Расхода электродов расчет: Расход электродов – определяем предстоящие затраты при сварке + Видео
Содержание
Расход электродов на тонну металла калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм. Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N = G * K, где
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
При этом результаты его подходят деталям, близко соответствующим образцам.
Параметры, влияющие на расход материалов
Сначала нужно определиться с факторами, влияющими на количество расходных материалов. Они напрямую повлияют на производительность и время выполнения работ. В случае с электродами следует выбрать соответствующую модель, оптимально подходящую для конкретной операции. Затем можно выполнять расчет расхода на 1 тонну металлоконструкции.
Для вычисления нужно выяснить следующие показатели:
- Масса наплавки материала металлоконструкции на шов. Его объем не должен превышать 1,5% от веса всей конструкции.
- Протяженность сварочного шва. Помимо стандартных размеров учитывается глубина. Если этот показатель большой – делают два или три шва для надежности соединения.
- Норма расхода. Это общая масса наплавки на 1 м.п. шва.
Последний показатель является справочным. Он зависит от марки используемых электродов. Справочные данные можно взять из ВСН -452-84. Но при этом выбирается несколько методов расчета — теоретический и практический. Разница между показателями определяет погрешность.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Расход электродов на 1 м шва
Расход электродов можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.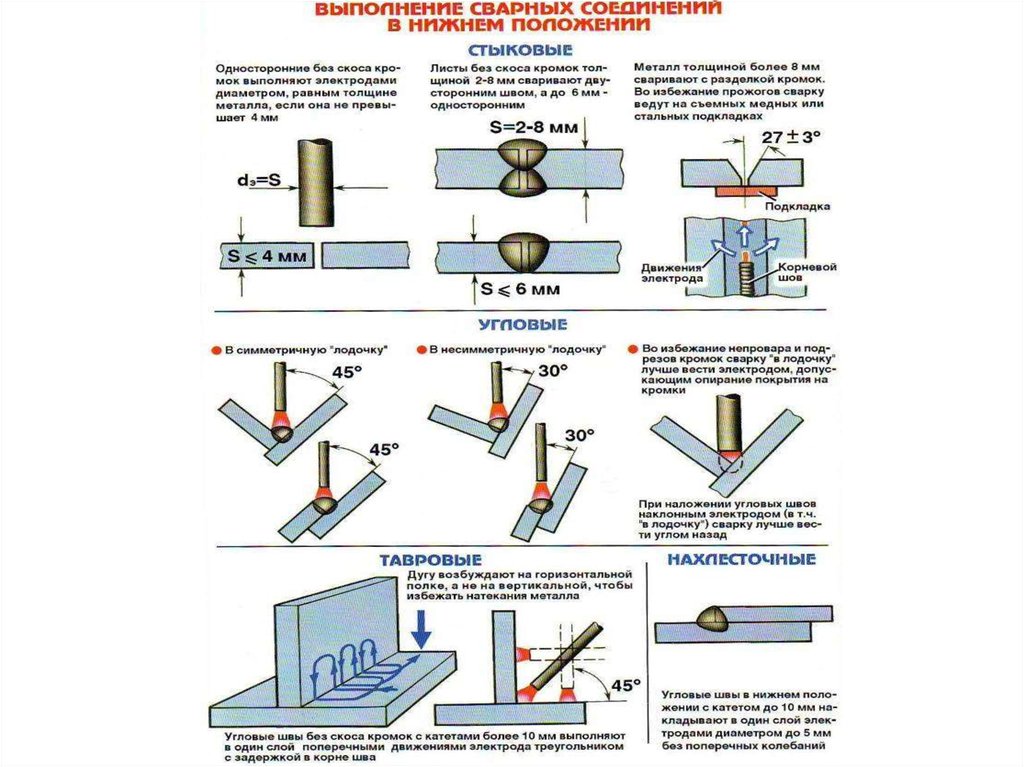
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.

Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.
Сколько размещается в 1 кг?
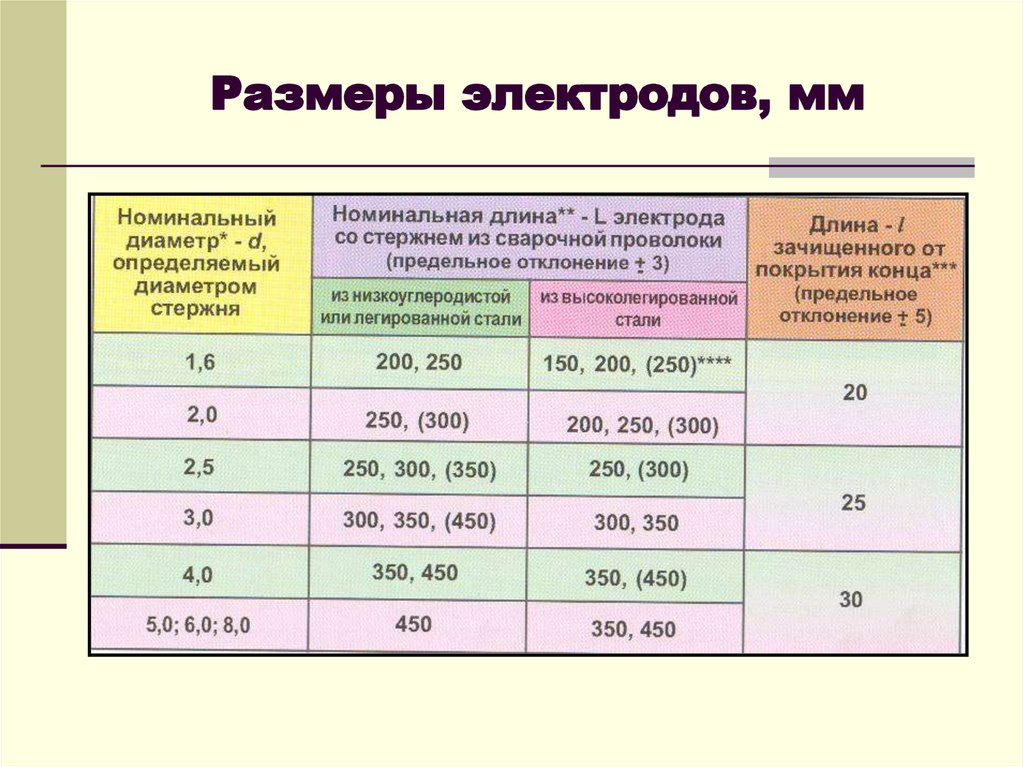
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Норма расхода электродов — Таблица 10 из ВСН 452-84
Тeмы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C19 вертикальных стыков трубопроводов co скосом кромок нa остающейся цилиндрической подкладке.
Таблица 09. Норма расхода электродов на 1 мeтр шва.
| Размеры трубы, мм | ll | Масcа наплавленного металла, кг | ll | Электроды пo группам, кг | Kод строки | |||||||||
| ll | ll | II | | | III | l | IV | | | V | l | VI | ll | |||
| 1 | ll | 2 | ll | 3 | | | 4 | l | 5 | | | 6 | l | 7 | ll | 8 |
| 3 | ll | 0,201 | ll | 0,366 | | | 0,390 | l | 0,415 | | | 0,439 | l | 0,464 | ll | 01 |
| 4 | ll | 0,260 | ll | 0,472 | | | 0,503 | l | 0,535 | | | 0,566 | l | 0,598 | ll | 02 |
| 5 | ll | 0,329 | ll | 0,599 | | | 0,639 | l | 0,679 | | | 0,719 | l | 0,759 | ll | 03 |
| 6 | ll | 0,464 | ll | 0,842 | | | 0,898 | l | 0,955 | | | 1,011 | l | 1,067 | ll | 04 |
| 8 | ll | 0,670 | ll | 1,216 | | | 1,297 | l | 1,378 | | | 1,459 | l | 1,540 | ll | 05 |
| 10 | ll | 0,974 | ll | 1,768 | | | 1,885 | l | 2,004 | | | 2,121 | l | 2,240 | ll | 05 |
| 12 | ll | 1,250 | ll | 2,269 | | | 2,420 | l | 2,571 | | | 2,722 | l | 2,874 | ll | 06 |
| 15 | ll | 2,010 | ll | 3,649 | | | 3,894 | l | 4,137 | | | 4,380 | l | 4,623 | ll | 07 |
| 16 | ll | 2,204 | ll | 4,000 | | | 4,266 | l | 4,534 | | | 4,800 | l | 5,067 | ll | 08 |
| 18 | ll | 2,615 | ll | 4,748 | | | 5,063 | l | 5,378 | | | 5,695 | l | 6,011 | ll | 10 |
| Kод графы | ll | 01 | ll | 02 | | | 03 | l | 04 | | | 05 | l | 06 | ll | — |
Другие страницы по теме:
- Нормы расхода электродов — Таблица 9 из ВСН 452-84 >
weldzone. info
info
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Толщиномер не показывает значения
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
При сварке труб
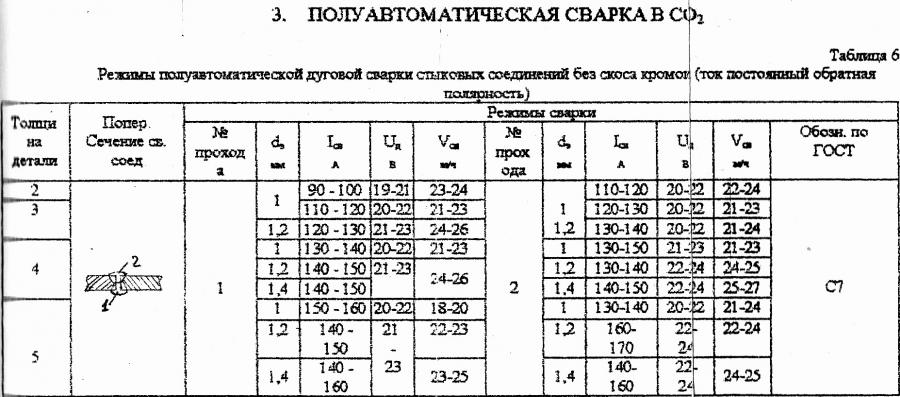
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
нормы, методики расчета для сварки труб
Главная » Сварка » Сварочные Материалы
Сварочные Материалы
Автор admin На чтение 4 мин. Просмотров 1.8k. Опубликовано
Просмотров 1.8k. Опубликовано
Расход электродов при сварке влияет и на продолжительность, и на производительность рабочего процесса. Ведь отработавший свое штучный электрод нужно заменить новым источником присадочного материала. Поэтому опытные сварщики держат под руками достаточное количество электродов.
Причем электроды еще нужно приготовить, прокалив в сушилке не менее полутора-двух часов. И в этой статье мы расскажем вам, как определяется это «достаточное количество».
Содержание
- Вводные параметры
- Норма расхода электродов на сварку
- Расход электродов при сварке труб – теоретические расчеты
- Сварка электродом — расход на практике
Вводные параметры
В качестве вводных данных при расчете количества расходуемых электродов фигурируют следующие параметры:
- Масса наплавки – вес металла, заполняющего стыковочный шов.
 Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции.
Точный расчет наплавки приводится в технологической карте процесса сварки. А согласно грубым расчетам масса наплавки равна 1-1,5 процентам от общего веса металлоконструкции. - Габариты сварочного шва, а точнее его длина. Ее измеряют с помощью рулетки по длине стыка. Причем результаты измерения нужно умножить на количество швов в разделе. Ведь глубокие стыки заваривают двумя-тремя швами, которые накладываются последовательно или параллельно.
- Нормы расхода на один погонный метр сварочного шва. Этот параметр определяется, исходя из множества критериев. Поэтому подробную методику определения норм мы приведем ниже по тексту.
Норма расхода электродов на сварку
Норма расхода – это масса наплавки в сварочном шве длиной в один метр.
Причем существуют следующие нормы расхода:
- Операционная, которая вычисляется в зависимости от типа сварочной операции.
- Детальная, которую вычисляют по массе наплавки в процессе сварки одной детали.

- Узловая, которую вычисляют по массе наплавки в процессе сварки конкретного узла металлоконструкции.
То есть, на конкретную норму расхода влияет и технология сварки, и форма сварочного шва и общее количество швов в металлоконструкции, и многое другое. Поэтому конкретные нормы расхода нужно определять либо по теоретическим выкладкам (формулам), либо по практическим наблюдениям.
