные нержавеющие стали (410, 440)
Мартенситные нержавеющие стали имеют более высокое содержание углерода и более низкое содержание никеля. Они могут быть закалены обычной закалкой и отпуском, как инструментальные стали или стали с более высоким содержанием углерода. 410 можно подвергать механической обработке, а также горячей или холодной штамповке, но высокоуглеродистые марки 440 можно подвергать только горячей штамповке. Механическая обработка и холодное формование не подходят для сплава 440. Мартенситные нержавеющие стали легче шлифуются по сравнению с аустенитными и ферритными. Как и ферриты, мартенситные сплавы не так легко свариваются, как аустенитные. Мартенситные нержавеющие стали обладают магнитными свойствами.
Дисперсионное твердение
Дисперсионное твердение может быть смягчено при термообработке на раствор, сформировано и подвергнуто механической обработке, а затем упрочнено старением до чрезвычайно высокой прочности. Они используются для изготовления компонентов шасси для самолетов и других компонентов, подвергающихся высоким нагрузкам.
Дуплексные нержавеющие стали
Дуплексные нержавеющие стали содержат как феррит, так и аустенит. Это новейший класс нержавеющей стали. Некоторые марки дуплексной стали обладают самой высокой коррозионной стойкостью среди всех нержавеющих сталей. Они даже превосходят превосходную коррозионную стойкость аустенитных нержавеющих сталей. Они используются на морских нефтяных, химических заводах, высокосернистых газовых скважинах и в других областях с высокими требованиями.
Из какой марки нержавеющей стали следует производить?
Аустенитная нержавеющая сталь марки 304 —
Аустенитная нержавеющая сталь 304 является наиболее широко используемой маркой нержавеющей стали.
304 считается нержавеющей маркой общего назначения.
Нержавеющая сталь 304 обладает отличной коррозионной стойкостью, фантастической формуемостью и хорошей свариваемостью. Нержавеющая сталь 304 — это сплав, который следует выбирать для большинства производственных проектов, где конечным использованием является влажная или влажная среда, например, на открытом воздухе, возле бассейнов, в ванных комнатах или на кухнях.
Нержавеющая сталь 304 легкодоступна. На самом деле, если вы остановитесь в местном сервисном центре или у дистрибьютора и попросите нержавеющую сталь, вы, вероятно, получите нержавеющую сталь 304.
Короче говоря, если вы хотите сгибать, формировать и изготавливать наружные архитектурные элементы (орнаменты, отделку, ворота, перила, ручки), сантехнику и проекты для ванных комнат / кухонь (столы, раковины, полки, стеллажи), то 304 — это то, что вам нужно. лучший выбор.
Аустенитная нержавеющая сталь марки 316 —
316 более пассивен или благороден, чем 304, из-за более высокого содержания никеля и добавок молибдена. Нержавеющая сталь 316 обеспечивает повышение коррозионной стойкости,
, особенно в соленой воде или хлоридной среде. Нержавеющую сталь 316 иногда называют морской нержавеющей сталью . Если вы изготавливаете держатель для удочки, нестандартный удлиняющий стол для гриля Magma, крепление для GPS- или эхолота или складной стол, то нержавеющая сталь 316 будет лучшим выбором, чем нержавеющая сталь 304. Вы заплатите по по крайней мере, от 20 до 30% надбавки для нержавеющей стали 316. Аустенитные нержавеющие стали немагнитны.
Если части вашего проекта будут сварены вместе, то вы хотите использовать сплавы нержавеющей стали марок 304L и 316L , которые имеют более низкое содержание углерода, что предотвращает «сенсибилизацию» во время сварки. Сенсибилизация – это истощение защитного хрома за счет образования карбидов хрома на границах зерен, что может привести к межкристаллитной коррозии.
Если вы изготавливаете детали для более высоких температур, такие как гриль для барбекю или магазинная печь, нержавеющая сталь будет работать лучше, чем легированная или углеродистая сталь.
Аустенитные марки 309 (23 % хрома и 14 % никеля) и 310 (25 % хрома и 20 % никеля) предназначены для сохранения прочности и сопротивления образованию оксидных отложений при высоких температурах . При высоких температурах даже нержавеющая сталь 304 будет работать намного лучше, чем углеродистая сталь.
Мартенситные нержавеющие стали (410, 420, 440C) —
Если вы хотите изготовить устойчивый к коррозии нож, лезвие или инструмент с высокой твердостью, вам подойдет закаливаемая мартенситная нержавеющая сталь марки 410, 420 или 440. Нержавеющая сталь 410 может быть отформована до определенной степени, но мартенситные детали обычно изготавливаются с использованием механической обработки или шлифования, особенно марки 440 с высоким содержанием углерода и хрома. Если вы изготавливаете деталь из мартенситной стали, вам следует:
- Первоначальная форма, резка или машинная обработка для создания грубой формы с использованием мартенситных сталей в отожженном состоянии.
- Закалка и отпуск для упрочнения мартенситной нержавеющей стали.
- Используйте абразивную шлифовку для придания окончательной формы.
- Наконец, отшлифуйте и отполируйте более мелкозернистыми абразивами, чтобы получить шероховатую поверхность.
Ферритные нержавеющие стали (430 и 409)
Эта марка стали обычно используется для изготовления автомобильных глушителей и выхлопных систем. Они обладают коррозионной стойкостью аустенитной нержавеющей стали, но дешевле. Они мягкие и легко формуются, но их труднее сваривать, чем аустенитную нержавеющую сталь. Они обладают хорошей коррозионной стойкостью при наружном применении, но обладают высокой прочностью. Ферритные нержавеющие стали, такие как 430 и 409используются для изготовления раковин, кухонной техники, столовых приборов более низкого качества, лестниц, глушителей, обогревателей, желобов, кровельных панелей, молдингов, столешниц и декоративных работ. Если вам нужен сплав, устойчивый к коррозии и обладающий магнитными свойствами, вам может подойти феррит 430.
OEM-производители автомобилей и промышленные производители используют ферритные марки, поскольку они позволяют сэкономить деньги. Для большинства магазинов или проектов DIY мы рекомендуем использовать аустенитные нержавеющие стали в большинстве ваших проектов.
Если ваша конструкция пользуется успехом и в итоге вы изготавливаете сотни или тысячи одинаковых деталей из нержавеющей стали, рассмотрите вопрос о переходе на ферритные марки, такие как 430 или 409. сохранить деньги.
Формование нержавеющей стали
Являются ли нержавеющие стали такими же поддающимися формованию и сварке, как углеродистая сталь?
Большинство нержавеющих сталей хорошо формуются в отожженном или мягком состоянии. Отожженные или незакаленные аустенитные (304, 316), ферритные (430, 409) и мартенситные нержавеющие стали марки 410 легко поддаются холодной штамповке.
В то время как нержавеющая сталь 304 может быть легко сформирована в отожженном или мягком состоянии, вы столкнетесь с ограничениями при изгибе и формировании полностью твердой нержавеющей стали 304 без растрескивания. Вы можете приобрести нержавеющую сталь 304 в отожженном, ¼ твердом, ½ твердом и полностью твердом состояниях. Полностью твердая нержавеющая сталь 304 будет иметь вдвое большую прочность, чем отожженная 304, но с гораздо меньшей пластичностью, что ограничит формование.
Отожженные листы 304 могут быть сформированы с радиусом изгиба, равным половине толщины металла.
Невозможно холодное формование полностью жесткого листа 304 с малым радиусом изгиба без образования трещин в материале . На полностью жестком листе 304 минимальный радиус изгиба в три раза превышает толщину листа.
Если вы собираетесь глубоко формовать свои детали и сваривать, то вы также можете использовать отожженную нержавеющую сталь 304. Тепло от сварки отожжет и размягчит нержавеющую сталь за пределами зоны сварки.
Сварка нержавеющей стали
После того, как ваши детали из нержавеющей стали сформированы, их можно сваривать почти так же легко, как углеродистую сталь. Инертный газ или газовая смесь необходимы, если вы собираетесь сваривать MIG или TIG. Смесь газов аргона и углекислого газа защищает хром и никель в сварочной ванне от окисления. Нержавеющая сталь также сваривается с использованием порошковой проволоки и сварки стержнем с флюсовым покрытием, но MIG и TIG обычно дают лучшие результаты.
Полосы обесцвечивания или «теплового оттенка» могут образовываться за пределами зоны сварки в основном металле. Обесцвечивание теплового оттенка может проявляться в виде радуги цветов, варьирующихся от желтого до синего. Обесцвечивание — это просто более толстый слой оксида хрома. К сожалению, образование этого более толстого оксида теплового оттенка истощает защитные уровни хрома ниже теплового оттенка, что может привести к ржавчине.
Оксиды термической окраски и часть нержавеющей стали ниже термической окраски должны быть удалены, чтобы металл оставался «нержавеющим».
Точно так же задняя сторона или корень зоны сварки могут обесцвечиваться или «засахариваться». «Засахаривание» — это тяжелая оксидная окалина, вызванная окислением в зоне сварки. Шугаринг имеет вид сморщенного или сморщенного черного сахара. Задняя сторона деталей также может окрашиваться при нагревании, особенно в многопроходных сварных соединениях. Газы обратной продувки, флюсы и опорную пластину или кольцо можно использовать для предотвращения засахаривания и теплового окрашивания.
Ранее мы упоминали, что версии сплавов 304 и 316, 304L и 316L с низким содержанием углерода следует использовать в сварных конструкциях для предотвращения чувствительности. Также рекомендуется использовать сварочную проволоку с дополнительным содержанием хрома (308 и 309), чтобы предотвратить истощение хрома. Сенсибилизация и осаждение карбида хрома также могут происходить при сварке нержавеющей стали с углеродистой или легированной сталью и ферритной или мартенситной нержавеющей сталью. Эти более высокоуглеродистые металлы вызывают истощение хрома, делая соединение восприимчивым к коррозии.
Соединение нержавеющей и углеродистой стали — плохая идея даже в болтовом соединении, потому что металлы имеют разный электрохимический потенциал, что вызовет ускоренную коррозию углеродистой стали с более низким потенциалом.
Как абразивы улучшают сварку и изготовление нержавеющей стали?
Абразивы можно использовать для улучшения нескольких этапов процесса сварки и изготовления:
- Резка нержавеющей стали
- Удаление заусенцев с кромок
- Подготовка поверхностей из нержавеющей стали к сварке
- Удаление термокраски и шугаринг
- Очистка и шлифовка сварных швов из нержавеющей стали
- Полировка до матовой или матовой поверхности
- Полировка до полированного или зеркального блеска
Как резать нержавеющую сталь
Листы и пластины из нержавеющей стали можно разрезать на сложные 2D-рисунки с помощью плазменных резаков. Плазменные резаки могут быть доступными, но вам придется отправить свои детали, если вы хотите использовать гидроабразивную или лазерную резку.
Если вы просто режете нержавеющую сталь на простые формы из листа, пластины, трубы или прутка, у вас есть несколько вариантов:
- Ножницы по металлу или ручные ножницы можно использовать для резки более тонкого листа нержавеющей стали.
- Мощные вырубные ножницы и механические ножницы могут резать несколько более толстые листы из нержавеющей стали.
- могут быстро отрезать большой лист или сделать длинный прямой разрез более толстого листа или пластины из нержавеющей стали. Ножницы, способные разрезать лист из углеродистой стали толщиной ¼ дюйма, смогут разрезать только лист из нержавеющей стали толщиной 3/16 дюйма. Большой тоннажный пресс может срезать нержавеющую сталь толщиной 1 дюйм.
- Зубчатые пильные полотна, установленные на ленточных пилах, сабельных пилах или циркулярных пилах, могут резать прутки, стержни, трубы, плиты и листы.
- Абразивные отрезные круги, устанавливаемые на отрезные пилы, циркулярные пилы и угловые шлифовальные машины, используются для резки прутка, прутка, трубы и узкого листа.
Пресс-ножницы для металла
Если зубчатые пилы используются для резки нержавеющей стали, то они должны быть
пильные полотна с твердосплавными напайками (зубья из карбида вольфрама). Биметаллические лезвия из быстрорежущей стали и углеродистой стали могут резать нержавеющую сталь, но у них не будет такого срока службы и прямой резки, как у лезвий с твердосплавными наконечниками. В то время как углеродистую сталь можно резать со скоростью пильного диска 270 футов в минуту, нержавеющую сталь 304 следует резать со скоростью 115 футов в минуту.
Отверстия сверлят или вырезают с помощью сверл или кольцевых пил, установленных на сверлильных станках или ручных дрелях. Кольцевые пилы хорошо работают с листовым металлом и более тонкими пластинами из нержавеющей стали. Сверла — лучший выбор для более толстого материала.
В идеале при резке или сверлении нержавеющей стали зубчатой пилой следует использовать смазочно-охлаждающие жидкости или охлаждающие жидкости. Они уменьшат трение и помогут охладить детали, сводя к минимуму обесцвечивание.
В то время как вы можете использовать зубчатый твердосплавный диск для резки нержавеющей стали, абразивный отрезной круг будет резать нержавеющую сталь быстрее. С более тонким листом нержавеющей стали хорошо подходят ножницы по металлу или пилы с твердосплавными наконечниками. При резке более толстых прутков из нержавеющей стали, стержней, углового железа и других конструктивных форм лучше всего использовать отрезной круг в отрезной пиле. Применяйте постоянное умеренное давление при резке нержавеющей стали абразивным кругом.
Если вы используете отрезной круг в угловой шлифовальной машине, будьте осторожны, чтобы не скрутить и не погнуть лезвие во время резки. Отрезной и шлифовальный круг можно сломать. Более тонкие лезвия отрезного круга имеют тенденцию резать холоднее с минимальным пропилом.
Удаление заусенцев из нержавеющей стали
Стрижка, резка пилой и абразивные отрезные круги обычно оставляют острые заусенцы на кромке среза из нержавеющей стали. Просверленные или выпиленные отверстия также имеют заусенцы. Острые заусенцы могут сильно порезать пальцы и руки, когда вы беретесь за обрезанный край детали.
Инструменты для удаления заусенцев из нержавеющей стали, такие как абразивные материалы с покрытием (ремни, диски или лепестковые диски), нетканые абразивы, металлические напильники, лезвия для удаления заусенцев и проволочные щетки, могут использоваться для удаления заусенцев с деталей.
Выбор абразивов для резки и удаления заусенцев из нержавеющей стали
У вас должно быть несколько продуктов для резки и снятия заусенцев, прежде чем вы начнете свой проект по изготовлению нержавеющей стали. Некоторые из продуктов, которые могут вам понадобиться, включают:
- Полотна/диски для обрезных пил – для резки нержавеющих деталей из прутков, труб, уголков и других заготовок из нержавеющей стали.
- Отрезные или отрезные круги – для резки профилей из нержавеющей стали. Также полезно для сварных соединений из нержавеющей стали, таких как снятие фаски и разрезание плохих сварных швов.
- — для резки листов нержавеющей стали, труб, прутков, уголков и других материалов.
- Кольцевые пилы – для надрезов труб из нержавеющей стали и проделывания отверстий в листах или плитах из нержавеющей стали
- Non Woven Abrasives — для снятия заусенцев и удаления острых кромок с разрезаемой нержавеющей стали. Нетканые абразивы также будут полезны для очистки и подготовки поверхности до, во время и после сварки, а также для сглаживания, полировки, удаления заусенцев и улучшения отделки.
- Проволочные круги и проволочные щетки — для снятия заусенцев и удаления острых кромок с обработанной нержавеющей стали. Вы хотите выбрать только проволочные щетки из нержавеющей стали. Проволочные щетки также полезны для очистки и подготовки поверхности до, во время и после сварки, а также для полировки и улучшения отделки.
- – Металлические ручные напильники полезны для ручного удаления заусенцев с краев после резки. Они могут быть полезны для достижения мест, где большая проволока или колесо из нетканого материала не подходят.
Полотна для сабельной пилы
Металлические напильники
Предварительная очистка и подготовка поверхностей из нержавеющей стали к сварке
Как и любое сварное соединение, перед сваркой поверхность необходимо очистить и подготовить. Однако нержавеющая сталь менее щадящая, чем углеродистая сталь, в отношении загрязнения грязью, пленкой, смазкой и маслом.
Для сварки MIG и TIG требуется инертный или защитный защитный газ.
Загрязняющие вещества могут нарушить работу защитного газа и привести к обесцвечиванию сварного шва или окружающей зоны термического влияния.
Абразивные шлифовальные круги также важны для подготовки надлежащей посадки деталей в соединении. При большей толщине детали из нержавеющей стали должны быть скошены с помощью резки или шлифовки. Если используется несколько проходов, то может потребоваться шлифовка между проходами сварных соединений под флюсом и электродами.
Очистка и обработка после сварки из нержавеющей стали
Абразивы являются важным инструментом для последующей обработки и очистки сварного шва и окружающего металла.
