Маркировки электродов: Расшифровка маркировки электродов для сварки
Содержание
Маркировка сварочных электродов
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ ПРИМЕРЫ МАРКИРОВКИ: ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ |
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных
сталей, а также легированных с повышенной
и высокой прочностью, маркировка состоит
из:
индекса Э — электрод для ручной
дуговой сварки и наплавки;цифр, следующих за индексом, обозначающих
величину предела прочности при растяжении
в кгс/мм2;индекса А, указывающего, что
металл шва имеет повышенные свойства
по пластичности и ударной вязкости.
Для сварки теплоустойчивых,
высоколегированных сталей и для наплавки,
условное обозначение состоит из:
индекса Э — электрод для ручной
дуговой сварки и наплавки;дефиса;
цифры, следующей за индексом, указывающей
среднее содержание углерода в сотых
долях процента;букв и цифр, определяющих содержание
химических элементов в процентах.
Порядок расположения буквенных
обозначений химических элементов
определяется уменьшением среднего
содержания соответствующих элементов
в наплавленном металле. При среднем
содержании основного химического
элемента менее 1,5 % число за буквенным
обозначением химического элемента не
указывается. При среднем содержании в
наплавленном металле кремния до 0,8% и
марганца до 1,0% буквы С и Г не проставляются.
Обозначение
металлов
Для сварки углеродистых и низколегированных
сталей с пределом прочности при разрыве
до 490 МПа (50 кгс/мм2) применяют 7
типов электродов: Э38, Э42, Э46, Э50, Э42А,
Э46А, Э50А. Для сварки углеродистых и
Для сварки углеродистых и
низколегированных сталей с пределом
прочности при разрыве от 490 МПа (50 кгс/мм2)
до 588 МПа (60 кгс/мм2) применяют 2
типа электродов: Э55, Э60. Для сварки
легированных сталей повышенной и высокой
прочности с пределом прочности при
разрыве свыше 588 МПа (60 кгс/мм2)
применяют 5 типов электродов: Э70, Э85,
Э100, Э125, Э150.
Для сварки теплоустойчивых сталей — 9
типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1,
Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для
сварки высоколегированных сталей с
особыми свойствами — 49 типов: Э-12Х13,
Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др.
Для наплавки поверхностных слоев с
особыми свойствами — 44 типа: Э-10Г2, Э-10Г3,
Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать
одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует
диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных
сталей с пределом прочности при
растяжении до 588 МПа (60 кгс/мм2) —
маркируется буквой У;Для сварки легированных конструкционных
сталей с пределом прочности при
растяжении свыше 588 МПа (60 кгс/мм2)
— маркируется буквой Л;Для сварки теплоустойчивых сталей —
маркируется буквой Т;Для сварки высоколегированных сталей
с особыми свойствами — обозначается
буквой В;Для наплавки поверхностных слоев с
особыми свойствами — маркируется
буквой Н.
Коэффициент толщины покрытия
В зависимости от отношения диаметра
покрытия электрода D к диаметру
металлического стержня d, электроды
подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) — маркируется
буквой М;со средним покрытием (1,2<D/d≤1,45) — С;
с толстым покрытием (1,45<D/d≤1,8) — Д;
с особо толстым покрытием (D/d>1,8) — Г.

Обозначение плавящегося покрытого
электрода
Буква Е — международное
обозначение плавящегося покрытого
электрода.
Группа индексов, указывающих
характеристики металла шва или
наплавляемого металла
Для электродов, применяемых для сварки
углеродистых и низколегированных сталей
с пределом прочности при растяжении до
588 МПа (60 кгс/мм2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился
в 1902 году. С тех пор многое изменилось, появились
новые виды и марки. Сварочный электрод
является самым распространённым
материалом. Каждая марка электрода
обладает своими свойствами. Всегда
нужно помнить, что для каждого вида
материала, следует выбирать специальный
электрод.
Самые популярные марки электродов,
предназначенные для углеродистой и
низколегированной стали: УОНИ-13/НЖ/12х13.
Электроды этой марки предназначены для
сварки коррозионностойких сталей. Эта
модель создана по всем правилам ГОСТ
9466-75. Сварка с таким электродом
происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод
используется для сварки как
низколегированной, так и углеродистой
стали. Соответствует ГОСТ 9466-75, ГОСТ
9467-75, ТУ 1272002010558589. Процесс
сварки идет как при переменном, так и
при постоянном токе обратной полярности.
МР-3С. Сварочной электрод
этой марки предназначен для сварки
изделий из углеродистой и низколегированной
стали. Сварка осуществляется с помощью
постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для
сварки изделий из углеродистой,
низколегированной стали. Сварка может
осуществляться как с постоянным, так и
с переменным током. Полярность постоянного
тока — обратная. Но для таких электродов
есть один нюанс, содержание углерода
должно быть не меньше 0,25%, а временное
сопротивление разрыву не должно превышать
490Мпа. Такие электроды соответствуют
Такие электроды соответствуют
ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены
для углеродистой и низколегированной
стали. Временное сопротивление разрывы
составляет 490Мпа. Угольные сварочные
электроды: ВДК ВДП СК. Самые
популярные марки вольфрамовых
неплавящихся электродов, которые
соответствуютГОСТ23949-80: ЭВЧ ЭВЛ
ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также
специальные электроды для сварки меди,
и сплавов из меди: ОЗБ-2М ОЗБ-3
АНЦ/ОЗМ2 Комсомолец
100 АНЦ/ОЗМ3 Для сварки такого
материала, как никель и его сплавы,
используют электроды: ОЗЛ-32, Б-56У. Если
вы собираетесь работать с такими
материалами, как алюминий, и его сплавы,
то следует выбирать электроды:
ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль
сварочному процессу. Как правило, сварка,
с использованием электродов будет
надежнее, долговечнее, быстрее,
экономичнее.
Ни для кого не секрет, что во время сварки
металла выполняется движение
электродов. Эти движения зачастую
Эти движения зачастую
называют колебательными. Существует
множество технологических подходов к
выполнению сварочных работ
металла. Электроду в
процессе сварки, независимо от применяемого
способа, сообщается движение в трёх
разных направлениях.
Первое движение называют
поступательным, при котором движение
идёт по оси электрода. Зависимо от
скорости плавления,
поступательное движение поддерживает
постоянную длину дуги,
которая не должна выходить за пределы
0.5-1.2 диаметра электрода. Длина дуги
зависит от марки
электрода и условий сварки.
Формирование шва ухудшается при
уменьшении длины дуги, а также возникает
вероятность короткого замыкания
(сокращенно КЗ). Увеличение же дуги
является причиной повышения разбрызгивания
металла электрода и снижения качества
сварного шва по форме и его свойствам
(механическим).
Вторым движением является
смещение электрода вдоль оси с целью
образования шва. Диаметр электрода,
Диаметр электрода,
сила тока(постоянным или переменным)
и скорость плавления электрода определяют
скорость движения электрода. В случае
отсутствия поперечных смещений электрода,
шов получается узкий (ниточный), ширина
которого равна приблизительно 1.5 диаметра
применяемого электрода. Данный шов
используют при сварке тонких металлических
листов.
Последним движением является
смещение электрода поперек для
корректировки ширины шва и глубины
плавления металла. Данные колебательные
движения предполагают высокую квалификацию
сварщика и его навыков, а также определяются
характеристиками свариваемого материала,
положением и размером шва. Ширина шва,
при использовании поперечных колебательных
движений варьируется в пределах 1.5-5
диаметра используемого электрода.
Грамотное и технически правильное
перемещение электрода – главная задача
и условие для получения качественного
шва при выполнении сварочных работ.
Важна определённая методика выполнения
колебательных движений электрода, а
также рациональность его перемещения. Для
Для
выполнения качественного шва существует
несколько общих способов, применяемых
в любых ситуациях, с помощью которых
сварщик выполняет движения во время
сварки. Это движения «ёлочкой» (а),
углом (б), «движение по спирали» (в),
«движение полумесяцем» (г). Рис.1
При сварке вертикального углового
сварочного шва наиболее удобно показать
все способы колебательных движений
электрода, к тому же это очень часто
применяемая операция в сварке изделий
из проката. При этом мы опустим все
вопросы, связанные с разделкой кромок
и подготовкой поверхностей перед
сваркой.
С применением колебательных движений
электрода полумесяцем или по спирали
, изначально наплавляют электродом
полочку на кромки, а после мелкими
порциями без пропусков и разрывов
наплавляют металл, рекомендуется
выполнять сварку непрерывно. Дальнейшая
сварка металла производится постепенно
со смещением электрода выше, за собой
оставляя, готовый сварочный шов. Другая
схема колебательного движения при
сварке – углом, предусматривает
колебательные движения электрода с
применением попеременного смещения
вверх-вниз, без разрывов наплавливают
на кромки металл с равномерным перемещением
электрода вверх.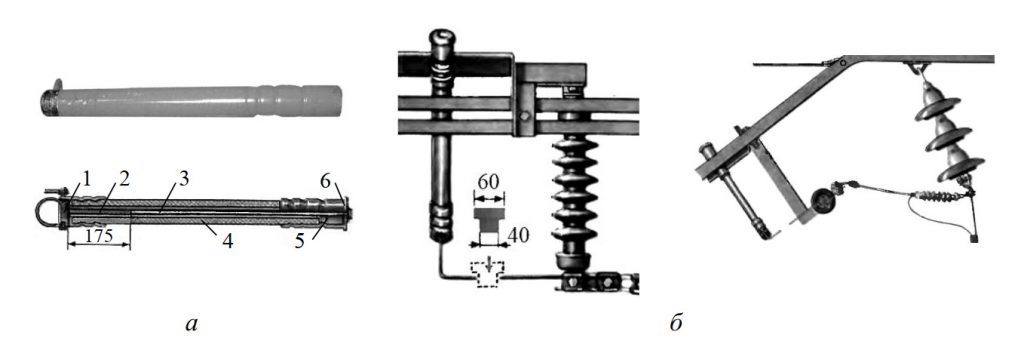
Методика «ёлочкой» характеризуется движением
электрода вверх, затем вправо, после
этого по короткой траектории спускают
вниз влево. Желательно чтобы капля
металла застывала при каждом отдельном
этапе сварки между кромками. После,
ушедший электрод двигают вверх влево
и опять спускают из точки подъёма, но
теперь вниз вправо. Такими постепенными
движениями с непрерывными отдельными
порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и
низколегированных сталей характеризуются
также уровнем сварочно-технологических
свойств, в т.ч. возможностью сварки во
всех пространственных положениях, родом
сварочного тока, производительностью
процесса, склонностью к образованию
пор, а в некоторых случаях — содержанием
водорода в наплавленном металле и
склонностью сварных соединений к
образованию трещин. Перечисленные
характеристики, которые необходимо
учитывать при выборе конкретной марки
электрода, в значительной степени
определяются видом покрытия.
Покрытие может быть:
— кислым,
— рутиловым,
— основным,
— целлюлозным,
— смешанным.
Классификация сварочных электродов для ручной дуговой сварки. Типы, марки, назначение
Сварочным электродом называется изделие, представляющее собой стержень, выполненный из материала, проводящего электроток. Его основное предназначение –подвод упорядоченного движения частиц, являющихся носителями электрического заряда, к изделию, подвергаемому сварке. В качестве сырья для изготовления электродов может применяться металлический либо неметаллический материал. Современная промышленность выпускает большое количество марок данной продукции. Их производство регламентируют действующие на территории нашей страны Государственные стандарты. А подразделение электродов на различные классы прописано ГОСТом под номером 9466 от 1975 года. О его положениях и положениях, содержащихся в иных важных нормативных документах, пойдет речь в предлагаемой вашему вниманию статье.
Критерии классификации
Основными признаками, согласно которым осуществляется подразделение на классы электродов сварочных покрытых, изготовленных из металла, предназначенных для электродуговой ручной сварки и, кроме того, наплавки, являются:
-
предназначение; -
толщина и разновидность покрытия, называемого обмазкой; -
химический состав, а также механические качества наплавленного металла; -
ряд сварочно-технологических параметров.
Разновидности по предназначению
Одним из главных свойств сталей, на основе которых строится система классификации электродов по сфере применения, является Величина Временного Сопротивления Свариваемого Металла Нагрузке, Работающей на Разрыв (для краткости обозначим так: ВВССМНРР). По данному признаку электроды формируют 2 группы. Это, в частности, метизы, используемые для сварки:
Это, в частности, метизы, используемые для сварки:
-
конструкционных малолегированных сталей и сталей углеродистых с ВВССМНРР<60,0 кгс/кв. мм. Обозначаются литерой «У»; -
конструкционных легированных сплавов с ВВССМНРР>60,0 кгс/кв. мм. Маркируются буквой «Л».
Кроме того, ГОСТом 9466-75 выделены еще две группы электродов. Входящие в них виды данных изделий служат для сварки таких сталей:
-
легированных устойчивых к воздействию повышенных температур. Для их обозначения используется литера «T»; -
высоколегированных, отличающихся особыми свойствами. Маркировка осуществляется буквой «B».
К отдельной категории относятся электроды, с помощью которых наплавляются приповерхностные слои, обладающие особыми характерными свойствами. Обозначаются литерой «H».
Подразделение данных изделий не на общие, а на определенные типы с применением критерия «Предназначение», осуществляется ГОСТом 9467-75. В частности, для осуществления сварки:
-
конструкционных малолегированных и, кроме того, углеродистых сталей, у которых ВВССМНРР≤50,0 кгс/кв. мм, используются электроды Э50, Э46, Э42 и Э38; -
сталей предыдущего вида с таким же значением параметра ВВССМНРР, но в случае предъявления к металлической основе сварочных швов более жестких требований к ее степени ударной вязкости и уровню пластичности, производятся электроды следующих типов: Э50А, Э46А, Э42А; -
конструкционных малолегированных, а также углеродистых сталей с 50,0 кгс/кв. мм <ВВССМНРР≤60,0 кгс/кв. мм применяются электроды Э60 и Э55; -
сталей конструкционных с легирующими добавками, отличающихся высокими и повышенными прочностными характеристиками, с ВВССМНРР>60,0 кгс/кв. мм, используются электроды типов Э150, 125, Э100, Э85, Э75;
мм, используются электроды типов Э150, 125, Э100, Э85, Э75;
-
сталей легированных, устойчивых к воздействию тепловых нагрузок, изготавливаются электроды Э-10X5MФ, Э-10X3M1БФ, Э-10X1M1HФБ, Э-09X1MФ, Э-09X2M1, Э-05X2M, Э-09X1M, Э-09MX и Э-09M.
Электроды типа Э46 производства Магнитогорского электродного завода
Разновидности по параметру «толщина покрытия»
Подразделение электродов на группы по параметру «толщина покрытия» основано на величине соотношения D/d, где D – диаметр обмазки, а d – диаметр токопроводящего сердечника. Положения ГОСТа 9466-75 устанавливают четыре вида данных изделий. Это – электроды, на поверхность которых нанесено покрытие:
-
особо толстое. Для них соотношение D/d больше1,80. Обозначаются литерой «Г»; -
толстое. У изделий этого вида D/d больше 1,45, но меньше либо равно1,80. Маркируются буквой «Д»;
Маркируются буквой «Д»;
-
средней толщины. Здесь соотношение D/d варьируется в диапазоне от 1,20 до1,45. Для обозначения используется литера «C»; -
тонкое. В данном случае D/d меньше 1,20. Маркировка – буква «M».
Разновидности по типу обмазки-покрытия
Сегодня электроды выпускаются с покрытиями различных видов. Маркировка этих изделий с учетом типа обмазки приведена ниже в табличной форме.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 Это – рутиловое покрытие
Это – рутиловое покрытие
Встречаются варианты изготовления обмазки, когда железный мелкодисперсный порошок присутствует там в количестве, превышающем 20%. Тогда в маркировке покрытия должна иметься литера «Ж».
Тогда в маркировке покрытия должна иметься литера «Ж».
Возможные положения электродов в пространстве при сварке/наплавке
По данному критерию электроды подразделяются на четыре класса:
Класс 1 – допускается любое положение;
Класс 2 – возможно любое положение кроме вертикального, предусматривающего передвижение сверху вниз;
Класс 3:
Класс 4:
-
нижнее положение в т.н. лодочку. Предусматривает изначальное прихватывание листов, размещенных в перпендикулярных плоскостях. После этого заготовка размещается так, чтобы угол между вертикалью и свариваемыми пластинами составлял 45°, как это показано на рисунке; -
нижнее.
Род сварочного тока и его полярность, напряжение ХХ
Сочетание букв XX расшифровывается «Холостой Ход». Подразделение сварочных электродов на виды по параметру «напряжение (номинальное) ХХ» применяемого сварочного аппарата, полярности и, кроме того, роду переменного тока, характеризующегося частотой f=50 Герц, представлено в таблице.
|
|
|
| |
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
| ||
|
|
|
|
|
Электроды, обозначенные цифрой «ноль», предназначены для выполнения наплавки либо сварочных работ при подведении исключительно обратного постоянного тока.
Конструкция и размерные характеристики
Конструкция электродов включает следующие элементы:
-
стержень. На ниже размещенном чертеже – поз. «1»; -
участок перехода – поз. «2»; -
покрытие-обмазка – поз. «3»; -
торец контактный, не имеющий покрытия – поз. «4».
Чертеж исполнения электродов по нормам ГОСТа 9466-75
Величины отображенных на чертеже размерных характеристик размещены в таблице. Параметр «Диаметр (номинальный) электрода» определяется диаметром токопроводящего стержня (обозначение d).
|
|
|
| |
|
|
| ||
|
|
|
|
|
|
| |||
|
|
| ||
|
| |||
|
| |||
|
|
|
| |
|
|
| ||
|
|
|
| |
|
|
| ||
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
| ||
|
|
|
| |
|
|
| ||
|
|
| ||
|
|
|
| |
|
|
| ||
|
|
| ||
 Стержень произведен из специальной сварочной проволоки
Стержень произведен из специальной сварочной проволоки
Нормы ГОСТа 9466-75 устанавливают следующие предельно допустимые отклонения параметров:
-
l – от минус 5,0 мм до плюс 5,0 мм; -
L – от минус 3,0 мм до плюс 3,0 мм
Применять размеры, обозначенные выноской *) не рекомендуется.
Условия поставки
Положения Государственного стандарта номер 9466 от1975 года допускают:
-
производить электроды с номинальным диаметром, равным 12,50 мм; 6,30 мм: 3,250 мм и 3,150 мм; -
устанавливать иную длину данных изделий. Но этот момент подлежит согласованию обеими сторонами контракта на поставку – потребителем и производителем; -
не осуществлять на длине l от крайней точки электрода зачистку обмазки. Однако это тоже подлежит согласованию сторонами-подписантами договора поставки. При этом на плоскостях обоих контактных торцов изделия не должны присутствовать частицы покрытия; -
на некоторых изделиях предельные отклонения параметра L могут быть такими: от минус 4,0 мм до плюс 4,0 мм. Но число электродов должно быть меньше 10% от суммарного количества подвергнутых контролю образцов; -
на таком же количестве контролируемых изделий проведение на их контактном конце плоской очистки на отдельных сегментах либо по всей его окружности. Но при этом необходимо соблюдать следующее требование: на поверхности контактного торца не должны иметься фрагменты обмазки;
Но при этом необходимо соблюдать следующее требование: на поверхности контактного торца не должны иметься фрагменты обмазки;
-
контактная плоскость торца электрода может покрываться ионизирующим компаундом, облегчающим процесс возбуждения электродуги. Но набор его элементов должен соответствовать условиям, устанавливаемым нормативными документами (включая TУ) на изделия определенной марки.
В ГОСТе 9466-75 оговорен один важный нюанс. Касается он подхода к зачистке обмазки-покрытия на контактном конце электрода. Его конечная конфигурация должна быть конусообразной, промежуточной между скругленной и конусообразной либо просто скругленной. Однако величины радиуса кривизны, а также угла конусности в стандарте не прописаны. Но выдвигается следующее требование: на контактном торце электрода покрытие должно отсутствовать.
Ведущие производители сварочных электродов
На рынке сварочных электродов наблюдается жесткая конкуренция. Для потребителя данное явление является несомненным плюсом. Ведь в борьбе за «своего клиента» производители вынуждены повышать качество предлагаемой продукции. Ниже представлены ведущие компании, выпускающие сварочные электроды.
Для потребителя данное явление является несомненным плюсом. Ведь в борьбе за «своего клиента» производители вынуждены повышать качество предлагаемой продукции. Ниже представлены ведущие компании, выпускающие сварочные электроды.
