Маркировки электродов расшифровка: всё, что вам нужно знать
Содержание
всё, что вам нужно знать
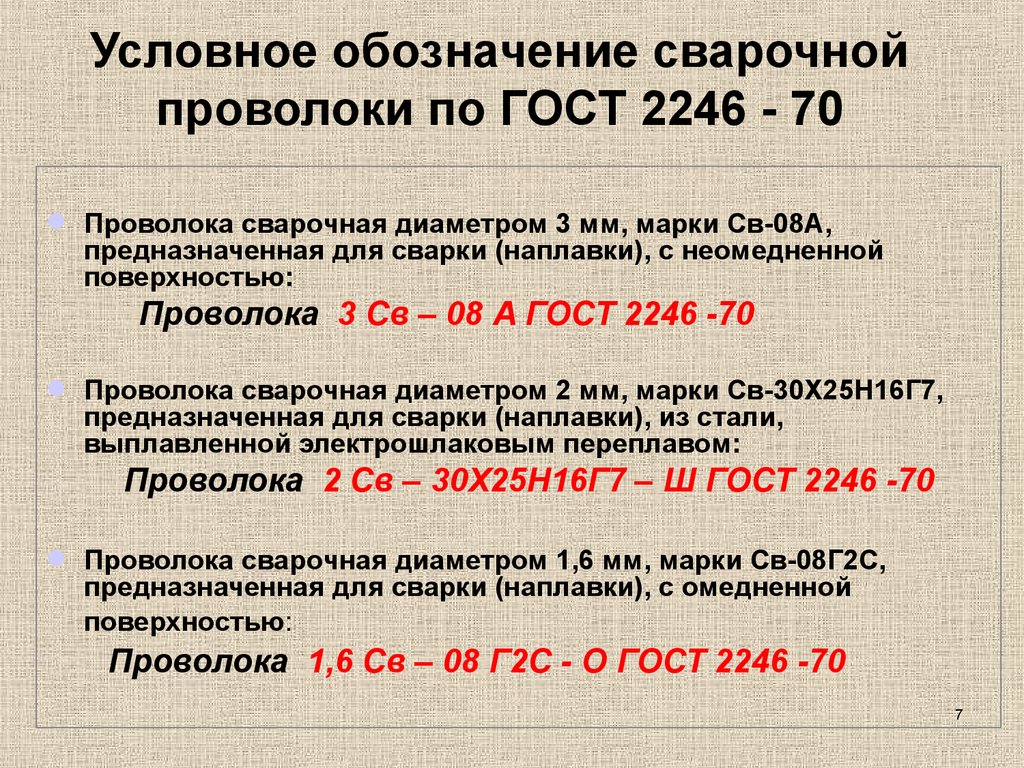
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.
- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Где найти маркировку
Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
|
Наплавка поверхностного слоя металла |
Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
|
Сварка конструкционной углеродистой и низколегированной стали |
Э38, Э42, Э46, Э50, Э55, Э60 |
|
Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва |
Э42А, Э46А, Э50А |
|
Сварка легированных конструкционных сталей |
Э70, Э85, Э100, Э125, Э150 |
|
Сварка высоколегированных конструкционных сталей |
Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
|
Сварка теплоустойчивой стали |
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.

- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Марки электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки.
 Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
- универсальные для всех положений (как в нашем примере).

- для всех положений, кроме вертикального сверху-вниз.
- оптимально варят по горизонтали на вертикальной поверхности. Не предназначены для потолочной сварки.
- для нижних угловых, тавровых и обычных соединений.
Характеристики сварочного тока
Э42А-УОНИ-13/45-3.0-УД
————————————
Е432(5)-Б 1 0
Этот параметр не всегда указывается отдельно, поскольку определяется по типу обмазки. Но некоторые производители его выводят в отдельный индекс маркировки. Цифра 0 означает, что электроды подходят для сварки постоянным током обратной полярности. Дополнительно есть еще 9 вариантов с указанием напряжения от 50 до 90 В и типом полярности:
- 50 V, полярность любая.
- 50 V, прямая.
- 50 V, обратная.
- 70 V, любая.
- 70 V, прямая.
- 70 V, обратная.
- 90 V, любая.

- 90 V, прямая.
- 90 V, обратная.
Отклонения в напряжении допускаются в пределах -/+ 10 V.
Ответы на вопросы: маркировка электродов
Какими электродами лучше варить чернуху?
СкрытьПодробнее
Малоуглеродистую и углеродистую сталь хорошо варят электроды типа Э42, Э46. Если это ответственная конструкция (рама грузового автомобиля, крановая установка и пр.), используйте электроды Э46А, Э50А.
Какими электродами лучше варить нержавейку?
СкрытьПодробнее
Для работы с нержавейкой выбирайте электроды, в маркировке которых есть следующие индексы — Э-12Х13, Э-06Х13Н, Э-10Х17Т. Это типы для работы с высоколегированной сталью.
Электроды сильно брызгаются и трещат при сварке, что делать?
СкрытьПодробнее
Повышенное разбрызгивание и треск указывают на то, что обмазка отсырела. Прокалите электроды в специальной сушилке на производстве или в электродуховке дома при температуре 170? С в течение часа.
Прокалите электроды в специальной сушилке на производстве или в электродуховке дома при температуре 170? С в течение часа.
Какое покрытие электродов лучше?
СкрытьПодробнее
Здесь нет однозначного ответа и все зависит от производственных задач. С целлюлозным будет легко варить потолок постоянным током, а рутиловое снижает разбрызгивание металла, подходит для переменного тока.
Посоветуйте, какие марки электродов для сварки переменным током лучше?
СкрытьПодробнее
Существует много вариантов для сварки аппаратами, вырабатывающими переменный сварочный ток. Используйте, например, МР-3, АНО-4, ОЗС-12, АНО-21.
Что значит электроды для подводной сварки?
СкрытьПодробнее
Это электроды определенных марок, обеспечивающие горение электрической дуги под водой. При сварке обычными электродами практически не возможно добиться горения дуги и формирования жидкой сварочной ванны, поскольку вода затекает и охлаждает разогретый металл. Электроды для сварки под водой выделяют много газов, отталкивая воду. Это позволяет удерживать стабильную дугу, расплавить кромки и выполнить сварочное соединение.
При сварке обычными электродами практически не возможно добиться горения дуги и формирования жидкой сварочной ванны, поскольку вода затекает и охлаждает разогретый металл. Электроды для сварки под водой выделяют много газов, отталкивая воду. Это позволяет удерживать стабильную дугу, расплавить кромки и выполнить сварочное соединение.
Такие электроды пригодятся при сварке труб и резервуаров, если нельзя полностью удалить жидкость, но требуется заварить трещину, свищ, приварить латку. При этом под воду можно погружать только кончик электрода, а не держатель.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Электроды ESAB ОЗЛ-8 ⌀ 2,5 мм, пачка 2,5 кг
2 250 руб / кг
Купить
Быстрый просмотр
Электроды МР-3С ⌀ 3,0 мм, пачка 5,0 кг (СпецЭлектрод)
274 руб / кг
Купить
Быстрый просмотр
Электроды BOHLER УОНИ 13/55 ⌀ 4,0 мм, пачка 5 кг
219 руб / кг
Купить
Быстрый просмотр
Электроды ESAB АНО-4С ⌀ 3,0 мм, пачка 5 кг (СВЭЛ)
446 руб / кг
Купить
Быстрый просмотр
Электроды ESAB ОЗС-12 ⌀ 3,0 мм, пачка 5,0 кг (СВЭЛ)
423 руб / кг
Купить
Быстрый просмотр
Электроды ТМУ-21У ⌀ 4,0 мм
265 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 5 кг
- пачка 5 кг
ПРОИЗВОДИТЕЛЬ:
БАРС
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- Симэл
- ВЭЗ (Волгодонск)
- Ярославль
Быстрый просмотр
Электроды Т-590 ⌀ 4,0 мм
302 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 4 кг
- пачка 4 кг
- пачка 5 кг
- пачка 5,5 кг
ПРОИЗВОДИТЕЛЬ:
ЯЭМП
- БАРС
- Риметалк
- СЗСМ (Ротекс)
- ЛЭЗ
- ЯЭМП
- Звезда (НТЦ Сварка)
- Тольятти
- Высокие Технологие (Ярославль)
- Ярославль
хит продаж
Быстрый просмотр
Электроды ESAB OK 46.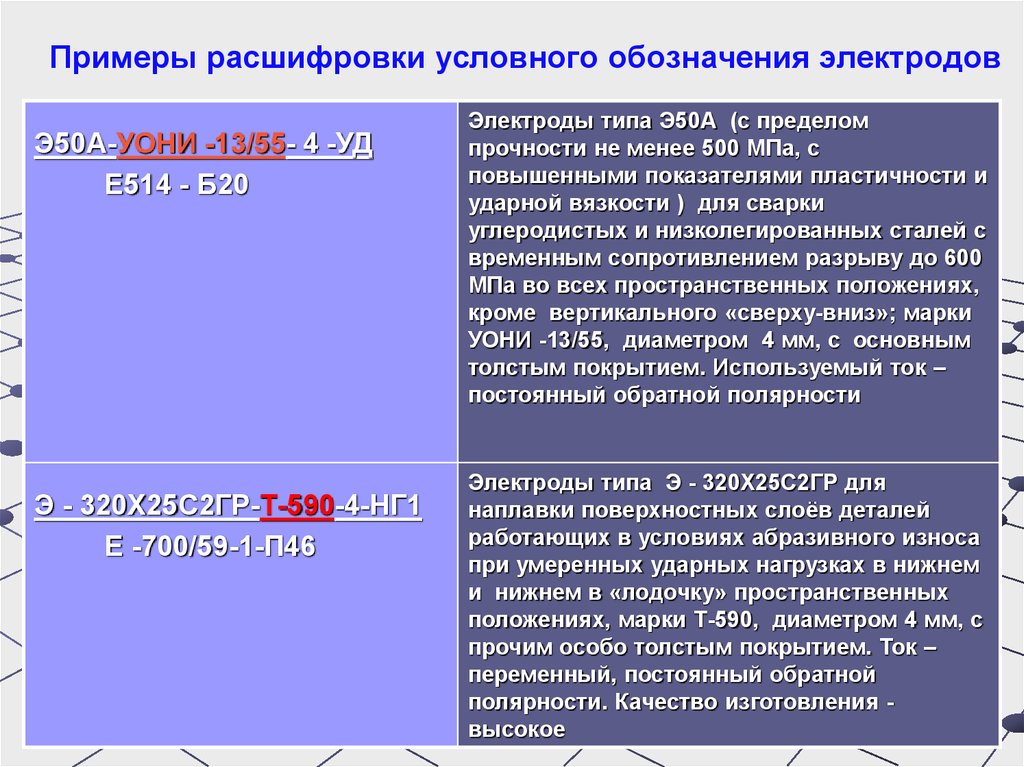 00 ⌀ 3,0 мм, пачка 5,3 кг
00 ⌀ 3,0 мм, пачка 5,3 кг
433 руб / кг
Купить
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 13, Средняя: 3
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 13, Средняя: 3
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 13, Средняя: 3
Маркировка электродов для ручной дуговой сварки
У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
СОДЕРЖАНИЕ
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов
На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.
Марки электродов для ручной дуговой сварки
После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр
Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение
Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» — соединение заготовок с особыми свойствами; «Н» — для наплавки.
Коэффициент толщины покрытия
Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» — покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» — покрытие тонкое, «С» — среднее, «Г» — очень толстое.
Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:
Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия
В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» — основное;
- «Ц» — целлюлозное;
- «Р» — рутиловое;
- «А» — кислое;
- «П» — прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» — рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение
Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» — универсальный;
- «3» — работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» — сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.
Характеристики сварочного тока
Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения
Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов
На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Читайте также: Ручная дуговая сварка MMA
Маркировка электродов для ручной дуговой сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 13, Средняя: 3
Маркировка электродов для сварки: классификация и расшифровка
Электроды являются основными расходными материалами для электрической сварки. Сам принцип соединения металла универсален, поэтому подходит для различных его видов. Соответственно, для каждого металла и сплава нужно подбирать свои марки электродов для сварки, схожие по составу с основным материалом, а также обладающие нужными характеристиками для повышения качества соединения.
Индексация электродов по назначению
Одним из назначений данного расходного материала является проведение тока от сварочного аппарата к месту образования шва, где будет создаваться электрическая дуга. Соответственно, одним из основных требований, которые выдвигаются к нему, является хорошая электропроводимость. Для производства стержней берется проволока из легированной стали, состав которой подбирается под определенные требования сварочного процесса. Каждая марка электродов для сварки будет иметь свои особенности, зависящие от состава металла и типа покрытия.
Главным назначением обсуждаемого металлического стержня является наплавление материала на место соединения. Пока его основная часть служит для проведения тока, конец изделия под влиянием высокой температуры дуги плавится и образует вместе с расплавленным основным металлом заготовки единое целое.
Важно! Чем ближе состав электрода будет к составу заготовки, тем выше качество соединения. В составе электрода допускается наличие повышенного количества легирующих элементов, которые выгорают во время сварки, чтобы компенсировать их потерю
Покрытие также влияет на свойства изделия. Главной его функцией становится защита от газа. При сварке в расплавленный металл могут попадать кислород и азот, что негативно влияет на свойства полученного соединения. От высокой температуры покрытие начинает гореть, образуя защитный слой от внешних помех. Также оно обеспечивает более стабильное горение дуги, если электроды просушены, и может убирать нежелательные примеси из состава металла.
Классификация электродов по типам
Чтобы покрытие соответствовало тем функциям, которые на него возложены, в его составе должны быть такие шлакообразующие элементы:
- марганцевая руда;
- мрамор;
- мел;
- каолин;
- титановый концентрат;
- кварцевый песок.

Чтобы удалить из расплавленного металла попавший туда кислород, в составе должны присутствовать ферросплавы марганца, титана, алюминия и прочих элементов, обладающих раскисляющими свойствами.
Важно! Химические реакции в образованном шве не заканчиваются после прекращения воздействия дуги. Они продолжаются еще по мере остывания, когда и вступают в дело все дополнительные элементы состава
Маркировка электродов может поведать многое о составе изделия, но важно знать и о том, что входит в состав защитного покрытия. Во время его горения создается газовый слой, а чтобы он действительно обеспечивал защиту, в нем должны быть такие компоненты, как декстрин и древесная мука. Это газообразующие вещества.
В составе электродов часто встречаются такие легирующие добавки, как:
- никель;
- хром;
- ванадий;
- титан;
- марганец.
На самом деле добавок имеется очень много, далеко не все они используются в одном электроде. Все подбирается под конкретную цель использования, так как наличие легирующих элементов существенно увеличивает стоимость продукции.
Маркировка электродов
Маркировка и классификация электродов
Если рассматривать основное различие по типам и найти первое разветвление в классификации, согласно тому, какие бывают электроды, то необходимо выделить плавящиеся и неплавящиеся разновидности. К первым относятся изделия из стали, чугуна, меди, бронзы и прочих металлов, точка плавления которых находится на низком или среднем уровне. Неплавящиеся электроды делаются из вольфрама и прочих тугоплавких металлов, которые не могут расплавиться от той температуры, при которой расплавляется основной металл.
Рассматривая марки сварочных электродов и их классификацию, необходимо учесть, что многие из них могут исполняться в двух вариантах, с покрытием и без. Если в маркировку добавлена буква «А», это означает, что электрод имеет кислое покрытие. Его можно использовать при сварке сталей, в которых имеется высокое содержание серы и углерода. Допускаются практически все пространственные положения, кроме вертикального сверху вниз. При таком покрытии в шве могут появляться трещины после сварки, а во время расплавления металл может разбрызгиваться.
Если в маркировке находится буква «Б», это означает, что в электроде основное покрытие. Он не предназначен для сварки в вертикальном положении. Это же касается и рутилового покрытия, которое обозначается буквой «Р».
Буква «Ц» в маркировке ставится при целлюлозном покрытии. Применять данные электроды можно в любом пространственном положении. При перегреве они начинают сильно разбрызгивать металл. Такое покрытие может встречаться в маркировке электродов по чугуну и другим металлам.
Также могут встречаться буквенные комбинации «АЦ» и «РБ». Это смешанные типы, которые используются при сварке труб и ответственных металлоконструкций. Они не предназначены для потолочного положения. Чаще всего их можно найти в маркировке электродов по нержавейке.
Расшифровка маркировки электродов для сварки
Расшифровка электродов является одной из основных операций, которые мастер осуществляет при подборе подходящего варианта для работы. Каждая цифра и буква имеют свое значение, а все представленные обозначения подчиняются общепринятым стандартам. Электроды с конкретной маркировкой должны соответствовать ГОСТам.
Расшифровка маркировки электродов
Первые символы обозначают тип электрода, а также максимальную нагрузку, которую он может выдержать. К примеру, Э46 может выдержать 46 кг на 1 квадратный миллиметр созданного соединения. Следующими обозначениями в расшифровке сварочных электродов идет сама марка, далее – предприятие, на котором она была изготовлена. После этого указываются назначение и толщина:
- У – подходит для углеродистых и низколегированных сталей;
- Н – предназначен для наплавки металла с особыми свойствами;
- Л – сварка конструкционных сталей с наличием легирующих элементов;
- Т – сварка теплоустойчивых материалов;
- В – сварка высоколегированных сталей.
Маркировка электродов для ручной дуговой сварки, показывающая толщину покрытия, может иметь одно из следующих значений:
- Г – максимальное;
- Д – толстое;
- С – среднее;
- М – тонкое.
Если в обозначении электродов по нержавейке отсутствует численное значение размера, а есть только знак, то он должен указываться на печати.
Следующими пунктами в маркировке идут индекс и его обозначение, которое описывает характеристики материала стержня. Здесь отмечаются удлинение материала, ударная вязкость и сопротивление на разрыв.
Предпоследнее обозначение в маркировке – вид покрытия. Подробные описания указаны выше. В маркировке вольфрамовых электродов покрытие не обозначается, так как неплавящиеся материалы не покрываются им.
Последние цифры показывают допустимые пространственные положения и напряжение х.х. при работе. Пространственные положения обозначаются:
- 1 – любое положение;
- 2 – любое, кроме сверху вниз;
- 3 – любое, кроме потолочного и сверху вниз;
- 4 – только нижнее положение.
Напряжение х.х. при сварке:
- 1 – 50 В, любая полярность;
- 2 – 50 В, прямая полярность;
- 3 – 50 В, обратная полярность;
- 4 – 70 В, любая полярность;
- 5 – 70 В, прямая полярность;
- 6 – 70 В, обратная полярность;
- 7 – 90 В, любая полярность;
- 8 – 90 В, прямая полярность;
- 9 – 90 В, обратная полярность.
