Расчет расхода электродов: Расход электродов – определяем предстоящие затраты при сварке + Видео
Содержание
Расчет расхода электродов при ручной дуговой сварке
Главная » Статьи » Расчет расхода электродов при ручной дуговой сварке
Нормы расхода электродов при сварке – методики и особенности расчета
Сварочное «искусство» в последнее время набирает огромные обороты развития. Появились новые методы сварки, которые вовсе не требуют вмешательства человека, и модернизируются старые и надежные способы ручной сварки. Если вам интересно узнать о сварке тонкого металла и об особенностях электродов для обеспечения сварочных процессов, то рекомендуем прочитать данную статью.
Аппараты для электрической дуговой сварки могут применяться, в том числе, и для резки металлических элементов и конструкций. Для получения лучших результатов рекомендуется использовать специальные электроды для резки металла, различающиеся по конструкции и используемым при их изготовлении материалам.
Расчет режима сварки довольно трудоемкий процесс. Однако эта статья поможет вам пошагово сделать его гораздо легче. Мы детально описали типы режимов расчета сварки в углекислом газе.
Мы детально описали типы режимов расчета сварки в углекислом газе.
stalevarim.ru
Расход электродов
Подсчет расхода сварочных электродов необходим еще на первоначальном этапе, когда вы только начинаете планировать работы по сварке.
Для того чтобы как можно точнее рассчитать нужное количество электродов, вам нужно будет учитывать главные факторы: массу наплавленного металла, норму расхода сварочных электродов и длину шва.
Если все расчеты будут произведены правильно и максимально точно, то и сам процесс сварки будет эффективным.
Норма – максимальная величина абсолютного расхода сварочного материала, других материалов, например, топлива, электроэнергии. В том числе, сюда можно отнести расход энергии живого труда в соотношении на единицу производимой продукции.
Например, если говорить о норме расхода электродов, газов, флюсов, соотношение приходится на производство одного изделия в соответствии со всеми техническими требованиями либо на процесс сваривания одного метра шва металла.
Отмечают классификацию, разработанную на основе степени выполняемой работы. Данная классификация включает в себя пооперационные, подетальные, узловые и поиздельные нормы.
К пооперационной норме относят нормы, которые были установлены в соответствии с выполняемой технологической операции, то есть норма расхода электродов в процессе сварки. Поодетальные нормы – это нормы, которые определяет затраты труда при изготовлении конкретной детали металла.
С помощью узловых и поиздельных норм устанавливаются расходы материалов как на каждый конкретный узел в отдельности, так и на материал в целом. Для разработки поиздельных норм использовали узловые нормы. Последние же, были основаны на подетальных нормах. Как видно, все нормы взаимосвязаны между собой.
Расход электродов при сварке представляет собой определенную величину, расчет которой ведут специалисты. Они же будут выполнять все работы по сварке материала. Это значительно облегчает работу, так как все расчеты будут соответствовать всем нюансам, связанными со сварочными работами.
Для расчета расходов электродов при сварке разработано множество методик. Например, в некоторых странах применяют методику по определению нужного количества электродов с помощью массы металла. Поэтому единицей измерения становятся килограммы. Для того чтобы рассчитать количество электродов необходимо произвести вычисления по данной формуле: Н=М*Красх., где М — масса металла, а сокращенное Красх. — коэффициент расхода электродов.
С целью вычисления массы металла нужно перемножить площадь поперечного сечения металла с плотностью и длиной шва. Рассчитывая коэффициент расхода электродов, помните что угар, разбрызгивание металла, длина огарка существо влияют на выходные данные. Все они непосредственно зависят от марки электрода. Обычно это коэффициент равен 1,6, но в сварке нержавеющих и огнеупорных элементов коэффициент может быть равен 1,8.
Если возникают трудности с расчетом массы в теории, то пора переходить к практике. Для начала нужно выполнить сварочные работы с металлом определенного количества подходящей марки электрода. Необходимо использовать тот же тип соединения, тот же режим сварочного тока и положение в пространстве. Потом определите длину шва и рассчитайте необходимое количество электродов.
Необходимо использовать тот же тип соединения, тот же режим сварочного тока и положение в пространстве. Потом определите длину шва и рассчитайте необходимое количество электродов.
Так как расходы сварочных электродов растет, то на ум приходит вопрос о том, как же сэкономить электроды в процессе сварки. Ответ прост: контролируйте полное соответствие типа, показателей силы тока и напряжения электродов.
Кроме того, используйте при расчетах автоматическую/полуавтоматическую сварку. Такие виды сварочных работ способствуют уменьшению расходом электродов при сварочных работах. В процессе ручной сварки процент показателя равен 5%, а при автоматической и полуавтоматической – менее 3 %.
Все необходимые показатели плавления металла напрямую зависят от технологии плавления и глубины емкости печи. Среди всех показателей, основными, определяющие эффективность электроплавки являются производительность, мощность и расход электроэнергии на 1 тонну расплавленной стали, а также расход электродов на тонну металла, в данном случае, стали.
Существуют определенные инженерно-технические нормы расхода сварочных работ. Согласно производственным нормативам указывается расход сварочных электродов при сварке труб из легированных сталей. Сюда относят дуговую ручную сварку, автоматическую, комбинированную и т.д.
Для того чтобы осуществить процесс аргонодуговой, дуговой, комбинированной сварки, необходимо принимать во внимание некоторые особенности сварочных соединений, то есть строгое соответствие государственным стандартам, размеры и нормы. Все электроды принято делить на шесть групп. Первую группу составляют электроды, коэффициент которых равен 1,4. Если электрод не соответствует ни одному коэффициенту, то рассчитывать норму расхода нужно по формуле Н=МхК, где H –это значение расхода электродов, М – как уже было отмечено, масса, K – коэффициент.
Ведя расчеты электродов при ручной дуговой и аргодуговой сварке в горизонтальном пространственном положении стыков, воспользуйтесь поправочными K. Для вольфрамового коэффициента К=1, для аргонового K=1, 43. Кроме того, допустима сварка патрубков, расположенных на поверхности трубопровода перпендикулярно оси трубопровода под углом в 90 градусов. Если патрубок находит снизу или с боковой стороны, коэффициенты будут другими.
Кроме того, допустима сварка патрубков, расположенных на поверхности трубопровода перпендикулярно оси трубопровода под углом в 90 градусов. Если патрубок находит снизу или с боковой стороны, коэффициенты будут другими.
Таблица коэффициентов электродов в соотношении к маркам электродов
myfta.ru
Подсчет расхода электродов
- Дата: 29-06-2015
- Просмотров: 375
- Рейтинг: 24
Во время сварки применяются присадочные изделия, они участвуют в расплавлении материала, формировании шва. При подготовке сварочного процесса необходимо учитывать расход электродов. Этот показатель будет зависеть от вида материала, метода сварки. При расчете учитывается норма расхода, для вычисления применяются специальные формулы. Стоит отметить, что применение автоматической или же полуавтоматической сварки в разы выгоднее, так как сокращаются затраты на необходимые материалы.
Схема образования и отрыва капель при сварке без замыкания дугового промежутка.
Как провести расчет?
Расчет расхода электродов может осуществляться несколькими методами, их подбор зависит от условий работы. Лучше всего, если расчет будет проводить специалист, он сможет точно определить, есть ли необходимость замены расходных материалов, какие меры можно принять для сокращения стоимости сварки.
Лучше всего, если расчет будет проводить специалист, он сможет точно определить, есть ли необходимость замены расходных материалов, какие меры можно принять для сокращения стоимости сварки.
Среди методов следует отметить:
Теоретический расчет. Сегодня существует несколько методик, которые позволяют точно определить количество присадочного материала. Обычно для работы применяется формула:
Н = М * К, где
Положение электрода при сварке.
- М — наплавляемый металл, масса в килограммах;
- К — специальный коэффициент.
Но при использовании такой формулы надо учесть следующее:
- для расчета требуется значение площади поперечного сечения, оно умножается на плотность обрабатываемого материала, на длину сварного шва;
- придется учитывать и марку присадки.
Даже если все расчеты проведены правильно, стоит прибавить 5-7% к полученным данным, чтобы в самый неподходящий момент не пришлось прерывать процесс и отправляться в магазин.
Практический метод расчета. Каким должен быть расход электродов, как его рассчитать? Надо правильно определить массу металла, после чего провести тестовые сварные работы. После их окончания замеряется огарок, учитывается сила тока, напряжение, длина сварного получившегося шва. На основании полученных данных определяется количество присадочных материалов, которое необходимо для получения определенной длины сварного шва. Следует учесть, что все условия работы требуется повторять в точности, включая угол положения и внешние данные. В противном случае данные окажутся бесполезными. Обычно таким методом пользуются, если нет возможности брать табличные данные. Но он ничем не хуже табличного, особенно если повторить эксперимент 3-4 раза. В итоге результаты получатся гораздо точнее.
Как уменьшить расходные данные?
Способы выполнения швов при сварке.
С целью экономии расхода электродов при сварке требуется соблюдать определенные условия:
- Во время настройки аппарата необходимо, чтобы напряжение, сила тока полностью соответствовали выбранному присадочному изделию.

- Если требуется значительная экономия количества электродов, то лучше всего использовать автоматический/полуавтоматический процесс, который при отличном качестве обеспечивает хорошее сокращение объема расходных изделий.
- Сокращение расхода электродов может наблюдаться и при изменении их положения во время сварочного процесса.
Если правильно выбрать метод экономии, то можно добиться примерно 30% сокращения присадочных материалов.
Процесс будет не таким затратным, но при этом его качество сохранится на должном уровне.
Какими могут быть затраты?
Нормы расхода электродов могут быть различными. Они зависят от вида сварочного процесса, от обрабатываемого металла. Можно отметить следующие значения сварочных электродов:
При сварке нержавеющей, малоуглеродистой стали:
- сварочная проволока: на 1 т — 8,1-9,7 кг, на 100 м² при толщине в 1,2-3 мм — 7,6-23 кг;
- двуокись углерода: на 1 т — 7,2-10 кг, на 100 м² при толщине в 1,2-3 мм — 6,8-24 кг;
- флюс: на 1 т — 8-10 кг, на 100 м² при толщине в 1,2-3 мм — 7,5-23 кг.

Если проводится сварка воздуховодов, то понадобится 28-32 кг материала на каждую тонну.
https://moyasvarka.ru/www.youtube.com/watch?v=v4L8XYbfD9s
При сварке алюминия, сплавов на основе алюминия:
- алюминиевая проволока: на 100 м² — 5-7 кг, на 1 м сварочного шва (на 2-3 мм) — 0,1-1,16 кг;
- при ручной аргоновой: на 100 м² — 1800-2700 л, на 1 м сварочного шва (на 2-3 мм) — 40 л;
- автоматическая/полуавтоматическая: на 100 м² — 700-1100 л, на 1 м шва (на 2-3 мм) — 12-16 л;
- вольфрамовые проволоки: на 100 м² — 10-15 кг, на 1 м шва (на 2-3 мм) — 02 г.
Расход электродов при сварке может быть различным, для вычисления его точного значения необходимо пользоваться специальными таблицами, формулами, нормами, которые позволяют определить все показатели в точности. При выборе оптимального режима и метода можно сэкономить на присадочных изделиях около 5%, а если покупать качественную присадку, то можно смело прибавлять еще пару процентов.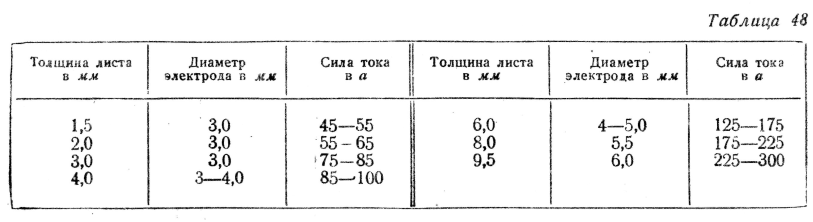 Если учесть весь объем проделанных работ, то экономия получается существенной.
Если учесть весь объем проделанных работ, то экономия получается существенной.
moyasvarka.ru
Расчет расхода электродов на 1 м шва
- 19 ноября
- 144 просмотров
- 33 рейтинг
Оглавление: [скрыть]
- Общие формулы для расчета
- Расчет поправочного коэффициента
Расход электродов на 1 м шва является важным показателем при составлении сметы на проведение сварочных работ. От точности расчета зависят экономические показатели всего проекта. Расчет расхода электродов должен производить опытный сварщик, хорошо разбирающийся в марках продукции и методиках сварочного процесса. Он должен учесть все нюансы предстоящих работ.
Схема сварочного электрода.
Общие формулы для расчета
За норму расхода принимается максимальное количество материалов, необходимых для производства сварочных работ. Нормирование должно учитывать расход электродов на сварку, прихватки и проведение правки способом «холостых валиков»:
Н = Нсв + Нпр + Нпр.
Норма на прихваточные работы и определяется в процентном отношении от расхода на основные работы:
- при сварке стали толщиной до 12 мм — 15%;
- при сварке стали толщиной более 12 мм — 12%;
- при сварке алюминиевых и титановых сплавов — до 20%.
Норма на правку изделий из алюминиевых и титановых сплавов составляет:
- для алюминия толщиной до 8 мм — 30%;
- для алюминия толщиной более 8 мм — 25%;
- для титана — 35-40%.
Марки электродов и их предназначение.
Расход электродов при изготовлении металлоконструкций определяется поузловыми, подетальными, поиздельными или пооперационными нормами. Все они связаны между собой и вычисляются исходя из расчета затрат материалов на 1 м сварного шва. Для конкретных типоразмеров затраты регламентируются согласно СНиП.
В расходную часть входит масса наплавленного металла и технологические потери:
N = M*K,
где N — норма расхода на 1 м,
M — масса наплавленного металла на 1 м,
K — коэффициент потерь.
Масса присадки на один метр шва (M) рассчитывается как произведение площади поперечного сечения (S), плотности материала (ρ) и длины шва (L = 1 м):
M = S* ρ* L
Площадь поперечного сечения берется по факту, а плотность материала — из справочной литературы. Для рядовых сталей она равняется 7,85 г/см³.
Вернуться к оглавлению
Значение коэффициента (K) включает в себя технологические потери на угар, разбрызгивание и огарки. Оно зависит от применяемых методов и режимов сварки, типов сварных материалов, сложности условий проведения работ.
Коэффициент отношения расхода материала к наплавленной массе для различных типов электродов приведен в таблице.
Таблица расхода электродов.
Данный показатель учитывает потери на разбрызгивание и угар, а также на огарок. При расчете потерь на огарок был взят огарок длиной 50 мм, остающийся от стандартного электрода длиной 450 мм. Если фактические значения длин отличаются, то применяют поправку.
λ = (lэ — 50)/(lэ — lо),
где lэ — длина электрода,
lо — длина огарка.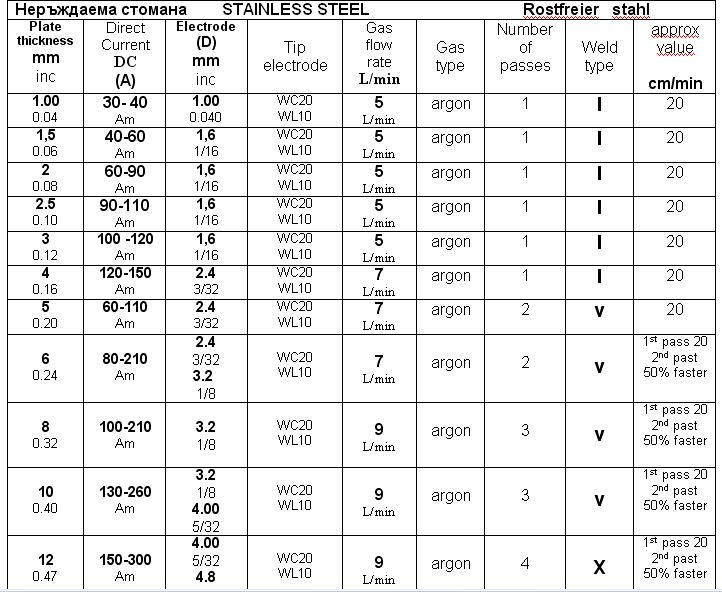
Значения потерь на разбрызгивание, угар и огарок указываются в паспортной характеристике сварочных материалов.
Сложность работ определяется расположением сварного шва. В случаях, если оно отличается от нижнего, вносят следующие поправочные коэффициенты:
- для расположенного в наклонной плоскости — 1,05;
- для расположенного в вертикальной плоскости — 1,10;
- для потолочного- 1,20.
Учесть все тонкости работ по сварке металла, основываясь только на теоретических расчетах, достаточно сложно. И хотя в СНиП подробно описаны нормы при различных видах сварки, рекомендуется провести испытательные работы.
Контрольные работы проводятся в тех же условиях и с применением тех же материалов, что и проектируемые. Для обеспечения бесперебойности процесса и предотвращения задержек, связанных с непредвиденными затратами материала, закупку материалов следует проводить с запасом 5-7%.
С целью экономии присадочных материалов необходимо соблюдать соответствующую им настройку напряжения и силы тока. Экономия может быть достигнута и изменением угла наклона руки в процессе сварки.
Экономия может быть достигнута и изменением угла наклона руки в процессе сварки.
В изделиях, где не требуется особой плотности соединения, используются прерывистые швы 50-150 мм с расстоянием между ними 100-300 мм и более. За счет этого происходит значительная экономия времени и уменьшается расход электродов.
С целью значительного уменьшения затрат на проведение работ рекомендуется использовать автоматическую сварку, которая обеспечивает высокую производительность и позволяет экономить за счет уменьшения площади поперечного сечения, не уменьшая качество стыка. Комплекс мер может в результате дать экономию до 30%.
expertsvarki.ru
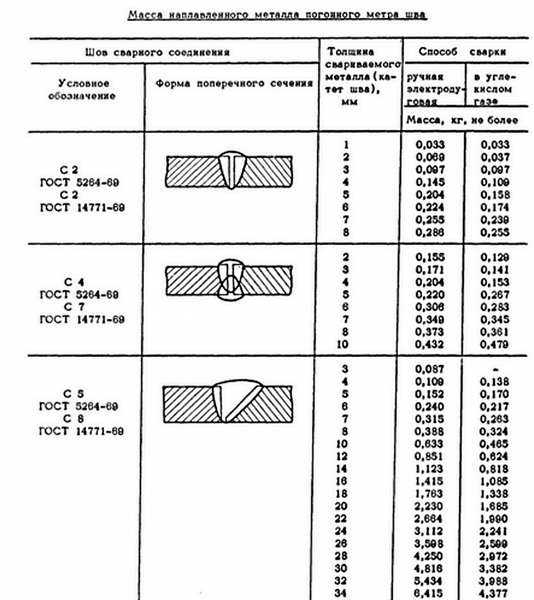
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
Нижнее | 1 | 0 | 0,02 |
1. | 0,5 | 0,02 | |
2 | 1 | 0,03 | |
3 | 1,5 | 0,05 | |
Нижнее | 4 | 2 | 0,13 |
5 | 2 | 0,16 | |
6 | 2,5 | 0,21 | |
7 | 3 | 0,28 | |
Горизонтальное | 1 | 0 | 0,02 |
1,5 | 0,5 | 0,03 | |
2 | 1 | 0,04 | |
3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
5 | 2,5 | 0,20 | |
6 | 3 | 0,25 | |
7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
5 | 2 | 0,13 | |
6 | 2,5 | 0,14 | |
7 | 3 | 0,16 |
 5
5Угловые соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
5 | 12,5 | 0,10 | 0,11 | 0. | 0,13 |
6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
 11
11Тавровые соединения
масса наплавленного металла, кг/1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
3 | 9 | 0,08 | 0,10 | 0,09 | 0. |
3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
11 | 121 | 1,03 | 1,08 | 1. | 1,23 |
12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
 09
09 12
12V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Зазор, мм | Нижнее | Нижнее | Вертикальное | Потолочное | Горизонтальное |
4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
14 | 2 | 0,86 | 1,02 | 1. | 1,60 | 1,17 |
15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
 34
34Первый и подварочный проход при сварке V-образного соединения
Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
Нижнее | 6-12 | 0,10 | 3,0 |
Нижнее | > 12 | 0,15 | 4,0 |
Вертикальное | > 8 | 0,15 | 3,0 |
Горизонтальное | > 8 | 0,15 | 3,0 |
Потолочное | >10 | 0,10 | 3,0 |
‹ Расход электродов
Содержание
Примерное соответствие отечественных электродов зарубежным ›
Расчет расхода электродов при сварочных работах
Большую роль в производственных и строительных процессах играет планирование. Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции. Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции. Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Говоря о сварке, нужно уточнить, что расход электродов имеет большое значение по большей части только для крупных производств, где задействовано огромное количество расходников. Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Содержание статьи:
- 1 Что влияет на расход электродов?