-
BluеWеld. Производитель из Италии. Завод, находящийся поблизости от г. Виченца, начал функционировать в 1963 году. Специализируется на производстве электродов, позволяющих выполнять плазменную резку и отличающихся по конфигурации от обычных подобных изделий. -
Brima. Германская компания. Производственные мощности и офисы размещены во многих государствах Европы и Азии. Открыто также представительство в Москве. Заводы этого бренда изготавливают расходные сварочные материалы со стержнями из аустенитно-ферритных сплавов, а также рутиловые модели электродов. -
ESAB. Производитель из Швеции. Головной офис находится в г. Гетеборг. Структурные подразделения расположены во многих российских регионах, а также, в Беларуси, Украине и Казахстане. Выпускает электроды с основным покрытием.
Выпускает электроды с основным покрытием.
-
FUBAG. Еще один германский бренд. В его состав входят девятнадцать заводов. Выпускает оборудование различного типа, в том числе сварочное. В ассортименте присутствуют электроды с основным покрытием и с рутиловой обмазкой.
В число крупнейших отечественных изготовителей электродов входят:
-
HПO «Спецэлектрод». Производственные мощности находятся в населенном пункте Храпуново, Московская область. Выпускает такие востребованные марки электродов, как OMA-2, AHO-21, OЗШ-1, OЗC-11 и ряд других; -
«Пензенские электроды». Завод работает в Пензе. Производит такие популярные модели электродов, как MP-3 ПK, УOHИ 13/55 ПK, OЗC-12 и другие. -
ЗAO «Электродный завод». Головной офис этого предприятия находится в Санкт-Петербурге. Завод производит более 70 номенклатурных позиций сварочной продукции, в том числе электроды марок 48XH-2, TMУ-21У, TMЛ-5, OЗЛ-19, ЭA-400/10T.
Как правильно выбрать
Подбирая подходящий электрод, учитывать необходимо, прежде всего, его химический состав. Он должен соответствовать этой характеристике предполагаемого к свариванию металла.
-
У изделий без обмазки (т.н. «голые электроды») устойчивость дуги обеспечивает однородность проволоки. -
Наличие фосфора в покрытии электродов вызывает склонность сварного шва к ломкости при пониженных температурах, хрупкость, и способствует образованию в нем зерен. Действие серы сходно со шлаком. Ее максимальный вред наблюдается для электродов из малоуглеродистых сплавов, содержащих марганец в очень небольшом количестве. В целом, качественные характеристики сварного шва ухудшает присутствие элементов S и Р в количестве, превышающем 0,04 процента. -
Неустойчивость электродуги связана с наличием в обмазке определенных компонентов. Это такие вещества, как сульфат железа (формула FеSО4), алюминий либо его окись (Аl₂О₃, в количестве даже не больше 0,01%), и кроме того, кремний, а также его диоксид (SіО2). И, наоборот, электродугу стабилизируют оксиды кальция (СаО), железа (Fе₂О₃) и марганца (МnО₂).
Это такие вещества, как сульфат железа (формула FеSО4), алюминий либо его окись (Аl₂О₃, в количестве даже не больше 0,01%), и кроме того, кремний, а также его диоксид (SіО2). И, наоборот, электродугу стабилизируют оксиды кальция (СаО), железа (Fе₂О₃) и марганца (МnО₂).
Маркировка
Каждому виду электродов присуща своя маркировка. Умение ее расшифровать очень важно для подбора подходящей модели. В качестве примера, рассмотрим маркировку, представляющую собой следующую буквенно-цифровую последовательность: Э46-AHO-21-2,5-У Д E 43 0/3/ -P-11.
-
Э46 – это тип электрода. -
AHO-21 – марка изделия. -
«2,5» – диаметр стержня. В данном случае этот показатель равен 2,50 мм. -
Литера «У»: предназначение электрода – сваривание сталей углеродистых, а также малолегированных.
-
Буква «Д» обозначает, что покрытие толстое. -
Литера «Е» – международное обозначение плавящегося стержня. -
Число «43» – величина предела прочности в Мегапаскалях. Если преобразовать в килограмм/силы, то получится 438,48 кгс/кв. см. -
Цифра «0» – показатель относительного удлинения: не превышает 20%. -
Цифра «3» отображает температуру, нагрев изделия до которой не сопровождается превышением ударной вязкости его металлической основы отметки 34Дж/кв. см. В данном случае Т= -20℃. -
Литера «P» обозначает, что покрытие у данного электрода рутиловое. -
Цифра «1» – работать допускается в любом пространственном положении. -
Последняя цифра «1» указывает на допустимое напряжение Х. Х (Uх.х.) и вид сварочного тока (Iсв.т.). В данном случае Uх.х.≈50 вольт. А сварочный ток может быть любым – как постоянным, так и переменным.
Х (Uх.х.) и вид сварочного тока (Iсв.т.). В данном случае Uх.х.≈50 вольт. А сварочный ток может быть любым – как постоянным, так и переменным.
Для наглядности ниже приведен пример маркировки электродов модели УOHИ-13/45.
Заключение
Изготавливают сегодня электроды преимущественно опрессовкой под воздействием высокого давления на специальном оборудовании. Эта современная технология предоставляет возможность осуществить всеобъемлющую механизацию производственного цикла – начиная с подачи заготовок стержней, включая формирование покрытия и заканчивая термообработкой с последующей финишной упаковкой готовых изделий. Нанесение покрытия методом окунания ограничено только коваными или литыми прутками. Причина связана со значительными колебаниями диаметров. Из-за этого их подача в опрессовочное оборудование затруднена.
Please enable JavaScript to view the comments powered by Disqus. comments powered by Disqus
comments powered by Disqus
Подробно о различных типах маркировки и видах сварочных электродов
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик.
Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.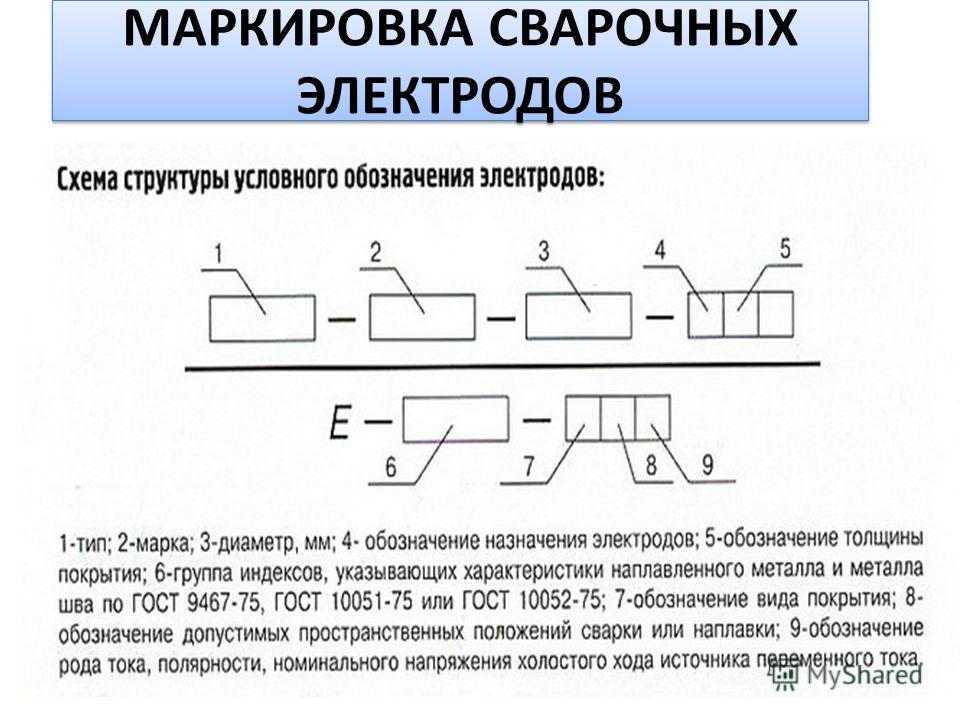
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.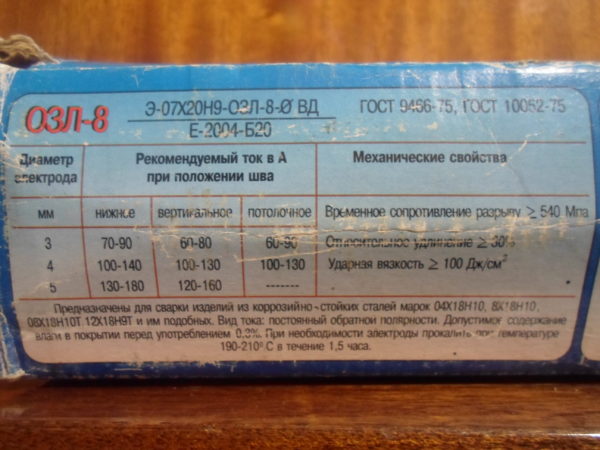
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва.
 После остывания он легко удаляется.
После остывания он легко удаляется.
Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
что обозначает, какой бывает, как правильно расшифровывается
Главная / Электроды
Назад
Время на чтение: 5 мин
1
5056
Зачем нужно проводить маркировка электродов? Как расшифровать те числа и буквы, что и есть маркировкой электрода. Это самые распространенные вопросы по этому поводу.
В этих материалах мы хотим вам немного рассказать, как понимать те шифровки, что присутствуют на электродах. Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Но первым делом нужно понять, что такое эта маркировка. Маркировка электродов для сварки-это определенное количество и последовательность буквенных и цифровых знаков, они имеют в себе информацию про определенные особенности стержня электрода.
Любой знак несёт в себе определенную информацию.
Та информация, что размещена на электрода отвечают ряду характеристик, от которых и зависит выбор при покупке. Такая классификация электродов одинаковая для переменного и постоянного тока.
Конечно все электроды имеют разделение и оно происходит по большому количеству знаков, в ходе статьи мы постараемся рассказать вам нюансы маркировки.
- Как обозначается вид в маркировке
- Разделение в зависимости от марки
- В зависимости от диаметра
- В зависимости от назначения
- В зависимости от коэффициента толщины покрытия
- Исходя из групп индексов
- В зависимости от того, какое покрытие
- Исходя из размещения в пространстве
- В зависимости, от того какой сварочный ток
- Не стандартные маркировки
- Пример того, как расшифровать маркировку
- Итог
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Помните о том, что буквенный знак Э имеет в себе информацию про предел прочности, если сталь очень прочная, тогда значение этой буквы должно быть большое.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Тип и маркировка
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу. Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150. Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ. Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
Разделение в зависимости от марки
Тот ряд букв, что вы встретите дальше не нужно путать с тем, что такое маркировка, ведь это марка электрода. Происхождение марки может быть разной, например установлена по ГОСТу, но также может быть придумана самим производителем электрода.
Такая ситуация с производителем электродов ESAB, которая выпускает марку ок. Как не странно, но для одного стержня может подходить сразу пару тройку производителей.
Это очень широкая тематика про которую стоит говорить отдельно
В зависимости от диаметра
Информация, что пишется далее-это диаметр самого стержня, единица его измерения обычно в миллиметрах. То какой диаметр вам необходим на прямую зависит от того, какой размер того металла, что подлежит сварке.
Если металл будет толстым, то вам пригодиться большой диаметр стержня. В приведенном нами примере маркировки -это значение ровняться пяти миллиметрам.
В зависимости от назначения
Конечно, разные электроды имеют разное назначение и один из разделений в зависимости от того металла с которым будет проводиться работа.
В приведенном нами примере маркировки этот показатель обозначает буквенный знак У, этот знак несёт информацию о том, что сварке подлежат низколегированные металлы предел прочности которых составляет от шестисот кГс на один миллиметр квадратный.
Но если сталь имеет более высокий предел прочности, то нужно применять электроды на которых маркировка с буквенным знаком Л. Если предстоит работа с металлом, что устойчив к высоким температурам, то ищите электроды с буквенным знаком Т.
А если при работе со сталью возникает много нюансов и они сложны в работе, то тогда пишется знак маркировки В. А если вы будете искать стержень, для того чтобы направить то на упаковке должно быть написано Н.
Классификация покрытых электродов
Из-за большого количества обозначений электродов для ручной дуговой сварки создали специальную марку электродов, в которой находится цифра, обозначение и назначение детали. Маркировка помогает быстро отыскать нужный тип стержня.
Как расшифровать обозначения электродов, и какими признаками они разделяются между собой?
Виды электродов для сварочных работ.
Отметим несколько важных моментов:
- Назначение. Оно зависит от материала – сплав с небольшим количеством примеси и углеродистый сплав, изделия с большим количеством лигатуры, сплав с повышенной прочностью, уникальными характеристиками и особенностями, наплавочные детали, обладающие уникальными возможностями.
- Вид. Данное значение касается результата, для которого важно следующее: прочные свойства, практически отсутствие вероятности разорваться, временно или точечно воздействовать с механической стороны с окружающей средой.
- Марка. Данное значение является одним из самых уникальных. Оно дается исключительно производителем для более удобной классификации конструкций на внутреннем уровне. Это дает возможность понять, почему некоторая маркировка деталей для сварочных работ может быть одинаковой по параметрам, но разной при отличных между собой производителях.
- Толщина. За счет различия между величинами толщины и её соотношения с размером прутка в центре, детали классифицируют по внешнем слою на: тонкие, небольшие, толстые и самые толстые.
- Ток. Для электродов УОНИ может использоваться любой род тока: постоянный, переменный, прямой, обратный и смешанный.
- Состав поверхности. В этой подкатегории сварочные элементы делят на: основные типы, кислотные, целлюлозные, рутиловые, детали, где есть повышенная концентрация железа и смешанные слои с напылением.
- Качество шва. Сюда также можно отнести и состояние шва, после того как стержни электродов уже будут использованы. Их классификация подразумевает под собой наличие трех групп. Самые лучшие конструкции с отличным высоким качеством находятся в первой группе. Далее идет на уменьшение.
- Классификация стержней в зависимости от доступа к работе. В данном случае их делят в зависимости от положения: хаотичные, все, кроме вертикальных и по направлению вниз, нижние и вертикальные, направляющиеся наверх и нижние.
Покрытый электрод УОНИ 13 55 является одним из распространенных и универсальных деталей для аргонодуговой и электродуговой сварки.
В зависимости от коэффициента толщины покрытия
Далее идёт параметр толщины напыления или ещё использует термин обмазки. В приведенном нами примере это буквенный знак Д-он обозначает большое покрытие.
Но ещё можно встретить и другие маркировки на сварочных электродах, такие как м-это тонкое или малое напыление, знак С обозначает средний уровень толщины, а знак Г имеет информацию про очень толстое напыление.
Исходя из групп индексов
Этот параметр в шифровке является одним из самых не понятных и запутанных для новичков. Там цифровые обозначения имеют сразу несколько показателей, так что можно понять частично, а не полностью.
Эти группы индексов всегда пишутся на этикетках электродов для сваривания металлов.
Они самые применяемые на тех электродах, что специализируются на высоколегированной стали, эти параметры должны немного прояснить картину для новичка.
Итак, приступим к разбору того примера что мы вам привели, приладим значение маркировки каждому знаку и все будет понятно.
В нашем примере число пять говорить про то на сколько данный шов будет устойчив в коррозиям. Далее у нас цифирный знак 1-это самая высокая температура, что гарантирует, то что шов будет прочный к высоким температурам.
Число четыре говорит про то, какая рабочая температура для данного шва.
А если то самое число четыре взято в скобки, то это говорит про, то какое количество ферритной фазы в этом соединении. Если каждое значение имеет максимальный показатель, тем больше будет цифра.
Смотрите ниже схема с описанием металлов и соединений для сваривания высоколегированной стали, прочитайте и постарайтесь запомнить что несёт в себе каждый знак.
Написание обозначений для тех электродов что поменяются при наплавке может быть немного другим, часто имеет две части, а обычные состоять из 4-5 цифр, про что мы уже писали.
Но если это электрод для наплавки, то к стандартному количеству обозначений маркировки прибавляется ещё одна группа из трёх знаков, их чаще всего пишут через тире и отделяют от основных чертой.
К примеру Е200/31-2. Число 31 говорит о том какая твердость стали, что нужно направить сверху. А число 2 к примеру говорит о том, что твердость стержня будет необходимо вне зависимости от влияния температуры.
А вот число один говорит про то, что твердость будет необходимой только после влияния градуса.
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.
Электроды марки АНО известного производителя ESAB
В зависимости от того, какое покрытие
Инструкция для чайников» src=»https://www.youtube.com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее). Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное). Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
Исходя из размещения в пространстве
От этого зависит, то какой именно электрод вам нужно использовать если вы находитесь в том или ином положении.
В своем примере маркировки мы привели стержень, который подойдет для любых работ, но не подходит только для вертикального положения. Такой стержень обозначается цифирным знаком 2.
Конечно существует и цифра 1 – такой стержень является на все сто универсальным. Есть число 3- он вам пригодиться если вы будете работать в вертикальной или горизонтальной плоскости. И число 4- оно применимо для тех соединений углов, что находится снизу.
Все эти цифирные знаки маркировки полностью подходят под международные стандарты, так что маркировка будет одинаковой и на заграничных и на отечественных электродах.
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя. Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы. Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Рекомендуем! Карандаш для сварки металла
Пример того, как расшифровать маркировку
Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться. Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности). 2: Марка (АНО-21 соответственно). 3: Диаметр (в нашем случае 2,5 миллиметра). 4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.
Мы намеренно не закончили расшифровку маркировки, чтобы вы сделали это самостоятельно. Выпишите на листке остальные цифры с фотографии и расшифруйте. Расшифровка маркировки электродов только на первый взгляд кажется такой сложной, на самом деле достаточно один раз сделать это самому, чтобы понять всю суть. Можете взять несколько разных упаковок из-под электродов и самостоятельно расписать всю расшифровку, чтобы потренироваться.
Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и стала технологией, позволившей изготавливать объекты огромных размеров — от океанских кораблей до небоскребов. Сварные соединения и сегодня остаются наиболее распространенным видом создания неразъемных соединений.
Однако сварочные работы требуют специальных инструментов — прежде всего электродов, которые должны обеспечить надежное скрепление металлов «намертво». Поскольку в промышленности используется большое количество сортов стали и сплавов цветных металлов, для проведения сварочных работ требуется большое количество разных сортов электродов, приспособленных для разных материалов и видов сварки.
Сварочные работы делятся на несколько основных видов:
— электроды для сварки конструкционных сталей;
— электроды для сварки легированной стали;
— электроды для сварки высоколегированных видов стали с особенными свойствами;
— электроды для сварки чугуна;
— электроды для наплавки металла;
— электроды для сварки цветных металлов;
В общем, вариантов сварки много, и подборка необходимых для сварочных работ электродов – это ответственное дело, к которому нужно относиться внимательно. Итак…
Что требуется от электрода?
При сварке от всякого электрода прежде всего требуется:
-устойчивое горение вольтовой дуги,
-равномерное плавление металла и стабильный перенос его в сварочную ванну;
-защита свариваемых металлов от воздействия воздуха;
-получение прочного шва с нужным химическим составом и механическими свойствами;
-минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
-минимальную токсичность газов, выделяющихся при сварке.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
Конструкция электродов
Самыми распространенными являются плавящиеся электроды для дуговой сварки. Такой электрод — это стержень из сварочной проволоки с нанесенным на его поверхность специальным покрытием. Его работа проста — проволока под воздействием высокой температуры плавится в вольтовой дуге и образует «тело» сварочного шва. .. а зачем нужно покрытие электрода?
Прежде всего для того, чтобы обеспечить газовую защиту зоны сварки от окружающего воздуха. При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
Кроме того, при сварке покрытие электрода выделяет химические вещества, которые вступают в химические реакции с расплавленным металлом шва, придавая ему особые качества или образуют на поверхности шва шлаковую корку.
Из чего состоит покрытие электрода?
Поэтому, по назначению в покрытии электрода можно выделить:
Газообразующие компоненты, которые при нагревании они разлагаются на газы вытесняющие воздух. К ним относятся некоторые минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
-Шлакообразующие компоненты, которые обеспечивают защиту кристаллизующегося металла от воздейцствия кислорода из воздуха. При высокой температуре они формируют шлак, всплывающий на поверхности шва. К ним относятся окислы кремния, титана, алюминия, кальция, марганца и др. Они содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
-Раскисляющие компоненты, которые могут восстановить до полноценного металла часть окислов. К раскислителям относят железосодержащие соединения – ферромарганцы, ферротитаны и ферросилиции.
-Стабилизирующие компоненты, которые облегчают горение вольтовой дуги. Они содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе.
-Легирующие компоненты, которые придают шву дополнительную прочность и устойчивость к коррозии. В покрытии электрода присутствуют в виде сплавов – феррохрома, ферротитана, феррованадия.