Оксид теплового оттенка и металл с обедненным хромом ниже обесцвечивания теплового оттенка. Травильная паста, электрохимические очистители сварных швов, травильные ванны, абразивно-струйная очистка, нетканые абразивы, проволочные щетки из нержавеющей стали и абразивы с покрытием обычно используются для удаления теплового оттенка. Кислотные травильные ванны и пасты содержат азотную и плавиковую кислоты, которые являются токсичными и требуют специальных мер безопасности при обращении. Абразивная очистка более безопасна и не менее эффективна. Электрохимические очистители сварных швов являются дорогостоящими и требуют химических веществ. В промышленности часто применяется сочетание абразивного шлифования с последующим травлением.
Травление распылением из нержавеющей стали
Щетки из нержавеющей стали удалят тепловую окраску, но они могут не удалить слой, обедненный хромом. Абразивная шлифовка с зернистостью 360 или грубее должна удалить слой, обедненный хромом, и предотвратить ржавление. Даже шаг полировки среза может быть достаточно агрессивным, чтобы удалить тепловую окраску, а также истощенный слой. Тепловой оттенок находится за пределами зоны сварки, поэтому вам не нужно удалять много материала, потому что это уменьшает толщину сечения и, следовательно, прочность.
Шугаринг представляет собой более тяжелую черную оксидную накипь в корне или на задней стороне некоторых сварных швов из нержавеющей стали, не защищенных продувочным газом. В зависимости от атмосферы в печи оксидные окалины также образуются на нержавеющей стали во время термической обработки и ковки. Для удаления оксидной окалины требуется более агрессивный или крупнозернистый абразивный продукт.
Шлак, сварочные брызги, подрезы, трещины, поры и другие дефекты сварки нержавеющей стали также необходимо удалить с помощью абразивов или твердосплавных заусенцев.
Сглаживание, снятие или выравнивание сварных швов можно выполнять с помощью абразивного диска с зернистостью 40, 50, 60 или 80, лепесткового диска или ленты. Засахаривание сварных швов, окалина при термообработке и дефекты сварных швов также могут быть удалены с помощью абразивов с зернистостью от 40 до 60.
Сначала попробуйте выровнять линии сварки или разъема с помощью абразивного материала зернистостью 60 . Если удаление металла происходит слишком медленно, используйте более крупный абразив. Изменение типа абразивного материала вместо использования более крупного размера зерна является лучшим подходом.
Если 60
Абразивный продукт из оксида алюминия с размером зерна или 80 не режет его, затем переключитесь на более крупный циркониевый или более крупный керамический продукт . Эти продукты удаляют материал быстрее, не оставляя глубоких царапин или вмятин, вызванных шлифованием более грубыми абразивами зернистостью 36 или 40.
Если ваши сварные швы выполнены хорошо и в основном заподлицо, то лепесткового диска с зернистостью 80 или 120 может быть достаточно, чтобы выровнять и зашлифовать ваши сварные швы.
Хотя более крупная зернистость может удалять материал быстрее, существует несколько причин для использования абразива с более мелкой зернистостью при выравнивании и шлифовке сварных швов из нержавеющей стали:
- 304 Нержавеющая сталь мягче легированных сталей, поэтому абразивы с более крупными зернами легче вгрызаются или выдалбливаются.
- Более крупные зерна имеют тенденцию выделять больше тепла и, следовательно, более тепловую окраску
- Благодаря агрессивности более крупного зерна легче утончить металл, окружающий сварной шов из нержавеющей стали. Утончение снижает прочность.
- Скорее всего, если вы используете нержавеющую сталь, то конечный продукт должен иметь сатинированный или полированный вид. Более грубые зерна оставляют после себя более грубую поверхность, требующую дополнительной работы и абразивных шагов для удаления глубоких царапин и получения требуемой окончательной отделки.
- Удаление крупных царапин также важно для поддержания коррозионной стойкости. Впадина или ямка царапины получает меньше кислорода и делает металл более восприимчивым к щелевой и точечной коррозии.
Отделка из нержавеющей стали
После выравнивания и выравнивания сварных швов в ходе многоступенчатого процесса создается требуемая чистота поверхности.
Получение требуемой чистоты поверхности нержавеющей стали зависит от нескольких факторов:
- Типы абразива
- Тип абразивного зерна и твердость (диоксид циркония, керамика и т. д.)
- Размер зерна – размер абразивных частиц
- Форма абразивного изделия – лента, диск, нетканый материал, лепестковый круг, полировальный круг
- Тип оборудования
- Сила, приложенная во время чистовой обработки
- Мощность (л.с., кВт)
- Скорость абразивной поверхности
- Твердость и гладкость опорного колеса или колодки
Настройка зерна
Зернистость или закрепление зерна — это первый шаг в создании шероховатости поверхности нержавеющей стали. Зернистость представляет собой однонаправленный рисунок царапин на поверхности нержавеющей стали. Этот шаг также известен как предварительная полировка, полировка или отделка кистью.
Для некоторых применений зернистая или матовая поверхность может быть прекрасной и даже более желательной. На матовых поверхностях из нержавеющей стали не так сильно видны отпечатки пальцев и пятна, как на зеркально полированной нержавеющей стали. Если вы будете зеркально полировать свой проект из нержавеющей стали, то впоследствии вам придется неоднократно проводить его очистку.
Полировка абразивной ленты, барабана или диска с покрытием отличается от получения полированной поверхности полировкой. Нетканые абразивы также можно использовать для шлифования, шлифовки кистью или предварительной полировки.
Использование все более тонкой серии абразивов с покрытием может сократить время окончательной полировки и улучшить качество отделки. Ряд шагов абразивного покрытия может включать:
- Предварительное полирование с зернистостью от 80 до 120 – ваш этап смешивания после сварки, возможно, уже сделал это.
- Полировка зернистостью от 150 до 240
- Окончательная или тонкая полировка зернистостью от 280 до 400
Конкретная серия абразива может варьироваться в зависимости от исходной шероховатости вашего проекта из нержавеющей стали. Вам нужно попробовать несколько различных размеров абразивного зерна и продуктов, чтобы определить, что лучше всего подходит для вашего применения.
Если вы использовали зернистость 80 или 100 для выравнивания и выравнивания сварных швов, вы можете перейти к этапу тонкой полировки, используя зернистость 280. Другим вариантом является комбинация абразива с покрытием зернистостью 120, а затем средних и мелких нетканых абразивов для подготовки поверхности.
С неткаными абразивами вы можете использовать средние, мелкие и ультратонкие продукты для полировки перед полировкой.
Если вы используете абразивную ленту или барабан из нетканого материала или с покрытием для получения однонаправленных зерен или рисунков зернистости, то каждый последовательный шаг полировки следует выполнять под углом 90 градусов или против волокон последнего шага. Это поможет вам распознать, что вы удалили шаблон царапин из предыдущего шага. Иногда форма проекта или сборки может не позволять этого.
Шлифованная поверхность создается с помощью шлифовальных лент или барабанов с покрытием от 150 до 240 или нетканых абразивов среднего и очень мелкого размера.
Матовая или атласная поверхность создается с помощью абразивной ленты с абразивным покрытием зернистостью от 220 до 240 или очень тонкой нетканой абразивной ленты, барабана или диска.
Получение глянцевой или зеркальной поверхности
Как добиться зеркального блеска нержавеющей стали? Короткий ответ – полировка срезов и полировка по цвету. Эти этапы используются для получения окончательной полированной или зеркальной поверхности после начальных этапов доводки.
Этапы начальной или промежуточной отделки (предварительная полировка и полировка) с использованием ленточной полировки, нетканых лепестковых кругов или абразивных дисков/подкладок могут повлиять на усилия по получению окончательной отделки, а также на качество и внешний вид отполированной поверхности. Использование ряда постепенно уменьшающихся размеров зерна на этапах предварительной полировки уменьшит количество необходимой полировки.
Полировка срезов или предварительная полировка Удаляет более мелкие царапины , оставшиеся после этапов полировки абразивной лентой или диском. Черная или черная магия содержит более крупный наждачный абразив, добываемый абразивный минерал.
Цветная полировка используется для окончательной полировки, чтобы подчеркнуть блеск и блеск металла . Состав зеленого румянца содержит оксид хрома. Зеленые румяна также известны как румяна ювелира. Придает блеск и блеск. Синий компаунд содержит самые мелкие абразивные зерна и используется для получения наивысшего блеска и окончательной зеркальной полировки.
Крепление, чистовая обработка и чистовая обработка
Хотя мы предположили, что ваш проект из нержавеющей стали был изготовлен путем резки, формовки и сварки. Механическое крепление – еще один вариант сборки вашего проекта. Если вы используете болты, гайки, шайбы или другие крепежные детали в морской среде или в местах, подверженных коррозии, убедитесь, что крепежные детали изготовлены из нержавеющей стали того же класса, что и листовой металл, плита или пруток. Это уменьшит изменение на гальваническую коррозию креплений.
Закрепленная сборка может открыть новые возможности отделки. Для нержавеющего листа доступно большое разнообразие отделок из нержавеющей стали. После того, как вы вырезаете и просверливаете отверстия на готовом листе, вам нужно будет удалить заусенцы и подправить вокруг просверленного отверстия или обрезанных краев. Подкрашивание после обработки и конечного использования может потребоваться и на сварном объекте.
Быстросменные миниатюрные абразивные и нетканые диски с покрытием могут быть хорошим вариантом для удаления заусенцев и подкраски вокруг просверленных отверстий или удаления царапин.
2-дюймовые лепестковые мини-диски из циркония, 2-дюймовые быстросменные диски Roloc для подготовки поверхности, 2-дюймовые быстросменные керамические шлифовальные диски и 2-дюймовые быстросменные фетровые полировальные диски Quick Change Polish Plus хорошо иметь под рукой для подкрашивания нержавеющей стали.
Что можно и чего нельзя делать при резке, шлифовке и полировке нержавеющей стали?
Перегрев, обесцвечивание или возгорание
Не используйте тусклые абразивы, высокие скорости или сильное давление. Это вызывает перегрев и может привести к окрашиванию или обесцвечиванию деталей из нержавеющей стали. Обесцвеченные или окрашенные теплом участки могут ржаветь. Если обесцвечивание произошло, используйте новый острый абразивный инструмент и аккуратно удалите обесцвечивание.
Пригорание или перегрев при резании или шлифовании оставляет на поверхности остаточные растягивающие напряжения и может привести к превращению аустенита в хрупкий мартенсит. Если ваша деталь подвергается нагрузке при конечном использовании, то вам следует избегать прижигания при шлифовке. Использование новых сверхразмерных циркониевых или керамических абразивных продуктов должно исключить пригорание при шлифовании.
Избегайте чрезмерного давления во время финишной обработки или полировки
Не надавливайте и не применяйте чрезмерное давление при чистовой обработке нержавеющей стали. Это может просто привести к большему обесцвечиванию или тепловому окрашиванию. Держите абразивный продукт движущимся по поверхности, чтобы предотвратить накопление тепла в одной области.
Не перегружайте поверхность на этапах финишной обработки и полировки, используя слишком большое давление и скорость абразива. Слишком большая нагрузка на поверхность нержавеющей стали во время формовки или отделки может вызвать эффект апельсиновой корки. Возможно, потребуется удалить апельсиновую корку с помощью мелкозернистого абразива с последующей повторной полировкой с меньшим давлением или скоростью.
Перекрестное загрязнение сталью
Переход стали или железа на нержавеющую сталь может происходить со стальных деталей и использованных абразивных материалов.
Избегайте перекрестного загрязнения деталей из нержавеющей стали сталью или железом. Если стальные детали или инструменты (пробойники, молотки и т. д.) из других проектов будут тереться о вашу нержавеющую деталь, то они могут перенести некоторое количество стали на поверхность, что ухудшит коррозионную стойкость.
Источники загрязнения железом, которых следует избегать, включают:
- Стальная или железная пыль от шлифования деталей из углеродистой или легированной стали
- Абразивы, используемые для шлифовки деталей из углеродистой или легированной стали
- Стальные щетки или мочалка из углеродистой стали
- Используйте щетки из нержавеющей стали и мочалку из нержавеющей стали
- Сталеструйная дробь, песок и абразивные материалы
- Тиски, зажимы, цепи или держатели
- Инструменты из углеродистой стали – молоток, отвертки, зубила и т. д.
- Формовочные валки, формы и штампы
Абразивные продукты, которые имеют шлифованные стальные детали в вашем проекте из нержавеющей стали. Вы должны иметь набор абразивных дисков, лент и лепестковых дисков для использования только с нержавеющей сталью. Использование дисков со шлифованной нержавеющей сталью для шлифовки стали вполне допустимо.
Правильный выбор абразивов
Какие абразивы лучше всего подходят для резки и шлифовки нержавеющей стали?
Необходимо подобрать абразивы, подходящие для шлифовки нержавеющей стали. Например, хотя более крупные абразивные материалы из карбида кремния подходят для шлифования стекла и титана, они не так эффективны, как оксид алюминия и диоксид циркония, при шлифовке нержавеющей стали. Неправильный выбор абразива может привести к быстрому затуплению или загрузке абразива, который перестанет резать и сгорит или обесцветит детали из нержавеющей стали.
Некоторые абразивные материалы, специально подходящие для шлифования нержавеющей стали, имеют маркировку «Stainless» или «inox». Inox происходит от французского слова «нержавеющая сталь», означающего «неокисляемая». Абразивные изделия не должны содержать примесей железа.
Лучшие абразивные зерна для резки и шлифовки сплавов нержавеющей стали включают оксид алюминия, цирконий и керамику. Цирконий превосходит оксид алюминия в применениях из нержавеющей стали. Вы должны быть в состоянии отшлифовать больше деталей или удалить больше металла с помощью диска из диоксида циркония или лепесткового диска до того, как диск перестанет эффективно резать и начнет прожигать металл. Керамические абразивы имеют более высокую твердость, чем циркониевые. Керамика должна превосходить циркониевые абразивы на более сложных для шлифования нержавеющих сталях, таких как закаленные мартенситные сорта и сорта с высоким содержанием никеля.
Слои увеличенного размера на абразивном изделии с покрытием могут удвоить количество удаляемого металла или шлифуемых деталей. Supersize обеспечивает смазывающий и охлаждающий эффект. Это удерживает абразивные зерна дольше, прежде чем они затупятся, а затем вспашат и прожгут металл. Увеличенный размер также помогает уменьшить прилипание стружки из нержавеющей стали к режущим кромкам абразивных зерен.
Всегда начинайте с самой мелкой рекомендуемой зернистости или попробуйте еще мельче. Более мелкая зернистость снижает нагрев и обесцвечивание нержавеющей стали, а также снижает объем работы, которую необходимо выполнить позже, чтобы удалить царапины и создать блестящую поверхность нержавеющей стали.
Что дальше и как начать?
После того, как вы решили, какую отделку поверхности вы или ваш клиент хотите для проекта из нержавеющей стали, который вы производите, вы можете выбрать и заказать абразивные материалы, чтобы они были под рукой, когда вы закончите резку, гибку, формовку и сварку.
Вот хороший список абразивных продуктов для вашего набора инструментов для шлифовки, отделки и полировки нержавеющей стали:
- Диски для подготовки поверхности – для подготовки сварных швов и очистки после сварки, а также для удаления термического окрашивания
- Конический или тип 29 4 1/2” лепестковый круг из диоксида циркония высокой плотности с зернистостью 40 и 60 – для удаления тяжелых металлов, таких как формование деталей из нержавеющей стали для подготовки швов перед сваркой, выравнивание слишком больших сварных швов, шлифование крупных дефектов.
- Плоский или тип 27 4 1/2” керамический лепестковый диск Black Hawk XL с зернистостью 80 и 120 – для выравнивания умеренно вогнутых валиков сварного шва, придания формы деталям без углубления и удаления оксидной окалины с обратной стороны сварных швов, поковок и термообработанных деталей, а также смешивание.
- Диски из керамического волокна 4 ½” зернистостью 80 и 120 – для выравнивания, удаления окалины и смешивания, когда требуется более гибкий продукт.
- Межлистовой лепестковый барабан 4 x 4 дюйма, зернистость 120 и 240 – для удаления термического окрашивания, удаления заусенцев и создания направленного зерна на нержавеющей стали.
- — для удаления теплового оттенка, удаления заусенцев и создания направленного зерна на нержавеющей стали. В зависимости от желаемой отделки требуется ряд размеров зернистости (матовая – 150/180, сатиновая 180/220, матовая 240/280)
- Войлочные полировальные круги 4-1/2″ x 7/8″ Polish Plus — для полировки нержавеющей стали до яркого блеска или зеркального блеска с помощью угловой шлифовальной машины
- Плоские войлочные полировальные круги 4-1/2″ x 7/8″ Polish Plus XL– для полировки нержавеющей стали до яркого блеска или зеркального блеска с помощью угловой шлифовальной машины
- Полировальные составы – используются с войлочными дисками и войлочными лепестковыми дисками для полировки нержавеющей стали до яркого блеска или зеркального блеска
Абразивные шлифовальные ленты с мелкой зернистостью
У вас есть дополнительные вопросы об абразивах для нержавеющей стали?
Пожалуйста, не стесняйтесь обращаться к нам. Мы знаем, насколько сложным может быть поиск лучших абразивов для вашей работы. Мы здесь, чтобы помочь вам как можно лучше. Пожалуйста, не стесняйтесь обращаться к одному из наших экспертов в Empire Abrasives по телефону 1-800-816-3824. Независимо от того, опытный вы или новичок — мы всегда рады протянуть руку помощи.