Расход электродов при сварке труб – теоретические расчеты
Теория процесса расчета расхода электродов заключается в вычислении нормы расхода на один метр шва и делении этой величины на вес одного электрода. В итоге мы получаем норму расхода не в килограммах наплавки, а в поштучном исчислении количества электродов. После этого поштучная норма умножается на метраж, и результат округляется до целого значения (в большую сторону).
Норма расхода в килограммах определяется по массе наплавленного металла: объем раздела длинной в один метр умножается на плотность металла. Причем для упрощения расчета объем раздела можно вычислить, как объем цилиндра с диаметром, равным большей (внешней) стороне стыка.
Полученное значение увеличивают в 1,4-1,8 раза (поправка на огарки от электродов). Причем каждая из шести групп электродов имеет свое значение упомянутого коэффициента. Поэтому конкретные цифры стоит поискать в справочнике.
Формула подсчетов расхода выглядит следующим образом:
Н=Мк,
Где Н – это нормированный расход на метровый сварочный шов, М — это масса наплавленного металла в шве, к – это коэффициент поправки на огарки.
Сварка электродом — расход на практике
Если вы не сторонник сложных вычислений, то наилучшим способом определения расхода электрода для вас будет следующая методика:
- Вы берете две детали из нужного вам материала и один электрод нужного вам типа.
- Детали размещаются на сварочном столе в определенном положении, которое будет характерно для реальной сварочной операции. То есть вы имитируете условия формирования нижнего, вертикального или полочного шва.

- После этого вам остается только заварить стык между деталями, используя для этих целей один электрод.
- Далее, вы промеряете длину сварочного шва, который получили с помощью одного электрода.
Полученное значение – длину шва из одного электрода – сопоставляют с общей длиной сварочных швов, выходя на рекомендуемое количество прутков с присадочным материалом.
Указанный способ работает ничуть не хуже, чем табличный расчет. А если повторить этот эксперимент три-четыре раза, то среднее значение окажется намного точнее. Но в любом случае отклонения практического способа от теоретического вычисления расхода – малозначительны.
Как рассчитать расход электродов на 1 тонну металлоконструкций
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
При этом результаты его подходят деталям, близко соответствующим образцам.
Экономим расходники
Опытные сварщики знакомы с секретами, которые позволяют сократить расход электродов. Здесь важно, чтобы наша экономия никак не повлияла на качество работы.
Вот эти советы профессионалов:
- Использование полуавтоматического сварочного оборудования позволяет снизить расходование электродов на 5-10 % в сравнении с методом ручной сварки;
- Правильно выставленный на аппарате режим сварки также поможет нам контролировать расходование материалов. Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.
- Необходимо научиться правильно выбирать положение для сваривания. Это умение приходит с опытом, а для новичков есть достаточное количество справочного материала.
Эти советы помогут вам снизить расход материалов, не рискуя при этом ухудшить результат работы. Результат будет зависеть от вашего опыта, а не от количества используемых расходных материалов.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Однако наиболее объективным является значение коэффициента наплавки.
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки. Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Закупка присадочного материала отнимает время, что приводит к остановке сварки. Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам.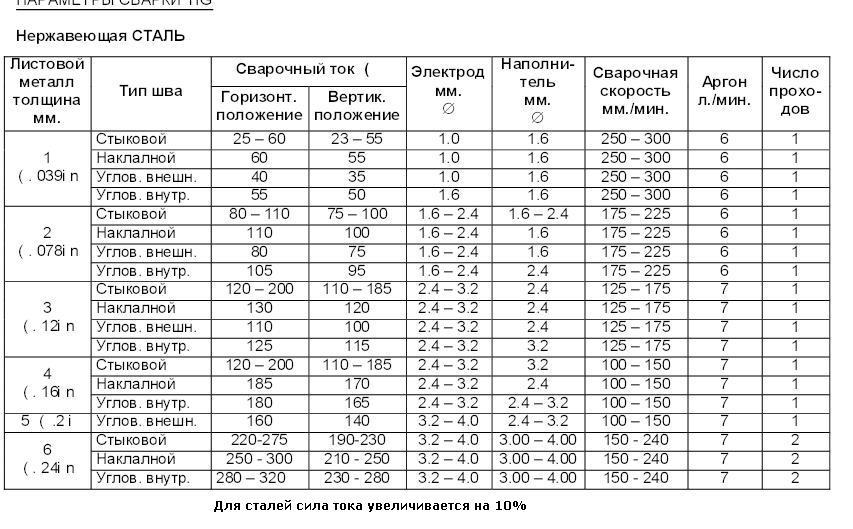 Он применим, когда выполняется изготовление серии однотипных сварных изделий.
Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Таблицы
Нормы расхода сварочных материалов определяются с использованием коэффициента. Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
В целях упрощения расчетов можно использовать уже готовые таблицы, в которых приводятся готовые данные. На производстве использовать подобный материал существенно проще, чем выполнять каждый раз новые вычисления.
Нормы ручной дуговой сварки покрытыми стержнями приведены в таблицах ниже.
Норма на 1 стык.
| Размер трубы, мм | Масса наплавленного металла, г | Электроды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 21 | 37 | 40 | 42 | 44 | 47 | 1 |
| 45´4 | 28 | 50 | 54 | 57 | 61 | 64 | 2 |
| 57´3 | 27 | 57 | 60 | 54 | 67 | 60 | 3 |
| 57´4 | 36 | 64 | 69 | 73 | 77 | 82 | 4 |
| 76´5 | 61 | 108 | 108 | 123 | 130 | 137 | 5 |
Норма на 1 м шва.
| Толщ. стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 152 | 269 | 286 | 305 | 322 | 340 | 1 |
| 4 | 207 | 368 | 393 | 417 | 442 | 466 | 2 |
| 5 | 262 | 465 | 497 | 527 | 558 | 590 | 3 |
Затраты на формирование вертикальных стыков трубопроводов, со скошенными кромками
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 249 | 453 | 484 | 514 | 544 | 574 | 2 |
| 5 | 330 | 600 | 640 | 680 | 820 | 760 | 3 |
| 6 | 474 | 861 | 918 | 975 | 1033 | 1090 | 4 |
| 8 | 651 | 1182 | 1261 | 1410 | 1419 | 1498 | 5 |
| 10 | 885 | 1607 | 1714 | 1821 | 1928 | 2035 | 6 |
| 12 | 1166 | 2116 | 2257 | 2398 | 2539 | 2680 | 7 |
| 15 | 1893 | 3436 | 3665 | 3894 | 4123 | 4352 | 8 |
| 16 | 2081 | 3778 | 4030 | 4281 | 4533 | 4785 | 9 |
| 18 | 2297 | 4532 | 4834 | 5136 | 5438 | 5740 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, г | Эл-ды, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 60 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 34 | 62 | 66 | 70 | 74 | 79 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 44 | 79 | 85 | 90 | 95 | 100 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 168 | 177 | 5 |
| 89´6 | 130 | 235 | 251 | 266 | 282 | 298 | 6 |
| 108´6 | 158 | 287 | 306 | 325 | 344 | 363 | 7 |
| 133´6 | 195 | 354 | 377 | 401 | 425 | 448 | 8 |
| 133´8 | 268 | 483 | 516 | 548 | 580 | 613 | 9 |
| 159´6 | 234 | 424 | 453 | 481 | 509 | 537 | 10 |
| 159´8 | 320 | 580 | 619 | 658 | 697 | 735 | 11 |
| 219´6 | 323 | 586 | 625 | 664 | 703 | 742 | 12 |
| 219´8 | 442 | 803 | 856 | 910 | 963 | 1017 | 13 |
| 219´10 | 599 | 1088 | 1160 | 1233 | 1305 | 1376 | 14 |
| 219´12 | 787 | 1428 | 1523 | 1619 | 1714 | 1809 | 15 |
| 273´8 | 553 | 1003 | 1071 | 1138 | 1205 | 1272 | 16 |
| 273´10 | 750 | 1361 | 1452 | 1542 | 1633 | 1724 | 17 |
| 273´12 | 985 | 1788 | 1907 | 2026 | 2145 | 2265 | 18 |
| 273´15 | 1592 | 2890 | 3082 | 3275 | 3467 | 3660 | 19 |
| 325´8 | 659 | 1196 | 1276 | 1357 | 1436 | 1516 | 20 |
| 325´10 | 894 | 1623 | 1731 | 1839 | 1947 | 2055 | 21 |
| 325´12 | 1175 | 2133 | 2275 | 2417 | 2559 | 2701 | 22 |
| 325´15 | 1902 | 3453 | 3683 | 3913 | 4144 | 4374 | 23 |
| 377´8 | 765 | 1389 | 1482 | 1576 | 1667 | 1760 | 24 |
| 377´10 | 1039 | 1885 | 2010 | 2136 | 2261 | 2387 | 25 |
| 377´12 | 1365 | 2478 | 2643 | 2808 | 2973 | 3138 | 26 |
| 377´15 | 2211 | 4013 | 4281 | 4548 | 4816 | 5083 | 27 |
| 426´10 | 1175 | 2132 | 2274 | 2416 | 2558 | 2700 | 28 |
| 426´12 | 1545 | 2804 | 2990 | 3177 | 3364 | 3551 | 29 |
| 426´16 | 2759 | 4991 | 5324 | 5655 | 5988 | 6321 | 30 |
| 465´18 | 3598 | 6531 | 6966 | 7401 | 7836 | 8271 | 31 |
Горизонтальные соединения трубопроводов со скосом одной кромки
1 м шва.