Все эти элементы измельчаются в порошок и связываются в однородную массу при помощи натриевого или калиевого жидкого стекла.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Поэтому виды электродов для сварки различают по толщине покрытия:
| Отношение диаметра с покрытием (D) к диаметру электрода без покрытия (d) | Буквенное обозначение по ГОСТ 9466-75 | Международное обозначение |
Тонкое покрытие | менее 1,2 | А | А |
Среднее покрытие | от 1,2 до 1,45 | С | В |
Толстое покрытие | от 1,45 до 1,8 | Д | R |
Особо толстое покрытие | более 1,8 | Г | С |
Маркировка покрытия сварочных электродов
В одних покрытиях электродов могут преобладать газообразующие элементы, в других – шлакообразующие. При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
В зависимости от этого покрытия электродов делятся на
Основные
Создаются на основе фтористых соединений (плавиковый шпат), и карбонатов кальция и магния (мрамор, магнезит и доломит). Газовая защита осуществляется за счет углекислого газа, который выделяется при их разложении. С помощью кальция металл шва очищается от серы и фосфора.
Электроды с подобным видом покрытия используются для сварки легированных сталей и работы на ответственных конструкциях, подверженных большим нагрузкам и отрицательным температурам до -70°C.
Кислые
Создаются на основе естественных руд. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
Подобное покрытие обладает определенными токсичными характеристиками.
Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей.
Целлюлозные
В состав таких покрытий входят ферросплавы, органическая смола, целлюлоза, и др. вещества, обеспечивающих газовую защиту. На сварном шве образуют тонкий слой шлака.
Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Электроды для сварки этого вида отличаются удобством в использовании, однако шов характеризуется невысокой пластичностью.
Рутиловые
Они создается на базе рутилового концентрата, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты, а шлаковую — алюмосиликаты. В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»). С помощью кальция, присутствующего в карбонате, из шовного металла удаляются сера и фосфор.
Используются при сварке и смешанные покрытия: кислорутиловое (обозначается буквами «АР»), рутилово-основное («РБ»), рутилово-целлюлозное («РЦ»), рутиловое с желдезным порошком («РЖ») и прочие («П»).
Маркировка стержней электродов
Тем не менее покрытие электрода — это именно покрытие. Оно может защитить или укрепить поверхность сварного шва, но главные его свойства будут определяться все-таки тем самым металлом, из которого этот шов сделан — то есть из стержня электрода.
Для конструкционных сталей главные свойства швов — это прежде всего их механические механические свойства (то есть сопротивление разрыву, ударная вязкость, относительное удлинение и т.д.).
Эти качества регламентируются в маркировках, определенных в ГОСТ 9467-75 и ГОСТ 10052-75. В них обозначение типа электрода содержит букву «Э», после которой ставится показатель временного сопротивления шва на разрыв.
Например, маркировка «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/кв.мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
В то же время, для легированных сталей важен и химический состав металла. Содержание этих элементов в стержне электрода будет по ГОСТу обозначаться так:
«Э 09 Х2 М» — значит в шовном металле будет 0,09% углерода, 2% хрома, 1% молибдена
или
«Э 10 Х25 Н13 Г2 Б» — это значит, что в металле шва будет содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1% ниобия.
Также стержни электродов маркируются в зависимости от того, для сварки какого материала они должны использоваться, обозначаются буквами:
У — сварка углеродистой и низколегированной стали
Т — сварка легированных теплоустойчивых сталей
Л— сварка легированных конструкционных сталей
В— сварка высоколегированной стали
Н — наплавка поверхностных слоев
Типы и марки электродов — как в них разобраться?
Общих правил для маркировки электродов в целом не существует. Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Эти индексы будут определять не только марку и тип электрода, но и целый ряд других показателей, включая толщину центрального стержня, сварочный ток и ориентацию электрода при сварке.
Последняя может определяться цифрами от 1 до 4, которые означают:
1– допустимы все возможные положения;
2– допустимы все положения, кроме вертикального сверху вниз;
3– допустимо нижнее, горизонтальное и вертикальное сверху вниз;
4– только нижнее положение;
В итоге, полная маркировка электрода марки УОНИ 13/45 будет выглядеть так:
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей.
Видео по теме:
Типы электродов. Полный объём информации по электродным сварочным материалам
Статьи
>
Типы электродов. Полный объём информации по электродным сварочным материалам
Поделиться статьёй:
ООО «Техресурс» предлагает купить электроды ведущих отечественных производителей, используемых для ручной дуговой сварки. Наш ассортимент включает в себя самые популярные модификации расходных сварочных материалов. Правильный выбор электрода гарантирует высокую эффективность сваривания и продолжительную жизнь сварочных швов.
Электрод представляет собой проволочный прут, покрытый специальным составом. Под воздействием мощного электротока с образованием электрической дуги сердечник электрода расплавляется, заполняя сварочную ванну расплавленным металлом. От обычного плавления стали этот процесс отличается следующими особенностями:
- высокая температура в сварочной ванне, доходящая до 4000°С;
- малый объём основных и сопутствующих реагентов;
- активный контакт шлака и металла, позволяющий образовывать защитный слой;
- интенсивное окисление с проникновением в наплавляемый металлический шов азота, водорода и кислорода и легирующих элементов
Сегодня на рынке представлен широкий выбор электродов, предназначенных для различных способов сварки и работы с различными видами металлических сплавов. Сварочные материалы этой категории регламентируются техническими условиями ГОСТ 9467-75.
Классификация электродов
Все электроды разделяются на две базовые группы:
- Плавящиеся стержни, изготовленные из чугунных, стальных, алюминиевых и медных сплавов. В этом случае расплавленный электрод создаёт сварочную ванну с заполнением швов расплавленным металлом. Данная категория в свою очередь разделяется на два подкласса:
- со стабилизирующим электрическую дугу покрытием — более дорогие изделия, использование которых повышает эксплуатационные характеристики сварных швов;
- без дополнительного слоя — этот тип электродов не применяется для ручной дуговой сварки
- Неплавящиеся электроды из прессованного угля, вольфрама или графита, которые выполняют функцию катода или анода для образования электрической дуги. Сварочный расплавленный материал в этом случае формируется за счёт использования проволоки-присадки. Дорогостоящие вольфрамовые электроды применяются при сварке в газовой аргонной среде.
Покрытие электродов представлено следующими категориями:
- Кислое ферромарганцовое и ферросилицийное (буква «А» в маркировке) . Такое покрытие обеспечивает повышенную плавкость сердечника, что особенно важно при создании нижних сварных швов.
- Рутиловое «Р» со слоем из двуокиси титана с включением жидкого стекла. Отличается повышенным шлакообразованием, предотвращающим испарение легирующих элементов. Соответственно сварные швы отличаются высокой прочностью и стойкостью на разрыв.
- Целлюлозное «Ц», изготавливаемое с использованием целлюлозы, марганца, талька. Основное преимущество – это формирование защитного газового облака в сварочной ванне, обеспечивающего образцовое качество соединений. Электроды с таким покрытием особенно рекомендуются для сварки трубопроката.
- Карбонатно-кальциевое «Б» (основное). Этот вид покрытия электродов также обеспечивает образование защитного облака углекислого газа. Однако качество создаваемых швов требует дальнейшей доработки.
- Прочее «П» — с включением легирующих компонентов, повышающих прочность сварных соединений.
Самой популярной разновидностью считается рутиловое покрытие, которое имеет репутацию универсального материала для создания качественных сварных швов. Общая функция всех перечисленных покрытий заключается в формировании защитных газов и шлаковых соединений с переносом легирующих элементов в сварочную ванну. Одновременно наличие дополнительного слоя с особыми химико-физическими свойствами обеспечивает удержание сварочной дуги. Электроды с покрытием применяются в ответственных сварочных процессах на постоянном и переменном токе, обратной или прямой полярности.
Электроды разделяют по пространственным положениям шва в соответствии со свариванием следующих соединений:
- потолочные;
- нижние;
- горизонтальные на поверхности;
- вертикально вверх;
- вертикально вниз
Отдельной группой представлены универсальные электроды, использование которых допустимо при любой пространственной ориентации свариваемых участков.
Особенности маркировки
Маркировка электродов может включать в себя следующие символы с соответствующей расшифровкой:
- «Э» — электрод для ручной дуговой сварки.
- Буквенное обозначение, сообщающее о возможности сваривания конкретного типа металлического сплава (подробнее описано ниже).
- Цифровой показатель сопротивления разрыва или давления.
- «Е» — категория плавких электродов.
- Цифры от «0» до «9», отражающие возможность использования сварочного материала при разных токах с прямыми и обратными полярностями.
- Индексы пространственного положения создаваемого соединения.
- Буквенное обозначение толщины покрытия «Д» — толстая, «М» — тонкая, «С» — средняя, «Г»- особо толстая.
- Размер диаметра, который варьируется в диапазоне т 1.6 мм до 12 мм.
Последний символ обычно означает тип покрытий (рутиловое, кислое и т.д.), разновидность и маркировки которых описаны выше.
Виды электродов по назначению
Каждая марка электродов предназначена для сваривания определённой группы металлов. Использование электродных сварочных материалов без учёта типа металлического сплава соединяемых деталей настоятельно не рекомендуется. Поэтому в маркировку этих изделий в обязательном порядке включена литера, обозначающая разновидность металла, пригодного для сварки конкретными расходными материалами.
- «У» — для сваривания углеродистых сталей конструкционного типа с низкими показателями легирования.
- «М» — для создания сварных соединений в изделиях из легированных сталей, включая электроды, используемые для наплавки рельсовых полотен.
- «Т» — для работы с легированными стальными сплавам, имеющими повышенный коэффициент теплоустойчивости.
- «Н» — для сваривания верхних слоёв металлических поверхностей.
- «Б» — для создания соединений конструкций из высоколегированных сплавов особого назначения
Какие электроды лучше подходят для сварки инвертором
Изобилие сварочных материалов этого типа способно ввести в заблуждение даже знающего профессионального сварщика. В любом случае стоит учитывать, что материал, из которого изготовлен электрод, будет существенно влиять на качество и долговечность создаваемого шва. При выборе электродных стержней для инверторной сварки следуйте следующим рекомендациям:
- Для работы с низколегированными сталями подойдут углеродные электроды типа УОНИ, отличающиеся качественным отделением шлаковых соединений и небольшим объёмом брызг.
- Для создания сварных швов в коррозийно-стойких стальных сплавов рекомендуется использовать электроды типа ОЗЛ-8, 3,0ММ.
- Сваривание легированных сталей повышенной прочности осуществляется с помощью электродных стержней типа ЭА-395/9, 4,0ММ
- Для сварки методом наплавления используются изделия из категории ЦЛ-11 с сердцевиной из высоколегированной стали.
- Маркировка электродов для создания сварных соединений в чугунных изделиях должна включать в себя аббревиатуру ОЗЧ.
- Для создания швов повышенной прочности, пластичности и вязкости применяются электроды УОНИ-13/55 и аналоги.
- Для сварочных работ общего назначения могут использоваться электроды типа ОЗС-12 или МР-3.
Знающие специалисты компании ООО «Техресурс» по необходимости предоставят вам развёрнутые консультации по вопросам правильного подбора партии электродов под конкретные рабочие процессы. Все заказы обслуживаются в сжатые сроки, а предлагаемые оптовые цены официального дилера позволяют серьёзно экономить на поставках качественных сварочных материалов.
Электроды РИМЕТАЛК ЦЛ-11 ф 3,0 мм (5 кг)
Электроды РИМЕТАЛК ЦЛ-11 ф 4,0 мм (5 кг)
Электроды Межгосметиз МГМ-50К ф 4,0 мм (6,5 кг)
Электроды Межгосметиз МГМ-50К ф 3,0 мм (5 кг)
Идентификация электрода
Идентификация электрода
ИДЕНТИФИКАЦИЯ ЭЛЕКТРОДАЭлектроды для дуговой сварки идентифицируются используют систему нумерации A. W.S (Американское общество сварщиков) и изготавливаютсяв размерах от 1/16 до 5/16. Примером может служить сварочный пруток, идентифицированный в качестве электрода 1/8 дюйма E6011. Электрод 1/8″ дюйма Буква «E» означает дуговую сварку. Далее будет либо 4 E60xx будет иметь растяжение Предпоследняя цифра указывает
Последние две цифры вместе, ИСПОЛЬЗУЕМЫЕ ЭЛЕКТРОДЫ И ТОКИ
| |||||||||||||||||||||||||||
ТИПЫ ТОКАSMAW выполняется с использованием либо переменного или постоянного тока. Поскольку постоянный ток течет в одном направлении, постоянный токможет быть прямым постоянным током (отрицательный электрод) или обратным постоянным током (положительный электрод). При реверсивном постоянном токе (DC+, DCEP ИЛИ DCRP) проплавление сварного шва будет глубоким. Прямой DC (DC-, DCEN ИЛИ DCSP) сварной шов будет иметь более быстрое расплавление и депозитная ставка. Сварной шов будет иметь средний провар. Переменный ток (AC) меняет полярность 120 раз в секунду. | |||||||||||||||||||||||||||
РАЗМЕР ЭЛЕКТРОДА И ТОК | |||||||||||||||||||||||||||
Электрод | ||
ЭЛЕКТРОД | АМП | ПЛАСТИНА |
1/16″ | 20 | УП |
3/32 дюйма | 40 | УП |
1/8 | 75 | БОЛЕЕ |
5/32″ | 105 | БОЛЕЕ |
3/16″ | 140 | БОЛЕЕ |
1/4″ | 210 | БОЛЕЕ |
5/16″ | 275 | БОЛЕЕ |
ПРИМЕЧАНИЕ
Чем толще свариваемый материал, тем
выше требуемый ток и тем
больше требуется электрод.
НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВ
В этом разделе будет кратко описано
четыре электрода, которые обычно используются для ремонтной и ремонтной сварки
из мягкой стали. Есть много других электродов для сварки.
из других видов металлов. Обратитесь к местному дилеру сварочных материалов.
для электрода, который следует использовать для свариваемого металла.
E6010 — Этот электрод
используется для сварки во всех положениях с использованием DCRP (DCEP). Он производит глубокое
проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах
E6011 — Этот электрод
имеет те же характеристики, что и E6010, но может использоваться с переменным током и
токи постоянного тока.
E6013 — Этот электрод
может использоваться с переменным и постоянным током. Производит среднюю проникающую способность.
сварка с превосходным внешним видом сварного шва.
E7018 — Этот электрод
известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током.
Покрытие на электроде имеет низкое содержание влаги, что снижает
введение водорода в сварной шов. Электрод может производить
швы рентгеновского качества со средним проплавлением. (Обратите внимание, этот электрод
должны быть сухими. Храните этот стержень в герметичных контейнерах или в горячем ящике.)
CLARITY-совместимые липофильные красители для маркировки электродов и отслеживания нейронов.
электрофизиология. Удобные методы гистологической очистки, такие как CLARITY, позволяют выполнять иммуноокрашивание и визуализацию больших объемов для трехмерной реконструкции. Однако такая очистка работает за счет удаления липидов и, как непреднамеренное следствие, также удаления липофильных красителей. Чтобы исправить это вымывание, можно изменить молекулярную структуру красителя, чтобы он прилипал как к мембранам, так и к белкам, чтобы краситель оставался в ткани после очистки от липидов. Тем не менее способность таких модифицированных красителей оставаться в тканях еще не проверена. Здесь мы тестируем красители с молекулярными модификациями, которые делают их способными связывать белки с альдегидами. Мы используем три красителя-аналога Dil, CM-DiI, SP-DiI и FM 1-43FX, которые модифицированы, чтобы быть совместимыми с CLARITY. Мы используем сложные, богатые миелином ткани спинного мозга взрослых крыс и мышей, требующие длительного очищения от липидов. Все три красителя оставались в ткани после очистки от липидов, но CM-DiI имел самый резкий, а FM 1-43FX — самый сильный флуоресцентный сигнал.
Введение
Отслеживание положения внеклеточного электрода после электрофизиологических экспериментов в нервной системе важно для проверки как области мозга, так и расстояния между электродом и близлежащими нейронами, которые часто идентифицируются либо с помощью генетически экспрессированных репортеров, либо с помощью иммуногистохимии. Отслеживание обычно выполняется с использованием нетоксичного флуоресцентного и липофильного красителя, такого как широко используемый карбоцианиновый краситель DiI, который наносится на стержень электрода перед введением. После этого электрод оставляет остатки красителя, которые легко обнаруживаются при флуоресцентной микроскопии в гистологических препаратах 1,2,3 . Еще одним широко распространенным применением липофильных флуоресцентных красителей является отслеживание связей и отростков нейронов в нервной системе 4,5 , тем более что эти красители, например, DiI хорошо подходят для иммуногистохимии 6 и имеют минимальное фотообесцвечивание 7 . DiI может транспортироваться ретроградно 8 и использовался для посмертной маркировки аксонов у животных 9 и людей 10,11 . Тем не менее, этот подход имеет досадное ограничение из-за необходимости делать серийные срезы ткани, что является неточным и трудоемким. Трассировка может потребовать нескольких секций, если угол среза не параллелен дорожке электрода или нейронной дорожке и включает риск искажения образцов.
Однако недавно разработанные методики очистки, такие как CLARITY 12 , PACT 13 , CUBIC 14 , iDISCO 15 и Sca/e 16 , позволяют удобно проводить трехмерную реконструкцию больших объемов и иммуногистохимию. нерассеченной ткани 12,17,18 . Эти методы очистки работают, по существу, за счет вымывания липидов детергентами и растворителями. CLARITY работает путем полимеризации фиксированной ткани в акриламидный гидрогель перед удалением липидов. Это оставляет молекулы с аминовыми концами, то есть белки, ДНК и РНК, в структуру белкового скелета. Эти процессы очищения от липидов вводят предостережение в сочетании с отслеживанием аксонов или маркировкой электродов: липофильные красители также вымываются, поскольку они прилипают к липидам 19,20,21 . Таким образом, CLARITY и аналогичные методы очистки в настоящее время несовместимы с использованием липофильных красителей для отслеживания и маркировки. Осветляющие альтернативы, такие как Clear T 17,22 , не вымывают липиды и, следовательно, сохраняют липофильные красители, но они не обеспечивают такой же четкости, как CLARITY, и поэтому имеют низкую глубину визуализации. Методы очистки См. DB 23 , 3DISCO 24 и BABB 25 имеют высокую глубину визуализации, но глубина проникновения иммуногистохимии ограничена 100–250 мк м 26 или ниже 18 . Поэтому было бы полезно найти альтернативные красители для отслеживания, которые были бы совместимы с CLARITY и аналогичными методами очистки 15 , а также имели бы прочную связь с клеточными мембранами, чтобы ограничить диффузию перед фиксацией. Примечательно, что совсем недавнее усовершенствование метода очистки Sca/eA, названное Sca/eS, способно преодолеть эти недостатки и сохранить маркировку DiI 9.0301 21 . Это было продемонстрировано в треках аксонов, которые были помечены кристаллами DiI, нанесенными на поверхность ткани на посмертных тканях головного мозга. Ткань фиксировали перед нанесением красителя, а затем снова фиксировали на неделю 21 . Несмотря на эти улучшения, способность к фиксации липофильных красителей, которые остаются в ткани после очистки от липидов, продолжает оставаться желательным качеством.
Самый простой подход к получению альтернативного красителя – это химическое изменение существующего красителя, т.е. DiI, в аналог DiI, который обладает как свойством прилипать к клеточным мембранам, так и белковым структурам, так что он остается в ткани после клиренса липидов. Такие красители уже разработаны, в частности аналоги ДиИ: СМ-Дил 20,27 , SP-DiI 28 и FM 1–43FX 29,30,31 с модификациями, которые делают их способными связывать белки с альдегидом (рис. 1). Здесь мы протестировали DiI-аналоги на мультиэлектродах, помещенных в спинной мозг 32 , используя CLARITY в качестве метода очистки. Спинной мозг имеет оболочку из плотного белого вещества и поэтому трудно очищается от липидов, хотя ранее он успешно очищался 33 . Мы также визуализировали и 3D-реконструировали спинной мозг и следы красителя с помощью конфокальной микроскопии.
Рисунок 1
Обзор химической структуры и свойств DiI и аналогов, совместимых с CLARITY.
