Маркировка швеллера по гост: Швеллер – таблица размеров, сортамент по ГОСТ
Содержание
Навигационные буи и указатели каналов 101: Что обозначают красные и зеленые указатели?
Если вы новичок в лодочном спорте, вы можете задаться вопросом: «Что означают все эти красные указатели канала и зеленые буи?»
Ну, на воде может не быть дорожных знаков или нарисованных линий, но, к счастью, у нас, как у яхтсменов, есть множество маркеров каналов, буев и вспомогательных средств, указывающих все, от каналов до зон отсутствия кильватерного следа. Но того, кто не провел годы на воде, все эти красные маркеры и зеленые буи могут сбить с толку.
Не бойтесь, новые яхтсмены — мы здесь, чтобы помочь.
Регуляторные зоны плавания: что такое запретная зона?
Отметки каналов и буи
Все различные «дорожные знаки» на воде называются «навигационными средствами». К ним относятся фиксированные маркеры на столбах и сваях, а также различные плавучие буи, закрепленные на дне. Почему вы увидите сочетание фиксированных маркеров канала на столбах и плавучих буев? В основном это вопросы физической географии.
В глубокой воде трудно забить сваю, поэтому ставить там буй имеет смысл. В других местах каналы могут смещаться и изменяться со временем, поэтому опять же, использование буя (который можно перемещать и повторно закреплять позже) является нормой. Но в районах, где состав дна не сильно меняется с течением времени, а вода достаточно мелкая, чтобы забивать сваи, фиксированный маркер (который не требует такого регулярного обслуживания) часто является лучшим вариантом.
Суть? Важно помнить, что яхтсмены должны одинаково относиться к фиксированным маркерам и буям.
Также помните, что некоторые, но не все маркеры и буи будут освещены. Те, что горят, будут мигать с определенной частотой. Эти частоты отмечаются на картах и картплоттерах. Поэтому, если вы видите, например, что красный маркер мигает каждые три секунды, вы можете посмотреть на свою диаграмму, найти ближайший красный маркер, который мигает с этой частотой, и легко идентифицировать маркер, на который вы смотрите.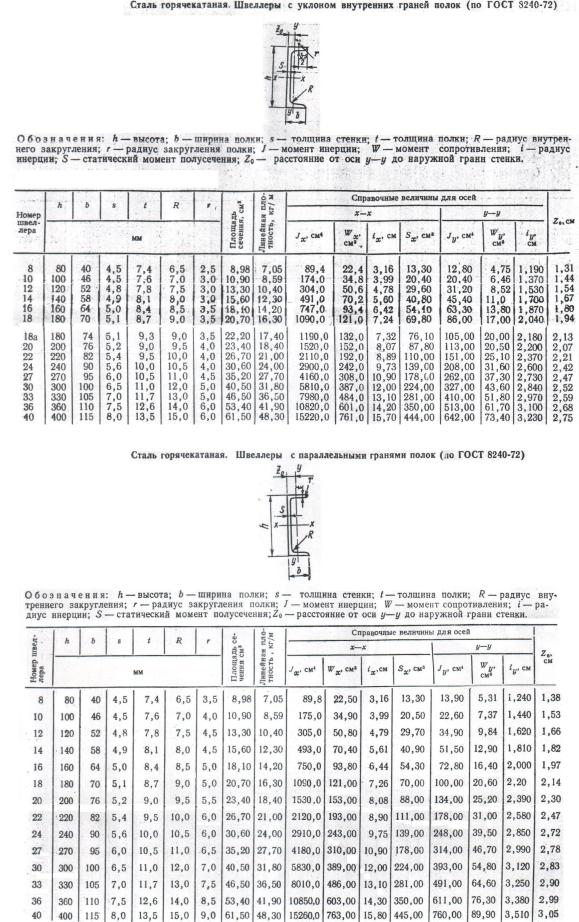
Понимание «Правил» плавания на воде
Цвета маркеров канала: понимание красных и зеленых маркеров и навигационных буев
Большинство указателей и буев, которые вы увидите, будут красного или зеленого цвета, и эти цвета помогают определить, с какой стороны вы хотите их передать, чтобы оставаться в канале.
- Как правило, когда вы движетесь от открытой воды к внутренней воде или движетесь вверх по течению реки , вы должны держать красные маркеры справа от вас, а зеленые — слева от вас. .
- Итак, , когда вы направляетесь из океана в бухту или из бухты в ручей, гавань или порт , красные маркеры находятся справа от вас.
Отсюда старая поговорка «возвращение красного справа». Иногда вы увидите средство навигации с горизонтальными полосами красного и зеленого цветов. Они отмечают соединение между двумя каналами. В этом случае самый высокий цвет маркера указывает на предпочтительный или основной канал.