Вращающиеся шлифовальные круги PACER
Pacer «PM» (бумажная фабрика) на полимерной связке круги предназначены для быстрой
черновая обработка отбеленных чугунных, нержавеющих, гранитных, полипропиленовых, резиновых и других валков. Пэйсер пробка
заполненный. Круги на резиновой связке предназначены для быстрой отделки. Разница во времени
между колесами Pacer и более старыми типами должно быть быстро заметно. Так должно быть
качество и внешний вид поверхности валка.
Колеса Pacer не сложны в использовании, но
необходимо соблюдать несколько рекомендаций, чтобы PM или пробковое колесо работали должным образом. Ниже приведены
инструкции для наилучшей работы. Некоторые из них являются традиционными методами для вальцешлифовальных кругов.
в целом. Другие относятся к колесам Pacer, поскольку колеса работают по-разному.
Информация, содержащаяся в этом документе, известна компании в настоящее время. Когда
появляется важная новая информация или разработка продукта, обновленные инструкции будут
послал. Позвоните на завод по телефону 800-225-0315 , чтобы изменить или добавить имя получателя.
Имеются брошюры с описанием обоих типов колес и дополнительными инструкциями. Любой
приветствуются вопросы или комментарии относительно характеристик колес.
ПРОИЗВОДИТЕЛЬНОСТЬ ОЖИДАТЬ
Обдирочные круги PM
могут снимать 25 куб. дюймов в час с рулонов закаленного железа. Оператор
следует ожидать удаления от 0,002 дюйма до 0,003 дюйма в час из среднего рулона. 60 грит
PM создает поверхность без случайных глубоких следов песка, обычно оставляемых кругами с шеллаковой связкой.
Колеса PM могут работать при больших токах, а затем при малых токах без вибрации — преимущество в
достигнув профиля. Процесс измельчения можно охарактеризовать как тихий и плавный. Удаление запаса
на гранитных и каменных валках является исключительным. Резину можно шлифовать всухую без колеса
нагрузке и при более низких амперах. Заусенцы отсасывающего вала минимальны; легко удаляется пробкой.
Пробковые колеса Pacer стали более агрессивными . Важное изменение формулы (новое
колеса) позволяет им легче снимать припуски, чем раньше. Это показывает
на траверсе и железной мелочью на мокрой поверхности. Они могут удалить половину
десятый за проход. Требуемое время составляет около трех часов для среднего рулона железа.
Пробковые диски предназначены не только для яркой отделки. Они заканчивают лучше и быстрее, чем
черновые колеса. Пробковый круг с зернистостью 120 обеспечивает чистовую отделку от 5 до 8 Ra без направляющих линий.
глубокие следы песка или болтовня. Профиль должен быть лучше, чем после черновой обработки. Кроме того, они
не только для железа.
ОСНОВНЫЕ ЭКСПЛУАТАЦИОННЫЕ ТРЕБОВАНИЯ
Чтобы PM или пробковое колесо работали так, как заявлено, должно выполняться одно требование.
колесо должно сломаться . Силы тока должны падать во время движения (если питание не подается). Это не
сложно. Однако неправильная охлаждающая жидкость, скорость, сила тока могут не допустить поломки колеса.
как это должно.
Колеса остаются острыми за счет правильной поломки. Заряженное пробковое колесо будет только сиять
рулон. Блестящий валок со случайными глубокими следами песка или направляющими линиями не годится.
достаточно. Эти инструкции охватывают надлежащие условия эксплуатации при поломке. Если
колесо все же немного ломается, звоните на завод. Опыт Pacer со многими заводами может
помогите найти решение.
ОСНОВЫ ЭКСПЛУАТАЦИИ PM И ПРОБКИ
PM работает так же, как и традиционные колеса, за некоторыми исключениями.
ниже. Их преимущество заключается в снятии большего запаса при тех же токах. Их можно подтолкнуть к
более высокие ампер и скорость перемещения, чем у большинства колес, но с меньшей тенденцией к вибрации. это
рекомендуется работать на умеренных скоростях и указанных усилителях. Только после опыта работы с
действие колеса на крен, если учитывать увеличение силы тока в колесе или скорости крена.
После удаления канавок, прожогов или канавок нет необходимости делать многочисленные
проходит при уменьшении силы тока и скорости перемещения. После достижения равных ампер по рулону,
обычная практика — позволить усилителям колес падать во время нескольких проходов. Машины
при ручной подаче часто требуется больше проходов для достижения прямолинейности валка. Несколько проходов
при малых токах профиль должен быть в пределах 0,0005″. В этот момент обычно
работает лучше, чтобы пойти прямо на пробковое колесо.
Отделка охлажденного железа с помощью пробкового колеса представляет собой двухэтапную операцию . Первый
Фаза заключается в удалении следов обдирочного круга при улучшении профиля. Эта фаза имеет
определенные настройки колес и кренов. Обычно бывает достаточно двенадцати агрессивных передач. Секунда
этап заключается в производстве отделки. Это разные настройки. Двенадцать-пятнадцать легче
пропусков должно быть достаточно. Одни только пробковые колеса можно использовать для легкого удаления на твердых поверхностях.
резина. Черновую резину можно сделать сухой, но финишную обработку, возможно, придется делать влажной.
Для кофемолки Farrel задача переключения с PM на пробку и обратно для
следующий рулон можно сделать проще и безопаснее, чем при ручном подъеме. Pacer теперь доступен a
специальный кран , который крепится с каждой стороны качели. Кран маленький и простой
использовать. Основание прикручено к углу поворотного упора примерно в 3 футах от конца шпинделя. 65 фунтов
Сборка мачты/стрелы/ручной рукоятки скользит вниз в трубчатое основание. Мачта поворачивается в
основание, чтобы качнуть колесо от пола вверх и на шпиндель. Специальный цепной строп
надежно держит руль. Стрела откидывается в сторону после замены колеса.
ХЛАДАГЕНТ — ВЫБОР
Наиболее распространенная причина проблем с колесом на охлажденном чугуне связана с охлаждающей жидкостью. Выбор
охлаждающей жидкости имеет значение. Многие охлаждающие жидкости содержат смазочные материалы, такие как минеральные масла,
мыла, парафины и силиконы. Чем ровнее вал, тем труднее для абразивного песка
для проникновения в твердую поверхность. Колеса могут покрыться глазурью. Пробковые колеса больше подвержены влиянию охлаждающих жидкостей
содержащие масла, мыла и т. д., чем круги ПМ. Лицо колеса может загружаться быстро,
образуется тонкий черный слой. Ни пробку, ни ПМ чинить не надо.
поверхность любого колеса должна оставаться острой.
Щелочные химикаты, такие как кальцинированная сода (карбонат натрия) или дубит (тринатрийфосфат)
в избыточных количествах также вызывает скользкость. В прошлом их использовали для смягчения шеллака.
колеса. На ПМ или пробковые колеса они такого влияния не оказывают. В умеренных количествах они могут быть
удовлетворительный. Однако часто концентрацию делают намного выше необходимой,
в результате чего колеса работают ниже своего потенциала. Рекомендуется разбавлять бак
при шлифовании до тех пор, пока на валке не появится ржавчина. Ржавчина проявляется в течение нескольких минут, если
концентрация слишком мала. Затем добавьте достаточно, чтобы подавить ржавчину. Еще один способ проверить бак
концентрация – тест-наборами от производителей.
Порошкообразные щелочные химикаты также имеют тот недостаток, что постепенно откладываются в охлаждающей жидкости.
линии. Со временем линии и клапаны могут засориться. Пенообразующее действие и покрытие
этими хладагентами (на самом деле очистителями) делает проверку валков более трудной, чем с другими
охлаждающие жидкости.
Шлифовальные жидкости классифицируются как растворимые в масле, полусинтетические или синтетические. Только
следует использовать синтетику, и только те, у которых мало или нет смазывающей способности. Смазывающая способность не
нужно или хочется. Используйте рефрактометр (и коэффициент преломления) для контроля охлаждающей жидкости.
концентрация. Связаться с Пейсером. От 1 до 2% часто бывает достаточно для подавления ржавчины. Хороший
синтетические материалы помимо защиты от ржавчины обладают рядом свойств:
- Нежирный – не образует скользкой пленки на рулоне или машине.
- Низкое пенообразование — намного легче увидеть следы на рулоне.
- Отличное осаждение – мелкие частицы оседают на дно резервуара.
- Отбраковывает бродящее масло — масло всплывает на поверхность бака.
- Хорошая борьба с бактериями и плесенью – без запаха в баке.
- Экологически безопасен — не содержит масел, фенолов, нитритов и т.п.
- Экономичный — низкая концентрация. долгая жизнь.
ХЛАДАГЕНТ — ПОТОК И ФИЛЬТРЫ
Если колесо кажется жестким, решением может быть уменьшение потока охлаждающей жидкости. Этот
заставляет колесо нагреваться и легче высвобождать песок. Лучший способ — переместить
носик, чтобы поток попадал на рулон, примерно от 6 до 9″ выше области зажима. Поток
достигает области зажима тонкой пленкой. Убедитесь, что поток покрывает всю поверхность колеса до
предотвратить вибрацию или следы, вызванные сухим шлифованием. Низкий расход всегда является хорошей практикой
с пробковыми колесами. Поскольку они плотно упакованы и имеют небольшую пористость, высокий поток может
отожмите абразив от валика.
Стружка может содержать отработанный песок, железную или резиновую мелочь, постороннее масло и т. д.
бак очень помогает, но все же может пропустить немного стружки. Стружка может откладываться в течение долгого времени.
линии охлаждающей жидкости к носику. Твердые частицы могут поцарапать вал во время отделки.
Чрезмерно грязная охлаждающая жидкость может привести к пробковым колесам.
Простой способ убедиться, что масло или частицы не перекачиваются между валком и колесом, состоит в том, чтобы
установите фильтрующий блок рядом с носиком. Хорошее место находится на трубе сразу за
защита колеса. Устройство в основном представляет собой обычный фильтр для воды — 19 дюймов в высоту и 4 дюйма в диаметре.
корпус со сменным картриджем высотой 18 дюймов. Во время
черновая обработка Поворот двух ручных клапанов направляет поток через устройство во время чистовой обработки.
Блок и сменные картриджи недороги и должны учитываться заводами
необходимо, чтобы поверхности валков были как можно более свободными от царапин. Корпус может быть металлическим или прозрачным.
наблюдать за сбором загрязнений. Картриджей должно хватить на несколько рулонов. Контакт
Пэйсер.
ЗАПРАВКА КОЛЕС
Как и в случае с любым колесом, важна правильная обработка острым алмазом. Это особенно так
с пробковыми колесами. Имеют резиновую связь. Тусклый, плоский алмаз не сбривает
лицо правильно, но вместо этого отодвигает материал в сторону. Колесо не начинает работу
острый. Может светить вместо снятия необходимого стока. Одна точка или
многоточечный (припаянный к поверхности) алмазный наконечник хорошо работает, если он новый. Это может остаться
достаточно острый при частом вращении. На самом деле он обычно не часто вращается
и по ряду причин. При установке за рулем он и установочный винт закрываются
затвердевшей стружкой. При привязке к рулону приспособление может не иметь угла.
Лучшим подходом является «пропитанное» алмазное перо. у него металлический блок
содержащий множество мелких алмазных крошек по всей своей матрице. Блок припаян к одному
Размер хвостовика как одноточечный или многоточечный. Металлический блок стирается во время одевания,
обнажая острые грани алмаза. Импрегнированное перо всегда острое. Импрегнированный алмаз
перья хорошо работают как на пробковом, так и на PM колесе. Они недороги и служат долго. Контакт
Пэйсер.
Для любого круга рекомендуется умеренная скорость правки. Новое колесо ПМ на холодном валке
с холодной охлаждающей жидкостью может поначалу действовать жестче. Переодевание раз или два может помочь. Вскоре
круг, ролик и охлаждающая жидкость нагреваются для облегчения шлифования.
Линии пересечения могут легче исчезнуть к концу процесса укупорки, если пробка
кромки колес скошены. Лучшее время для снятия фаски — между фазой черновой обработки пробки и
завершающая фаза. Во-первых, в целях безопасности запустите колеса далеко от конца рулона.
фаски должны быть небольшими (около 10 градусов) и простираться на 3/8 дюйма от сторон.
абразивный камень, наждачная бумага или напильник. Снятие фаски не является абсолютно необходимым, но может
сэкономить время.
СКОРОСТЬ ВАЛКА
Рекомендуемая скорость прокатки для колес PM составляет 60 футов в минуту (кв. футов/мин). Дополнительный
жесткий крен или определенные условия могут заставить колесо петь. Бросьте рулон до 45 футов в минуту, чтобы дать
песок больше времени, чтобы копаться в твердой поверхности. Если черновая обработка идет очень хорошо.
можно попробовать увеличить рулон до 75 футов в минуту. Это сократит время, поскольку скорость перемещения
также следует увеличить.
Во время черновой фазы пробки запустите рулон со скоростью 60 футов в минуту. Во время отделки пробки
фазы увеличьте до 90 sfm или даже 105 sfm. Это увеличение будет поддерживать скорость перемещения, в то время как
ход за оборот уменьшается. Тахометр с окружностью 1 фут
Колесо (диаметром 3,820 дюйма) на валу — лучший способ измерения рулона в футах в минуту. Это быстро и
точный. Если тахометр недоступен, а на машине нет манометра, число оборотов в минуту на отметке на
ролл можно считать. В таблице перечислены различные скорости вращения валков. Перейдите к диаметру рулона. затем
идите вправо к колонке выбранного рулона sfm. Номер пересечения — это правильные обороты.
Диаметр рулона | Поверхность катания, футы в минуту (фут/мин) | |||||
| 3Osfm | 45 футов в минуту | 60 футов в минуту | 75 футов в минуту | 90 футов в минуту | l05sfm | |
| 10 дюймов 12 14 16 18 | 11,5 9,5 8. 2 7.2 6.4 | 17,2 14.3 12.3 10,7 9,5 | 22,9 19.1 16,4 14.3 12,7 | 28,6 23,9 20,5 17,9 15,9 | 34,4 28,6 24,6 21,5 19.1 | 40,1 33.4 28,6 25.1 22,3 |
| 20 22 24 26 28 | 5,7 5.2 4.8 4.4 4. 1 | 8,6 7,8 7.2 6.6 6.1 | 11,5 10.4 9,5 8.8 8.2 | 14,3 13,0 11,9 11.0 10,2 | 17,2 15,6 14.3 13.2 12,3 | 20,1 18.2 16,7 15.4 14,3 |
| 30 32 34 36 38 | 3,8 3,6 3.4 3. 2 3,0 | 5,7 5.4 5.1 4.8 4,5 | 7,6 7.2 6.7 6.4 6,0 | 9,5 9.0 8.4 8.0 7,5 | 11,5 10,7 10.1 9,5 9,0 | 13,4 12,5 11,8 11.1 10,6 |
| 40 42 44 46 48 | 2,9 2,7 2,6 2,5 2,4 | 4,3 4. 1 3.9 3,7 3,6 | 5,7 5,5 5.2 5.0 4,8 | 7,2 6,8 6,5 6.2 6,0 | 8,6 8.2 7,8 7,5 7.2 | 10,0 9,5 9.1 8.7 8.4 |
Определение отдельных текстурных признаков на активной поверхности однослойного шлифовального круга для отслеживания их изменения в результате износа
Материалы (Базель). 2021 янв; 14(1): 6.
Опубликовано в сети 22 декабря 2020 г. doi: 10.3390/ma14010006
, 1, * , 1 , 909 2 1 192 и 2
Информация об авторе Примечания к статье Информация об авторских правах и лицензиях Отказ от ответственности
Измерения микрогеометрии активной поверхности шлифовального круга контактным и оптическим методами обычно используются для получения множества точек, представляющих поверхность исследуемого инструмента. Параметры, которые могут быть определены на основе указанных выше измерений, могут быть универсальными параметрами, обычно используемыми для оценки геометрического строения поверхности, или параметрами, учитывающими специфические свойства структуры активной поверхности шлифовального круга (АОП). В данной статье предлагается методика определения среднего уровня вяжущего, позволяющая определить уровень отсечки, необходимый для выделения из данных измерений: (i) площадей, представляющих собой зерна, (ii) площадей гуммирования шлифовального круга. , и (iii) глубокие каверны примерно в одних и тех же местах на исследуемом шлифовальном круге, независимо от степени его износа. Это, в свою очередь, позволяет проследить изменение характеристических параметров, вычисляемых по измерениям текстуры в указанных выше областях, за счет различных процессов изнашивания ГВАС. Исследование основано на анализе данных, полученных при измерениях однослойных шлифовальных кругов методом реплик. Принятая методика измерения позволяет измерять приблизительно одинаковые (94% покрытия) площадей ГВС на четырех стадиях работы шлифовального круга. Расчетные ошибки, связанные с определением объема абразива на ГВАС на различных стадиях износа по разработанной методике, в среднем на 48 % ниже по сравнению с автоматическим распознаванием островков, выполненным с помощью коммерческого программного обеспечения.