DiIC 18 (3) (сокращенно DiI) представляет собой флуоресцентный липофильный катионный индокарбоцианиновый краситель, используемый для визуализации отдельных молекул, картирования судеб и отслеживания нейронов, поскольку он сохраняется в липидных бислоях. CM-DiIC 18 (3) (сокращенно CM-DiI) включает хлорметилбензамидный (CM) заместитель (зеленый), обладающий слабой реакционной способностью по отношению к тиолам, который обеспечивает способность связывания альдегидов посредством конъюгации с тиолсодержащими белками. СП-ДиИК 18 (3) (сокращенно SP-DiI) имеет две сульфофенильные (SP) группы (пурпурные), которые обеспечивают способность к фиксации и большее ε , чем DiIC 18 (3). FM 1–43FX, менее похожий на DiIC 18 (3), представляет собой липофильный стириловый краситель с боковой цепью алифатического амина (красный) для фиксации альдегидом. Он имеет, в частности, самое низкое ε и наибольший стоксов сдвиг, но также половину молекулярной массы из-за отсутствия двух алкильных хвостов длиной 18 углеродов (синий). * Спектральные характеристики определены в метаноле. ε : молярный коэффициент затухания в см −1 M −1 .
Изображение в натуральную величину
Результаты
Фиксируемые липофильные красители остаются после очистки от липидов салфетка. Мультиэлектроды, смоченные в красителе (разбавленном в этаноле), вводили на 10 мин в спинной мозг анестезированной мыши (рис. 2а–в). Следы фиксируемых красителей остались в ткани, о чем свидетельствуют флуоресцентные сигналы (рис.
2d–e) после липидной очистки спинного мозга с помощью CLARITY (рис. 2f–g). В широкопольном микроскопе краситель FM 1–43FX имел самую широкую и яркую общую флуоресценцию, тогда как CM-DiI имел самые четкие следы. SP-DiI был едва заметен с плохим общим флуоресцентным сигналом (рис. 2d-e). Двенадцать следов были идентифицированы для CM-DiI, 13 для FM 1–43FX и только 9для SP-DiI, где ожидалось 14 для каждого красителя. Маркировка дорожек электродов с помощью CM-DiI и FM 1–43FX оказалась наиболее надежной (рис. 3). Оба они обеспечивали четкую локализацию электрода в 3D (рис. 3d, h), тогда как реконструкция SP-DiI требовала дополнительной постобработки при визуализации вместе с DAPI (вычитание спектрально перекрывающегося сигнала DAPI, рис. 3j–l) и была ограничена. низкой флуоресценцией и несколькими идентифицируемыми следами (рис. 3i–l). Для электродов с CM-DiI восстановлено 86 % треков и 93 % дорожек для электродов наносили ФМ 1–43FX (рис. 4а).
Рисунок 2
Аналоги DiI остались в обработанной CLARITY нервной ткани и показали расположение электродов.
( a ) Мультиэлектроды, окрашенные CM-DiI, SP-DiI или FM 1-43FX, вводятся с дорсальной стороны в сагиттальной плоскости в спинной мозг на 10 минут каждый. ( b ) Хирургическим путем вскрывается позвоночник, чтобы обнажить поясничный отдел спинного мозга у анестезированной мыши с одной вставленной матрицей электродов. ( c ) Иллюстрация расположения дорожек электродов, покрытых разными красителями, в сагиттальной проекции. ( d – e ) Широкопольные изображения полушарий головного мозга демонстрируют, что флуоресцентные аналоги DiI остаются в ткани после обработки CLARITY. FM 1–43FX (справа) имеет самый сильный общий флуоресцентный сигнал, а CM-DiI (слева) имеет самые четкие следы. ( f ) Изображения полусрезов, очищенных с помощью CLARITY (разорванная рамка), визуализированные в капле 80% глицерина на предметном стекле с фиксированным PFA спинным мозгом выше для сравнения. Полусекции неизбежно сворачиваются в круги. ( г ) Крупный план полусрезов, полученных при контровом свете. Мультиэлектрод имел семь стержней толщиной 50 мкм мкм и 200 мкм мкм друг от друга.
Изображение в полный размер
Рис. 3
Сравнение липофильных красителей, совместимых с CLARITY, для трассировки и 3D-визуализации.
Конфокальные изображения спинного мозга мыши, обработанные CLARITY ( a , b ), показывают четкие следы CM-DiI и ( c , d ) как с CM-DiI (пурпурный), так и с DAPI (голубой) в плоскостях Z(синий), X(красный) и Y(зеленый) и 3D-реконструкции ( д ). ( e – h ) Окрашивание FM 1–43FX, которое также окрашивает столбик белого вещества в продольном направлении на кончике электрода (справа, ( f )). Как CM-DiI, так и FM 1–43FX обеспечивают четкую локализацию электродов в 3D ( d , h ). ( i – l ) SP-DiI имел слабые следы, которые было трудно выделить на фоне и локализовать в 3D ( l ). Все изображения расположены дорсальной поверхностью влево, а изображения взяты из полусекции 2 (кроме ( и , и , и )). Диффузное окрашивание слева — поверхностная ткань в точке входа. Мультиэлектрод имел семь стержней толщиной 50 мкм мкм и 200 мкм мкм друг от друга. Мощность лазера, использованная для возбуждения CM-DiI и FM 1–43FX, составляла 1,25 мВт и 2,5 мВт для SP-DiI. Из-за высокой мощности возбуждающего лазера, широких спектров DAPI и слабого сигнала SP-DiI необходимо было удалить фоновую флуоресценцию DAPI путем вычитания 50% изображений DAPI из изображений SP-DiI (9).0101 j – l ). Глубины плоскости изображения от поверхности даны в виде средних точек z-стека (полусечение 1 и 2): 915 μ м и 805 μ м (CM-DiI), 910 μ м и 706 μ м. м (SP-DiI), 667 мк м и 675 мк м (FM 1–43FX). (( A ) Максимальная интенсивная проекция 53 изображений, z = 338 μ M, ( B — D ) 66 Изображения, z = 455 μ M, ( E ) 53 изображения, z, z, z, z, z. = 335 μ m, ( f – h ) 72 images, z = 497 μ m, ( i ) 31 images, z = 200 μ m, ( j – l ) 73 изображения, z = 504 мкм м). Рисунок 4
( a ) Следы электродов, обнаруженные при визуальном осмотре двух полусрезов: 12 следов были идентифицированы для CM-DiI (86%), 13 для FM 1–43FX (93%), и только девять для SP-DiI (93%) из 14. ( b ) Интенсивность флуоресценции в прямоугольниках, размещенных на идентифицированных следах электродов, за вычетом фоновой флуоресценции. Значения представляют собой среднюю интенсивность идентифицированных треков со стандартной ошибкой среднего. * Мощность лазера, используемого для возбуждения SP-DiI, была вдвое (2,5 мВт) больше, чем у CM-DiI и FM 1–43FX (1,25 мВт), и поэтому ее нельзя сравнивать напрямую, отсюда и пунктирная линия разделения.
Изображение в натуральную величину
У эвтаназированных крыс, у которых спинной мозг был зафиксирован с помощью PFA до введения электродов на 30 мин, наблюдалась сильная флуоресценция SP-DiI после очистки CLARITY (дополнительный рисунок 1).
В качестве контроля мы проверили, остается ли нефиксируемый вариант DiI, DID, версия DiI с красным смещением, в ткани после очистки от липидов с использованием как CLARITY, так и Sca/eA2. DiD наносили на электроды перед введением в ткань. Затем ткань была зафиксирована PFA, и после очистки от липидов с использованием как CLARITY (дополнительная рис. 2), так и Sca / eA2 (данные не показаны), в тканях не было следов красителя.
FM 1–43FX имеет самую сильную флуоресценцию
Измерения флуоресценции показали, что FM 1–43FX имеет самый сильный сигнал флуоресценции, за которым следует CM-DiI (рис. 3). Флуоресцентные сигналы количественно определяли как интенсивность сигнала в прямоугольнике над каждым идентифицируемым остатком электрода. Средний сигнал этих прямоугольников ± стандартная ошибка среднего показывает четкую разницу между интенсивностями трех красителей (рис. 4b). SP-DiI имел ограниченное окрашивание и требовал удвоенной мощности возбуждающего лазера для всех изображений (2,5 мВт против 1,25 мВт при 514 нм). Как CM-DiI, так и FM 1–43FX имели более сильные флуоресцентные сигналы, а следы от электродов были видны на глубине изображения до 866 мк м (дополнительный рис. 3). FM 1-43FX имеет более широкий спектр излучения, чем CM-DiI и SP-DiI, что приводило к перекрестным помехам (просветам) при получении многоканального изображения с DAPI и GFP. Это просачивание потребовало постобработки изображения для вычитания отдельных флуоресцентных сигналов (дополнительный рис. 3). Кроме того, чтобы проверить, изменило ли использование воды по сравнению с этанолом в качестве растворителя красителя степень связывания красителя с электродом и окрашивание ткани, мы проверили степень окрашивания с использованием обоих этих растворителей красителя для FM 1-43FX. Два растворителя не имели четкой разницы в степени окрашивания (дополнительная рис. 3). Мы также проверили, влияет ли использование органических растворителей, таких как глицерин и 2,2′-тиодиэтанол (TDE), в качестве среды для согласования показателя преломления (RIMM) на красители. Мы сравнили глицерин и TDE с водным раствором Histodenz 88% масс./об. в PBS и не обнаружили заметной разницы во флуоресценции и качестве изображения (данные не показаны).
Диффузия красителя и отслеживание аксонов
Ширина следов флуоресцентного электрода варьировалась от 5 до 90 мкм мкм. CM-DiI и SP-DiI имели более тонкие (<30 мкм м) следы, тогда как FM 1–43FX имели более широкие следы (>30 мкм м) (рис. 5а–в). Более широкое окрашивание с использованием FM 1-43FX, вероятно, связано с латеральной диффузией вдоль мембраны, связанной с мечением клеток и проекций (рис. 5в). FM 1–43FX интенсивно окрашивал столбик белого вещества в продольном направлении на кончике электрода, а проекции отдельных аксонов четкие и их можно очертить (рис. 5d, e). И CM-DiI, и SP-DiI были сужены до меньшей области вокруг остатка электрода. Вероятно, это связано с большей молекулярной массой обоих красителей (рис. 1) в сочетании с коротким временем экспозиции. В результате диффузия красителя была довольно ограниченной, хотя известно, что карбоцианиновые красители транспортируются в аксонах 7,8,9,10,11 . Тем не менее, тот факт, что все три красителя остались в ткани после очистки от липидов в сочетании с хорошо известными свойствами трассировки карбоцианиновых красителей, позволяет предположить, что эти красители будут хорошо работать для отслеживания аксонов и микроскопии больших объемов тканей, обработанных с использованием CLARITY и аналогичных протоколов.
Рисунок 5
CM-DiI дает четкое окрашивание, тогда как FM 1–43FX дает более яркие следы электродов и аксонов.
Изображения высокого разрешения CM-DiI, FM 1–43FX и SP-DiI (как видно на рис. 3b, f, j) показывают ( a ) CM-DiI имеет самые четкие следы, в то время как ( b ) FM 1–43FX имеет самую сильную общую флуоресценцию (мощность возбуждающего лазера составляла 1,25 мВт в обоих). ( c ) SP-DiI имел более слабый сигнал даже при удвоенной мощности лазера (2,5 мВт). ( d , e ) Крупные планы из (( b ) ящиков) показывают латеральную диффузию FM 1–43FX вдоль аксональных мембран в вентральной колонке белого вещества на кончике электрода. (( a ) Максимальная интенсивность Проекция 65 изображений, z = 428 мкм M, ( B ) 38 изображений, z = 247 μ M, ( C ) 53 изображения, z = 347 μ M, ( D ) 11 изображения, z = 139 µ µ, ( D ) 11 изображений, Z = 139 µ, ( D ) 11 изображений, Z = 139 µ, ( D ) 11 Image м, ( e ) 10 изображений, z = 127 мк м).
Увеличить
Обсуждение
Раньше в гистологии удавалось добиться только двух из трех важных качеств: высокой глубины визуализации, совместимости с иммуногистохимией или совместимости с липофильными красителями. К счастью, с фиксируемыми аналогами DiI, которые также совместимы с протоколами очистки от липидов, такими как CLARITY, теперь можно получить все три желаемых качества. Поэтому в настоящем исследовании мы проверили совместимость трех групп липофильных красителей с CLARITY с целью визуализации размещения электродов и проекций нейронов. Поскольку другие методы очистки от липидов работают аналогично, но более щадяще по сравнению с CLARITY, эти фиксируемые аналоги DiI, вероятно, будут работать и с другими методами очистки от липидов. Мы проследили следы электродов после электрофизиологии и 3D-реконструкции с возможностью включения иммунного окрашивания. Все три красителя сохранили флуоресцентный сигнал даже после продолжительной очистки от липидов с помощью CLARITY. CM-DiI имел самый резкий сигнал, а FM 1–43FX — самый сильный сигнал (рис. 2, 3, 4 и 5), что демонстрирует изящную совместимость с CLARITY. В совокупности наши результаты показывают, что DiI-аналоги, включая FM 1–43FX, фиксируются, но демонстрируют разные картины окрашивания и интенсивность флуоресценции (рис. 3, 4 и 5). Мы рекомендуем использовать FM 1-43FX для получения самого сильного сигнала и CM-DiI для самого резкого сигнала.
Существуют альтернативные варианты красителей DiI и FM, химические структуры которых изменены. Поскольку изменения незначительны, эти альтернативные красители, вероятно, обладают схожими свойствами в отношении фиксации и защиты от экстракции липидов. Три липофильных красителя, которые были протестированы в настоящем отчете, являются представителями основных типов липофильных и фиксируемых красителей: 1) сульфированные варианты DiI, 2) DiI с модификацией хлорметилбензамида и 3) красители FM с присоединенным алифатическим амином. (Дополнительный рис. 4). Эти три красителя подходят для сравнения, поскольку они имеют схожие спектры возбуждения и испускания и, следовательно, могут возбуждаться и визуализироваться с одинаковыми параметрами микроскопа, т. е. длинами волн возбуждающего лазера и эмиссионного фильтра. Другие варианты могут иметь другие спектры возбуждения/испускания, но они, вероятно, будут иметь схожие химические свойства в отношении очистки от липидов, поскольку их фиксируемые части одинаковы. CM-DiI и SP-DiI являются вариантами обычно используемого длинноцепочечного липофильного карбоцианинового красителя DiI. Мы выбрали SP-DiI в качестве представителя группы анионных сульфированных вариантов DiI с сульфо-, DiI-DS, DiD-DS и сульфофенил-модификациями, SP-DiI, SP-DiO (дополнительный рисунок 4).
Примером тонкого различия между вариантами является DiI с разной длиной углеродного мостика между индолиновыми кольцами, что дает разные длины волн возбуждения и излучения, т.е. DiD (DiIC 18 (5), ex / em 650/670 нм) версия с красным смещением с 5-, а не 3-углеродным мостом (дополнительный рисунок 4). Это не влияет на закрепляемость и не делает краситель менее липофильным. Липофильность зависит от длины алкильной цепи (рис. 1). Точно так же FM 1–43 имеет вариант с красным смещением, FM 4–64, с 6-, а не 2-углеродным мостиком между ароматическими кольцами. Тем не менее части молекул, которые придают красителям фиксирующую способность, например, алифатический амин, остаются прежними, и, следовательно, свойство оставаться в ткани после очистки от липидов, вероятно, сохраняется. Модификации хлорметилбензамида (CM) и сульфофенила (SP) (рис. 1) сохраняют красители во время процедур фиксации PFA и пермеабилизации с использованием детергентов и растворителей, например Тритон-Х и ацетон 20 . Мягко реагирующая с тиолами замена CM придает способность связывания альдегидов посредством конъюгации с тиолсодержащими белками. Механизм удержания SP-DiI в настоящее время неизвестен.
SP-DiI имеет самый высокий молярный коэффициент ослабления (рис. 1) среди липофильных флуоресцентных красителей, которые по данным производителя (Thermo Fisher Scientific) выдержали фиксацию и пермеабилизацию. Тем не менее, SP-DiI давал лишь слабое окрашивание, а следы электродов было трудно идентифицировать (рис. 3, 4 и 5). Кроме того, SP-DiI требовал вдвое большей мощности возбуждающего лазера по сравнению с CM-DiI и FM 1–43FX во время визуализации. Когда мы вставили электрод на 30 минут в предварительно фиксированный спинной мозг крысы, было обнаружено яркое и резкое окрашивание (дополнительная рис. 1), что говорит о том, что окрашивание SP-DiI требует более длительного воздействия на ткань. Следовательно, он может работать лучше при более длительном воздействии, например, при хронической имплантации электродов. DiI обычно используется для отслеживания нейронных путей в посмертных образцах головного мозга человека, и поэтому SP-DiI может быть подходящим аналогом для аналогичного отслеживания нейронных путей, где требуется очистка от липидов и микроскопия большого объема.
CM-DiI давал яркое и четкое окрашивание дорожек электродов уже через 10 минут пребывания в ткани (рис. 2, 3 и 4). Он имел ограниченную диффузию в окружающие клеточные мембраны и давал узкие электродные следы. Что касается отслеживания электродов, CM-DiI был ярким, четким и надежным (рис. 3a–d), при этом были восстановлены 12 из 14 следов электродов (рис. 3a). Однако мы наблюдали общее диффузное окрашивание CM-DiI, когда место введения было близко к разрезу мягкой мозговой оболочки (дополнительная рис. 3). В заключение, CM-DiI дает яркое и резкое окрашивание и поэтому хорошо подходит в качестве маркера острого и, вероятно, хронического размещения электродов.
FM 1–43FX также давал яркое окрашивание, несмотря на низкий молярный коэффициент затухания (38 000 м 2 / моль ). Молярная масса FM-красителей вдвое меньше, чем у DiI-вариантов (рис. 1), поэтому в наших экспериментах молярная концентрация примерно вдвое больше по сравнению с CM-DiI, что способствует более сильной флуоресценции. FM 1–43FX давал более широкое и диффузное окрашивание электродных дорожек, а также латеральную диффузию по волокнам белого вещества (рис. 2е). Его малая молекулярная масса обеспечивает FM 1–43FX самую быструю диффузию из трех красителей, что отчасти может объяснить более широкое окрашивание дорожки электрода. Следует отметить, что диффузия во внеклеточном пространстве достаточно ограничена и аномальна, так как молекулы липофильны и поэтому имеют «липкие» граничные условия клеточных мембран 34 . Красители FM представляют собой стириловые липофильные красители, используемые для визуализации экзоцитоза и эндоцитоза синаптических пузырьков, и имеют химическую структуру, аналогичную DiI, но заметно лишены тяжелых 18-углеродных алкильных цепей. FM 1–43FX представляет собой модифицированный вариант красителя FM 1–43 с фиксируемым альдегидом алифатическим аминным концом (рис. 1). Мы выбрали FM 1–43FX, так как он соответствует спектрам DiI и поскольку FM 1–43 является наиболее используемым из красителей FM 35 . Стоит отметить, что FM 1–43, нефиксируемая версия FM 1–43FX, не является инертной, но может связываться и блокировать мускариновые ацетилхолиновые рецепторы. Другие красители FM могут блокировать никотиновые мускариновые ацетилхолиновые рецепторы, а также проходить и блокировать каналы механотрансдукции в волосковых клетках улитки 9.0301 35 .
Важным свойством красителей FM является их быстрая латеральная диффузия и участие в эндоцитозе везикул. Эти красители поглощаются внешним липидным бислоем и затем поглощаются эндоцитозом на пресинаптических окончаниях, особенно в активных нейронах 35 . Низкая молярная масса и участие в эндоцитозе, вероятно, способствуют распространению окрашивания по сравнению с CM- и SP-DiI (рис. 1 и 2). Следовательно, при хронической имплантации электродов, помеченных FM 1-43FX, краситель, вероятно, быстро окрасит отростки нейронов и синаптические окончания в дополнение к клеткам в месте электрода. Быстрая латеральная мембранная диффузия также может способствовать высокому выходу флуоресценции, предотвращая агрегацию красителя, которая является частой причиной самозатухания флуоресценции 36 .
DiI-красители также являются эффективными индикаторами нейронов, но известно, что они имеют медленную диффузию и поэтому требуют более длительной инкубации 37 . Их скорость диффузии не зависит конкретно от длины алкильной цепи 38 , но ее можно увеличить путем модификации алкильных цепей до ненасыщенных алкенов, как в случае FAST DiI (DiIΔ 9,12 -C 18 (3)) 37,39 . В качестве альтернативы, приложение электрического поля или удаление холестерина с использованием, например, метил- β -циклодекстрин в тканях улучшает скорость боковой диффузии 40 . Однако фиксируемые варианты DiI в настоящее время коммерчески недоступны с алкеновыми цепями. Поэтому маловероятно, что модификации CM и SP влияют на скорость диффузии, поэтому ожидается, что они будут распространяться и вести себя как обычные DiI 41,42 . Следовательно, SP-DiI и CM-DiI хорошо подходят для хронической имплантации электродов.