Иногда вы увидите средство навигации с горизонтальными полосами красного и зеленого цветов. Они отмечают соединение между двумя каналами. В этом случае самый высокий цвет маркера указывает на предпочтительный или основной канал.
Другие средства навигации, которые вы можете увидеть, называются «небоковыми» средствами навигации. Каждое из них имеет свое собственное конкретное использование и следующее значение:
- Дневные доски в форме ромба — они используются, чтобы помочь вам определить ваше местоположение, более или менее подобно отметкам «вы здесь» на карте.
- Безопасные водные знаки . Когда вы видите средство помощи с белыми и красными вертикальными полосами, вы знаете, что с обеих сторон есть беспрепятственная вода.
- Знаки опасности – Обратите внимание на красные и черные горизонтальные полосы, которые указывают на отдельную опасность, которую можно обойти с любой стороны.
- Маркеры дальности — Это пары маркеров, часто с немигающими огнями.
 Когда вы находитесь в середине канала, два маркера и/или индикаторы выстраиваются вертикально. Цвета маркеров диапазона связаны с тем, насколько хорошо они выделяются по сравнению с навигацией, поэтому, когда вы видите их три вертикальные полосы, помните, что вам не нужно беспокоиться о том, какого они цвета.
Когда вы находитесь в середине канала, два маркера и/или индикаторы выстраиваются вертикально. Цвета маркеров диапазона связаны с тем, насколько хорошо они выделяются по сравнению с навигацией, поэтому, когда вы видите их три вертикальные полосы, помните, что вам не нужно беспокоиться о том, какого они цвета.
Графическое изображение предоставлено Береговой охраной США
- Информационные и нормативные маркеры – Оранжевые и белые вспомогательные средства используются для обозначения различных правил, таких как зоны скорости и правила рыболовства. На них будет оранжевый ромб, если они обозначают опасность, кружок, если они указывают на правила, касающиеся того, как вы управляете своей лодкой, ромб с крестом, если лодки запрещены в этом районе, или квадрат, если они запрещены. используется в информационных целях.
- Специальные средства . Сплошные желтые маркеры называются специальными средствами и отмечают такие вещи, как якорные стоянки, разделение движения, участки с кабелями под водой и другие уникальные ситуации.
- Государственные знаки препятствий в водах . Не проходите между одним из этих черно-белых буев с вертикальными полосами, поскольку они указывают на препятствие от берега к их местоположению.
В дополнение ко всем этим средствам навигации вы также можете встретить белые буи с синей полосой. На самом деле они не связаны с навигацией, но следите за ними, потому что они являются швартовными буями, к которым люди привязывают свои лодки в гаванях и на якорных стоянках. Помните, что большинство из них являются частными, и вам нужно разрешение на их использование.
Управление лодкой: пошаговое руководство
Как читать указатели каналов и средства навигации
Итак, теперь вы знаете, что означают все эти красные указатели и зеленые буи, а также желтые, черные, белые и апельсины — вы сможете эффективно управлять лодкой по большинству водных путей. Конечно, добраться туда, куда вы направляетесь, — это нечто большее, чем просто понимание навигационных средств. Обязательно прочитайте «Морская навигация: как управлять лодкой», чтобы получить полную информацию.
Обязательно прочитайте «Морская навигация: как управлять лодкой», чтобы получить полную информацию.
Морская навигация: как управлять лодкой
Вам также могут понравиться:
- 10 советов, как избежать столкновения лодок
- Как лучше всего избежать посадки на мель?
- 12 распространенных ошибок при плавании на лодке и как их избежать
- Управление лодкой: 5 способов улучшить свои навыки управления лодкой
- Найдите подходящую лодку для вашего образа жизни
ГОСТ 25001-81 / Ауремо
ГОСТ Р 56854-2016
ГОСТ Р 56855-2016
ГОСТ Р 56371-2015
ГОСТ 33118-2014
ГОСТ Р 56370-2015
ГОСТ Р 56282-2014
ГОСТ Р 56281-2014
ГОСТ Р 56043-2014
ГОСТ Р 55395-2013
ГОСТ Р 55774-2013
ГОСТ Р 55411-2013
ГОСТ 9.510-93
ГОСТ 745-2003
ГОСТ 22233-2001
ГОСТ 21488-97
ГОСТ 17576-97
ГОСТ 17232-99
ГОСТ 13726-97
ГОСТ 13619-97
ГОСТ 13617-97
ГОСТ 10703-73
ГОСТ 21631-76
ГОСТ 8617-81
ГОСТ 20967-75
ГОСТ 1131-76
ГОСТ 1018-77
ГОСТ 14838-78
ГОСТ 24767-81
ГОСТ 25905-83
ГОСТ 13843-78
ГОСТ 1048-79
ГОСТ 25001-81
ГОСТ 1595-90
ГОСТ 18591-91
ГОСТ 618-2014
ГОСТ Р 51834-2001
ГОСТ Р 52145-2003
гост-25001-81.