Ключевые слова: гальванический шлифовальный круг, износ шлифовального круга, текстура поверхности шлифовального круга. Он определяет, среди прочего, величину таких параметров, связанных с процессом измельчения, как сила измельчения, энергия и температура измельчения [1,2,3]. Таким образом, геометрия шлифовального круга влияет на протекание процесса шлифования и его последствия, а также на качество обрабатываемой поверхности.
Микрогеометрия, помимо видов и свойств материалов абразивного зерна и связующих и особенностей строения шлифовального круга, является одним из важных факторов, определяющих режущую способность этого инструмента, т. е. способность шлифовального круга снимать механическую обработку пособие [4,5]. Микрогеометрия, в свою очередь, зависит от топографии активной поверхности шлифовального круга (ГАПО) и геометрических особенностей абразивных зерен, например, их высоты, крутизны ската или характерных углов [6,7,8,9].]. Для количественного описания каждого из этих признаков можно использовать несколько параметров, которые определяются различными способами и характеризуются лучшей или худшей способностью характеризовать рассматриваемый признак. Например, высота зерен на GWAS может быть представлена параметром Sq (среднеквадратичная высота) [7,8], средняя высота возвышений над точкой отсечки, определяемая по наибольшей отметке [ 10], средняя или максимальная высота возвышений над обозначенной средней площадью [11] и средняя или максимальная высота мотивов, определяемая с помощью анализа мотивов [12]. Информация о микрогеометрии GWAS важна в течение всего времени эксплуатации шлифовального круга.
Режущий потенциал однослойных шлифовальных кругов (SLGW) связан с очень ограниченным количеством абразива. Их режущие свойства не могут быть восстановлены зачисткой. Однако их часто используют для шлифования изделий, к размерам и форме которых предъявляются высокие требования и которые изготовлены из труднообрабатываемых материалов, например, цельнолопастные роторы из жаропрочного никелевого сплава [13,14] или шестерни из высокопрочной стали [15]. ,16,17]. Поэтому любая нестабильность в производственном процессе с использованием таких шлифовальных кругов может привести к значительным финансовым потерям. Это одна из основных причин тщательного тестирования SLGW, включая их топографию.
Количественную информацию об активной поверхности шлифовального круга чаще всего получают путем анализа 2D-изображений, полученных, например, с помощью сканирующего электронного микроскопа (СЭМ) [7,18,19,20,21,22,23,24] , атомно-силовой микроскоп (АСМ) [25, 26] или оптический микроскоп [18, 27, 28, 29, 30, 31, 32, 33, 34], а также из трехмерных измерений топографии поверхности с использованием, например, контактных профилометров [ 7,8,35,36], конфокальные микроскопы [12,37,38] и интерферометры [37,39,40,41]. Косвенные методы измерения, такие как измерение массы шлифовального круга до и после шлифования, позволяют уточнить объем шлифовального инструмента, израсходованного в процессе [24,42,43], и определить коэффициент измельчения Г . В отличие от косвенных методов прямые наблюдения и измерения топографии GWAS позволяют получать данные с гораздо более широким спектром приложений. Однако интерпретация собранных и рассчитанных данных по-прежнему сложна и актуальна. Визуальная оценка микроскопических изображений GWAS позволяет различать статические и активные зерна и выявлять различные формы износа шлифовального круга. Благодаря этому некоторые исследователи определяют некоторые количественные параметры непосредственно на основе упомянутых выше 2D-изображений. Этими параметрами являются, например, количество активных зерен на единицу площади и количество зерен, вырванных из связующего на единицу площади [6, 18, 32, 44, 45].
Разработанные методы анализа изображений применительно к 2D изображениям GWAS позволяют определять, в том числе, расстояние между зернами, площадь поверхности и процент площади поверхности зерен и площади гуммирования шлифовальных кругов [ 46], а также максимальный и минимальный диаметр зерен Фере [47]. По сравнению с микроскопическим анализом изображений, выполняемым непосредственно исследователем, методы компьютерного анализа изображений позволяют анализировать большие области GWAS за меньшее время. С другой стороны, прямой анализ исследователем позволяет точно определить количество зерен и их границы. Кроме того, места отрыва некоторых зерен от СЛГВ и образования полостей в связке относительно легко распознаются исследователем. Определить их с помощью известных методов анализа изображений становится очень сложно или даже невозможно вообще [48].
Определение высотных и объемных параметров текстуры возможно по результатам 3D измерений топографии GWAS. Некоторые параметры текстуры поверхности (ST) могут быть рассчитаны в соответствии со стандартами ISO [49,50] или отчетом Европейского Союза [51]. Однако они требуют глубокого анализа. Нгуен и Батлер и др. [7,8] интерпретировали параметр Sds (вершинная плотность) как плотность режущих кромок. Однако параметр Ssc (средняя вершинная кривизна) связывался ими с радиусом закругления зерна и, следовательно, с остротой зерна. Та же интерпретация параметров Sds и Ssc использовали Yan et al. [40]. При этом параметр Sdq (среднеквадратичный градиент) должен был указывать на углы наклона зерен. Авторы Ref. [40] также связали сумму параметров Vvc (объем пустот ядра) и Vvv (объем пустот Дейла) с объемом пространства на GWAS, где может собираться стружка. Ван и др. [52] наблюдали указанные выше параметры Ssc и Sdq , а также высоту пика-пика ( Sz ) при исследовании износа зерен на абразивной ленте. Kaplonek и Nadolny [53,54] указали на пригодность шлифовальных кругов для оценки поверхности шлифовальных кругов с точки зрения их прилипания и истирания по таким параметрам ST, как Sdr (коэффициент развития поверхности) и Sk (поверхность сердцевины). высота). Видаль и др. [38] исследовали несколько выбранных параметров текстуры поверхности, из которых Свк показали наибольшие изменения за счет износа ГВАС, а в случае правки параметр Sa изменился больше всего.
Вышеупомянутые параметры ST связаны с различными функциями GWAS только в ограниченной степени. Анализ возвышений выше уровня отсечки (частицы) и ямок или полостей ниже уровня отсечки (поры) может дать важную информацию о состоянии GWAS. При соответствующем уровне отсечки частицы могут представлять собой области, связанные с абразивными зернами или областями прилипания, а поры могут представлять собой пустоты или поры в связующем. Поэтому определяемые параметры частиц и пор имеют прямое отношение к конструкции шлифовального круга.
Распределение и форма участков абразивных зерен выше определенного уровня может указывать на активность абразивных зерен. Их можно использовать для оценки процессов износа GWAS и выбора соответствующих параметров обработки. Например, чтобы оценить режущий потенциал GWAS, Kacalak et al. разработал на основе энергетического оператора Тигера-Кейзера [55] параметр, зависящий от высоты и остроты наклонов вершин зерен над уровнем, зависящим от площади среднего измеренного рельефа [56]. С другой стороны, параметры пор являются факторами, влияющими, среди прочего, на условия смазки и охлаждения при шлифовании. Следовательно, их можно использовать для моделирования явлений, связанных с течением смазочно-охлаждающей жидкости через зону шлифования [57,58].
Естественной границей разделения частиц и пор в случае SLGW является связующее, и этот подход был использован Setti et al. [59]. Однако трудно автоматически определить уровень разделения между зерном и связующим на измеренных топографиях GWAS [37,60]. Исмаил и др. представили метод определения эталонной поверхности, которая отражала бы уровень вяжущего, с помощью так называемого обратного метода (reversal method), заключающегося в измерении одной и той же поверхности в нескольких положениях вращения [12]. По оценке авторов, этот метод оказался эффективным для 66% исследованных территорий. В остальных случаях определить референтную площадь не удалось из-за низкой повторяемости выполненных измерений ST.
В своих исследованиях Kacalak et al. применена [9,10] водораздельная сегментация и связанный с ней анализ мотивов для определения параметров абразивных зерен. Разделение мотивов можно осуществить двумя способами — распознать мотивы, относящиеся либо к долинам, либо к холмам. В первом случае единый мотив состоит из долин и окружающей территории. Во втором случае мотив охватывает холм с его ближайшим окружением (). Это означает, что в обоих случаях мотивы содержат не только данные о зернистости шлифовального круга или глубоких полостях, но и дополнительную информацию о текстуре поверхности. Авторы Ref. [61] также использовали анализ мотивов при изучении топографии шлифовального круга.
Открыть в отдельном окне
Сегментация мотивов, связанных с холмами ( слева ) и долинами ( справа ).
Различные методы сегментации трехмерных данных для различных типов поверхностей были проанализированы в [62,63,64,65]. Проблема определения критических точек, необходимых для проведения пространственной сегментации, обсуждается в [66]. Следует помнить, что проблема сегментации касается не только макрогеометрии поверхности. Этот метод имеет более широкое применение и используется также для анализа макрогеометрии [67].
В коммерческом программном обеспечении Scanning Probe Image Processor (SPIP TM ) Image Metrology для анализа ST сегментация водораздела может изолировать целые мотивы или только возвышения и ямки без их окружения. Основным недостатком сегментации водосбора для ST-оценки GWAS является различие пороговых уровней отдельных извлеченных элементов как при анализе мотивов, так и при распознавании холмов и впадин. Следовательно, параметры высоты и объема не определяются от общей опорной поверхности. Поэтому невозможно сравнить объем или максимальную высоту двух выбранных абразивных зерен.
Коммерческие программы для анализа текстуры поверхности, такие как SPIP от Image Metrology или MountainsMap от DigitalSurf, позволяют анализировать частицы и поры, сегментированные одной поверхностью. Однако важно, чтобы частицы и поры на ГВАС определялись с уровнем отсечки, не зависящим от степени износа ГВАС. Для того чтобы всегда отсекать и анализировать одни и те же части рассматриваемых признаков СТ, уровень отсечки следует выбирать таким образом, чтобы сохранять одно и то же или примерно одно и то же место для данного зерна независимо от процессов прилипания или углубления.
Уровень отсечки можно определить в SPIP или DigitalSurf на заданном пользователем расстоянии от опорного элемента, которым может быть, например, средняя площадь или самая высокая или самая низкая измеренная точка. Самостоятельное определение опорного уровня пользователем позволяет полностью контролировать его. Уровень отсечки можно определить путем визуального осмотра измеренной топографии. При этом результат не зависит от алгоритмов, неизвестных пользователю в вычислительном (математическом) слое. С другой стороны, самостоятельное определение опорного уровня пользователем является более трудоемким и длительным при анализе большого количества измеряемых поверхностей.
Чтобы уменьшить такие эффекты, извлечение рассматриваемых признаков из измеренных топографий должно быть автоматизировано. Из двух вышеупомянутых программных пакетов только SPIP имеет функцию автоматического отключения. Проведенные исследования, описанные в разделе 3, показали, однако, что использование этой функции не привело к удовлетворительным результатам, связанным с выделением областей, соответствующих абразивным зернам. По этой причине в статье был разработан собственный алгоритм расчета уровней отсечки для частиц и пор. Он был реализован в программном обеспечении SPIP в виде плагина. Это позволяет автоматически определять уровень отсечки и обрабатывать множество измеренных примеров GWAS, а также определять требуемые параметры ST исследуемых GWAS в пакетной обработке.
В разделе 7 приведены результаты испытаний, связанных с применением разработанного алгоритма определения уровня отсечки и выделением участков, связанных с абразивными зернами, участков прилипания и полостей в связующем, от измеренной текстуры ГВАС. показано. Анализы проводились для одного однослойного шлифовального круга из кубического нитрида бора (cBN) с гальваническим покрытием на различных стадиях износа шлифовального круга. Статья заканчивается выводами, сделанными на основе исследования и библиографического анализа.
Исследования топографии поверхности касались активных поверхностей 17 SLGW с никелевой связкой, нанесенной гальванопокрытием абразивом cBN с номером зерна B35 (средний диаметр зерна dg=35 мкм). Шлифовальные круги имели коническую форму с максимальным диаметром ds=100 мм и углом конусности 140°.
Шлифованные детали изготовлены из высоколегированной стали Pyrowear 53 после термохимической обработки с твердостью поверхностного слоя 81 HRA. Процессы плоского шлифования проводились на шлифовальном станке Fortis фирмы Michael Deckel в присутствии шлифовального масла. Каждый шлифовальный круг эксплуатировался с разным набором регулируемых параметров до его полного износа (проявляющегося интенсивным увеличением усилия шлифования) или до удаления определенного объема материала (V′=2652 мм3/мм). Регулируемые параметры процесса измельчения изменялись в следующих пределах:
Скорость шлифования (для диаметра ds=100мм): vs=20–40м/с, что соответствует диапазону частот вращения шпинделя шлифовального станка: n=4000–8000об/мин;
Скорость подачи: vw=1000–7500 мм/мин;
Глубина шлифования: ae=7–30 мкм (0,2–0,86·dg).
Топография активной поверхности каждого из испытанных шлифовальных кругов измерялась несколько раз на разных стадиях износа шлифовального круга. Испытания GWAS планировались после удаления следующего удельного объема материала V’ [мм3/мм]: 0 (новый шлифовальный круг), 204 или 272, 408 или 476, 1224 или 1360, 2652, или когда шлифовальный круг был изношенный. Реплики использовались для картографирования топографии GWAS. Использование реплик было обусловлено двумя причинами. Во-первых, при использовании реплик не нужно было снимать шлифовальный круг со станка и держатель инструмента для измерения топографии GWAS. Это значительно сократило время испытаний, а также повысило стабильность условий работы шлифовального круга на протяжении всего срока службы. Вторая причина была связана с трудностями прямого измерения GWAS на микроскопе InfiniteFocus. Области склеивания вблизи зерен имели сложную форму и не поддавались измерению. Проблемы с выполнением прямых измерений на шлифовальном круге, вероятно, были вызваны большими различиями в цвете между зернами и связкой. Не удалось установить такие условия измерения, т. е. яркость и контрастность, чтобы одновременно должным образом осветлить зерна и связка. Реплики были изготовлены с использованием системы Struers RepliSet. Согласно информации, предоставленной производителем, материал реплик представлял собой черный силиконовый каучук с возможностью воспроизведения деталей размером более 0,1 мкм. Чтобы визуализировать точность метода репликации, виды некоторых зерен, полученные непосредственно со шлифовального круга с использованием микроскопа InfiniteFocus, сравнивали с соответствующими видами с реплик. Это видно по тому, что не картировались лишь самые мелкие детали, расположенные на исследованных зернах, такие как некоторые линии от плоскостей спайности.
Открыть в отдельном окне
Виды зерен, наблюдаемых непосредственно в микроскопе InfiniteFocus ( a , c ) и тех же зерен, нанесенных на карту репликой ( b , d ).
Благодаря использованию реплик для проверки микрогеометрии шлифовального круга не требовалось снимать инструмент (шлифовальный круг) со станка. Это уменьшило трудоемкость и временные затраты на исследование. Стоит отметить, что реплики также могут быть полезны в случае измерения больших шлифовальных кругов, которые могут не поместиться на измерительном устройстве; например, профилометр или микроскоп.
Для измерения топографии реплик GWAS использовался микроскоп Alicona InfiniteFocus с объективом ×20. На каждом из испытанных этапов шлифования измеряли шесть примерно одинаковых участков размерами 2,35 мм × 2,59 мм. Измеряемые поверхности были разнесены на 120∘ вокруг оси вращения шлифовального круга (). Две поверхности с разными радиальными положениями были измерены в каждом угловом положении. Параметры измерения реплик GWAS представлены в .
Открыть в отдельном окне
Реплики производственных площадок и измерительных поверхностей на активной поверхности шлифовального круга (ГАС).
Таблица 1
Параметры для измерения топографии на микроскопе Alicona Focus Variation.
| Линзы | × 20 | |
| Поле одиночной визуализации | 0,71 мм × 0,54 мм | |
| x 0,54 мм | ||
| x 0,54 мм | ||
| × 0,54 мм | ||
| . 0754 | Measurement area | 2.35 mm × 2.59 mm |
| Analysis area | 2.25 mm × 2.50 mm | |
| Horizontal resolution | 5 μm | |
| Vertical resolution | 100 nm | |
| Sampling step | 0,44 мкм × 0,44 мкм |
Открыть в отдельном окне контроль режущих свойств шлифовальных кругов. Для получения необходимых данных измерение GWAS следует проводить на различных стадиях износа шлифовального круга, т. е. после снятия разного объема материала. Информация об износе наилучшего качества была получена путем непрерывного измерения одних и тех же мест на шлифовальном круге. Изменения расчетных параметров ОГА на разных стадиях износа были обусловлены не только самим износом, но и дисперсией значений этих параметров в пределах ОГА. Анализ износа шлифовального круга, основанный на измерении различных площадей ОГАС после удаления последующих объемов материала, дал лишь возможность проследить обобщенные изменения параметров рельефа в пределах ОГАС. При постоянном сравнении одних и тех же площадей ОГА наблюдаемые изменения параметров ОГА связаны, прежде всего, с износом шлифовального круга. Проведенные анализы не были отягощены ошибкой, связанной с возможным изменением этих параметров в рамках GWAS. Кроме того, измеряя одни и те же места на шлифовальном круге, можно было определить, насколько износились конкретные абразивные зерна.