| Толщина стенки, мм | Вес напл. металла, гр | Электроды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 232 | 411 | 438 | 466 | 493 | 521 | 1 |
| 4 | 299 | 529 | 564 | 599 | 635 | 670 | 2 |
| 5 | 384 | 680 | 724 | 770 | 816 | 861 | 3 |
| 6 | 470 | 832 | 887 | 943 | 998 | 1054 | 4 |
| 8 | 832 | 1474 | 1573 | 1671 | 1769 | 1868 | 5 |
| 10 | 1110 | 1965 | 2096 | 2227 | 2358 | 2489 | 6 |
| 12 | 1562 | 2765 | 2949 | 3133 | 3318 | 3502 | 7 |
| 15 | 2137 | 3782 | 4034 | 4287 | 4539 | 4791 | 8 |
| 16 | 2348 | 4157 | 4434 | 4712 | 4989 | 5266 | 9 |
| 18 | 2786 | 4931 | 5260 | 5588 | 5917 | 6246 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 57´3 | 41 | 72 | 77 | 82 | 87 | 92 | 1 |
| 57´4 | 53 | 93 | 99 | 105 | 111 | 117 | 2 |
| 76´5 | 89 | 158 | 169 | 179 | 190 | 201 | 3 |
| 89´6 | 128 | 227 | 242 | 257 | 272 | 288 | 4 |
| 108´6 | 157 | 277 | 295 | 314 | 332 | 351 | 5 |
| 133´6 | 193 | 342 | 365 | 388 | 410 | 433 | 6 |
| 133´8 | 341 | 603 | 643 | 683 | 723 | 764 | 7 |
| 159´6 | 232 | 410 | 437 | 465 | 492 | 520 | 8 |
| 159´8 | 482 | 724 | 772 | 820 | 869 | 917 | 9 |
| 219´6 | 320 | 567 | 604 | 642 | 680 | 718 | 10 |
| 219´8 | 565 | 1001 | 1068 | 1135 | 1201 | 1268 | 11 |
| 219´10 | 751 | 1330 | 1419 | 1508 | 1596 | 1685 | 12 |
| 219´12 | 1054 | 1866 | 1991 | 2115 | 2240 | 2364 | 13 |
| 273´8 | 1707 | 1251 | 1335 | 1419 | 1502 | 1586 | 14 |
| 273´10 | 940 | 1664 | 1775 | 1886 | 1997 | 2108 | 15 |
| 273´12 | 1320 | 2336 | 2492 | 2647 | 2804 | 2959 | 16 |
| 273´15 | 1797 | 3181 | 3393 | 3605 | 3817 | 4029 | 17 |
| 325´8 | 843 | 1492 | 1592 | 1691 | 1790 | 1890 | 18 |
| 325´10 | 1121 | 1985 | 2117 | 2249 | 2382 | 2514 | 19 |
| 325´12 | 1575 | 2787 | 2973 | 3158 | 3344 | 3530 | 20 |
| 325´15 | 2147 | 3801 | 4064 | 4308 | 4562 | 4815 | 21 |
| 377´10 | 1302 | 2035 | 2459 | 2612 | 2766 | 2920 | 22 |
| 377´12 | 1829 | 3238 | 3530 | 3669 | 3885 | 4101 | 23 |
| 377´16 | 2741 | 4851 | 5174 | 5449 | 5822 | 6145 | 24 |
| 465´18 | 4015 | 7106 | 7580 | 8052 | 8526 | 9000 | 25 |
С19 вертикальных стыков со скосом кромок
1 м шва.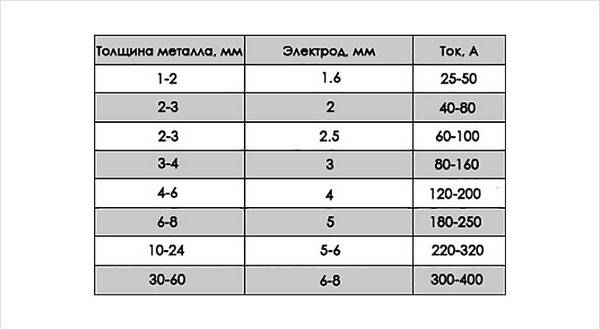
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 260 | 472 | 503 | 535 | 566 | 598 | 2 |
| 5 | 329 | 599 | 639 | 679 | 719 | 759 | 3 |
| 6 | 464 | 842 | 898 | 955 | 1011 | 1067 | 4 |
| 8 | 670 | 1216 | 1297 | 1378 | 1459 | 1540 | 5 |
| 10 | 974 | 1768 | 1885 | 2004 | 2121 | 2240 | 6 |
| 12 | 1250 | 2269 | 2420 | 2571 | 2722 | 2874 | 7 |
| 15 | 2010 | 3649 | 3894 | 4137 | 4380 | 4623 | 8 |
| 16 | 2204 | 4000 | 4266 | 4534 | 4800 | 5067 | 9 |
| 18 | 2615 | 4748 | 5063 | 5378 | 5695 | 6011 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 50 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 36 | 65 | 69 | 73 | 77 | 82 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 46 | 83 | 88 | 94 | 99 | 105 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 167 | 177 | 5 |
| 89´6 | 127 | 230 | 245 | 261 | 276 | 291 | 6 |
| 108´6 | 154 | 280 | 299 | 318 | 337 | 355 | 7 |
| 133´6 | 191 | 346 | 369 | 392 | 415 | 438 | 8 |
| 133´8 | 274 | 497 | 530 | 564 | 597 | 630 | 9 |
| 159´6 | 229 | 415 | 443 | 471 | 498 | 526 | 10 |
| 159´8 | 329 | 597 | 637 | 677 | 716 | 756 | 11 |
| 219´6 | 216 | 573 | 611 | 650 | 683 | 727 | 12 |
| 219´8 | 455 | 826 | 881 | 936 | 991 | 1046 | 13 |
| 219´10 | 659 | 1197 | 1276 | 1357 | 1436 | 1516 | 14 |
| 219´12 | 844 | 1532 | 1633 | 1735 | 1837 | 1940 | 15 |
| 273´8 | 569 | 1032 | 1101 | 1170 | 1239 | 1307 | 16 |
| 273´10 | 825 | 1497 | 1597 | 1697 | 1796 | 1897 | 17 |
| 273´12 | 1056 | 1917 | 2045 | 2172 | 2300 | 2428 | 18 |
| 273´15 | 1691 | 3069 | 3275 | 3479 | 3684 | 3880 | 19 |
| 325´8 | 678 | 1231 | 1313 | 1394 | 1476 | 1580 | 20 |
| 325´10 | 984 | 1786 | 1904 | 2024 | 2142 | 2262 | 21 |
| 325´12 | 1260 | 2287 | 2449 | 2592 | 2744 | 2897 | 22 |
| 325´15 | 2020 | 3667 | 3913 | 4158 | 4402 | 4646 | 23 |
| 377´10 | 1143 | 2074 | 2211 | 2351 | 2488 | 2627 | 24 |
| 377´12 | 1464 | 2657 | 2834 | 3011 | 3187 | 3365 | 25 |
| 377´15 | 2348 | 4262 | 4548 | 4832 | 5116 | 5400 | 26 |
| 426´10 | 1292 | 2346 | 2501 | 2659 | 2815 | 2972 | 27 |
| 426´12 | 1656 | 3006 | 3206 | 3407 | 3607 | 3808 | 28 |
| 426´16 | 2911 | 5284 | 5635 | 5989 | 6341 | 6693 | 29 |
| 465´18 | 3768 | 6839 | 7296 | 7750 | 8206 | 8662 | 30 |
Соединения С52 вертикальных стыков трубопроводов с криволинейным скосом кромок
1 м шва.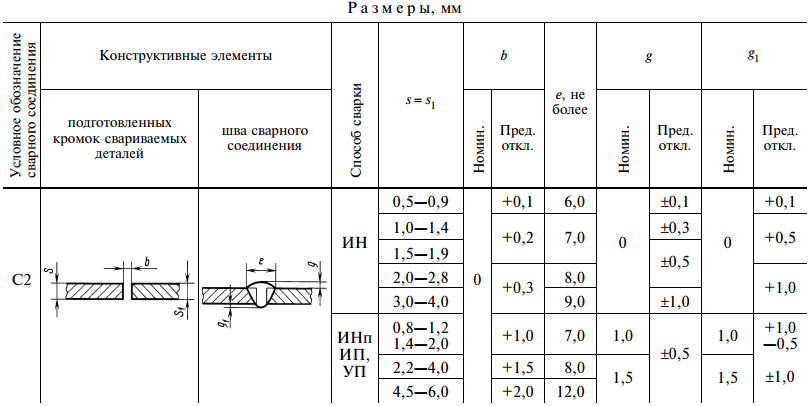
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 10 | 551 | 1371 | 1462 | 1554 | 1645 | 1737 | 1 |
| 12 | 1164 | 2112 | 2253 | 2394 | 2534 | 2675 | 2 |
| 15 | 1606 | 2915 | 3109 | 3303 | 3497 | 3692 | 3 |
| 16 | 1755 | 3185 | 3397 | 3609 | 3821 | 4034 | 4 |
| 18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 5 |
| 20 | 2409 | 4373 | 4664 | 4956 | 5247 | 5539 | 6 |
| 22 | 2763 | 5015 | 5349 | 5683 | 6017 | 6352 | 7 |
1 стык.
| Размеры трубы, мм | Вес напл-ого металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 133´10 | 310 | 562 | 599 | 637 | 675 | 712 | 1 |
| 159´10 | 370 | 672 | 716 | 762 | 806 | 851 | 2 |
| 159´12 | 570 | 1035 | 1104 | 1173 | 1242 | 1311 | 3 |
| 219´10 | 514 | 932 | 994 | 1057 | 1119 | 1181 | 4 |
| 219´12 | 791 | 1436 | 1532 | 1628 | 1723 | 1819 | 6 |
| 219´16 | 1176 | 2134 | 2276 | 2418 | 2560 | 2703 | 6 |
| 273´10 | 642 | 1165 | 1248 | 1321 | 1398 | 1476 | 7 |
| 273´12 | 989 | 1795 | 1915 | 2035 | 2154 | 2274 | 8 |
| 273´15 | 1349 | 2449 | 2612 | 2775 | 2938 | 3101 | 9 |
| 273´20 | 2024 | 3673 | 3918 | 4163 | 4430 | 4653 | 10 |
| 325´10 | 763 | 1385 | 1477 | 1570 | 1682 | 1754 | 11 |
| 325´12 | 1175 | 2133 | 2276 | 2418 | 2559 | 2702 | 12 |
| 325´15 | 1622 | 2944 | 3140 | 3336 | 3532 | 3729 | 13 |
| 325´18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 14 |
| 377´10 | 891 | 1618 | 1725 | 1834 | 1941 | 2080 | 15 |
| 377´12 | 1361 | 2471 | 2636 | 2881 | 2965 | 3130 | 16 |
| 377´15 | 1879 | 3411 | 3638 | 3865 | 4092 | 4320 | 17 |
| 377´18 | 2440 | 4429 | 4723 | 5018 | 5313 | 5609 | 18 |
| 426´10 | 1004 | 1823 | 1945 | 2067 | 2188 | 2310 | 19 |
| 426´12 | 1548 | 2809 | 2997 | 3184 | 3370 | 3558 | 20 |
| 426´16 | 2316 | 4204 | 4484 | 4764 | 5044 | 5325 | 21 |
| 426´20 | 3180 | 5772 | 6157 | 6542 | 6962 | 7312 | 22 |
| 465´18 | 3003 | 5450 | 5813 | 6176 | 6539 | 6903 | 23 |
| 465´22 | 3979 | 7222 | 7703 | 8184 | 8665 | 9153 | 24 |
С53 вертикальные стыки трубопроводов с криволинейным скосом
1 м шва.
| Толщ. ст., мм | Масса напл. металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 16 | 1566 | 2843 | 3032 | 3221 | 3411 | 3600 | 1 |
| 18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 8 |
| 20 | 2314 | 4200 | 4480 | 4760 | 5040 | 5320 | 3 |
| 22 | 2681 | 4866 | 5190 | 5515 | 5839 | 6164 | 4 |
1 стык.
| Размер трубы, мм | Вес нап-ного металла, г | Эл-ды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 219´16 | 1053 | 1911 | 2038 | 2165 | 2292 | 2419 | 1 |
| 273´20 | 1940 | 3521 | 3756 | 3991 | 4226 | 4460 | 2 |
| 325´18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 3 |
| 377´18 | 2281 | 4140 | 4415 | 4691 | 4967 | 5243 | 4 |
| 426´16 | 2070 | 3758 | 4008 | 4258 | 4509 | 4759 | 6 |
| 426´20 | 3052 | 5539 | 5908 | 6278 | 6647 | 7016 | 6 |
| 465´18 | 2822 | 5122 | 5463 | 5804 | 6146 | 6487 | 7 |
| 465´22 | 3855 | 6998 | 7464 | 7931 | 8397 | 8864 | 8 |
Соединения У7 угловые фланцев с трубой
1 м шва.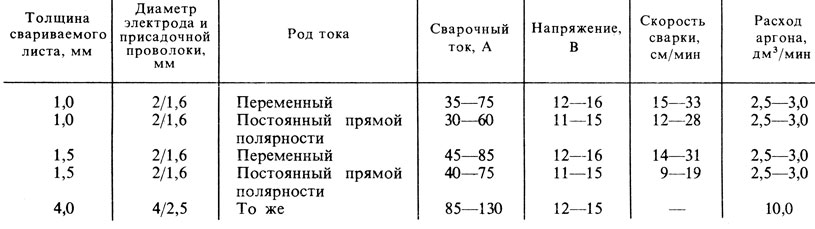
| Толщ. ст., м | Масса напл. металла, гр | Эл-ды по группам, гр | Строки п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 129 | 234 | 250 | 265 | 281 | 297 | 1 |
| 4 | 186 | 333 | 360 | 383 | 405 | 428 | 2 |
| 5 | 272 | 494 | 527 | 559 | 592 | 625 | 3 |
| 6 | 366 | 664 | 709 | 753 | 797 | 841 | 4 |
| 8 | 494 | 897 | 956 | 1016 | 1076 | 1136 | 6 |
| 10 | 626 | 1136 | 1212 | 1288 | 1363 | 1439 | 6 |
| 12 | 775 | 1407 | 1500 | 1594 | 1688 | 1782 | 7 |
| 15 | 941 | 1708 | 1822 | 1936 | 2049 | 2163 | 8 |
1 фланец.