 pdf
pdf
(402,63 КиБ)ГОСТ 25001-81
ГОСТ 25001-81
Группа В53
ГОСТ СССР
ЗАГОТОВКИ ДЛЯ ТЕПЛООБМЕННИКОВ ЛИСТОВЫЕ ПРОКАТНО-СВАРНЫЕ АЛЮМИНИЕВЫЕ
Технические условия
900 02 Заготовки листовые алюминиевые катано-сварные для теплообменников. Технические характеристики*______________
* Название стандарта. Изменена редакция N 2.
ОКП 51 5222
Дата введения 1983−01−01
Постановление Госстандарта СССР от 20.11.1981 N 5050 срок действия установлен с 01.01.1983 по 01.01.1988 по*
________________
* Срок действия снят постановлением Госстандарта СССР от 07.09.92 N 1117 (ИУС N 12, 1992). — Обратите внимание на базу данных производителя.
ВНЕСЕН: Изменение N 1, утверждено и введено в действие с 01.08.84 Постановлением Госстандарта СССР от 20.12.83 N 6382 N, Изменение N 2 утверждено и введено в действие с 01.03.88 Постановлением Госстандарта СССР Госстандарт СССР от 30.06. 87 N 2857
87 N 2857
Изменение N 1, 2, вносимое изготовителем в базу данных по тексту ИУС N 4, 1984 г., ИУС N 11, 1987 г. производство теплообменников и испарителей, используемых в бытовых холодильниках и морозильных камерах.
(Измененная редакция, ред. N 2).
1. НАБОР
1.1. Листовая прокатно-сварная заготовка, изготовленная по чертежам, согласованным между изготовителем и потребителем.
На чертежах указывают:
размеры заготовок (ширину и длину) и предельные отклонения;
длина, ширина, наружная высота каналов и предельные отклонения;
перекос в направлении прокатки;
место и размер прокатных входных и выходных каналов;
дополнительные требования.
1.1.1. Суммарная длина швеллеров, расположенных поперек направления прокатки, не должна превышать 25 % от общей длины швеллеров.
1.1.2. Переход от поперечного к продольному каналу по внутреннему радиусу должен быть не менее 3 мм.
1.1.3. Канал под капиллярную трубку должен располагаться по направлению защитного покрытия в районе входных-выходных каналов.
По требованию потребителя индивидуальных размеров заготовок Каменск-Уральский металлургический завод изготавливает заданное расположение швеллера поперек направления прокатки.
1.1.4. Отклонение продольных каналов от прямолинейности на метр длины рисунка не должно быть более 5 мм.
1.2. Минимальное расстояние между каналами должно быть не менее 10 мм.
1.3. Предельные отклонения по длине шаблона должны составлять ±2% от номинальных значений.
Пример обозначения листовых прокатно-сварных заготовок, предназначенных для изготовления теплообменника-испарителя (ТИ) по чертежу (ХХХ) из алюминия марки АД шириной 320 мм и длиной 1034 мм:
ТИ ХХХ АД 320х1034 ГОСТ 25001−81
Раздел 1. (Измененная редакция, ред. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листовые прокатно-сварные заготовки, изготовленные в соответствии с требованиями настоящей типовой технологической инструкции, утвержденной в установленном порядке.
2.1.1. Листовые прокатно-сварные заготовки изготавливают путем прокатки карт из алюминия марок А7, А6, А5 и А0 с химическим составом по ГОСТ 11069-74 и алюминия марок АД0, АД1, АД с химическим составом по ГОСТ 4784-74. * с допустимой массовой долей железа до 0,5%.
________________
* На территории РФ документ недействителен. Действует ГОСТ 4784-97. — Обратите внимание на базу данных производителя.
Карты вырезаются из закаленных листов толщиной 3,0 мм высокой точности и высокой чистоты поверхности по ГОСТ 21631-76.
2.2. Листопрокат-производство сварное в отожженном состоянии.
2.1, 2.1.1, 2.2. (Измененная редакция, ред. N 2).
2.3. (Исключено, ред. N 2).
2.4. Поверхность заготовки листовой прокатно-сварной должна быть без расслоений, пленок, надрывов, пятен, коррозионного происхождения, включений, а также пятен и полос от пригоревшей смазки, если они не удалены при контрольном травлении в растворе с массовая доля NaOH 8-10% при 50°С в течение 2-3 мин с последующей отбелкой в растворе с массовой долей HNO30%.