С целью измерения рельефа ГВАС примерно в одних и тех же местах на разных стадиях износа на торце шлифовального круга виброручкой были сделаны отметки в виде небольших ямок. Эти характерные точки были разнесены вокруг оси вращения шлифовального круга через каждые 120∘ (). Они указали места, где должны были быть изготовлены реплики. На этапе измерения топографии GWAS, картированной репликами на микроскопе InfiniteFocus, маркеры использовались для исходной ориентации измерительных поверхностей. Точная ориентация измерительных поверхностей основывалась на выбранной характерной детали GWAS, такой как абразивное зерно характерной формы.
Воспроизводимость расположения измерительных поверхностей — для обеспечения измерения топографии GWAS примерно в одних и тех же местах на разных этапах исследования — проверялась для одной случайно выбранной точки измерения на шлифовальном круге, которая считалась наиболее надевается после визуального осмотра топографических карт. Исследования по правильному расположению измерительных поверхностей показаны на рис. Были проанализированы четыре карты рельефа (обозначены как V1, V2, V3 и V4), полученные в результате измерений, проведенных на четырех репликах, изготовленных на разных стадиях износа шлифовального круга. От каждой из топографических карт размерами 2,25 мм × 2,50 мм в противоположных углах карт были расположены две области (А и В) размером примерно 0,22 мм × 0,24 мм. Затем четыре изображения областей А (исходя из четырех реплик) и четыре изображения областей В сравнивались друг с другом. Для облегчения сравнения на ракурсах А и Б выбраны характерные фрагменты рельефа, обнаруженные на соответствующих ракурсах. В , эти фрагменты обведены. Сравнение противоположных углов четырех топографических карт позволило выявить область, общую для всех анализируемых карт.
Открыть в отдельном окне
Виды противоположных углов топографических карт, отмеченных буквами А и В (слева), полученные в результате измерения соответствующих площадей на четырех репликах V1÷V4, изготовленных на разных стадиях шлифовального круга носить (справа).
На четырех проанализированных топографических картах, на которых показаны фрагменты ГВАС площадью 5,625 мм 2 , площадь поверхности повторяющегося участка (общая для всех четырех карт) составила примерно 5,29 мм 2 . На его долю приходилось около 94% площади измерения.
Для получения данных о частицах и порах, выделенных из измеренной топографии GWAS, которые были бы наиболее полезны при анализе износа шлифовального круга, были соблюдены два условия: На разных стадиях износа одни и те же места на шлифовальном круге постоянно измерялись, а уровни отсечки для частиц и пор определялись таким образом, чтобы отсекать одни и те же фрагменты зерен, участки гуммирования ЗВП и каверн. В этой части статьи будут представлены результаты исследования, показывающие сепарацию частиц с использованием автоматически выбираемого уровня отсечки в программе SPIP 6.4.2.
показан фрагмент измеренной топографии активной поверхности нового шлифовального круга (фактическая потеря материала V′=0мм3/мм), полученная после удаления удельных объемов материала, равная V′=204мм3/мм, и полученная после полный износ колеса (V′=680мм3/мм). Общий износ шлифовального круга был связан с интенсивным увеличением усилия шлифования. На измеренной поверхности нового шлифовального круга уровень отсечки был явно «выше», чем на измеренных рельефах бывшего шлифовального круга. Иными словами, в случае рельефа бывшего в употреблении колеса больше участков, принадлежащих связке, находились выше уровня отсечки, чем в случае колеса до его эксплуатации. Результаты для автоматически определяемого (AT) уровня отсечки также представлены в разделе 6.
Открыть в отдельном окне
Карты новой ( a ) и бывшей ( b , c ) топографии шлифовального круга и соответствующих площадей частиц выше автоматически определяемого уровня отсечки ( d – ф ). Цветовая палитра одинакова для всех шести изображений. Параметры шлифования: vs=30 м/с (для максимального диаметра шлифовального круга ds=100 мм), скорость тангенциальной подачи vw=4250 мм/мин, глубина шлифования ae=20 мкм.
Процент поверхностных частиц, представленных в A%=22,19% для нового шлифовального круга, А%=22,81% для удельной потери материала V’=204 мм3/мм и А%=22,20% для полностью изношенного круга. Анализ фотографий реплик показал, что на GWAS не было нароста стружки. Поэтому увеличение доли частиц (соответствующих абразивным зернам) на шлифовальном круге в бывшем состоянии по сравнению с новым шлифовальным кругом нелогично. Анализ процентной доли частиц подтверждает визуальную оценку площадей выше уровня отсечки и вывод о существенном изменении автоматически выбираемого уровня отсечки в зависимости от степени износа шлифовального круга. Количественная мера погрешности определения уровня отсечки абразивных зерен на разных стадиях износа с помощью функции автоматического порога (АТ) представлена в разделе 5.9.0003
Имеющаяся в программе СПИП 6.4.2 функция автоматического определения уровня отсечки пор и частиц для анализируемых рельефов испытанных шлифовальных кругов не оправдала ожиданий. По этой причине был разработан собственный алгоритм определения уровня отсечки, который зависел от уровня связующего на шлифовальных кругах. Основная идея алгоритма основана на анализе кривой площади опоры (ВАС), также называемой кривой Эбботта-Файрстоуна, и уже была представлена в [2]. [68]. Это также кратко проиллюстрировано в и .
Открыть в отдельном окне
Алгоритм определения среднего уровня вяжущего.
Открыть в отдельном окне
Площади зерен, вяжущего и полостей в связующем ( a ), а также соответствующие им площади на кривой площади опоры ( b ) [68].
Точки измерения на BAC, относящиеся к связующему, соответствуют, в частности, центральной области, т. е. центральной части кривой. Абразивные зерна и глубокие ямки после извлечения зерна на БАК соответствуют соответственно участкам левой части кривой с наименьшими значениями доли материала и правой части кривой с наибольшими значениями доли материала () . По сравнению с зернами и зерновыми ямками разница в высоте точек внутри вяжущего невелика. Разработанная концепция предполагает, что для определения среднего уровня вяжущего (среднего уровня, т.к. вяжущее относится к определенному диапазону значений ординат, а не только единичному значению) касательная к БАК с наименьшим наклоном на конкретном промежутке окна поиска должны быть определены. Аналогичный секанс с размахом окна 40% используется для расчета параметров топографии Ск , Спк и Свк по стандарту [49]. Алгоритм определения среднего уровня вяжущего показан на рис.
На основании анализа поверхностной доли связующего по картам рельефа испытуемых шлифовальных кругов, в справ. [68] размах окна поиска по наименьшему наклонению принимался равным 40% доли материала. В описываемом исследовании проверялось, как ширина окна поиска влияет на определяемое значение среднего уровня вяжущего. Для этого случайным образом были выбраны 10 измеренных топографий GWAS с разной степенью износа шлифовального круга. На каждой из этих топографий определяли средний уровень вяжущего с размахом окна от 20% до 70% содержания материала с шагом 10%. Групповые различия были проверены с использованием знакового рангового критерия Уилкоксона с уровнем значимости α = 0,05.
Было замечено, что семь исследовательских групп можно разделить на две группы. Первая содержала группы, относящиеся к размаху окна 20 %, 30 % и 40 % (набор 20–40), а вторая содержала группы, относящиеся к размаху окна 50 %, 60 % и 70 % (набор 50–40). 70). Внутри каждого набора группы не показали статистически значимых различий. С другой стороны, при сравнении групп из разных коллекций наблюдались существенные различия.
В среднем в наборе 50–70 определенный уровень связующего был на 0,17 мкм выше, чем в наборе 20–40. Вероятно, это было связано с тем, что при большем наклоне окон поиска, при наименьшем наклоне, эти окна также содержали точки, принадлежащие зернам. По этой причине для дальнейших исследований было принято окно поиска, равное 40% доли материала.
Для сравнения эффектов выделения площадей зерен с использованием автоматически определяемого (AT) уровня отсечки и разработанного нами алгоритма (OA) использовались 10 пар данных измерений. Каждая пара относилась к одной и той же области измерения, но на разной стадии износа. Для каждой пары вручную определялся уровень отсечки частиц, чтобы для данной пары она проходила в одном и том же месте и отсекала аналогичные фрагменты зерен.
Ручное определение уровня отсечки включало одновременный анализ 2–3 карт поверхности, установленных в одном месте шлифовального круга и на разных стадиях его износа. Одной из анализируемых 2D-карт всегда была новая карта поверхности шлифовального круга. На каждой карте выбиралось характерное расположение деталей — узор из нескольких зерен или полость характерной формы. Виды карт были увеличены до размеров примерно 0,5 мм × 0,5 мм, так как в таком окне хорошо видны отдельные зерна и полости. Цветовая палитра на каждой карте всегда выбиралась аналогичной другим анализируемым картам (). Благодаря этому было легко найти и сравнить отдельные зерна на разных картах. После такой подготовки уровень отсечки от впадин к буграм вручную «перемещался в пространстве» и устанавливался на уровне, обеспечивающем нахождение большей части вяжущего под ним. Процесс перемещения уровня отсечки можно сравнить с заливанием поверхности водой. Для определения уровня отсечки в качестве эталонной карты использовалась карта нового шлифовального круга. Учитывая, что на всех картах были видны отчетливые зерна, были предприняты попытки определить уровень отсечки таким образом, чтобы зерна были отделены от их окружения на одном уровне во всех случаях.
Открыть в отдельном окне
Просмотр трех карт, проанализированных одновременно, для ручного определения уровня отсечки на разных стадиях износа; область ниже уровня отсечки отмечена синим цветом.
Для всех данных рассчитан объем частиц выше уровня отсечки, определенный вручную (Vm), автоматически (VAT) и с использованием разработанного алгоритма (VOA). Затем для пар поверхностей и заданного метода определения уровня отсечки рассчитывали разницу между объемом частиц на ранней и поздней стадиях износа (ΔV). Качество эффектов автоматизированного расчета пороговых методов отсечки AT и OA определяли путем сравнения ΔVAT и ΔVAT с ΔVm. За погрешность (err) метода принималась разница между значением, полученным при определении уровня отсечки вручную (ΔVm), и значением (ΔV), относящимся к этому методу. Абсолютную погрешность (ошибку) метода определяли по формуле: погрешность %=ошибка/ΔVm.
Для всех 10 пар поверхностей погрешность определения уровня отсечки при использовании разработанного алгоритма была ниже, чем при автоматическом методе. Качество определения уровня отсечки улучшилось в среднем на 48% (). Максимальное улучшение составило более 125%. Также стоит отметить, что третий квартиль ошибки в методе ОА меньше, чем минимальная ошибка, определенная для АТ. Таким образом, можно сделать вывод, что разработанный алгоритм позволяет значительно лучше разделить одни и те же участки зерен на разных стадиях износа шлифовального круга.
Таблица 2
Среднее значение, стандартное отклонение и квартили Q1, Q2 и Q3, рассчитанные для проанализированных областей GWAS.
| OA Error [%] | AT Error [%] | Improvement [%] | |
|---|---|---|---|
| mean | 9. 35 | 57.64 | 48.29 |
| std | 5.6 | 46,17 | 42,87 |
| мин | 0,67 | 14,76 | 7,61 |
| Q 1 | 5,34 | 25,85 | 14,94 |
| Q 2 | 9,17 | 43,92 | 34,75 |
| Q 3 | 13. 95 | 80.36 | 71.24 |
| max | 17.65 | 141.00 | 125.74 |
Open in a separate window
Средняя ошибка определения уровня отсечки по разработанному алгоритму составила более 9%. Поэтому целесообразно продолжить поиск и уточнение методов определения уровня отсечки для выделения областей зерен и ямок на измеренных топографиях GWAS. Следует помнить, что ручной метод также не идеален и обременен погрешностью, возникающей из-за субъективного определения порогового уровня в зависимости от исследователя.
и показывают площади частиц выше уровня отсечки, определяемого автоматически и на основе среднего уровня вяжущего (методика расчета уровней отсечки для частиц и пор на основе среднего уровня вяжущего представлена далее в статья).
Открыть в отдельном окне
Карты рельефа нового ( а ) и бывшего в употреблении ( d ) шлифовального круга и соответствующих площадей частиц выше автоматически определяемого уровня отсечки ( b , e ) и уровень отсечки, определяемый разработанным алгоритмом ( c , f ). Цветовая палитра одинакова для всех шести изображений. Параметры шлифования: vs=40 м/с (для максимального диаметра шлифовального круга ds=100 мм), скорость тангенциальной подачи vw=7500 мм/мин, глубина шлифования ae=20 мкм.
Открыть в отдельном окне
Карты рельефа нового ( а ) и бывшего в употреблении ( d ) шлифовального круга и соответствующих площадей частиц выше автоматически определяемого уровня отсечки ( b , e ) и уровень отсечки, определяемый разработанным алгоритмом ( c , f ). Цветовая палитра одинакова для всех шести изображений. Параметры шлифования: vs=20 м/с (для максимального диаметра шлифовального круга ds=100 мм), скорость тангенциальной подачи vw=4250 мм/мин, глубина шлифования ae=10 мкм.
Для двух шлифовальных кругов проанализирована их топография до начала процесса шлифования и после удаления определенного объема материала. Для облегчения сравнения результатов, полученных двумя анализируемыми способами определения уровня отсечки, для каждого из шлифовальных кругов были выделены (обведены кружком) три группы зерен. В обоих представленных случаях уровень отсечки, определяемый автоматически на новом шлифовальном круге (удельная потеря материала V′=0 мм3/мм), был явно «выше», чем на бывшем в употреблении шлифовальном круге. Определение уровня отсечки по отношению к среднему уровню связки привело к тому, что уровень отсечки на разных стадиях износа шлифовального круга варьировался в меньшей степени. В результате удалось более достоверно определить изменение высотных и объемных параметров частиц в результате износа.
Сегментация зерен на топографию GWAS заключалась в отделении измеренных частиц облака точек, расположенных выше соответствующим образом выбранного уровня отсечки. Частицы на измеряемом объекте соответствовали абразивным зернам или их высшим фрагментам и участкам налипания, которые были связаны с склеиванием шлифовальных кругов. В свою очередь, сегментация пор на измеренных топографиях была связана с появлением из этих топографий участков, представляющих собой полости в связующем из-за их неравномерности или в результате дробления зерен.
Наиболее подробную информацию о GWAS можно получить, когда одна частица соответствует только одному зерну или застойной зоне. Точно так же наблюдаемые поры должны представлять собой одиночные полости. Чтобы следовать цели сегментации, уровни отсечки для частиц и пор не выполнялись при обозначенном среднем уровне связующего. В случае частиц значение среднего уровня связующего, увеличенное на 10 мкм, было принято как значение, отсекающее некоторые точки для дальнейшего анализа. «Приподнятие» уровня отсечки по сравнению со средним уровнем вяжущего послужило удалению большего количества точек измерения, соответствующих вяжущему и низколежащим участкам зерен, что улучшило качество распознавания зерен ().
Открыть в отдельном окне
Пример сегментации частиц и пор по измеренной топографии: ( a ) изображение фрагмента реплики размерами 140 мкм × 140 мкм, ( b ) соответствующая карта топографии , ( c ) площади частиц выше уровня отсечки, ( d ) отделенные частицы, ( e ) площади пор ниже уровня отсечки и ( f ) изолированные поры.
Целью выделения глубоких депрессий на измеренных топографиях и определения их параметров было получение информации о процессах выемки зерна и сбора щепы и материала, полученного из зерна на ГВС. Уровень отсечки, ниже которого анализировались углубления, был установлен на среднем уровне связующего, уменьшенном на 5 мкм. «Понижение» уровня отсечки по сравнению со средним уровнем клея служит для улучшения разделения пор за счет устранения относительно неглубоких впадин, возникающих из-за неровностей поверхности связующего.
После того, как были установлены пороговые значения для частиц и пор, для обнаружения этих элементов использовалась команда Threshold . При анализе частиц они были разделены на две категории ():
Частицы типа «частицы»: частицы с площадью в диапазоне [100,2500]мкм2,
Частицы типа «прилипающие» : частицы площадью более 2500 мкм2.
Открыть в отдельном окне
Пример частиц типа зерна и палочки: копия изображения ( a ), топографическая карта ( b ), частицы типа зерна (синие) и частицы типа палочки (красный) ( c ).
Предельные значения площади поверхности частиц для вышеуказанных категорий определены на основе топографического анализа новых шлифовальных кругов. Ограничение размера «зерен» выше 100 мкм должно было устранить любое остаточное связующее вещество, пики, возникающие из-за используемой системы оптических измерений, и пики мелких зерен с низким потенциалом резания. Значение, отличающее «зерна» от «налипания», было обусловлено тем, что на каждом из исследованных фрагментов рельефа новых шлифовальных кругов не менее 99% зерен имели площадь поверхности менее 2500 мкм.