| Размеры трубы, мм | Вес напл. металла, гр | Эл-ды по группам, гр | Номер | ||||
| II | III | IV | V | VI | |||
| 25´3 | 10 | 18 | 20 | 21 | 22 | 23 | 1 |
| 32´3 | 13 | 23 | 25 | 27 | 28 | 30 | 2 |
| 38´3 | 15 | 28 | 30 | 32 | 33 | 35 | 3 |
| 45´4 | 26 | 48 | 51 | 64 | 57 | 60 | 4 |
| 57´4 | 33 | 60 | 64 | 68 | 72 | 77 | 5 |
| 76´5 | 65 | 118 | 126 | 133 | 141 | 149 | 6 |
| 89´6 | 102 | 186 | 198 | 210 | 223 | 235 | 7 |
| 108´6 | 124 | 225 | 240 | 255 | 270 | 285 | 8 |
| 133´6 | 152 | 277 | 296 | 314 | 333 | 351 | 9 |
| 133´8 | 206 | 375 | 399 | 424 | 449 | 474 | 10 |
| 159´6 | 182 | 331 | 354 | 376 | 398 | 420 | 11 |
| 159´8 | 247 | 448 | 477 | 507 | 537 | 567 | 12 |
| 219´6 | 252 | 457 | 487 | 518 | 548 | 578 | 13 |
| 219´8 | 340 | 617 | 657 | 699 | 740 | 781 | 14 |
| 219´10 | 430 | 781 | 833 | 886 | 937 | 989 | 15 |
| 219´12 | 533 | 967 | 1031 | 1096 | 1161 | 1225 | 16 |
| 273´6 | 313 | 569 | 608 | 645 | 683 | 721 | 17 |
| 273´8 | 424 | 769 | 819 | 871 | 922 | 974 | 18 |
| 273´10 | 536 | 974 | 1039 | 1104 | 1168 | 1233 | 19 |
| 273´12 | 664 | 1206 | 1286 | 1366 | 1447 | 1528 | 20 |
| 325´8 | 504 | 915 | 976 | 1037 | 1098 | 1159 | 21 |
| 325´10 | 639 | 1159 | 1237 | 1314 | 1391 | 1468 | 22 |
| 325´12 | 791 | 1436 | 1531 | 1627 | 1723 | 1818 | 23 |
| 325´15 | 944 | 1743 | 1859 | 1976 | 2091 | 2207 | 24 |
| 377´8 | 585 | 1062 | 1132 | 1203 | 1274 | 1345 | 25 |
| 377´10 | 741 | 1345 | 1435 | 1525 | 1613 | 1703 | 26 |
| 377´12 | 918 | 1666 | 1776 | 1887 | 1998 | 2109 | 27 |
| 377´15 | 1114 | 2022 | 2157 | 2292 | 2426 | 2560 | 28 |
| 426´10 | 837 | 1520 | 1621 | 1723 | 1823 | 1925 | 29 |
| 426´12 | 1037 | 1882 | 2006 | 2132 | 2258 | 2384 | 30 |
| 426´15 | 1260 | 2285 | 2437 | 2590 | 2741 | 2893 | 31 |
Угловые У8 фланцы с трубой с симметричным скосом одной кромки
1 м шва.
| Толщ. ст., мм | Вес напл. металла, г | Эл-ды по группам, г | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 90 | 163 | 174 | 185 | 196 | 207 | 1 |
| 4 | 165 | 299 | 319 | 339 | 359 | 379 | 2 |
| 5 | 285 | 517 | 552 | 586 | 621 | 655 | 3 |
| 6 | 411 | 746 | 796 | 845 | 895 | 945 | 4 |
| 8 | 592 | 1076 | 1148 | 1220 | 1292 | 1363 | 5 |
| 10 | 770 | 1398 | 1491 | 1584 | 1677 | 1770 | 6 |
| 12 | 970 | 1761 | 1878 | 1995 | 2113 | 2230 | 7 |
| 15 | 1192 | 2163 | 2308 | 2452 | 2596 | 2740 | 8 |
Угловые У8 фланцы.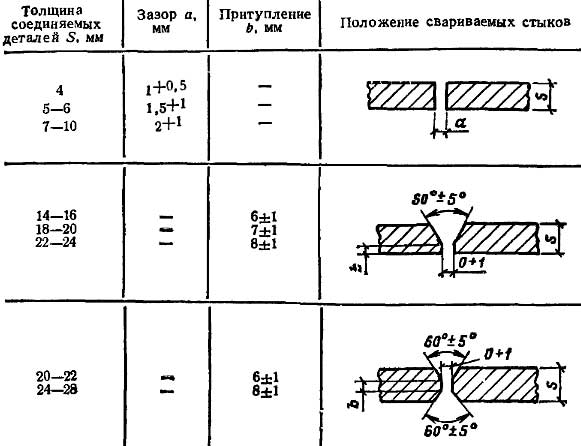
1 м шва.
| Толщ. ст., мм | Вес напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 91 | 136 | 146 | 155 | 164 | 173 | 1 |
| 4 | 148 | 222 | 237 | 252 | 266 | 281 | 2 |
| 5 | 218 | 327 | 349 | 371 | 392 | 414 | 3 |
1 патрубок.
| Размеры патрубка, ми | Масса напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 25´3 | 9 | 13 | 14 | 15 | 16 | 17 | 1 |
| 32´3 | 11 | 17 | 18 | 19 | 20 | 21 | 2 |
| 38´3 | 13 | 20 | 21 | 23 | 24 | 25 | 3 |
| 45´4 | 26 | 39 | 41 | 44 | 46 | 49 | 4 |
| 57´4 | 33 | 49 | 52 | 55 | 59 | 62 | 5 |
| 76´5 | 64 | 96 | 102 | 109 | 115 | 121 | 6 |
Нормы для ручной аргонодуговой сварки приведены в таблицах ниже.
Вертикальные соединения С2 трубопроводов
1 м шва.
| Толщ. ст., мм | Масса напл. металла, г | Проволока сварочная, г | Стержень вольфрамовый неплавящийся, г | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 2 | 44 | 54 | 1,064 | 107 | 70,4 | 1 |
| 3 | 45 | 56 | 1,103 | 110 | 72,0 | 2 |
1 стык.
| Размеры трубы, мм | Масса напл. металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´2 | 3 | 4 | 80 | 7,3 | 4,8 | 1 |
| 25´3 | 3 | 4 | 82 | 7,3 | 4,8 | 2 |
| 32´2 | 4 | 5 | 103 | 9,8 | 6,4 | 3 |
| 32´3 | 4 | 5 | 107 | 10,0 | 6,5 | 4 |
| 38´2 | 5 | 6 | 123 | 12,2 | 8,0 | 5 |
| 38´3 | 6 | 7 | 128 | 14,6 | 9,6 | 6 |
| 45´2 | 7 | 8 | 147 | 17,1 | 11,2 | 7 |
| 45´3 | 7 | 8 | 152 | 17,1 | 11,2 | 8 |
| 57´3 | 8 | 10 | 194 | 19,5 | 12,8 | 9 |
Вертикальные соединения С17 трубопроводов со скосом кромки
1 м соединения.
| Толщ. ст., мм | Вес напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 3 | 117 | 145 | 2305 | 285,5 | 18,7 | 1 |
| 4 | 154 | 191 | 3034 | 375,7 | 18,7 | 2 |
| 5 | 190 | 236 | 3743 | 463,4 | 48,0 | 3 |
| 6 | 253 | 314 | 4984 | 617,3 | 48,0 | 4 |
1 стык.
| Размеры трубы, мм | Масса напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´3 | 9 | 11 | 173 | 22,0 | 1,5 | 1 |
| 32´3 | 11 | 14 | 224 | 26,8 | 1,8 | 2 |
| 38´3 | 14 | 17 | 267 | 34,2 | 2,3 | 3 |
| 45´4 | 21 | 26 | 416 | 51,2 | 2,7 | 4 |
| 57´4 | 27 | 33 | 531 | 65,9 | 3,5 | 6 |
| 76´5 | 44 | 55 | 872 | 107,4 | 8,6 | 6 |
| 89´6 | 69 | 86 | 1366 | 168,4 | 13,4 | 7 |
| 108´6 | 84 | 106 | 1660 | 205,0 | 16,3 | 8 |
| 133´6 | 104 | 129 | 2048 | 253,8 | 20,0 | 9 |
| 159´6 | 125 | 155 | 2457 | 305,0 | 24,0 | 10 |
| 219´6 | 172 | 214 | 3394 | 419,7 | 33,0 | 11 |
| 273´6 | 215 | 267 | 4241 | 524,6 | 41,2 | 12 |
С18 вертикальные стыки трубопроводов
1 м соединения.
| Толщ. ст., мм | Масса наплавленного металла, г | Проволока сварочная, г | Вольфрамовый неплавящийся, мг | Аргон, л | Номер |
| 2 | 146 | 182 | 2896 | 356,2 | 1 |
| 3 | 199 | 247 | 3920 | 485,6 | 2 |
| 4 | 250 | 310 | 4930 | 610,0 | 3 |
| 5 | 330 | 409 | 6501 | 805,2 | 4 |
| 6 | 473 | 588 | 9338 | 1154,1 | 6 |
1 стык.
| Размеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Код строки |
| на сварку | |||||
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 57,1 | 6 |
| 45´2 | 21 | 25 | 400 | 51,2 | 7 |
| 45´4 | 35 | 43 | 675 | 85,4 | 8 |
| 57´4 | 44 | 54 | 863 | 107,4 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 130 | 161 | 2549 | 317,2 | 11 |
| 108´6 | 158 | 196 | 3110 | 385,5 | 12 |
| 133´6 | 195 | 242 | 3838 | 475,8 | 13 |
| 159´6 | 233 | 290 | 4604 | 568,5 | 14 |
| 219´6 | 322 | 400 | 6359 | 785,7 | 15 |
| 273´6 | 402 | 500 | 7947 | 980,9 | 16 |
Соединения С5 вертикальных стыков трубопроводов без скоса
1 м шва.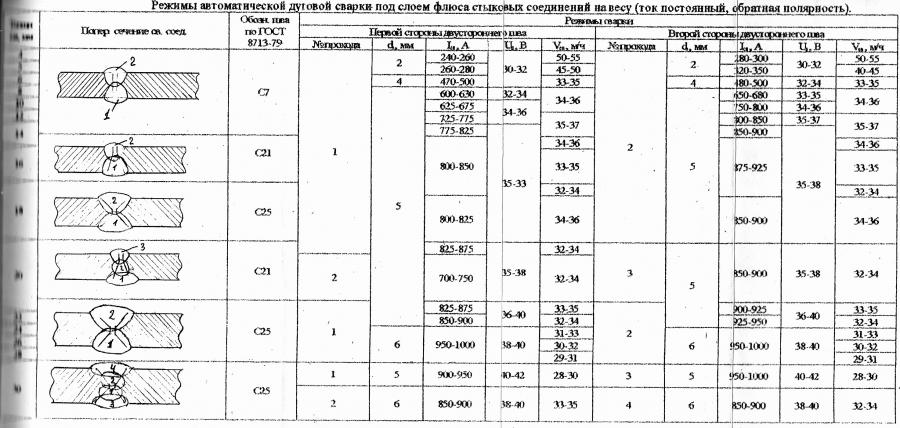
| Толщина стенки, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 2 | 87 | 108 | 1714 | 212,3 | 1 |
| 3 | 106 | 132 | 2110 | 258,6 | 2 |
1 стык.
| Камеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 6 | 8 | 129 | 14,6 | 1 |
| 25´3 | 8 | 10 | 180 | 19,5 | 2 |
| 32´2 | 9 | 11 | 166 | 22,0 | 3 |
| 32´3 | 10 | 13 | 233 | 24,4 | 4 |
| 38´2 | 10 | 13 | 233 | 24,4 | 5 |
| 38´3 | 12 | 15 | 278 | 29,3 | 6 |
| 45´2 | 12 | 15 | 278 | 29,3 | 7 |
| 46´3 | 14 | 18 | 331 | 34,2 | 8 |
| 57´3 | 18 | 23 | 422 | 56,1 | 9 |
Соединения С19 вертикальных стыков трубопроводов со скосом кромок
1 м соединения.
| Толщина стенки, мм | Масса наплавленного металла, кг | Проволока сварочная, кг | Эл-д вольфрамовый неплавящийся, г | Аргон, л | Номер строки |
| 2 | 0,146 | 0,182 | 2,896 | 356,2 | 01 |
| 3 | 0,199 | 0,247 | 3,920 | 485,6 | 02 |
| 4 | 0,259 | 0,322 | 5,122 | 632,0 | 03 |
| 5 | 0,329 | 0,409 | 6,501 | 802,8 | 04 |
| 6 | 0,463 | 0,575 | 9,141 | 1129,7 | 06 |
1 стык.
| Размеры трубы, мм | Вес наплавленного металла, грамм | Проволока сварочная, грамм | Эл-д вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 56,1 | 6 |
| 45´2 | 20 | 25 | 400 | 48,8 | 7 |
| 45´4 | 35 | 44 | 537 | 85,4 | 8 |
| 57´4 | 45 | 56 | 896 | 109,8 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 126 | 157 | 2495 | 307,4 | 11 |
| 108´6 | 156 | 192 | 3044 | 378,2 | 12 |
| 133´6 | 190 | 236 | 3757 | 463,6 | 13 |
| 159´6 | 229 | 284 | 4507 | 558,8 | 10 |
| 219´6 | 315 | 392 | 6225 | 768,6 | 14 |
| 273´6 | 394 | 489 | 7779 | 961,4 | 15 |
Соединения С8 горизонтальных стыков.