На поверхности каналов листового проката-пузырей-сварки и раструба от сколов закаты не допускаются.
2.5. На поверхности заготовок из листового проката-сварки допускаются:
1) металлические мелкие закаты общей площадью не более 40 мм;
2) Домкрат от сколов закатов, глубиной не более 0,06 мм. С каждой стороны листового проката-сварки не более 10 гнезд, расположенных в местах, свободных от швеллеров, на расстоянии не менее 2 мм от края швеллера;
3) пузырьки общей площадью не более 20 мм с размером каждого пузырька не более 10 мм, расположенные в свободном пространстве каналов, на расстоянии не менее 2 мм от края канала;
4) одиночные и групповые царапины глубиной не более 0,05 мм. На каждой стороне прокатно-сварного листа не более 5 царапин. Царапины в групповом расположении должны быть не более 3 шт, все квадратные 200х200 мм;
5) отпечатки в виде мелких вмятин глубиной не более 0,05 мм. На каждой стороне листа вальцовочно-сварного типа не более 5 оттисков;
6) отпечатки с рулонов в виде светлых и темных полос по ходу прокатки;
7) истирание;
8) цвет отливки;
9) на каждой стороне листового проката-сварки после химико-механической обработки допускаются в беспроходных швеллерах, на расстоянии не менее 2 мм от края швеллера скрытые дефекты металлургического происхождения в виде единичных включений площадью не более 1,5 мм и глубиной, не превышающей допусков по толщине заготовки.
2.4, 2.5. (Измененная редакция, ред. N 2).
2.6. Местное расширение каналов не должно быть более одной трети ширины канала при длине 15 мм для испарителей и 40 мм для конденсаторов. Общее количество местных заглушек допускается не более двух на каждую заготовку.
2.7. Внутри каналов допускается сухой остаток не более 30 мг на штуку.
2.8. Внутри каналов не допускается наличие влаги в свободном состоянии при кавальканировании входных и выходных каналов.
2.9. Величина колебаний объема каналов от значения номинального объема художественных каналов до 150 см включительно не должна превышать ±12 %.
Величина отклонения объема каналов от значения номинального объема характерных каналов свыше 150 см задается на чертеже.
2.10. Швеллеры заготовок из листового проката-сварки должны быть герметичными и выдерживать давление не менее 1,57 МПа (16 кгс/см).
2,7−2,10. (Измененная редакция, ред. N 2).
2.11. (Исключено, ред. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Листовой прокатно-сварной берут партиями.
Партия должна состоять из заготовок одного размера и оформленных одним документом о качестве. Партия должна состоять из заготовок, разница колебаний каналов которых не должна быть более 25% от меньшего значения объема.
Документ о качестве должен содержать:
товарный знак или товарный знак и наименование производителя;
наименование и размер изделия;
номер партии;
количество заготовок;
знак в ТКИ;
дата отгрузки;
обозначение настоящего стандарта.
3.2. Для определения химического состава отобрали две заготовки. Разрешено изготовителю определять химический состав заготовки в соответствии с документом о качестве изготовителя слитков или листов.