Считается, что красители FM и DiI обладают ограниченной цитотоксичностью и не ингибируют пролиферацию клеток 3,7 . Однако одно исследование показало, что карбоцианиновые красители с длинными (≥C16) алкильными боковыми цепями, такие как DiI, токсичны для мотонейронов эмбрионов крыс. Другое исследование показало, что они ингибируют активность митохондриальной цепи переноса электронов 43 . Следовательно, карбоцианиновые красители с более короткими (≤C12) алкильными боковыми цепями могут быть более подходящими для эмбриональной ткани или долгосрочного мечения. Сообщается, что CM-DiI токсичен для преадипоцитов 44 .
Существуют и другие методы очистки, аналогичные CLARITY, в которых используются органические растворители или детергенты, которые разрушают мембраны и ухудшают надежное сохранение сигнала липофильных красителей, например, iDISCO 15 , КУБИЧЕСКИЙ 14 , Sca/e 16 и TDE 45,46,47 . Sca/e использует смесь мочевины и глицерина, которая разрушает мембраны и растворяет липофильные красители 16,17 . Было продемонстрировано, что многообещающий новый тип метода очистки на основе сорбита, называемый Sca/eS, сохраняет структуру мембраны 21 . Примечательно, что Sca/eS также сохраняет DiI-мечение в треках аксонов, меченных DiI-кристаллами, нанесенными на ткань, хотя следует отметить, что это было выполнено на post-mortem мозговая ткань, которую фиксировали до нанесения красителя, после чего ткань снова фиксировали через неделю 21 . Другие альтернативы не повреждают мембраны и не удаляют липофильные красители. Например, FocusClearTM и Clear T основаны на водных растворах, совместимых с липофильными красителями и иммуногистохимией, но они не обладают такой же четкостью, как CLARITY и Sca/e 17,22 . SeeDB и FRUIT используют фруктозу, которая сохраняет мембраны и липофильные красители, но обработанные ткани обладают ограниченной проницаемостью для макромолекул и антител и поэтому несовместимы с иммуногистохимией большого объема 19,26,48 .
Мы использовали пассивную технику CLARITY, PACT 12 , основанную на инкубации и перемешивании при 37–40 °C в 8% SDS. Мы считаем высокую концентрацию моющего средства и нагревание во время PACT одним из самых жестких методов очистки. Активная CLARITY с электрофорезом производит кислородные радикалы, что делает ее еще более жесткой, чем пассивная CLARITY. Эти свободные радикалы могут химически восстанавливать краситель и подавлять флуоресценцию. Однако флуоресцентные белки хорошо сохраняются в активных CLARITY и ACT-PRESTO 9.0301 12,49 . Поскольку DiI-аналоги ковалентно связаны с первичными аминами белков и нуклеиновых кислот метиленовыми мостиками после фиксации альдегидом, они не удаляются при экстракции липидов растворителями или детергентами. Фиксируемые DiI-аналоги были стабильны в CLARITY и органических растворителях, т.е. 80% глицерине и 65% TDE 45 , используемых в качестве сред для визуализации. При хранении в 80% глицерине в течение 6 месяцев ткани и следы сохраняли свое изображение, достойное флуоресцентного сигнала, и не требовали дополнительной мощности лазера для создания изображений, идентичных представленным здесь. Поэтому мы прогнозируем, что фиксируемые аналоги DiI, протестированные в пассивной CLARITY, также совместимы с другими методами очистки, основанными на органических растворителях или удалении липидов, таких как Sca/e 9.0301 16 , iDISCO 15 , CUBIC 14 и TDE 45,46,47 . Более того, эти красители также могут быть использованы в тканях других животных или растений; которые требуют очистки CLARITY с помощью электрофореза или добавления ферментативного расщепления 50,51 .
Как правило, красители, такие как DiI, используются для антеро- и ретроградного отслеживания нейронов in vivo , in vitro и посмертных для лучшего понимания нейронных цепей 7 . Другие распространенные методы отслеживания нейронов основаны, например, на вирусные векторы, конъюгаты декстранов, субъединица B холерного токсина или биоцитин 52 . На сегодняшний день единственные исследования нейронных индикаторов в CLARITY проводились с использованием вирусных векторов 53,54 . Вирусные векторы являются мощным инструментом для изучения нейронных цепей 55 . Фиксируемые аналоги DiI могут служить жизнеспособной альтернативой отслеживанию с использованием вирусных векторов (см. Дополнительную таблицу 1 для обзора красителей).
Методы
Все эксперименты и процедуры были одобрены Департаментом экспериментальной медицины и в соответствии с процедурами, установленными Министерством юстиции Дании и Датским национальным комитетом по этике исследований на животных. Использовали взрослых крыс Sprague-Dawley обоих полов. Трансгенные мыши (PV-Cre:channelrhodopsin-2/EYFP) были предоставлены лабораторией Джексона через лабораторию Барката 56 . Мыши, экспрессирующие усиленный зеленый флуоресцентный белок (eGFP) под промотором глиального фибриллярного кислого белка [GFAP; Tgn(hgFAPEGEP)] GFEC 335) были предоставлены лабораторией Perrier 57 , которая получила штамм из лаборатории Kirchhoff 58 .
Tracer Dyes
Мультиэлектрод погружали в 0,5 мл раствора красителя в 1,5 мл микроцентрифужной пробирке (Eppendorf) и высушивали на воздухе не менее 5 минут перед использованием и защищали от света под алюминиевой крышкой. . Растворы красителей были либо 0,25% мас./об. DiIC 18 (3), 0,25 % масс./об. DiDC 18 (5), 0,2 % масс./об. SP-DiIC 18 (3) или 0,1 % масс./об. CM-DiIC 18 (3) (CellTracker™) в этаноле или 0,1% масс./об. FM ® 1–43FX (фиксируемая версия FM ® 1–43) в этаноле или воде (Thermo Fisher Scientific). Электроды промывали, оставляя их на ночь в этаноле. При окрашивании электродов в качестве растворителя предпочтительнее использовать этанол из-за более быстрого высыхания красителя после нанесения. Химические структуры рисуются с помощью ChemSketch (ACD/Labs).
Введение электрода
Мультиэлектрод (A4x4-3 мм-50-125, Neuronexus Inc.) прикрепляли к микроманипулятору и постепенно вводили дорсально на 0,3–1 мм в спинной мозг в сагиттальной плоскости немного латеральнее полушария средняя линия. В мозг мыши мультиэлектрод вводили примерно на 0,2 мм от поверхности коры. Измерения обычно длились час, но не здесь. Время в тканях 8–30 минут. Электрод, окрашенный ДиД, вставляли в кору мышей и оставляли на 2 часа. Используемые многоканальные кремниевые электроды (мультиэлектроды) имели либо 8 стержней, либо 40 μ м в ширину, 15 μ м в толщину, 200 μ м друг от друга (Neuronexus inc., часть № A8x8-5 мм-200-160, где один боковой стержень отломился во время предыдущего эксперимента), 4 стержня , 83 μ м в ширину, 15 μ м в толщину, 150 μ м друг от друга (Neuronexus inc., артикул A4x1-tet-3 мм-150-150-312-A16) или 4 х 1 903 90 332 м друг от друга (Neuronexus Inc., номер по каталогу A4x4-3 мм-50-125).
CLARITY
Мышам и крысам транскардиально перфузировали 4% масс./об. параформальдегида (PFA) в фосфатно-солевом буфере (PBS). Затем спинной и головной мозг удаляли и хранили в течение ночи в 4% мас./об. PFA. Всю ткань хранили в PBS до дальнейшей обработки. Мозговую ткань заливали 3% масс./об. SeaPlaque 9.0301 ® агарозы (Lonza) и разрезали с помощью вибратома (VT1000 S, Leica Biosystems) на срезы размером 1000 мкм мкм. Сегменты спинного мозга разрезали вручную скальпелем по средней линии или заливали в агар как мозговую ткань и нарезали на поперечные срезы размером 600 мкм мкм. Обработка очистки CLARITY выполнялась с помощью PACT: метод пассивной CLARITY 59,60 и выполнялась в соответствии с Yang et al . 13 в соответствии со следующими этапами: ткань помещали в коническую пробирку с 4% масс./об. акриламида, 0,05% масс./об. бис-акриламида, 0,25% масс./об. VA-044 (Wako Chemicals) в PBS, и инкубировали в течение ночи при 5 °C. На следующий день раствор дегазировали N 2 в течение 5 минут, затем инкубировали при 37 °C при осторожном встряхивании в течение 4 часов до полной полимеризации гидрогеля. Ткань экстрагировали из геля с помощью Kimwipes и промывали 8% масс./об. додецил натрия (SDS, Sigma-Aldrich) в PBS, pH 7,5, два раза в день при комнатной температуре или 37°C. Процесс очистки продолжался в течение нескольких ночей с заменой SDS каждый день, если это возможно, для увеличения скорости очистки. Корональные срезы головного мозга мыши (толщиной 1 мм) и сегменты спинного мозга взрослых мышей (длиной 1 см) очищались в течение 4 дней, тогда как сегменты спинного мозга крысы очищались в течение 6 дней.
Окрашивание и заливка
После процедуры CLARITY образец промывали в PBS-T (PBS с 0,1% по объему Triton-X-100) при комнатной температуре в течение 10 минут при осторожном встряхивании, которое повторяли один раз. Ядерную ДНК окрашивали 2 мк мкг/мл DAPI в PBS с 0,1% по объему TritonX-100 и 0,01% по объему азида натрия при комнатной температуре при осторожном встряхивании в течение двух ночей. После окрашивания ткань дважды промывали PBS по 10 минут и осторожно сушили фильтровальной бумагой. Затем ткань переносили в среду, согласующую показатель преломления (RIMM), состоящую либо из глицерина с концентрацией глицерина 80% об./об. (Sigma-Aldrich Co), 88% масс./об. Histodenz (Sigma-Aldrich Co.), либо с концентрацией 63 об./об. ‘-тиодиэтанол (TDE, VWR international) в PBS с 0,01% азида натрия и рН, доведенный до 7,5 с помощью NaOH. Ткань инкубировали в RIMM при комнатной температуре до прозрачности, обычно в течение ночи, перед визуализацией. Ткань помещали в камеру, предназначенную для визуализации живых клеток (POC R2, PeCon), состоящую из двух предметных стекол диаметром 0,17 мм с силиконовыми прокладками для предотвращения сжатия. Ткань помещали между предметными стеклами, покрывая RIMM, и осторожно удерживали на месте, не сдавливая силиконовыми прокладками.
Imaging
Мы использовали конфокальные микроскопы LSM 700 и LSM 710 (Zeiss) с EC Plan-Neofluar, воздух 10x/NA 0,3 с рабочим расстоянием 5,2 мм. Источниками возбуждения служили диод мощностью 30 мВт на длине волны 405 нм, аргоновый лазер мощностью 25 мВт на длинах волн 488 и 514 нм (CM-DiI и FM 1–43FX возбуждались при мощности 5 %, а SP-DiI при 10 % мощности лазера) с блоком Эйри. 0,98–1,5. Изображения были получены с 2-кратным или 4-кратным усреднением кадров, плитки имели перекрытие 0–10%, а Z-стеки имели перекрытие 10%. Обзорные изображения были получены с помощью Zeiss SteREO Lumar V12 с 1,5-кратным увеличением Neolumar S. Постобработка (регулировка контраста и вычитание на рис. 3j – l и дополнительный рисунок 3e: 50% изображений DAPI, GFP и DiIs), проекции максимальной интенсивности (MIP) и 3D-реконструкции) было выполнено в Zen Blue 2012 (Zeiss) и Vaa3D 3.055 61 . Макроскопические изображения получены с помощью стоматологического микроскопа M320 (Leica).
Измерения флуоресценции
Мы измерили флуоресценцию следов электродов, видимых на конфокальных изображениях (рис. 3) на нескорректированных ПМИ. Из средней интенсивности в прямоугольниках размером 80 мкм м × 600 мкм м, расположенных на идентифицируемых дорожках электродов, вычитали среднюю интенсивность фона в прямоугольниках размером 160 мкм м × 600 мкм, размещенных на изображениях ткани в другом месте. . Это было сделано в Zen Blue 2012 (Zeiss). Измерения проводились в программе Prism 6 (GraphPad).
Дополнительная информация
Как цитировать эту статью : Jensen, K. H.R. и Berg, R.W. CLARITY-совместимые липофильные красители для электромаркировки и отслеживания нейронов. Науч. Респ. 6 , 32674; doi: 10.1038/srep32674 (2016).
Ссылки
Watson, T.C., Becker, N., Apps, R. & Jones, M.W. Back to Front: мозжечковые связи и взаимодействия с префронтальной корой. Фронт. Сист. Неврологи. 8, 4 (2014).
Артикул
Google ученый
ДиКарло, Дж. Дж., Лейн, Дж. В., Сяо, С. С. и Джонсон, К. О. Маркировка отверстий микроэлектрода флуоресцентными красителями. Дж. Нейроски. Мет. 64, 75–81 (1996).
КАС
СтатьяGoogle ученый
Бланш, Т. Дж., Спейсек, М. А., Хетке, Дж. Ф. и Суиндейл, Н. В. Polytrodes: массивы кремниевых электродов высокой плотности для крупномасштабной многоблочной записи. Дж. Нейрофизиол. 93, 2987–3000 (2005).
ПабМед
СтатьяGoogle ученый
Holmqvist, B.
I., Ostholm, T. & Ekstrom, P. DiI отслеживание в сочетании с иммуноцитохимией для анализа связей и хемоархитектоники конкретных нервных систем у костистых рыб, атлантического лосося. Дж. Нейроски. Мет. 42, 45–63 (1992).КАС
СтатьяGoogle ученый
Honig, M.G. & Hume, R.I. Dil и diO: универсальные флуоресцентные красители для мечения нейронов и отслеживания путей. Тренды Нейроси. 12, 333–335, 340–341 (1989).
КАС
пабмед
СтатьяGoogle ученый
Элбергер, А. Дж. и Хониг, М. Г. Двойное мечение тканей, содержащих карбоцианиновый краситель DiI, для иммуноцитохимии. Дж. Гистохим. Цитохим. 38, 735–739 (1990).
КАС
пабмед
СтатьяGoogle ученый
Köbbert, C. et al. Современные концепции нейроанатомической трассировки. прог. Нейробиол. 62, 327–351 (2000).
ПабМед
СтатьяGoogle ученый
Видаль-Санс, М.
, Вильегас-Перес, М. П., Брей, Г. М. и Агуайо, А. Дж. Стойкое ретроградное мечение ганглиозных клеток сетчатки взрослых крыс карбоцианиновым красителем diI. Эксп. Нейрол. 102, 92–101 (1988).КАС
пабмед
СтатьяGoogle ученый
Озаки, Х. С. и Вальстен, Д. Пренатальное формирование мозолистого тела нормальной мыши: количественное исследование с карбоцианиновыми красителями. Дж. Комп. Нейрол. 323, 81–90 (1992).
КАС
пабмед
СтатьяGoogle ученый
Мафсон, Э. Дж., Брэди, Д. Р. и Кордауэр, Дж. Х. Отслеживание нейронных связей в посмертном комплексе гиппокампа человека с помощью карбоцианинового красителя DiI. Нейробиол. 11 лет, 649–653 (19 лет)90).
КАС
пабмед
СтатьяGoogle ученый
Thal, D.R., Capetillo-Zarate, E. & Galuske, R.A. Отслеживание височно-энторинальных связей в человеческом мозге: случаи аргирофильной зерновой болезни с когнитивными нарушениями демонстрируют изменения дендритов, но не аксональное разъединение височно-энторинальных ассоциативных нейронов.
Акта Нейропатол. 115, 175–83 (2008).ПабМед
СтатьяGoogle ученый
Чанг, К. и др. Структурный и молекулярный опрос интактных биологических систем. Природа 497, 332–337 (2013).
ОБЪЯВЛЕНИЯ
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Ян Б. и др. Фенотипирование одиночных клеток в прозрачной интактной ткани посредством очистки всего тела. Ячейка 158, 945–958 (2014).
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Susaki, E. A. et al. Визуализация всего мозга с разрешением одной клетки с использованием химических коктейлей и компьютерного анализа. Ячейка 157, 726–739 (2014).
КАС
пабмед
СтатьяGoogle ученый
Ренье, Н. и др. iDISCO: простой и быстрый метод иммуномаркировки больших образцов тканей для объемной визуализации.
Ячейка 159, 896–910 (2014).КАС
пабмед
СтатьяGoogle ученый
Хама, Х. и др. Шкала: химический подход к флуоресцентной визуализации и реконструкции прозрачного мозга мыши. Нац. Неврологи. 14, 1481–1488 (2011).
КАС
Статья
пабмедGoogle ученый
Ричардсон, Д. С. и Лихтман, Дж. В. Очищение тканей. Ячейка 162, 246–257 (2015).
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Hirashima, T. & Adachi, T. Процедуры количественного определения иммунофлуоресцентных изображений целых тканей, полученных при разрешении одной клетки во время развития тубулярного органа мыши. Plos One 10, e0135343 (2015).
ПабМед
ПабМед Центральный
Статья
КАСGoogle ученый
Ким, С.Ю., Чанг, К. и Дейссерот, К.
Картирование связей в интактном мозге с помощью световой микроскопии. Тенденции Cog. науч. 17, 596–599 (2013).Артикул
Google ученый
Мацубаяши Ю., Иваи Л. и Кавасаки Х. Двойное флуоресцентное мечение с отслеживанием нейронов карбоцианином и иммуногистохимия с использованием специфичного для холестерина детергента дигитонина. Дж. Нейроски. Мет. 174, 71–81 (2008).
КАС
СтатьяGoogle ученый
Хама, Х. и др. ScaleS: оптическая очищающая палитра для биологических изображений. Нац. Неврологи. 18, 1518–1529 гг.(2015).
КАС
пабмед
СтатьяGoogle ученый
Куваджима, Т. и др. ClearT: метод очистки нейронов и других тканей без использования моющих средств и растворителей. Развитие 140, 1364–8 (2013).
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Ке, М.
-Т., Фуджимото, С. и Имаи, Т. SeeDB: простой и сохраняющий морфологию оптический очиститель для реконструкции нейронных цепей. Нац. Неврологи. 16, 1154–61 (2013).КАС
Статья
пабмедGoogle ученый
Ertürk, A. et al. Трехмерное изображение очищенных от растворителя органов с использованием 3DISCO. Нац. прот. 7, 1983–1995 (2012).
Артикул
КАСGoogle ученый
Yokomizo, T. et al. Полное трехмерное изображение внутренне локализованных иммуноокрашенных клеток в эмбрионах мыши. Нац. протокол 7, 421–431 (2012).
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Ке, М. Т. и Имаи, Т. Оптическая очистка фиксированных образцов мозга с использованием SeeDB. Курс. прот. Неврологи. 66, (блок 2.22), 1–19 (2014).
Google ученый
Андраде В.
, Сибрук Т.Дж., Джонстон М.Г. и Хей Дж.Б. Использование липофильного флуорохрома CM-DiI для отслеживания миграции лимфоцитов. Дж. Им. Мет. 194, 181–189 (1996).КАС
СтатьяGoogle ученый
Maurya, D.K. et al. Терапия неинженерными стволовыми клетками матрикса пуповины наивной крысы заметно ингибирует рост мышиной аденокарциномы легкого. Рак BMC 10, 590 (2010).
ПабМед
ПабМед Центральный
Статья
КАСGoogle ученый
Verstreken, P., Ohyama, T. & Bellen, HJ FM 1–43, мечение пулов синаптических пузырьков в нервно-мышечном соединении дрозофилы. Мет. Мол. биол. 440, 349–69 (2008).
КАС
СтатьяGoogle ученый
Bertrand, C.A., Laboisse, C., Hopfer, U., Bridges, R.J. & Frizzell, R.A. Методы обнаружения интернализированных, окрашенных FM 1–43 частиц в эпителиальных клетках и монослоях.
Биофиз. Журнал 91, 3872–83 (2006).ОБЪЯВЛЕНИЯ
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Марра, В., Берден, Дж. Дж., Кроуфорд, Ф. и Старас, К. Ультраструктурное считывание функциональных пулов синаптических пузырьков в срезах гиппокампа на основе FM-мечения красителем и фотоконверсии. Нац. прот. 9, 1337–47 (2014).
КАС
СтатьяGoogle ученый
Берг Р.В., Чен М.-Т., Хуан Х.-К., Сяо М.-К. & Cheng, H. Метод регистрации единиц в поясничном отделе спинного мозга во время движения сознательной взрослой крысы. Дж. Нейроски. Мет. 182, 49–54 (2009).