Приведенные выше таблицы позволяют определить расход электродов на стык, метр шва или на тонну металла. Расход флюса при автоматической сварке обычно составляет 20% по массе от расхода сварочной проволоки.
Таким образом, становится понятно, как рассчитать количество электродов в каждой конкретной задаче.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.

- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.

Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Нормы расходов электродов. Угольные и графитовые электроды. Их характеристика. Использование — Студопедия
Поделись
Точный расчет количества необходимых для проведения сварочных работ электродов – это одна из важных составляющих подготовительного этапа сварочных работ. От того, насколько точно будут произведены данные расчеты, зависит и результативность самого сварочного процесса, и его эффективность, а также то, насколько правильно будут распределены средства, выделяемые на приобретение основных и вспомогательных материалов.
Для того, чтобы точно провести расчет количества электродов при сварке, необходимо учитывать несколько параметров:
массу наплавленного металла;
существующие нормы расхода электродов при сварке;
длину сварного шва.
Нормы расхода электродов при сварке – это максимальное количество расходуемого при производстве продукции материала при соблюдении всех технологических требований.
Разновидности существующих норм расхода электродов.
В настоящее время используется несколько норм расхода электродов, в зависимости от того, о каком этапе выполнения работы идет речь. Все нормы в данном случае можно разделить на 4 основные группы:
Пооперационные нормы – это нормы расхода электродов при ведении определенной технологической операции – то есть, при ведении непосредственно сварки.
Подетальные нормы – это нормы, определяющие, сколько электродов должно расходоваться на изготовление одной сварной детали.
Узловые нормы – нормы расхода электродов для изготовления одного сварного узла.
Поиздельные нормы – нормы расхода электродов для изготовления одного сварного изделия.
Все эти нормы полностью взаимосвязаны друг с другом. Так, для определения поиздельных норм необходимо знать поузловые нормы, а для того, чтобы точно вычислить поузловые нормы, нужно знать подетальные нормы.
Расчет расхода электродов.
Расчет расхода электродов для выполнения определенной задачи, связанной со сваркой, должен вестись тем же специалистом, который впоследствии будет выполнять сварочные работы. Это позволит гарантировать достаточно высокую точность расчета, так как специалист прекрасно знает все нюансы сварочного процесса, хорошо разбирается в марках и особенностях электродов, поэтому способен не только использовать общепринятые методики и формулы, но и учитывать все особенности сварки, которые могут потребовать увеличенного или, напротив, меньшего, чем обычно, расхода электродов.
Теоретический метод расчета.
Существует несколько методик, помогающих наиболее точно рассчитать расход электродов при проведении сварочных работ. Одной из самых распространенных во многих странах является методика, основанная на массе наплавленного металла – а значит, в данном случае расход электродов считается в килограммах.
Для того, чтобы рассчитать расход электродов с использованием данной методики, применяется следующая формула расхода электродов:
Н = М * К (расх. ), где
), где
М – масса наплавленного металла (в килограммах)
К (расх.) – коэффициент расхода электродов.
Работая с этой формулой, необходимо учитывать некоторые особенности расчета массы металла и определения коэффициента.
— Для того, чтобы определить массу наплавленного металла, берут площадь его поперечного сечения и умножают на плотность металла, найти которую можно в специальных таблицах, и на длину сварного шва.
— Для определения коэффициента расхода электродов необходимо точно знать марку электрода, так как именно от нее зависит количество угара и разбрызгивание металла в процессе сварки, а также длина огарка электрода. Нормой считается при этом длина огарка в 50 мм при общей длине электрода в 450 мм. Как правило, берется коэффициент 1,6, но при сварке деталей из нержавеющей стали, а также из огнеупорных металлов коэффициент может достигать 1,8.
Практический метод расчета.
Кроме приведенного выше теоретического метода расчета количества электродов, можно применить и практический метод.
Для этого необходимо взять определенное количество металла, масса которого точно известна, и провести сварочные работы, используя ту же марку электрода, которая будет в дальнейшем применяться при ведении основных сварочных работ. При этом и тип сварного соединения, и используемый режим сварочного тока, и пространственное положение сварного шва должны полностью соответствовать тем условиям, которые планируется применять в основном процессе сварки. В результате, определив длину полученного при этом сварного шва, можно будет рассчитать, сколько электродов потребуется во время выполнения сварочной работы.
Можно ли уменьшить количество расходуемых в процессе сварки электродов?
Этот вопрос, конечно же, волнует каждого производителя, и чем больше объем сварочных работ, тем острее встает проблема экономии электродов. Вообще-то снизить расход электродов вполне возможно. Для этого необходимо соблюдать несколько условий:
показатели силы тока и напряжения во время ведения сварочных работ должны полностью соответствовать применяемому типу электрода
использование автоматической или полуавтоматической сварки способствует уменьшению расхода электродов.
также к снижению расхода электродов может привести и изменение положения электрода в процессе сварки.
В результате выбора оптимального метода и режима сварки расход электродов сокращается примерно на 3% — а это позволит существенно сэкономить затраты на присадочные материалы для сварки, одновременно обеспечив сварщику максимально комфортные условия работы.
Эффективность и свойства графитированных и угольных электродов.
Графитированные электроды
Графитированные электроды используются в электротермических процессах, главным образом для производства стали, а также в процессе сварки. Графитированные электроды являются более качественными, чем угольные; они обладают высокой чистотой, повышенной стойкостью к действию химических реагентов, имеют низкое удельное электросопротивление.
Графитированные электроды отличаются от угольных более высокими электропроводностью и теплопроводностью, большей термической стойкостью, отсутствием сернистых соединений, незначительным содержанием золы.
Применение графитированных электродов
Чтобы изготовить графитированные электроды, нужно подвергнуть угольные (аморфные) электроды графитирующему обжигу. Этот обжиг производится в специальных электропечах сопротивления способом Ачесона. Графитированные электроды применение их как раз и будет зависеть от того, какова степень графитирования, другими словами, какой электропроводностью они будут обладать после обжига в электропечи сопротивления.
В результате обжига угольных электродов, которые подвержены нагреву до 2500 градусов, получается графитированный электрод применение которого используется сегодня во многих электротермических, электрохимических и металлургических процессах. Его сопротивление уменьшается в сравнении с электродом угольным более чем в 5 раз. Из-за этого уникального свойства допустимый ток будет в 2-3 раза плотнее в сравнении с токами, проходящими по угольных электродам.
Свойства графитированных электродов
Сейчас многие страны мира применяют в своих производствах электроды графитированные. Их назначением является ввод электроэнергии во время плавления ферросплавов и видов стали. Как раз это уникальное свойство дало им применение в сталеплавильных дуговых печах, а также электрических руднотермических печах.
Их назначением является ввод электроэнергии во время плавления ферросплавов и видов стали. Как раз это уникальное свойство дало им применение в сталеплавильных дуговых печах, а также электрических руднотермических печах.
Если брать сварочный процесс, то графитированные электроды более качественны при сварке в сравнении с теми же электродами угольными. Они обладают повышенной стойкостью к действиям химических элементов, низким сопротивлением. К единственному их минусу стоит отнести цену графитированных электродов, которая будет значительно выше, чем цена на электроды угольные или металлические.
Внешне электрод графитированный обладает формой цилиндра с гнездами по краям, имеющими коническую или цилиндрическую резьбу. Такая резьба предназначена для ввинчивания ниппеля, с помощью которого электрод можно нарастить по мере его расходования при плавлении стали и других металлов.
Угольные электроды для сварки проводов
Сегодня для сварки используются, как графитовые и металлические, так и угольные электроды. Конечно, сварка электродами угольными в настоящее время менее распространена. Однако в некоторых областях из-за их специфических свойств они продолжают широко использоваться. Так, в частности, угольные электроды для сварки проводов применяются повсеместно из-за уникального их свойства, которое позволяет угольному электроду создавать на рабочем конце высокую температуру нагрева, при этом, даже при малых токах. Поэтому использование угольных электродов для сварки проводов в домашних условиях является наиболее эффективным в сравнении с теми же графитовыми электродами, которые потребуют больше электроэнергии для своей работы.
Конечно, сварка электродами угольными в настоящее время менее распространена. Однако в некоторых областях из-за их специфических свойств они продолжают широко использоваться. Так, в частности, угольные электроды для сварки проводов применяются повсеместно из-за уникального их свойства, которое позволяет угольному электроду создавать на рабочем конце высокую температуру нагрева, при этом, даже при малых токах. Поэтому использование угольных электродов для сварки проводов в домашних условиях является наиболее эффективным в сравнении с теми же графитовыми электродами, которые потребуют больше электроэнергии для своей работы.
Таким образом, электроды угольные имеют право на существование из-за своей незаменимости в некоторых случаях.
Как рассчитать расход электродов на 1 тонну металлоконструкций: формула, алгоритм, особенности
Время на чтение: 3 мин
779
Эффективность работы сварщика зависит не только от правильного подбора расходников, но и от расчета необходимого их количества.
Просчитывается это с учетом модели самих сварочных стержней, а также с учетом свойств свариваемого металла.
Мы подскажем вам, как правильно вычислить нужное количество расходных материалов для сварочных работ и предоставим нужные для этого формулы и таблицы.
Содержание статьиПоказать
- От чего зависит расход материалов
- Рассчитываем расход электродов
- Экономим расходники
- Особенности сваривания различных деталей
- В заключение
От чего зависит расход материалов
Факторов, влияющих на расход электродов для дуговой сварки – множество, вплоть до усталости сварщика. Основные факторы – используемое оборудование, толщина свариваемых деталей, марка и диаметр сварочного стержня, режим сварки.
Многое, конечно, зависит и от профессиональной подготовки сварщика.
Очень важно подобрать правильную марку электрода, в зависимости от типа и толщины свариваемого металла, и правильно выставить параметры сварки на аппарате.
Для точного просчета необходимого количества расходников надо знать некоторые детали. Необходимо предварительно просчитать массу наплавленного металла. Обычно это не более 2% от общей массы детали.
Рассчитывается расход электродов по формуле, мы предоставим ее вам дальше. Также необходимо измерить параметры шва (длину, ширину и необходимое их количество).
Под рукой необходимо иметь информацию о нормах расходования, которая показывает, сколько металла будет наплавлено на один метр шва.
Эта информация содержится в нормативных документах в табличной форме. Данные эти отличаются в зависимости от марки электрода. Рассчитываются они двумя методами – физическим и теоретическим.
Затем результаты сравниваются, и вычисляется погрешность. Об этом мы также расскажем далее.
Об этом мы также расскажем далее.
Еще один фактор, влияющий на расходование сварочных стержней – тип шва, от него зависит масса наплавленного металла. Вот таблица основных параметров:
Рассчитываем расход электродов
Вот формула для расчета расхода электродов при сварке различных деталей, в частности, труб:
Н=М x К, где М – общая масса металла, а К – коэффициент, который мы можем найти в справочных таблицах, таких как эта.
Начинаем мы всегда с расчета массы металла. Здесь мы можем обойтись без нормативных источников, достаточно знать параметры шва и проволоки.
Замеряем шов и считаем, используя формулу G = F x L x M. Здесь F – общая площадь поперечного сечения, L – длина шва, М – масса проволоки.