3.3. Контроль качества заготовок, производитель проверяет: размеры заготовок, длину выкройки и перекосы на каждой заготовке; высота швеллеров на каждой заготовке или количество швеллеров на трех заготовках с партии; качество поверхности на каждой заготовке, глубина дефектов на 2% от партии, но не менее 20 шт.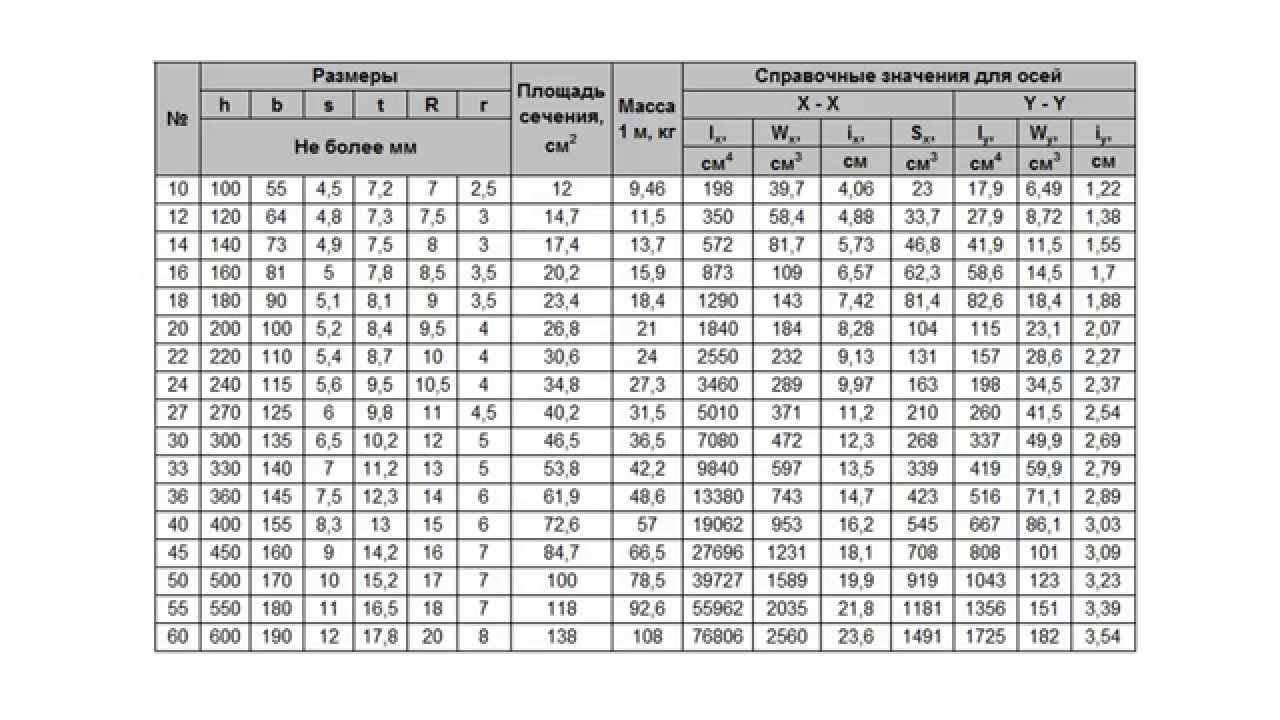
3.4. При входном контроле качества заготовок потребитель проверяет: качество поверхности, геометрические размеры и рисунок, наличие механических примесей, наличие влаги в свободном состоянии, величину колебаний объема каналов, герметичность.
Регулятор громкости устанавливается пользователем в соответствии с ГОСТ 24297-87.
3.4.1. Контроль качества поверхности каждой заготовки на выявление скрытых дефектов потребитель проводит после механической и химической обработки.
Количество заготовок со скрытыми дефектами до 01.01.90 допускается не более 3,0%, в партии с 01.01.90 — не более 1,5%.
3.5. При неудовлетворительных результатах испытаний на них проводят повторные испытания на удвоенной пробе, взятой из одной партии. Результаты повторных тестов распространяются на всю партию.
Раздел 3. (Измененная редакция, ред. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Анализ химического состава алюминия проводят по ГОСТ 25086-82*, ГОСТ 12697. 1-77-ГОСТ 12697.12-77 или спектральным методом по ГОСТ 3221-85.
1-77-ГОСТ 12697.12-77 или спектральным методом по ГОСТ 3221-85.
_______________
* Вероятно, ошибка оригинала. Следует читать ГОСТ 25086-81*. — Обратите внимание на базу данных производителя.
4.2. Размеры заготовок из листового проката-сварки осуществляют с помощью измерительного прибора для обеспечения необходимой точности измерений. Ширину и длину заготовки, а также длину и ширину волочильного канала измеряют мерной металлической линейкой по ГОСТ 8026-75* или шаблоном.
________________
* На территории РФ документ недействителен. Стандарты 8026-92. — Обратите внимание на базу данных производителя.
4.1, 4.2. (Измененная редакция, ред. N 2).
4.3. Испытания на растяжение проводят по ГОСТ 1497-73*.
________________
* На территории РФ документ недействителен. Действует ГОСТ 1497-84. — Обратите внимание на базу данных производителя.
4.4. Осмотр поверхности заготовки осуществляется без применения увеличительных приборов.
Глубину дефектов измеряют профилометром по ГОСТ 19300-86 или глубиномером (специальным) по нормативно-технической документации.
Проверка качества поверхности по п.2.5.9 проводится после химической обработки по методике, описанной в приложении 1.
4.5. Проверить наличие влаги в свободном состоянии, провести индикатор — перманганат калия до покраснения на засветке или перерезать входной и выходной каналы.
Проверка наличия сухого остатка проводится по методике, описанной в приложении 3.
4.4, 4.5. (Измененная редакция, ред. N 2).
4.6. Контроль величины колебаний объема каналов осуществляется по методике, описанной в обязательном приложении 4.
Течеискание проводится по технической документации, утвержденной в установленном порядке.