Заключение
Маркировка сварочных электродов и их расшифровка требуют от мастера особых навыков, так как это достаточно сложный процесс. Взглянув на маркировку, опытный сварщик сможет понять, какой металл в составе находится, и для какой сварки электрод предназначен. Общая классификация дает возможность привести все марки под единый стандарт, что облегчает распознавание. Но на практике чаще всего уже есть готовые ответы на все вопросы, чем лучше варить тот или иной металл, и мастерам не приходится каждый раз заниматься подбором нужной марки электродов.
Видео: Обозначение электродов. Тэория 1
Маркировка сварочных электродов и их расшифровка. Марки электродов для дуговой сварки. Назначение и толщина покрытия
Различные типы электродов имеют свою маркировку. В маркировке указываются основные сведения и параметры конкретного типа электрода. И, чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы поговорим о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует национальному стандарту. Для этого на упаковке электродов найдите аббревиатуру «ГОСТ — ХХХ-ХХ-Х», где вместо «Х» будет отображаться комбинация цифр. Рассмотрим маркировку электрода на примере одного из них. Итак, в нашем примере рассмотрим электрод E46-LEZMR-3S (Также его называют «синим» электродом).
Маркировка может отличаться от того, что будет описано в примере, однако принцип расшифровки остается прежним. Причиной различной маркировки является использование электродов в определенных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак электрод E46-LEZMR-3S . Любой электрод маркируется 12 комбинациями (шифрами), благодаря которым можно узнать о нем ту или иную информацию.
«Э46» — это сочетание указывает на тип электрода, который в данном случае предназначен для сварки углеродистых и низколегированных сталей, предел прочности при разрыве которых достигает до 46 кгс/кв.мм.
«ЛЭЗМР» — указывает марку электрода и производителя (в данном случае это Лосиноостровский электродный завод, а марка электрода МП-3С).
«Ø»
— условное обозначение диаметра электрода (сам диаметр указан в другом месте на упаковке).
«УД» — комбинация, указывающая на назначение электрода.
— «У»
– указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности при растяжении которых достигает значения 588 МПа, или 60 кгс/кв. мм.
— «Д»
– указывает коэффициент толщины покрытия, в данном случае это толстое покрытие 1,45
«Э» – индекс, обозначающий расходуемое покрытие электрода.
«43» — значение, указывающее на предел прочности при растяжении (значение 43 соответствует значению 430 МПа, или 44 кгс/кв. мм.).
«один» — указывает на удлинение, значение «1» соответствует показателю 20%.
«(3)» — это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна быть не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«RC» — значение, указывающее на тип покрытия, в данном случае сочетание «RC» указывает на рутил-целлюлозное покрытие.
«тринадцать» — комбинация, указывающая допустимые пространственные положения, сварочный ток и напряжение холостого хода. При этом «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также ХХ (холостой ход) напряжением около 50В. .
Примерно так маркируются электроды. Для расшифровки обозначений электродов предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Так, при ручной дуговой сварке или наплавке маркировка электрода всегда будет начинаться со значения «Е». Для сварки углеродистых и низколегированных сталей маркировка типа электрода будет состоять из трех значений. От буквы «Е», цифры, обозначающей предел прочности, и буквы «А», обозначающей, что металл шва обладает повышенной пластичностью и ударной вязкостью.
Для сварки жаропрочных или высоколегированных сталей, а также для наплавки тип электрода может иметь дополнительные обозначения, обозначающие процентное содержание других химических элементов.
Марка электрода. При этом каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В этом случае достаточно руководствоваться приведенной ниже таблицей.
Фактор толщины покрытия. Это значение указывает соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого значение коэффициента будет соответствовать следующим значениям:
Группа индексов, указывающих характеристики металла шва или наплавленного металла. Для электродов, применяемых при сварке углеродистых и низколегированных сталей (предел прочности которых до 588 МПа).
И так поговорим о том, как можно расшифровать марки электродов разных типов.
В первую очередь нужно обратить внимание на его гост, сокращенно от слова «Госстандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее буду писать все как надо. Наш экспериментальный электрод будет называться в простонародье «синим», а на самом деле так и называется. .
Электроды выпускаются для различных видов сварки и соответственно металлов и маркируются по-разному. И как выбрать электроды и марки, чтобы определить, что именно нам нужно. Начнем с небольшой теории. Бренды можно разделить на несколько категорий. Для резки, для наплавки, для сварки цветных металлов и т.д. Но об этом можно говорить долго. Далее электроды можно подразделить по ГОСТам, типам и так далее. Что ж, все в порядке. А так есть клеймо, давайте его расшифровывать.
- Тип электрода отмечен оранжевым цветом.
- Желтым цветом обозначена марка электрода.
- Зелёный — диаметр электрода (если выпускается несколько диаметров одной марки, пишется в другом месте).
- В красном квадрате у нас указано назначение и толщина покрытия электрода.
- Черным цветом обозначено, что это индекс.
- Графитового цвета, сам индекс. (про индексы можно написать отдельно)
- В синем цвете это тип покрытия.
- В розовом квадрате два разных значения — это положения сварки и рекомендуемый ток.
Теперь разберем то, что мы написали выше.
Тип электрода.
- E — Электрод.
- 46 — Прочность на растяжение кгс/мм 2 иными словами какую нагрузку выдерживает после сварки этим электродом, а именно 46 килограммов на квадратный миллиметр. кгс это килограмм силы. мм2 — квадрат 1мм -1мм — 1мм. Думаю тут все понятно. Двигаться дальше.
- Клеймо содержит краткое наименование завода производителя, это Лосиноостровский электродный завод и собственно марку МП-3С.
Диаметр электрода.
- Если диаметр не указан, а только значок, то он пишется на пломбе. Также есть таблица, каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- U — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- D — Говорит, что у нас электрод с толстым покрытием. Ниже я опишу все обозначения.
Индекс электродов.
- Он сообщает нам характеристики металла для сварки этими электродами. Все это можно посмотреть по ГОСТ 9467-75. Сопротивление разрыву, ударная вязкость и еще несколько параметров все по ГОСТу.
- В марке электродов RC две буквы, что означает — R вторсырье и C целлюлоза. О типах покрытия я, конечно же, напишу подробнее.
- Итак, цифра один говорит нам о том, что мы можем готовить с этими электродами во всех пространственных положениях. Как снизу вверх, так и сверху вниз, потолочное, вертикальное и т. д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас интересует, что означают все эти буквы и цифры.
Обозначения электродов по толщине покрытия.
- M — Тонкое покрытие
- C — Среднее покрытие
- D — Толстое покрытие
- G — С особо толстым покрытием.
Обозначения позиций для сварки.
Все сварочные электроды маркированы и предназначены. В нем содержится вся информация о самом электроде, например, его состав, а иногда даже производитель. Понимая все эти обозначения, вы всегда сможете самостоятельно подобрать требуемые материалы для соединения.
В первую очередь всегда стоит проверить, соответствует ли выбранный электрод ГОСТам. Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после нее.
При наличии всего этого можно смело продолжать выбор сварочных электродов, подбирая их по другим показателям, не опасаясь подделок и некачественного товара.
Электрод выполнен в виде стержня, может быть как металлическим, так и из других материалов в зависимости от назначения. И вобще его назначение — это подача тока к месту сварки. Поэтому опытный сварщик всегда будет обращать внимание на электропроводность материала. Для производства электродов принято использовать проволоку, в состав которой входят сплавы с разной степенью легирования.
Стоит обратить внимание на внешнее покрытие. Применяется для защиты от внешних раздражителей, таких как азот или кислород. К другим преимуществам покрытия относятся сохранение стабильности сварочной дуги и удаление возможных примесей — они могут находиться в расплавленном металле.
Рассмотрим несколько компонентов, обеспечивающих качество покрытия электродов:
- марганцевая руда.
- титановый концентрат.
- Кварцевый песок.
- Каолин.
- Мрамор.
К компонентам, создающим газообразующую среду, относятся декстрин и мука. Целью любой сварки является получение качественного шва, обладающего коррозионной стойкостью и высокой прочностью. Для этого в состав электрода должны входить следующие легирующие присадки:
- ванадий;
- ;
- никель;
- хром;
- .
марганец
титан
Их может быть еще много, это только основные и самые распространенные.
Маркировка
Все электроды глобально делятся на два типа: расходуемые и нерасходуемые. К первым относятся материалы из меди, бронзы, стали и меди. Иногда встречаются изделия без покрытия, их принято использовать в качестве провода для соединений с использованием защитного газа. А неплавящимися являются лантан-вольфрамовые или торированные электроды.
По типу покрытия
Если продукт имеет маркировку «А» — это указывает на то, что его покрытие является кислотным, его следует использовать на стальных конструкциях, если в соединяемом металле высокий уровень углерода и серы.
Буква «Б» будет указывать на то, что с такими изделиями запрещено работать в вертикальном положении — кстати, как и в случае с буквами «А» и «П». Буква «С» означает, что нет запрета на любые нестандартные положения и эти электроды позволяют производить качественную работу в любом положении. Но был замечен один недостаток — в виде чрезмерного разбрызгивания и постоянного контроля за температурой продукта.
Еще одной разновидностью является смешанная маркировка электродов для сварки, она может выглядеть так: «АС», «РБ». Они нашли свое основное применение при сварке разного рода конструкций или трубопроводов.
Детали тонкой маркировки
Естественно, это не все обозначения. Есть много нюансов. Первые цифры и буквы обычно указывают максимальный предел нагрузки. Если есть такая маркировка: «Е41» — это значит, что сваренные детали смогут выдержать нагрузку в 41 килограмм на 1 квадратный мм. Возможны и другие варианты характеристики сварного изделия:
- «У» — показывает, что можно безопасно работать с низколегированными и углеродистыми сталями;
- «Т» и «Б» — возможно соединение высоколегированной и жаропрочной стали;
- «Л» — работа с легированными конструкционными сплавами;
- «Н» — пригодится в случае наплавки слоя с любыми свойствами.
Обозначение толщины слоя покрытия:
- «М» — тонкий;
- «Д» — толстый;
- «С» — средний;
- «Г» — максимальная.
Цифры в конце маркировки написаны для понимания пространственного положения изделий и текущего значения, которое рекомендуется использовать в данном случае.
Больше:
- «1» — детали можно приваривать в любом положении;
- «2» — кроме положения сверху вниз;
- «3» — во второй вариант добавлены ограничения по потолочной ориентации;
- «4» — только для нижних швов.
Кроме того, на коробке с продукцией может быть маркировка о том, что внутри находится хрупкий товар, который нельзя подвергать испытаниям на влажность. Все эти маркировки легко расшифровать даже на интуитивном уровне, имея общие знания о сварке. Это значительно облегчит поиск необходимого материала для сварки.
Зачем нужна маркировка? Что означает цифра или буква в маркировке? Эти и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровать надписи на упаковке, научим разбираться в деталях маркировки и их особенностях.
По диаметру
Следующие числа обозначают диаметр стержня, измеренный в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем больше диаметр. В нашем примере это 5 мм.
По назначению
Также электроды могут быть рассчитаны на различные металлы. В нашем примере это буква «У», она означает, что можно сваривать низколегированную сталь с пределом прочности 60 кгс на квадратный миллиметр. Если такая сталь имеет более высокую прочность на растяжение, то используйте электроды с маркировкой «Л». Электроды для сварки жаропрочных сталей имеют обозначение «Т»; для сварки сталей со специальными свойствами устанавливается буква «В», а прутки для наплавки обозначаются буквой Н.
Фактор толщины покрытия
Следующее обозначение – это толщина или иное значение покрытия. В нашем примере это «D» (толстое покрытие). Но помимо этого сварочные электроды также маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По индексной группе
Это одна из самых сложных маркировок, новички часто ее не понимают, т. к. несколько цифр содержат сразу много характеристик. Обычно на упаковке с электродами для сварки высоколегированной стали пишется группа индексов, так что это уже облегчает понимание. Давайте подробнее рассмотрим, что означает каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 – это максимальная рабочая температура, при которой указывается термостойкость. Цифра 4 – рабочая температура шва. Цифра (4), взятая в скобки, указывает, сколько ферритной фазы находится в шве. Чем больше каждое число, тем соответственно больше значение. Ниже представлена таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете что означает каждая цифра.
Условное обозначение сварочных электродов может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифр, пишется через дефис и отделяется дробью с первым индексом. Например, Е300/32-1. Число 32 указывает на твердость металла, который можно сваривать. Цифра 1 говорит о том, что твердость таких электродов обеспечивается без термического воздействия. Иногда можно увидеть цифру 2, это означает, что твердость обеспечена после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как и многие другие характеристики электрода, она обозначается буквой. В нашем примере буква «Б» (основное покрытие), но есть еще «С» (целлюлоза), «А» (кислый), «П» () и «П» (другой). Буквы могут быть соединены для обозначения электродов со специальным покрытием (например, «RC» означает рутил-целлюлозный). Если покрытие содержит железный порошок, то дополнительно ставится буква «Ж» (например, «БЖ» обозначает основное покрытие железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере эта штанга для работы в любом положении, кроме , обозначена цифрой «2». Также есть номер «1» (полностью универсальные), «3» (для работы на вертикальной плоскости) и «4» (для нижних). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристике сварочного тока
Специальная маркировка
Вы, наверное, заметили, что мы опустили букву «Е», говоря об индексной группе. Это специальная маркировка, она означает, что перед вами расходуемый электрод с покрытием. Это также международное обозначение.
Пример расшифровки
Для закрепления рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (E46, подходит для низколегированных сталей с низким пределом прочности).
2: Метка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», означает для углеродистой или низколегированной стали) и т.д.
Мы намеренно не доделали расшифровку маркировки, чтобы вы сделали это сами. Остальные цифры с фото запишите на лист бумаги и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно сделать это самостоятельно один раз, чтобы понять всю суть. Вы можете взять несколько разных пакетов из-под электродов и написать всю расшифровку самостоятельно для практики.
Вместо вывода
Теперь вы знаете, что означают буквы и цифры в маркировке типов электродов. Для новичков маркировка электродов для сварки часто кажется запутанной и непонятной, но мы надеемся, что смогли все подробно объяснить. С маркировкой подбор электродов по
Для каждого режима сварки необходимо выбрать соответствующий тип электрода. От этого зависит не только возможность сделать соединение или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист в ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Правила
Создание единых правил маркировки электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указаны порядок и правила обозначения отдельных видов электродов.
В первую очередь необходимо учитывать принятую форму заполнения некоторых характеристик. Представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает наименование изделия, последующая цифра – значение предела прочности, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марке электродов.
- Диаметр.
- Район назначения.
- Толщина верхнего слоя
- Индекс, указывающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем приводится подробная разбивка каждого из возможных обозначений.
- Тип покрытия.
Для смешанных видов покрытий принято двойное обозначение, например, BR (БР) — рутилово-основное.
- Допустимые положения направления сварки.
- Указывает род тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, по которому выполнена маркировка.
- Ссылка на нормативный документ на изготовление электродов.
Кроме этих параметров указываются дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики оформления.
Зная все вышеперечисленные обозначения, вы сможете подобрать оптимальную марку электродов для конкретного вида работ.
Что означают цифры на сварочном электроде? SMAW и FCAW
Последнее обновление
Вы часто не задумываетесь о числах на сварочном электроде, когда фактически свариваете. Когда вы держите жало и накладываете валики на шов, помимо ваших общих навыков сварки и знания аппарата, существуют факторы, определяющие качество сварного шва. Это начинается с типа электрода, который вы используете.
На стороне этого электрода что-то похожее на код. Для обывателя это, наверное, не имеет особого смысла. Но для сварщиков всех уровней важно иметь хотя бы поверхностное представление о типах электродов, которые вы будете использовать.
Электроды SMAW
Сварочные электроды, чаще называемые сварочными прутьями, представляют собой длинные куски присадочного металла, покрытые флюсом. Они предназначены для использования в SMAW (дуговая сварка или электродуговая сварка защищенным металлом). Благодаря использованию постоянного тока от сварочного источника питания присадочный металл расплавляется и осаждается в основной металл, а флюс помогает обеспечить целостность сварного шва. Вот некоторые из наиболее распространенных сварочных стержней.
- E6010 – универсальный стержень, специально используемый для сварки труб, известный своей жесткой дугой
- E6011 – всепозиционная штанга, которая является предпочтительным выбором для работ по техническому обслуживанию или там, где металл ржавый и/или грязный
- E7018 – всепозиционная штанга, которая является предпочтительным выбором для металлургов и монтажников из-за ее большей прочности на растяжение и универсальности
- E7024 – Стержень, который можно использовать только в горизонтальном и плоском положениях. Иногда его называют «реактивным стержнем». Образует большую лужу, которая медленно остывает, поэтому используется только в плоском и горизонтальном положении. Этому процессу способствует высокое содержание железного порошка во флюсе.
Это лишь некоторые из множества сварочных электродов. Как мы видим, все они имеют несколько разные характеристики, начиная от характеристик дуги и заканчивая пределом прочности на растяжение и положением, в котором ее можно сваривать. Но что число может сказать нам о характеристиках? Давайте взглянем.
Изображение предоставлено: Мати Нусерм, Shutterstock
Что означают цифры на сварочном электроде?
Электроды SMAW
Давайте возьмем электрод E7018 в качестве отправной точки, чтобы объяснить систему нумерации.
E – означает, что стержень является электродом с током.
70 — Эти две цифры означают, что прочность сварного шва на растяжение составляет 70 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
1 – «1» означает, что это всепозиционная штанга. 2 означает, что штангу можно использовать только в горизонтальном или горизонтальном положении.
8 – «8» означает, что стержень имеет низкое содержание водорода в калии с железным порошковым покрытием и что его можно использовать со всеми полярностями (DC+, DC- или AC).
Последняя цифра «8» в случае нашего стержня E7018 требует дополнительных пояснений. Вот подробная таблица, которая поможет определить, какое покрытие обозначается номером, а также полярность при сварке:
| # | Состав покрытия | Полярность сварки |
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+, DC- |
| 2 | Высокое содержание титана натрия | переменного тока, постоянного тока- |
| 3 | Высокое содержание титана калия | AC, DC+ |
| 4 | Железный порошок и диоксид титана | AC, DC+, DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Калий с низким содержанием водорода | AC, DC+ |
| 7 | Высокое содержание оксида железа и железный порошок | AC, DC+, DC- |
| 8 | Порошок калия и железа с низким содержанием водорода | AC, DC+, DC- |
Источник: https://www. lincolnelectric.com/en-us/support/process-and-theory/Pages/aws-classifications-detail.aspx
Изображение предоставлено: Photo Win1, Shutterstock
Электроды FCAW
Несмотря на то, что на сварочном пруте есть номера, стержневые электроды — не единственный тип электродов, который имеет систему классификации номеров. Дуговая сварка с флюсовой проволокой (FCAW) — это полуавтоматический процесс сварки, в котором используется механизм подачи проволоки. На боковой стороне рулона сварочной проволоки также имеется специальный код для сварки порошковой проволокой. Возьмем для примера E71T-1C/M.
E: Это означает, что провод является электродом с током.
7: Эта цифра, умноженная на 10 000, определяет общую прочность сварного шва на растяжение. В данном случае это 70 000 фунтов на квадратный дюйм.