Используя две эти формулы, мы можем достаточно точно вычислить необходимое количество электродов на одну тонну металла. Из-за того, что погрешность существует при любом расчете, рекомендуется сделать пробный замер, наложив шов на тестовый образец.
По мере приобретения необходимого опыта, ваши замеры будут все точнее и точнее. Представляем вашему вниманию таблицы с нормами расходования электродов для одного метра шва и одного стыка трубы.
Экономим расходники
Опытные сварщики знакомы с секретами, которые позволяют сократить расход электродов. Здесь важно, чтобы наша экономия никак не повлияла на качество работы.
Вот эти советы профессионалов:
- Использование полуавтоматического сварочного оборудования позволяет снизить расходование электродов на 5-10 % в сравнении с методом ручной сварки;
- Правильно выставленный на аппарате режим сварки также поможет нам контролировать расходование материалов. Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.
- Необходимо научиться правильно выбирать положение для сваривания. Это умение приходит с опытом, а для новичков есть достаточное количество справочного материала.
Эти советы помогут вам снизить расход материалов, не рискуя при этом ухудшить результат работы. Результат будет зависеть от вашего опыта, а не от количества используемых расходных материалов.
Особенности сваривания различных деталей
Еще одна характеристика свариваемых деталей, способная повлиять на расход – их форма. Нормы для деталей специфической формы, например труб, отличаются от норм для сваривания обычных листов металла.
Полную информацию о таких нормах необходимо искать в нормативных документах. Их надо обязательно изучить, чтобы иметь представление об общих отличиях.
Не всегда удается выполнить нормы расхода, зачастую условия, в которых производятся сварочные работы, не позволяют выполнить все нормативные условия, но необходимо стараться максимально приблизиться к необходимым показателям.
В заключение
Мы рассказали вам основные правила расчета, теперь дело за вами. Обязательно изучите все необходимые нормативные документы, несмотря на их большое количество, это будет вам полезно. Новичкам советуем поискать в сети справочные материалы.
Также в интернете вы можете найти калькулятор расчета расхода электродов. На начальном этапе он может быть вам очень полезен.
В дальнейшем вы научитесь делать необходимые вычисления самостоятельно. Желаем вам успехов в работе!
Норма расхода электродов на 1 тонну металлоконструкций
Качество сварки зависит не только от правильного выбора, но и количества электродов. Без правильного подсчета нельзя составить верную смету, что влечет за собой довольно серьезные проблемы. Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки.
Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Какие параметры учитываются?
Расход электродов при сварке металлических конструкций зависит от трех критериев:
- Масса наплавки. Представляет собой массу металла, заполняющую стыковочные швы. Данный параметр прописан в технологической сварочной карте. Если брать усредненный показатель, он варьируется в пределах от 1 и до 1,5 процентов от общей массы металлоконструкции.
- Длина сварочного шва. Измеряется с помощью рулетки. Полученную длину умножают на количество имеющихся швов в разделе. Глубокие стыки заваривают последовательно либо параллельно. Они требуют накладывания двух либо трех швов.
- Норма расхода. Это масса наплавки на каждый метр шва. Она может вычисляться двумя способами — для отдельного узла либо по типу проводимой сварочной работы.
Важно! Норма расхода является справочной информацией и прописывается для марки электрода отдельно в нормативных документах. Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Таким образом, количество присадочного материала, требуемого для сварки на одну тонну металлической конструкции, вычисляют как теоретическим, так и практическим путем.
Метод теоретического расчета
Проводится путем применения разнообразных математических формул. Существует множество разнообразных математический решений, но на практике чаще всего пользуются только двумя:
- По коэффициенту. Охватывает различные расходные материалы и рассчитывается по формуле H=M * K. Первый показатель (M) представляет собой массу металла, подвергаемую сварке, а второй (K) — коэффициент присадки.
- По физическим свойствам. Здесь учитываются характеристики электрода и металлоконструкции, с которой предстоит работать. Формула в данном конкретном случае следующая G=F * L * M, где F — площадь поперечного сечения, L — длина свариваемого шва, а M — масса проволоки.
Между этими двумя математическими формулами есть разница. Первая позволяет подсчитать расход. Вторая дает возможность узнать массу металла, который наплавляют. Обе формулы относятся к табличным. Это означает, что они основаны на табличных данных, которые соответствуют определенной марке, величине стыка и типу металла.
Расчет расхода практическим путем
Проводится опытным путем. Определяют массу металла и выполняют тестовые сварочные работы. Когда они закончены, делают замер огарка с учетом напряжения и силы тока, а также длины выполненного шва. Эти параметры позволяют подсчитать, сколько электродов потребовалось для данного конкретного участка. Зная длину, не составит труда подсчитать, сколько присадочного материала потребуется для завершения сварки в том или ином разделе.
Точность вычисления вариативна. Погрешность минимальна лишь в тех случаях, когда угол положения и внешние данные остаются неизменными при проведении дальнейшей сварки. Иными словами, условия останутся аналогичными тестовым.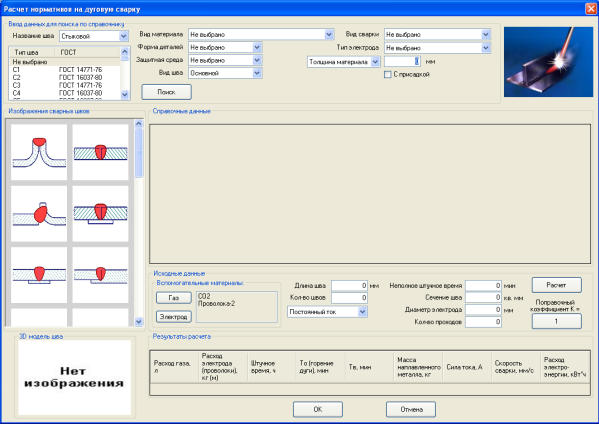 Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований. Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.
Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований. Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.
Погрешность подсчетов
Не существует метода, который дает стопроцентно верный результат. Теоретический и практический расчеты отличаются между собой. Последний более точный, но только тогда, когда выполняют не менее двух тестовых швов. Это не означает, что полученная цифра абсолютна точна. Чтобы обеспечить непрерывную эффективную работу, необходимо закупать электроды с небольшим запасом. Кроме того, всегда следует помнить, что в партии могут попасться некачественные или бракованные изделия.
Не столкнуться с проблемой нехватки расходного материала позволяет приобретение электродов на пять или на семь процентов больше, нежели было получено в результате расчетов. Благодаря наличию такого запаса, можно не переживать о различных форс-мажорах и подготовить все расходники заблаговременно без каких-либо срывов по сроку сдачи объекта. Чем сложней участок сварки, тем больше дополнительного материала следует приобрести. Максимальный запас составляет десять процентов.
Чем сложней участок сварки, тем больше дополнительного материала следует приобрести. Максимальный запас составляет десять процентов.
Можно ли снизить расход электродов?
Сварка относится к довольно затратным работам, поэтому многие пытаются сэкономить на расходном материале. Сделать это без ущерба для качества возможно, но только тогда, когда соблюдаются следующие условия:
- Задействован автоматический либо полуавтоматический сварочный аппарат. Потери при ручной сварке доходят до пяти и больше процентов. Аппараты автоматического типа и полуавтоматы позволяют провести работы более качественно и снизить число затрачиваемых электродов.
- Напряжение и сила тока полностью соответствуют типу присадочного материала. Добиться совпадения параметров позволяет правильная настройка сварочного аппарата, что необходимо учитывать заблаговременно.
- Проводится тестовая сварка. Специалисты всегда прибегают к использованию и теоретического, и практического метода расчета.
 Последний позволяет проверить полученные показатели и скорректировать конечный итог.
Последний позволяет проверить полученные показатели и скорректировать конечный итог.
Если соблюсти эти три простых условия, количество присадочного материала для проведения сварки будет сокращено до оптимального минимума, а качество проводимых работ не пострадает.
Предварительный расчет скорости подачи проволоки, скорости перемещения и напряжения
Перейти к содержимому
Цех хотел бы сократить время разработки новых сварных швов MIG. Есть ли способ предварительно рассчитать скорость подачи проволоки, скорость перемещения и напряжение, чтобы приблизить их до того, как они коснутся первого сварного шва?
Да, можно рассчитать начальную скорость подачи проволоки и скорость перемещения. Это очень частый вопрос от производителей сварки сплошной проволокой или порошковой проволокой. Большинство профессионалов в области сварки знают скорость подачи проволоки (WFS), когда процесс идет хорошо, основываясь на их опыте, или могут быстро получить WFS с помощью процедур, рекомендованных производителем.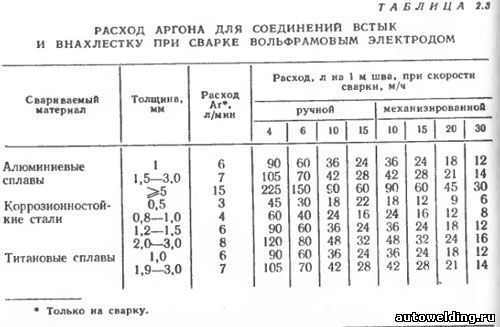
Однако определение скорости перемещения валика сварного шва определенного размера становится итеративным и трудоемким процессом. Понимая несколько концепций и выполняя некоторые математические вычисления с помощью нескольких простых формул, мы можем определить, по крайней мере, хорошую отправную точку для процедуры сварки, которая обеспечивает желаемый сварной шов.
СКОРОСТЬ НАПЛАВКИ
Важно помнить, что скорость наплавки прямо пропорциональна скорости, с которой проволока определенного диаметра выходит из сварочной горелки во время сварки. Скорость напыления не имеет ничего общего ни с тем, как быстро движется пистолет, ни с настройкой напряжения на машине. Скорость наплавки — это просто мера того, сколько фунтов проволоки выходит из сварочной горелки за определенный промежуток времени, обычно измеряется в фунтах в час.
Если скорость подачи проволоки увеличивается, скорость наплавки увеличивается. Мы также понимаем, что если мы сохраним скорость подачи проволоки и перейдем на проволоку большего диаметра, скорость наплавки также увеличится.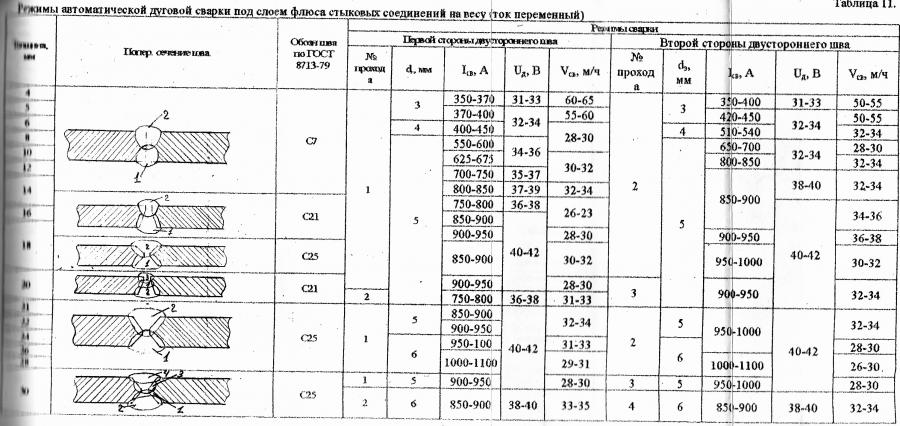 Вооружившись этим пониманием, расчет скорости наплавки становится очень мощным упражнением, которое дает вам число, которое можно использовать для расчета ключевых параметров сварки. Рассмотрим формулу и пример:
Вооружившись этим пониманием, расчет скорости наплавки становится очень мощным упражнением, которое дает вам число, которое можно использовать для расчета ключевых параметров сварки. Рассмотрим формулу и пример:
Расчет скорости наплавки
Скорость наплавки (фунт/ч) = 13,1 × (диаметр проволоки) 2 × (Скорость подачи проволоки) × (Эффективность)
— Диаметр проволоки в дюймах (дюймах)
— Скорость подачи проволоки в дюймах в минуту (дюйм/мин)
— Эффективность (1,0 для сплошной проволоки , 0,85 для порошковой проволоки)
— Расчет только для стали : Диаметр проволоки = 0,045 дюйма (1,2 мм), сплошная проволока, WFS = 300 дюймов/мин0011 Расчет скорости перемещения с учетом скорости наплавки
Зная скорость наплавки, мы можем рассчитать скорость перемещения в дюймах в минуту (дюйм/мин) для конкретного сварного шва. Допустим, мы хотим сделать стальной угловой шов 3/8 дюйма (предположим, что армирование 10 процентов или 0,4125 дюйма), используя сплошную проволоку 0,045 дюйма при 300 дюймов в минуту, вес металла шва на фут можно рассчитать, умножив плотность стали ( 0,283 фунта/дюйм 3 ) по объему металла сварного шва на фут следующим образом:
Вес сварного шва на фут Расчет
Объем металла шва/фут = 1/2 × ширина × высота × 12 дюймов = 1/2 × 0,4125 дюйма × 0,4125 дюйма × 12 дюймов = 1,02 дюйма 3
Вес металла шва/фут 3/8 в угловом шве = (0,283 фунта/дюйм 3 ) × (1,02 дюйма 3 ) = 0,2887 фунта/фут
сварного шва будет 5,52 дюйма в минуту, 11,03 дюйма в минуту для двухпроходного углового шва или 16,55 дюйма в минуту для трехпроходного сварного шва.