- 2 Расчеты в теории и на практике
- 3 Погрешности, возникающие при расчетах
- 4 Сколько электродов содержится в 1 кг?
- 5 Как вычислить расход на 1 т металла?
- 6 Стандартный расход электродов
- 7 Как рассчитывается расход на метр шва?
- 8 Как рассчитывается расход при сварке труб?
- 9 Способы экономии материалов
- 10 Таблицы расходов
- 10.
 1 Расход на килограмм наплавленного металла
1 Расход на килограмм наплавленного металла - 10.2 Соединения без скоса кромок
- 10.3 Угловые соединения
- 10.4 Тавровые соединения
- 10.5 Первый и подварочный проход при V-образном соединении
- 10.
- 11 Заключение
Что влияет на расход электродов?
Прежде чем приступать к расчетам расхода, нужно выяснить, что именно на него влияет. Есть несколько главных параметров от которых зависит расход:
- длина и глубина шва;
- вес наплавленного металла, определяемый относительно всей конструкции;
- вес наплавленного металла на метр шва;
- тип сварочных работ.
Расход зависит от нескольких факторов, которые в совокупности могут дать довольно большие цифры. Именно поэтому очень важно провести предварительные расчеты и только после этого заказывать электроды и приступать к работам.
Расчеты в теории и на практике
Расход тех или иных электродов является табличным значением, однако их можно вычислить и самостоятельно. Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
H = M*K
- M — вес конструкции;
- К — коэф. расхода, берущийся из справочной литературы (1,5 — 1,9).
Второй метод рассчитывается по формуле:
G = F*L*M
- F — площадь поперечного сечения;
- L — длина шва;
- М — вес 1 куб. см расходников.
Это все теоретические расчеты, но на практике большое значение также имеют огарки, сила тока и напряжение, а также длина соединения.
Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
- режим сварки и токи;
- особенности электродов, которыми ведутся работы;
- мастерство сварщика и т.
 д.
д.
Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность. Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Сколько электродов содержится в 1 кг?
После того как все данные по необходимому объему материалов получены, можно приступать к закупке расходников. Отсюда появляется другой вопрос — сколько упаковок со стержнями нужно покупать? Чтобы это определить, надо посчитать сколько прутков содержится в 1 кг. Килограмм — это стандартная упаковка электродов. Здесь важно учитывать все параметры:
- диаметр;
- длина;
- вес;
- толщина упаковки;
Чем больше эти параметры, тем меньше электродов в пачке. Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
| Диаметр, мм | Средняя масса, гр |
| 2,5 | 17 |
| 3 | 26 |
| 4 | 57 |
| 5 | 82 |
Как вычислить расход на 1 т металла?
Помимо вычисления количества необходимых электродов, нужно также выяснить расход на тонну металла. Такой параметр нужен если вам предстоит работать с большим проектом. Норма расхода электродов на тонну металла отображает максимальное количество требуемых материалов. Показатель рассчитывается по такой формуле:
Н = М*Красхода
- М — масса металла;
- Красхода (коэф. расхода) — табличное значение.
Стандартный расход электродов
Нормы расхода для различных электродов, определяются согласно документу ВСН 452-84 н. Они могут меняться в зависимости от материала с которым вы работаете и окружающих условий. Данные значения используются для вычисления номинального расхода. Далее мы рассмотрим несколько таблиц с нормами расхода.
Они могут меняться в зависимости от материала с которым вы работаете и окружающих условий. Данные значения используются для вычисления номинального расхода. Далее мы рассмотрим несколько таблиц с нормами расхода.
Как рассчитывается расход на метр шва?
Многие сайты предлагают возможность рассчитать расход электродов онлайн. Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Опытные сварщики предпочитают рассчитывать все самостоятельно. Они применяют для этого такую формулу:
Н = Нсв + Нпр + Нправ
- Нсв — расход на сваривание;
- Нпр — расход на проставление прихваток;
- Нправ — расход на правки, проводящиеся холостыми валиками.
Норма расхода на прихваточные работы определяется относительно расхода на прочие работы. При толщине конструкции до 1,2 см, она составляет 15% от основного расхода. При толщине более 1,2 см — 12%.
Как рассчитывается расход при сварке труб?
В теории расчет этого параметра производится очень просто. Нужно разделить расход на метр шва на вес одного электрода. В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Нужно разделить расход на метр шва на вес одного электрода. В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Чтобы получить значение в килограммах, нужно провести такие вычисления: разделить объем раздела на плотность металла. Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Расход при сварке труб может отличаться в зависимости от соединяемых стыков — наличия/отсутствия скосов и т. д.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.

- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Таблицы расходов
Теперь ближе познакомимся с таблицами стандартных значений расхода для различных электродов и типов сварки.
Расход на килограмм наплавленного металла
Сварка углеродистых и низколегированных сталей
Тип Э42
| Марка | ВСЦ-4 | ОЭС-23 | АНО-6 | АНО-17 | ОМА-2 | ВСЦ-4М |
| Расход, кг | 1,6 | 1,65 | 1,7 | 1,8 | ||
Тип Э42А
| Марка | УОНИ 13-45 | УОНИ 13-45А |
| Расход, кг | 1,6 | 1,7 |
Тип Э46
| Марка | Расход, кг |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | 1,7 |
| АНО-24 | |
| АНО-34 | |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 |
Тип Э46А
| Марка | УОНИ 13-55К | ТМУ-46 |
| Расход, кг | 1,6 | 1,65 |
Тип Э50
| Марка | ВСЦ-3 | 55-У |
| Расход, кг | 1,7 | 1,8 |
Тип Э50А
| Марка | Расход, кг |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | |
| АНО-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ 13-55 | |
| ЦУ-5 | |
| ЦУ-7 |
Тип Э55
| Марка | МТГ-02 |
| Расход, кг | 1,55 |
Тип Э60
| Марка | МТГ-01К | ВСФ-65 | ОЗС-24М | УОНИ 13-65 |
| Расход, кг | 1,55 | 1,6 | ||
Сварка сталей с высоким содержанием легирующих компонентов
| Марка | Расход, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АНВ-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Сварка сталей, устойчивых к коррозии
| Марка | ОЗЛ-8 | ОЗЛ-14 | ОЗЛ-12 | ЭА-400/10У | ЭА-400/10Г |
| Расход, кг | 1,7 | 1,75 | 1,8 | ||
Сварка сталей, устойчивых к высоким температурам
| Марка | Расход,кг |
| ТМЛ-1, ТМЛ-1У, ТМЛ-3У | 1,5 |
| ЦУ-2М, ТМЛ-3, ЦЛ-27А | 1,55 |
| УОНИ 13-15М, УОНИ 13-ХМ, ЦЛ-39, ЦЛ-36, ЦЛ-40, ЦЛ-17 | 1,6 |
| ЦЛ-26М, ЦЛ-41 | 1,65 |
| ЦЛ-6, ЦЛ-55, АНВ-1 | 1,7 |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Сварка разнородных сталей
| Марка | ИМЕТ-10 | АНЖР-2 | АНЖР-1, НИИ-48Г |
| Расход, кг | 1,3 | 1,6 | 1,7 |
Сварка жаропрочных сталей
| Марка | НИАТ-5, ЭА-395/9 | ЦТ-10 |
| Расход, кг | 1,6 | 1,7 |
Соединения без скоса кромок
| Положение шва | Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 | |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| 4 | 2 | 0,17 | |
| 5 | 2,5 | 0,2 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,1 | 0,11 | 0,11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,2 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,4 |
| 10 | 50 | 0,4 | 0,42 | 0,44 | 0,5 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,6 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,6 | 2,9 | 3,18 |
Тавровые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,1 | 0,09 | 0,09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,2 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,4 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,5 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,6 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1,12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1,73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные соединения (односторонние)
Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва | ||||
Положение шва | ||||||
| Нижнее 50 ° | Нижнее 60° | Вертикал 70° | Потол 80° | Гориз 60° | ||
| 4 | 1 | 0,09 | 0,1 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,2 | 0,29 | 0,3 | 0,24 |
| 7 | 1,5 | 0,26 | 0,3 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1,34 | 1,6 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1,75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,6 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2,46 | 2,94 | 4 | 4,76 | 3,34 |
Первый и подварочный проход при V-образном соединении
| Положение шва | Толщина, мм | Масса наплавленного металла, кг/1 м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,1 | 3 |
| Нижнее | больше 12 | 0,15 | 4 |
| Вертикальное | больше 8 | 0,15 | 3 |
| Горизонтальное | больше 8 | 0,15 | 3 |
| Потолочное | больше 10 | 0,1 | 3 |
Заключение
Если вам нужно провести сварочные работы дома, то особой нужды в расчетах расхода нет. Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Норма расхода электродов на тонну металла
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.

- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Методика вычислений
На практике используется несколько способов того, как рассчитать электроды по определенным формулам.
1. Первый теоретический расчет осуществляется по коэффициенту (ниже приведена таблица коэффициентов для разных видов и марок изделий). Формула выглядит следующим образом:
Н = М * К, где М – масса всей свариваемой конструкции К – значение коэффициента (дается в ВСН 452-84) Н – масса расходуемых электродных стержней
2. Вторые вычисления позволяют вычислить вес наплавленного металла. Формула несколько более сложная, здесь также необходимо воспользоваться справочником и замерить соединительный шов.
G = F * L * M, где М – масса прутка в кубических сантиметрах L – протяженность сварочного шва F – площадь поперечного сечения
Практический расчет производится по второй формуле. При этом, чтобы сравнить его точность, сварщик выполняет пробные проходы. Испытательную сварку в этом случае рекомендуется выполнить 3–4 раза, при этом каждый раз зафиксировать:
- длину огарка;
- длину сварного соединения;
- напряжение и величину тока в процессе.
Благодаря тестам показатели будут наиболее точными как для бытовых, так и для промышленных масштабов (на тонну металлоконструкций).
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Стойка для болгарки своими руками чертежи видео
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход электродов при сварке
Основной расходный материал при сварочных работах — это плавящиеся электроды. Перед началом работ нужно рассчитать требуемое количество электродов (хотя бы приблизительно). Расход зависит от нескольких факторов:
- марки электрода или проволоки;
- сечения шва;
- вида сварки.
В зависимости от типа соединения (стыковое, угловое, тавровое) по-разному вычисляется площадь сечения шва. Ниже приводим примеры формул, где b соответствует расстоянию между кромками деталей, S — толщине детали, а e и g — ширине и высоте шва.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет расхода электродов на 1 тонну металлоконструкций
Каждый опытный сварщик знает, что на продуктивность работы влияет не только правильный выбор электродов для ручной дуговой сварки, но и их расчет. От того, насколько точно вы выполните расчет зависит оплата вашего труда и оценка эффективности работы.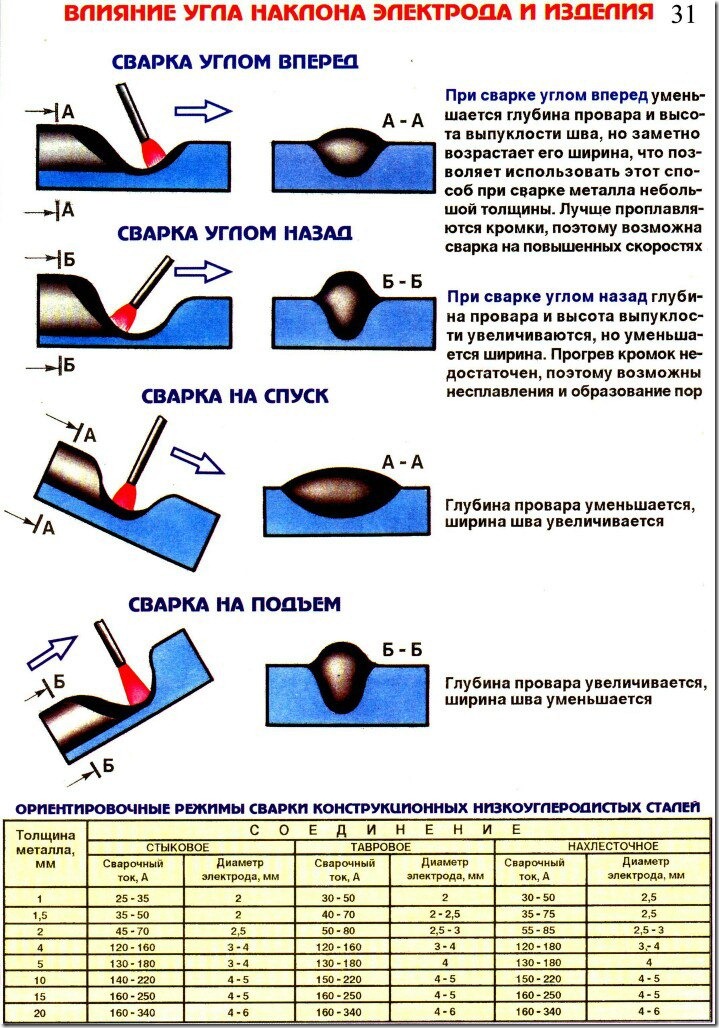 При выполнении расчета количества электродов для дуговой сварки нужно не только правильно воспользоваться методиками, но и учесть все особенности металлоконструкции. Норма расхода электродов на тонну металла рассчитывается с помощью формул. Используя их вы сможете довольно быстро рассчитать расход электродов на тонну металлоконструкций.
При выполнении расчета количества электродов для дуговой сварки нужно не только правильно воспользоваться методиками, но и учесть все особенности металлоконструкции. Норма расхода электродов на тонну металла рассчитывается с помощью формул. Используя их вы сможете довольно быстро рассчитать расход электродов на тонну металлоконструкций.
В этом материале мы научим вас, как рассчитать расход электродов самому и приведем необходимые таблицы для наглядного примера.
статьи
ОСОБЕННОСТИ
Нормы расхода электродов для сварки трубопроводов и для иных деталей могут отличаться, это нужно учитывать. Полный перечень норм прописан в нормативных документах (СНиПах, ГОСТах и прочих). Изучите хотя бы основные выдержки из документов, чтобы иметь представления об ограничениях.
Также не всегда получается полностью соблюсти нормы расхода электродов при сварочных работах, поскольку часто условия работы не позволяют выполнить весь спектр процедур для правильного использования комплектующих. В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
Вместо заключения
Теперь вы знаете, как рассчитать количество электродов. На данный момент существует множество документов, в которых подробно описываются нормы расхода электродов при сварочных работах, не поленитесь изучить их. В будущем эти знания помогут вам улучшить и ускорить свою работу.
Новичку часто сложно произвести точный расчет, поэтому рекомендуем на начальном этапе использовать калькулятор расхода электродов. Его легко можно найти в интернете. Когда вы поймете принцип, обязательно научитесь рассчитывать расход самостоятельно.
Оставляйте свои комментарии и делитесь этим материалов в социальных сетях. Желаем удачи в работе!
Источник: https://zen.yandex.ru/media/id/5bf3137cd8320000adc8b015/5bfce918dde28b00aaccdae4
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Расход электрода на метр шва: нормы, формула расчета
Показатели затрат электрода на каждый метр шва используются во время составления сметы на сварочные работы. Точность таких цифр сказывается на экономической составляющей целого проекта. Чтобы не ошибиться в подсчетах, ими должен заниматься квалифицированный сварщик, который знает особенности процесса сварки и современной продукции. Он высчитает расход электродов на 1 м шва с учетом всех тонкостей ситуации.
Влияющие факторы
Таблица расхода электрода в зависимости от положения шва
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина стали или сплава. Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.
- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм – 25%.
Коэффициент расхода электродов для разных марок электродов
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки. Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула: N=M*K. Она расшифровывается следующим образом:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.
Расчет расхода покрытых электродов
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула M=S*ρ*L.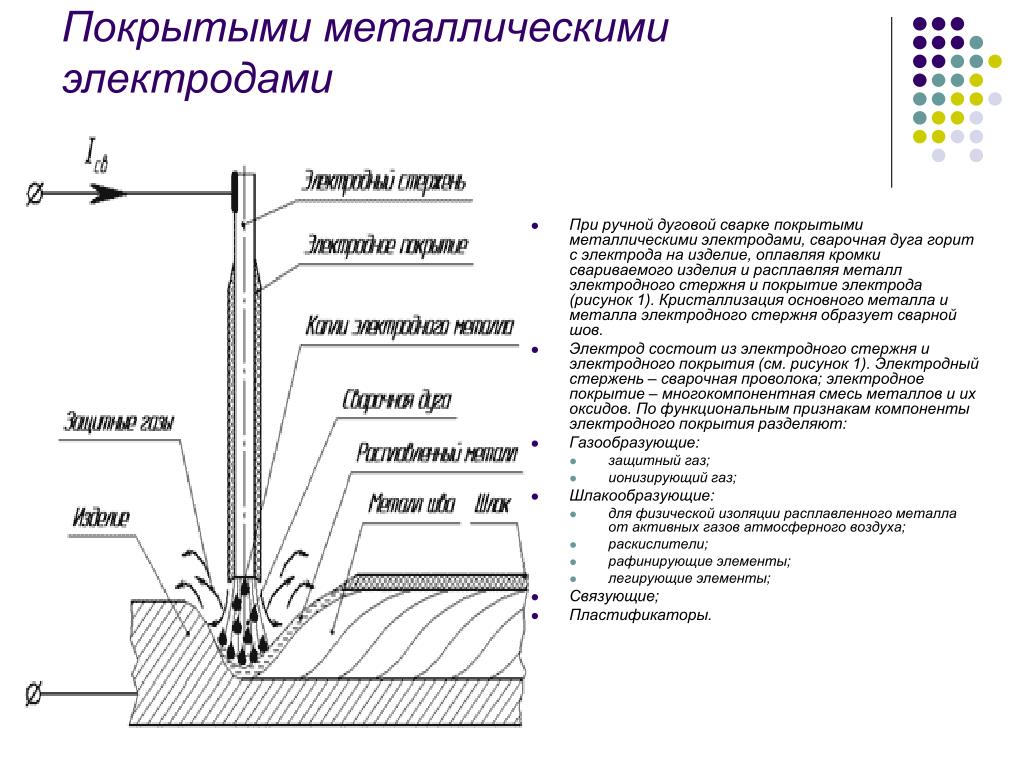 Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Расчет площади поперечного сечения шва
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
Потери электродов на огарки
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке. При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле λ=(lэ — 50)/(lэ — lо). В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20. Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
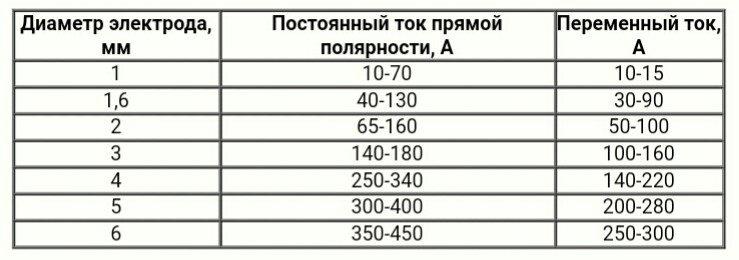
Определение диаметра электрода
Видео по теме: Влияние наклона электрода на пористость сварочного шва
specnavigator.ru
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Расчет расхода электродов при сварочных работах
Большую роль в производственных и строительных процессах играет планирование. Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции. Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Говоря о сварке, нужно уточнить, что расход электродов имеет большое значение по большей части только для крупных производств, где задействовано огромное количество расходников. Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Что влияет на расход электродов?