1: «1» означает, что эту проволоку можно использовать для сварки во всех положениях. «0» означает, что его можно сваривать только в плоском или горизонтальном положении.
Т-1: Это означает, что электрод представляет собой трубчатую порошковую проволоку с рутиловым флюсом.
C/M: Защитный газ может состоять либо из 100 % диоксида углерода (C), либо из смеси (M), такой как аргон/диоксид углерода.
Классификация этих проводов в целом немного сложнее, поскольку она включает самоэкранированные провода и провода, для которых также требуется защитный газ. См. дальнейшее описание на веб-сайте Lincoln Electric здесь.
Изображение предоставлено: YAKISTUDIO, Shutterstock
Часто задаваемые вопросы
Как выбрать сварочную проволоку?
Все зависит от приложения. Вам необходимо определить, позволят ли характеристики дуги получить желаемый вид сварного шва. Например, E6010 идеально подходит для сварки корневого шва на стыке труб. Это потому, что это удилище известно как «быстрая заморозка». Сварной шов быстро остынет и не выпадет из корневого зазора.
Сварочный пруток какого размера следует использовать?
Это зависит от того, работаете ли вы по чертежу или нет. Если вы свариваете дома, вам подойдет пруток E7018 диаметром 3/32 дюйма. Но обратите внимание, что определенные размеры угловых сварных швов легче выполнить с помощью стержней определенного размера.
Как вы храните сварочные электроды?
Некоторые сварочные стержни могут оставаться снаружи при комнатной температуре, например E7024. Другие необходимо хранить в печи с нагреваемыми стержнями, например E7018. Ознакомьтесь со спецификациями стержней, чтобы узнать, как их следует хранить.
Изображение предоставлено: vladee, Shutterstock
Заключение
Цифры на сварочном стержне или мотке проволоки могут многое рассказать вам о том, как их следует сваривать. Сюда входят положение сварки, полярность и характеристики дуги. Но самое главное, они необходимы для того, чтобы отличать разные виды сварочных прутков друг от друга.
Вас также могут заинтересовать:
- Сварка FCAW и MIG: различия и когда их использовать
- Сварка электродом для начинающих: 11 советов и рекомендаций для начала работы
Авторы и права: Pongsak14, Shutterstock
- Электроды SMAW
- Что означают цифры на сварочном электроде?
- Электроды SMAW
- Электроды FCAW
- Часто задаваемые вопросы
- Как выбрать сварочную проволоку?
- Сварочный пруток какого размера следует использовать?
- Как вы храните сварочные электроды?
- Заключение
Руководство по сварке электродами на судах
Главный инженер Мохит Сангури
Судовая электротехника
Руководство по сварочным электродам на судах. Номенклатура и классификация электродов
В Руководстве по сварочным электродам на судах – Часть 1 мы обсудили часто используемые сварочные электроды в машинном отделении, использование электродов с низким содержанием водорода, выбор электродов на основе размер обрабатываемой детали и текущие настройки. В этой статье мы обсудим номенклатуру и классификацию электродов на основе популярных стандартов ISO 2560 и AWS.
Стандартизация сварочных электродов
Стандартизация сварочных электродов очень важна, поскольку они так же важны, как и основные металлы и сплавы, при производстве и ремонте. Правильно подобранный электрод, идеально подходящий к основному металлу, обеспечивает эффективность и прочность сварки.
Сварочные электроды классифицируются на основе металла электрода, флюсового покрытия, используемого тока, положения сварки, рабочих характеристик, химического состава и механических свойств металла шва и т. д.
Существуют различные стандарты номенклатуры и классификации сварочных электродов, такие как Американское общество сварщиков (AWS), Бюро стандартов Индии (BIS), Британский институт стандартов (BSI), Немецкий институт норм (DIN) и ISO 2560 и т. д.
Мы обсудим два популярных стандарта; ISO 2560 и AWS в этой статье.
Классификация AWS
AWS означает Американское общество сварщиков, и эта классификация широко используется в торговом флоте. В нем стандартные электроды для различных применений пронумерованы, например, E6010, E6011, E6013, E7018 и т. д. Например, рассмотрим сварочный электрод E6013, который обычно используется на борту.
E XXXX: Первый символ «E» в E6013 означает электрод, покрытый флюсом, используемый при ручной дуговой сварке металлов.
E60XX: Следующие два символа указывают на минимальную прочность на растяжение. «60» в E6013 указывает, что металл сварного шва будет иметь минимальную прочность на растяжение 62000 фунтов на квадратный дюйм. Пожалуйста, обратитесь к таблице ниже для других ключевых чисел и соответствующей прочности на растяжение.
EXX1X : Четвертый символ указывает на различные положения, в которых можно выполнять сварку с использованием этого электрода. В данном случае «1» в E6013 означает, что сварку можно производить в плоском, потолочном, горизонтальном и вертикальном положении (вверх). Пожалуйста, обратитесь к таблице ниже для других номеров позиций и соответствующих позиций сварки.
EXXX3 : Этот пятый символ указывает на тип используемого флюсового покрытия, проникновение электрода и тип тока, подходящий для электрода. В этом случае «3» в E6013 говорит о том, что он имеет флюсовое покрытие на основе рутила и калия. Проникание электрода легкое, и его можно использовать с переменным и постоянным током. Пожалуйста, обратитесь к таблице ниже для других номеров ключей и их свойств.
EXXXX-X Этот дополнительный символ иногда используется для дополнительных требований. Например, в электроде E7018-A1 суффикс «A1» в конце относится к добавленному химическому составу 0,5 % Mo. Пожалуйста, обратитесь к таблице ниже для других суффиксов. Эти суффиксы обычно различаются от производителя к производителю, и даже если электроды могут относиться к одному и тому же стандарту, они все же могут немного отличаться, поскольку каждый производитель любит добавлять индивидуальный подход.
Таким образом, число E6013, написанное на электроде во всех положениях сварки, кроме вертикального вниз. Эта информация полезна для морского инженера, готовящегося к ремонту/изготовлению и задающегося вопросом, какой электрод использовать.
Стандарт ISO
ISO 2560: 2009 является стандартом ISO для классификации сварочных электродов для ручной дуговой сварки металлическим электродом. Это международный стандарт, и все другие региональные и национальные стандарты основаны на нем. Она более полная и дает гораздо больше информации, чем классификация AWS, однако ее не так легко запомнить и вспомнить, как классификацию Американского общества сварщиков.
Например, согласно ISO 2560 сварочный электрод классифицируется как E55 3 MnMo B T 42 h20. Мы обсудим ключевые цифры один за другим.
E55 3 MnMo B T 42 h20 : Буква «E» здесь относится к покрытому флюсом электроду для ручной дуговой сварки металлическим электродом.
E55 3 MnMo B T 42 h20 : Число 55 здесь означает, что металл сварного шва будет иметь минимальную прочность на растяжение 550 Н/мм 2. . Пожалуйста, обратитесь к таблице ниже для других ключевых чисел и соответствующей прочности на растяжение.
E55 3 MnMo B T 42 h20 : Номер ключа «3» здесь указывает самую низкую температуру, при которой и ниже которой сварной шов становится хрупким. Сварной шов должен быть способен поглощать 46 Дж энергии без разрушения, чтобы считаться нехрупким. Таким образом, «3» здесь означает, что при температуре -30°C или ниже сварной шов становится хрупким.
E55 3 Mnmo B T 42 H20 : это дополнительное поле, а иногда и используется. Символы «MnMo» здесь относятся к легирующему металлу, присутствующему в наплавленном металле. В этом конкретном случае ключевой признак указывает на то, что наплавленный металл будет иметь концентрацию марганца от 1,4 до 2,0 % и концентрацию молибдена от 0,3 до 0,6 %. Дополнительные сведения см. в таблице ниже.
E55 3 MNMO BX CO 42 H20 : THE THE TO TO TOTHER SOATER TO TO THATENT TO THATERE TO TO THATERE TO THATER TO TO TOTHERES TO TO THATERE TO TO. В данном случае это базовое покрытие, содержащее карбонат кальция. Пожалуйста, обратитесь к таблице ниже для других типов флюсовых покрытий.
E55 3 MnMo B T 42 h20: Буква «T» здесь является дополнительным обозначением рекомендации по термообработке сварного шва. Здесь это указывает на то, что сварной шов должен быть отожжен до температуры от 560 до 600°С в течение одного часа, затем охлажден в печи до 300°С и после этого охлажден на воздухе. Пожалуйста, обратитесь к примеру ниже.
E55 3 MnMo B T 42 h20 : Ключевой символ «4» здесь относится к текущей и депозитной ставке. В этом случае он может использоваться только для ДЦ и имеет депозитную ставку от 105 до 125%. Поскольку это больше, чем количество металла, присутствующего в сварочном электроде, это означает, что флюсовое покрытие содержит некоторое количество железного порошка. Подробную информацию см. в таблице ниже.
E55 3 MnMo B T 42 h20 : Ключевой символ «2» здесь относится к положениям сварки, в которых может использоваться электрод. Здесь он означает все положения, кроме вертикального вниз. Подробную информацию см. в таблице ниже.
E55 3 MnMo B T 42 h20: Символ «h20» здесь относится к содержанию водорода в наплавленном металле сварного шва. В данном случае это 10мл/100г. Пожалуйста, обратитесь к таблице ниже для других символов.
Таким образом, маркировка E55 3 MnMo B T 42 h20 на сварочном электроде означает, что это сварочный электрод с основным флюсовым покрытием и минимальной прочностью на растяжение 550 Н/мм 2 , который становится хрупким при -30°C. Он имеет легирующую концентрацию марганца от 1,4 до 2,0 % и концентрацию молибдена от 0,3 до 0,6 %. Он может использоваться с постоянным током и имеет скорость осаждения от 105 до 125 %. Его можно использовать во всех положениях, кроме вертикального вниз. Наплавленный металл сварного шва будет иметь концентрацию водорода 10 мл/100 г. Таким образом, стандарт ISO 2560 является более подробным и всеобъемлющим, чем стандарт AWS, но его очень трудно запомнить, если не предоставлены надлежащие таблицы спецификаций.
Ссылки
- АВС
- Руководство по сварке Bohler: 2008
- миг-сварка
- РУКОВОДСТВО UNITOR ДЛЯ МОРСКИХ СВАРЩИКОВ
- эсабна
- BOC: ОСНОВЫ РУЧНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ
Старший инженер Мохит Сангури
Старший инженер Мохит Сангури — старший инженер морской пехоты (класс I с неограниченными полномочиями). Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по ро-ро и Five Stars Shipping по балкерам и SNP Ship Mgmt по Генеральные грузы различных назначений.
Старый цветовой код AWS для идентификации электродов
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, дуговая и кислородно-топливная сварка
- Старый цветовой код AWS для идентификации электродов
31.08.2018
#1
Старый цветовой код AWS для идентификации электродов
Как многие здесь, наверное, знают, давным-давно стержневые электроды маркировались точками с использованием системы цветового кодирования, разработанной AWS; он использовал конечный, точечный и групповой цвет.
Несколько страниц, показывающих часть кода, изображены в справочнике Lincoln, и я думаю, что видел больше этого где-то еще, но не могу вспомнить, где так…Настоящим я спрашиваю, есть ли у кого-либо, копию цветового кода, который он мог бы разместить здесь, или вместо этого имеет ссылку на сайт, содержащий код.
Частично мой интерес вызван тем, что мне просто любопытно, но за эти годы я также приобрел удочку с цветовой кодировкой, которую было бы интересно расшифровать, на прошлой неделе подобрав несколько фунтов удочки 3/32 дюйма. со светло-серым покрытием и точкой Brown End, без плашечного цвета и желтой меткой группы Y . Еще не успел прожечь ни одного, чтобы увидеть его поведение.
Также есть 5/32-дюймовый стержень с темно-черным (графитовым?) покрытием с маркировкой ABW, который, я думаю, может быть наплавкой Линкольна.Ответить с цитатой
31.
08.2018#2
Re: Старый цветовой код AWS для идентификации электродов
Участник Tozziwelding разместил их на photobucket много лет назад! Я не могу поверить, что они все еще работают!
http://photobucket.com/gallery/user/…NTU1NA==/?ref=
http://photobucket.com/gallery/user/…MTM1NA==/?ref=
Ответить с цитатой
31.08.2018
#3
Re: Старый цветовой код AWS для идентификации электродов
Я посмотрю, смогу ли я опубликовать их здесь:
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
Опубликовать «Спасибо» / «Мне нравится» — 1 лайк, 0 дизлайк
31.08.2018
#4
Re: Старый цветовой код AWS для идентификации электродов
Спасибо Дэйв!
Ответить с цитатой
31.
08.2018#5
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано rexcormack
Спасибо Дэйв!
«USMCPOP» Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Victor & Smith O/A факелы
Аппарат точечной сварки MillerОтветить с цитатой
31.
08.2018#6
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано rexcormack
Участник Tozziwelding разместил это на photobucket много лет назад! Я не могу поверить, что они все еще работают!
http://photobucket.com/gallery/user/…NTU1NA==/?ref=
http://photobucket.com/gallery/user/…MTM1NA==/?ref=
I действительно ценю попытку, но это лишь небольшая часть всего кода, и это то, что я упомянул в своем посте как в книге Линкольна (которая у меня есть).
Обратите внимание, что нет части, показывающей желтый цвет как цвет группы, что меня непосредственно интересует. Я хотел сегодня позвонить в Линкольн или какую-нибудь другую крупную компанию, чтобы спросить… но забыл, делая все остальное. Google тоже не смог найти…У кого-то здесь должна быть старая литература, старые книги AWS, в которых перечислены коды. Может быть, мне следует попытаться найти номера правил AWS о коде и поискать этот и связанные с ним материалы.
Ответить с цитатой
31.08.2018
#7
Re: Старый цветовой код AWS для идентификации электродов
на странице 465 есть информация, которую вы ищете.
Я считаю, что это нема, а не aws, которые выпустили эту диаграмму.Прикрепленные изображения
Последний раз редактировалось docwelder; 31.08.2018 в 23:27.
и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
31.08.2018
#8
Re: Старый цветовой код AWS для идентификации электродов
Oldiron2,
Взгляните сюда и посмотрите, есть ли здесь то, что вы ищете.
https://www.shopfloortalk.com/forums…0&d=13182Желтый список.
— Марк Смит
Miller Bobcat 250
Vulcan ProTig200
Vulcan MigMax215
Everlast PowerArc 210STL
Hypertherm PowerMax45 XpОтветить с цитатой
09-01-2018
#9
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано Oldendum
Иногда я, иногда я не совсем там
Дэйв Дж.
Остерегайтесь ложного знания; это опаснее невежества. ~Джордж Бернард Шоу~
Синкро 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
09-01-2018
#10
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано Mmock4
Oldiron2,
Взгляните сюда и посмотрите, есть ли здесь то, что вы ищете.
https://www.shopfloortalk.com/forums…0&d=13182Желтый список.
Спасибо; это именно то, что мне было нужно. Я сохранил pdf в своей системе.
Это подтверждает мою догадку о том, что я получил стержень 308-16, но теперь мне нужно откопать какой-нибудь другой старый стержень с цветовой кодировкой, который я нашел несколько лет назад, и расшифровать его/их. Всегда что-то делать, чтобы быть слишком занятым … часто просто находя вещи, которые, как известно, у него есть, но убирают где-то давно занимает большую часть времени.Первоначально Послано docwelder
На странице 465 есть информация, которую вы ищете. Я считаю, что это нема, а не aws, которые выпустили эту диаграмму.
Спасибо за информацию.
Возможно, вы правы насчет того, что NEMA устанавливает код, а AWS публикует, принимает или просто использует его. Это книга, которую я не видел, и содержание которой при быстром поиске не обнаруживается в сети. Если бы я не был на том этапе, когда мне действительно следовало бы избавляться от вещей (в какой-то степени я на самом деле). Я бы, вероятно, купил подержанную копию только потому, что она старая и, вероятно, хорошо написана.Ответить с цитатой
09-01-2018
#11
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано Oldiron2
Спасибо; это именно то, что мне было нужно.
Я сохранил pdf в своей системе.
Это подтверждает мою догадку о том, что я получил стержень 308-16, но теперь мне нужно откопать другой старый стержень с цветовой кодировкой, который я нашел несколько лет назад, и расшифровать его/их. Всегда что-то делать, чтобы быть слишком занятым … часто просто находя вещи, которые, как известно, у него есть, но убирают где-то давно занимает большую часть времени.Спасибо за информацию.
Возможно, вы правы в том, что NEMA устанавливает код, а AWS публикует, принимает или просто использует его. Это книга, которую я не видел, и содержание которой при быстром поиске не обнаруживается в сети. Если бы я не был на том этапе, когда мне действительно следовало бы избавляться от вещей (в какой-то степени я на самом деле). Я бы, вероятно, купил подержанную копию только потому, что она старая и, вероятно, хорошо написана.старое железо; быстрый поиск в гугле показал, что книга доступна онлайн за 10 баксов. imvho это лучший учебник по дуговой сварке в моей обширной коллекции.
Я бы выложил диаграмму, но она занимает около 3 страниц, а мелкий шрифт не очень хорошо переводится на веб-сайт.и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
16.04.2022
#12
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано docwelder
oldiron; быстрый поиск в гугле показал, что книга доступна онлайн за 10 баксов.
imvho это лучший учебник по дуговой сварке в моей обширной коллекции.
Я бы разместил диаграмму, но она занимает около 3 страниц, а мелкий шрифт не очень хорошо переводится на веб-сайт.В чем дело, док? Ну, недавно я наткнулся на копию книги Сакса, тоже второе издание, и теперь она в моей коллекции. Я согласен с тем, что это хорошо; по-видимому, он использовался во многих учебных программах в те дни, когда политкорректность была еще неизвестна, но ожидалось, что нужно научиться делать все правильно.
.
Последний раз редактировалось Oldiron2; 16.04.2022 в 23:47.
Ответить с цитатой
17.04.2022
№13
Re: Старый цветовой код AWS для идентификации электродов
Я не видел стержней с цветовой маркировкой с 1960-х годов.
К 1970-м годам на всех стержнях были напечатаны номера.
Возможно, были некоторые, о которых я не знал.Dave
Первоначально отправлено Oldiron2
Как многие здесь, вероятно, знают, давным-давно стержневые электроды были отмечены точками с использованием системы цветового кодирования, разработанной AWS; он использовал конечный, точечный и групповой цвет. Несколько страниц, показывающих часть кода, изображены в справочнике Lincoln, и я думаю, что видел больше этого где-то еще, но не могу вспомнить, так что…
Настоящим я спрашиваю, есть ли у кого-либо из читающих это полную копию кода цвета, которую он мог бы опубликовать здесь, или вместо этого есть ссылка на сайт, содержащий код.
Частично мой интерес вызван тем, что мне просто любопытно, но за эти годы я также приобрел удочку с цветовой кодировкой, которую было бы интересно расшифровать, на прошлой неделе подобрав несколько фунтов удочки 3/32 дюйма.