Расчет скорости движения
Скорость перемещения = (скорость наплавки) × (количество проходов)/5 × (вес металла сварного шва на фут {фунт/фут}) =
Скорость перемещения = {7,96 x 1} / {5 x 0,2887} = 5,52 дюйма в минуту
РАСЧЕТ СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ С КОЭФФИЦИЕНТОМ НАПЛАВКИ
Предположим, требуется выполнить угловые сварные швы со скоростью 12 фунтов/ч, используя сварочную проволоку 0,045 дюйма. Мы можем рассчитать WFS, используя приведенные ниже формулы и Вес сварочной проволоки на фут в Таблице 1 .
Расчет скорости подачи проволоки
Скорость подачи проволоки = (скорость наплавки)/5 × (вес проволоки на фут {фунт/фут}) = (12)/5 × (0,0054) = 444,4 дюйма в минуту
Конечно, скорость подачи для одно- проход 3/8 углового шва при скорости наплавки 12 фунтов/ч будет равен 8,31 дюйма в минуту, как рассчитано ниже:
Скорость перемещения = (скорость наплавки) × (количество проходов)/5 × (вес металла шва {фунт/фут }) = (12) × (1)/5 × (0,2887) = 8,31 дюйма в минуту
ПРОЩЕ
Коэффициент преобразования Бартона (см.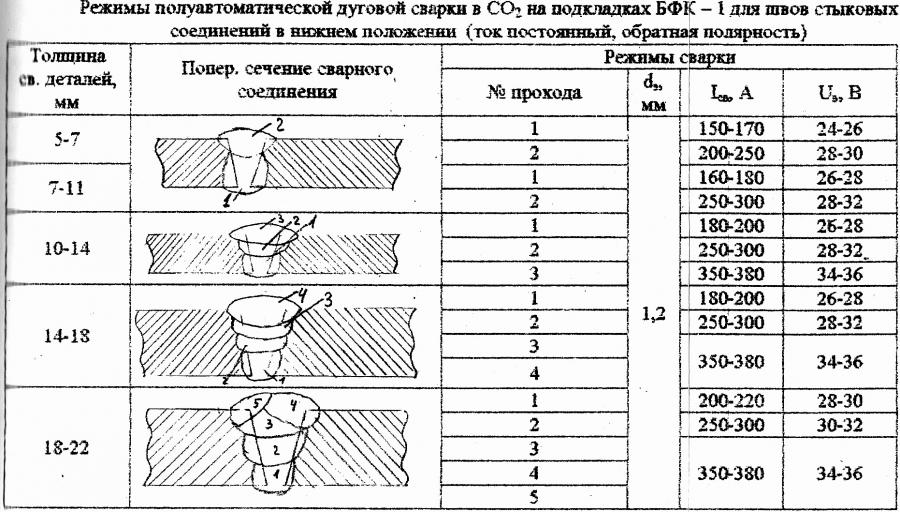 В приведенном ниже примере используется коэффициент преобразования для расчета скорости перемещения при 5,57 дюйма в минуту для того же углового шва 3/8 дюйма с использованием сплошной проволоки 0,045 дюйма.
В приведенном ниже примере используется коэффициент преобразования для расчета скорости перемещения при 5,57 дюйма в минуту для того же углового шва 3/8 дюйма с использованием сплошной проволоки 0,045 дюйма.
Скорость перемещения = 7,96 × 0,7 = 5,57 дюймов в минуту (0,2887)
Вес металла шва на фут можно рассчитать для любого типа соединения путем вычисления объема и умножения на плотность металла шва (например, 0,283 фунта/дюйм 3 для стали). Однако значения, показанные в таблицах с 3 по 6 , устраняют необходимость в расчетах. Эти значения взяты из Таблицы 12-1 в Справочнике по процедурам дуговой сварки компании Lincoln Electric Co. и показывают вес металла сварного шва на фут для нескольких распространенных типов соединений, сваренных со сталью. В следующих примерах расчетов используется Таблицы с 3 по 6 .
ОБРАЗЕЦ РАСЧЕТА № 1
Сварной шов с V-образной канавкой 1/2 дюйма с включенным углом 90 градусов и усилением 1/8 дюйма с использованием сплошной проволоки 0,052 дюйма, 90% Ar/10% CO 2 защитный газ.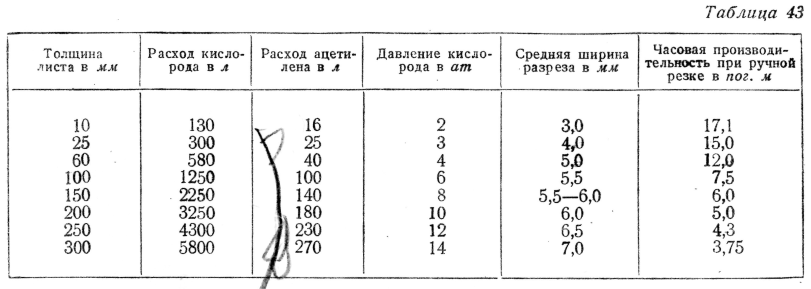 Производитель рекомендует WFS при 325 дюймов в минуту и 30 вольт.
Производитель рекомендует WFS при 325 дюймов в минуту и 30 вольт.
Скорость наплавки (фунт/ч) = 13,1 × (0,052) 2 × (325) × (1,0) = 11,51 фунт/ч × (0,849 + 0,199) = 13,18 дюймов в минуту
ОБРАЗЕЦ РАСЧЕТА № 2
3/8 дюйма пластины квадратного сечения, привариваемого встык к основе, с зазором 3/16 дюйма и усилением 1/8 дюйма с использованием порошковой проволоки 1/16 дюйма, 75%Ar/25%CO 2 защитный газ. Наш процесс отлично работает с WFS при 285 дюймов в минуту и 26 вольт.
Скорость наплавки (фунт/час) = 13,1 × (1/16 дюйма) 2 × (285) × (0,85) = 12,39 фунта/час (1)/5 × (0,239 + 0,053) = 8,49 дюймов в минуту
ПРИМЕР РАСЧЕТА № 3
Какой должна быть скорость подачи проволоки, если я хочу выполнить толстый угловой шов толщиной 1/4 дюйма со скоростью перемещения 20 дюймов в минуту, используя сплошную проволоку диаметром 0,045 дюйма и защитный газ 90% Ar/10% CO 2 ?
Изменив приведенный выше расчет скорости перемещения для определения скорости наплавки, мы получим:
Скорость наплавки = 5 × скорость перемещения × (вес металла сварного шва {фунт/фут})/(количество проходов) = 5 × 20 дюймов в минуту × (0,165)/1 = 16,5 фунта/час
Изменив вычисление скорости наплавки выше, чтобы найти скорость подачи проволоки, мы получим:
Скорость подачи проволоки = скорость наплавки/13,1 × (диаметр проволоки) 2 × (эффективность) = 16,5/13,1 × (0,045 дюйма) 2 × (1) = 622 дюймов в минуту
ОБЗОР
математика и эти простые формулы могут сократить время разработки сварных швов и улучшить документацию перед WPS.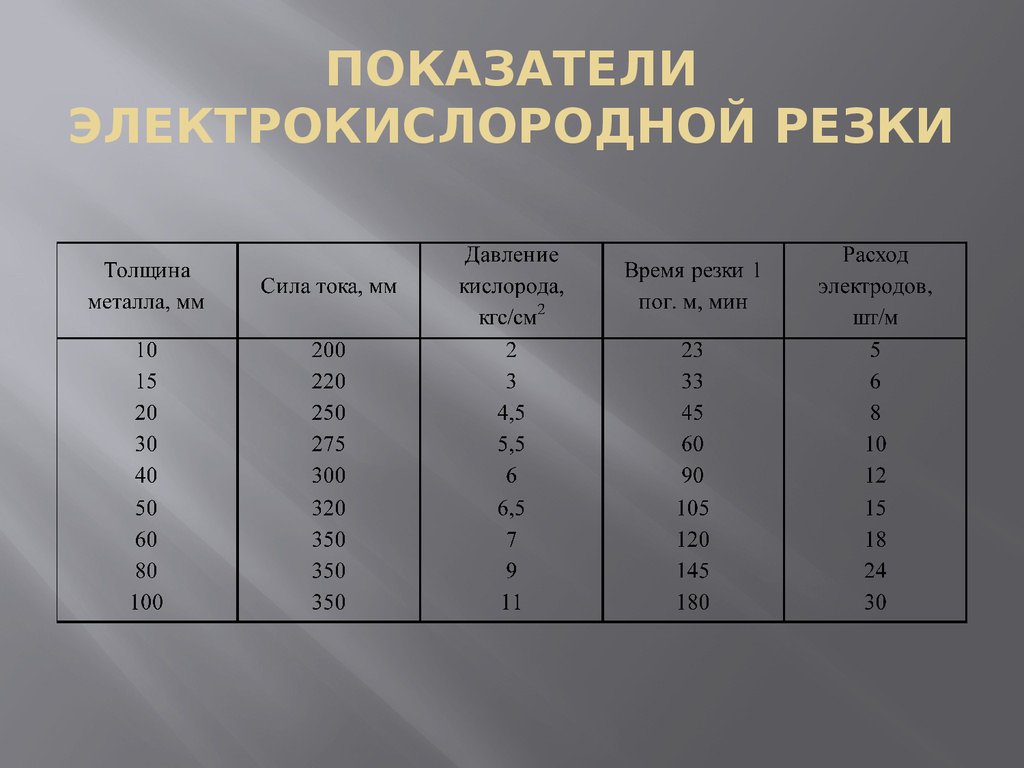 Эти расчеты помогут вам приблизиться, но, возможно, придется внести некоторые коррективы, чтобы получить желаемый сварной шов. Наличие хорошей отправной точки для разработки процедуры сварки сократит время и уменьшит количество догадок в цеху.
Эти расчеты помогут вам приблизиться, но, возможно, придется внести некоторые коррективы, чтобы получить желаемый сварной шов. Наличие хорошей отправной точки для разработки процедуры сварки сократит время и уменьшит количество догадок в цеху.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Calendar & Events
IMTS
September 12 — 17, 2022
Chicago, Illinois
AMCON
October 5 — 6, 2022
Salt Lake City, Utah
FABTECH
November 8 — 10, 2022
Атланта, Джорджия
Расчет стоимости и времени сварки Объяснение
Расчет стоимости и времени сварки важен, поскольку сварка
может составлять значительную часть затрат на изготовление сварных конструкций и
составные части. Зная, как оценить объем сварного шва, который необходимо наплавить, и
типичное время, необходимое для выполнения сварки важно подготовить
расценки, а также планировать графики.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.
Сварка с использованием дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW): GTAW обычно представляет собой процесс с низкой скоростью наплавки.
Есть
доступно множество ресурсов, которые подходят к вопросам, связанным с расчетом затрат на сварку, с разных точек зрения,
поэтому важно отметить, что есть несколько способов получить ответ.