(Измененная редакция, Ред. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
5.1. На каждом заготовленном прокатно-сварном листе в месте, указанном на чертеже, должен быть проштампован металлический штамп или нанесен иным способом номер партии и клеймо отдела технического контроля завода-изготовителя.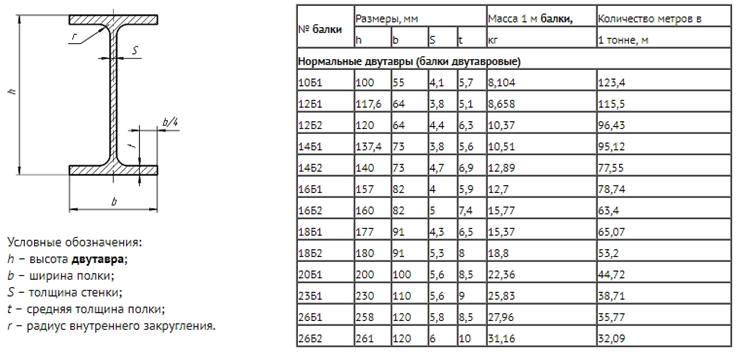
По требованию потребителя на бланк штамп не наносится.
5.2. Временная защита от коррозии, упаковка, транспортирование и хранение — могильник 9.011−79.
Транспортная маркировка упаковок по ГОСТ 14192-77 с нанесением манипуляционных знаков «Осторожно хрупкое», «Боится сырости», «Верх, не переворачивать» и с дополнительной этикеткой: наименование и размер изделия, марка алюминия, номер партии.
При По требованию заказчика заготовки теплообменников подлежат консервации в соответствии с требованиями ГОСТ 9.011-79.
5.1, 5.2.(Измененная редакция, Ред. N 2)
ПРИЛОЖЕНИЕ 1 (обязательное). ОБРАБОТКА ТЕПЛООБМЕННИКОВ
ПРИЛОЖЕНИЕ 1
Обязательное*
____________________________
* Изменена редакция N 2.
Метод применяется при контроле качества обрабатываемой поверхности теплообменника и включает последовательность: травление, промывку, отбеливание, промывку и сушка.
1. Реагенты
Сода едкая техническая ГОСТ 2263-79, р-р 80-100 г/м.
Кислота азотная концентрированная ГОСТ 4461-77, раствор 200 г/м.
2. Тестирование
Травление поверхности проводят в растворе гидроксида натрия (NaOH) при температуре 60-70 °С в течение 2-3 мин, затем промывают в теплой проточной воде при температуре 40-60 °С и затем в холодной проточной воде комнатной температуры. Промывку проводят после отбеливания поверхности в растворе азотной кислоты (HNO) при комнатной температуре в течение 1-10 мин до полного осветления. Промывают в холодной проточной воде при комнатной температуре и сушат нагретым воздухом.
ПРИЛОЖЕНИЕ 2. (Исключено, ред. N 2).
ПРИЛОЖЕНИЕ 3 (обязательное). МЕТОД ПРОВЕРКИ ОСТАТОЧНЫХ ЗАГРЯЗНЕНИЙ
ПРИЛОЖЕНИЕ 3
Обязательно*
____________________________
* Изменена формулировка Ред. N 2. или фреон 113) контролируемого элемент с последующей фильтрацией раствора и выделением сухого осадка.
1. Оборудование и реактивы
Трихлорэтилен по ГОСТ 9976−83.
Трихлорфторметан.
Фреон 113 по ГОСТ 23844-79.
Устройство для контроля и его крепления показаны на рис.
(Измененная редакция, Ред. N 2).
2. Проверка
Для соединения элементов установки чистой сухой медицинской резиновой трубой 1 (см. рисунок). Запустите вакуумный насос 5 и элемент управления промывкой 2 чистым растворителем из сосуда 9.0062 3 . Продукты смываются в пустой чистый сосуд 4 . Для интенсификации процесса промывки рекомендуется время от времени вынимать трубку 1 из растворителя.