со светло-серым покрытием и точкой Brown End, без плашечного цвета и меткой Y ellow Group. Еще не успел прожечь ни одного, чтобы увидеть его поведение.0949
Также есть 5/32-дюймовый стержень с темно-черным (графитовым?) покрытием с маркировкой ABW, который, я думаю, может быть наплавкой Lincoln.Ответить с цитатой
17.04.2022
№14
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано docwelder
На странице 465 есть информация, которую вы ищете.
Я считаю, что это нема, а не aws, которые выпустили эту диаграмму.Что ж, я еще раз взглянул на свое недавно приобретенное второе издание книги Сакса (что-то, что я теперь помню, делал, когда впервые получил ее…) и обнаружил, что в ней нет этой таблицы. Является ли ваша копия первым изданием или более поздним? Не могли бы вы опубликовать фотографии этих страниц или сканы, если книга легко открывается достаточно далеко?
Ответить с цитатой
17.04.2022
№15
Re: Старый цветовой код AWS для идентификации электродов
Первоначально Послано smithdoor
Я не видел стержня с цветовой кодировкой с 1960-х годов.
К 1970-м годам на всех стержнях были напечатаны номера.
Возможно, были некоторые, о которых я не знал.Dave
Вот несколько фотографий двух таких кодированных стержней, которые я могу сфотографировать, а также один с (только) отпечатанным на нем ABW, и последний, имеющий графитовое покрытие и ни цифр, ни букв/слов. или цвета. Все они были унаследованы, переданы на Freecycle, Craigslist или найдены где-то еще. Они могут быть все из 1960-х или раньше.
Что касается второго стержня [крупный план, третье фото], я не знаю, имеет ли он коричневый конечный цвет, но я думаю, что желтый — это групповой цвет. Кажется, что он ржавеет, так что это не разновидность нержавеющей стали.
У меня есть несколько (наплавленных?) стержней (не показаны). Я купил их с графитовым покрытием, но помню, что на них был отпечатан приличный идентификационный номер. . .
Ответить с цитатой
17.
04.2022№16
Re: Старый цветовой код AWS для идентификации электродов
Похоже на
1950-х годов. Большую часть времени я мог определить, что это за стержень, по цветовому потоку.
Дэйв
Первоначально написал Oldiron2
Вот несколько фотографий двух таких кодированных удилищ, которые я могу сфотографировать, а также одного с (только) отпечатанным на нем ABW, и последнего, имеющего графит- внешнее покрытие, а не цифры, буквы/слова или цвета. Все они были унаследованы, переданы на Freecycle, Craigslist или найдены где-то еще.
Они могут быть все из 1960-х или раньше.
Что касается второго стержня [крупный план, третье фото], я не знаю, имеет ли он коричневый конечный цвет, но я думаю, что желтый — это групповой цвет. Кажется, что он ржавеет, так что это не разновидность нержавеющей стали.
У меня есть несколько (наплавленных?) стержней (не показаны). Я купил их с графитовым покрытием, но помню, что на них была напечатана приличная идентификация. . .
Ответить с цитатой
«
Предыдущая тема
|
Следующая тема
»
Разрешения на публикацию
Идентификация свечей зажигания DENSO | Базовые знания | СВЕЧА ЗАЖИГАНИЯ | Автозапчасти и аксессуары
Серии IRIDIUM POWER (Power, Tough, Plus) и TT
Высокоэффективная заглушка
| я | ······· | Иридий диаметром 0,4 мм |
|---|---|---|
| В | ······· | Иридий диаметром 0,4 мм с платиновым наконечником |
| ВФ | ······· | Иридий диаметром 0,4 мм с платиновым наконечником игольчатого типа 0,7 мм |
| ВД | ······· | Иридий диаметром 0,7 мм с платиновым наконечником игольчатого типа 0,7 мм |
| Р | ······· | Платиновый центральный электрод 1,1 мм |
| VS | ······· | Иридий диаметром 0,7 мм с платиновым наконечником |
Диаметр резьбы, вылет и размер шестигранника
|
|
Тепловая плита
| ДЭНСО | НГК | ЧЕМПИОН | БОШ |
|---|---|---|---|
| 16 | 5 | 12,11 | 8 |
| 20 | 6 | 10,9 | 7,6 |
| 22 | 7 | 8,7 | 5 |
| 24 | 8 | 6,63,61 | 4 |
| 27 | 9 | 4,59 | 3 |
| 29 | 9,5 | 57 | |
| 31 | 10 | 55 | 2 |
| 32 | 10,5 | 53 | |
| 34 | 11 | ||
| 35 | 11,5 |
Форма (Тип)
|
|
Иридиевые заглушки / Платиновые заглушки / Обычные заглушки
Тип драгоценного металла
| Д | ······· | Иридий диаметром 0,7 мм с иглой 0,7 мм, платина |
|---|---|---|
| Ф | ······· | Иридий диаметром 0,55 мм с иглой 0,7 мм, платина |
| Р | ······· | Платина диаметром 1,1 мм с платиновым наконечником |
| С | ······· | Иридий диаметром 0,7 мм с платиновым наконечником |
| СВ, В | ······· | Иридий диаметром 0,4 мм с платиновым наконечником |
| З | ······· | Иридий диаметром 0,55 мм с платиновым наконечником |
| Е | ······· | Иридий диаметром 0,7 мм с иглой 1,0 мм, платина |
Диаметр резьбы и размер шестигранника
|
|
Тепловая плита
| ДЭНСО | НГК | ЧЕМПИОН | БОШ |
|---|---|---|---|
| 4 | |||
| 9 | 2 | 18 | 10 |
| 14 | 4 | 16,14 | 9 |
| 16 | 5 | 12,11 | 8 |
| 20 | 6 | 10,9 | 7,6 |
| 22 | 7 | 8,7 | 5 |
| 24 | 8 | 6,63,61 | 4 |
| 27 | 9 | 4,59 | 3 |
| 29 | 9,5 | 57 | |
| 31 | 10 | 55 | 2 |
| 32 | 10,5 | 53 | |
| 34 | 11 | ||
| 35 | 11,5 |
Досягаемость
|
|
Форма (Тип)
|
|
Форма (Тип)
|
|
Зазор
|
<Нет> Автомобили: 0,8 мм M/C: 0,7 мм
<Исключения> P16R, PQ16R, PQ20R имеют толщину 1,1 мм
IRIDIUM RACING
Предупреждение: при выборе правильной гоночной свечи
- Как правило, электроды, которые выступают в камеру сгорания, обладают лучшей воспламеняемостью и лучшими характеристиками. Однако из-за большего воздействия высокотемпературных дымовых газов и увеличения длины заземляющего электрода термостойкость и долговечность снижаются. Чем выше уровень настройки, тем больше потребность в использовании менее выступающего типа.
- По мере повышения уровня настройки возрастает потребность в более высоком диапазоне нагрева.
Декодирование последовательности импульсов без сортировки импульсов
- Список журналов
- Рукописи авторов HHS
- PMC3124143
Нейронные вычисления. Авторская рукопись; доступно в PMC 2011 27 июня.
Опубликовано в окончательной редакции как:
Нейронные вычисления. 2008 апрель; 20(4): 923–963.
DOI: 10. 1162/neco.2008.02-07-478
PMCID: PMC3124143
NIHMSID: NIHMS107385
PMID: 18085990
Авторская информация и лицензия Discrafly Disprafly
aemike
Ancileg. полностью исключает сортировку пиков на основе измерений формы сигнала. Эта парадигма напрямую использует серию импульсов, собранных на записывающих электродах, для пороговой обработки сигнала напряжения с полосовым пропусканием. Наш подход представляет собой парадигму, а не алгоритм, поскольку его можно использовать с любым из текущих алгоритмов декодирования, таких как вектор населения или алгоритмы, основанные на правдоподобии. Основываясь на аналитических результатах и обширном моделировании, мы показываем, что наша парадигма сравнима, а иногда и более эффективна, чем традиционный подход, основанный на хорошо изолированных нейронах, и что она остается эффективной, даже когда все электроды сильно повреждены шумом, ситуация, которая сделает сортировку шипов особенно сложной. Наша парадигма также сэкономит время и вычислительные ресурсы, которые крайне важны для успешной работы интерфейсов мозг-машина в реальном времени. Действительно, вместо длительной задачи сортировки спайков традиционного подхода он включает алгоритм точного ожидания ЭМ, который достаточно быстр, чтобы его можно было оставить работать во время декодирования, чтобы зафиксировать потенциальные медленные изменения в состояниях нейронов.
Предположим, что у нас есть спайковые цепочки двигательных нейронов коры, каждый из которых настроен на скорость руки, и что наша цель — предсказать движение (Georgeopoulos, Kettner, & Schwartz, 1988). Это «кодирование популяции» представляет интерес отчасти из-за его роли в нейронной основе действия, а также из-за его использования в интерфейсах мозг-машина, которые позволяют осуществлять прямой ментальный контроль над внешними устройствами (Wessberg et al., 2000; Carmena et al. , 2003; Musallam, Corneil, Greger, Scherberger, & Andersen, 2004; Schwartz, 2004; Santhanam, Ryu, Yu, Afshar, & Shenoy, 2006; Hochberg et al., 2006; Brockwell, Kass, & Schwartz, 2007). Декодирование этого сигнала населения было успешно выполнено с помощью алгоритма вектора населения (PV) (Georgopoulos, Schwartz, & Kettner, 19). 86; Георгопулос и др., 1988; Taylor, Helms Tillery, & Schwartz, 2002) и линейные методы (Salinas & Abbott, 1994; Moran & Schwartz, 1999), которые характеризуют активность каждого нейрона по предпочтительному направлению и частоте возбуждения. Методы максимального правдоподобия (Brown, Frank, Tang, Quirk, & Wilson, 1998) и байесовские (Sanger, 1996) используют полные вероятностные описания активности каждого нейрона и эффективны, когда модель верна (Kass, Ventura, & Brown , 2005). В последнее время фильтрация и динамические байесовские методы сочетают подход максимального правдоподобия с ограничениями гладкости декодируемых траекторий (Zhang, Ginzburg, McNaughton, & Sejnowski, 19).98; Браун и др., 1998 г.; Броквелл, Рохас и Касс, 2004 г .; Барбьери и др., 2004 г.; Ву, Шайхуни, Донохью и Блэк, 2004 г .; Шохам и др., 2005 г.; Трукколо, Иден, Феллос, Донохью и Браун, 2005 г .; см. обзор и ссылки в Brockwell et al., 2007).
Все эти все более эффективные методы декодирования используют в качестве входных данных последовательности спайков хорошо изолированных корковых нейронов, полученные в результате сортировки спайков электрического сигнала на электродах, хронически имплантированных в кору. резюмирует текущую парадигму кодирования-декодирования. Чтобы упростить развитие идей, мы предполагаем, что мы записываем напряжение одиночных электродов, а не тетродов или массивов. Мы ориентируемся на репрезентативный электрод, который записывает I нейронов. Во-первых, полосовой сигнал на электроде пороговый, чтобы дать время, в которое возникают пики. Мы дискретизируем время в бинах, достаточно малых, чтобы в бине мог произойти не более одного всплеска. Без ограничения общности мы используем интервалы в 1 миллисекунду. Дискретизированная серия шипов электродов (EST) обозначается как z = ( z t ; t = 1, …, T ), где z t = 1 означает, что всплеск произошел при т , иначе z t = 0. Это сумма I шпилей, y i = ( y it , t = 1 , 0 каждый производится нейроном, активность которого хотя бы частично определяется переменными движения v→. Чтобы облегчить графическое представление в этой статье, мы принимаем v→=(vx,vy) как скорость руки в 2D-плоскости, хотя в реальном приложении мы будем рассматривать предполагаемую или фактическую 3D-скорость, положение, ускорение и так далее. Последовательности спайков нейронов (NST) y i не наблюдаются, но с некоторой точностью выводятся путем сортировки спайков, процесса присвоения спайков нейронам на основе различающих измерений их характерных волновых форм. Далее следует кодирование, процесс оценки того, как нейроны кодируют информацию о v→. Стандартный подход заключается в оценке скорострельности λ=(v→;θi) с неизвестными параметрами θ i , обычно оцениваемыми путем регрессии NST y i = ( y it , t = 1, …, T ) от скорости v→t согласно, например,
yit=λi(v→t;θi)+∊tt=1,…,T,
(1.1)
где ∊ t — случайные ошибки. 1 Взаимосвязь между λi(v→;θi) и v→ можно визуализировать, нанеся на график количество всплесков против v→ (Georgopoulos, Kalaska, Caminiti, & Massey, 1982). i. Например, вектор популяции (Georgopoulos et al., 19я. Обратите внимание, что конкретные формы уравнений с 1.1 по 1.3 были выбраны для их простоты в этом введении. Альтернативы, которые могут быть более подходящими, обсуждаются позже.
Открыть в отдельном окне
Традиционная парадигма кодирования-декодирования NST. И кодирование, и декодирование используют в качестве входных данных цепочки спайков нейронов (NST) y i , которые извлекаются из последовательностей спайков электродов (ESTs) z посредством сортировки спайков.
Сортировка шипов — сложная задача, о чем свидетельствует большое количество литературы. (Отзывы см. Левицкий, 19 лет.98; Brown, Kass, & Mitra, 2004.) Сигнал, собранный электродом, представляет собой смесь активности различных нейронов, искаженную шумом. Сортировка спайков заключается в том, чтобы выяснить, сколько нейронов вносят вклад в записанные данные, и определить, какие нейроны произвели какие спайки. По большому счету, статьи по сортировке всплесков сосредоточены на двух широких проблемах: выборе признаков и методах кластеризации. Признаками могут быть необработанные измерения сигнала или проекции на низкоразмерные пространства, такие как проекции в подпространствах PC. Методов кластеризации много, и они варьируются от простых непараметрических методов ближайшего соседа до сложной кластеризации на основе смешанной модели (Shoham, Fellows, & Normann, 2003). Некоторые методы (Плата, Митра и Кляйнфельд, 1996; Pouzat, Delescluse, Voit, & Diebolt, 2004) включают более или менее формально дополнительную информацию, такую как рефрактерные периоды и нестационарность волновых форм.
Несмотря на значительные улучшения, сортировка шипов остается длительным и несовершенным процессом (Harris, Henze, Csicsvari, Hirase, & Buzsaki, 2000). Например, трудно классифицировать спайки, когда кластеры измерений формы волны перекрываются, и обнаружить, когда несколько нейронов спайки объединяются. Эти и другие проблемы усугубляются в случае низкого отношения сигнал/шум (SNR), когда сигналы и шум имеют схожие амплитуды, а шум может исказить записанные сигналы. Эти проблемы настолько серьезны, что часто отказываются от шумных электродов, даже если они могут регистрировать настроенные нейроны. Вычислительные усилия, необходимые для хорошей сортировки спайков, вызывают особую озабоченность в контексте нейронных протезов, которые мы имели в виду при разработке этой работы. Действительно, для того чтобы человек мог управлять протезом в режиме реального времени, требуется непомерно высокая скорость передачи данных для передачи необработанных нейронных сигналов от хронически имплантированного устройства в мозг с целью сортировки спайков, что выходит за рамки возможностей миниатюрной батареи. беспроводные соединения с питанием. Следовательно, сортировку спайков, возможно, придется выполнять непосредственно в мозгу с помощью небольшого чипа, вычислительная мощность которого, вероятно, будет слишком ограничена, чтобы позволить использовать наиболее точные алгоритмы сортировки спайков. Ситуация усложняется тем, что хронически имплантированные записывающие устройства не могут быть стратегически размещены для минимизации шума, так что можно ожидать низкого SNR. Электроды также могут смещаться с течением времени и, таким образом, записывать последовательности спайков от разных нейронов, что, в свою очередь, может потребовать регулярной настройки параметров сортировщика спайков.
Цель этой статьи — предложить парадигму кодирования и декодирования без сортировки пиков, которая статистически столь же эффективна, как и традиционная парадигма, даже в случае низкого SNR. обобщает то, что мы также называем прямым методом, потому что он принимает непосредственно в качестве входных данных записанные EST, а не NST. Избегание сортировки пиков начинается с наблюдения, что при всех частотах импульсов, выраженных в импульсах в миллисекунду, скорость импульсов κ электрода связана с скоростями импульсов λ i из I регистрируемых нейронов,
κ(v→;ϴ)=1−∏i=1I(1−λi(v→;θi)),
(1. 4)
где Θ = ( θ i , i = 1, …, I ) — суммарный вектор параметров кривой настройки. Уравнение 1.4 было получено путем записи вероятности обнаружения одного спайка как единицы минус вероятность того, что ни один нейрон не спайк, поскольку спайк будет обнаружен на электроде в момент времени t тогда и только тогда, когда хотя бы один нейрон даст спайк в 9я. NST не нужны для получения оценочных кривых настройки. Обратите внимание, что при оценке λi(v→;θi) по уравнению 1.5 могут возникать неидентифицируемые факторы. Кроме того, регрессии в уравнениях 1.1 и 1.5 обычно требуют либо подсчета всплесков в более крупных временных интервалах, либо использования бинарных моделей, приведенных позже в уравнениях 2.4 и 2.5. Чтобы упростить введение и избежать лишних обозначений, мы отложим рассмотрение этих вопросов до следующего раздела.
Открыть в отдельном окне
Предлагаемая парадигма кодирования-декодирования ЭСТ. Как кодирование, так и декодирование используют непосредственно в качестве входных данных последовательности шипов электродов (EST) з . Сортировка шипов полностью исключается.
Уравнение 1.4 также обеспечивает связь между наблюдаемыми EST z и ненаблюдаемыми NST y i , что позволяет нам обойти сортировку пиков для декодирования. Учитывая, что в момент времени t ( z t = 1) на электроде обнаружен спайк, вероятность того, что нейрон i произвел этот спайк, равна λi(v→t)/κ(v→t), так что ожидание y i в момент времени t , учитывая z t , есть
eit=E(yit∣zt)=ztλi(v→t;θi)κ(v→t;ϴ),t=0,…,T.
(1,6)
Обратите внимание, что электрод, который регистрирует только один нейрон, имеет e it = y it , поскольку e it сокращается до z t 91,591, в то время как в уравнении получается z t 91,591, это = z т . Мы избегаем сортировки всплесков для декодирования, используя условные ожидаемые NST в уравнении 1.6 вместо NST для получения предсказаний скорости. Например, мы заменяем вектор населения в уравнении 1.3 на
P→t=∑i=1NeitD→i.