Артикул
Google ученый
Ertürk, A. et al. Трехмерное изображение нерассеченного спинного мозга взрослого человека для оценки регенерации аксонов и глиальных реакций после повреждения. Нац. Мед. 18, 166–171 (2011).
ПабМед
Статья
КАСGoogle ученый
Бауэр М.
, Годек А. и Метцлер Р. Диффузия частиц конечного размера в двумерных каналах со случайными конфигурациями стенок. физ. хим. хим. физ. 16, 6118–28 (2014).КАС
пабмед
СтатьяGoogle ученый
Гаффилд, Массачусетс и Бетц, В. Дж. Визуализация экзоцитоза и эндоцитоза синаптических пузырьков с помощью красителей FM. Нац. прот. 1, 2916–2921 (2006).
КАС
СтатьяGoogle ученый
Уэст В. и Пирс С. Димерное состояние цианиновых красителей. Дж. Физ. хим. 566, 1894–1903 (1965).
Артикул
Google ученый
Swift, M.J., Crago, P.E. & Grill, W.M. Прикладные электрические поля ускоряют скорость диффузии и увеличивают расстояние диффузии DiI в фиксированной ткани. Дж. Нейроски. Мет. 141, 155–163 (2005).
Артикул
Google ученый
Дерзко З.
и Якобсон К. Сравнительная латеральная диффузия аналогов флуоресцентных липидов в мультибислоях фосфолипидов. Биохим. 19, 6050–6057 (1980).КАС
СтатьяGoogle ученый
Спаркс, Д. Л., Лу, Л. Ф., Мартин, Т. А. и Роджерс, Дж. Отслеживание нервных путей с использованием Di-I: обзор и новый метод ускорения быстрого Di-I в человеческом мозгу. Дж. Нейроски. Мет. 103, 3–10 (2000).
КАС
СтатьяGoogle ученый
Pucadyil, TJ & Chattopadhyay, A. Влияние холестерина на латеральную диффузию флуоресцентных липидных зондов в нативных мембранах гиппокампа. хим. физ. Губа. 143, 11–21 (2006).
КАС
СтатьяGoogle ученый
Маковецки, К., Гарретт, А., Кларк, В., Грэм, С.Л. и Роджер, Дж. Надежность записей VEP с использованием постоянно имплантированных винтовых электродов мышам. Транс. Вис. науч. Тех.
4, 15 (2015).Артикул
Google ученый
Taylor, H. et al. Изучение динамики локальной и дальней нейронной сети с помощью одновременной оптогенетики, обратного микродиализа и записи кремниевых зондов in vivo . Дж. Нейроски. Мет. 235, 83–91 (2014).
Артикул
Google ученый
Anderson, WM & Trgovcich-Zacok, D. Карбоцианиновые красители с длинными алкильными боковыми цепями: ингибиторы широкого спектра активности митохондриальной цепи переноса электронов. Биохим. Фармакол. 49, 1303–1311 (1995).
КАС
пабмед
СтатьяGoogle ученый
Hemmrich, K., Meersch, M., von Heimburg, D. & Pallua, N. Применимость красителей CFSE, CM-DiI и PKH36 для отслеживания преадипоцитов человека для оценки инженерии жировой ткани. Клетки, ткани, органы, 184, 117–27 (2006).
КАС
пабмед
СтатьяGoogle ученый
Костантини, И.
и др. Универсальный очищающий агент для мультимодальной визуализации головного мозга. науч. 5, 9808 (2015).Артикул
КАСGoogle ученый
Чжэн, Х. и Ринаман, Л. Упрощенная ЯСНОСТЬ для визуализации иммунофлуоресцентной маркировки в развивающемся мозге крысы. Структура мозга. Функц. 14, 1–9 (2015).
ОБЪЯВЛЕНИЯ
Google ученый
Аояги Ю., Каваками Р., Осанаи Х., Хиби Т. и Немото Т. Протокол быстрой оптической очистки с использованием 2,2′-тиодиэтанола для микроскопического исследования фиксированного мозга мыши. Плос один 10, e0116280 (2015).
ПабМед
ПабМед Центральный
Статья
КАСGoogle ученый
Хоу, Б. и др. Масштабируемый и совместимый с DiI оптический клиренс мозга млекопитающих. Фронт. Нейроанат. 9, 19 (2015).
Артикул
КАСGoogle ученый
Lee, E.
et al. ACT-PRESTO: Метод быстрой и последовательной очистки и маркировки тканей для трехмерной (3D) визуализации. науч. Отчет 6, 18631 (2016).ОБЪЯВЛЕНИЕ
Статья
КАСGoogle ученый
Ли, Х., Пак, Дж.-Х., Сео, И., Парк, С.-Х. и Ким, С. Улучшение применения технологии электрофоретического очищения тканей CLARITY для интактных солидных органов, включая мозг, поджелудочную железу, печень, почки, легкие и кишечник. БМС Девель. биол. 14, 48 (2014).
КАС
СтатьяGoogle ученый
Палмер, В. М. и др. PEA-CLARITY: 3D молекулярное изображение целых органов растений. науч. Респ. 5, 1349 г.2 (2015).
ОБЪЯВЛЕНИЯ
СтатьяGoogle ученый
Lanciego, JL, Wouterlood, FG & Lanciego, L. Полвека экспериментального нейроанатомического отслеживания. Дж. Хим. Нейроанат. 42, 157–83 (2011).
ПабМед
СтатьяGoogle ученый
Menegas, W.
et al. Дофаминовые нейроны, проецирующиеся в заднюю часть полосатого тела, образуют анатомически отличный подкласс. eLife 4, 1–30 (2015).Артикул
Google ученый
Лернер, Т. и др. Анализ неповрежденного мозга выявляет четкую информацию, переносимую дофаминовыми субцепями SNc. Ячейка 162, 635–647 (2015).
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Насси, Дж. Дж., Чепко, К. Л., Борн, Р. Т. и Бейер, К. Т. Нейроанатомия становится вирусной! Фронт. Нейроанат. 9, 80 (2015).
Артикул
КАСGoogle ученый
Баркат, Т. Р., Полли, Д. Б. и Хенш, Т. К. Критический период для слуховой таламокортикальной связи. Нац. Неврологи. 14, 1189–94 (2011).
КАС
пабмед
СтатьяGoogle ученый
Карлсен, Э. М. и Перрье, Ж.
-Ф. Пурины, высвобождаемые из астроцитов, ингибируют возбуждающую синаптическую передачу в вентральных рогах спинного мозга. Фронт. Нейронные цепи 8, 60 (2014).ПабМед
ПабМед Центральный
Статья
КАСGoogle ученый
Лало У., Панкратов Ю., Кирхгоф Ф., Норт Р. А. и Верхрацкий А. NMDA-рецепторы опосредуют передачу сигналов от нейронов к глии в астроцитах коры мышей. Дж. Нейроски. 26, 2673–2683 (2006).
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Эпп, Дж. Р. и др. Оптимизация CLARITY для очистки всего мозга и других неповрежденных органов. eNeuro 2, ENEURO.0022–15.2015 (2015).
Томер, Р., Йе, Л., Сюэ, Б. и Дейссерот, К. Усовершенствованная ЧЕТКОСТЬ для быстрой визуализации интактных тканей с высоким разрешением. Нац. прот. 9, 1682–97 (2014).
КАС
СтатьяGoogle ученый
Пенг, Х.
, Руан, З., Лонг, Ф., Симпсон, Дж. Х. и Майерс, Э. У. V3D обеспечивает трехмерную визуализацию в реальном времени и количественный анализ крупномасштабных наборов данных биологических изображений. Нац. Биотех. 28, 348–53 (2010).КАС
СтатьяGoogle ученый
Ссылки на скачивание
Благодарности
Мы благодарим Peter Petersen за помощь в окраске и установке многоэлектродного красителя. Расмус Кристенсен вставил окрашенный электрод DiD, а Р. Кристенсен, Ева Карлсен, Таня Баркат и Майкл Нильсен предоставили грызунов. Спасибо Основному центру интегрированной микроскопии факультета здравоохранения и медицинских наук Копенгагенского университета и их помощи, оказанной Томасом Браунштейном и Лаурой Плантар. Это исследование было поддержано Фондом Ново Нордиск (R.W.B.), Датским советом по независимым исследованиям в области медицины (R.W.B.) и Медицинским обществом в Копенгагене (K.H.R.J.). Работа является частью междисциплинарной сети Dynamical Systems Копенгагенского университета.
Author information
Authors and Affiliations
Department of Neuroscience and Pharmacology, University of Copenhagen, Copenhagen, 2200, DK, Denmark
Kristian H. R. Jensen & Rune W. Berg
Authors
- Kristian H. R. Jensen
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Rune W. Berg
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar
Contributions
K.H.R.J. и Р.В.Б. задумал и провел эксперимент, проанализировал результаты. Оба автора рецензировали рукопись.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих финансовых интересов.
Электронный дополнительный материал
Дополнительная информация
Права и разрешения
Эта работа находится под лицензией Creative Commons Attribution 4. 0 International License. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке; если материал не включен в лицензию Creative Commons, пользователям необходимо будет получить разрешение от держателя лицензии на воспроизведение материала. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/
Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Масштабируемая маркировка тканей и очистка неповрежденных органов человека
- Хунчэн Май
- Чжоуи Ронг
- Али Эртюрк
Природные протоколы (2022)
Метод быстрого иммуноокрашивания для трехмерной объемной визуализации биологических тканей с помощью магнитно-силовой фокусировки электрического поля
- Мёнсу На
- Китэ Ким
- Сунхве Чанг
Структура и функции мозга (2021)
hFRUIT: оптимизированный агент для оптического осветления ткани мозга взрослого человека, окрашенной DiI.
- Свен Хильдебранд
- Анна Шуэт
- Ральф А. В. Галуске
Научные отчеты (2020)
Иммуноокрашивание очищенных от липидов периферических нервов и ганглий задних корешков после нейропатии у мышей
- Л. Бернал
- Э. Сиснерос
- К. Роза
Научные отчеты (2019)
- Л.
Оптимизация условий очищения тканей на основе анализа критических факторов, влияющих на процедуры очищения тканей
- Джун Хоан Ким
- Мин Джи Джанг
- Вун Сун
Научные отчеты (2018)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества. Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.
Маркировка отверстий микроэлектрода флуоресцентными красителями
. 1996 г., январь; 64 (1): 75–81.
doi: 10.1016/0165-0270(95)00113-1.
Дж. Дж. ДиКарло
1
, J W Lane, S S Hsiao, K O Johnson
принадлежность
- 1 Факультет неврологии, Университет Джона Хопкинса, Балтимор, Мэриленд, 21218, США.
PMID:
8869487
DOI:
10.1016/0165-0270(95)00113-1
Бесплатная статья
Дж. Дж. ДиКарло и др.
J Neurosci Методы.
1996 Январь
Бесплатная статья
. 1996 г., январь; 64 (1): 75–81.
doi: 10.1016/0165-0270(95)00113-1.
Авторы
Дж. Дж. ДиКарло
1
, Дж. В. Лейн, С. С. Сяо, К. О. Джонсон
принадлежность
- 1 Факультет неврологии, Университет Джона Хопкинса, Балтимор, Мэриленд, 21218, США.
PMID:
8869487
DOI:
10.
1016/0165-0270(95)00113-1
Абстрактный
Для маркировки и идентификации следов, оставляемых внеклеточными микроэлектродами, в нейрофизиологических экспериментах использовали флуоресцентные красители. Было сделано 42 проникновения в постцентральную извилину 3 макак с электродами, покрытыми 1 из 5 флуоресцентных красителей (DiI, DiO, DiI-C5, PyPO и Fast Blue). Электроды вводили со скоростью от 10 до 1000 микрон/мин на глубину около 4000 микрон, где создавалось небольшое электролитическое повреждение. Гистологические срезы просматривали под флуоресцентной оптикой, а следы электродов реконструировали по следам красителя. Флуоресцентные следы (шириной 50-400 мкм) наблюдались в 41 из 42 проколов, при этом 24 следа доходили до очага поражения. Из электродов, пригнанных менее чем за 3 ч, покрытые ДиИ (8/8) и ДиИ-С5 (8/8) оставили след на месте поражения, а 57% (4/7) ДиО, 40% (2/5) Fast Blue и только 11% (1/9) дорожек PyPO были полностью размечены. Этот метод маркировки проникновений можно использовать с любой конфигурацией внеклеточной записи, он не требует обработки или окрашивания срезов тканей, не требует электрических повреждений и не вызывает обнаруживаемых повреждений тканей. Поскольку красители флуоресцируют на разных длинах волн, можно однозначно идентифицировать близко расположенные треки.
Похожие статьи
Долговременная маркировка дорожек микроэлектродов флуоресцентными латексными микросферами.
Симмонс Дж. Б., Тернер Р. С., Хортон Дж. К.
Симмонс Дж. Б. и др.
J Neurosci Методы. 2020 1 сентября; 343:108839. doi: 10.1016/j.jneumeth.2020.108839. Epub 2020 1 июля.
J Neurosci Методы. 2020.PMID: 32621915
Бесплатная статья ЧВК.Маркировка мест записи многоканальных электродов на кремниевой подложке с использованием радиочастотных поражений.
Брозоски Т.Дж., Каспари Д.М., Бауэр К.А.
Брозоски Т.Дж. и соавт.
J Neurosci Методы. 2006 30 января; 150 (2): 185-91. doi: 10.1016/j.jneumeth.2005.06.012. Epub 2005, 10 августа.
J Neurosci Методы. 2006.PMID: 16095715
Надежный метод маркировки местоположения внеклеточных участков записи с использованием стеклянных микропипеток.
Simons DJ, Land PW.
Саймонс Д.Дж. и др.
Нейроски Летт. 1987 16 октября; 81 (1-2): 100-4. doi: 10.1016/0304-3940(87)-8.
Нейроски Летт. 1987.PMID: 2447523
Наблюдения in vivo за быстрыми изменениями рассеянного света, связанными с нейрофизиологической активностью.
Ректор Д.М., Яо X, Харпер Р.М., Джордж Дж.С.
Ректор Д.М. и др.
В: Фростиг Р. Д., редактор. Оптическая визуализация функций мозга in vivo. 2-е издание. Бока-Ратон (Флорида): CRC Press/Taylor & Francis; 2009. Глава 5.
В: Фростиг Р.Д., редактор. Оптическая визуализация функций мозга in vivo. 2-е издание. Бока-Ратон (Флорида): CRC Press/Taylor & Francis; 2009 г.. Глава 5.PMID: 26844322
Бесплатные книги и документы.Обзор.
[Оптическое картирование мембранного потенциала с помощью красителей, чувствительных к напряжению].
Чжан Х., Чжан З., Сюй З., Ван Дж., Хуан Ю.
Чжан Х и др.
Шэн У И Сюэ Гун Ченг Сюэ За Чжи. 2006 июнь; 23 (3): 665-8.
Шэн У И Сюэ Гун Ченг Сюэ За Чжи. 2006.PMID: 16856412
Обзор.
Китайский язык.
Посмотреть все похожие статьи
Цитируется
Переключение аудиовизуальных задач быстро модулирует кодирование звука в слуховой коре мыши.
Моррилл Р.Дж., Бигелоу Дж., ДеКло Дж., Хазенштауб А.Р.
Моррилл Р.Дж. и соавт.
Элиф. 2022 18 августа; 11:e75839. doi: 10.7554/eLife.75839.
Элиф. 2022.PMID: 35980027
Бесплатная статья ЧВК.Роль нейронов центрального комплекса в обнаружении и отслеживании добычи у свободно движущегося богомола ( Tenodera sinensis ).
Возница А., Мартин Дж. П., Поллак А. Дж., Свенсон Г. Дж., Ритцманн Р. Е.
Возница А. и соавт.
Передние нейронные цепи. 2022 13 июня; 16:893004. doi: 10.3389/fncir.2022.893004. Электронная коллекция 2022.
Передние нейронные цепи. 2022.PMID: 35769200
Бесплатная статья ЧВК.Два типа слуховых пространственных рецептивных полей в разных отделах среднего мозга кур.
Мальдарелли Г.
, Фирцлафф У., Кеттлер Л., Ондрачек Дж.М., Лукш Х.
Мальдарелли Г. и соавт.
Дж. Нейроски. 2022 8 июня; 42 (23): 4669-4680. doi: 10.1523/JNEUROSCI.2204-21.2022. Epub 2022 4 мая.
Дж. Нейроски. 2022.PMID: 35508384
Дыхание координирует динамику кортико-гиппокампа у мышей в автономном режиме.
Каралис Н., Сирота А.
Каралис Н. и соавт.
Нац коммун. 2022 24 января; 13 (1): 467. doi: 10.1038/s41467-022-28090-5.
Нац коммун. 2022.PMID: 35075139
Бесплатная статья ЧВК.Точная локализация массивов электродов линейного зонда в нескольких мозгах.
Лю Л.Д., Чен С., Хоу Х., Уэст С.Дж., Фолкнер М.; Международная лаборатория мозга, Экономо М.Н., Ли Н., Свобода К.
Лю Л.Д. и соавт.
eNeuro. 2021 12 ноября; 8(6):ENEURO. 0241-21.2021. doi: 10.1523/ENEURO.0241-21.2021. Печать 2021 нояб.-дек.
eNeuro. 2021.PMID: 34697075
Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
термины MeSH
вещества
Определение стержневого электрода
(также известные как сварочные электроды, сварочные прутки, сварочные прутки)
Электроды сварочные представляют собой металлические проволоки с наплавленным химическим покрытием. Стержень используется для поддержания сварочной дуги и подачи присадочного металла, необходимого для свариваемого соединения. Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. Диаметр проволоки за вычетом покрытия определяет размер сварочного электрода. Это выражается в долях дюйма, таких как 3/32″, 1/8″ или 5/32″. Чем меньше диаметр, тем меньше ток и меньше присадочного металла. 0020
Тип свариваемого основного металла, сварочный процесс и машина, а также другие условия определяют тип используемого сварочного электрода. Например, для низкоуглеродистой или «мягкой стали» требуется сварочный пруток из мягкой стали. Для сварки чугуна, алюминия или латуни требуются различные сварочные прутки и оборудование.
Флюсовое покрытие на электродах определяет, как оно будет вести себя во время фактического процесса сварки. Часть покрытия сгорает, и сгоревший флюс образует дым и действует как щит вокруг сварочной «ванны», защищая ее от окружающего воздуха. Часть флюса плавится и смешивается с проволокой, после чего примеси всплывают на поверхность. Эти примеси известны как «шлак». Готовый шов был бы хрупким и слабым, если бы не флюс. Когда сварной шов остынет, шлак можно удалить. Отбойный молоток и проволочная щетка используются для очистки и проверки сварного шва.
Электроды для дуговой сварки металлическим электродом могут быть разделены на электроды без покрытия, электроды с легким покрытием и электроды с экранированной дугой или электроды с толстым покрытием. Используемый тип зависит от требуемых конкретных свойств, в том числе: коррозионной стойкости, пластичности, высокой прочности на растяжение, типа свариваемого основного металла; и положение сварного шва: плоское, горизонтальное, вертикальное или потолочное.
Серия классификационных номеров Американского общества сварщиков (AWS) была принята сварочной промышленностью. Пример идентификации электрода ниже относится к стальному электроду для дуговой сварки с маркировкой E6010:
- «Е» означает «электрод» для электродуговой сварки
- Первые две (в некоторых случаях три) цифры (60) обозначают предел прочности при растяжении в тысячах фунтов на квадратный дюйм
- Третья (в некоторых случаях четвертая) цифра (1) указывает положение сварного шва. «О» означает, что эта классификация не используется; «1» — для всех позиций; «2» только для плоского и горизонтального положения; 3 только для горизонтального положения
- Последние две цифры вместе (10) обозначают тип покрытия и тип необходимого источника питания, 10 органическое покрытие и постоянный ток обратной полярности.
- Таким образом, сварочный стержень с номером E6010 обозначает «E» электрод для ручной дуговой сварки с (60) минимальной прочностью 60 000 фунтов на квадратный дюйм, который можно использовать (1) во всех положениях и (10) требуется обратная полярность постоянного тока.
Сварочные стержни и разрушающее воздействие влаги
Сварочные электроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание и привести к образованию трещин и ослаблению в зоне сварки. Электроды, подвергавшиеся воздействию влажного воздуха более нескольких часов, должны быть предварительно нагреты перед использованием, а если есть сомнения относительно того, как долго они находились под воздействием, их следует повторно высушить путем нагревания в подходящей печи. После высыхания их следует хранить в печи для выдержки или в влагонепроницаемом контейнере.