В предыдущих разделах была представлена методика сегментации зон абразивных зерен, налипания и пор, включающая определение среднего уровня вяжущего по предлагаемому методу. Представлены результаты исследования топографии активной поверхности шлифовального круга на протяжении всего срока его службы для шлифовального круга, работающего со следующими регулируемыми параметрами: vs=20 м/с (для максимального диаметра круга ds=100 мм), тангенциальная скорость подачи vw=4250 мм/мин, глубина шлифования ae=10 мкм. Момент, когда наблюдался интенсивный рост усилия шлифования, принимался за окончание срока службы шлифовального круга. Испытанный шлифовальный круг был полностью изношен после достижения удельной потери материала, равной V′=1751 мм3/мм. Топографические испытания GWAS проводились пять раз — на разных стадиях износа. Каждый раз на репликах GWAS измеряли шесть областей измерения.
показывает фрагменты измеренной поверхности (0,5 мм × 0,5 мм) после удаления различных объемов материала. Видны высота зерен над связующим и количество зерен над отсечкой по мере увеличения объема удаляемого материала. Изменения в областях углублений в связующем заметить труднее. Это связано с тем, что эти изменения происходят в основном за счет удаления зерен из связующего, что происходило относительно редко. Анализ топографических карт и микроскопических изображений реплик GWAS показал, что преобладающим видом износа является дробление зерна. Следовательно, различия в изображениях и параметрах частиц более заметны.
Открыть в отдельном окне
Топографические карты GWAS ( слева ), соответствующие карты частиц над уровнем отсечки ( центр ) и карты пор ( справа ) для различных значений фактических потерь материала V ‘.
Сегментация частиц и пор позволила определить количественные параметры этих элементов. Приведен пример количественного анализа ВАС на различных стадиях потребления на основе объемных показателей, т. е. объема зерна ( Vsum(g) ), объем пор ( Vsum(p) ) и объем зоны прилипания ( Vsum(s) ) на единицу поверхности ().
Открыть в отдельном окне. единицу поверхности после удаления различных объемов материала.
В начале работы шлифовального круга очень интенсивно уменьшался объем зерна. Износ зерен происходил в основном за счет их выкрашивания, так как объем пор за это время несколько увеличивался. Наибольший градиент объема пор наблюдался в конце срока службы шлифовального круга. Таким образом, можно сделать вывод, что на этом этапе работы шлифовального круга извлечение зерен происходило с наибольшей интенсивностью. За время эксплуатации круга было потеряно 552·103 мкм3/мм2 абразива. Объем пор увеличился примерно на 79·103 мкм3/мм2. После полного износа колеса осталось 35,5·103мкм3/мм2 материала, выполнявшего роль уплотняющего материала в процессе гуммирования исследуемого ЗВАС.
Дополнительные примеры применения предложенной методики определения уровня отсечки и сегментации зерен, зон налипания и пор на ГВАС в контексте характеристик шлифовального круга представлены в [69]. В данной работе описаны результаты исследований, связанных с определением особо чувствительных к износу параметров ГВАС, в том числе параметров зерен, площадей слипания и пор, сегментированных по разработанной методике. В нем также представлены установленные математические взаимосвязи между параметрами процесса измельчения и удельной потерей материала, а также несколько выбранных параметров GWAS.
На основании исследования топографии активной поверхности однослойного шлифовального круга со связкой, нанесенной гальваническим способом и с покрытием из кубического нитрида бора, можно сделать следующие выводы:
На основании измерения топографии GWAS , можно наблюдать изменения микрогеометрии шлифовального круга, происходящие в результате износа, и проводить качественный и количественный анализ по горизонтальным, высотным и объемным характеристикам.
Разработанная методика измерения СГВС позволила проводить измерение СГВС примерно в одних и тех же местах шлифовального круга на разных стадиях износа. Для четырех обследованных территорий общая площадь составила 94% их площади.
Анализ частиц выше указанного уровня отсечки и пор ниже уровня отсечки дает количественную информацию, включая информацию о высоте и объеме, о таких характерных элементах GWAS, как: абразивные зерна, полости в связующем, вызванные зерном прорывы и участки залипания.
При анализе изменений участков рельефа ЗВС, связанных с зернами, глубокими кавернами и участками прилипания, связанными с гуммированием ЗВС, происходящими в результате износа, важно, чтобы одни и те же фрагменты этих элементов постоянно отделялись друг от друга. на разных стадиях износа. Уровни отсечки для частиц и пор должны быть в одном и том же месте на круге.
Разработанный алгоритм определения среднего уровня вяжущего, относительно которого определялись пороговые значения для частиц и пор, позволяет получить больше полезной информации об анализируемых частицах и порах с точки зрения износа шлифовального круга, чем алгоритм наличие алгоритма автоматического определения уровня отсечки в коммерческих программах.
Среди частиц имеются участки, соответствующие абразивным зернам, и участки слипания, соответствующие склеиванию ЗВП. Классификация частиц на «зерна» и «слипшиеся» была установлена на основе площади поверхности частицы. Предельное значение для дифференциации зерна и прилипания в случае шлифовального круга с номером зерна B35 было установлено на уровне 2500 мкм.
Для шлифовального круга со скоростью шлифования vs=20 м/с (для максимального диаметра шлифовального круга ds=100 мм), скоростью подачи vw=4250 мм/мин и глубиной шлифования ae=10 мкм, наибольший объем зерна разбивались в начальный период работы шлифовального круга. Наиболее интенсивно извлечение зерен из связки происходило в конце срока службы шлифовального круга.
В этой рукописи используются следующие сокращения:
| AT | Automatically determined |
| BAC | Bearing area curve |
| cBN | Cubic boron nitride |
| GWAS | Grinding wheel active surface |
| ISO | International Standards Organization |
| ОА | Разработанный алгоритм |
| ST | Текстура поверхности |
| SLGW | Однослойное шлифовальное колесо |
Концептуализация, а. к. методология, А.К. и А.Б.; программное обеспечение, AB, PK и AO; проверка, А.Б. и А.К.; расследование, А.К. и А.Б.; написание — подготовка первоначального проекта, А.Б.; написание-обзор и редактирование, А.К.; визуализации, А.Б. и Т.Р.; надзор, А.К. Все авторы прочитали и согласились с опубликованной версией рукописи.
Это исследование не получило внешнего финансирования.
Авторы заявляют об отсутствии конфликта интересов.
Примечание издателя: MDPI сохраняет нейтралитет в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
1. Ци Х., Роу В., Миллс Б. Экспериментальное исследование контактного поведения при шлифовании. Трибол. Междунар. 1997; 30: 283–294. doi: 10.1016/S0301-679X(96)00057-6. [CrossRef] [Google Scholar]
2. Пал Б., Чаттопадхьяй А., Чаттопадхьяй А. Разработка и оценка эффективности однослойного паяного борно-нитрильного шлифовального круга на подшипниковой стали. Междунар. Дж. Адв. Произв. Технол. 2010;48:935–944. doi: 10.1007/s00170-009-2341-z. [CrossRef] [Google Scholar]
3. Бхадури Д., Кумар Р., Джайн А., Чаттопадхьяй А. О трибологических свойствах и применении композитного покрытия TiN и MoS2-Ti для повышения производительности однослойного шлифовального круга из cBN. Носить. 2010; 268:1053–1065. doi: 10.1016/j.wear.2010.01.013. [CrossRef] [Google Scholar]
4. Клоке Ф., Су С.Л., Карпустевски Б., Вебстер Дж.А., Новович Д., Эльфизи А., Аксинте Д.А., Тониссен С. Абразивная обработка современных аэрокосмических сплавов и композитов. ЦИРП Энн. Произв. Технол. 2015; 64: 581–604. doi: 10.1016/j.cirp.2015.05.004. [Перекрестная ссылка] [Академия Google]
5. Малкин С., Го С. Технология шлифования: теория и применение обработки абразивами. промышленная пресса; New Tork, NY, USA: 2008. [Google Scholar]
6. Ши З., Малкин С. Износ шлифовальных кругов с гальваническим покрытием CBN. Дж. Мануф. науч. англ. 2005; 128:110–118. дои: 10.1115/1. 2122987. [CrossRef] [Google Scholar]
7. Нгуен А.Т., Батлер Д.Л. Корреляция топографии шлифовального круга и производительности шлифования: исследование с точки зрения трехмерной характеристики поверхности. Дж. Матер. Процесс. Технол. 2008; 208:14–23. doi: 10.1016/j.jmatprotec.2007.12.128. [Перекрестная ссылка] [Академия Google]
8. Батлер Д., Блант Л., См. Б., Вебстер Дж., Стаут К. Характеристика шлифовальных кругов с использованием методов трехмерного измерения поверхности. Дж. Матер. Процесс. Технол. 2002; 127: 234–237. doi: 10.1016/S0924-0136(02)00148-6. [CrossRef] [Google Scholar]
9. Липински Д., Качалак В. Метрологические аспекты оценки топографии активной поверхности абразивного инструмента. Метроль. Изм. Сист. 2016; 23: 567–577. doi: 10.1515/mms-2016-0043. [CrossRef] [Google Scholar]
10. Kacalak W., Tandecka K. Метод и новые параметры для оценки рельефа активной поверхности алмазно-абразивных пленок. Дж. Мах. англ. 2016;16:95–108. [Google Scholar]
11. Xie J., Xu J., Tang Y., Tamaki J. Трехмерная графическая оценка микронной топографии выступа алмазного шлифовального круга. Междунар. Дж. Мах. Производство инструментов. 2008;48:1254–1260. doi: 10.1016/j.ijmachtools.2008.03.003. [CrossRef] [Google Scholar]
12. Исмаил М.Ф., Янаги К., Исобе Х. Геометрическая транскрипция алмазного гальванического инструмента при шлифовании стали с помощью ультразвуковой вибрации. Междунар. Дж. Мах. Производство инструментов. 2012;62:24–31. doi: 10.1016/j.ijmachtools.2012.06.003. [Перекрестная ссылка] [Академия Google]
13. Guo C., Ranganath S., McIntosh D., Elfizy A. Виртуальное высокопроизводительное шлифование кругами из CBN. ЦИРП Энн. Произв. Технол. 2008; 57: 325–328. doi: 10.1016/j.cirp.2008.03.071. [CrossRef] [Google Scholar]
14. Xun L., Fanjun M., Wei C., Shuang M. Шлифование интегрированного рабочего колеса с гальваническим покрытием CBN. Междунар. Дж. Адв. Произв. Технол. 2015;79:1353–1361. doi: 10.1007/s00170-015-6904-x. [CrossRef] [Google Scholar]
15. You H.Y., Ye P.Q., Wang J., Deng X.Y. Конструкция и применение шлифовального круга из эльбора для зубчатых колес. Междунар. Дж. Мах. Производство инструментов. 2003;43:1269–1277. doi: 10.1016/S0890-6955(03)00106-8. [CrossRef] [Google Scholar]
16. Lv M., Zhang M.D., Zhao H. Анализ деформации профилей зубьев с помощью инструментов для зубохонингования с гальваническим покрытием из CBN. Доп. Матер. Рез. 2012; 426:159–162. doi: 10.4028/www.scientific.net/AMR.426.159. [CrossRef] [Google Scholar]
17. Колер Дж., Шиндлер А., Войводе С. Непрерывное обрабатывающее измельчение. Обработка корня зуба и использование CBN-инструментов. ЦИРП Энн. Произв. Технол. 2012; 61: 291–294. doi: 10.1016/j.cirp.2012.03.033. [Перекрестная ссылка] [Академия Google]
18. Наик Д.Н., Мэтью Н.Т., Виджаярагхаван Л. Износ гальванического суперабразивного круга из CBN во время шлифования суперсплава Inconel 718. Дж. Мануф. Процесс. 2019;43:1–8. doi: 10.1016/j. jmapro.2019.04.033. [CrossRef] [Google Scholar]
19. Rao X., Zhang F., Lu Y., Luo X., Ding F., Li C. Анализ износа алмазного круга и целостности поверхности при лазерном шлифовании RB- SiC-керамика. Керам. Междунар. 2019;45:24355–24364. doi: 10.1016/j.ceramint.2019.08.154. [Перекрестная ссылка] [Академия Google]
20. Кан М., Чжан Л., Тан В. Исследование трехмерного топографического моделирования шлифовального круга с использованием методов обработки изображений. Междунар. Дж. Мех. науч. 2020;167:105241. doi: 10.1016/j.ijmecsci.2019.105241. [CrossRef] [Google Scholar]
21. Редди П.П., Гош А. Некоторые критические вопросы криогенного измельчения кругом из оксида алюминия с застеклованной связкой с использованием струи жидкого азота. Дж. Матер. Процесс. Технол. 2016; 229:329–337. doi: 10.1016/j.jmatprotec.2015.09.040. [CrossRef] [Академия Google]
22. Ичида Ю. Фрактальный анализ явления микросамозатачивания при шлифовании кругами из кубического нитрида бора (cBN). В: Казмирук В., редактор. Сканирующая электронная микроскопия. Интех; Риека, Хорватия: 2012. [Google Scholar]
23. Capela P., Carvalho S., Guedes A., Pereira M., Carvalho L., Correia J., Soares D., Gomes J. Влияние температуры спекания на механическое и износостойкое поведение керамического композита. Трибол. Междунар. 2018;120:502–509. doi: 10.1016/j.triboint.2017.12.009. [Перекрестная ссылка] [Академия Google]
24. Ахмед А., Бахадур С., Рассел А., Кук Б. Исследования износостойкости ремня и режущего инструмента на новых сверхтвердых боридных материалах. Трибол. Междунар. 2009; 42: 706–713. doi: 10.1016/j.triboint.2008.10.013. [CrossRef] [Google Scholar]
25. Dai C., Ding W., Xu J., Ding C., Huang G. Исследование влияния размера на износ зерна при шлифовании суперсплава на основе никеля Inconel 718. Int. Дж. Адв. Произв. Технол. 2017: 1–11. doi: 10.1007/s00170-016-9907-3. [Перекрестная ссылка] [Академия Google]
26. Dai C., Ding W., Xu J., Fu Y., Yu T. Влияние износа зерна на характеристики съема материала при шлифовании жаропрочного сплава на основе никеля с одним алмазным зерном. Междунар. Дж. Мах. Производство инструментов. 2017; 113:49–58. doi: 10.1016/j.ijmachtools.2016.12.001. [CrossRef] [Google Scholar]
27. Чоудхари А., Наскар А., Пол С. Оценка морфологии поверхности циркония, стабилизированного оксидом иттрия, с учетом прогресса износа круга при высокоскоростном шлифовании. Спрингер; Сингапур: 2019. С. 315–323. [Академия Google]
28. Лю В., Дэн З., Шан Ю., Ван Л. Параметрическая оценка и трехмерное моделирование топографии поверхности шлифовального круга. Междунар. Дж. Мех. науч. 2019;155:334–342. doi: 10.1016/j.ijmecsci.2019.03.006. [CrossRef] [Google Scholar]
29. Shen J., Wang J., Jiang B., Xu X. Исследование износа алмазного круга при ультразвуковой вибрационной шлифовке керамики. Носить. 2015; 332–333:788–793. doi: 10.1016/j.wear.2015.02.047. [CrossRef] [Google Scholar]
30. Худ Р., Купер П., Аспинуолл Д., Су С., Ли Д. Глубинное шлифование гамма-TiAl с использованием однослойных алмазных суперабразивных кругов с гальваническим покрытием. CIRP J. Изготовитель. науч. Технол. 2015 г.: 10.1016/j.cirpj.2015.07.001. [Перекрестная ссылка] [Академия Google]
31. Liang Z., Wang X., Wu Y., Xie L., Liu Z., Zhao W. Исследование механизма износа алмазного круга на полимерной связке в эллиптической ультразвуковой вспомогательной шлифовке EUAG монокристаллического сапфира. Дж. Матер. Процесс. Технол. 2012; 212: 868–876. doi: 10.1016/j.jmatprotec.2011.11.009. [CrossRef] [Google Scholar]
32. Хван Т. В., Малкин С., Эванс С. Дж. Высокоскоростное шлифование нитрида кремния алмазными кругами с гальваническим покрытием, часть 2: топография круга и механизмы шлифования. Дж. Мануф. науч. англ. 1999;122:42–50. doi: 10.1115/1.538909. [CrossRef] [Google Scholar]
33. Liu Q., Chen X., Gindy N. Оценка Al2O3 и суперабразивных кругов при шлифовании сплавов на основе никеля. Междунар. Дж. Адв. Произв. Технол. 2006; 33: 940–951. doi: 10.1007/s00170-006-0519-1. [CrossRef] [Google Scholar]
34. Пеллегрин Д.В.Д., Корбин Н. Д., Бальдони Г., Торранс А.А. Форма алмазных частиц: ее измерение и влияние на абразивный износ. Трибол. Междунар. 2009; 42: 160–168. doi: 10.1016/j.triboint.2008.04.007. [Перекрестная ссылка] [Академия Google]
35. Блант Л., Эбдон С. Применение методов трехмерного измерения поверхности для определения топографии шлифовального круга. Междунар. Дж. Мах. Производство инструментов. 1996; 36: 1207–1226. doi: 10.1016/0890-6955(96)00041-7. [CrossRef] [Google Scholar]
36. Jourani A., Hagege B., Bouvier S., Bigerelle M., Zahouani H. Влияние геометрии абразивного зерна на коэффициент трения и скорость износа при чистовой обработке лент. Трибол. Междунар. 2013;59:30–37. doi: 10.1016/j.triboint.2012.07.001. [Перекрестная ссылка] [Академия Google]