(1,7)
Принципы прямого декодирования в концептуально просты. На практике, однако, известно, что регрессии, возникающие из таких смесей, как κ(v→;ϴ) в уравнении 1.5, трудно подобрать. Ниже мы разрабатываем алгоритм EM с точным ожиданием (Dempster, Laird, & Rubin, 1977), который является концептуально простым и приводит к простой в реализации процедуре, подходящей для любого статистического пакета. Это также быстрее в вычислительном отношении по сравнению с сортировкой по шипам. Чтобы исследовать использование уравнения 1.6 вместо NST, мы сосредоточимся на прогнозах вектора населения и скорости максимального правдоподобия, чтобы продемонстрировать, что предлагаемая нами парадигма применима ко всем методам декодирования. Мы не рассматриваем алгоритмы динамического байесовского декодирования, потому что они только добавляют ненужные подробности и сложность. Основываясь на аналитических результатах и обширном моделировании, мы демонстрируем, что наша парадигма сравнима, а иногда и более эффективна, чем традиционный подход, основанный на хорошо изолированных нейронах, и что она остается эффективной, даже когда все электроды сильно повреждены шумом. ситуация, которая сделает сортировку шипов особенно сложной.
Мы разделили этот раздел на четыре подраздела. В разделах 2.1 и 2.2 разрабатываются алгоритмы кодирования и декодирования без сортировки спайков, соответственно, где кодирование относится к оценке кривых настройки нейронов, а декодирование относится к прогнозированию скорости. Одной из важных особенностей нашего метода является то, что он легко справляется с шумом. Несмотря на его важность, для ясности мы откладываем обсуждение случая низкого SNR до раздела 2.3. Раздел 2.4 описывает наше исследование моделирования.
2.1 Сортировка шипов Свободное кодирование 9это значение Θ, которое максимизирует функцию правдоподобия,
L(ϴ)=p(z=(zt,t=1,…,T);ϴ)=∏t=1Tp(zt;ϴ),
(2. 1)
где L (Θ) определяется как совместное распределение наблюдаемых данных, здесь EST z и p ( z t ; Θ) представляет собой распределение вероятностей всплеска, происходящего при t , указанный ниже в уравнении 2.5. Редукция уравнения 2.1 к произведению во времени предельных распределений z t является практически привлекательным, поскольку позволяет нам обрабатывать каждую временную ячейку отдельно. Это не означает, что z следует процессу Пуассона. В самом деле, зависимости вероятности спайков от прошлого можно было бы заложить в частоту возбуждения, например, если 90 590 λ i 90 591 зависели от времени, прошедшего с момента предыдущих всплесков, для учета рефрактерных периодов (см., например, Kass & Ventura, 2001).
Поскольку скорость горения z соответствует смеси κ(v→;ϴ) в уравнении 1.4, ее распределение в уравнении 2.1 также зависит от κ(v→;ϴ). Хорошо известно, что вероятности, возникающие из таких смесей, трудно оптимизировать, и часто предпочтение отдается подходу со скрытой переменной. Мы используем в качестве латентных переменных идентичность каждой комбинации нейронов, которые могли вызвать импульс на электроде, и применяем алгоритм ЭМ (Dempster et al., 19).77) для оптимизации L (Θ). Следовательно, мы связываемся со Spike в T . Незащитный I -Размерный двоичный латентный вектор x T = ( Y 1 T , Y 1 T ,… 1 T ,… 1 T , y . y i = ( y it , t = 1, …, T ) — NST нейрона i . NST обычно выводятся путем сортировки пиков. Здесь они остаются неизвестными. Когда z t = 0 (спайк не зарегистрирован на t ), x t — вектор нулей (нейрон с шипом не зарегистрирован). Когда 90 590 z 93 002 t 93 003 90 591 = 1, все, что мы знаем, это то, что 90 590 x 93 002 t 93 003 90 591 не равно тождественному нулю, и мы обозначим через 90 590 x 90 591 множество (2 90 773 90 590 I 90 591 90 774 — 0 590) различных значений. t может взять, что дает все возможные подмножества I нейронов, пикирующих примерно вместе, чтобы произвести пик в 9. Алгоритм EM основан на следующем неравенстве;
logL(ϴ)−logL(ϴ(k))≥∑x∈χlogp(x,z;ϴ)p(x∣z;ϴ(k))−∑x∈χlogp(x,z;ϴ(k ))p(x,z;ϴ(k))=E(logp(X,z;ϴ)∣z;ϴ(k))−E(logp(X,z;ϴ(k))∣z;ϴ (k))≡Q(ϴ;ϴ(k))−Q(ϴ(k);ϴ(k)),
(2.2)
где X обозначает скрытый случайный вектор, который принимает значения x ∈ x с вероятностями p ( x | z ; Θ), условное распределение x
Некоторая интуиция приведена ниже. Далее можно показать, чтоmaxϴQ(ϴ;ϴ(k))≥Q(ϴ(k);ϴ(k)),
(2.3)
так что если Θ ( k +1) обозначает значение, которое максимизирует Q (Θ; Θ ( k ) ), то уравнение 2.3 вместе с уравнением 2.2 подразумевает L (Θ ( k +1) ) ≥ L (Θ ( k ) ). Алгоритм EM сводится к итеративному максимизированию Q (Θ; Θ ( k ) ), что по уравнению 2.3 должно монотонно увеличивать Q до сходимости к максимальной вероятности Θ.
Для интуитивной интерпретации рассмотрим первоначальную цель: мы хотим максимизировать вероятность L (Θ) = p ( z ; Θ) или логарифмическую вероятность log л (Θ). Если бы мы наблюдали скрытые переменные 90 456 x 90 457, мы бы вместо этого максимизировали полный журнал вероятностей log 90 590 L 93 002 Complete 93 003 90 591 (Θ) = log 90 590 p 90 591 (90 456 x 90 457, 90 456 z 90 457; Θ), поскольку 90 456 x 90 457 и z вместе содержат не меньше информации о Θ, чем z по отдельности. Но так как х не наблюдалось, ЭМ трюк состоит в замене х на p ( х | з ; Θ) в журнале L завершено (Θ), где p ( x | z ; Θ) — это распределение значений, которые x могли принять для возникновения EST z мы наблюдали. Эта замена составляет вычисление Q , ожидание log L полного (Θ) относительно x при заданном z . Хорошая геометрическая интерпретация также представлена Neal and Hinton (1999).
Для вычисления Q нам нужно p ( z , x ; Θ) и p ( x | z ; Θ). Теперь выведем эти распределения. Поскольку z t и y it являются бинарными переменными, естественными статистическими моделями для описания их вариаций являются распределения Бернулли с вероятностями выброса λi(v→t;θi) и κ(v→t;ϴ) , соответственно, то есть
p(yit;θi)=[λi(v→t;θi)]yit[1−λi(v→t;θi)]1−yit,yit=0,1,
(2. 4)
а также
p(zt;ϴ)=[κ(v→t;ϴ)]zt[1−κ(v→t;ϴ)]1−zt,zt=0,1.
(2,5)
Обратите внимание, что уравнения 2.4 и 2.5 дают полные характеристики регрессий в уравнениях 1.1 и 1.5. Что касается совместного распределения латентной переменной x t , то его можно свести к произведению маргиналов
p(xt;ϴ)=∏i=1Ip(yit;θi),
(2.6)
с p ( y it ; θ i ), заданное уравнением 2.4, при условии, что мы предполагаем, что нейроны независимы. Подходы для зависимого случая рассматриваются в разделе обсуждения. Теперь, точно так же, как с p ( z ; Θ) в уравнении 2.1, мы можем уменьшить p ( z , x ; Θ) и p (7 Θz x | ) к продукту с течением времени бункеров маргиналов,
p(z,x;ϴ)=∏t=1Tp(zt,xt;ϴ) и p(x∣z;ϴ)=∏t=1Tp(xt∣zt;ϴ).
Рассматривая сначала полное распределение данных, мы используем основные законы вероятностей, чтобы записать
p ( z t , x t ; ϴ) = p ( z t ∣ x t ; ϴ ) p ( x t ; ϴ).
Поскольку спайк регистрируется на электроде тогда и только тогда, когда хотя бы один нейрон имеет спайк, z t = 1 тогда и только тогда, когда y it = 1 для некоторых I , так что P ( Z T | x T ; θ) уменьшается тривиально: если x T — это zeros, то Zeros, то Zeros, то x T — это x T — это x T — x T , то If x T . 0 с вероятностью 1, иначе z t = 1 с вероятностью 1. Следовательно, распределение полных данных равно
p ( z t , x t ; ϴ) = 905
0 x T В соответствии с Z T } P ( x T ( x T ;
003; 23003; 2593; 2593; 2593; 2; 2; 2; 2; 2; 2; 2; 2; 2; 2; 2; 2;
; 2;
где p ( x t ; Θ) определяется уравнением 2. 6, а I A является индикаторной переменной, которая принимает значение единица, если A истинно, и ноль в противном случае. Чтобы получить p ( x t | z t ; Θ), мы сначала рассмотрим тривиальный случай: если задано z t = 0 (отсутствие выброса в t ), затем x t = 0 (отсутствие выброса нейрона) с вероятностью единица. Учитывая z t = 1, вероятность того, что x t = 0, равна нулю. В противном случае, если z t = 1 и x t не равно нулю тождественно,
p(xt∣zt=1;ϴ)=I{xtсогласуется с zt=1}p(xt,zt=1;ϴ)p(zt=1;ϴ),
со знаменателем, заданным распределением Бернулли в уравнении 2.5. Потому что z t = 1 следует из x t не тождественно нулю, отбрасывание z t = 1 сохраняет вероятность в числителе. Суммируя результаты, мы имеем
p(xt∣zt=1;ϴ)=I{xtсогласованный с zt=1}p(xt;ϴ)κ(vt;ϴ),
(2.8)
где p ( x t ; Θ) в уравнении 2.6 и κ ( v t ; Θ) частота возбуждения, индуцированная нейронами на электроде в уравнении 1.4. Хотя мы и не наблюдали x t и не вывели его путем сортировки шипов, мы смогли получить его распределение, учитывая наблюдаемое EST z t .
Имея p ( z , x ; Θ) и p ( x | z ; Θ), мы можем продолжить алгоритм EM. Сначала мы используем уравнения 2.6 и 2.7, чтобы переписать Q (Θ, Θ ( k ) ) в уравнении 2.2 как
Q(ϴ,ϴ(k))=E(log(∏i=1Ip(Yi;θi))∣z;ϴ(k))
(2.9)
=∑i=1IE(logp(Yi;θi)∣z;θi(k))
(2.10)
=∑i=1IQi(θi,θi(k)),
( 2.11)
что показывает, что максимизация Q по отношению к Θ эквивалентна максимизации каждого Q i по отношению к соответствующему θ i . Это легко сделать, если мы узнаем, что p ( Y i ; θ i ) в уравнении 2.10 является распределением NST нейрона 9i получено путем регрессии y i на v→ как в уравнении 1.1. Поскольку y I незамечен, EM -алгоритм требует, чтобы мы использовали его ожидание, E ( Y I | Z ; θ (
). EST z и текущее значение параметра Θ ( k ) . Учитывая z t = 0, мы тривиально имеем
E ( Y I T ∣ Z T = 0; θ ( K = 0; θ ( K ) = 0; θ ( K ) = 0; θ ( K ) = 0; θ ( K ) = 0; θ ( K ) = 0; θ ( K ) = 0; θ ( K ).
Учитывая z t = 1, Y это Бернулли с математическим ожиданием
E(Yit∣zt=1;ϴ(k))=P(Yit=1∣zt=1;ϴ(k))=∑xt:yit=1P(Xt=xt∣zt=1;ϴ(k )),
(2.13)
с вероятностями в слагаемом, заданном уравнением 2.8, и суммированием по 2 I −1 Значения x T = ( Y 1 T ,…, Y IT ), которые имеют I TH
TH
I . I . I I . I I .
Теперь мы можем предложить версию EM-алгоритма, специально адаптированную для нашей цели подбора кривых настройки нейронов без сортировки спайков, которую мы называем алгоритмом кодирования EST. Это EM с точным ожиданием, а не наиболее распространенный стохастический EM; это вычислительно очень быстро. 9i(k+1), где θ i параметризует функцию настройки λi(v→,θi) нейрона i .
Пусть k ← k + 1 и повторяем до сходимости
нейроны;
I обычно известен как побочный продукт сортировки шипов. Здесь мы предлагаем альтернативу без сортировки всплесков, которая использует классические результаты теории правдоподобия. 9) нельзя использовать в качестве критерия для выбора модели, поскольку всегда будет выбираться самая большая модель. Это распространенная проблема, для которой существует несколько решений. Тест отношения правдоподобия (LRT) позволяет «формально» сравнивать две вложенные модели, ограничивая заранее заданным значением 90 590 α 90 591 % вероятность отклонения маленькой модели по ошибке. Две модели являются вложенными, если одна является частным случаем другой; например, двухнейронная модель Θ = ( θ 1 , θ 2 9)−dim(ϴ)2logn. AIC и BIC не контролируют вероятность ошибок. Вместо этого модель с самым высоким AIC минимизирует ожидаемое расстояние Кульбака-Лейблера между истинной и выбранной моделями, в то время как модель с самым высоким BIC имеет самую высокую апостериорную вероятность, когда используется однородный априор в пространстве рассматриваемых моделей. Обычная процедура для AIC и BIC состоит в том, чтобы выбрать диапазон значений для I, получить баллы для всех моделей и сохранить модель с наивысшим баллом. Вместо этого мы используем более жадную процедуру, которая дает те же результаты, но экономит время. Для каждого электрода мы действуем последовательно, тестируя сначала модель без нейронов по сравнению с моделью с одним нейроном, модель с одним нейроном и моделью с двумя нейронами и так далее до тех пор, пока большая модель не будет давать значительных улучшений по сравнению с меньшей. Процедура следующая. 9маленький)>критическое значение
с
Критическое значение={(LRT)χq,(1−α)2∕2(AIC)q(BIC)(q∕2)logn,}
где q = dim (Θ большой ) − dim (Θ small ), χq,(1 − α)2 α 9-й квантиль распределение хи-квадрат с q степенями свободы, а n — размер данных.
Пусть I ← I + 1 и повторять до тех пор, пока не будет сохранена меньшая модель
Хотя каждая процедура имеет различное теоретическое обоснование, на практике они различаются только количеством доказательств, необходимых для предпочтения больших моделей по сравнению с малыми. Чем больше критическое значение, тем больше доказательств требуется в пользу большой модели, так что AIC дает более крупные модели, чем BIC.
2.1.2 Идентифицируемость
Говоря упрощенно, параметры кривых настройки θ i неидентифицируемы, если они не могут быть однозначно оценены. В нашем приложении проблемы с идентифицируемостью могут возникнуть по двум причинам: идентифицируемость данных и идентифицируемость модели.
Неидентифицируемость модели происходит, когда нейроны имеют перекрывающиеся кривые настройки, потому что трудно распутать нейроны, основываясь только на том, что наблюдается на электроде. Эта ситуация аналогична перекрывающимся кластерам признаков сигнала в контексте сортировки пиков. В этом случае может случиться так, что несколько значений Θ максимизируют вероятность L (Θ). Одно из этих значений соответствует реальным нейронам, зарегистрированным электродом, если модели частоты спайков не слишком плохо определены, в то время как другие соответствуют виртуальным нейронам, чья объединенная активность неотличима от активности реальных нейронов. Конкретная оценка Θ, которую мы получаем, зависит от начальных значений; то же самое произошло бы с любой другой процедурой максимизации правдоподобия. Этот тип неидентифицируемости, вероятно, часто имеет место на практике. Однако имитационное исследование ясно показывает, что это не влияет на качество декодирования. Это тоже имеет смысл: если мы используем виртуальные нейроны, совокупная активность которых такая же, как и у настоящих нейронов, никакая информация, собранная на электроде, не теряется. Например, если все нейроны имеют одинаковые кривые настройки, наш алгоритм обнаружит только один виртуальный нейрон с частотой возбуждения, равной сумме частот возбуждения реальных нейронов; этот нейрон содержит всю информацию о переменных движения, которые предоставляет электрод.
Неидентифицируемость данных связана с тем, как истинные кривые настройки нейронов, скажем, λi∗, соотносятся с частотой, которую они индуцируют на электроде, κ∗=1−∏i(1−λi∗). Под истинным мы подразумеваем неизвестный механизм, который генерирует последовательности шипов, а не модель, подобную уравнению 1. 2, которую мы подгоняем к ним, что является нашей лучшей попыткой уловить наблюдаемые нами изменения. Если λi∗ и κ * имеют одинаковую функциональную форму, то невозможно отличить активность электрода от активности одного нейрона или совместной активности двух и более нейронов. Это так, например, если все λi∗ постоянны. Но если λi∗=θi‖v‖, скажем, при ∥ v ∥ модуль скорости, тогда κ * является полиномом от ∥ v ∥ порядка I , так что регистрируемая на электроде активность качественно отличается от активности одиночных нейронов, и алгоритм вида наши могут отделить нейроны от электродов. Учитывая нелинейную связь между κ * и λi∗, трудно представить ситуации, отличные от тривиального случая постоянной скорости стрельбы, которые привели бы к неидентифицируемости данных. 2 Но поскольку λi∗ — это скорость стрельбы в миллисекунду, она достаточно мала, чтобы κ * можно было хорошо аппроксимировать κ≡∑λi∗, так что λi∗, линейная по переменным движения, могла бы дать κ *, т. i(v→)=λ(v→;θi), мы обратимся к прогнозам скорости на основе EST. Ранее мы сосредоточились на одном репрезентативном электроде. Здесь мы работаем с населением 9i(v→)), где I j — множество индексов нейронов, регистрируемых электродом j , а индекс j i идентифицирует электрод, регистрирующий нейрон i .
Вектор населения (PV) (Georgopoulos et al., 1986) предсказывает скорость в момент времени t с помощью нормализованной версии
P→tPV=∑i=1NyitD→i,
(2.15)
линейная комбинация предпочтительных направлений нейронов (PD) D→i и количества их спайков 9ji(v→t),
(2.18)
определено ранее в уравнении 1.6. Для однонейронных электродов e it = y it . В противном случае электрод, который регистрирует несколько нейронов,
∑i∈Ijeit≥zjt,
которое отражает неравенство, которое мы получили бы из данных, отсортированных по пикам: Оба неравенства согласуются с κj(v→)≤∑i∈Ijλi(v→) и учитывают спайки нейронов. . В следующем разделе мы покажем, что P→EPV дает тот же средний прогноз, что и P→PV, но его дисперсия меньше.
Методы максимального правдоподобия (ML) основаны на статистической модели, которая задает распределение вероятностей серий всплесков, а прогноз ML — это значение, которое максимизирует их совместное распределение, то есть вероятность. Например, если мы предположим, что количество спайков y it имеют распределения Пуассона со средними частотами срабатывания λi(v→t), то, предполагая, что нейроны независимы, вероятность равна
L(v→)=∏i=1N[λi(v→)]yite−λi(v→)yit!,
и оценка скорости ML в t равна
P→tML=argmaxv→L(v→).