Если растворитель после прохождения через контролируемый элемент остается чистым, необходимо завершить промывку. После этого трубка 1 вынимается из растворителя и отключается от вакуумного насоса. Раствор из сосуда 4 профильтровать через предварительно высушенный при температуре 50-60 °С фильтр постоянной массы с точностью до 0,1 мг.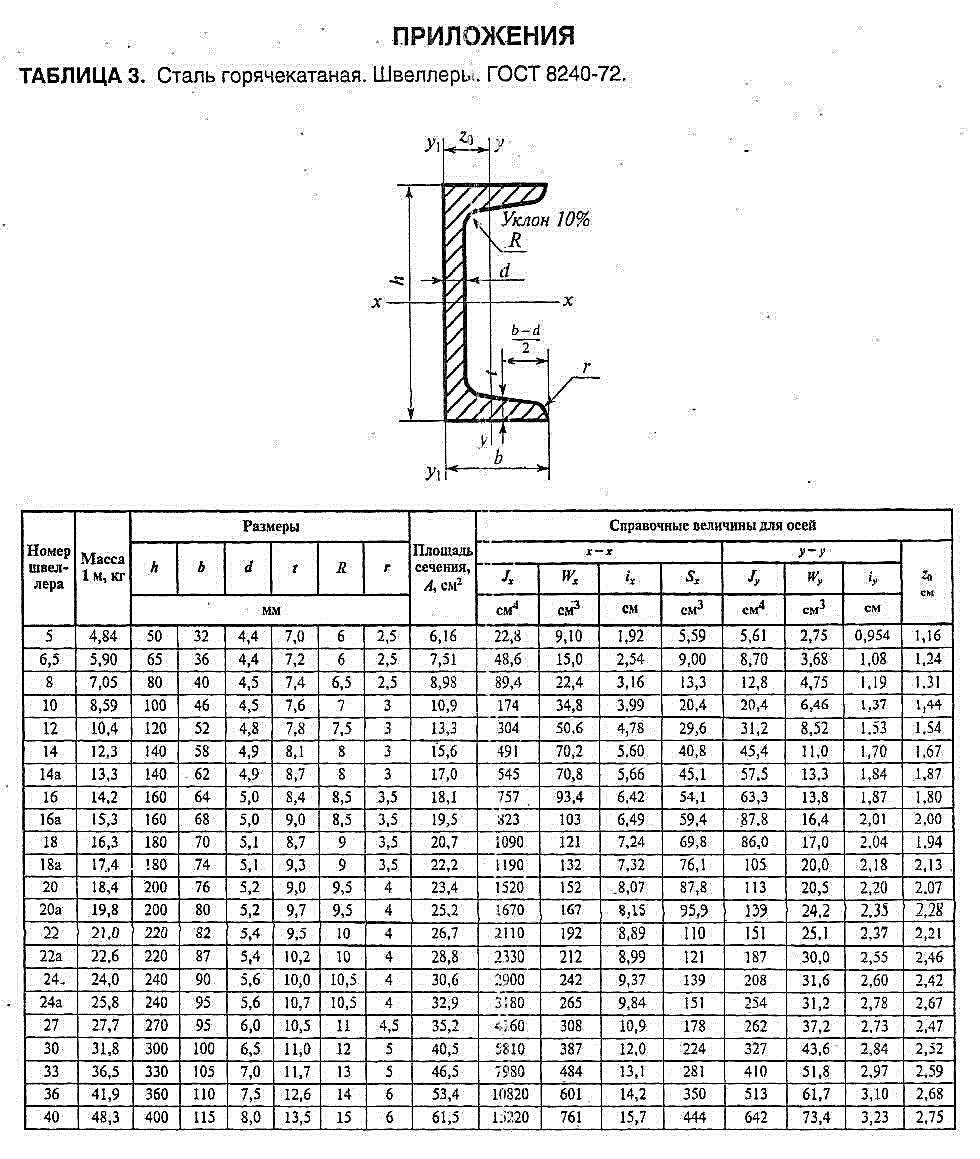 Промыть сосуд чистым растворителем и раствор профильтровать через тот же фильтр. Поместить отработанный фильтр в сушильный шкаф с температурой 50-60 °С и провести выпаривание растворителя до постоянной массы фильтра. Определение массы фильтра до и после испытаний проводят в одинаковых условиях.
Промыть сосуд чистым растворителем и раствор профильтровать через тот же фильтр. Поместить отработанный фильтр в сушильный шкаф с температурой 50-60 °С и провести выпаривание растворителя до постоянной массы фильтра. Определение массы фильтра до и после испытаний проводят в одинаковых условиях.
Увеличение веса фильтра по сравнению с исходным, принято за величину остаточного загрязнения контролируемого элемента установки.
ПРИЛОЖЕНИЕ 4 (обязательно). Метод измерения внутреннего объема канала
ПРИЛОЖЕНИЕ 4
Обязательное
Метод предназначен для контроля величины колебаний объема каналов теплообменника и основан на измерении избыточного давления в каналах при наполнение их отмеренным количеством воздуха.
1. Сущность метода
Способ измерения внутреннего объема каналов основан на законе Бойля, согласно которому произведение объема газа на его давление в изотермическом процессе остается постоянным.