37. Исмаил М.Ф., Янаги К., Исобе Х. Характеристика геометрических свойств гальванического алмазного инструмента и оценка его шлифовальной способности. Носить. 2011; 271: 559–564. doi: 10.1016/j.wear.2010.04.030. [CrossRef] [Google Scholar]
38. Видаль Г., Ортега Н., Браво Х., Дубар М., Гонсалес Х. Анализ износа и кондиционирования шлифовального круга с гальваническим покрытием cBN во время глубинного шлифования авиационных сплавов. Металлы. 2018;8:350. doi: 10.3390/met8050350. [Перекрестная ссылка] [Академия Google]
39. Кай Р., Роу В.Б. Оценка застеклованных кругов CBN для прецизионного шлифования. Междунар. Дж. Мах. Производство инструментов. 2004;44:1391–1402. doi: 10.1016/j.ijmachtools.2004.04.004. [CrossRef] [Google Scholar]
40. Yan L., Rong Y., Jiang F., Zhou Z. Трехмерная характеристика поверхности шлифовального круга с использованием интерферометра белого света. Междунар. Дж. Адв. Произв. Технол. 2011;55:133–141. doi: 10.1007/s00170-010-3054-z. [CrossRef] [Google Scholar]
41. Zhao Q., Guo B. Сверхточное шлифование оптических стекол с использованием однослойных крупнозернистых алмазных кругов с гальваническим никелевым покрытием. Часть 1: Прецизионное кондиционирование шлифовальных кругов с помощью {ELID}. Точный англ. 2015;39: 56–66. doi: 10.1016/j.precisioneng.2014.07.006. [CrossRef] [Google Scholar]
42. Wang Z., Zhang Z., Sun Y., Gao K., Liang Y., Li X., Ren L. Износ алмазных долот с бионической пропиткой. Трибол. Междунар. 2016;94:217–222. doi: 10.1016/j.triboint.2015.08.039. [CrossRef] [Google Scholar]
43. Tan S., Zhang W., Duan L., Pan B., Rabiei M., Li C. Влияние MoS2 и WS2 на характеристики матрицы импрегнированного алмазного долота на основе WC. Трибол. Междунар. 2019;131:174–183. doi: 10.1016/j.triboint.2018.10.038. [Перекрестная ссылка] [Академия Google]
44. Ши З., Малкин С. Исследование шлифования кругами из CBN с гальваническим покрытием. ЦИРП Энн. Произв. Технол. 2003; 52: 267–270. doi: 10.1016/S0007-8506(07)60581-2. [CrossRef] [Google Scholar]
45. Schoenhagen Y., Vasquez J. Моделирование процесса однослойных суперабразивных шлифовальных кругов. ИЗБ; Шанхай, Китай: 2012. [Google Scholar]
46. Каплонек В., Надольный К. Оценка состояния активной поверхности шлифовального круга с помощью СЭМ и методов анализа изображений. Дж. Браз. соц. мех. науч. англ. 2013;35:207–215. doi: 10.1007/s40430-013-0018-x. [Перекрестная ссылка] [Академия Google]
47. Каплонек В., Надольный К. Морфологический анализ абразивных зерен нового поколения на основе AlON (Abral ® ) на основе SEM с использованием абразивов Al2O3/SiC/cBN. Акта Микроск. 2015; 24:64–78. [Google Scholar]
48. Хванг Т.В., Эванс С., Уайттон Э.П., Малкин С. Высокоскоростное шлифование нитрида кремния алмазными кругами с гальваническим покрытием. Часть 1. Износ и срок службы круга. Дж. Мануф. науч. англ. 1999; 122:32–41. doi: 10.1115/1.538908. [CrossRef] [Академия Google]
49. ИСО . Текстура поверхности: площадь — часть 2: термины, определения и параметры текстуры поверхности. ИСО; Женева, Швейцария: 2012 г. 25178-2:2012 Геометрические спецификации изделий (GPS) [Google Scholar]
50. ASME . Шероховатость поверхности, волнистость и укладка. КАК Я; Нью-Йорк, штат Нью-Йорк, США: 2019. Текстура поверхности B46:1. [Google Scholar]
51. Стаут К.Дж., Салливан П.Дж., Донг В.П., Майнса Э., Луо Н., Матиа Т., Захуани Х. Разработка методов описания шероховатости в трех измерениях. Комиссия европейских сообществ; Люксембург: 1994. [Google Scholar]
52. Ван В., Сальваторе Ф., Реч Дж., Ли Дж. Всестороннее исследование механизмов сухого шлифования лентой на закаленной стали AISI52100. Трибол. Междунар. 2018;121:310–320. doi: 10.1016/j.triboint.2018.01.019. [CrossRef] [Google Scholar]
53. Надольный К. Методика оценки режущей способности шлифовального круга при врезном шлифовании. Открыть англ. 2012;2:399–409. doi: 10.2478/s13531-012-0005-5. [CrossRef] [Google Scholar]
54. Надольный К. Явления износа шлифовальных кругов с золь-гель алюмооксидными абразивными зернами и стеклокерамической связкой при внутрицилиндрическом поперечном шлифовании стали 100Х6. Междунар. Дж. Адв. Произв. Технол. 2015; 77: 83–98. doi: 10.1007/s00170-014-6432-0. [CrossRef] [Google Scholar]
55. Кайзер Дж. Ф. О простом алгоритме расчета «энергии» сигнала; Материалы Международной конференции по акустике, речи и обработке сигналов; Альбукерке, Нью-Мексико, США. 3–6 апреля 1990 г .; стр. 381–384. [CrossRef] [Google Scholar]
56. Kacalak W., Lipiński D., Szafraniec F., Tandecka K. Методика оценки активной поверхности шлифовального круга с точки зрения ее способности к обработке. Механик. 2018;91: 690–697. doi: 10.17814/mechanik.2018.8-9.108. [CrossRef] [Google Scholar]
57. Chong-Ching C. Применение теории смазки для прогнозирования полезного расхода охлаждающих жидкостей при измельчении пористых сред. Трибол. Междунар. 1997; 30: 575–581. doi: 10.1016/S0301-679X(97)00023-6. [CrossRef] [Google Scholar]
58. Chang C.C., Wang S.H., Szeri A.Z. О механизме транспорта жидкости через зону измельчения. ASME J. Изготовитель. науч. англ. 1996; 3: 332–338. doi: 10.1115/1.2831033. [Перекрестная ссылка] [Академия Google]
59. Сетти Д., Кирш Б., Аурих Дж. К. Характеристика микрошлифовальных инструментов с помощью оптической профилометрии. Оптика Лазеры Инж. 2019;121:150–155. doi: 10.1016/j.optlaseng.2019.04.003. [CrossRef] [Google Scholar]
60. Каплонек В., Надольный К., Томковски Р., Валичек Ю. Высокоточные измерения топографии поверхности абразивных инструментов с использованием системы трехмерного оптического профилирования. Помяры Автомат. Контроль. 2012; 58: 443–447. [Google Scholar]
61. Ye R., Jiang X., Blunt L., Cui C., Yu Q. Применение анализа трехмерных мотивов для характеристики топографии алмазного шлифовального круга. Измерение. 2016;77:73–79. doi: 10.1016/j.measurement.2015.09.005. [CrossRef] [Google Scholar]
62. Сенин Н., Блант Л.А., Лич Р.К., Пини С. Алгоритмы морфологической сегментации для извлечения отдельных элементов поверхности из топографических карт местности. Серф. Топогр. Метроль. Предложение 2013; 1:015005. doi: 10.1088/2051-672X/1/1/015005. [CrossRef] [Google Scholar]
63. Лу С., Цзян X., Скотт П. Дж. Применение морфологического метода альфа-формы для извлечения топографических признаков инженерных поверхностей. Измерение. 2013;46:1002–1008. doi: 10.1016/j.measurement.2012. 090,015. [CrossRef] [Google Scholar]
64. Лу С., Пагани Л., Зенг В., Цзян С., Скотт П. Сегментация водораздела топографических элементов на поверхностях произвольной формы и ее применение к поверхностям, изготовленным аддитивно. Точный англ. 2020; 63: 177–186. doi: 10.1016/j.precisioneng.2020.02.005. [CrossRef] [Google Scholar]
65. Li D., Wang B., Qiao Z., Jiang X. Сверхточная обработка массивов микролинз с интегрированной метрологией поверхности на станке. Опц. Выражать. 2019;27:212–224. doi: 10.1364/OE.27.000212. [PubMed] [CrossRef] [Академия Google]
66. Скотт П. Дж. Алгоритм извлечения критических точек из данных о высоте решетки. Междунар. Дж. Мах. Производство инструментов. 2001; 41:1889–1897. doi: 10.1016/S0890-6955(01)00053-0. [CrossRef] [Google Scholar]
67. Чжао Х., Анвер Н., Бурде П. Регистрация и сегментация на основе кривизны для мультисенсорной координатной метрологии. Процедура ЦИРП. 2013;10:112–118. doi: 10.1016/j.procir.2013.08.020. [CrossRef] [Google Scholar]
68. Базан А., Кавалец А. Методы отделения зерна от топографии однослойного шлифовального круга. Механик. 2018;91: 926–928. doi: 10.17814/mechanik.2018.10.164. [CrossRef] [Google Scholar]
69. Базан А., Кавалец А., Рыдзак Т., Кубик П. Изменение характеристик высоты зерна гальванически покрытых поверхностей шлифовальных кругов cBN в связи с их износом. Металлы. 2020;10:1479. doi: 10.3390/met10111479. [CrossRef] [Google Scholar]
Устранение неполадок 4 Распространенные проблемы с отрезным кругом |
Перейти к содержимому
КОЛОННА ДЛЯ КОНДИЦИОНИРОВАНИЯ ПОВЕРХНОСТИ
ДЖЕФФ ХОУК
При резке металла нередко возникают проблемы, которые могут негативно повлиять на вашу эффективность и результаты, а также создать угрозу безопасности. От короткого срока службы продукта до повреждения колеса или отказа продукта — эти проблемы могут быть дорогостоящими.
Узнайте, как выявлять и решать проблемы при использовании режущих кругов, чтобы вы могли максимально эффективно использовать режущие продукты и оптимизировать результаты.
Проблема № 1: Короткий срок службы круга
Короткий срок службы режущего круга может быть вызван рядом причин, в том числе чрезмерным давлением, недостаточной или чрезмерной мощностью инструмента и слишком мягким зерном для данного применения. Рассмотрим эти распространенные причины и их решения:
Чрезмерное давление. Слишком большое давление нагревает колесо, что приводит к его более быстрому разрушению и может ослабить его структуру. Вместо этого режьте с меньшим давлением вниз и включайте движение в разрез. Умеренное давление, позволяющее кругу выполнять свою работу, обеспечивает более быстрое и качественное резание, не говоря уже о том, что это безопаснее.
Маломощный инструмент. Керамические зерна требуют скорости инструмента для разрушения. Инструмент с недостаточной мощностью не способен разрушить зерно, что снижает способность зерна сохранять остроту. Чем больший крутящий момент имеет ваш режущий инструмент, тем больше мощности доступно для дробления зерен, чтобы они могли выполнить работу. Выберите более мощный инструмент, чтобы максимизировать производительность при выборе керамического изделия.
Одним из факторов, который обычно упускают из виду, является использование шнура питания калибра не менее 12; 10 калибр предпочтительнее. Сетевые и удлинительные шнуры, предназначенные для домашнего использования, могут «задушить» питание кофемолки и привести к значительным потерям мощности.
Без учета срока годности. Абразив, скрепляющий колесо, имеет срок годности и по истечении этого времени начинает разрушаться. Хотя колесо по-прежнему безопасно в использовании, производительность будет не такой хорошей.
Замените колесо до истечения трехлетнего срока с даты изготовления. Держите уровень запасов на достаточно низком уровне, чтобы продукт не устарел, и перемещайте старые продукты в начало вашего запаса, чтобы они использовались.
Несоответствующее хранение. Экстремальные перепады температуры влияют на соединение. Обязательно храните колеса в чистом, сухом месте с постоянной температурой. Всегда храните изделие на плоской, устойчивой поверхности, чтобы свести к минимуму возможность деформации и растрескивания.
Неправильная связка продукта. Сопоставьте связь вашего продукта с материалом, который вы режете. Более мягкие соединения (N, R) быстрее режут, но и разрушаются быстрее, сокращая срок службы. Более жесткие связи (S, T) сохраняются дольше, но их сложнее контролировать. Неопытные операторы могут заметить повышенную вибрацию и снижение скорости резки.
Общее правило: чем тверже металл, тем мягче связка, которую вы хотите использовать, и наоборот.
Выпуск № 2: Остекление кромок
Остекление и нагружение происходят во время резки, когда основной материал нагревается и прилипает к отрезному кругу. Общие причины включают:
Слишком твердый продукт. Вы хотите, чтобы связь продукта разрушилась, отбрасывая тусклые зерна и заменяя их свежими, острыми зернами. Это позволяет кругу продолжать эффективно резать.
Если связка продукта слишком твердая, остаются тусклые зерна, что приводит к накоплению тепла и может произойти глазурование. Если вас не устраивает глазурование, выберите более мягкую связку, которая разрушается при меньшем давлении и более эффективно режется из-за разломанных зерен.
Недостаточно движения в разрезе. При работе с отрезным кругом навскидку используйте последовательное движение и эффективное давление для резки. Раскачивающее движение в разрезе — движение вперед и назад по ровному килю — обеспечивает лучший разрез и снижает нагрев и трение, которые могут вызвать остекление.
Недостаточное давление. Недостаточное давление может привести к тому, что колесо будет проскальзывать и вибрировать, а не кусаться и резать. Опять же, помогает раскачивающее движение и равномерное постоянное давление в разрезе.
Проблема № 3: Повреждение фланца или отверстия вала
Всегда проверяйте отрезные круги на наличие повреждений перед их использованием. Повреждение фланца или отверстия под цапфу может ослабить колесо и привести к поломке изделия, а также создать угрозу безопасности. Повреждение фланца или отверстия под цапфу может быть вызвано:
Чрезмерное давление. Это может произойти, если вы используете слишком тонкий отрезной круг для работы. Если вы чувствуете, что вам нужно применить слишком большое давление, и это приводит к повреждению колеса, переключитесь на более толстое колесо.
Чрезмерная боковая нагрузка. Отрезной круг предназначен для резки на его кромке, поэтому нет дополнительного усиления из стекловолокна для поддержки бокового шлифования. Если оператор попытается использовать боковую сторону круга, как если бы он использовал шлифовальный круг, он повредит армирование из стекловолокна, скрепляющее круг. Как только в колесе появляется дефект, он будет продолжать расти и создавать трещины, и колесо может выйти из строя.
Во избежание этого используйте продукт с двумя слоями стекловолокна и поддерживайте угол 90 градусов по отношению к заготовке во время резки.
Заготовка закреплена неправильно. Неправильно закрепленный основной материал может создать вибрацию, которая может привести к потере контроля над колесом, заеданию и повреждению конструкции колеса. Правильное зажатие заготовки обеспечивает ее устойчивость и устойчивость во время резки. Это также позволяет вам поддерживать угол 90 градусов и использовать легкое покачивающее движение.
Заедание изделия и вибрация. При использовании любого режущего круга важно поддерживать постоянную прямую линию. Скручивание или изгибание круга во время резки или попытка вырезать закругленные углы или дуги могут привести к заклиниванию круга и потенциальной поломке. Заедание также может привести к тому, что колесо отскочит назад к оператору.
Если диск заедает или останавливается во время реза, никогда не пытайтесь перезапустить его, пока он находится на линии реза. Снимите колесо и проверьте его на наличие повреждений. Запустите круг вдали от заготовки и дайте ему набрать полную скорость, прежде чем он снова войдет в линию реза.
Никогда не пытайтесь исправить или заново выпрямить кривое срез. Безопаснее и эффективнее отметить новую строку. Поворот колеса, чтобы вернуть его «на курс», создает небезопасное состояние и приводит к заклиниванию колеса.
Неправильный монтаж. Будьте осторожны, чтобы не перетянуть отрезной круг при установке, так как это может повредить отверстие оправки и создать концентратор напряжения во время резки. Переходные гайки бывают разных диаметров, но также очень важно использовать переходные гайки одинакового диаметра, чтобы предотвратить повреждение колеса. Использование разных диаметров может привести к тому, что колесо станет «чашеобразным», что сделает его несбалансированным и сложным в управлении.
Проблема № 4: Поврежденные кромки
Как указывалось ранее, перед каждым использованием необходимо тщательно осматривать круг, будь то новый круг или круг, уже установленный на инструменте.
Небольшие трещины и повреждения трудно заметить. Чтобы проверить колесо на наличие повреждений, включите инструмент и покачайте его в течение примерно минуты, удерживая его подальше от лица и тела, чтобы проверить, нет ли вибрации, дисбаланса или растрескивания, что обычно происходит при повреждении краев. Если колесо некруглое, скорее всего, оно повреждено.