(2.19)
Как и в случае прогнозов PV, мы определяем два альтернативных прогноза ML, которые не требуют данных, отсортированных по пикам. Они наивное предсказание,
P→UtML=argmaxv→∏j=1J[κj(v→)]zjte−κj(v→)zjt!,
(2.20)
который рассматривает электроды, как если бы они были нейронами, и прогноз EST,
P→EtML=argmaxv→∏i=1N[λi(v→)]eite−λi(v→)eit!,
(2. 21)
на основе ожидаемых NST в уравнении 2.18. Мы записали правую часть уравнения 2.20 как произведение электродов, потому что в предположении, что нейроны независимы и что каждый нейрон регистрируется только одним электродом, EST z j также независимы.
Предсказания в уравнениях 2.17 и 2.21 в принципе просты, но они предполагают, что условные ожидаемые количества всплесков в уравнении 2.18 известны. Для однонейронных электродов тривиально имеем 9t=(krecur)−1∑i=0krecurP→E(t−i),
(2.23)
среднее из 90 590 тыс. 90 773 повторяющихся 90 774 90 591 предыдущих прогнозов EST. Замена v→t уравнениями 2.22 или 2.23 имеет смысл только в предположении, что v→t эволюционирует во времени с некоторой степенью плавности, как это имеет место для реальных движений. Использование уравнения 2.23 дает чисто рекурсивный алгоритм, поскольку прошлые прогнозы используются для вычисления e и , которые, в свою очередь, используются для получения следующего прогноза. Поэтому мы ссылаемся на уравнение 2.21 вместе с уравнением 2.23 как на рекурсивное предсказание EST P→Etrecur. дает сводную блок-схему наших предложенных прогнозов EST, действительных для методов PV и ML.
Открыть в отдельном окне
Предлагаемые прогнозы EST. (A) P→E использует наивное предсказание P→U для расчета условных ожидаемых NST e i в уравнении 2.18. (B) Рекурсивное предсказание P→Erecur использует P→Erecur только для первого времени декодирования. Для t > 0 условные ожидаемые NST рассчитываются на основе прошлых прогнозов P→Erecur.
Цена замены v→t в уравнении 2.18 оценкой – это погрешность. Уравнения 2.22 и 2.23 дают все более смещенные оценки v→t с увеличением значений k and k recur , which in turn induces bias in e it , so that e it = E ( y it | z j i т ) уже точно не держит. Это ставит под сомнение использование e it вместо y it для предсказаний. Единственный сценарий без смещения происходит при использовании уравнения 2.22 с k = 1, поскольку P→Ut (см. уравнения 2.16 и 2.20) является несмещенным для v→t. Но, как мы покажем позже, P→Ut имеет большую дисперсию, так что e it также имеют большие отклонения, что неизбежно снижает эффективность P→E. Поэтому нам необходимо исследовать значения параметров смещения k и k recur , которые обеспечивают хороший баланс между небольшой изменчивостью и небольшим смещением. Этот баланс также является функцией пропорции электродов с одним нейроном. Действительно, если все электроды однонейронные, то e it = y it = z j i t для всех i , и выбор оценки v→t в уравнении 2.18 не имеет значения, поскольку наивные прогнозы и прогнозы EST сводятся к обычным прогнозам NST (см. уравнения 2.15 и 2.19). Но если слишком мало электродов регистрируют только один нейрон, ожидаемые подсчеты могут быть слишком переменными (если используется уравнение 2.22 с k = 1) или слишком смещенными (если используются большие k или k recur ) для дают эффективные прогнозы движения.
На данный момент мы предложили полный метод кодирования и декодирования движения без сортировки пиков. Наш следующий шаг — оценить, насколько хорош метод. Сравнение эффективности между предложенными и традиционными подходами затруднено, за исключением прогнозов PV при упрощающих предположениях. Мы сообщаем об этом в следующем разделе. Затем мы опишем имитационное исследование, предназначенное для сравнения эффективности прогнозов PV и ML в общих условиях.
2.2.1 Аналитическое сравнение эффективности прогнозов PV
Мы сравниваем прогнозы PV в уравнениях с 2.15 по 2.17 и показываем, что при указанных ниже упрощающих предположениях P→UPV менее эффективен, чем традиционный NST-прогноз P→PV, в то время как P→EPV более эффективен. Это говорит о том, что можно избежать сортировки шипов без потери эффективности.
Для ясности мы опускаем нижний индекс времени t и верхний индекс PV, поскольку мы обсуждаем только предсказания PV. Чтобы сделать возможными аналитические расчеты, мы упростим взаимосвязь между электродами, числом спайков и частотой возбуждения нейронов и заменим уравнение 1.4 на
κj(v→)=∑i∈Ijλi(v→),
(2.24)
что фактически предполагает, что нейроны, зарегистрированные на электроде, не спайки вместе. Это также подразумевает
zjt=∑i∈Ijyit.
(2,25)
Это не слишком сильное упрощение, учитывая, что скорострельность довольно низкая. Мы также предполагаем, что v→t известно в уравнении 2.18. Более реалистичная установка, в которой v→t заменяется уравнением 2.22 или 2.23, рассматривается позже с помощью моделирования.
Легко показать, что P→ и P→E имеют одно и то же математическое ожидание,
E(P→)=E(P→E)=∑i=1Nλi(v→)D→i,
это означает, что в среднем они дают одинаковые прогнозы движения. Подробности в приложении. Матрицы дисперсии-ковариации P→ и P→E нельзя сравнивать без наложения каких-либо ограничений на σi2=Var(yi). Не слишком ограничительно предположить, что Var(yi)=αλ(v→), α > 0, то есть дисперсия подсчета спайков пропорциональна их среднему значению. Это происходит, например, когда число всплесков представляет собой чрезмерно или недостаточно рассредоточенные случайные величины Пуассона. Дело α = 1 соответствует цепочкам шипов Пуассона. В этом предположении мы показываем в приложении, что
Var-Cov(P→E)≤Var-Cov(P→).
То есть традиционный NST-прогноз P→ и предлагаемый EST-прогноз P→E имеют одно и то же математическое ожидание, но P→E имеет дисперсии и ковариации всегда меньше, чем у P→. Этот результат имеет смысл; как P→, так и P→E рассчитываются с учетом наблюдаемого количества спайков электродов, но P→E использует e i , ожидание y i задано z j i , что устраняет из P→E изменчивость y i относительно его ожидания.
Хотя это и более интуитивно понятно, показать, что P→U хуже, чем P→, сложнее, потому что два предсказания в среднем не равны ни по направлению, ни по величине. Чтобы убедиться в этом, рассмотрим электрод j ; его вклад в P→U направлен в направлении E→j, а вклад в P→ или P→E – в направлении ∑i∈IjλiD→i; эти два направления вряд ли будут равными. Вместо аналитического сравнения мы приводим интуитивный аргумент и в иллюстративных целях предполагаем, что нейроны косинусны с частотами
λi(v→)=ki+miv→⋅D→i,
где k i ≥ 0, m i ≥ 0, а D→i — его PD единичной длины. Согласно уравнению 2.24, электрод, который регистрирует эти нейроны, также примерно косинусоидальный с частотой
κj(v→)=Kj+MjE→j⋅v→,
где K j = ∑ I ∈ I J K K K K K . PD электрода и Mj=‖∑i∈IjmjD→i‖. Мы сравниваем P→ и P→U, основываясь на идее, что их можно рассматривать как предсказания от разных наборов нейронов и что лучшие нейроны дают лучшие предсказания. Хорошие нейроны обычно хорошо модулируются. Принимая за меру модуляции разницу между максимальной и минимальной частотой возбуждения, модуляции нейрона i и электрод j равны 2 m i ∥ v ∥ и 2 M j ∥ v ∥ соответственно. Поскольку PD являются единичными векторами, неравенство Коши-Шварца дает Mj=‖∑i∈IjmiD→i‖≤∑i∈Ijmi с равенством тогда и только тогда, когда все D→i указывают в одном направлении. Это показывает, что модуляция любого электрода меньше, чем сумма модуляций нейронов, которые он регистрирует, если все они не имеют одинаковую ЧР. Хотя это утверждение было доказано для косинусно настроенных нейронов, оно, вероятно, применимо в целом. В приложении мы приводим дополнительный аргумент, основанный на прогнозировании движения, который помогает объяснить, почему декодирование с изолированных нейронов лучше, чем декодирование с электродов.
Из этого раздела мы делаем вывод, что предлагаемый прогноз EST P→EPV превосходит традиционный прогноз PV при минимальных предположениях о дисперсии количества спайков. С другой стороны, интуитивные аргументы предполагают, что наивное предсказание P→UPV не столь эффективно. Эти результаты были получены при условии, что v→t известно в уравнении 2.18. На практике, однако, e i будет зависеть от оценки v→t (см. уравнения 2.22 или 2.23), что увеличит его смещение, его дисперсию или и то, и другое, так что некоторая эффективность будет потеряна. Мы исследуем, при каких условиях P→EPV остается приемлемо эффективным в моделировании.
2.3 Случай с низким отношением сигнал-шум
Представьте, что электрод записывает настроенные нейроны, но отношение сигнал-шум низкое, так что сигналы и шум имеют сравнимые амплитуды. Установка высокого порога означает, что многие истинные пики будут пропущены, а установка более низкого порога означает, что будет обнаружено больше истинных пиков, но также и больше «шумовых пиков». Тогда может быть трудно отделить сигналы от шума, и в этом случае сортировка пиков может оказаться слишком сложной, и электрод будет выброшен. Это распространенная проблема.
Наш метод плавно обрабатывает случай с низким ОСШ, рассматривая шумовые всплески так, как если бы они были произведены «шумовым» нейроном, частота срабатывания которого является постоянной по отношению к переменным движения. Все, что нам нужно сделать, это включить плоскую кривую настройки λ(v→;θi)=θi0, которая будет соответствовать электроду в алгоритме кодирования EST. Наш алгоритм предназначен для обработки совместных всплесков, поэтому настоящие всплески будут извлекаться, даже если они возникают вместе с шумом. Это показано в исследовании моделирования. Обратите внимание, что установка шумового нейрона может быть выполнена, если EST загрязнены шумом или нет. Действительно, мы можем проверить статистическую значимость шума, протестировав модель только с шумовым нейроном (один параметр 9).0590 θ 0 i ) по сравнению с моделью с одним нейроном (три параметра с использованием скоростей возбуждения в уравнении 2. 27), затем модели с одним нейроном по сравнению с одним нейроном и шумом, модели с одним нейроном и шумом по сравнению с двумя нейроны и так далее.
На этапе декодирования шумовые нейроны не влияют на предсказание скорости. Чтобы увидеть это, рассмотрим, например, прогноз ML в уравнении 2.21. Поскольку частота срабатывания шумовых нейронов не зависит от v→, вероятность можно разложить на произведение шумовых и других нейронов, так что предсказание скорости будет
P→EtML=argmaxv→(∏шумовые нейроныλieite−λieit!∏настроенные нейроны[λi(v→)]eite−λi(v→)eit!)=argmaxv→(∏настроенные нейроны[λi(v→)]eite −λi(v→)eit!).
Это не зависит от шума.
2.4 Исследование моделирования
Ранее мы предоставили аналитические результаты для сравнения эффективности прогнозов PV на основе традиционной и предложенной парадигм. Прогнозы машинного обучения не позволяют получить приемлемые аналитические результаты, поэтому мы сравниваем парадигмы на основе исследования моделирования, подобного Brockwell et al. (2004). Мы смоделировали поезда с шипами для N нейронов, принимая модифицированные функции настройки косинуса,
λi∗(v→t)=g(ki+miv→t⋅D→i),
(2.26)
где v→t — значение двумерной скорости в момент времени t , k i и m i — положительные константы, определяющие базовую скорострельность и ориентационную чувствительность, а D→i — единица длина ПД. Функция g использовалась для большей или меньшей резкости кривых настройки. Мы использовали г ( x ) = x a , где a < 1 дает кривые настройки шире, чем косинус, а a > 1 делает их более резкими; g ( x ) = exp( x ) также использовалось для получения резкой настройки. Каждому нейрону был назначен случайный PD D→i и случайные значения k i и m i , так что его минимальная частота импульсов была положительной, а максимальная частота импульсов была между 80 и 100 Гц. Эти показатели примерно соответствуют М 1 данные. С учетом скоростей было принято, что количество всплесков имеет распределение Пуассона со средними значениями в уравнении 2.26. Для создания EST мы случайным образом распределили нейронов N на электроды J так, чтобы все электроды регистрировали хотя бы один нейрон. Для создания случая низкого SNR мы добавили пики шума с частотой 100 Гц ко всем электродам. Поскольку максимальная частота возбуждения всех нейронов была установлена между 80 и 100 Гц, многие электроды регистрировали больше шумовых пиков, чем реальных.
При реализации ML-декодирования мы предполагали пуассоновские последовательности всплесков с экспоненциальной косинусоидальной скоростью срабатывания:
λi(v→;θi)=exp(θ0i+θ1ivx+θ2ivy).
(2.27)
Если g = exp в уравнении 2.26, модель, которую мы подгоняем к данным, отличается от генеративной модели, что является реалистичным сценарием, поскольку в реальных приложениях мы вряд ли будем использовать «истинную» модель. Параметры θ i = ( θ 0 i , θ 9059j(v→) для расчетной скорости возгорания электродов. Это дало существенно предвзятые прогнозы. Чтобы понять почему, представьте себе электрод, который регистрирует два нейрона с PD 0 и 180 градусов. Наблюдение за большим числом пиков электрода предполагает, что v→ составляет около 0 или 180 градусов. Подход максимального правдоподобия вынуждает нас выбирать одно из двух значений, что не дает адекватного обобщения информации. Лучшей сводкой было бы условное распределение v → с учетом наблюдаемого количества спайков и частоты срабатывания, которое является результатом байесовских алгоритмов декодирования. Динамическое байесовское декодирование рассматривается в следующей публикации. Чтобы обойти эту проблему здесь, мы оценили скорость возгорания электродов, подгоняя модель в уравнении 2.27 к EST.
Были использованы две траектории скорости. Для исследования декодирования мы предположили, что двумерная скорость v→t прослеживает путь в в течение 12 с, при этом путь определяется как y t = 2 sin ( πt /2), для t ∈ [0, 12], а скорость определяется соответствующими производными. Чтобы проиллюстрировать свойства алгоритма кодирования EST, мы использовали более простую траекторию круговой скорости в течение 12 с с путем x t = 12 cos ( πt /12), y t = 12 sin ( πt /12), для t ∈ [0, 12]. Для этого пути амплитуда скорости остается постоянной, и поэтому кривые настройки могут отображаться как функции направления на круговом графике. Мы обнаружили, что круглые графики четкие и визуально привлекательные.
Открыть в отдельном окне
Траектории, расшифрованные методом максимального правдоподобия традиционным (см. ) и предложенным (см. ) методами. Истинная траектория — плавная жирная линия. В правой части используются те же наборы данных, что и в левой, но к каждому электроду были добавлены шумовые нейроны с частотой 100 Гц. Панели со штрихами показывают декодированные траектории, усредненные по 100 наборам данных, панели без штрихов — декодированные траектории для одного конкретного набора данных. Наборы данных состоят из N = 80 точно косинусоидальных нейронов, случайным образом распределенных по J = 40 электродам. (А) Традиционный подход. Прогнозы скорострельности и скорости получаются из NST. (B) Наивное предсказание. Традиционный подход применяется к электродам, как если бы они были нейронами. (C,D) Гибридный подход. Кривые настройки подгоняются к NST, как в A , но прогнозы скорости рассчитываются на основе EST. (C) P→E и (D) полностью рекурсивный P→Erecur согласно . (E,F) Предлагаемый подход. Кривые настройки и прогнозы получены из EST. (E) P→E и (F) для P→Erecur.
Моделирование было основано на независимых наборах данных о 90 590 N 90 591 нейронах, случайно распределенных по 90 590 J 90 591 электродам. В основном использовались значения N = 80 и J = 40, но другие значения рассматривались по мере необходимости. 12 с в эксперименте были разделены на 400 временных интервалов по 30 мс, и для каждого набора данных были получены прогнозы скорости с использованием всех методов. Мы оценивали качество декодированных скоростей по интегральной квадратичной ошибке (ISE), определяемой как среднее по всем 400 временным интервалам квадрата разности между декодированной и фактической скоростями. ISE представляет собой комбинированную меру систематической ошибки и дисперсии. Чтобы сравнить эффективность прогнозов на основе EST и NST, мы рассчитали для каждого набора данных отношение ISE траекторий, декодированных EST, к ISE прогнозов NST. Коэффициент ISE ниже единицы указывает на то, что подход без сортировки пиков более эффективен, чем традиционный подход. Поскольку отношения ISE варьируются от набора данных к набору данных, мы суммировали их значения для многих смоделированных выборок, используя блочную диаграмму, которая показывает квартили в виде прямоугольника с усами, простирающимися с каждой стороны до 2,5-го и 9-го.7,5-й квантили. Блочные диаграммы — это эффективный способ визуального сравнения нескольких распределений.
Мы разделили этот раздел на две части. Первый иллюстрирует, как работает алгоритм кодирования EST. Во втором представлены результаты исследования моделирования декодирования.
3.1 Иллюстрации алгоритма кодирования EST
Рассмотрим электрод, который регистрирует I = 3 нейрона, истинные частоты которых являются экспоненциальным косинусом, λi∗(v→)=exp(ki+miv→⋅D→i) с предпочтительным направления D→i=0,90 и 180 градусов. Они показаны жирными пунктирными кривыми на . Обратите внимание, что генеративная модель соответствует модели декодирования уравнения 2.27, что гарантирует отображение свойств алгоритма кодирования EST без искажений из-за неправильного выбора модели. Простая траектория круговой скорости использовалась для кругового графического отображения. показывает PSTH EST, из которого мы можем видеть три режима, которые предполагают, что электрод регистрирует по крайней мере три унимодальных нейрона, настроенных на скорость. Именно эту информацию наш алгоритм использует для определения количества нейронов и кривых их настройки. На практике мы не сможем идентифицировать нейроны невооруженным глазом (см., например, рисунки и ). показаны кривые настройки, адаптированные к НСТ y i и кривые настройки, полученные при выполнении алгоритма кодирования EST на EST z ; посадки практически идентичны. показаны начальные значения и первые девять итераций алгоритма. показывает часть EST z , соответствующие части трех ненаблюдаемых NST y i , а также условные ожидаемые NST e i в уравнении 2.14, рассчитанные после сходимости алгоритма. Мы видим, что e i близко к y i , хотя e i носит вероятностный характер и, таким образом, содержит полные и частичные выбросы. показывает, что, хотя мы не сортируем по пикам на основе информации о форме сигнала, алгоритм кодирования EST дает последовательности отсортированных по пикам как побочный продукт кодирования. Как упоминалось в обсуждении, это можно использовать для улучшения сортировки шипов.