Прежде чем приступать к расчетам расхода, нужно выяснить, что именно на него влияет. Есть несколько главных параметров от которых зависит расход:
- длина и глубина шва;
- вес наплавленного металла, определяемый относительно всей конструкции;
- вес наплавленного металла на метр шва;
- тип сварочных работ.
Расход зависит от нескольких факторов, которые в совокупности могут дать довольно большие цифры. Именно поэтому очень важно провести предварительные расчеты и только после этого заказывать электроды и приступать к работам.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Читать также: Почему посудомоечная машина не набирает воду причины
Расчеты в теории и на практике
Расход тех или иных электродов является табличным значением, однако их можно вычислить и самостоятельно. Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
H = M*K
- M — вес конструкции;
- К — коэф. расхода, берущийся из справочной литературы (1,5 — 1,9).
Второй метод рассчитывается по формуле:
G = F*L*M
- F — площадь поперечного сечения;
- L — длина шва;
- М — вес 1 куб. см расходников.
Это все теоретические расчеты, но на практике большое значение также имеют огарки, сила тока и напряжение, а также длина соединения.
Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно. Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения
Показатель плотности металла берется из справочной литературы. К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.
Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
- режим сварки и токи;
- особенности электродов, которыми ведутся работы;
- мастерство сварщика и т.
 д.
д.
Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность. Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Сколько электродов содержится в 1 кг?
После того как все данные по необходимому объему материалов получены, можно приступать к закупке расходников. Отсюда появляется другой вопрос — сколько упаковок со стержнями нужно покупать? Чтобы это определить, надо посчитать сколько прутков содержится в 1 кг. Килограмм — это стандартная упаковка электродов. Здесь важно учитывать все параметры:
- диаметр;
- длина;
- вес;
- толщина упаковки;
Чем больше эти параметры, тем меньше электродов в пачке. Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
| Диаметр, мм | Средняя масса, гр |
| 2,5 | 17 |
| 3 | 26 |
| 4 | 57 |
| 5 | 82 |
Количество электродов в кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как рассчитывается расход на метр шва?
Многие сайты предлагают возможность рассчитать расход электродов онлайн. Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Опытные сварщики предпочитают рассчитывать все самостоятельно. Они применяют для этого такую формулу:
Н = Нсв + Нпр + Нправ
- Нсв — расход на сваривание;
- Нпр — расход на проставление прихваток;
- Нправ — расход на правки, проводящиеся холостыми валиками.
Норма расхода на прихваточные работы определяется относительно расхода на прочие работы. При толщине конструкции до 1,2 см, она составляет 15% от основного расхода. При толщине более 1,2 см — 12%.
Как рассчитывается расход при сварке труб?
В теории расчет этого параметра производится очень просто. Нужно разделить расход на метр шва на вес одного электрода. В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Чтобы получить значение в килограммах, нужно провести такие вычисления: разделить объем раздела на плотность металла. Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Расход при сварке труб может отличаться в зависимости от соединяемых стыков — наличия/отсутствия скосов и т. д.
Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты.
 При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь. - Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Таблицы расходов
Теперь ближе познакомимся с таблицами стандартных значений расхода для различных электродов и типов сварки.
Расход на килограмм наплавленного металла
Сварка углеродистых и низколегированных сталей
Тип Э42
| Марка | ВСЦ-4 | ОЭС-23 | АНО-6 | АНО-17 | ОМА-2 | ВСЦ-4М |
| Расход, кг | 1,6 | 1,65 | 1,7 | 1,8 | ||
Тип Э42А
| Марка | УОНИ 13-45 | УОНИ 13-45А |
| Расход, кг | 1,6 | 1,7 |
Тип Э46
| Марка | Расход, кг |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | 1,7 |
| АНО-24 | |
| АНО-34 | |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 |
Тип Э46А
| Марка | УОНИ 13-55К | ТМУ-46 |
| Расход, кг | 1,6 | 1,65 |
Тип Э50
| Марка | ВСЦ-3 | 55-У |
| Расход, кг | 1,7 | 1,8 |
Тип Э50А
| Марка | Расход, кг |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | |
| АНО-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ 13-55 | |
| ЦУ-5 | |
| ЦУ-7 |
Тип Э55
| Марка | МТГ-02 |
| Расход, кг | 1,55 |
Тип Э60
| Марка | МТГ-01К | ВСФ-65 | ОЗС-24М | УОНИ 13-65 |
| Расход, кг | 1,55 | 1,6 | ||
Сварка сталей с высоким содержанием легирующих компонентов
| Марка | Расход, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АНВ-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Сварка сталей, устойчивых к коррозии
| Марка | ОЗЛ-8 | ОЗЛ-14 | ОЗЛ-12 | ЭА-400/10У | ЭА-400/10Г |
| Расход, кг | 1,7 | 1,75 | 1,8 | ||
Сварка сталей, устойчивых к высоким температурам
| Марка | Расход,кг |
| ТМЛ-1, ТМЛ-1У, ТМЛ-3У | 1,5 |
| ЦУ-2М, ТМЛ-3, ЦЛ-27А | 1,55 |
| УОНИ 13-15М, УОНИ 13-ХМ, ЦЛ-39, ЦЛ-36, ЦЛ-40, ЦЛ-17 | 1,6 |
| ЦЛ-26М, ЦЛ-41 | 1,65 |
| ЦЛ-6, ЦЛ-55, АНВ-1 | 1,7 |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Сварка разнородных сталей
| Марка | ИМЕТ-10 | АНЖР-2 | АНЖР-1, НИИ-48Г |
| Расход, кг | 1,3 | 1,6 | 1,7 |
Сварка жаропрочных сталей
| Марка | НИАТ-5, ЭА-395/9 | ЦТ-10 |
| Расход, кг | 1,6 | 1,7 |
Соединения без скоса кромок
| Положение шва | Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 | |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| 4 | 2 | 0,17 | |
| 5 | 2,5 | 0,2 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,1 | 0,11 | 0,11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,2 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,4 |
| 10 | 50 | 0,4 | 0,42 | 0,44 | 0,5 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,6 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,6 | 2,9 | 3,18 |
Тавровые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,1 | 0,09 | 0,09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,2 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,4 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,5 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,6 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1,12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1,73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные соединения (односторонние)
| Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва | ||||
| Положение шва | ||||||
| Нижнее 50 ° | Нижнее 60° | Вертикал 70° | Потол 80° | Гориз 60° | ||
| 4 | 1 | 0,09 | 0,1 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,2 | 0,29 | 0,3 | 0,24 |
| 7 | 1,5 | 0,26 | 0,3 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1,34 | 1,6 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1,75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,6 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2,46 | 2,94 | 4 | 4,76 | 3,34 |
Первый и подварочный проход при V-образном соединении
| Положение шва | Толщина, мм | Масса наплавленного металла, кг/1 м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,1 | 3 |
| Нижнее | больше 12 | 0,15 | 4 |
| Вертикальное | больше 8 | 0,15 | 3 |
| Горизонтальное | больше 8 | 0,15 | 3 |
| Потолочное | больше 10 | 0,1 | 3 |
Расход электродов на 1 м шва: как рассчитать норму?
Главная » Оборудование » Электроды » Нормы расхода электродов при сварочных работах
0
Опубликовано: 13. 03.2018
03.2018
При выполнении сварки на производительность, продолжительность процесса влияет расход электродов, так как отработавший присадочный материал необходимо заменить новым. Поэтому профессиональные сварщики с достаточным опытом работы всегда имеют под рукой достаточное количество запасных электродов. Как же рассчитать правильно нормативный расход сварочных электродов?
Оглавление:
- Основные факторы, влияющие на расход материала
- Вводные параметры
- Как рассчитывается потребность электродов?
- Теоретический расчет
- Практический расчет
- Рекомендация
- Как уменьшить расход присадочного материала
Основные факторы, влияющие на расход материала
Вводные параметры
При проведении расчета потребности электродов для сварки, например, трубопроводов нужно учитывать следующие моменты:
- Массу металла, необходимого для наплавления, полного заполнения шовного соединения. Для точного расчета наплавления используется технологическая карта сварочного процесса. Приблизительно масса металла, необходимого для наплавления, составляет полтора процента от массы цельной металлической конструкции.
- Длину сварного соединения (шва). Для измерения данного параметра можно использовать строительную рулетку. Измеряется длина стыка и умножается на количество швов, так как для заваривания глубоких стыков может понадобиться наложение нескольких швов.
- Нормы расхода электродов на 1 м шва сварки.
- Силу тока.
 Превышение допустимых пределов способно повлечь за собой при плавлении электродов разбрызгивание металла.
Превышение допустимых пределов способно повлечь за собой при плавлении электродов разбрызгивание металла.
Как рассчитывается потребность электродов?
Для расчета потребности расходного материала используются разные способы, которые предусмотрены для разных условий выполнения сварочных работ.
Наиболее точные расчеты способен, конечно же, выполнить специалист. Он точно определит необходимость замены расходников и способ уменьшения стоимости сварочных работ.
На сегодняшний день точно рассчитать количество расходного материала можно несколькими способами.
Теоретический расчет
Как точно рассчитать нормативный расход сварочных электродов? Чаще всего подобные расчеты осуществляются по следующей формуле:
Н = МхК
Н – расход металла, кг
М – масса наплавляемого металла, кг
К – коэффициент наплавления
При использовании данной формулы необходимо учитывать следующие нюансы:
- знать площадь поперечного сечения, которая умножается на плотность основного металла, длину стыка;
- обязательно нужно учитывать марку используемого присадочного материала.
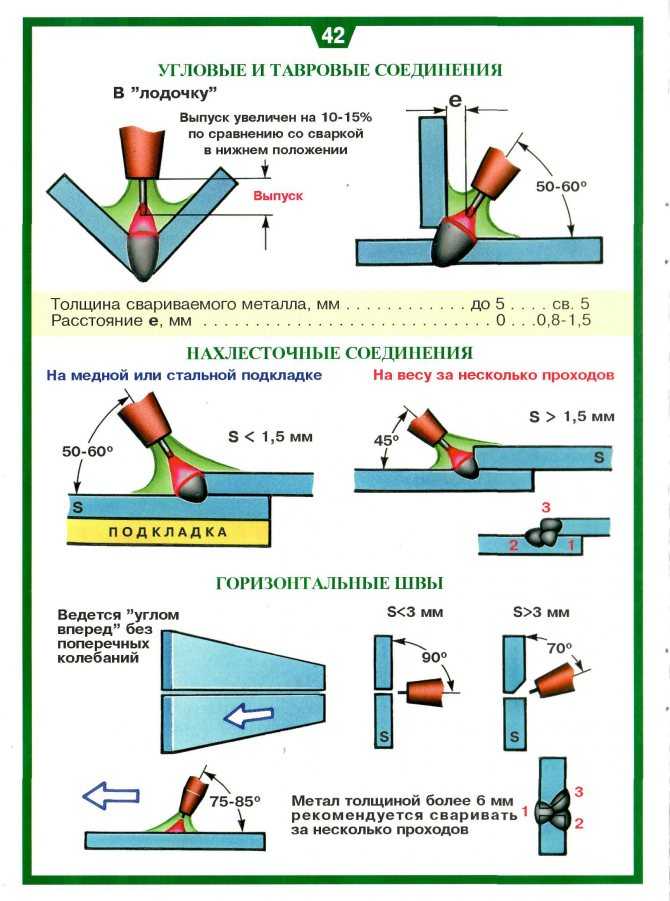
Но чтобы в процессе выполнения, к примеру, сварки трубопроводов электроды неожиданно не закончились, и не пришлось бежать в магазин строительных материалов, всегда к произведенным расчетам рекомендуется добавлять дополнительно 5 процентов расходного материала.
Практический расчет
Чаще всего практический метод расчета необходимого количества электродов используется сварщиками при отсутствии таблицы готовых расходов присадочного материала для разных материалов, их параметров, типа сварки.
Рекомендация
Как уменьшить расход присадочного материала
Условия, которые рекомендуется соблюдать для экономии электродов:
- Сила тока, напряжение сварочного аппарата должны соответствовать используемому расходному материалу.

- Максимальной экономии электродов можно достичь при использовании автоматической/полуавтоматической сварки.
- Добиться минимального расхода сварочных электродов можно путем изменения в процессе сваривания изделий положения электрода.
Сергей Одинцов
tweet
Расчет и оценка стоимости сварки
Каковы основные параметры расчета стоимости сварки?
Для составления сметы и калькуляции стоимости дуговой сварки необходимо иметь данные технического расчета для определения прямых затрат на сварку на основе следующих факторов прямых затрат: расходные материалы,
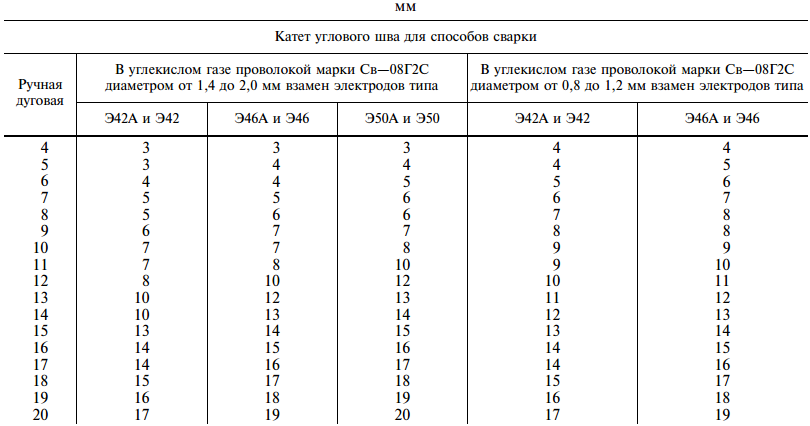
Расчет стоимости сварочных материалов/электрода
Первым шагом является определение количества электродов, необходимых для выполнения единицы длины данного типа соединения.
Зная это, время дуги и потребляемый ток можно определить с помощью простого расчета. В качестве примера можно взять одинарное V-образное стыковое соединение толщиной 10 мм и длиной 1 м, как показано на рисунке ниже.
Здесь площадь поперечного сечения, разделенного на сегменты A, B, C, и D, , можно вычислить с помощью простой арифметики. Эта площадь, умноженная на «м» , дает объем на метр длины, который может быть выражен в см 3 .
Плотность стали 7,8 г/см 3 . Используя этот коэффициент, можно рассчитать вес металла шва, необходимый для заполнения шва.
Рассчитанный выше общий вес путем умножения стоимости сварочных материалов (прутка/присадочной проволоки) позволяет определить стоимость сварочных материалов.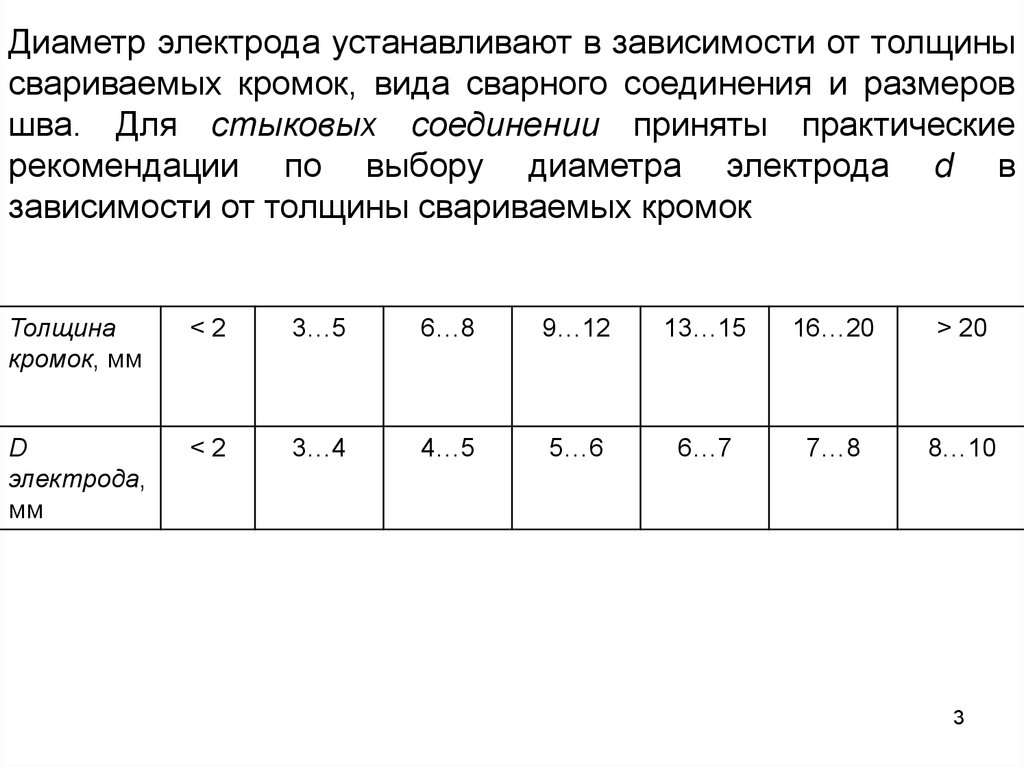
Расчет объема сварного шва для углового шва
Стандартные таблицы веса металла шва для обычных угловых швов приведены ниже для справки:
Существует несколько методов наплавки металла шва, скажем, пятью электродами на тарелке, используя среднюю силу тока диапазона и оставив шлейф длиной 50 мм, и определив его вес.
Вычисление объема углового сварного шва довольно просто, если у вас есть все измерения. Во-первых, вам необходимо рассчитать площадь углового шва на основе размера стыка, используя формулу, приведенную ниже.
Затем умножьте два измерения, т. е. площадь и плотность свариваемого материала, чтобы получить общий объем или требуемый вес сварного шва, как описано ниже.
ЧТО ТАКОЕ СВАРОЧНЫЙ ТЕПЛОВКЛАД, ЛЕГКО НА…
Пожалуйста, включите JavaScript
ЧТО ТАКОЕ ТЕПЛОПОДАЧА ПРИ СВАРКЕ, ПРОСТОЙ ОНЛАЙН-РАСЧЕТ
В качестве альтернативы можно узнать у производителя электродов количество электродов, необходимое для наплавки 1 кг наплавленного металла, или вес наплавленного металла, полученного с каждого электрода.
Расчет объема сварки для сварки встык
Объем сварки для типичных сегментов сварки встык приведен в таблице ниже для справочных целей.
При выполнении этих расчетов даже небольшие отклонения от заданных размеров при подготовке кромок или подгонке приводят к значительное увеличение объема металла сварного шва, необходимого для соединения.
Например, увеличение на 3° прилежащего угла V-образного соединения 60° приводит к увеличению поперечного сечения на 5%. То же самое и в случае неправильной подгонки.
Что такое эффективность электродного осаждения?
Вместо того, чтобы предоставлять вышеупомянутую информацию, производители электродов обычно упоминают эффективность наплавки (DE) электрода в руководствах производителей электродов.
Эффективность наплавки или DE определяется как отношение наплавки к массе расплавленной сердечника проволоки, выраженное в процентах.