Режущие инструменты работают очень быстро, и даже небольшая трещина на кромке может распространиться и привести к поломке круга. Край отрезного круга никогда не должен быть специально сколот, чтобы избежать нагрузки.
Другие распространенные причины повреждения кромки включают:
Неправильно закрепленная заготовка. Это может вызвать чрезмерную вибрацию или дребезг, что может привести к повреждению края. Убедитесь, что заготовка правильно закреплена.
Резка слишком далеко от области зажима. Чем дальше зона резания на заготовке простирается от зажима, тем больше она перемещается во время резания, что приводит к чрезмерной вибрации или дребезгу. Резка как можно ближе к зажиму сводит к минимуму вибрацию и позволяет выполнять резку более эффективно и быстро. Линия реза должна проходить как можно ближе к зажиму или точке крепления, но при этом оставлять необходимый зазор для инструмента, защитного кожуха и рук оператора.
Шлифование отрезным кругом. Отрезной круг никогда не следует использовать для шлифовки; эти два продукта разработаны и усилены для различных применений и методов. Отрезной круг всегда следует использовать под углом 90 градусов к заготовке.
Решение типичных проблем при резке металла
Понимание этих проблем, связанных с отрезными кругами, поможет вам лучше определить причину и найти подходящее решение. Магазины могут сэкономить время и деньги — и снизить риски для безопасности — при правильном использовании отрезных кругов.
Перед использованием инструмента всегда читайте инструкции, вложенные в упаковку и напечатанные на этикетке изделия.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Джефф Хауке
Джефф Хауке — региональный менеджер по продажам Weiler Abrasives, www.weilerabrasives.com. Электронная почта [email protected].
Новости отрасли
Опрос, проведенный АББ, показывает, что реиндустриализация находится под угрозой из-за пробелов в образовании в области автоматизации
Каждое четвертое учебное заведение использует роботов в обучении, несмотря на запланированные инвестиции в робототехнику и автоматизацию 70% предприятий США и Европы.
Beckwood Press Co. представит технологию Linear Servo Press™ на выставке FABTECH 2022
Линейка линейных сервопрессов, на которую подана заявка на патент, использует меньшее количество компонентов для создания усилия, что приводит к экономии затрат, увеличению производительности и простоте настройки.
Новый каталог инструментов от Platinum Tooling Technologies
В каталоге представлен обзор всей линейки приводных инструментов, адаптеров, умножителей скорости, угловых головок и специальных инструментов.
Просмотреть все
Calendar & Events
AMCON
5 — 6 — 6, 2022
Солт -Лейк -Сити, Юта
SEMA
1 — 4, 2022
Las Vegas, Nevada
. 2022
Атланта, Джорджия
Лепестковые диски против. Шлифовальные круги: когда использовать лепестковый диск
Краткий обзор
Лепестковые круги обладают такими преимуществами, как быстрое удаление материала и возможность шлифовки, смешивания и чистовой обработки с помощью одного продукта, что может сократить сроки выполнения проекта без ущерба по результатам. Как правило, при шлифовке металла и нанесении гладкой поверхности лучше использовать лепестковый диск поверх шлифовального круга.
Перейти к:
- Что такое откидной диск?
- Когда следует использовать откидной диск?
- Что такое шлифовальные круги?
- Когда следует использовать шлифовальный круг?
- Когда использовать лепестковый диск поверх шлифовального круга
При использовании угловой шлифовальной машины правильный выбор насадки для работы имеет решающее значение для успешного результата. Наиболее распространенными вариантами являются лепестковые диски и шлифовальные круги. Хотя их часто путают из-за некоторых перекрывающихся характеристик, два разных абразивных продукта не одинаковы. В этом блоге команда Red Label Abrasives объясняет, что это такое, рекомендуемые области применения для каждого из них и когда вам следует выбрать лепестковый диск вместо шлифовального круга для вашего проекта.
Что такое откидной диск?
Лепестковый диск — это абразивный продукт, используемый для контурирования и придания формы металлу. Он состоит из перекрывающихся абразивных лепестков, приклеенных к опорной плите, и регулярно используется для сварки, механической обработки, работы с тяжелым оборудованием и промышленного обслуживания. Общие области применения включают:
- Очистка заусенцев от форм и отливок
- Удаление ржавчины
- Шлифование кромок
- Удаление заусенцев
- Стыковка сварных швов
9Лепестковые круги 0002 обладают такими преимуществами, как быстрое удаление материала и возможность шлифования, смешивания и финишной обработки одним продуктом, что может сократить сроки проекта без ущерба для результатов.
Когда следует использовать лепестковый диск?
Лепестковые круги рекомендуются при работе с металлом, особенно если вы собираетесь делать разрезы под прямым углом. Будучи гибкими, эти диски облегчают выполнение контуров в металле.
Для шлифовки применяйте сильное давление, для чистовой обработки применяйте легкое давление. Таким образом, вы избегаете простоев, вызванных переключением дисков между задачами. Среди других преимуществ:
- Охлаждение, сводящее к минимуму риск ожогов или тепловых пятен
- Уменьшение вибрации и усталости для большего комфорта
- Безопасность повышена, потому что нет частей, которые ломаются или отлетают
- Меньше строжки, лучше отделка
Что такое шлифовальные круги?
Шлифовальные круги являются одним из наиболее часто используемых абразивных изделий. Изготовленные из тысяч крошечных абразивных зерен, они удаляют материал для придания формы и улучшения формы заготовки.
Доступны различные типы шлифовальных кругов, и каждый тип служит для определенной цели. Некоторые из них точилки и резаки, а другие полировщики и гладилки.
Когда следует использовать шлифовальный круг?
Шлифовальные круги отлично подходят для общих задач по заточке, таких как восстановление кромок изношенных лопат и садовых инструментов или выполнение первоначальной заточки ножей газонокосилок, ножниц, люков и осей. Их также можно использовать для удаления материала, но они не так хороши для отделочных работ из-за склонности к выемке поверхностей.
Когда использовать лепестковый диск поверх шлифовального круга
Как правило, при шлифовании металла и нанесении более гладкой поверхности лучше использовать лепестковый диск. Хотя они уже давно используются с высокоскоростными угловыми шлифовальными машинами, достижения как в дизайне, так и в материалах позволили лепестковым дискам выполнять шлифовальные, шлифовальные и отделочные работы намного быстрее и с меньшим шумом, чем шлифовальные круги. многослойные заслонки постоянно обнажают новое зерно и действуют как подушка, что снижает уровень шума и вибрации.
Другие преимущества включают в себя:
- Пользователи лучше контролируют лепестковые диски, что значительно снижает вероятность повреждения (и доработки для его ремонта).
- Операторы, как правило, находят лепестковые диски более удобными в использовании, поэтому они рекомендуются для длительных шлифовальных работ.
- Поскольку лепестковые диски не режут заготовку так быстро, как шлифовальные круги, менее квалифицированный оператор может использовать их более эффективно, не повреждая заготовку
Шлифовальные круги могут играть важную роль в вашем проекте, особенно во время удаления материала, но когда вы работаете с металлом и вам нужен инструмент, который может достигать результатов на каждом этапе проекта, лепестковые диски могут быть вашим лучшим и наиболее эффективным вариант.
Вопросы? Поговорите со специалистом по абразивным материалам
В Red Label Abrasives мы являемся ведущим и надежным поставщиком специальных абразивных изделий, включая шлифовальные ленты, диски, ролики и лепестковые диски. Если вам нужен правильный абразив для вашего применения или совет о том, как получить максимальную отдачу от вашего продукта, наши технические специалисты всегда готовы помочь. Для получения дополнительной информации или помощи в размещении заказа, пожалуйста, позвоните по телефону 844-824-1956 или заполните нашу контактную форму.
Поиск и устранение неисправностей бесцентрового шлифования — Midland Abrasives
Ниже перечислены проблемы, которые могут возникнуть при шлифовке. Под каждой из них перечислены возможные причины, а под каждой причиной возможные исправления. Здесь намеренно используются возможные исправления. Практически невозможно установить жесткие и быстрые правила для получения идеального помола. Есть много переменных, которые должны быть правильно настроены, и переменных, которые должны быть правильно настроены, и явно нерелевантная из них может оказаться причиной испытываемых проблем. Кроме того, одна и та же причина может вызвать различное количество проблем со шлифованием.
| НАГРУЗКА КОЛЕС — МЕТАЛЛ, ЗАСЕЛЕННЫЙ НА ЗЕРНАХ ИЛИ В ПОРАХ | Шлифовальный круг слишком жесткий для конкретной работы. Окалина от закаленной детали или загрязнения (масло, припой, сварочный флюс и т.д.) Неправильная правка шлифовального круга Слишком быстрое снятие материала. Неправильная или грязная охлаждающая жидкость. |
| КОЛЕСО ПРИОБРЕТАЕТ ГЛАДКИЙ, БЛЕСТЯЩИЙ ВНЕШНИЙ ВНЕШНИЙ ВИД — ЗАСТЕКЛЕНИЕ | Неподходящий круг для конкретной работы. Окалина от закалки притупляет зерна круга. Неправильная правка шлифовального круга Слишком медленный съем материала при шлифовании с подачей. Неправильная или грязная охлаждающая жидкость. Жевательная охлаждающая жидкость. |
| КОЛЕСНОЕ ДЕЙСТВИЕ — КЛАССИФИКАЦИЯ | Колесо действует слишком сильно, на что указывает:
Колесо действует слишком мягко, на что указывает:
|
| ПОЛОМКА КОЛЕСА | Радиальный разрыв, 3 или более штук.
Нерегулярный разрыв.
|
ЦАРАПИНЫ НА РАБОТЕ | Неправильные рабочие опорные лезвия Широкие неравномерные следы разной глубины от слишком мягкого круга Широко расставленные пятна на заготовке из-за масла или глазурованные пятна на круге Ровные тонкие спиральные алмазные линии Ровные спиральные линии на заготовке, шаг которых соответствует скорости подачи. Неравномерные тонкие линии на заготовке из-за неправильной правки Неровные или равномерно расположенные линии на заготовке из-за посторонних вибраций Волнистые линии поперечного сечения из-за неправильной зачистки, оставляющие рваные края колеса. Неравномерные следы зернистости в результате разрушения круговой связки. («Рыбий хвост».) Крупные зерна или инородные тела на поверхности круга. Неравномерные царапины различной длины и размера из-за грязной охлаждающей жидкости. («Рыбий хвост») Слишком большая разница в размере зерна между черновыми и чистовыми кругами. Глубокие неравномерные следы от незакрепленного колеса. Отдельные глубокие следы от неправильной перевязки. Зернистость из-за слишком мягкого или грубого круга. Грубая неровная отделка. Регулирующее колесо слишком жесткое. Колесо слишком гладкое. Обдирочный круг слишком быстро выходит из строя. | |||
| ВИБРАЦИЯ | Ослабленные регулировочные винты. Шлифовальный круг разбалансирован.
Подшипник двигателя неисправен или якорь разбалансирован. | |||
| ЗНАКИ НА РАБОТЕ | Работа слишком высоко над центром. Слишком большой угол на лезвии рабочего стола Лезвие рабочей опоры слишком тонкое Лезвие рабочей опоры ослаблено. Слишком большой съем материала, особенно при работе с подачей. Колесо некруглое. Тип круга не подходит для конкретной работы. Свободное крепление колеса. Посторонние вибрации, создаваемые находящимися поблизости механизмами. Ослабленный подшипник шпинделя Свободный держатель алмазов ; рыхлый или треснувший алмаз. При шлифовании уступов, если регулировочный круг находится впереди шлифовального круга, это предотвращает шлифование до уступа и приводит к подхватыванию или вибрации работы. Лезвие рабочего упора изогнуто, поэтому рабочая часть не поддерживается на всю длину. | |||
| НИЖНЯЯ ЧАСТЬ НА РАБОТЕ С ФАСКОЙ (ПРОХОДНАЯ) | Направляющие отклонены в сторону регулирующего колеса. Однако увеличение угла правки и повторная правка колеса без изменения угла корпуса могут дать тот же результат. Если необходимо отшлифовать большое количество деталей, и необходимо время от времени производить правку круга, то уменьшайте угол крепления регулирующего круга на небольшое количество (1/8°) до тех пор, пока работа не станет правильной. Редактировать колесо. Не меняйте угол корпуса. | |||
| РАБОТА НЕ ВЫПРАВЛЯЕМАЯ ПУТЕМ СКВОЗНОЙ ПОДАЧИ ШЛИФОВАНИЕМ | Заготовка недостаточно выпрямлена перед шлифовкой Недостаточно материала для шлифовки. Слишком большой съем материала при первом проходе. Изогнутая короткая деталь, примерно в два раза длиннее поверхности колеса. | |||
| РАБОТА ИЗ КРУГА (СКВОЗНАЯ ПОДАЧА) | Осевая линия слишком низкая. Слишком большой съем припуска при черновой обработке. Недостаточное количество проходов на закаленной работе. Слишком твердый уклон колеса. Недостаточное количество охлаждающей жидкости при шлифовке труб или других полых деталей, таких как поршни и т. д. Слишком высокое давление измельчения. Особенно на трубках, поршнях и т. д. Слишком низкая скорость вращения регулировочного колеса. Регулировочное колесо не закреплено на шпинделе или опоре. Ослабленный шпиндель или подшипники регулирующего колеса. Слишком низкий угол рабочего лезвия Ослабленная или туго натянутая цепь регулирующего колеса может привести к периодическим или прерывистым плоскостям на заготовке. Неравномерные лыски на заготовках подачи, когда заготовка слишком долго остается между колесами. Неровности в работе подачи, вызванные взведением эжектора в шлифовальный круг. Плоскости при сквозной подаче, вызванные остановкой вращения между колесами. | |||
| НЕПРАВИЛЬНЫЙ РАЗМЕР — В ПОДАЧЕ | Недостаточная смазка нижних направляющих приводит к их зависанию и прыжкам. Изношена спиральная шестерня на регулировочном винте ползуна. Ослабьте регулировочный винт упорных подшипников. Изношенные шестерни в блоке ручной подачи. Изношенная или ослабленная стрела нижнего ползуна обеспечивает боковое движение ползуна, взведение регулирующего колеса. Незакрепленный опорный нож допускает отклонение. | |||
| НЕПРАВИЛЬНЫЙ РАЗМЕР — СКВОЗНАЯ ПОДАЧА | Заготовка больше размера (как правило) или меньше размера на несколько десятых тысячных. В большинстве работ со сквозной подачей шлифование должно выполняться с «зажатым верхним ползунком, незажатым нижним ползунком и регулировочным винтом, установленным посередине люфта, чтобы не было нагрузки на винт. Если подающий шнек находится под нагрузкой в любом случае, любой значительный толчок на машине, например, от проезжающего промышленного грузовика, близлежащего отбойного молотка или легкого удара по машине и т. Чтобы отрегулировать ползун в любом направлении на несколько десятых тысячных, сделайте это с помощью 0,0001-дюймового циферблатного индикатора, установленного на ползунке. Незакрепленные подшипники шпинделя регулирующего колеса. | |||
| НАГРУЗКА КОЛЕС — МЕТАЛЛ, ЗАСЕЛЕННЫЙ НА ЗЕРНАХ ИЛИ В ПОРАХ | Шлифовальный круг слишком жесткий для конкретной работы. Окалина от закаленной детали или загрязнения (масло, припой, сварочный флюс и т. Неправильная правка шлифовального круга Слишком быстрое снятие материала. Неправильная или грязная охлаждающая жидкость. | |||
| КОЛЕСО ПРИОБРЕТАЕТ ГЛАДКИЙ, БЛЕСТЯЩИЙ ВНЕШНИЙ ВИД — ЗАСТЕКЛЕНИЕ | г. Неподходящий круг для конкретной работы. Окалина от закалки притупляет зерна круга. Неправильная правка шлифовального круга Слишком медленный съем материала при шлифовании с подачей. Неправильная или грязная охлаждающая жидкость. Жевательная охлаждающая жидкость. | |||
| КОЛЕСНОЕ ДЕЙСТВИЕ — КЛАССИФИКАЦИЯ | Колесо действует слишком сильно, на что указывает:
Колесо действует слишком мягко, на что указывает:
| |||
| ПОЛОМКА КОЛЕСА | Радиальный разрыв, 3 или более штук.
Нерегулярный разрыв.
| |||
| СОВЕТЫ ПО ОБСЛУЖИВАНИЮ | 1. Держите машину в чистоте. Убедитесь, что все станции должным образом смазаны. В частности, при работе с подачей обязательно смазывайте все направляющие в соответствии с инструкциями. 2. Сразу после получения все шлифовальные круги следует тщательно осмотреть на предмет возможных повреждений при транспортировке. Осмотрите на наличие трещин, слегка постукивая (в подвешенном состоянии) легким предметом, например рукояткой отвертки. При проведении этого испытания колеса должны быть сухими и очищенными от опилок. Если они не издают четкого звенящего звука, значит, они треснули и их нельзя использовать. В любом случае, новые круги следует проработать на полной рабочей скорости не менее минуты, прежде чем приступать к какой-либо работе. В течение этого интервала оператор должен стоять в стороне. 3.  | |||