Открыть в отдельном окне
(A) Круговой PSTH (PSTH, обернутый вокруг исходной точки) EST с наложенной круговой шлицевой посадкой; A = arctan( v x /v y ) — направление постоянной величины скорости v→. Сплайн-аппроксимация показывает три выпуклости, которые позволяют предположить, что этим электродом регистрируются три или более унимодальных нейронов. EST действительно представляет собой совокупность I = 3 NST, смоделированных из нейронов Пуассона, с частотами, показанными в B, C, D пунктирными кривыми. (B) Истинные скорости стрельбы λi∗ и скорости, адаптированные к NST. (C) Истинные скорости и скорости, оцененные алгоритмом кодирования EST. Вписывается в B и C практически идентичны. (D) Первые 10 итераций алгоритма. Штриховые линии — истинные ставки λi∗, сплошные — текущие оценки. На первой панели показаны начальные значения, которые мы приняли, чтобы PD были равномерно распределены на [0, 2 π ]. Все начальные значения (случайные формы, размеры, размещение) сходились к одному и тому же решению. (E) Наблюдаемые EST z и ненаблюдаемые NST y i трех нейронов. Последовательности всплесков, показанные под каждым NST, представляют собой условные ожидаемые NST в уравнении 2.14 после сходимости алгоритма кодирования EST.
Открыть в отдельном окне
(A) Аппроксимированные скорости (сплошные кривые), полученные с помощью алгоритма кодирования EST, примененного к электроду, который регистрирует I = 3 пуассоновских нейрона с частотами, показанными жирным пунктиром. Поскольку истинные частоты значительно перекрываются, истинные и подобранные частоты не совпадают. (B, C) То же, что и A , для двух других случайных запусков алгоритма. (D) Скорость стрельбы электрода. Истинная скорость выделена жирным пунктиром. Расчетные ставки из панелей А, В, С нарисованы сплошным шрифтом. Все скорости равны и поэтому не различимы невооруженным глазом.
Открыть в отдельном окне
(A) Круговой PSTH загрязненного шумом EST с наложенным круговым сплайном: трудно увидеть, регистрирует ли электрод настроенные нейроны. (B) Амплитуды напряжения электрода, превышающие порог 1. Распределение амплитуд сигнала нейрона наложено. Семьдесят восемь процентов зарегистрированных пиков являются шумом, и было бы трудно отделить шум от реальных пиков. (C) Истинные показатели для нейронов и шума с наложением на NST (не различимы). (D) Предполагаемая кривая настройки нейронов, полученная путем применения алгоритма кодирования EST к загрязненному шумом EST. Подогнанные коэффициенты шума не показаны для ясности. Четыре панели соответствуют четырем наложенным начальным значениям клеверного листа. Установленные скорости не соответствуют истинным, но приблизительно пропорциональны, поэтому они передают аналогичную информацию о параметрах движения.
В этом примере, как и во всех других ситуациях, когда истинные кривые настройки не сильно перекрываются, алгоритм кодирования EST дает подогнанные кривые настройки, которые аналогичны тем, которые получены с помощью обычной процедуры на основе NST. ), для трех прогонов ЭМ, а также истинное значение κ *: четыре кривые неразличимы. иллюстрирует то, что мы ранее называли неидентифицируемостью модели. Позже в исследовании моделирования мы покажем, что неидентифицируемость модели не влияет на эффективность декодирования.
3.1.1 Отделение шума от истинных пиков
Рассмотрим электрод, который регистрирует один нейрон, настроенный на движение, с кривой настройки λ *, показанной на , и чей сигнал имеет максимальную амплитуду, нормально распределенную со средним значением 3 и дисперсией 1. Предположим, что шум на этом электроде нормально распределен со средним значением 0 и дисперсией 1. Мы устанавливаем порог равным 1, чтобы всплеск регистрировался каждый раз, когда напряжение на электроде превышает 1. Шумовой сигнал с указанными характеристиками, дискретизируемый каждую миллисекунду и пороговый уровень 1, соответствует постоянной скорости выброса шума 159Hertz, 3 , также показанный на рис. не будет соответствовать истинному 9приблизительно пропорциональна λ * в каждом случае, что означает, что алгоритм оценивает нейрон с правильными качественными свойствами, чье влияние на декодирование будет подобно действию реального нейрона.
Вместо того, чтобы проиллюстрировать, что шум и спайки могут быть идеально разделены, предполагается, что добавление шумового нейрона для подбора отделяет настроенные и ненастроенные части EST, причем ненастроенная часть состоит из шумовых или ненастроенных нейронов, или того и другого, но потенциально также части настроенных нейронов.
Последнее замечание касается вставки в суставы. Нейрон и шум произвели 2205 и 7965 спайков соответственно; в 348 случаях они произошли одновременно. Это дает в общей сложности 10 170 пиков, из которых только 9822 обнаружены на электроде из-за совместных явлений. Доля спайков нейронов, поврежденных шумом, составляет ничтожные 16%; их может быть трудно извлечь с помощью сортировки шипов. С другой стороны, наш алгоритм предназначен для обработки совместных всплесков. Для решения на второй панели наш алгоритм извлек в общей сложности 10 159пиков, близкое к фактическому числу (10 170), хотя его входной EST содержал только 9822 зарегистрированных пика.
3.1.2 Определение количества нейронов
Для каждого электрода мы должны определить, регистрирует ли он настроенные нейроны, и если да, то сколько. Описанная ранее процедура состоит в сравнении увеличения логарифмической вероятности с критическими значениями AIC, BIC или LRT для все более крупных моделей и остановке, когда увеличение перестает быть значительным.
дает максимальное логарифмическое правдоподобие, достигнутое при установке I нейронов к данным , для I = 0, … 5. Сначала определим, регистрирует ли электрод какой-либо нейрон, настроенный на движение, путем сравнения моделей с I = 0 и I = 1. Первый соответствует постоянной частоте возбуждения для EST, поэтому тусклый (Θ маленький ) = 1 и тусклый (Θ большой ) = 3 для однонейронной модели в уравнении 2. Открыть в отдельном окне . До сих пор мы не обсуждали вопросы реализации, поскольку они не являются центральными в идеях этой статьи. Однако, как и во всех численных алгоритмах, их важно учитывать. Процедура, которую мы приняли здесь, заключается в следующем. Для ясности и согласованности в разделе 2 мы разработали методологию, основанную на последовательностях бинарных шипов. Тем не менее, теория распространяется на цепочки шипов с более грубым бинированием, что является более эффективным в вычислительном отношении. До сих пор мы продемонстрировали, что можем оценить, сколько настроенных нейронов регистрирует электрод, оценить их кривые настройки и отделить шум от истинных спайков. Однако мы также показали, что оценочные кривые настройки не обязательно являются кривыми реальных нейронов, но могут быть кривыми виртуальных нейронов, чья совокупная активность неотличима от активности реальных нейронов, и что отделение шума от реальных спайков больше похоже на разложение EST на настроенные и ненастроенные компоненты. Эти эффекты связаны с неидентифицируемостью модели. В этом разделе мы покажем, что ни неидентифицируемость, ни высокая доля пиков шума не оказывают большого влияния на точность декодирования. Чтобы сэкономить место, мы сообщаем результаты эффективности только для декодирования ML. Декодирование PV в целом было менее эффективным, но во всех случаях давало качественно одинаковые результаты. показывает декодированные траектории ML на основе смоделированных наборов данных N = 80 косинусоидальных нейронов, случайно назначенных J = 40 электродам. Сначала мы проверяем на простых панелях, что предсказания NST и EST оценивают правильную траекторию в среднем по наборам данных. Небольшие отклонения обусловлены различием между генеративной (см. уравнение 2.26) и подобранной моделями (см. уравнение 2.27), а также смещением P→E и P→Erecur. Эффект более выражен в случае низкого SNR, потому что тогда нет электродов с одним нейроном, поэтому ожидаемое количество спайков должно быть рассчитано для всех нейронов. Сосредоточившись теперь на нештрихованных панелях, мы видим, что наивное предсказание P→U плохое и ухудшается в случае сильного шума, как и ожидалось из аналитических результатов в разделе 2. С другой стороны, P→E и P→Erecur сравнивают довольно хорошо сочетаются с традиционным предсказанием NST, и они устойчивы к помехам от шума. Наконец, сравнение предполагает, что декодированные траектории подобны, когда кривые настройки оцениваются по NST или EST. обеспечивает визуальное подтверждение того, что наша парадигма без сортировки спайков хорошо сравнима с традиционной парадигмой, в том числе в случае низкого SNR, когда сортировка спайков будет затруднена. Чтобы обеспечить более количественную оценку, показаны прямоугольные графики отношений ISE (RISE) из 100 смоделированных наборов данных 90 590 N 90 591 = 80 нейронов, случайно назначенных 90 590 J 90 591 = 40 электродам. Последовательные панели соответствуют нейронам, которые настраиваются все более четко, чем косинусоидальные нейроны, с кривой настройки λi∗(v→)=(ki+miv→⋅D→i)a, a = 0,75, 1, 1,5 и 3 соответственно (см. уравнение 2.26). Всегда использовалась одна и та же модель декодирования λi(v→)=exp(θ0i+θ1ivx+θ2ivy) (см. уравнение 2.27). Количество нейронов на электрод определяли с помощью BIC и AIC. Было обнаружено, что последний дает несколько лучшую эффективность, поэтому мы использовали AIC для всех показанных здесь результатов. Открыть в отдельном окне Блок-диаграммы отношений ISE (RISE) для EST по сравнению с предсказаниями скорости NST. Эффективность также зависит от параметров смещения k и k recur при расчете P→E и P→Erecur. Мы воспроизвели для различных значений 90 590 k 90 591 , 90 590 k 90 773 recur 90 774 90 591 , 90 590 N 90 591 и 90 590 J 90 591 (не показано), из чего мы определили, что оптимальным выбором является 27; это дает q = тусклый (Θ большой 9small)=(−1568)−(−1661)=93, что мы сравниваем с χq,(1−α)2/2=3 для LRT с уровнем значимости α = 5%, q = 2 для AIC, и ( q /2) log n = 5,991 для BIC с n = 400, количество интервалов времени, которые мы использовали для подбора моделей. Увеличение логарифмической вероятности значительно превышает все критические значения, не оставляя сомнений в том, что электрод регистрирует по крайней мере один настроенный нейрон. Для определения числа нейронов применяется та же процедура, но с q = 3, так как размерность θ увеличивается на три каждый раз, когда в модель включается дополнительный нейрон. Соответствующие критические значения AIC, BIC и LRT составляют 3, 8,99 и 3,91 соответственно. Максимальное логарифмическое правдоподобие значительно увеличивается до 90 590 I 90 591 = 3 нейрона, но при добавлении четвертого нейрона это увеличение незначительно. Мы заключаем, что электрод регистрирует I = 3 нейрона, правильное число в данном случае. )=-2137, -1464, -1411, -1402, -1402 и -1401 для 9Небольшой) NA 93 126 30 2 1 3.1.3 Вопросы реализации
При реализации всех результатов мы использовали бины по 30 мс. Чтобы подогнать I нейронов, мы взяли начальные значения в виде I кривых настройки с как можно более разбросанными PD, и мы объявили, что алгоритм сходится, когда увеличение логарифмической вероятности остается меньше ∊ = 0,1 для восьми последовательных итераций. При таком выборе и использовании процессора Intel(R) Pentium(R) 4 с тактовой частотой ЦП 3,80 ГГц и 4 ГБ ОЗУ алгоритм кодирования EST занимал в среднем 60 или 20 секунд на электрод, в зависимости от того, помещали ли мы шумовой нейрон в электрод. электрода, и почти в два раза больше при использовании ∊ = 0,2. Эти тайминги основаны на множестве симуляций и оказались независимыми от общего количества нейронов и электродов. Начальные значения, управляемые данными, и лучшие стратегии для определения количества нейронов еще больше ускорят алгоритм. Декодирование также может начинаться до сходимости, поскольку оценочные кривые настройки доступны в любое время, а алгоритм можно оставить для выполнения после сходимости для отслеживания возможных изменений в настройке. 3.2 Расшифровка траектории
Панели с заглавной буквой, например, показывают средний прогноз по 100 наборам данных. Нештрихованные панели показывают прогноз для определенного набора данных. Для высокого и низкого SNR используются одни и те же наборы данных, но шумовые нейроны с пиками на частоте 100 Гц были добавлены ко всем электродам в случае низкого SNR. показывает традиционный прогноз NST, обобщенный в . Кривые настройки экспоненциального косинуса (см. уравнение 2.27) были подобраны к предсказаниям NST и ML скорости, полученным из NST (см. уравнение 2.19).). Случаи с высоким и низким SNR эквивалентны, если предположить, что мы смогли идеально отсортировать EST по скачкам, поэтому мы оставили правую часть графика пустой. показывает наивное предсказание (см. уравнение 2.20), основанное на рассмотрении электродов, как если бы они были нейронами. показывает гибрид между традиционной и предлагаемой парадигмами декодирования. В частности, кривые настройки были приспособлены к NST, как в , но прогнозы были получены из EST, как показано в . для P→E и для рекурсивного предсказания P→Erecur. Наконец, покажите полный метод сортировки без всплесков. Сравнение показывает эффект использования виртуальных, а не реальных нейронов. То есть потенциальная неидентифицируемость кривых настройки (или нейронов), по-видимому, не влияет на качество декодирования. При оценке кривых настройки с использованием алгоритма кодирования EST мы считали, что добавление или отсутствие шумовых нейронов подходит ко всем электродам. Следовательно, эффективность для P→E и P→Erecur суммируется двумя ящичковыми диаграммами (отмеченными E1–E2, F1–F2), соответствующими этим вариантам. Сравнение блоков E1 с E2 и F1 с F2 позволяет предположить, что установка шумовых нейронов на все электроды повышает эффективность декодирования, даже когда последовательности спайков не содержат шумовых спайков (случай высокого SNR). Однако улучшение минимально, когда нейроны имеют острые кривые настройки, такие как λi∗(v→)=(ki+miv→⋅D→i)3. Мы обсудим это далее в конце этого раздела. В дальнейшем мы ссылаемся на диаграммы E2 и F2 при обсуждении эффективности P→E и P→Erecur, что соответствует подгонке шумовых нейронов ко всем электродам и определению количества нейронов с помощью AIC в алгоритме кодирования EST. Каждая прямоугольная диаграмма суммирует распределение 100 RISE, полученных из 100 наборов данных из 90 590 N 90 591 = 80 нейронов, случайно распределенных по 90 590 J 90 591 = 40 электродам. Истинные скорости (косинус) 90 773 90 590 и 90 591 90 774, где 90 590 и 90 591 = 0,75, 1, 1,5 и 3. Подогнанные скорости равны =exp(косинус). В случае низкого SNR ко всем электродам добавлялись шумовые нейроны с частотой 100 Гц. Мы используем ту же номенклатуру, что и . (Вставки B) ПРЕВЫШЕНИЕ наивного предсказания P→U по сравнению с традиционным предсказанием NST P→. (Вставки C, D) РОСТ гибридных прогнозов EST P→E и P→Erecur по сравнению с прогнозами NST P→. Гибридный метод использует EST для декодирования, но NST для кодирования; следовательно, ящичные диаграммы A, B и C используют одни и те же кривые настройки, которые соответствуют реальным нейронам. (Вставки E1-2, F1-2) РАСШИРЕНИЕ прогнозов EST P→E и P→Erecur по сравнению с прогнозами NST v→, с исключением или включением шумовых нейронов в алгоритм кодирования EST.
Теперь, когда для нашего алгоритма установлены хорошие параметры, мы сравним различные методы прогнозирования. RISE наивных предсказаний P → U (вставки A) значительно выше единицы, что подтверждает более ранний аналитический результат о том, что невозможность сортировки последовательностей спайков снижает эффективность декодирования. Предлагаемые прогнозы EST работают намного лучше в случае высокого SNR со средним значением RISE ниже единицы (вставки C, D, E2 и F2), что предполагает, что эффективность может быть фактически достигнута за счет отказа от сортировки пиков. Это предложение не распространяется на случай низкого SNR, поскольку средние значения RISE составляют около единицы. Однако этот результат несправедлив по отношению к нашему методу, поскольку мы полностью игнорировали шум при декодировании из NST, когда, вероятно, было бы очень сложно выполнить сортировку по пику. Наконец, сравнение C с E2 и D с F2 предполагает, что неидентифицируемость нейронов не влияет на эффективность, как мы уже наблюдали в .
До сих пор наши результаты основывались на наборах данных N = 80 нейронов, случайно распределенных по J = 40 электродам. Как обсуждалось ранее, эффективность предлагаемых прогнозов зависит от доли однонейронных электродов. показывает рост декодированных траекторий для 10 наборов данных из 90 590 N 90 591 нейронов с (косинусоидальной) настройкой 90 773 1,5 90 774, случайно назначенных электродам 90 590 J 90 591. Мы использовали N = 80 и N = 40 и пусть J принимает значения от 5 до N . Другие кривые настройки и значения N дали аналогичные результаты. Как и ожидалось из предыдущих аналитических результатов, P→U всегда хуже, чем P→, за исключением случаев, когда 90 590 N 90 591 = 90 590 J 90 591 в ситуации с высоким SNR, и в этом случае они эквивалентны. С другой стороны, P→E и P→Erecur превосходят P→ примерно, когда Дж/N > 25%, что соответствует примерно 10% или более однонейронных электродов. Вероятно, это достигается на практике. Эти выводы также применимы, когда EST сильно загрязнены шумом, хотя прирост эффективности меньше. Но, как упоминалось ранее, сортировка всплесков будет затруднена в случае низкого SNR, поэтому RISE, представленные в и других цифрах, несправедливо наказывают предлагаемый подход.
Открыть в отдельном окне. для 10 наборов данных N нейронов с истинными кривыми настройки (косинус) 1,5 , случайным образом распределенных по J электродам. Мы использовали N = 80 и 40 и пусть J принимает значения от 5 до N . и истинным 9а κ * — субстанционально. иллюстрирует отсутствие соответствия, которое можно ожидать от подбора неправильной модели. Несоответствие обычно приводит к потере эффективности декодирования. Что примечательно, так это то, что алгоритм EST способен устранять несоответствия между неизвестной генеративной моделью и моделью, которую мы выбираем для подгонки к нейронам, и, таким образом, улучшать декодирование. Это происходит отчасти потому, что шумовые нейроны, которые мы подгоняем ко всем электродам, делают модели более гибкими. Это важно в реальном приложении, поскольку мы никогда не используем «правильную» модель. На четвертых панелях экспоненциальная косинусная модель лучше подходит для нейронов с более четкими кривыми настройки λ∗(v→)=(ki+miv→⋅D→i)3, так что традиционный подход NST был (почти) полностью эффективным. . Лучшее соответствие между генеративной и декодирующей моделями также означало, что шумовые нейроны не были крайне необходимы для обеспечения гибкости алгоритма кодирования EST. В этом случае средние значения RISE были около единицы, а это означает, что традиционная и предложенная парадигмы декодирования в среднем были одинаково эффективны. 9i), а истинная скорость электрода κ *. (C) Установленные скорости, полученные с помощью алгоритма кодирования EST, соответствующей установленной скорости электрода и истинной скорости электрода. Предлагаемый метод обеспечивает лучшее соответствие скорости возбуждения электродов с учетом той же модели для скоростей возбуждения нейронов.