Например, если электрод имеет 90 % ЭД, из каждых 100 г расплавленной в дуге жилы будет получено 90 г металла шва.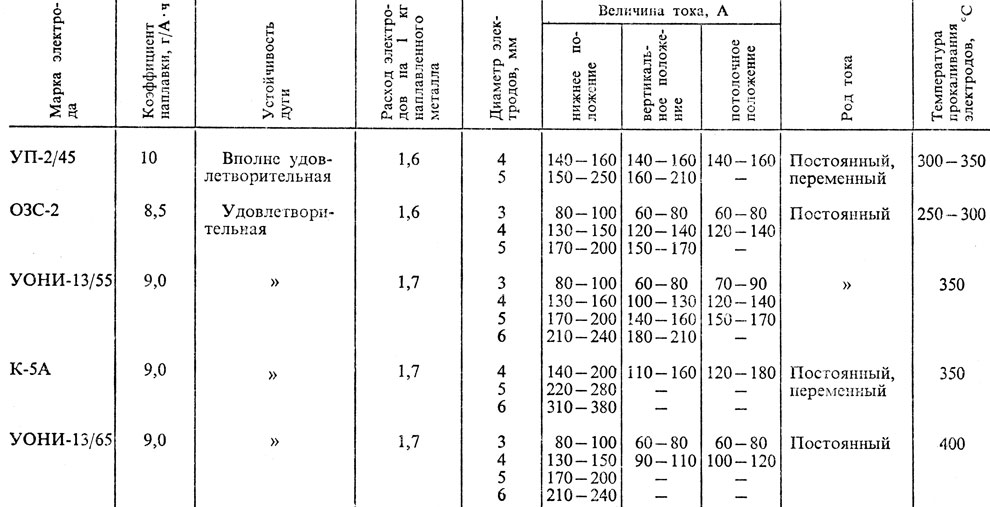
Эффективность наплавки в значительной степени зависит от типа используемого электрода и составляет от 80 до 95 % для обычных типов, которые не содержат порошка железа и не имеют заметных долей ферросплавов, поскольку некоторая потеря металла происходит из-за разбрызгивания и испарение в дуге.
Значения более 100% получаются, когда во флюсовое покрытие введено достаточное количество железного порошка.
Пример расчета веса электрода
Вы можете рассчитать вес, скажем, 400 мм проволоки диаметром 4 мм, что представляет собой длину жилы проволоки, выплавленной из одного стержневого сварочного электрода длиной 4 x 450 мм, с учетом Длина заглушки 50 мм.
Если этот вес равен AA , а DE электрода составляет 90%, вес наплавленного металла, полученного электродом, составляет АА х 0,90. Если DE равен 120%, вес будет AA x 1,20.
Зная массу металла шва, необходимого для заполнения шва, и массу металла шва, наплавленного одним электродом, общее количество электродов, необходимых для шва, можно оценить с помощью простой арифметики.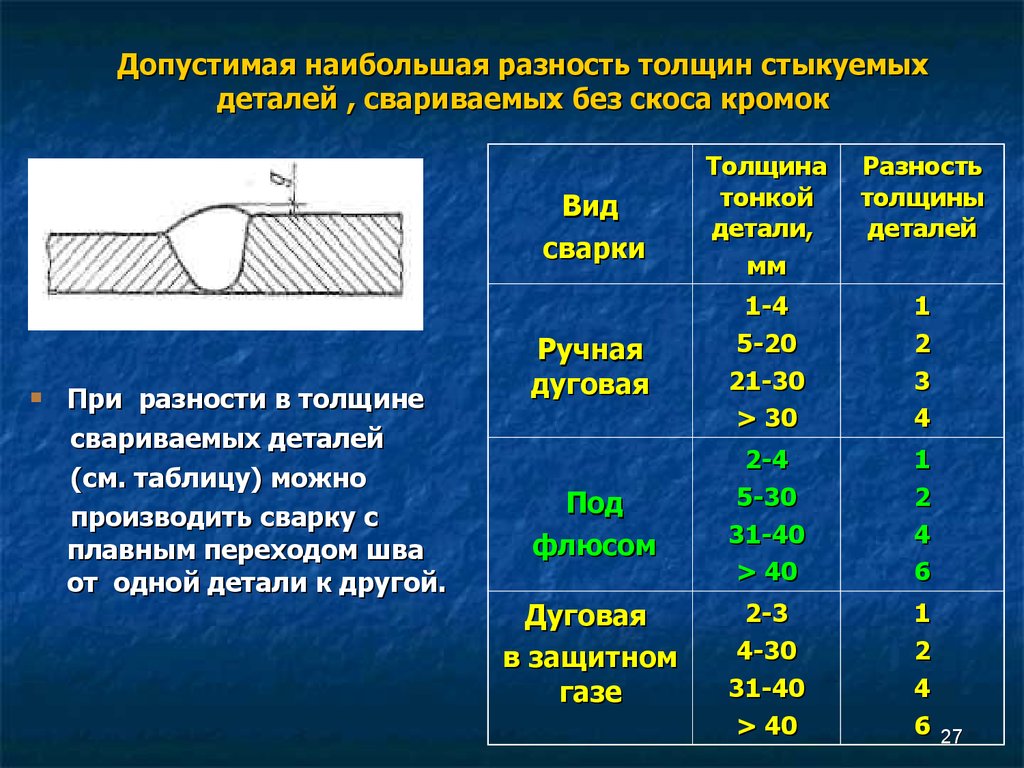
Расчет времени сварочной дуги
Время дуги — это чистое время сварки, необходимое для расплавления количества электродов, необходимого для завершения определенного соединения. Чтобы найти это, нужно умножить количество электродов, необходимых для соединения, на время плавления каждого электрода.
Конечно, время плавления должно быть определено для каждого типа используемого электрода и для каждого диаметра используемого электрода, потому что каждый из них имеет разное время плавления. Время плавления одного электрода зависит от используемого сварочного тока.
В зависимости от условий в цеху используются самые разные сварочные токи. Если кто-то хочет работать точно, рекомендуется провести испытания, чтобы определить время сварки для каждого типа электрода и диаметра для текущих условий, используемых в собственном цеху.
Чистое время сварки, полученное путем умножения количества электродов на время плавления каждого электрода, не включает время, необходимое для удаления шлака, замены электродов, подготовки к работе и других случайных, но неизбежных операций.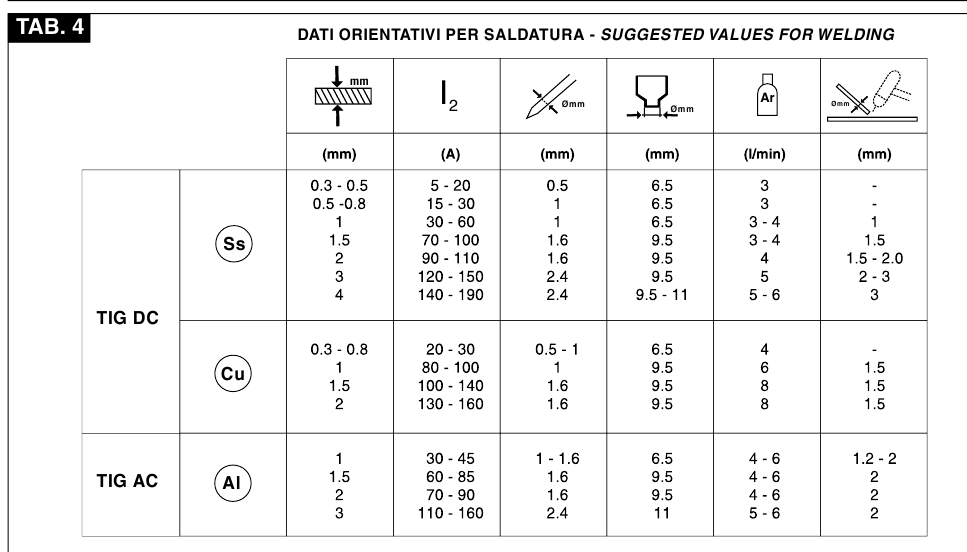
Для расчета общего времени сварки, которое включает все другие трудоемкие операции, существует два возможных метода:
а) Точный метод заключается в проведении исследований времени для определения непредвиденного времени расходы на сварку.
b) Менее точный метод, но который полностью удовлетворяет требованиям оценочных работ, учитывает непредвиденные затраты времени путем умножения чистого времени сварки на так называемый коэффициент времени сварки.
Стоимость потребления сварочного тока
Это относится к стоимости электроэнергии, используемой для сварки. Следующие уравнения помогают рассчитать эту стоимость:
- Мощность дуги в киловаттах = (Сварочный ток x напряжение дуги)/ 1000
- Потребляемая мощность в киловаттах = (Дуга в киловаттах)/(% КПД при напряжении дуги)
- Стоимость электроэнергии/метр = Стоимость электроэнергии в час/метр длины сварного шва, наплавленного за один дуговой час.
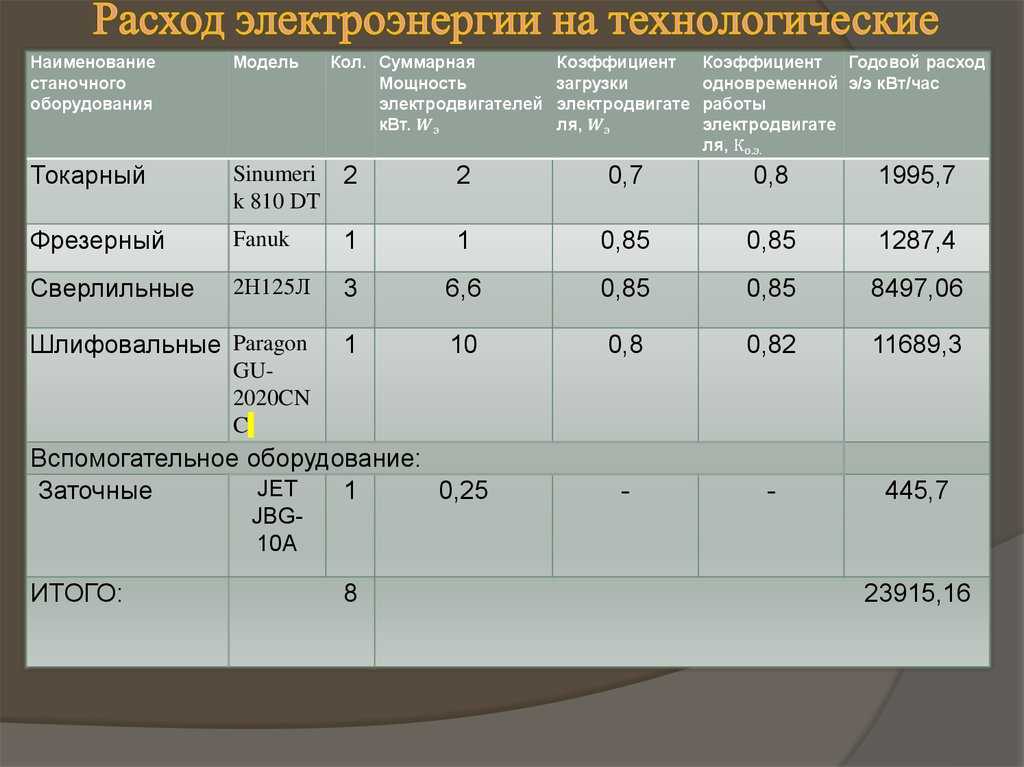
- Стоимость электроэнергии на электрод = Стоимость электроэнергии в час/кол-во. электродов, израсходованных за один час дуги
Расчет стоимости сварочных работ
Прямые затраты на оплату труда сварки обычно включают в себя заработную плату сварщика и помощника, который помогает наладке работы, предварительной очистке и т.д. -депозит металла можно рассчитать.
Совокупная дневная заработная плата сварщика и его помощника, деленная на вес наплавленного металла, дает стоимость рабочей силы на кг наплавленного металла.
Накладные расходы на сварку
Накладные расходы покрывают все расходы, связанные с управлением цехом. Они могут включать расходы на надзор, техническое обслуживание, амортизацию и ремонт оборудования, расходы на уборку и освещение и т. д.
Накладные расходы могут в некоторых случаях даже включать общий счет за электроэнергию, включая затраты на сварочные работы. Для простоты расчета определяется соотношение между затратами на рабочую силу и накладными расходами, и полученный коэффициент используется для расчета накладных расходов.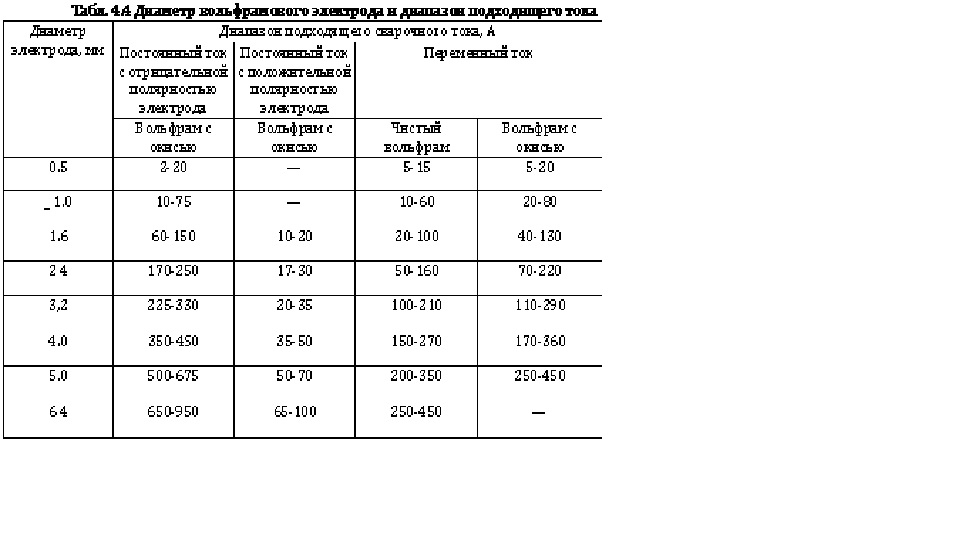 I
I
В среднем магазине накладные расходы могут в три-пять раз превышать затраты на оплату труда.
Таким образом, конечная стоимость 1 кг наплавленного электрода состоит из следующих отдельных затрат:
- Стоимость электрода на 1 кг наплавленного металла
- Затраты на оплату труда и накладные расходы на кг наплавленного металла
- Стоимость электроэнергии на кг наплавленного металла
- Стоимость оборудования на кг наплавленного металла.
Статьи 3 и 4 вместе обычно составляют максимум 10% от общей стоимости.
Таким образом, в большинстве случаев достаточно сравнить стоимость электродов и трудозатраты и накладные расходы, связанные с их использованием, чтобы оценить экономичность различных типов электродов.
Похожие сообщения:
- Как рассчитать и оценить затраты на сварку?
расчет расхода присадочного металла, Консультанты по сварке Микро для сварочных инверторов Плазменная сварка, расчет расхода присадочного металла, сварочные аппараты и другие сварочные системы резки Плазменная сварка
расчет расхода присадочного металла, Консультанты по сварке Микро для сварочных инверторов Плазменная сварка, расчет расхода присадочного металла, сварочные аппараты и другие сварочные системы резки Плазменная сварка
|
 ./images/pro-back-bg.jpg»> ./images/pro-back-bg.jpg»>
|
 ./images/pro-bg.gif»> Покрытие для сварки отверстий
./images/pro-bg.gif»> Покрытие для сварки отверстий
|
|



Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры |
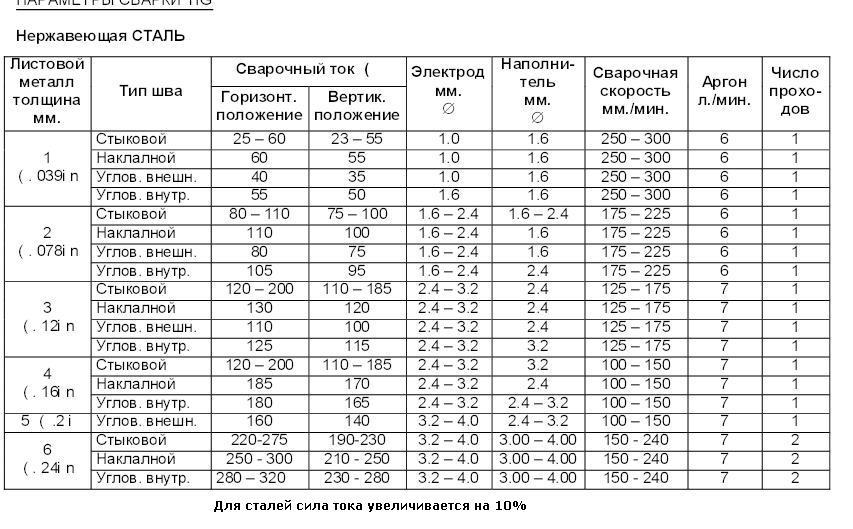 Мумбаи. Индия.
Мумбаи. Индия.| Главная | О нас | Скачать | Продукты | Жесткий Бандер | Карта сайта | Контакты | Ссылки по теме | Разработка веб-сайта WebsiteIntellect.com |
Расчет сварочных материалов для соединения с одинарной V-образной канавкой
В этой статье рассматриваются преимущества расчета сварочных материалов. Шаги для расчета сварочного материала, и мы рассчитаем сварочный материал для соединения с одной V-образной канавкой.
При сварке оценка сварочных материалов играет жизненно важную роль для завершения изготовления в установленные сроки и при возможной минимальной стоимости металла сварного шва, поскольку другие затраты на сварку фиксированы. Существует много преимуществ расчета наплавки, которые описаны ниже.
- Стоимость сварки может быть сведена к минимуму, поскольку будет закуплено необходимое количество расходных материалов.
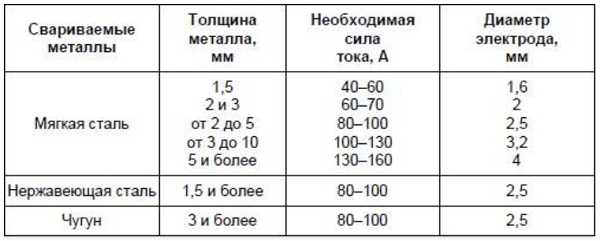
- Последнее время икоты можно избежать, так как мы знаем необходимое количество расходного материала.
- Проблема с инвентарем может быть решена, так как будет закуплено необходимое количество расходных материалов.
- Когда нам нужно поставить поставщику расходные материалы, мы можем поставить только необходимое количество.
- Возможны предварительные переговоры с поставщиком по количеству расходных материалов.
- Потери расходных материалов можно легко контролировать, если известно их количество.
Вышеприведенные пункты иллюстрируют важность расчета сварочных материалов. Но многие из наших друзей не знают основ расчета сварочных материалов. В этой статье мы попытаемся прояснить основы расчета сварочных материалов с помощью простой конструкции V-образной канавки.
Необходимые действия Расчет сварочных материалов для сварных соединений
- Детали конструкции канавки.
- Рассчитайте площадь канавки.
 (включая арматуру)
(включая арматуру) - Рассчитайте объем, умножив площадь разделки на длину сварного шва. (Объем = Площадь X Длина)
- Умножьте объем сварного шва на плотность наплавляемого материала. (Вес = Объем X Плотность)
- Так как мы получаем необходимое наплавление для заполнения канавки, для сварочного электрода, требуемого в кг, умножьте на коэффициенты наплавления, указанные в таблице 1 для различных процессов сварки.