2. Оборудование
Рабочий цилиндр с внутренним объемом от 300 до (500±5) см.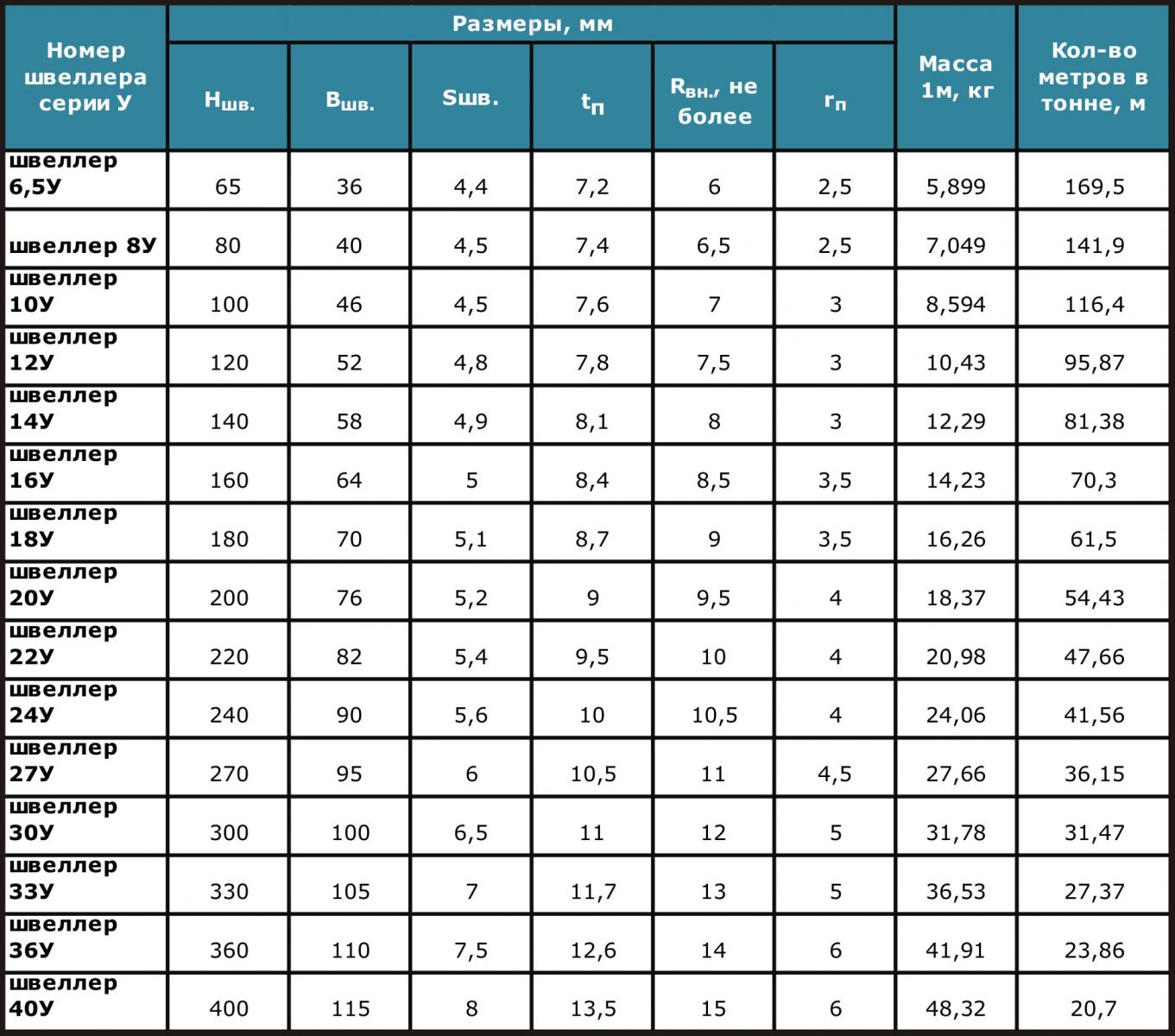
Вместимость с калиброванным внутренним объемом: 100, 150, 175, 200, 225, 250, 300, 400, 450, 500 см.
Манометр образцовый пружинный МО-250-6х0,25 по ГОСТ 6521-72.
3. Поверка
Перед измерением внутреннего объема каналов испытуемых теплообменников проводится тарировка рабочего цилиндра ( 1 ) на заданную температуру окружающей среды. Для этого контейнера ( 5 ) с откалиброванным внутренним объемом , поочередно соединить с рабочим цилиндром через манометр ( 3 ) и переместить поршень ( 2 ) в крайнее правое положение.
Установить зависимость градуированных объемов давления от конкретной температуры окружающей среды в виде графика или таблицы.
1 — цилиндр; 2 — поршень; 3 — манометр; 4 — патрубок соединительный; 5 — емкость с калиброванным внутренним объемом
Контроль внутреннего объема каналов теплообменника осуществляется путем подачи воздуха из рабочего цилиндра в каналы теплообменника.