Мы предложили новую парадигму декодирования последовательности импульсов, которая полностью исключает сортировку импульсов на основе информации о форме сигнала. Наш подход представляет собой парадигму, а не алгоритм, поскольку его можно использовать с любым из существующих алгоритмов декодирования. В этой статье мы сосредоточились на декодировании вектора населения и максимального правдоподобия. Предстоящая статья посвящена динамическому байесовскому декодированию.
Основываясь на обширном моделировании, мы показали, что при условии, что по крайней мере 10% электродов настроены на соответствующие переменные движения, наша парадигма не менее эффективна, чем традиционное декодирование, основанное на хорошо изолированных нейронах. Наш подход особенно привлекателен по двум причинам. Во-первых, вместо длительной задачи сортировки спайков традиционного подхода он включает точное ожидаемое EM, достаточно быстрое, чтобы его можно было запускать во время декодирования, чтобы зафиксировать потенциальные медленные изменения в состояниях нейронов. Это особенно актуально для нейронных протезов, для которых скорость и вычислительная мощность являются узкими местами. Во-вторых, наша парадигма остается эффективной, даже когда все электроды сильно повреждены шумом, ситуация, которая характерна для хронически имплантированных электродов и делает традиционную сортировку шипов особенно сложной. Кроме того, наш подход, по-видимому, устраняет некоторые неверные спецификации модели, что представляет интерес, поскольку используемые нами статистические модели являются лишь приближениями к истинным моделям, которые генерируют данные.
Хотя наша парадигма действительно избегает сортировки спайков на основе формы сигнала, она неявным образом извлекает идентичность нейронов на основе информации о настройке нейронов, как было показано в . Алгоритм кодирования EST при использовании в сочетании с информацией о форме пикового сигнала одновременно улучшает сортировку пикового сигнала и оценку кривой настройки. Эти методы и результаты представлены в двух следующих статьях с более общими приложениями, чем декодирование. Мы не рассматривали здесь сигналы, потому что наша цель состояла в том, чтобы предложить полную парадигму кодирования и декодирования, которая не требует их. Все, что требуется, — это последовательности импульсов, собранные на записывающих электродах, от пороговой обработки сигнала напряжения с полосовым пропусканием. Более того, включение информации о форме волны в нашу текущую парадигму не улучшит декодирование, поскольку эффективность, представленная на рисунках, одинакова, независимо от того, используем мы настоящие нейроны или нет.
Наш алгоритм кодирования включает предположения, которые трудно оспорить. Мы предполагаем, что движения плавные, так что текущие значения переменных движения содержат информацию об одних и тех же переменных в ближайшем будущем, и что двигательные нейроны широко настроены на эти переменные, полагаясь на большой объем работы, начиная с Georgopoulos et al. (1982). Мы вообще избегали вопросов выбора модели, потому что они не являются специфическими для нашего подхода. Процесс принятия решения о том, как нейроны кодируют переменные движения, будет аналогичен текущей и предлагаемой парадигмам, и будущие исследования, обеспечивающие более совершенные модели кривой настройки, могут быть включены в наш подход, как и в традиционный подход. Чтобы упростить развитие идей, мы далее предположили, что нейроны независимы и пуассоновы, хотя это не влияет на качество наших результатов. Последнее предположение можно было бы отбросить, если бы использовалась модель скорострельности, зависящая от прошлого. Одним из вариантов является неоднородная марковская модель Касса и Вентуры (2001), которая может учитывать такие эффекты, как рефрактерные периоды. Предположение о независимости также можно было бы отбросить, построив зависимости между нейронами в частоте возбуждения, как это было предложено, например, Martignon et al. (2000), Окатан, Уилсон и Браун (2005) и Кулкарни и Панински (2007). Наконец, мы предположили, что нейрон может быть зарегистрирован только одним электродом. Для работы с массивами электродов, для которых один и тот же нейрон может быть зарегистрирован несколькими электродами, можно было бы включить в модель бинарную переменную включения или исключения для каждого нейрона на всех электродах, и пусть они оцениваются алгоритмом EM.
Меня поддержали гранты NIH 2RO1MH064537 и 1R01EB005847.
A.1 Эффективность предложенных и традиционных предсказаний PV
E(P→E)=E(∑i=1NeiD→i)=∑i=1NE(ei)D→iE является линейным оператором=∑i=1NE( zji)λi(v→)κji(v→)D→iпо определению eiв уравнении 2.18=∑i=1N[∑j∈IjiE(yj)]λi(v→)κji(v→)D→iпо определению zjiв уравнении 2 .25.=∑i=1N[∑j∈Ijiλjv→]λi(v→)κji(v→)D→iyj имеет значение λjv→по определению=∑i=1Nλi(v→)D→iпо определению κji(v→) в уравнении 2.24.
Аналогично, E(P→)=E(∑i=1NyiD→i)=∑i=1NE(yi)D→i=∑i=1Nλi(v→)D→i.
Прогнозы P→ и P→E являются двумерными, поэтому мы вычисляем их матрицы дисперсии-ковариации, чтобы оценить их изменчивость. Учитывая x -координата P→, мы имеем
Var(Px)=Var(∑i=1NyiDix)=∑i=1NVar(yiDix)(sinceyi⊥yj)=∑i=1NVar(yi)Dix2=∑i=1Nσi2Dix2,
где σi2 — дисперсия количества спайков y i . Если бы мы предположили, что y i являются пуассоновскими, то мы получили бы σi2=λi(v→). Аналогично для и -координата, имеем
Var(Py)=∑i=1Nσi2Diy2.
Наконец, ковариация между P x и P y равна
Cov(Px,Py)=Cov(∑i=1NyiDix,∑j=1NyjDjy)=∑i=1NCov(yiDix,yiDiy)sinceyi⊥yj=∑i=1Nσi2DixDiy.
Заметим, что если PD распределены равномерно и если σ i примерно одинаково для всех нейронов, Cov( P x , P y ) ≐ 0,
Для работы с Var(P→ E), мы сначала перепишем P→E как
P→E=∑i=1NeiD→i=∑i=1Nzjiλi(v→)κji(v→)D→i=∑j=1Jzj∑i∈Ijλi(v→)κji(v→)D→i ,
переключением суммирования по нейронам на суммирование по электродам. Поскольку z i независимы (а ei′ не были), Var(P→E) теперь легче обрабатывать. В частности, для координаты x
Var(PEx)=∑j=1JVar(zj)(∑i∈IjλiκjiDix)2=∑j=1J[∑i∈IjVar(yi)](∑i∈IjλiκjiDix)2=∑j=1J[∑i ∈Ijσi2](∑i∈IjλiκjiDix)2,
и аналогично
Var(PEy)=∑j=1J[∑i∈Ijσi2](∑i∈IjλiκjiDiy)2,
пока
Cov(PEx,PEy)=∑j=1J[∑i∈Ijσi2](∑i∈IjλiκjiDix)(∑i∈IjλiκjiDiy).
Матрицы дисперсии-ковариации P→ и P→E нельзя сравнивать без каких-либо ограничений на σi2=Var(yi). Не слишком ограничительно предположить, что Var(yi)=αλi(v→), α ∈ R + , что означает, что дисперсия подсчетов спайков пропорциональна их средним значениям. Это происходит, например, когда число всплесков представляет собой чрезмерно или недостаточно рассредоточенные случайные величины Пуассона; дело α = 1 соответствует цепочкам шипов Пуассона. При этом предположении
Var(PEx)=α∑j=1J[(∑i∈IjλiDix)2∑i∈Ijλi]
а также
Var(Px)=α∑i=1NλiDix2=α∑j=1J(∑i∈IjλiDix2).
Как Var( P x ), так и Var( P Ex ) являются суммами положительных величин по электродам. Применение неравенства Коши-Шварца дает
(∑i∈IjλiDix)2≤(∑i∈Ijλi)(∑i∈IjλiDix2),
для Дж = 1, …, J , что, в свою очередь, подразумевает
Var-Cov(P→E)≤Var-Cov(P→),
где неравенство относится ко всем элементам матриц.
A.2 Эффективность декодирования снижается, если мы используем электроды вместо хорошо изолированных нейронов
Мы предлагаем перспективу прогнозирования движения, чтобы объяснить, почему декодирование с изолированных нейронов может быть лучше, чем декодирование с электродов. Предположим, что электрод регистрирует два нейрона с частотой возбуждения в . показывает скорость κ(v→), индуцированную этими нейронами на электроде. Мы нанесли на график скорость подсчета всплесков на бины по 30 мс и предположили, что v→ имеет постоянную величину с направлением, изменяющимся в пределах [0, 2 № ]. Счетчики всплесков варьируются в зависимости от их ожиданий, которые представлены пунктирными линиями 2 σ i с каждой стороны λi(v→). Без ограничения общности мы использовали σi=λi(v→), согласующуюся с подсчетами Пуассона. Теперь предположим, что z = 12 импульсов детектируются на электроде во временном бине, изображенном горизонтальной линией на . Взаимосвязь между числом импульсов и кривыми настройки подразумевает, что скорости, которые могли бы дать такой счет, находятся приблизительно между 0,44 и 5,17 радиан. С другой стороны, если мы знаем, что нейрон 1 дал y 1 = 10 раз и нейрон 2 y 2 = 2 раза, отсюда получаем, что скорость находится между 0,37 и 3,4 на основе нейрона 1 и между 0 и 2,46 или между 5,02 и 2 1 π на основе нейрона 2. Когда мы объединяем два источника информации, скорость составляет примерно от 2,46 до 3,4, что является более точным прогнозом, чем на основе электрода.
Открыть в отдельном окне
(A) Кривые настройки λ(v→) двух нейронов. (B) Кривая настройки электрода κ(v→)=1−(1−λ1(v→))(1−λ2(v→)). Счетчики всплесков различаются в зависимости от их ожиданий, представленных пунктирными линиями 2σi=2λi(v→) с каждой стороны λi(v→). Предположим, что в момент времени t , z = 12 спайков регистрируются с электрода, изображены горизонтальной линией в B ; взаимосвязь между количеством всплесков и кривыми настройки подразумевает, что скорость находится между 0,44 и 5,17 радиан, интервал отмечен толстой линией на оси x в B . Если бы мы знали, что нейрон 1 выбросил y 1 = 10 раз, а нейрон 2 y 2 = 2 раза, мы бы сделали вывод, что скорость была между 0,37 и 3,4 на основе нейрона 1, и между 0 и 2,46 или между 5,02 и 2, π по нейрону 2; эти интервалы отмечены толстыми линиями по осям x в A . Объединение двух источников информации поместит скорость на пересечение этих интервалов, которая находится между 2,46 и 3,4 радиана, что является более точным прогнозом, чем предсказание, основанное на подсчете импульсов электрода в B .
1 В уравнении 1.1 обычно используются подсчеты всплесков в больших интервалах времени. Мы пропустили этот шаг, потому что он не имеет решающего значения для развития идей во введении и во избежание избыточных обозначений.
2 Решения этой проблемы могут существовать в рамках теории групп. Строгое доказательство здесь кажется слишком трудным.
3 Вероятность всплеска в интервале 1 мс равна Pr( Z > 1) = 0,159, где Z равно Нормальному (0,1).
- Барбьери Р., Фрэнк Л.М., Нгуен Д.П., Квирк М.С., Соло В., Уилсон М.А. и др. Динамический анализ кодирования информации нейронными ансамблями. Нейронные вычисления. 2004;16(2):277–307. [PubMed] [Академия Google]
- Броквелл А.Е., Касс Р.Е., Шварц А.Б. Статистическая обработка сигналов и моторная кора. Труды IEEE. 2007; 95: 881–898. [Бесплатная статья PMC] [PubMed] [Google Scholar]
- Brockwell AE, Rojas A, Kass RE. Рекурсивное байесовское декодирование сигналов моторной коры путем фильтрации частиц. Журнал нейрофизиологии. 2004; 91:1899–1907. [PubMed] [Google Scholar]
- Brown EN, Frank LM, Tang D, Quirk MC, Wilson MA. Статистическая парадигма для декодирования последовательности нервных импульсов, применяемая для прогнозирования положения на основе ансамблевых паттернов возбуждения клеток места гиппокампа крысы. Журнал неврологии. 1998;18:7411–7425. [Бесплатная статья PMC] [PubMed] [Google Scholar]
- Brown EN, Kass RE, Mitra PP. Анализ данных множественных нейронных импульсов: современное состояние и будущие задачи. Неврология природы. 2004; 7: 456–461. [PubMed] [Google Scholar]
- Кармена Дж.М., Лебедев Р.Е., Крист Дж.Е., О’Доэрти Дж.Е., Сантуччи Д.М., Димитров Д.Ф. и соавт. Обучение управлению интерфейсом мозг-машина для достижения и захвата приматами. PLoS биол. 2003; 1: 193–208. [Бесплатная статья PMC] [PubMed] [Google Scholar]
- Демпстер А.П., Лэрд Н.М., Рубин Д.Б. Максимальная вероятность из неполных данных с помощью алгоритма EM (с обсуждением) J. of the Royal Statistical Society B. 1977;39(1):38. [Google Scholar]
- Fee MS, Mitra PP, Kleinfeld D. Изменчивость внеклеточных спайковых волн нейронов коры головного мозга. Дж. Нейрофизиол. 1996;76:3823–3833. [PubMed] [Google Scholar]
- Георгопулос А.П., Каласка Дж.Ф., Каминити Р., Мэсси Дж.Т. О взаимосвязи между направлением двумерных движений рук и разрядом клеток моторной коры приматов. Дж. Нейроски. 1982;2:1527–1537. [Бесплатная статья PMC] [PubMed] [Google Scholar]
- Георгопулос А.П., Кеттнер Р.Э., Шварц А.Б. Моторная кора приматов и свободные движения рук к визуальным целям в трехмерном пространстве. II. Кодирование направления движения популяцией нейронов. Неврология. 1988; 8: 2928–2937. [Бесплатная статья PMC] [PubMed] [Google Scholar]
- Георгопулос А.П., Шварц А.Б., Кеттнер Р.Е. Нейронная популяция, кодирующая направление движения. Наука. 1986; 233:1416–1419. [PubMed] [Академия Google]
- Harris KD, Henze DA, Csicsvari J, Hirase H, Buzsaki G. Точность разделения шипов тетрода, определяемая одновременными внутриклеточными и внеклеточными измерениями. J Нейрофизиол. 2000; 84: 401–414. [PubMed] [Google Scholar]
- Hochberg LR, Serruya MD, Friehs GH, Mukand JA, Saleh M, Caplan AH, et al. Нейронный ансамбль управления протезами человека с тетраплегией. Природа. 2006; 442: 164–171. [PubMed] [Google Scholar]
- Касс Р.Е., Вентура В. Вероятностная модель с шипами. Нейронные вычисления. 2001; 13:1713–1720. [PubMed] [Академия Google]
- Касс Р.Э., Вентура В., Браун Э.Н. Статистические вопросы анализа нейронных данных. Дж. Нейрофизиология. 2005; 94:8–25. [PubMed] [Google Scholar]
- Кулкарни Дж. Э., Панински Л. Модели с общим входом для данных множественных нейронных импульсов. Сеть: вычисления в нейронных системах. 2007; 18: 375–407. [PubMed] [Google Scholar]
- Левицки М.С. Обзор методов сортировки спайков: обнаружение и классификация нейронного потенциала действия. Сеть: комп. Нейронная система. 1998; 9: Р53–Р78. [PubMed] [Академия Google]
- Мартиньон Л., Деко Г., Ласки К., Даймонд М., Фрайвальд В., Ваадия Э. Нейронное кодирование: временные паттерны высшего порядка в нейростатистике клеточных ансамблей. Нейронные вычисления. 2000;12:2621–265. [PubMed] [Google Scholar]
- Moran DW, Schwartz AB. Моторная корковая репрезентация скорости и направления при достижении. Дж. Нейрофизиол. 1999; 82: 2676–2692. [PubMed] [Google Scholar]
- Мусаллам С., Корнейл Б.Д., Грегер Б., Шербергер Х., Андерсен Р.А. Когнитивные управляющие сигналы для нейропротезирования. Наука. 2004; 305: 258–262. [PubMed] [Академия Google]
- Нил Р.М., Хинтон GE. Представление алгоритма EM, оправдывающее добавочные, разреженные и другие варианты. В: Джордан М., редактор. Обучение графическим моделям. Клювер Академик; Норвелл, Массачусетс: 1999. [Google Scholar]
- Окатан М., Уилсон М.А., Браун Е.Н. Анализ функциональной связности с использованием сетевой модели вероятности ансамблевой нейронной активности. Нейронные вычисления. 2005; 17:1927–1961. [PubMed] [Google Scholar]
- Pouzat C, Delescluse M, Voit P, Diebolt J. Улучшенная сортировка всплесков путем моделирования статистики срабатывания и затухания амплитуды всплеска в зависимости от всплеска: метод Монте-Карло с использованием цепи Маркова. Дж. Нейрофизиол. 2004;91(6):2910–2928. [PubMed] [Google Scholar]
- Salinas E, Abbott LF. Векторная реконструкция по темпам стрельбы. Журнал вычислительной неврологии. 1994; 1:89–107. [PubMed] [Google Scholar]
- Sanger TD. Оценка плотности вероятности для интерпретации кодов нейронной популяции. Дж. Нейрофизиология. 1996;76(4):2790–2793. [PubMed] [Google Scholar]
- Сантанам Г., Рю С.И., Ю Б.М., Афшар А., Шеной К.В. Высокопроизводительный интерфейс мозг-компьютер. Природа. 2006; 442:195–198. [PubMed] [Google Scholar]
- Schwartz AB. Корково-нейронные протезы. Ежегодный обзор неврологии. 2004; 27: 487–507. [PubMed] [Google Scholar]
- Шохам С., член парламента, Норманн Р. А. Надежная автоматическая сортировка пиков с использованием смесей многомерных распределений. Дж. Нейроски. Методы. 2003; 127:111–122. [PubMed] [Google Scholar]
- Шохам С., Панински Л.М., Товарищи М.Р., Хацопулос Н.Г., Донохью Д.П., Норманн Р.А. Статистическая модель кодирования для первичного моторного кортикального интерфейса мозг-машина. IEEE транс. по биомедицинской инженерии. 2005;52(7):1312–1322. [PubMed] [Академия Google]
- Taylor DM, Tillery S.I. Helms, Schwartz AB. Прямой кортикальный контроль трехмерных нейропротезных устройств. Наука. 2002; 296:1829–1832. [PubMed] [Google Scholar]
- Truccolo W, Eden UT, Fellos MR, Donoghue JP, Brown EN. Структура точечного процесса для связывания активности нейронных всплесков с историей всплесков, нейронным ансамблем и внешними ковариантными эффектами. Дж. Нейрофизиология. 2005;91:1074–1089. [PubMed] [Google Scholar]
- Wessberg J, Stambaugh CR, Kralik JD, Beck PD, Lauback M, Chaplin JK, et al. Предсказание траектории руки в реальном времени ансамблями корковых нейронов у приматов.