Deposition Efficiency of Different Welding Process
| Table 1 | ||
| Sr. No. | Welding Process | Deposition Efficiency |
| 1 | Gas Дуговая сварка вольфрамовым электродом (GTAW/TIG) | 95–98 % |
| 2 | Дуговая сварка в защитном металле (SMAW) | 60–65 % | 3935| Сварка газовой металлической дуги (GMAW) | 95-99% | 4 | Флюксная сварка. |  99% без учета флюса 99% без учета флюса |
Таблица 1-Эффективность наплавки различных сварочных процессов
Шаги для расчета сварочного материала перед изготовлением:
Давайте теперь рассчитаем сварочный материал, необходимый для сварки соединения с одной V-образной канавкой, размеры канавки, как указано ниже
Толщина канавки (T): 15 мм
Угол кожи: 35 °
Корневой зазор (G): 3 мм
Усиление (R): 3 мм
Длина сварного шва (L): 1000 мм
Материал CS Плотность ( ρ) : 7,85 (г/см3)
Конструкция с одинарной V-образной канавкой
Для расчета площади разрушения конструкция канавки в простейшей форме для расчета площади, как показано на рисунке ниже, мы разрезали конструкцию канавки на 4 части. частей, поэтому площадь можно легко рассчитать
Площадь детали 3 (A3): эта часть представляет собой прямоугольник, а площадь прямоугольника равна длине X ширине
длина = 15 мм (толщина канавки) и ширина = 3 мм (корневой зазор канавки)
площадь детали 3 (A3) = 15 мм x 3 мм = 45 мм 2
Площадь частей 1 и 2 (A1 и A2): Поскольку эти части имеют форму треугольника, площадь треугольника составляет ½ основания X высоты. Также части 2 и 3 имеют одинаковый угол скоса и толщину, поэтому площадь обеих частей будет одинаковой.
Также части 2 и 3 имеют одинаковый угол скоса и толщину, поэтому площадь обеих частей будет одинаковой.
Итак, мы рассчитаем площадь любой из одной части, и другая часть будет иметь такую же площадь.
Рассчитаем площадь для детали 1
Высота (толщина основного материала) = 15 мм
Основание = tan35° X Высота (толщина основного металла) = tan35° X 15 мм = 10,503 мм
Площадь детали 1 = ? части будет приблизительно равна высоте цоколя (армирования), умноженной на ширину цоколя (армирования)
Высота армирования = 3 мм
Ширина армирования = 2 (tan35° X толщина основного металла) + корневой зазор
Ширина армирования = (2(tan35° X 15)+3)+ = 24,006 мм
Площадь детали 4 = (24,006 X 3) = 72,0186 мм 2
Общая площадь канавки = площадь детали 1 + площадь детали 2 + площадь детали 3 + площадь детали 4
Общая площадь канавки = 45 + 78,7725 + 78,7725 + 72,0186 = 274,5636 мм 2
Общий объем соединения = площадь разделки X длина сварного шва
= 274,5636 x 1000 (учитывая длину сварного шва 1000 мм) = 274563 мм 3
Вес необходимого в сварке = объем x Плотность
для получения веса в кг = объем (мм 3 ) x (г/см. 3 )/1000000
3 )/1000000
Вес требуемого сварочного материала в кг = (274563 X 7,85)/1000000 = 2,155 кг ниже ссылки
- ASME Раздел IX
- RU
- Металлургия
- Неразрушающий контроль
- Сварка
- Калькулятор WelFab
Stick Welding Rod Схемы и калькулятор
Приведенный ниже калькулятор точно определяет, какой электрод вам нужен для свариваемого металла. Вы также получите необходимую полярность, положение и другую соответствующую информацию.
Кроме того, мы составили наиболее полную в Интернете таблицу электродов для электродуговой сварки в формате PDF с более чем 220 электродами. Вы можете получить его бесплатно ниже.
В этой статье вы узнаете о стержневых электродах, о том, как выбрать нужный, и получите огромное количество бесплатных ресурсов, которые мы собрали вместе. Как сварщики, мы были разочарованы тем, что никто не объединил все таблицы стержневых электродов в одном месте, поэтому мы сделали это сами.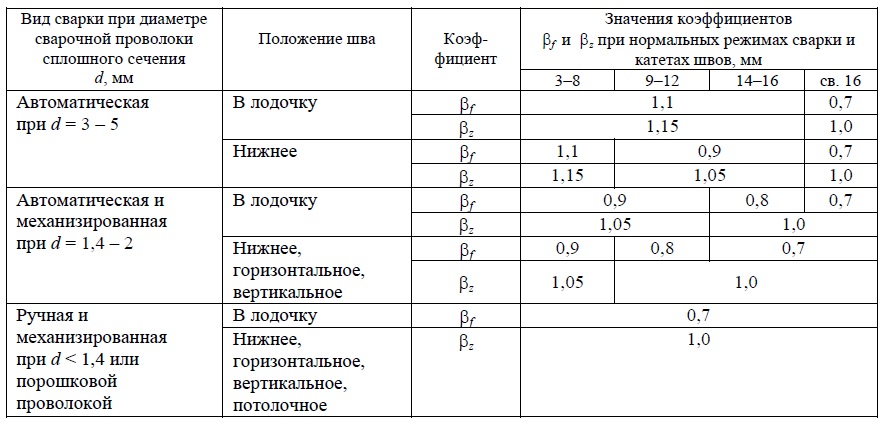
Эта страница имеет следующую структуру:
- Калькулятор электродов
- Электроды для сварки со свободным стержнем PDF-таблица
- Размеры сварочных прутков и таблица силы тока (только статья – PDF пока нет)
- Руководство по выбору, в котором содержится все, что вам нужно знать о электродах для стержневой сварки
Это руководство находится в конце всех ресурсов, поскольку мы предполагаем, что большинство сварщиков знакомы с основами, но если вы не знаете, вы можете ознакомиться с ним перед с помощью калькулятора или загрузки диаграмм.
Размеры сварочных прутков и таблица силы тока
Мы рассмотрим только стержни из мягкой стали для электродов для дуговой сварки в среде защитного газа и таблицу размеров и силы тока. Если бы мы охватили все 220 электродов, как мы это сделали в приведенном выше PDF-файле, на диаграмме были бы тысячи линий, что было бы нецелесообразно.
The chart below covers all of the most used welding rods like E6010, E6011, E6013, E7018, etc.
| Electrode diameter (in.) | E6010, E6011 | E6012 | E6013 | E6019 | E6020 | E6022 | E6027, E7027 | E7014 | E7015, E7016 | E6018, E7018, E7018M | E7024, E7028 | E7048 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/16 | Н/Д | 20 — 40A | 20 — 40A | N.A. | N.A. | N.A. | N.A. | N.A. | N.A.A.A | N.A.A. | N.A.A.A | N.A.A.A.A. | N.A.A.A.A | N.A.A.A.A. | N.A.A.A.A. | Н.А. |
| 5/64 | N.A. | 25 — 60A | 25 — 60A | 35 — 55A | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | N.A. | ||||
| 3/32 | 40 — 80A | 35- 85A | 45 — 90A | 50 — 90A | N.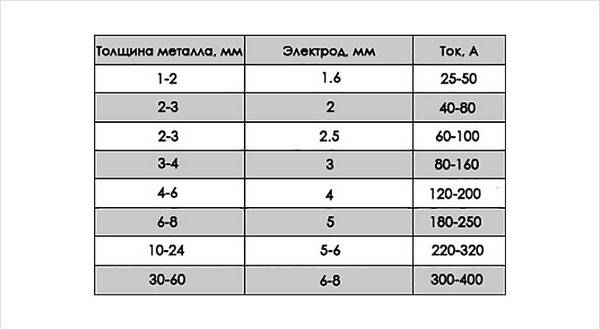 A. A. | N.A. | N.A. | 80 — 125A | 65 — 110A | 70 — 110A | 100 — 145A | № | ||||
| 1/8 | 75 — 125A | 80 — 140A | 80 — 130A | 80 — 140A | 100 — 150A | 110 — 160A | 125 — 185A | 110 — 160A | 100 — 150А | 105 — 155А | 140 — 190 А | 80 — 140 А | ||||
| 5/32 | 110 — 170A | 110 — 190A | 105 — 180A | 130 — 190A | 130A — 190A | 140 — 190A | 160 — 240A | 150 — 210A | 140 — 200 А | 130 — 200 А | 180 — 250 А | 150 — 220 А | ||||
| 3/16 | 140 — 215 А | 140 — 240 А | 150 — 230 А | 190 — 250 А | 175 — 250A | 170 — 400A | 210 — 300A | 200 — 275A | 180 — 255A | 200 — 275A | 230 — 305A | 210 — 270A | ||||
| 7/32 | 170 — 250A | 200 — 320A | 210 — 300A | 240 — 310A | 225 — 310A | 370 — 520A | 250 — 350A | 260 — 340A | 240 — 320A | 260–340A | 275–365A | Н/Д | ||||
| 1/4 | 210 — 320A | 250 — 400A | 250 — 350A | 310 — 360A | 275 — 375A | N. A. A. | 300 — 420A | 330 — 415A | 300 — 390A | 315–400 А | 335–430 А | Н/Д | ||||
| 5.0236 390 — 500 А | 375 — 475 А | 375 — 470 А | 400 — 525 А | Н/Д |
Руководство по выбору электродов для электродуговой сварки
Выбор электрода для электродуговой сварки часто указывается в Спецификации процедуры сварки (WPS), но если вы новичок в дуговой сварке электродом или работа не определяет электрод, это руководство поможет вам сделать правильный выбор.
Двумя основными отличиями электродов для дуговой сварки являются покрытие флюсом и присадочный металл сердцевины. Существует множество различных покрытий, а присадочный стержень внутри флюса может быть легирован определенной смесью добавок.
Каждый сварочный стержень предназначен для работы в определенных условиях. Некоторые стержни могут выполнять другие сварочные работы, чем они предназначены, но с ограничениями, а другие не могут выполнять ничего, кроме своего прямого назначения. Вот почему вы должны убедиться, что вы выбрали подходящий электрод как для вашей работы, так и для вашего электродугового сварщика.
Вот почему вы должны убедиться, что вы выбрали подходящий электрод как для вашей работы, так и для вашего электродугового сварщика.
Флюсовое покрытие определяет характеристики шлака и дуги, требуемую полярность и возможные положения сварки. Присадочный металл также будет влиять на дугу, но он будет определять прочность на растяжение и связь между свариваемыми деталями. Некоторые экзотические металлы, такие как никель, требуют специальных стержней для очень специфических задач, в то время как электроды для сварки низкоуглеродистой стали имеют более слабое применение.
Итак, начнем с первичной классификации сварочных электродов.
Электроды для электродуговой сварки в защитном металле Классификация
Сварочная промышленность приняла нормы и стандарты Американского общества сварщиков (AWS) для классификации электродов для электродуговой сварки.
Коды AWS:
- A5.1 — углеродистая сталь
- A5.5 — низколегированная сталь
- A5.
 4 — нержавеющая сталь
4 — нержавеющая сталь - A5.15 — сварка чугуна
- A5.11 — никель электроды из сплавов
- А5.3 — алюминиевые сплавы
- А5.6 — медные сплавы
- А5.13 — электроды для наплавки сплавов
Наиболее часто свариваемым металлом является низкоуглеродистая сталь или, иначе называемая, мягкая сталь. Итак, мы рассмотрим спецификацию AWS A5.1 для электродов из углеродистой стали.
Давайте проанализируем электрод для электродуговой сварки E7018 в качестве примера того, как AWS определяет обязательные классификационные обозначения.
- E — Первая буква «E» означает электрод. Это может быть исключено из выходных данных продукта.
- Первые две цифры обозначают минимальную прочность на растяжение полученного металла сварного шва, выраженную в тысячах фунтов на квадратный дюйм (МПа/10). В этом случае «70» означает 70 тысяч фунтов на квадратный дюйм или 70 000 фунтов на квадратный дюйм.
- Третья цифра указывает рекомендуемое положение сварки.
 Цифра «1» означает, что это всепозиционный электрод; «2» используется для горизонтального и плоского положения; 3, если для горизонтального положения; 4 допускает все положения, но ограничивает перемещение по вертикали только вниз.
Цифра «1» означает, что это всепозиционный электрод; «2» используется для горизонтального и плоского положения; 3, если для горизонтального положения; 4 допускает все положения, но ограничивает перемещение по вертикали только вниз. - Четвертая цифра указывает на флюсовое покрытие и требуемый вид тока. Ток может быть переменным, положительным электродом постоянного тока (DCEP) или отрицательным электродом постоянного тока (DCEN). Все типы покрытий для электродов из мягкой стали представлены в таблице ниже.
- Кроме того, , если электрод содержит букву «M» , как E7018M, это означает, что он разработан для удовлетворения большинства военных требований. Он имеет более высокую прочность, более низкое содержание влаги и обязательные ограничения по диффузионному водороду.
- Если электрод имеет суффикс «-1» , например, E7018-1, электрод соответствует требованиям повышенной прочности и пластичности.
- Суффикс «HZ», E7018HZ, означает, что электрод проходит дополнительное испытание на диффузию водорода.
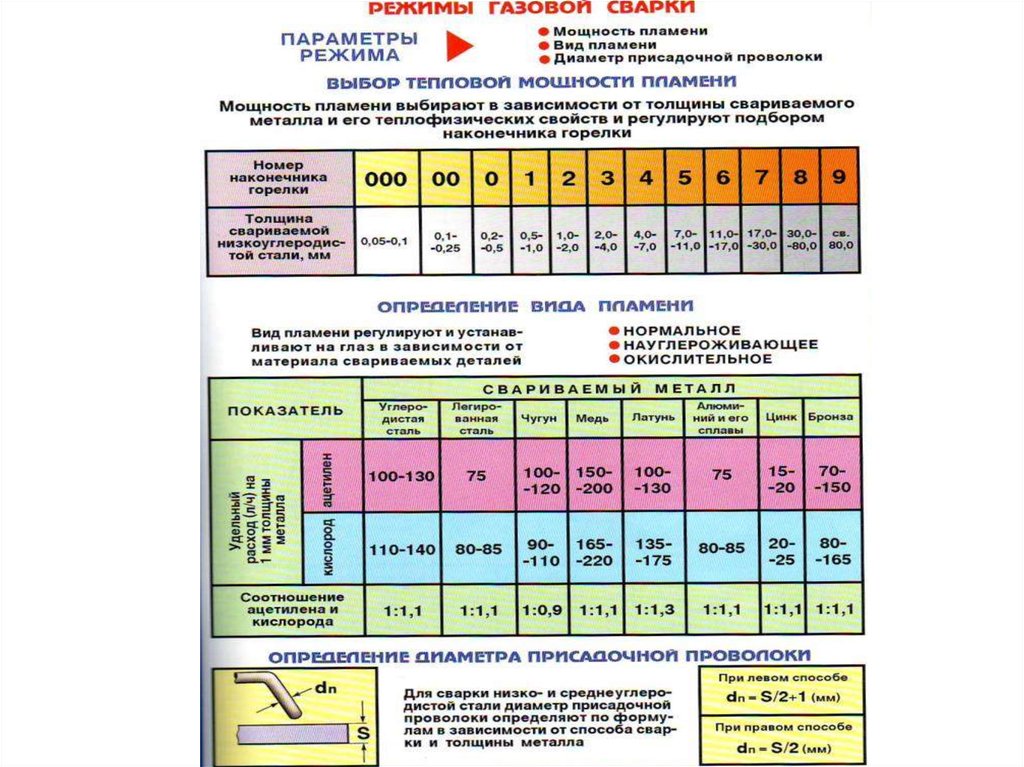 Эти электроды более безопасны, когда требуется максимальная способность к диффузии водорода.
Эти электроды более безопасны, когда требуется максимальная способность к диффузии водорода.
Итак, давайте рассмотрим еще один пример E6010. Мы можем заключить следующее: Это электрод (E), прочность на растяжение полученного сварного шва составляет 60 тысяч фунтов на квадратный дюйм или 60 000 фунтов на квадратный дюйм (60), мы можем сваривать им во всех положениях (1), тип покрытия — высокое содержание целлюлозы натрия и требуемый ток равен DCEP (0 — см. таблицу ниже).
Типы покрытий электродов для сварки электродов и тип тока для электродов из мягкой стали
| Номер | Тип покрытия | Тип тока |
|---|---|---|
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
| 2 | Высокое содержание титана натрия | AC, DC- |
| 3 | Калий с высоким содержанием титана | AC, DC+ |
| 4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Калий с низким содержанием водорода | AC, DC+ |
| 7 | Высокое содержание оксида железа, железный порошок | AC, DC+ или DC- |
| 9 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
Большинство стержневых сварочных электродов можно разделить на три группы по типу покрытия. Это целлюлозные, рутиловые и основные покрытия.
Это целлюлозные, рутиловые и основные покрытия.
| Тип электрода | Основной компонент | Полученный защитный газ |
|---|---|---|
| Целлюлозный | Целлюлозный | Водород + CO2 |
| Основной | Соединения кальция | В основном CO2 |
| Рутил | Титан (TiO2) | В основном CO2 |
Не смущайтесь, когда вы видите, что 6010 и 6011 имеют «высокое содержание целлюлозы» и имеют разные вторые параметры, такие как натрий или калий. Они оба целлюлозные, но другие добавки к покрытию дают разные результаты. То же самое касается рутиловых и основных покрытий.
Флюс на основе целлюлозы
Целлюлозные электроды производят сварку с тонким шлаком, что обеспечивает более четкое представление о сварочной ванне. Эти электроды значительно облегчают достижение полного спондилодеза, особенно в вертикальном, горизонтальном и надголовном положениях.
Однако образуется больше сварочного дыма и искр по сравнению с рутиловыми и обычными сварочными прутьями.
Стержневые электроды на основе целлюлозы, такие как E6010, сложны в использовании для неопытных сварщиков. Они предназначены для тяжелых работ, таких как сварка труб.
Изображение порошка целлюлозы, используемого в качестве флюса на основе целлюлозы для сварочных стержней. Изображение: IndiaMart
Электроды E6010 также называют «электродами для печных труб» из-за их способности сваривать в положении печных труб (вертикально вниз). Сварка в этом положении улучшает сварной шов и повышает производительность, поскольку шлак быстрее остывает.
Глубокое проплавление, высокая скорость наплавки и возможность сварки вертикально вниз делают целлюлозные электроды идеальными для сварки труб и работы на резервуарах. Но они также используются в промышленных условиях с определенными ограничениями, обычно указанными в WPS.
Эти электроды содержат более 30% целлюлозы в своем покрытии, обычно в виде древесной муки. Они имеют влажность около 4-5%, что при горении выделяет большое количество водорода. Этот водород повышает напряжение дуги и отвечает за их глубокое проникновение и высокую скорость осаждения. Однако для этого требуется высокое напряжение холостого хода (OCV), что затрудняет работу с этими электродами на дешевом инверторном сварочном аппарате.
Они имеют влажность около 4-5%, что при горении выделяет большое количество водорода. Этот водород повышает напряжение дуги и отвечает за их глубокое проникновение и высокую скорость осаждения. Однако для этого требуется высокое напряжение холостого хода (OCV), что затрудняет работу с этими электродами на дешевом инверторном сварочном аппарате.
Флюс на основе рутила
Стержневые рутиловые электроды имеют более плавную дугу и производят меньше искр и сварочного дыма, чем целлюлозные электроды. Электроды на основе рутила являются лучшими электродами для начинающих благодаря их благоприятным сварочным характеристикам.
Диоксид титана, присутствующий в рутиловых электродах, обеспечивает гладкую поверхность валика, легкое удаление шлака и стабилизирует дугу.
Однако они имеют более тяжелый шлак, чем целлюлозные электроды, которые могут мешать обзору и накапливаться в стыке.
Вот хорошее видео, объясняющее E6013, один из самых популярных рутиловых электродов.