Сварочные электроды с низким содержанием водорода являются основой сварки конструкций. Этот универсальный электрод, известный сварщикам в полевых условиях как «low-hy», содержит менее 0,6% влаги в покрытии, и в соответствии с принятыми в настоящее время стандартами и процедурами сварки требуется, чтобы он хранился в среде, поддерживающей сухость заводского качества. . Его низкое содержание водорода обеспечивает гладкий, прочный и очень пластичный сварной шов, что делает его предпочтительным сварочным электродом для сварки конструкций.
Низководородный 7018 особенно не переносит влаги и должен быть сухим перед использованием. В противном случае при сварке могут появиться питтинги и поры (червоточины), которые являются дефектами сварки. Это происходит, когда влага попадает во флюсовое покрытие и позволяет водороду неблагоприятно воздействовать на сварочную ванну. Стержни 7018, которые не были должным образом высушены, сначала могут дать красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже. Продольное растрескивание — это место, где трещина начинается и следует по длине сварного шва.
Хорошо известно, что перед началом сварки конструкций электроды с низким содержанием водорода должны быть должным образом подготовлены, чтобы избежать повреждения дефектов сварных швов. Один из способов, используемых для защиты покрытия с низким содержанием водорода, заключается в нанесении двойного покрытия с использованием слоя диоксида титана, чтобы помочь избежать дефектов, когда требуются отложения с низким содержанием водорода. Но такие проблемы, как пористость, водородное охрупчивание, несплавление и растрескивание, могут возникнуть, если стандартные стержни с низким содержанием водорода не хранятся в соответствии со спецификациями производителя.
В частности, водород может неблагоприятно воздействовать на сварной шов и некоторые стали в различных условиях. Основным источником присутствия водорода является влага в покрытии электрода, скопившаяся в результате воздействия атмосферы. По этой причине при любых сварочных работах правильное хранение, обращение и обработка электродов с низким содержанием водорода имеют решающее значение для предотвращения дефектов сварного шва. Это особенно важно при строительстве и возведении многоэтажных зданий, опоры и внутренняя конструкция которых опираются на сварные стальные балки.
Дефектный сварной шов может привести к обрушению здания или забраковке сварного шва при последующем контроле. Это требует восстановления части внутренней металлической конструкции небоскреба или другого здания, что иногда обходится во многие миллионы долларов.
Сварочные электроды изготавливаются в допустимых пределах влажности в соответствии с типом покрытия и прочностью металла сварного шва, который будет использоваться с электродом. Затем они упаковываются в контейнер, который был разработан для обеспечения степени защиты от влаги, необходимой в промышленности для данного типа покрытия. Распространенной ошибкой является открытие контейнера с неправильного конца или бросание их, что может привести к повреждению покрытия с низким содержанием водорода на сварочных стержнях, что сделает их бесполезными.
При любых сварочных работах Очень важно поддерживать температуру ваших стержней или электродов в диапазоне температур от 100°F до 300°F. Этот диапазон температур был определен сварочной промышленностью как достаточный для предотвращения попадания атмосферной влаги на покрытие сварочного электрода и последующего попадания в сварной шов в процессе сварки.
В частности, хранение электродов с низким содержанием водорода в сухом, постоянно нагретом помещении является обязательным. Спросите любого специалиста по сварке, и он порекомендует хранить электроды с низким содержанием водорода в стержневой печи. Любой другой элементарный метод, такой как использование старого холодильника или микроволновой печи со 100-ваттной лампочкой, смехотворен и никоим образом не приемлем для современного профессионала-сварщика.
Введение в процесс сварки электродами
SMAW (дуговая сварка защищенным металлом) часто называют стержневой сваркой . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как мягкая сталь, чугун и нержавеющая сталь.
Как работает сварка электродами
Ручная сварка — это процесс ручной дуговой сварки. Для этого требуется расходуемый электрод, покрытый флюсом, для прокладки сварного шва, а электрический ток используется для создания электрической дуги между электродом и металлами, которые свариваются вместе. Электрический ток может быть либо переменным, либо постоянным током от сварочного источника питания.
Во время прокладки шва флюсовое покрытие электрода разрушается. При этом образуются пары, которые обеспечивают защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления поглотителей, раскислителей и легирующих элементов в металл сварного шва.
Электроды с флюсовым покрытием
Вы можете найти покрытые флюсом электроды различных диаметров и длин. Как правило, при выборе электрода вы хотите, чтобы свойства электрода соответствовали основным материалам. Типы электродов с флюсовым покрытием включают бронзу, алюминиевую бронзу, мягкую сталь, нержавеющую сталь и никель.
Обычное применение электродуговой сварки
SMAW настолько популярен во всем мире, что доминирует над другими сварочными процессами в сфере ремонта и технического обслуживания. Он также по-прежнему широко используется в промышленном производстве и строительстве стальных конструкций, хотя дуговая сварка с флюсовой проволокой становится все более популярной в этих областях.
Другие характеристики сварки электродом
Другие характеристики дуговой сварки в защитном металле включают:
- Обеспечивает гибкость всех позиций
- Не очень чувствителен к ветру и сквознякам
- Качество и внешний вид сварного шва зависят от квалификации оператора
- Обычно он способен производить четыре типа сварных соединений: стыковое соединение, соединение внахлестку, тавровое соединение и угловой шов
Выбор правильного электрода для базовой сварки электродом
На самом деле несложно выбрать правильный электрод для обычной сварки электродом. На самом деле выбор электрода довольно прост, если вы просто вспомните несколько фактов о стержнях.
Следует помнить следующие факты:
- При выборе электрода для использования с основным оборудованием для сварки электродом примите во внимание тип выполняемой сварочной работы и свариваемый материал. Как правило, но не всегда, вы захотите использовать электрод, состав сердцевины которого аналогичен или идентичен основному материалу.*
- При электродуговой сварке используются электроды трех разных групп: электроды «быстрого заполнения» предназначены для быстрого плавления, что позволяет максимально увеличить скорость сварки; быстрозастывающие электроды предназначены для быстрого затвердевания для сварки во всех положениях без значительного смещения сварочной ванны до ее затвердевания; Электроды «наполнение-замораживание» или «быстрое слежение» представляют собой промежуточные стержни.
- Знайте, что обозначают номера электродов. Первые две или три цифры указывают, какой будет прочность сварного шва на растяжение. Например, если номер стержня 6011, предел прочности на растяжение на квадратный дюйм сварного шва будет составлять минимум 60 000 фунтов. Если номер начинается с 70 (т. е. 7018), предел прочности при растяжении на квадратный дюйм сварного шва будет составлять минимум 70 000 фунтов.
- Последние две цифры номера стержня относятся к потоку на стержне. Чем выше число, тем выше экранирование и тем больше флюса или металла осаждается.
- Электрод 6011 подходит для общего обслуживания. При ремонте стальной техники будет достаточно именно этого стержня. Электрод 6011 можно использовать во всех положениях сварки, он хорошо работает с более грязными металлами и допускает несовершенное соединение.
Обычно используемые стержни для сварки стали включают:
- Стержни 6010 и 6011 – отлично работают с более грязными металлами, проникают глубоко и хорошо работают во всех положениях
- 6013 — хорошо работает во всех положениях; не так хорошо работает с более грязными металлами; проникает лишь слегка
- 7018 – слабое проникновение; будет работать в любом положении; лучше всего подходит для чистых металлов
- 7024 – слабое проникновение; лучше всего работает в горизонтальном положении и на чистых металлах
*Примечание. Хотя обычно состав сердцевины электрода аналогичен или идентичен основному материалу, это не всегда так. Имейте в виду, что даже небольшая разница в составе сплава может сильно повлиять на свойства сварного шва. Тем не менее иногда желательно использование электрода с составом сердечника, значительно отличающимся от основного металла.
Методы дуговой сварки
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) — универсальный процесс сварки, который можно выполнять в любом положении. Сварка в горизонтальном положении всегда предпочтительнее. Однако в некоторых проектах, например при ремонте машин, требуется сварка в вертикальном, горизонтальном или потолочном положении.
Существует несколько методов зажигания дуги и несколько методов наплавки металла сварного шва. Хотя сварщик может предпочесть определенный метод, используемый метод может зависеть от конкретной работы, которую необходимо выполнить.
Зажжение дуги
Существует два основных метода зажигания дуги при сварке электродом. Первый метод называется «метод царапанья». Этот метод похож на зажигание спички. Боковой конец электрода протаскивают по рабочему участку, чтобы зажечь дугу. Как только контакт установлен, электрод извлекается, чтобы предотвратить его приваривание к заготовке. Если случайно электрод приварится к изделию, быстрый поворот запястья может освободить стержень.
Второй метод зажигания дуги называется «метод постукивания». При использовании этой техники электрод опускается прямо вниз, чтобы он соприкасался с заготовкой. Затем электрод сразу же отводится от работы до точки, где дуга достигла нужной длины.
Чтобы точно определить правильную длину дуги, требуется практика. Правильная длина дуги зависит от используемого электрода. Дуга должна быть как можно короче, пока край электрода царапает заготовку при каждом движении. Простым руководством для определения правильной длины дуги является прослушивание звука дуги. При правильной длине раздастся резкий треск. Внешний вид наплавленного валика является еще одним показателем того, является ли длина дуги точной.
Техника сварки
Методы сварки могут различаться в зависимости от конкретного используемого электрода, а также от выполняемых сварочных работ. Тип свариваемого металла и положение сварки могут помочь определить, какой метод сварки будет использоваться.
Общие методы сварки, используемые с электродом E6011, включают:
- Круговой узор, создаваемый круговым движением электрода.
- Характер биения достигается за счет возвратно-поступательного движения стержня.
- Шаблон переплетения для более широких сварных швов, созданный с помощью движения из стороны в сторону.
При использовании электродов с низким содержанием водорода хорошо работают круговые движения. Вы также можете просто держать стержень неподвижно и позволить ему заполнить зазор. Поскольку электроды с низким содержанием водорода содержат большое количество флюса, взбивающее движение может привести к захвату флюса в сварном шве, что создаст проблему, называемую 9. 1449 шлаковое включение . Поэтому избегайте хлестких движений с этим типом удилища.
При сварке более тонких металлов желательны взбивающие движения, поскольку это движение предотвращает прожигание электродом отверстия в металле. Круговые или взбивающие движения хорошо работают при работе с металлами небольшой толщины. Схема плетения предпочтительнее для работы с толстыми металлами.
Практика, практика, практика
Развитие навыков сварки требует практики. Важно практиковать зажигание дуги, удержание дуги и наплавку металла сварного шва. Скорее всего, первые несколько попыток не принесут желаемого результата. Однако чем больше вы будете практиковать свои техники, тем проще они будут становиться и тем лучше будут ваши результаты.
Щелкните здесь, чтобы просмотреть наши печи с стержневыми электродами.
Сварочные электроды – узнайте о их типах и применении
Металлическая проволока, покрытая составом, аналогичным составу соединяемого металла, определяется как сварочный электрод. Несколько факторов, которые следует учитывать, прежде чем выбрать правильный электрод для любого проекта.
Электрод для дуговой сварки / SMAW является расходуемым, поскольку он становится частью сварного шва. Он относится к электродам TIG как к неплавящимся, поскольку они не становятся частью сварного шва при плавлении. Электрод для сварки MIG представляет собой проволоку с регулярной подачей, называемую проволокой MIG.
Выбор сварочного электрода во многом зависит от прочности сварного шва, легко чистится. лучшее качество валика и минимальное разбрызгивание.
Сварочные электроды необходимо хранить в защищенном от влаги месте и осторожно вынимать из упаковки во избежание повреждений, тщательно следуя указаниям.
Почему сварочные электроды покрыты?
Когда расплавленный металл подвергается воздействию окружающей среды, он поглощает кислород и азот, которые оказывают неблагоприятное воздействие и становятся хрупкими. Шлаковый покров должен покрывать расплавленный/затвердевающий металл сварного шва, чтобы защитить его от атмосферы, а покрытие электрода обеспечивает нам эту защиту.
Состав покрытия сварочных электродов определяет их полезность и, следовательно, состав наплавленного металла и технические характеристики.
Они основывают рецептуру покрытий сварочных электродов на установленных принципах металлургии, физики и химии.
Покрытие предназначено для защиты от повреждений, стабилизации дуги, улучшения сварки следующими способами.
- Минимальное разбрызгивание в зоне сварки
- Гладкая поверхность металла шва и ровные кромки
- Стабильная и гладкая сварочная дуга
- Прочное и прочное покрытие
- Легкое удаление шлака
- Улучшенная скорость наплавки
- Контроль провара при сварке
Электроды для дуговой сварки можно разделить на электроды с тонким покрытием/без покрытия и электроды с толстым покрытием/защитным экраном. Покрытые электроды являются своего рода популярным типом присадочного материала в процессе дуговой сварки.
Состав покрытия электрода определяет полезность электрода, а характеристики наплавленного материала определяют выбор электрода. Категория используемого электрода во многом зависит от особых свойств требуемого наплавленного металла.
Эти свойства включают коррозионную стойкость, высокую износостойкость, пластичность, тип свариваемого основного металла, положение сварного шва (горизонтальное, вертикальное, потолочное), вид тока и полярность.
Классификация сварочных электродов
Сварочная промышленность приняла классификацию сварочных электродов серии номеров , установленную Американским обществом сварщиков (AWS).
Система идентификации электрода для дуговой сварки стали принята следующая.
- E- Эта буква E указывает на электрод для дуговой сварки.
- Первые две или три цифры указывают на предел прочности на растяжение в тысячах фунтов на квадратный дюйм наплавленного материала после попытки его отрыва.
- 3-я или 4-я цифра – указывает положение сварного шва. Если 0, то классификация не используется, 1 — для каждого положения, 2 — для плоского и горизонтального положения, 3 — только для плоского положения.
- 4-я цифра – указывает тип покрытия и тип электропитания, AC/DC, прямой или обратной полярности.
- Номер E6010 — теперь он указывает на стержень для дуговой сварки с пределом прочности при растяжении 60 000 фунтов на квадратный дюйм, может использоваться во всех положениях и на постоянном токе с краткой полярностью.
Тока, полярность и типы покрытий, обозначенная 4 -й цифрой в классификации электродов
| Дизна | COATIN0007| * | | |
| 1 | Cellulose potassium | ac, dcrp, dcsp | |
| 2 | Titania sodium | ac, dcsp | |
| 3 | Titania potassium | ac, dcsp, dcrp | |
| 5 | Низководородный0007 | dcrp | |
| 6 | Low hydrogen potassium | ac, dcrp | |
| 7 | Iron powder Iron oxide | ac, dcsp | |
| 8 | Iron powder low hydrogen | ac, dcrp , dcsp |
Если четвертая или последняя цифра равна нулю, то о типе покрытия и токе можно судить только по третьей цифре.
Электрод для дуговой сварки нержавеющей стали
Его классификация выглядит следующим образом:
- E – Эта буква обозначает электрод для дуговой сварки.
- Первые 3 цифры обозначают тип нержавеющей стали американского чугуна и стали.
- Последние 2 цифры обозначают положение и ток, используемые при сварке.
- В примере с номером E-308-16 предлагается нержавеющая сталь типа 308 для каждого положения, с переменным током или постоянным током обратной полярности.
Система классификации электродов для дуги под флюсом
Система обозначения твердой углеродистой стали, предназначенной для электродов для дуги под флюсом, следующая.
- Буква E в качестве префикса, используемого для обозначения электрода. За ним следует буква, обозначающая количество марганца: H — высокое, M — среднее и L — низкое содержание марганца. За ним следует число, указывающее среднее количество углерода в сотых долях процента. Состав этих проволок идентичен проволоке, используемой в спецификации для дуговой сварки металлическим электродом в среде защитного газа.
- Спецификации Американского общества сварщиков для электродной проволоки, используемой для дуговой сварки под флюсом, включают электроды из мягкой стали без покрытия и флюсы для дуговой сварки под флюсом. Это показывает как состав проволоки, так и химический состав наплавленного металла в зависимости от используемого флюса. В спецификации указан состав электродной проволоки. Когда эти электроды используются с надлежащей процедурой при дуговой сварке под флюсом, наплавленный металл шва будет соответствовать механическим свойствам, необходимым в соответствии со спецификацией.
- Присадочный стержень для кислородно-газовой сварки имеет префиксную букву R, за которой следует буква G, указывающая на то, что электрод используется для газовой сварки. За ними следуют 2 цифры: 45, 60 и 65, которые обозначают приблизительную прочность на растяжение в 1000 фунтов на квадратный дюйм.
- В присадочном материале категории цветных металлов префикс букв E, R и RB используется специально, который следует за химическим символом основного металла проволоки. Если в проволоке используется более одного сплава одного и того же металла, мы можем добавить номер суффикса.
- Спецификации AWS наиболее широко используются для классификации неизолированных сварочных прутков и проволоки. Существуют военные спецификации типа MIL-E, MIL-R.
Важным признаком сплошного сварочного электрода, как проволоки, так и стержней, является их состав, соответствующий заданным техническим условиям. Спецификация включает пределы состава и механические свойства, необходимые в процессе сварки.
Одножильные проволоки с медным покрытием иногда отслаиваются от меди, что может вызвать проблемы с механизмом подающего ролика из-за закупоривания вкладыша или контактного наконечника. Желательно светлое медное покрытие, чтобы на электродной проволоке не было грязи и пыли. Используйте белую чистящую салфетку, чтобы очистить проволочный электрод по всей длине, чтобы предотвратить засорение вкладыша грязью и пылью. Это может уменьшить ток срабатывания и привести к неустойчивой сварке.
Прочность проволоки проверяется машиной, и после прохождения через пистолеты требуется более высокая прочность проволоки. Рекомендуемая минимальная прочность на растяжение необходимой проволоки составляет 140 000 фунтов на квадратный дюйм.
Проволочный электрод непрерывного действия доступен в различных упаковках. Очень маленькая катушка, используемая в шпульных пистолетах, и катушка среднего размера для мелкозернистой дуговой сварки металлическим газом. Они доступны в виде катушек для размещения в сварочном оборудовании. Также доступны большие катушки на многие сотни фунтов. Они поставляются в барабанах, в которых проволока укладывается в круглый сосуд и подключается к автоматическому механизму подачи проволоки.
Покрытия для сварочных электродов
Покрытия для сварочных стержней для низкоуглеродистой и низкоуглеродистой стали содержат от шести до двенадцати ингредиентов, включая: .
- Карбонаты металлов – Создает восстановительную атмосферу и регулирует основность шлака.
- Диоксид титана – способствует образованию высокотекучего и быстро застывающего шлака и обеспечивает ионизацию сварочной дуги.
- Ферромарганец и ферросилиций – Это покрытие способствует раскислению расплавленного металла, а также увеличивает содержание марганца и кремния в наплавленном металле.
- Камедь и глина – Помогает придать эластичность пластиковому материалу и придать прочность покрытиям.
- Минеральный силикат – способствует образованию шлака и придает покрытию прочность.
- Фторид кальция — производит защитный газ для защиты дуги, обеспечения текучести, регулирования основности шлака и растворимости оксидов металлов.
- Легирующие металлы, такие как никель, хром и молибден – Обеспечивает легирование наплавленного металла.
- Марганец или окись железа – помогает стабилизировать дугу и регулировать текучесть и свойства шлака.
- Железный порошок — увеличивает производительность и обеспечивает дополнительный металл в зоне сварки.
Покрытия сварочных стержней для низкоуглеродистой стали
Они следующие:
- Целлюлозно-натриевая (EXX10) , и древесная мука. образует газовую защиту. Восстановитель углекислый газ и водород, которые создают дугу копания для глубокого проникновения. Разбрызгивание является самым высоким по сравнению с другими электродами с шероховатым наплавом. Он предлагает чрезвычайно хорошие механические свойства даже после старения. Это один из первых разработанных электродов, широко используемый при сварке трубопроводов в сельской местности. Он обычно используется с постоянным током с обратной полярностью, когда электрод положительный.
- Целлюлозный калий (EXX11) – По своим характеристикам он аналогичен целлюлозному натриевому электроду, за исключением того, что здесь используется больше калия, чем натрия. Он ионизирует дугу, что делает ее пригодной для сварки переменным током. Результат аналогичен натриевой целлюлозе по действию дуги, проплавлению и результатам сварки. В E6010 и E6011 добавляется небольшое количество железного порошка для стабилизации дуги и повышения скорости наплавки.