Это может предотвратить полное срастание корней. Кроме того, они содержат большое количество водорода, как и целлюлозные электроды. Поэтому их не следует использовать при сварке высокоуглеродистой стали.
Основные или низководородные стержневые электроды
Основные покрытия стержневых сварочных стержней содержат большое количество карбоната кальция и железного порошка. Эти электроды имеют незначительное количество влаги, поэтому их называют низководородными.
Основные электроды используются для ответственных сварных швов в высокопрочных стальных конструкциях, таких как корабли, мосты, морские нефтегазовые установки, поскольку они обеспечивают прочные сварные швы без образования трещин.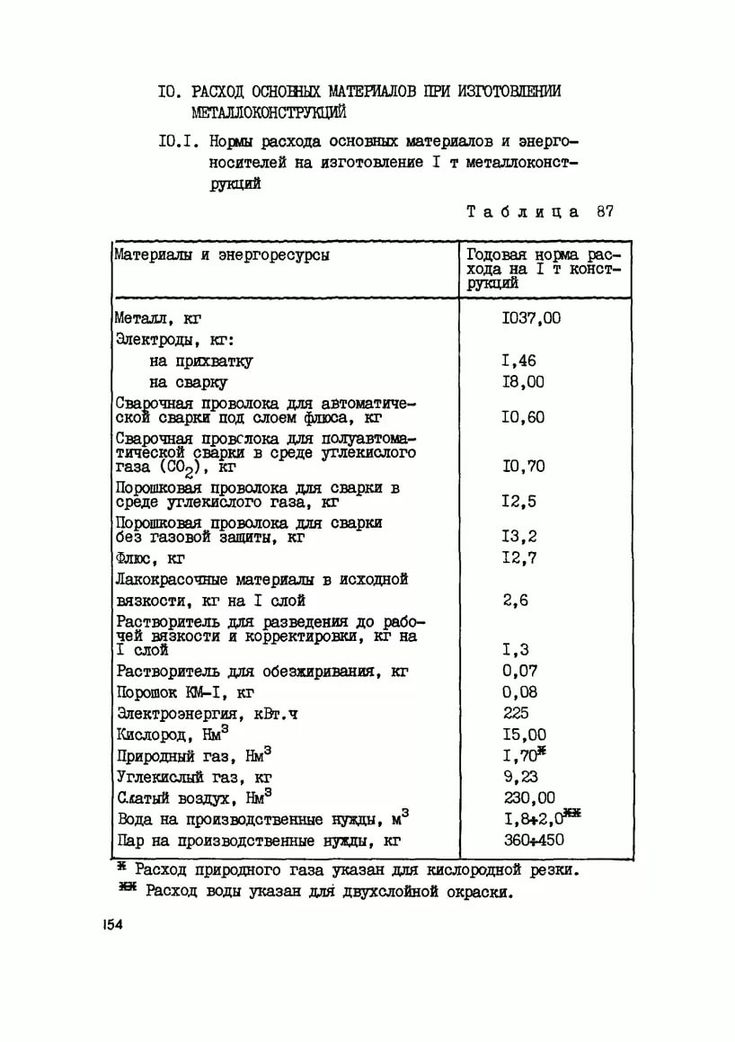
Электроды с низким содержанием водорода обладают превосходными механическими свойствами и обеспечивают среднее проникновение. Их легче запускать на более грязном металле благодаря таким добавкам, как кремний, железный порошок и марганец. И иметь хороший запуск и перезапуск дуги.
Эти электроды должны храниться в герметически закрытой таре и перед использованием подвергаться обжигу в специальных печах для стержневых электродов. Это не обязательно, если вы сварщик-любитель, но если вы делаете что-то по правилам, особенно для критических сварных швов.
Классификация ингредиентов покрытия штучных электродов
Общая комбинация ингредиентов покрытия определяет, является ли электрод целлюлозным, основным или рутиловым.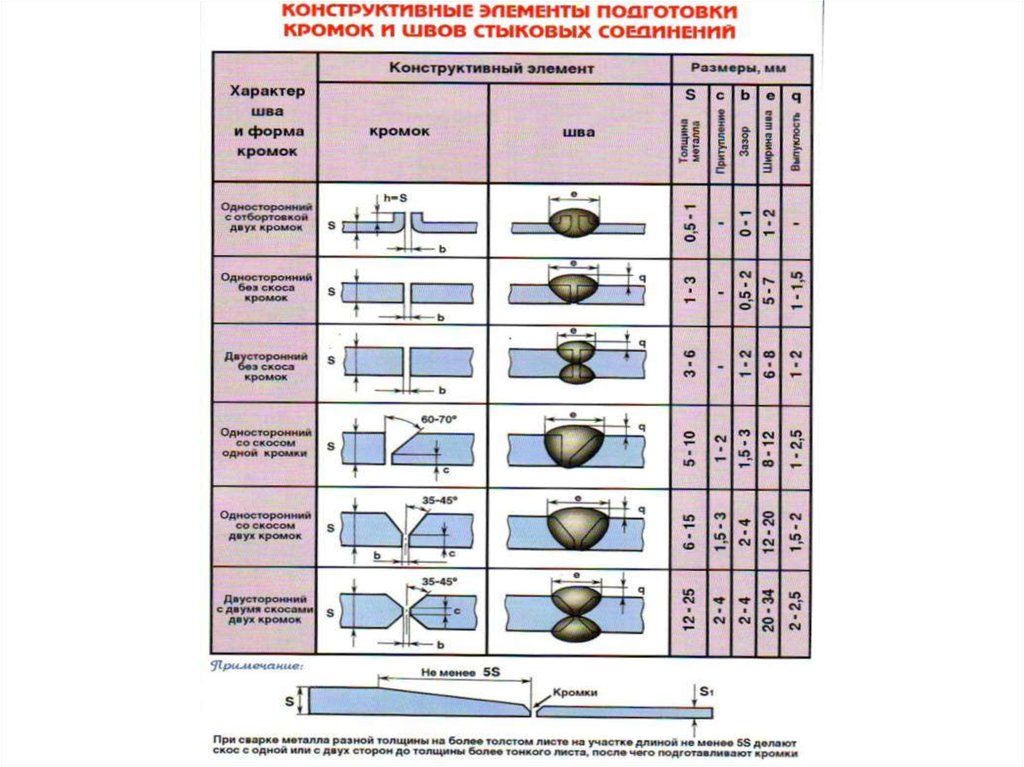 Но это также определяет характеристики электрода, поскольку не все электроды одинаковы в пределах своего типа, то есть E6010 не то же самое, что E6011, даже если оба они целлюлозные.
Но это также определяет характеристики электрода, поскольку не все электроды одинаковы в пределах своего типа, то есть E6010 не то же самое, что E6011, даже если оба они целлюлозные.
Эти материалы покрытия подразделяются на следующие группы:
Легирующие элементы
Электрод может содержать различные легирующие элементы, такие как никель, хром, молибден, марганец и другие, которые влияют на механические свойства получаемого металла сварного шва. Если механические свойства вызывают большое беспокойство, вам следует ознакомиться с техническими характеристиками сварочных прутков, которые вы планируете использовать. Если легирующие элементы не указаны в спецификации, необходимо обратиться к производителю.
Связующие вещества
Связующие вещества образуют пластичную массу покрытия и достаточно тверды, чтобы поддерживать кратер, а не отслаиваться, откалываться или трескаться. Растворимые силикаты, такие как натрий и калий, используются в покрытиях электродов в качестве связующих.
Газообразователи
Штучные электроды используют гидраты и карбонаты углеводов в качестве газообразующих материалов. Например, целлюлоза, такая как древесный флок, карбонаты кальция и магния или химически связанная вода, содержащаяся в глине и слюде. Свободная влага является еще одним газообразователем и содержится в целлюлозных электродах в количестве 2-3%.
Эти газообразующие вещества выделяют углекислый газ СО2, окись углерода СО и пары воды h3O при температуре сварочной дуги. Эти газы обеспечивают защитное действие сварочной ванны от окисления и загрязнения.
Стабилизаторы дуги
Наиболее часто используемыми стабилизаторами дуги являются соединения титана, калия и кальция. Они обеспечивают необходимый проводящий путь для потока тока, потому что воздух сам по себе недостаточно проводящий. Например, диоксид титана, содержащийся в рутиловых электродах, отвечает за их гладкие характеристики дуги благодаря улучшенной проводимости, которую он обеспечивает.
Кроме того, поскольку многие сварщики изо всех сил пытались научиться поддерживать или зажигать дугу с помощью определенного электрода, новейшие дуговые сварочные аппараты предлагают функции предотвращения прилипания или плавного пуска. Таким образом, в сочетании со стабилизаторами дуги в электродах функции электродуговой сварки обеспечат положительные результаты.
Флюсы и шлакообразователи
Кремнезем и магнетит обычно являются ингредиентами, которые придают шлаку массу и такие свойства, как поверхностное натяжение, температура плавления и вязкость.
Пластификаторы
Пластификаторы представляют собой смазочные материалы, обеспечивающие плавное течение покрытия под давлением. Поскольку покрытия часто бывают гранулированными или песчаными, необходимо добавлять карбонаты натрия и калия в качестве пластификаторов.
Положение сварки
Некоторые сварочные электроды позволяют выполнять сварку во всех положениях; некоторые из них ограничены плоским и горизонтальным положением, в то время как другие сварочные стержни предназначены для определенных положений, таких как вертикально вниз, вертикально вверх или горизонтально.
Положение при сварке в основном зависит от покрытия электрода. Например, покрытие электрода E6020 состоит в основном из оксида железа и имеет высокую скорость осаждения. В результате сварной шов получается очень плавным, что ограничивает его только плоской и горизонтальной сваркой.
С другой стороны, E7018 имеет очень сбалансированный набор ингредиентов для покрытия. Его скорость наплавки оптимальна для большинства случаев использования и может использоваться при сварке во всех положениях, даже если он содержит значительное количество оксида железа.
Но его старший брат E7028 с гораздо более высоким содержанием оксида железа и значительно более высокой скоростью наплавки подходит только для угловой сварки в плоском и горизонтальном положениях. E7048 ведет себя так же, как E7018, но разработан для превосходной сварки вертикально вниз.
Поэтому очень важно выбрать сварочную проволоку, соответствующую требуемому положению сварки. Лучше всего подходят все стержни для сварки, но если вам нужен специальный электрод, убедитесь, что он подходит для ваших сварочных проектов.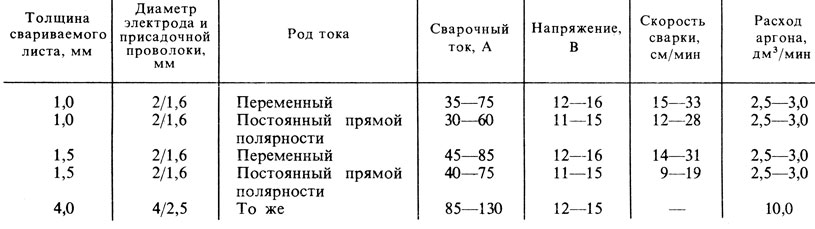
Если вы хотите узнать, как выполнять сварку электродами, у нас есть специальная статья на эту тему, в которой мы расскажем о методах и других важных деталях.
Полярность
Полярность сварочного электрода определяется типом покрытия, как показано в таблице выше или в PDF-файле выше.
При дуговой сварке защищенным металлом важно знать, почему вы хотите использовать DCEN, DCEP или переменный ток.
DCEP обеспечивает лучшее проникновение и обычно используется для соединений, где требуется максимальное слияние. Тем не менее, DCEN является предпочтительным выбором, если вы свариваете более тонкие листовые металлы или работаете со швами с открытым корнем. Поскольку DCEN имеет более слабое проникновение, у него также меньше шансов прогореть. DCEN также используется при выполнении наплавочных швов для предотвращения сильного провара.
Хотя постоянный ток почти всегда является предпочтительным выбором, иногда переменный ток является единственным вариантом. Вы можете быть ограничены сварочным аппаратом, работающим только на переменном токе. Тем не менее, переменный ток часто является предпочтительным при сварке на большом расстоянии между свариваемым изделием и источником питания. Напряжение постоянного тока упадет, если провода слишком длинные, в то время как у переменного тока этой проблемы нет. Подробнее о различиях сварки на переменном и постоянном токе вы можете узнать в нашей отдельной статье.
Вы можете быть ограничены сварочным аппаратом, работающим только на переменном токе. Тем не менее, переменный ток часто является предпочтительным при сварке на большом расстоянии между свариваемым изделием и источником питания. Напряжение постоянного тока упадет, если провода слишком длинные, в то время как у переменного тока этой проблемы нет. Подробнее о различиях сварки на переменном и постоянном токе вы можете узнать в нашей отдельной статье.
Обычно используемые электроды для дуговой сварки в защитном металле
Теперь давайте более подробно рассмотрим каждый из часто используемых электродов для сварки.
Я покрою только электроды для сварки углеродистой стали. Вы можете получить диаграмму в формате PDF, если хотите увидеть краткий комментарий к каждому электроду для каждого материала. Но подробное описание каждого существующего электрода потребовало бы написания серии книг.
Таблица сравнения проплавления электродов для сварки электродами
В приведенной ниже таблице сравнивается проплавление угловых сварных швов с основным металлом. Различные стержневые электроды сравниваются в общем виде. Многие переменные могут давать совершенно разные результаты, поэтому принимайте это как общее практическое правило, а не как бесспорные факты.
Различные стержневые электроды сравниваются в общем виде. Многие переменные могут давать совершенно разные результаты, поэтому принимайте это как общее практическое правило, а не как бесспорные факты.
Все, от скорости движения, выходной мощности сварочного аппарата и постоянного напряжения, вашей техники и навыков до факторов окружающей среды, таких как внешняя температура, может и будет влиять на фактические результаты. На приведенных ниже диаграммах показаны различные скорости проникновения и осаждения металла, но, пожалуйста, учитывайте переменные.
Сварочный электрод E6010
Сварочные электроды E6010 изначально были созданы для улучшения сварочных работ. Однако сегодня E6010 обычно используется для тяжелых работ, таких как сварка труб и конструкций.
Наиболее заметной характеристикой является глубокое проникновение дуги. Благодаря их целлюлозному покрытию и высокому содержанию водорода их дуга получает дополнительное напряжение, что помогает им проникать глубоко в металл.
Помимо отличного проникновения, они могут использоваться для резки металла. Вы можете создать горелку, которая будет резать сталь как масло, включив сварочный аппарат на максимальную мощность. Возможная толщина основного металла резки во многом зависит от диаметра электрода и силы тока вашего сварочного аппарата. Срез не будет чистым, но он делает свою работу на скорую руку.
Сварочные электроды E6010 быстро горят. Они быстро наплавляют металл, что делает их отличным выбором для перекрытия широких корневых отверстий и сварки балок. Это гораздо более быстрый электрод, чем E7018, но это не всегда хорошо. Когда соединение требует тщательного наплавления металла, не рекомендуется наносить много присадочного металла как можно быстрее.
Однако из-за агрессивной дуги, предназначенной для тяжелых условий эксплуатации, многие сварщики испытывают трудности с зажиганием или поддержанием дуги с помощью сварочных аппаратов 6010. Вот почему вы должны убедиться, что ваш аппарат для дуговой/электрической сварки способен их прожечь. К счастью, многие новейшие аппараты для сварки электродом предлагают функции, стабилизирующие дугу, поэтому не стесняйтесь проверять лучшие аппараты для электродуговой сварки, которые мы рекомендуем.
Покрытие в основном из древесной муки с добавлением минеральных силикатов, раскислителей, силиката натрия. Шлак минимальный, и его легко удалить. Из-за их покрытия с высоким содержанием натрия целлюлозы их можно сваривать только в DCEP (обратная полярность).
Электрод для электродуговой сварки E6011
Электроды для электродуговой сварки E6011 почти такие же, как электроды E6010; оба быстрозамораживающие удилища с отличным проникновением. Но у них есть несколько важных отличий.
Соединения калия добавляются вместо натрия, преобладающего в E6010. Покрытие E6011 с высоким содержанием целлюлозы и калия позволяет ему работать со сварочными аппаратами на выходе переменного тока. Таким образом, его можно использовать в приложениях DCEP (прямая полярность) и переменного тока.
Ток будет иметь «нулевое» состояние при использовании любого электрода с выходом переменного тока. Это моменты, когда электрод переходит от DCEP к DCEN, и в этом переходе он достигает нулевого выходного тока. Это когда электроды обрываются или возникают колебания дуги, что затрудняет их сварку.
Добавление соединений калия позволяет E6011 поддерживать зажигание дуги, когда выходной ток проходит через периоды отсутствия выходного сигнала.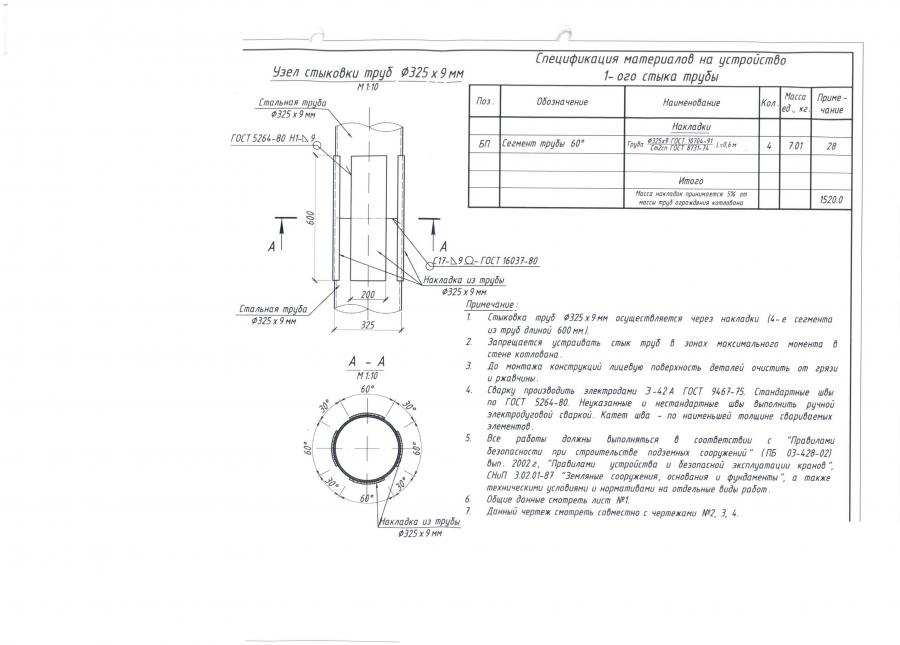 Этот электрод в основном предназначен для замены E6010, если вы используете старый сварочный аппарат переменного тока с коробкой для жужжания и если вы испытываете дуговой удар с E6010. А вот при сварке на переменном токе ток несколько снижает проплавление.
Этот электрод в основном предназначен для замены E6010, если вы используете старый сварочный аппарат переменного тока с коробкой для жужжания и если вы испытываете дуговой удар с E6010. А вот при сварке на переменном токе ток несколько снижает проплавление.
E6012 Сварочные стержни
E6012 представляет собой рутиловый электрод с большим содержанием диоксида титана в покрытии. Этот электрод работает с полярностью AC и DCEN.
Итак, в отличие от E6010 и 6011, действие DCEN E6012 означает неглубокое проплавление сварного шва. Это делает их отличным выбором при работе с тонким листовым металлом, плохо подогнанными сварными соединениями и легкой ремонтной сваркой.
Он производит меньше дыма, чем два целлюлозных электрода выше, но оставляет более густой шлак. Однако шлак чрезвычайно легко удаляется, и в большинстве случаев он просто отслаивается сам по себе.
Стержень E6013 очень похож, но содержит соединения калия для дополнительной стабилизации дуги, особенно при использовании переменного тока.
E7018 Сварочная проволока
Сварочная проволока E7018 является одним из самых популярных и широко используемых электродов для дуговой сварки в среде защитного металла.
Представляют собой стержни с низким содержанием водорода с добавлением порошка железа и могут использоваться с полярностью AC или DCEP. Стержни E7018 имеют умеренные наросты и проникновение. Благодаря добавлению железного порошка дуга получается ровной и меньше разбрызгивания, чем при использовании целлюлозных и рутиловых электродов.
Сварочные электроды E7018 не используют защитный газ от горящего флюса в качестве метода защиты от атмосферы. Вместо этого расплавленный шлак, образующийся поверх сварного шва, защищает металл сварного шва. Вот почему E7018 не следует использовать для швов с открытым корнем. Если шов не позволяет полностью покрыть шов шлаком, его не следует сваривать с помощью E7018.
Вот почему E7018 не следует использовать для швов с открытым корнем. Если шов не позволяет полностью покрыть шов шлаком, его не следует сваривать с помощью E7018.
E7018 очень чувствителен к влаге, что приводит к пористости. Поэтому их следует хранить в герметичном контейнере и запекать в стержневой печи перед выполнением ответственных сварных швов. Они обычно используются в судостроении, сварке труб, сварке толстолистового металла, котлах, конструкционных сталях и низкотемпературном оборудовании.
Этот стержень с низким содержанием водорода позволяет получать металл сварного шва высочайшего качества из стержневых стержней из мягкой стали. Кроме того, он выдерживает относительно высокие сварочные токи и имеет высокую скорость осаждения расплавленного металла. По сравнению с 6010-ми, ваш сварочный аппарат, несомненно, сожжет 7018-е.
Заключение
Имея более 220 электродов с официальной классификацией от AWS, сложно усвоить все за один раз. Цель этой статьи — ввести вас в курс дела и предоставить необходимые подробные знания для понимания электродов для сварки стержнями, уделяя особое внимание выбору электродов, соответствующих вашим потребностям.
Большинство людей будут сваривать мягкую сталь с помощью процесса дуговой сварки защищенным металлом. Однако, если вас также интересуют другие сварочные электроды, наша таблица в формате PDF включает все официально классифицированные электроды для ММА, и вам следует начать с них.
Ресурсы:
- Спецификация на электроды из углеродистой стали для дуговой сварки в защитном металле AWS A5.1/A5.1M:2012
- Спецификация на электроды из низколегированной стали для дуговой сварки в защитном металле A5.5/A5.5M:2006
- Спецификация на электроды из нержавеющей стали для дуговой сварки защищенным металлом A5.4/A5.4M:2012
- Спецификация на электроды и стержни для сварки чугуна AWS A5. 15:1990
- Спецификация на электроды для сварки никеля и никелевых сплавов для дуговой сварки в защитном металле A5.11/A5.11M:2018
- Спецификация для электродов из алюминия и алюминиевых сплавов для дуговой сварки металлическим электродом в среде защитного газа A5.
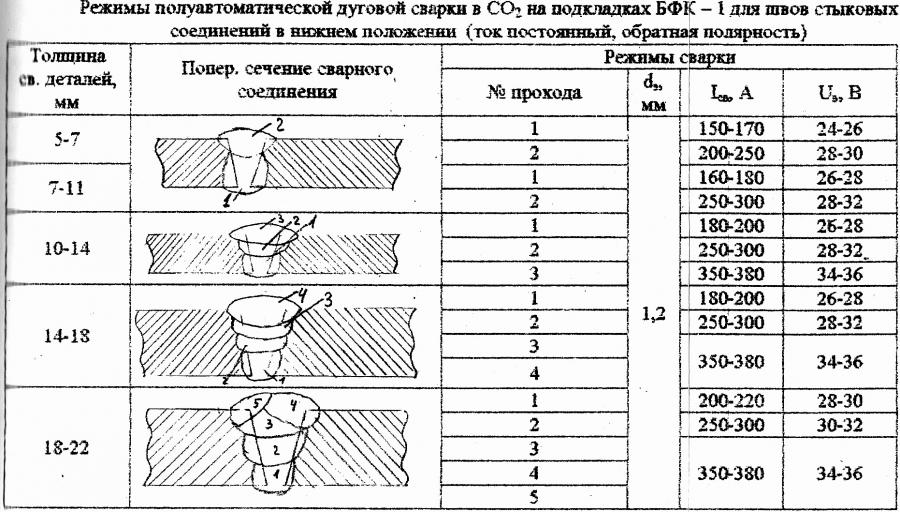 3/A5.3M:1999
3/A5.3M:1999 - Спецификация для электродов из меди и медного сплава для дуговой сварки металлическим электродом в среде защищенного электрода A5.6/A5.6M:2008
- Спецификация для Наплавочные электроды для дуговой сварки металлическим электродом A5.13:2021
- Стержневой электрод и основы сварки Майкл Аллен и Натан Лотт, www.thefabricator.com
- База знаний ESAB SMAW Welding Knowledge Database
- Сравнение рутиловых и целлюлозных электродов на twi-global .com
Расчет расхода электрода — [Документ в формате PDF]
Щелкните здесь, чтобы загрузить программу чтения
ОПИСАНИЕ
Расход электрода
ВЫПИСКА
10
Общие сведения
Расчет расхода электродов В таблицах приведены сечение стыка, теоретический объем стыка и кг металла шва на метр длины сварного шва. Расход электрода на метр сварного шва получается путем деления количества кг металла шва на N, где N — это кг металла шва на кг электрода и дается для каждого электрода на соответствующих страницах.
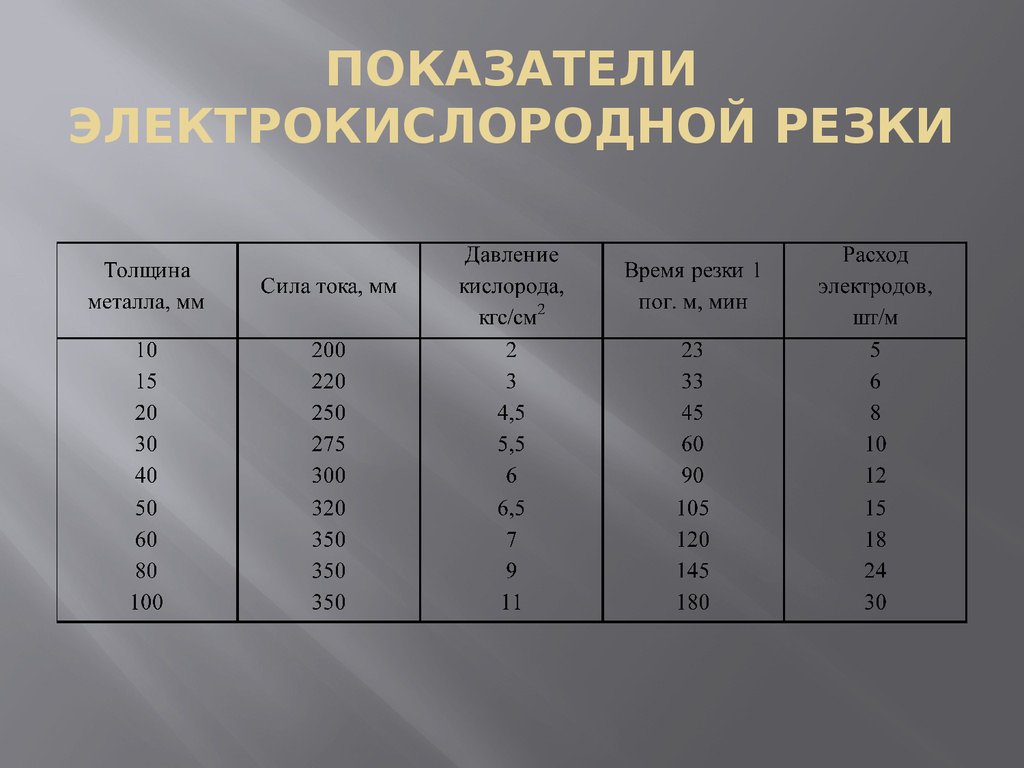
Квадратные стыковые соединения: Объемы соединений и вес металла шва
Позиция Толщина листа
мм
Зазор мм
Объем/длина см3/м
Вес/длина металла шва кг/м
1 0 2 0,5 0,5 0,5 1 0 2 0,5 2 0,5 3 0,022 1 4 0,03
FLAT 3 1,5 7 0,05
4 2 17 0,135 2 21 0,166 2,5 27 0,21
Флэт 7 3 36 0,28
1 0 2,5 0,021,5 0,5 4 0,032 1 5 0,04
. 3 1,5 9,5 0,07
4 2 22 0,175 2,5 25 0,206 3 32 0,25
Horizontal-Vertical 7 3 42 0.334 2 9 0.075 2 10.5 0.086 2.5 13 0.107 3 16 0.13
4 2 10.5 0.085 2 16 0.136 2.5 18 0.14
Overhead 7 3 21 0.16
11
Calc
Ulat
Ion
OFEL
ECTRO
DECO
NSUM
PTIO
NSI
NGL0008
etal
wei
ghts
1Th
eore
tical
volu
me
cm3 /m
2Ac
tual
join
tvol
ume
cm3 /m
(Takin
GAC
CONT
TOFT
RANS
VERS
ESH
RINKA
GE)
3DE
POST
EDWE
LDM
0008
etal
kg/m
The
first
run
and
back
ing
run
V-jo
ints
:Wel
dm
etal
wei
GHTS
PLAT
ETH
ICK-
NESS
MM
GAP MM
FLAT
FLAT
VERT
ICAL
OVE
RHEA
OVE
RHAE
5
0005 dHo
rizon
tal-V
ertic
al1
23
12
31
23
12
31
23
41
11.
 5
5110.
0913
12,5
0,10
1516
.50.
1317
.518
0,14
1314
.50.
115
116
.516
0,13
19,5
190.
1522
.524
.50.
1926
280.
2219
.521
0,16
61
2321
900,0.
1727
25,5
0,20
3137
0,29
3638
.50.
3027
300.
247
1,5
33,5
32,5
0,26
3938
0,30
4549
0.38
51.5
560.
4439
420.
33
81.
542
400.
3149
46.5
0.37
5759
.50 .
4765
.570
0.55
4956
0.44
91.
551
480.
3860
.556
0.44
7075
.
 50.
50.5981
.587
.50.
6960
.565
0,51
102
66,5
620.
4977
.
7610
410
90.
8677
.581
0,64
112
78,5
71,5
0,56
9000 9283
9000.505.505.505.
6610
711
30.
8912
413
01.
0292
96.5
0.76
122
9183
0.65
107
97.5
0.77
125
134
1.05
145
157
1,23
107
113
0,89
142
120
110
0,86
141
130
1,02
165919
130
1,02 9000 9000 165919
0008
171
1.34
193
204
1.60
141
159
1.17
152
135
123
0.97
160
146
1.
 15
15188
197
1,55
219
231
1,81
160
171
1,34
162
151
132
1,04
180
0008
157
1.23
211
223
1.75
247
257
2.02
180
186
1.46
182
189
170
1.33
223
204
1,60
263
276
2,17
308
320
2,51
223
233
1,83
202
7
10005 10008
502
9000 227
10005 10008
502
227 73
10003
202
233
0008
208
1.63
271
247
1.94
320
334
2.62
376
396
3.11
271
281
2.21
252
341
313
2,46
411
375
2,94
488
510
4.
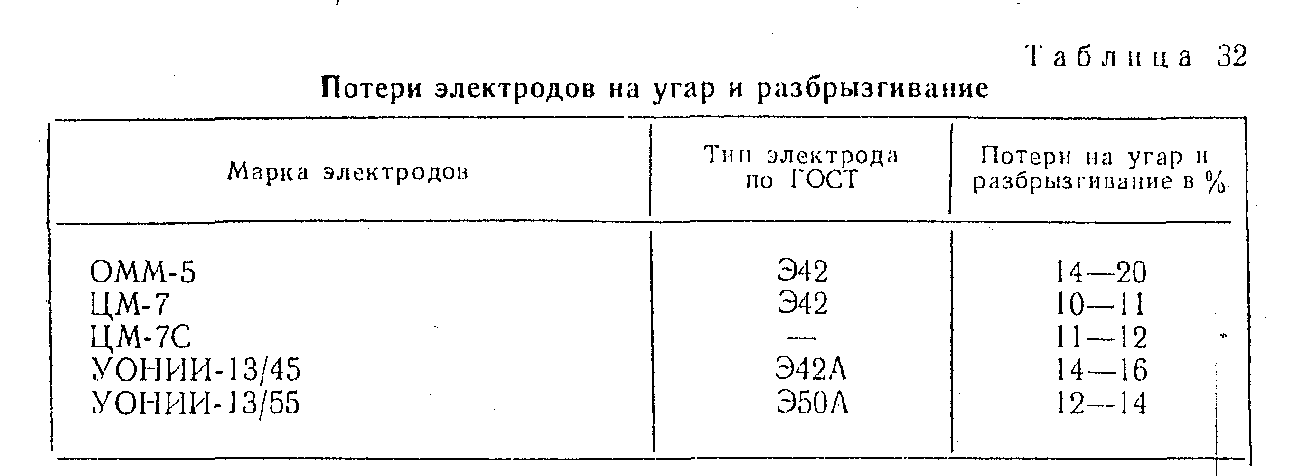 00
00577
606
4.76
411
9000 4259
4,76
411
9000 4259
4,76
411
42559
0008
3.34
Posi
tion
Plat
eth
ickn
ess
mm
Wei
ght/l
engt
hkg
/mEl
ectro
dedi
AMM
MFL
AT6
120.
103.
25FL
AT>
120.
154
Verti
Кал
> 8
0,15
Кал
> 8
0,15
> 8
0005 3.25
Horiz
onta
l-Ver
tical
>8
0.15
3.25
Ove
rhea
d>
100.
103.
25
50
60
70
80
60
12
Толщина пластины
Размер секции
ммм2 м3/м кг/м/м3/мк/мн/мм мм/м3/м.
 кг/м2 2 3,5 0,03 3 0,02 3,5 0,03 3,5 0,033 4,5 7 0,05 7 0,05 7 0,05 7,5 0,064 8 90.07 9 0.07 9.5 0.07 10.5 0.085 12.5 13 0.10 13.5 0.11 14.5 0.11 16 0.136 18 18.5 0.15 19.5 0.15 21 0.16 22 0.177 24.5 25.5 0.20 26.5 0.21 27.5 0.22 31.5 0.258 32 33 0.26 34.5 0.27 36 0.28 40.5 0.329 40.5 41.5 0.33 43 0.34 45.5 0.36 51 0.40
кг/м2 2 3,5 0,03 3 0,02 3,5 0,03 3,5 0,033 4,5 7 0,05 7 0,05 7 0,05 7,5 0,064 8 90.07 9 0.07 9.5 0.07 10.5 0.085 12.5 13 0.10 13.5 0.11 14.5 0.11 16 0.136 18 18.5 0.15 19.5 0.15 21 0.16 22 0.177 24.5 25.5 0.20 26.5 0.21 27.5 0.22 31.5 0.258 32 33 0.26 34.5 0.27 36 0.28 40.5 0.329 40.5 41.5 0.33 43 0.34 45.5 0.36 51 0.4010 50 51.5 0.40 53.5 0.42 56 0.44 64 0.5011 60.5 63 0.49 67 0.53 72 0.57 78.5 0.6212 72 74.5 0.58 79 0.62 84.5 0.66 93 0.7315 113 116 0.91 123 0.97 132 1.04 141 1.1118 162 167 0.31 174 1.37 190 1.49 204 1.6020 200 206 1,62 206 1,62 227 1,78 252 1,9822 242 248 1.95 255 2.00 275 2.16 204 2.3925 323 329 2.58 331 2.60 370 2.90 405 3.18
TThroat
thicknessSection
sizemm mm2 cm3/m kg/m cm3/m kg/m cm3/m kg/m cm3/m кг/м2 4 5 0,04 6 0,05 5,5 0,04 5,5 0,042,5 6,5 7,5 0,06 8,5 0,07 8 0,06 8,5 0,073 9 10,5 0,08 12,5 0,10 11 0,09 12 0,093,5 12,5 14 0,11 16 0,13 15 0,12 16,5 0,134 16 18 0,14 21 0,16 19,5 0,13 15 0,12 16,5 0,134 16 18 0,14 21 0,16 19,5 0,13.
 22 0,174,5 20,5 22,5 0,18 26 0,20 24,5 0,19 26,5 0,215 25 27,5 0,22 31,5 0,25 30,5 0,24 33 0,265,5 30,5 33,5 0,26 37 0,2936 0.28 40.5 0.326 36 40 0.31 42 0.33 43 0.34 47.5 0.376.5 42.5 46.5 0.37 49.5 0.39 51 0.40 56 0.447 49 54.5 0.43 57 0.45 56 0.44 65 0.517.5 56.5 60.5 0.47 65 0.51 64 0.50 73.5 0.588 64 70 0.55 73.5 0.58 76.5 0.60 82.5 0.659 81 88 0.69 94 0.74 95 0.75 109 0.86
22 0,174,5 20,5 22,5 0,18 26 0,20 24,5 0,19 26,5 0,215 25 27,5 0,22 31,5 0,25 30,5 0,24 33 0,265,5 30,5 33,5 0,26 37 0,2936 0.28 40.5 0.326 36 40 0.31 42 0.33 43 0.34 47.5 0.376.5 42.5 46.5 0.37 49.5 0.39 51 0.40 56 0.447 49 54.5 0.43 57 0.45 56 0.44 65 0.517.5 56.5 60.5 0.47 65 0.51 64 0.50 73.5 0.588 64 70 0.55 73.5 0.58 76.5 0.60 82.5 0.659 81 88 0.69 94 0.74 95 0.75 109 0.8610 100 108 0.85 114 0.89 116 0.91 130 1.0211 121 131 1.03 138 1.08 143 1.12 157 1.2312 144 155 1.22 162 1.27 169 1.33 188 1.4813 169 179 1.41 190 1.49 195 1.53 220 1,7314 196 207 1,62 224 1,76 227 1,78 257 2,0215 225 237 1,86 248 1,95 264 2,07 294 2,31
Расчет сварных швов с сварными швами электрода: фактические объемы суставов и веса металлов сварки
сварные швы: фактические объемы суставов и веса металлов
13
Шкалы твердых. Твердость Алмазная пирамида C Шкала B Шкала HB, HBr BHN Вольфрам Твердость HV, HRC, Rc HRB, RB Стальной шарик Карбидный шарик1000 69 — — -950 68 — — -900 67 — — -850 66 — — -800 64 — — 722750 62 — — 6
60 — 656650 58 — 611600 55 — — 564580 54 — — 545560 53 — 525540 52 — 496 507520 51 — 480 488500 49 — 465 471480 48 — 448 452460 46 — 433 433440 48 — 415 415 — 415 415 — 415 415 — 415 415 — 415 415 — 415 415 — 415 415 — 454 415 — 4544415 — 448 415 — 448 415 — 448 415 — 448 415 — 448 415 — 448 415 — 448 415 — 484444.
 415 — 448 415 — 488 415 — 488 415 — 4844444.415 — 48460 488500 — 465 471480 48 48460 4885. — 379 379380 39 — 360 360360 37 — 341 341340 34 — 322 322320 32 — 303 303300 30 — 284 284280 27 — 265 265260 24 — 247 247240 20 98 228 228220 — 95 209 209200 — 92 190 1
415 — 448 415 — 488 415 — 488 415 — 4844444.415 — 48460 488500 — 465 471480 48 48460 4885. — 379 379380 39 — 360 360360 37 — 341 341340 34 — 322 322320 32 — 303 303300 30 — 284 284280 27 — 265 265260 24 — 247 247240 20 98 228 228220 — 95 209 209200 — 92 190 1
— 87 171 171160 — 82 152 152140 — 75 133 133120 — 67 114 114100 — 56 95 95
Данную таблицу следует рассматривать как не более чем общее указание соотношения твердости для сталей.