- Рутил натрия (EXX12) – Если содержание диоксида титана или рутила высокое по сравнению с другими компонентами, электрод выглядит привлекательно для пользователя. Этот электрод обеспечивает тихую дугу, низкий уровень разбрызгивания и контролируемый шлак. Поверхность сварного шва выглядит гладкой, но с меньшим проникновением и немного худшими свойствами металла, чем при использовании целлюлозных электродов. Этот электрод обеспечивает высокую скорость наплавки и низкое напряжение дуги, что делает его пригодным для переменного или постоянного тока с отрицательным электродом.
- Рутил-калий (EXX13) – Это покрытие электрода действует очень похоже на рутил-натрий, за исключением того, что здесь для дуговой ионизации используется калий. Этот тип покрытия обеспечивает очень тихую и плавную дугу, которую можно использовать с подходящим для переменного тока. Он может использоваться с постоянным током любой полярности.
- Рутиловый железный порошок (EXXX4) – Покрытие очень близко к рутиловому покрытию, за исключением включенного в него железного порошка. При содержании железа 25-40% получается электрод EXX14, а 50% или более порошка железа составляют электрод EXX24. Меньший процент содержания железа делает его подходящим для всех позиций. Более высокий процент железа делает его подходящим для плоского положения с горизонтальными угловыми швами. Скорость осаждения увеличивается в обоих случаях в зависимости от доли содержания железа.
- Натрий с низким содержанием водорода (EXXX5) – Покрытие с высоким содержанием карбоната кальция или фторида кальция называется известково-ферритным, низководородным или электродом основного типа. Для обеспечения минимально возможного содержания водорода в атмосфере дуги в покрытии не должно быть целлюлозы, глин, асбеста и других минералов. Покрытия обжигаются при более высокой температуре и обладают превосходными свойствами металла сварного шва. Они обеспечивают самую высокую пластичность, среднее и умеренное проникновение при средней скорости осаждения. Они должны храниться в контролируемых условиях и могут использоваться с постоянным током с положительным электродом.
- Калий с низким содержанием водорода (EXXX6) – Характеристики этих сварочных электродов с покрытием аналогичны электродам с низким содержанием водорода, за исключением замены натрия калием для дуговой ионизации. Электрод используется с переменным током и может использоваться с положительным электродом постоянного тока. Здесь дуга более плавная, но проплавление двух электродов остается одинаковым.
- Низководородный калий (EXXX6) – Покрытие электрода здесь остается таким же, как и в предыдущем, но к электроду добавляется железный порошок в соотношении 35-40%, чтобы электрод получил название EXX18.
- Железный порошок с низким содержанием водорода (EXX28) – Этот сварочный электрод имеет такие же характеристики, как и EXX18, но содержит 50% или более железного порошка в покрытии. Это полезно в горизонтальном положении и делает горизонтальную угловую сварку. Здесь скорость осаждения лучше, чем у EXX18. В электродах из более высоких сплавов используются покрытия с низким содержанием водорода. Мы можем добавить определенный металл в покрытия, чтобы сделать тип сплава электродов, где суффиксные буквы используются для обозначения состава металла сварного шва. Электроды с низким содержанием водорода используются для сварки нержавеющей стали.
- Окись железа, натрий (EXX20) – Высокое содержание железа в покрытиях приводит к образованию нагара, который приводит к образованию большого количества шлака и даже трудно поддается контролю. Это покрытие обеспечивает более быстрое наплавление со средним проникновением и низким уровнем разбрызгивания, а также очень гладкую поверхность при сварке. Эти электроды подходят для горизонтального положения и делают горизонтальные угловые швы. Эти электроды можно использовать с переменным или постоянным током с любой полярностью.
- Оксид железа Сила железа (EXX27) — Характеристики этих электродов совпадают с электродами натриевого типа из оксида железа, но они содержат 50% или более мощности железа. Этот символ улучшит скорость осаждения и может использоваться с переменным постоянным током любой полярности.
Хранение
Электроды обязательно должны быть сухими, так как влага может разрушить характеристики их покрытий и привести к чрезмерному разбрызгиванию. Это может вызвать пористость и развитие трещин в зоне сварки. Если электроды находятся во влажной среде более 2–3 часов, рекомендуется сушить их в подходящей печи в течение как минимум 2 часов при температуре 500 градусов по Фаренгейту.0020
После извлечения из печи их следует хранить во влагонепроницаемом контейнере. Никогда не сгибайте электрод, так как это может повредить покрытие и оголить жилу. Мы не должны использовать электрод с оголенной проволокой для сварки. Электроды с индексом R имеют более высокую влагостойкость.
Типы электродов
Неизолированные электроды
Эти неизолированные электроды состоят из проволочных составов для конкретных применений. Никаких дополнительных покрытий, кроме тех, которые требуются при волочении проволоки. Покрытия для волочения проволоки имеют небольшой стабилизирующий эффект на дугу, но не имеют особых последствий. Эти неизолированные электроды используются для сварки марганцевой стали и других показаний, где использование электрода с покрытием нежелательно.
Электроды со светлым покрытием
Всегда существует определенный состав сварочных электродов со светлым покрытием.
Они нанесли легкое покрытие на поверхность путем окунания, мытья, нанесения кистью, распыления, протирания и галтовки. Эти покрытия означали: улучшить поток дуги. E45 — это система идентификации электродов, представленная в этой серии.
Эти покрытия выполняют следующие функции:
- Восстанавливает/растворяет оксид, фосфор и оксид как примеси.
- Изменяет поверхностное натяжение расплавленного металла. Это делает шарики электрода меньшего размера и более частыми. Он делает движение расплавленного металла плавным и равномерным.
- Повышает стабильность дуги за счет легкоионизируемых материалов, введенных в каскад дуги.
- Легкие покрытия образуют шлак, который является тонким, в отличие от шлака типа экранированного дугового электрода.
Экранированная дуга/электроды с толстым покрытием
Эти электроды имеют определенный состав и покрытие, наносимое методом экструзии и окунанием, и изготавливаются трех основных типов.
- С целлюлозным покрытием
- С минеральным покрытием
- С комбинацией минералов и целлюлозы
Целлюлозное покрытие состояло из растворимого хлопка/любой другой формы целлюлозы с небольшим количеством натрия, калия, титана и некоторых других добавлены минералы. Целлюлозные покрытия защищают расплавленный металл с газовой частью вокруг дуги и зоны сварки.
Минеральные покрытия включают силикат натрия, глину на основе оксида металла и другие неорганические вещества и их комбинации. Эти электроды образуют шлаковые отложения.
Дуговые электроды с толстым покрытием или экранированные электроды используются для сварки чугуна, стали и твердых поверхностей.
Назначение экранированной дуги Электроды с толстым покрытием
Назначение покрытий электродов состоит в создании газовой защиты вокруг дуги, которая, в свою очередь, предотвращает загрязнение кислородом и азотом зоны металла сварного шва.
Кислород может соединяться с расплавленным металлом, удаляя сплавы и, в свою очередь, вызывая пористость.
Азот имеет такие негативные последствия, как хрупкость, низкая прочность, низкая пластичность и даже плохая устойчивость к коррозии.
Они снижают содержание примесей, таких как сера, оксиды и фосфор, поскольку они ухудшают качество наплавленного металла.
Стабилизируют дугу, устраняют большие колебания напряжения, тем самым значительно уменьшая разбрызгивание.
Расплавленный металл на концах электродов распадается на мелкие мелкие частицы за счет снижения поверхностного натяжения расплавленного металла. Они уменьшают давление притяжения между расплавленным металлом и электродом для достижения лучших результатов.
Силикаты в покрытии способствуют образованию шлака над расплавленным металлом. Шлак затвердевает медленно, поэтому основной металл успевает остыть и затвердеть. Медленное затвердевание устраняет риск захвата газа и поплавковых примесей на поверхности. Медленное охлаждение оказывает эффект отжига на сварочный нагар.
Внешний вид и характеристики могут быть изменены путем включения в покрытия легирующих материалов. Шлак будет производить металлы сварного шва более высокого качества при более высокой скорости.
Вольфрамовые электроды
Это нерасходные материалы, неправильные электроды для вольфрамового инертного газа (TIG) или GTAW.
Эти электроды можно узнать по окрашенным меткам на концах, как показано ниже:
- Зеленый – чистый вольфрам
- Желтый – 1 % тория
- Красный – 2 % тория
- Коричневый – 0,3–0,5 % циркония
- Угольный электрод доступен в качестве электрода без наполнителя металла для дуговой резки и сварки. Он состоит из угольно-графитового стержня, который может иметь или не иметь покрытия из меди или другого материала.
- Вольфрамовый электрод представляет собой металлический электрод без наполнителя, изготовленный из вольфрама и используемый для дуговой сварки или резки.
- Расходные материалы
- Неплавящийся
2. Торированные вольфрамовые электроды – Они доступны с 1 % и 2 % тория и отмечены как превосходящие электроды из чистого вольфрама из-за лучшего разведения дуги, лучшего выхода электронов, лучшей стабильности дуги, высокой пропускной способности по току, лучшей устойчивости к загрязнение и более длительный срок службы.
3. Циркониевые электроды – Вольфрамовый электрод с содержанием циркония 0,3–0,5 % относится к разряду электродов из чистого вольфрама и электродов из торированного вольфрама по быстродействию. Немногочисленные показания в сети переменного тока работают лучше, чем другие.
После шлифовки легированного вольфрама до точки образуется более тонкая дуга. Если электроды не заземлены должным образом, они должны работать с максимальным током и только с приемлемой стабильностью дуги. Заостренный вольфрамовый электрод трудно обслуживать, если используется оборудование постоянного тока, а зажигание дуги касанием является практикой. Мы должны накладывать высокочастотный ток на обычный сварочный ток, чтобы сохранить форму электрода и уменьшить включение электродов в сварной шов. Сплавы тория и циркония обеспечивают лучшее сохранение формы даже при использовании практики касания.
Вылет сварочного электрода за пределы газовой чашки зависит от типа свариваемого соединения. Удлинение на 3,2 мм используется для стыковых соединений тонколистового металла, а удлинение на 6,4–12,7 мм может потребоваться для угловых швов. Вольфрамовый электрод необходимо слегка наклонить и осторожно добавить присадочный металл, чтобы избежать контакта с электродом. Если загрязнение произошло, электрод необходимо снять, заново заточить и установить заново.
Электроды для дуговой сварки постоянным током
При использовании определенного типа сварочного электрода всегда рекомендуется следовать инструкциям производителя. Электроды для дуговой сварки постоянным током предназначены для обратной полярности, т.е. положительный электрод или для прямой полярности означает отрицательный электрод или оба. Но обратите внимание на то, что многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток является предпочтительным выбором для покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя могут включать в себя в зависимости от типа основного металла, исправление плохой подгонки и т. д.
Прямая полярность обычно обеспечивает меньшее проплавление по сравнению с электродами обратной полярности, но обеспечивает большую скорость сварки. Лучшее проплавление может быть достигнуто при использовании любого типа за счет надлежащей сварочной атмосферы и манипулирования дугой.
Электроды для дуговой сварки на переменном токе
Переменный ток предпочтительнее при сварке в труднодоступных местах и при сварке толстых профилей, так как он снижает удар дуги. Дуговой удар имеет тенденцию вызывать шлаковые включения, пузыри и несплавление при сварке. Они имеют покрытые электроды с постоянным или переменным током.
AC используется в процессах сварки атомным водородом и угольной дугой, где используются 2 угольных электрода. Это обеспечивает равномерную скорость сварки и расход электрода. В угольной дуге, когда рекомендуется один электрод, тогда предпочтительнее использовать постоянный ток прямой полярности, и здесь потребление электрода происходит медленнее.
Дефектные покрытия Электроды и их последствия
Стабильность дуги снижается, если в покрытиях присутствуют оксиды или другие элементы. Состав и однородность неизолированных электродов играют важную роль в контроле стабильности дуги. Толстые или тонкие покрытия на электродах не компенсируют последствия дефектной проволоки.
Оксид алюминия, кремний, диоксид кремния, сульфат железа не стабилизируют дугу, а оксид железа, оксид кальция, оксид марганца помогают стабилизировать дугу.
Избыток серы и фосфора 0,04% ухудшает состояние основного металла сварного шва, так как они переходят от электрода к расплавленному металлу с минимальными потерями. Фосфор вызывает хрупкость, рост зерна и хладноломкость сварного шва. Эти дефекты увеличиваются пропорционально содержанию углерода в стали. Сера, в свою очередь, действует как шлак, нарушает целостность металла шва и приводит к горячему укорочению. Сера особенно вредна для электродов из голой и малоуглеродистой стали с небольшим содержанием марганца, что способствует образованию прочного и прочного сварного шва.
Если термическая обработка сердечника проволоки неравномерна, электрод будет иметь худший сварной шов по сравнению с электродом того же состава, но подвергнутым надлежащей термообработке.
Скорость наплавки сварочных электродов
Сварочные электроды имеют разную скорость наплавки в зависимости от состава покрытия. Электрод с более высоким содержанием железа имеет лучшую скорость осаждения. В Соединенных Штатах процент силы железа в покрытии находится в диапазоне 10-50%. Это основано на формуле, в которой количество железного порошка в покрытии зависит от веса покрытия.
Проценты определяются спецификациями Американского общества сварщиков. Европейский метод расчета мощности железа основан на сравнении массы наплавленного металла с массой стержневой проволоки без покрытия, израсходованной в процессе.
Типы неплавящихся электродов
Это 2 типа неплавящихся электродов.
Углеродные электроды
AWS не классифицирует угольные сварочные электроды, но военная спецификация как MIL-E-17777C сообщает Электроды для резки и сварки угольного графита без покрытия и с медным покрытием
Существует система классификации, основанная на три сорта: гладкие, без покрытия и с медным покрытием. Он демонстрирует информацию о диаметре, информацию о длине, требование допуска на размер, выборку, тестирование и обеспечение качества. Сюда относятся сварка угольной дугой, двойная угольная дуга, углеродная резка, строжка, воздушная угольная дуговая резка.
Стержневые электроды
При сварке электродами используются следующие переменные:
1. Размер – Обычно доступны следующие размеры: 1/16, 5/64, 3/32 (наиболее распространенный), 1/8. , 3/18, 7/32 и 5/16 дюйма. Сердечник используемого электрода оказывается уже свариваемого материала.
2. Материал – Сварочные электроды изготавливаются из мягкой стали, не содержащей железа, высокоуглеродистой стали, чугуна и специального сплава.
3. Прочность — Прочность сварного шва на растяжение должна быть выше, чем у свариваемого металла. Материал электрода также должен быть прочнее.
4. Положение сварки – Различные электроды, используемые для каждого положения сварки: горизонтальное, плоское и т.д. тепло превращает порошок в сталь.
6. Обозначение мягкой дуги — Это для более тонкого металла и не имеет статуса идеальной посадки при сварке.
Самые популярные электроды для дуговой сварки
Они следующие:
E6013 и E6012 – Спецификации сварочного стержня предназначены для сварки тонких металлов и соединений, которые нелегко совмещать друг с другом.
E6011 – Этот тип электрода необходим для маслянистых, грязных, пыльных и ржавых поверхностей. Он универсален, так как работает с полярностью переменного и постоянного тока. Он может образовывать небольшой шлак, и его не нужно помещать в электродную печь.
E6010 – Имеет аналогичные характеристики, за исключением того, что работает только с постоянным током.
E76018 и E7016 – Железный порошок добавляется во флюс для создания прочного сварного шва. Это создает лужу, которая может вызвать затруднения у новичков.
Читайте также:
Сварочный электрод
Объяснение классификаций AWS
Заключительные слова
Сварочные электроды или сварочные стержни изготавливаются из материалов и по составу аналогичны свариваемому металлу. Выбор сварочной проволоки зависит от множества факторов для каждого проекта.
Выбор электрода зависит от простоты очистки, качества валика, прочности сварного шва и минимального разбрызгивания. Электрод для дуговой сварки и сварочная проволока MIG являются расходными материалами, поскольку они становятся частью процесса сварки.
Электроды для сварки TIG неплавящиеся, так как они не плавятся и не становятся частью сварного шва.
Пожалуйста, найдите несколько минут, чтобы оставить свои комментарии в поле для комментариев.
Что такое сварочные электроды (и что вы должны знать)?
Независимо от того, являетесь ли вы профессиональным сварщиком или любителем делать что-то своими руками, вы должны знать, что такое сварочные электроды, а также их относительные плюсы и минусы.
Так что же такое сварочные электроды? Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Основные типы:
Эта статья поможет вам отличить разные типы сварочных электродов и даст представление об их сильных и слабых сторонах, чтобы вы могли определить наилучший выбор для своих сварочных работ. Читай дальше, чтобы узнать больше.
Различные сварочные электроды
Стержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
Сварка TIG, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет.
Эти две категории также имеют несколько типов электродов.
Плавящиеся электроды
Плавящиеся электроды являются ключом к дуговой сварке электродом, MIG и порошковой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
Электроды со светлым покрытием
Как следует из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью.
Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Легкое покрытие служит еще одной важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Электроды с экранированной дугой имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна.
Неизолированные электроды
Использование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
Электроды для дуговой защиты
Электроды для дуговой защиты имеют три различных типа покрытий, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Экранированные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов.
Защитные дуговые электроды сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Неплавящиеся электроды
Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа.
Угольные электроды
Первый тип — это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
Вольфрамовые электроды и их различные виды
Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5% циркония (с коричневой маркировкой), вольфрама с 2% тория (с красной маркировкой) и вольфрама, содержащего 1% тория (с желтой маркировкой). маркировка).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с высоким током.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они лучше чистого вольфрама, но не так хороши, как вольфрамовый электрод с содержанием тория.
Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамового электрода лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля и стабильности дуги следует заточить кончики этих электродов до остроты, то есть нужно сделать кончики коническими. Если вы сделаете это, вам придется выбирать аппараты с контактным пуском вместо сварочных аппаратов постоянного тока. Помните, что вольфрамовые электроды с торием и цирконием будут иметь повышенную износостойкость по сравнению с электродами из чистого вольфрама, если вы выберете конические электроды с пуском касанием.
Как читать код на стержневых электродах
Теперь, когда вы хорошо разобрались с основами, пришло время углубиться в классификацию сварочных электродов.
Эта классификация стержневых электродов учитывает различные факторы, такие как процентное содержание железного порошка, наиболее подходящее положение сварки, прочность на растяжение, материал покрытия и диаметр.
Не используйте плавящиеся электроды, толщина которых превышает толщину свариваемого металла. Чаще всего используется диаметр электрода 3/32 дюйма. Однако в некоторых случаях диаметр электрода может быть в пять раз больше или составлять всего 1/16 дюйма.
Прочность на растяжение — это максимальное усилие, которое может выдержать сварной шов. Чтобы сделать прочный и надежный сварной шов, вам необходимо использовать электрод с более прочным присадочным материалом, чем основной металл. Если присадочный материал слабее основного металла, то сварное соединение станет слабым местом, которое может легко сломаться.
Процентное содержание железного порошка в электроде также имеет значение, поскольку оно будет преобразовано в сталь при расплавлении под действием тепла сварки. Более высокий процент железного порошка означает, что каждый электрод может предоставить вам больше присадочного материала для сварки большего количества деталей. Однако следует иметь в виду, что процентное содержание железа вряд ли превышает 60 процентов.
Поняв эти свойства, теперь вы можете рассмотреть код классификации для этих электродов.
Например, вы можете встретить E6010. Буква «Е» указывает на то, что это электрод. Первые две цифры, следующие за буквой «Е», обозначают предел прочности при растяжении. «60» здесь означает, что предел прочности на растяжение составляет 60 000 фунтов на квадратный дюйм.
Таким образом, вы должны добавить четыре нуля к этим двум цифрам, чтобы определить прочность электрода на растяжение. Таким образом, число 70 означает прочность на растяжение в 70 000 фунтов на квадратный дюйм.
Если имеется пять цифр, то первые три цифры после «Е» относятся к пределу прочности при растяжении.
Вторая последняя цифра указывает позицию, для которой вы можете использовать электрод. «1» означает, что вы можете использовать электрод во всех положениях — над головой, горизонтально, вертикально и горизонтально. «2» означает, что электрод подходит только для горизонтального и плоского положения.
Последняя цифра в сочетании с предпоследней цифрой говорит о покрытии. Эта информация поможет вам определить сварочный ток. Производитель электродов предоставит таблицу с текущими настройками для различных покрытий в соответствии с двумя последними цифрами.
Вопросы по теме
Из чего сделаны сварочные электроды?
Сварочный электрод состоит из двух компонентов: чистого металла и флюсового покрытия. Сплав может отличаться от мягкой стали, чугуна, нержавеющей стали, высокопрочной стали, бронзы, алюминия, алюминия или алюминия.