Расчет расходных материалов для сварки Excel Формула трубопроводов SAW – Arad Branding
Сварщики, начальники цехов и даже бухгалтеры обязаны определить, как оценить производительность сварки и ее влияние на прибыльность компании.
Что вы читаете в этой статье:
- Расчет сварочных материалов
- Расчет сварочных материалов для трубопровода
- Формула расчета сварочных материалов
- Расчет сварочных материалов под флюсом
- Расчет использования сварочной проволоки
- Как рассчитать расходные материалы для сварки
Для них важна формула расчета расходных материалов для дуговой сварки под флюсом (SAW), которая была преобразована в файл Excel.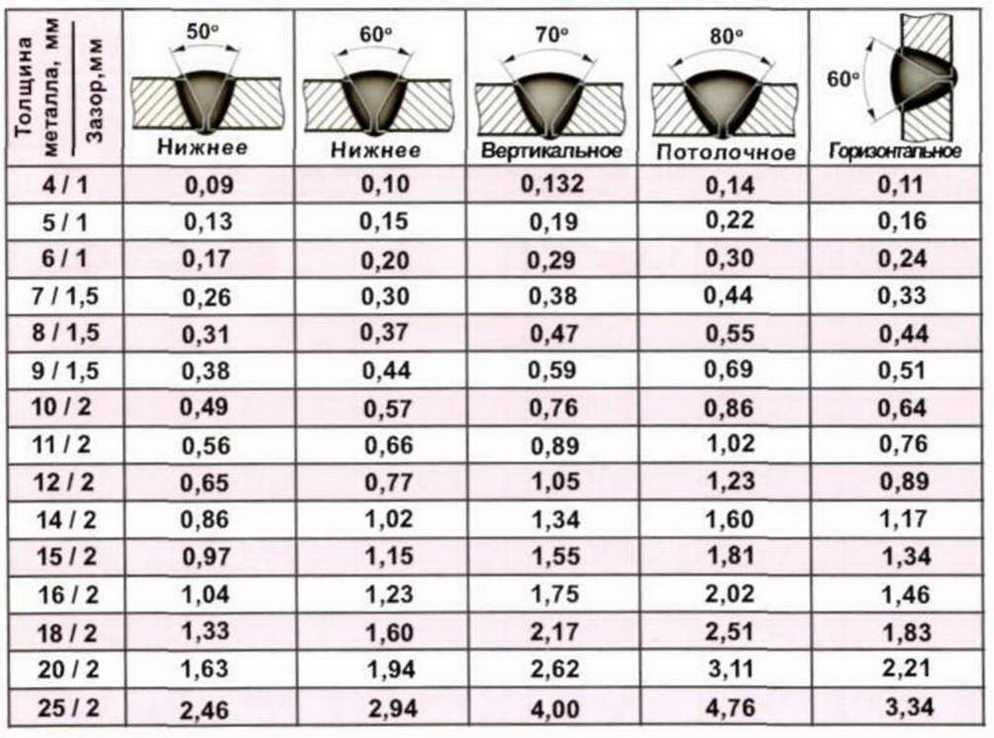
Сварочные цеха, выполняющие крупномасштабные процессы сварки труб и трубопроводов или другие типы повторяющихся ремонтов, могут генерировать производственные показатели, которые можно использовать для расчета производительности сварки и мониторинга усовершенствований процесса.
И это несмотря на то, что расчет производительности может быть сложной задачей.
Обычные процедуры сварки труб или труб, такие как стыковая сварка, плавление, узкая разделка и сварка трубной доски, могут предоставить исходные данные, которые можно использовать для количественной оценки эффективности сварки.
Ниже приведены некоторые потенциальные факторы, которые могут быть включены в окончательные показатели для измерения производительности сварки:
- Количество единиц, производимых в день, неделю, месяц и квартал, зависит от объемов производства.
- Количество израсходованной присадочной проволоки, измеренное по весу проволоки или израсходованной длине проволоки.

- Время горения дуги выражается в процентах от всего объема сварочных работ и выражается в часах в неделю, месяц или квартал.
- Ставки лома или переработанных материалов.
Каждый из этих индикаторов предоставляет информацию о производительности сварки; тем не менее, невозможно, чтобы одна сводная метрика эффективно отражала различные детализированные операции, влияющие на общую производительность сварки.
Из-за этого может быть полезно смотреть на производительность одновременно с нескольких точек зрения.
Техника орбитальной сварки идеально подходит для применений, требующих высококачественной сварки и высокого уровня повторяемости, поскольку требует минимального вмешательства оператора.
Многие предприятия различных типов добились значительного повышения производительности сварочных операций после перехода от ручных процессов к орбитальным методам сварки.
Расчеты, используемые для количественной оценки повышения эффективности, могут различаться в разных магазинах, но преимущества, как количественные, так и качественные, впечатляют.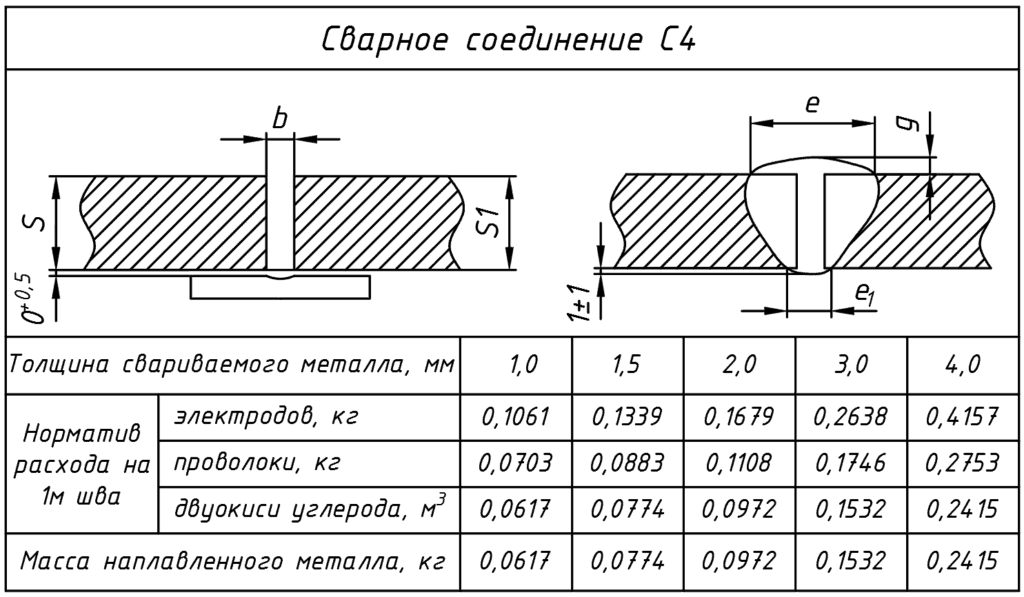
Расчет расходных материалов для сварки
Несмотря на то, что это может показаться сложным, в большинстве ситуаций определение необходимого количества металла сварного шва не должно вызывать затруднений.
Самый простой метод, если не считать наличия компьютерной программы, которая выполняет расчеты за вас, заключается в использовании таблиц, включенных в Справочник по процедурам дуговой сварки.
Данные, представленные в таблице 12-1, могут быть использованы для расчета необходимого веса металла шва на погонный фут соединения.
В этой статье содержится информация об угловых швах и сварных швах с разделкой кромок, которые также можно использовать для сварки внахлестку.
Специфика сустава — это все, что вам нужно знать на данный момент (размер ножки, угол скоса, корень и т. д.).
Если у вас нет таблиц из Руководства по процедурам, вы можете выполнить все эти расчеты вручную довольно простым способом.
Мы получаем телефонные звонки от клиентов, которые хотят знать критерии для работ, которые они цитируют в отношении металла сварного шва.
Когда мы разговариваем с клиентом, мы запрашиваем общее количество дюймов (или футов) сварного шва, а также тип сварного шва и размеры.
При определении того, сколько продукта им нужно купить, нам также необходимо знать процедуру, которая используется для учета эффективности электродов.
Расчет расходных материалов для сварки трубопроводов
Один из клиентов компании Arc Machines, производителя коррозионно-стойких датчиков расхода, используемых в пищевой промышленности и производстве напитков, определяет производительность сварки на основе того, насколько быстро датчики расхода давления привариваются к трубопроводу.
Количество соединений датчика, размер трубы и тип трубы, к которой будет привариваться датчик, влияют на процедуру сварки.
В процессе данного производителя используются следующие комбинации:
- Центральная отливка, в которой находится датчик, соединяется с трубопроводом двумя-четырьмя сварными швами с каждой стороны.

- от двух до четырнадцати дюймов для соединений
- В зависимости от необходимости защиты от коррозии трубы сортамента 80 могут быть изготовлены из углеродистой стали, нержавеющей стали, дуплексной нержавеющей стали, хромомолибденовой стали или различных сплавов на основе никеля.
Автоматизированная технология сварки GTAW горячей проволокой может заменить ручную сварку MIG, позволяя выполнять ручные операции, которые ранее занимали неделю, всего за один день.
За четыре года производства и тысячи сварных швов было забраковано всего два сварных шва.
Благодаря такому низкому уровню отбраковки время всего процесса сварки сократилось еще больше.
Чтобы обеспечить чистоту внутреннего валика, потребовались сотни сварных швов для установки 6000 погонных футов трубопроводов из нержавеющей стали (с наружным диаметром от 1/2 до 4 дюймов и толщиной стенки от 0,035 до 4 дюймов). 0,085 дюйма) на одном пивоваренном заводе.
Более 90 % сварных швов выполнены с использованием процессов орбитальной сварки.
Трубы, тройники и отводы с наружным диаметром от 1 1/2 до 4 1/2 дюйма были сварены с использованием модульных сварочных головок; для типичного сварного шва с наружным диаметром два дюйма требуется 1 1/2 минуты времени дуги и 1 минута продувки газом.
Прогнозируемое количество человеко-часов, необходимых для завершения задачи с использованием методов ручной сварки, было снижено на 15-20%, а время изготовления сократилось на 50% с использованием методов орбитальной сварки, что значительно повысило производительность сварки.
Сварочные материалы Расчетная формула
Площадь металла, которая будет расплавлена в процессе сварки, представляет собой площадь поперечного сечения сварного шва. Расчеты могут быть использованы для определения этой области.
Размер и форма сварного шва определяют площадь его поперечного сечения.
Размер прямоугольника или квадрата можно определить с помощью простых вычислений.
Другие формы, такие как круги или овалы, требуют более сложных вычислений.
Сначала необходимо рассчитать всю площадь поперечного сечения сварного шва, как показано ниже:
At = A X (100 + X)/100
Где:
A – площадь теоретического поперечного сечения сварного шва.
X = Требуемая дополнительная сварка из-за усиления поверхности сварного шва и увеличения размера (в процентах)
At – общая площадь поперечного сечения сварного шва (включая избыточный шов)
V = At × L
L – длина сварного шва (или общая длина аналогичных сварных швов).
Когда у вас есть все размеры, вычислить объем углового сварного шва довольно просто.
Используя приведенную ниже формулу, определите площадь углового шва в зависимости от размера шва.
Чтобы определить общий объем или «вес сварного шва» необходимого сварочного материала, умножьте два измерения — площадь и плотность сварочного материала — вместе.
Количество электродов, необходимых для наплавки 1 кг наплавленного металла, или вес наплавленного металла, полученного с каждого электрода, также можно узнать, обратившись к производителю электродов.
W = V×M
V — общий объем наплавленного металла, включая избыточный металл шва.
W — масса наплавленного металла для данной длины L.
Tw = W/D
D — скорость наплавки металла шва в час.
Tt = W/D x Dw
Где коэффициент эффективности работы сварщика/оператора обозначается Dw (время дуги в час, выраженное в десятичном формате)
E = W/Dp
вес металла, деленный на вес электрода).
G = Tw x (куб. объем/час)
Расчет расходных материалов для сварки под флюсом
Определение возможностей повышения эффективности процесса сварки за счет использования новых методов, технологий и материалов является конечной целью выбора метода оценки производительности сварки.
Одним из методов, потенциально способных значительно повысить производительность, является орбитальная сварка.
Использование орбитальной сварки открывает прекрасные перспективы для измеримых улучшений в нескольких задачах типичной операции ручной сварки труб.
Выравнивание: Для различных диаметров труб созданы взаимозаменяемые кассетные модули орбитальной сварочной головки.
Перед сваркой зажимы удерживают и выравнивают трубы или фитинги, экономя время, необходимое для ручной прихватки.
Настройка: Программируемые источники питания и контроллеры для орбитальной сварки поддерживают графики сварки, которые включают информацию о внешнем диаметре, толщине стенки, материале, типе сварного шва (труба, труба, посадка) и переменных параметрах сварки (ток, скорость перемещения, пульсация и время) рассматриваемой трубы или фитинга.
Когда приходит время сварки, в памяти контроллера удобно сохраняется точный график сварки.
Время сварки: Графики сварки точно управляют сварочными операциями, включая подачу проволоки, угол наклона электрода, расстояние дуги, пульсацию и скорость перемещения.
Вариативность операций ручной сварки устраняется за счет автоматизированного управления с использованием улучшенных параметров сварки, уменьшения продолжительности дуги и эффективного получения стабильных результатов без ущерба для качества.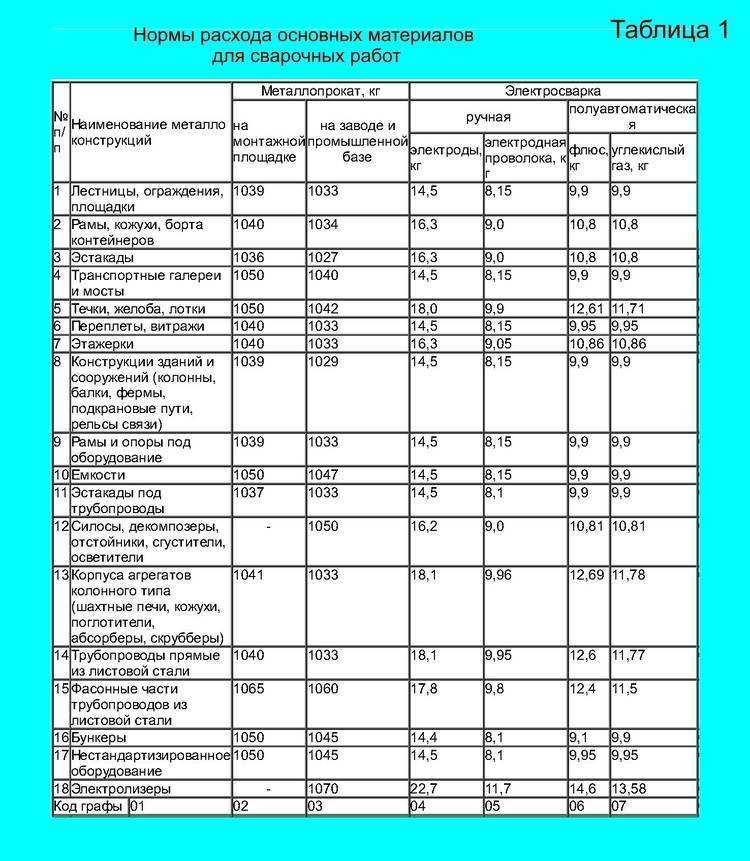
Переналадки/время простоя: Сокращение времени простоя за счет быстрого переключения между различными операциями по сварке труб с помощью большого выбора модульных сварочных головок и библиотеки графиков сварки.
Последующая доработка: Послесварочные работы могут быть значительными, если не полностью сокращены, благодаря неизменно высокому качеству сварных швов.
Экономия времени при использовании процедур орбитальной сварки может варьироваться от минут до часов, в зависимости от типа используемого процесса сварки, как в случае значительных переделок, связанных с некачественной ручной сваркой.
При оценке производительности сварки экономия времени в любой одной или нескольких из этих категорий приводит к значительным преимуществам при больших объемах работ или повторяющихся операциях по техническому обслуживанию.
Расчет расхода сварочной проволоки
Мне часто задают вопрос о том, как рассчитать стоимость сварочных работ.
Мы можем использовать базовую алгебру, чтобы определить, сколько защитного газа и сварочной проволоки требуется для проекта.
Допустим, компания должна предоставить цену за 5000 футов угловых сварных швов диаметром 1/4 дюйма.
Сколько газа и сварочной проволоки им потребуется?
Прежде чем ответить, обратите внимание, что формулировка этого вопроса подразумевает, что мастерская уже знает размер сварного шва и длину работы. Предложение разумно включает стоимость защитного газа.
Параметры углового сварного шва и вес металла шва на фут показаны в Таблице 1.
Эти значения приведены в Таблице 12-1 Справочника по процедурам дуговой сварки компании Lincoln Electric (Кливленд, Огайо). Сколько фунтов сварочной проволоки мне следует использовать?
Вес металлического шва на фут x (футы сварного шва для работы)
Пример 1
С 14-дюймовым плоским галтелем на 5000 футов потребуется фунт сварочной проволоки (с использованием значений из Таблицы 1).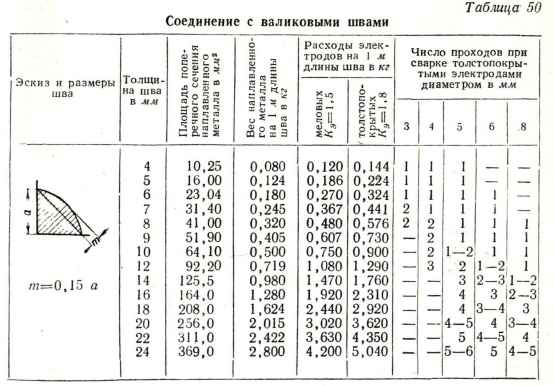
5000 футов x 0,129 кг/фут Сплошная сварочная проволока, 0,85 = 645 фунтов
Порошковая проволока: 0,129 кг/фут x 5000 футов = 759 кг
Вы можете сравнить затраты, если знаете, сколько сварочной проволоки требуется для проекта . Стоимость сварочной проволоки зависит от сорта (сплошная или порошковая), диаметра и упаковки (размер катушек, барабанов, коробок и т. д.).
Таким образом, цена, основанная на сварочном процессе, используемом в магазине, может быть точной (например, тип проволоки, диаметр проволоки и тип упаковки).
Производственный расход (SCFH) и количество часов сварки влияют на количество используемого защитного газа.
расход в стандартных кубических футах в час (часы сварки)
В этой статье приведены инструкции о том, как определить точные расценки на сварку.
Вы можете управлять своей фирмой для получения прибыли, используя математику и числа.
Меньшие наплавка и скорость потока требуют больше времени и денег для сварки.
На создание этого изделия вдохновил Регис Гайслер из Lincoln Electric, который сделал сварочные работы более прибыльными.
Как рассчитать расходные материалы для сварки
Независимо от того, как вы рассчитываете производительность, всегда есть возможности для улучшения.
Когда дело доходит до определения количественной оценки производительности сварки для различных сварочных задач, за которые отвечает цех, у каждого цеха будет собственная уникальная методика.
Преимущество цехов, выполняющих значительные объемы сварочных работ, состоит в том, что они могут отслеживать производственные показатели, чтобы оценивать свою производительность и определять области, в которых они могут быть улучшены за счет применения инновационных методов и технологий.
Независимо от метода, используемого для определения эффективности сварки, примеры, которые были представлены ранее, показывают, что решения, связанные с орбитальной сваркой, могут иметь значительное влияние на результаты процесса.