Подход, используемый на этой веб-странице, является относительно фундаментальным подходом, который
должны быть легко модифицированы для использования в большинстве случаев. Шаги, предпринятые для расчета затрат и времени на сварку, следующие:
- Рассчитать
объем наплавленного металла. Это в основном основано на сварке
подготовки и длины шва. - Рассчитать
масса металла шва, которую необходимо наплавить, в зависимости от плотности
конкретный материал, с которым вы работаете. - Подать заявку
«коэффициент восстановления» для рассчитанной массы сварного шва, чтобы оценить общее количество
расходных материалов для сварки.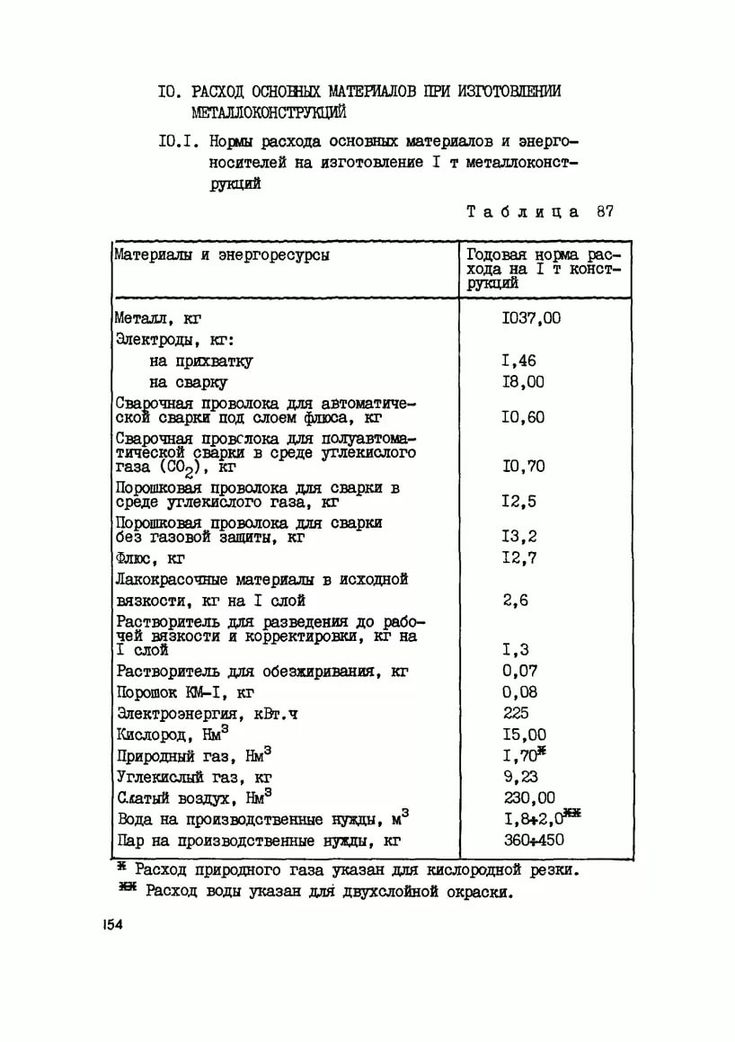 (Некоторые расходные материалы будут потрачены впустую и будут
(Некоторые расходные материалы будут потрачены впустую и будут
не попасть в сустав. Например, в случае экранированной металлической дуги
При сварке (SMAW) возможны потери в огарке, потери на шлак и разбрызгивание.) - Основанный
от массы необходимого сварочного материала, теперь вы сможете узнать
стоимость сварочных присадочных металлов, получив соответствующее предложение от вашего
поставщик присадочного металла. Это без учета «дополнительных» расходных материалов.
таких как защитный газ или шлифовальные круги и т. д. Вам нужно будет рассчитать эти
оплачивается отдельно, в зависимости от типа работы, которую вы будете выполнять. - Рассчитать
время, необходимое для наплавки необходимой массы металла шва, исходя из
скорость наплавки для конкретного процесса сварки, который вы будете использовать. Этот
значение предполагает 100% время «дуги включено». - Подать заявку
«коэффициент дуги», чтобы учесть тот факт, что ни один сварщик никогда не сваривает на 100%
времени. Будут времена, когда ему/ей нужно будет снять заглушку и заменить
Будут времена, когда ему/ей нужно будет снять заглушку и заменить
другим электродом или выполните шлифовку или другую очистку между сварными швами.
пробеги и т. д. Очевидно, что этот фактор будет разным для каждого сварщика, но вы можете
начните с типичного значения, принятого в отрасли, и уточните его для вашего
конкретного бизнеса или проекта. (Ваш бизнес может быть более или менее эффективным
чем в среднем по отрасли, или конкретная работа может быть более сложной,
что приводит к более низкой дуге в процентах. Часто это требуется для технического обслуживания.
типа работы) - Это
теперь сообщит вам, сколько «человеко-часов» потребуется для завершения работы. - На основе
в человеко-часах, вы можете затем оценить продолжительность времени, которое потребуется для
завершить работу, решив, сколько сварщиков будет выполнять сварку одновременно.
время. - На основе
на расчет человеко-часов и предположение, которое вы сделали о количестве
сварщики, сваривающие одновременно, вы можете оценить, сколько сварщиков вам нужно,
и как долго.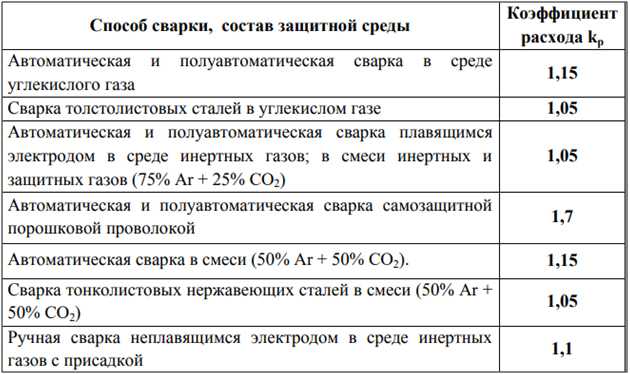 При расчете затрат на рабочую силу на этом этапе не
При расчете затрат на рабочую силу на этом этапе не
забудьте добавить надбавку за помощников, а также «непроизводительное время»
связанных с системами и процессами вашей компании. (Вспомните встречи по безопасности,
утренние встречи, кружки качества, проверки безопасности или другие административные
процессы.) - Каждый
бизнес также будет иметь некоторую надбавку на «накладные расходы», основанную на общем времени
работа возьмет. При этом учитываются затраты на управление, качество
контрольный персонал, оборудование, косвенные расходные материалы и т. д. Эти накладные расходы
будет отличаться для каждой компании, а также будет широко варьироваться между различными
отрасли. Иногда оценщик просто использует коэффициент, основанный на затратах.
рассчитанных выше (например, умножьте затраты, рассчитанные на 1,5, чтобы учесть
накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве
человеко-часы сварки. (например, 50 долларов накладных расходов за человеко-час. )
)
Пожалуйста, имейте в виду, что это обсуждение расчета затрат на сварку рассматривает только операцию сварки. Он не принимает во внимание
затрат, связанных с материалами или изготовлением/строительством котлов.
Сварка двойных стыков трубопроводов дуговой сваркой под флюсом: SAW обычно представляет собой процесс с высокой скоростью наплавки.
Оценка пакетов для расчета стоимости сварки
Расчет стоимости и времени сварки, очевидно, займет много времени, если нам придется пересчитывать основы для каждого
оценить, что вам нужно сделать, поэтому у большинства предприятий будет какая-то автоматизированная
оценочная система. Существует ряд обобщенных коммерческих смет
доступные пакеты, которые можно использовать практически для любого типа работы.
недостатком большинства этих обобщенных оценочных систем является то, что
методология расчета затрат и времени на сварку недостаточно подробно описана. В этой ситуации расчет времени и затрат на сварку обычно включается в более специализированную оценку.
приложений, которые сосредоточены на операции сварки.
Много
поэтому у предприятий есть комбинация пакетов коммерческой оценки,
в сочетании с набором электронных таблиц, чтобы обеспечить некоторые входные данные для
коммерческий сметный пакет. Очевидно, что некоторые компании просто используют выборку
электронных таблиц, чтобы сделать свои оценки, которые будут включать расчет стоимости и времени сварки. Особенно это касается небольших
предприятия.
Помощь в расчете стоимости и времени сварки
Кому
помочь вам с расчетом стоимости и времени сварки, мы сделали доступной электронную таблицу
который выполняет расчеты объема и времени сварки. Вы можете скачать электронную таблицу, нажав здесь. Хотя я позаботился о том, чтобы создать таблицу, в которой выполняются достаточно точные расчеты, WelderDestiny не несет никакой ответственности за ответы, которые вы получите из этой таблицы. Пожалуйста, используйте на свой страх и риск.
Кому
помочь вам в вашем пути, ниже приведены некоторые пояснения о том, как использовать
Таблица для расчета стоимости и времени сварки.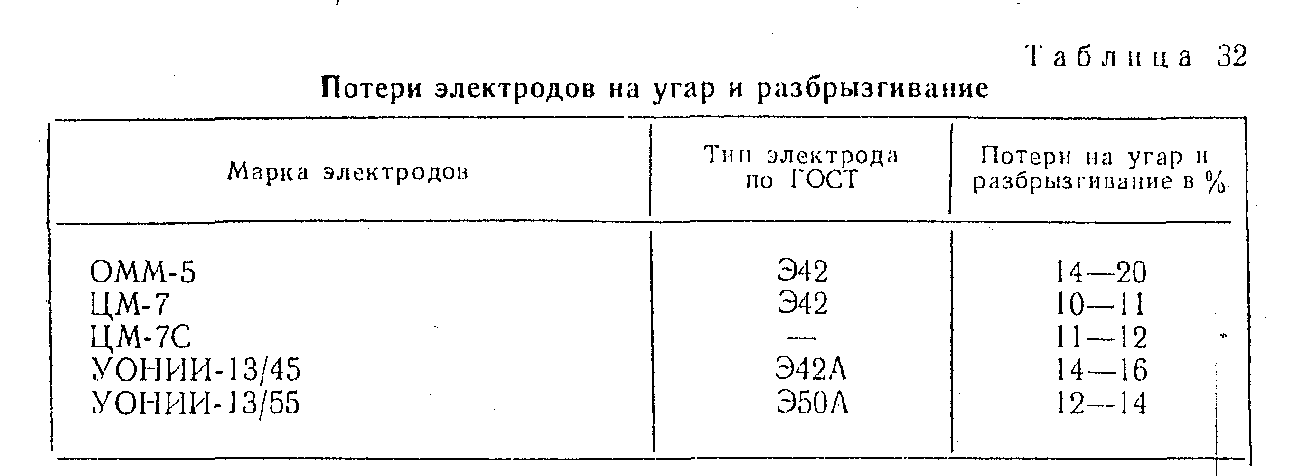 Электронная таблица содержит два рабочих листа.
Электронная таблица содержит два рабочих листа.
На первом рабочем листе рассматриваются сварные швы со скосом кромки, стыковые и угловые сварные швы. Вторая сделка
с соединениями TYK. Соединения TYK рассматриваются отдельно, поскольку их много.
сложнее рассчитать объем сварного шва.
Руководство по расчету затрат и времени на сварку «скругления встык»
рабочий лист:
- В
рабочий лист «Bevel Butt Fillet», детали сварного шва фиксируются в верхней части
левая сторона. - В
В первой колонке описаны 5 различных типов подготовки к сварке.
(Каждая подготовка к сварке была воспроизведена 4 раза, чтобы вы могли ввести больше
чем по одному каждого типа, если это необходимо.) Это выделено желтым цветом. - следующие 5 столбцов относятся к различным измерениям, связанным с различными
подготовка к сварке. Здесь вы вводите необработанные размерные данные для
расчеты. Эти столбцы выделены голубым цветом. Чтобы исключить любые
строку из расчетов, убедитесь, что значение в столбце «Длина» равно
нуль. (В настоящее время введены типовые значения, просто чтобы предложить некоторые
(В настоящее время введены типовые значения, просто чтобы предложить некоторые
руководство.) Пожалуйста, обратите внимание на единицы, используемые для различных размеров.
Этот рабочий лист был заполнен в единицах СИ. Если будет достаточный спрос, я
воспроизведет это в имперских единицах, хотя для вас это будет довольно легко
сделать эти модификации самостоятельно. - следующие 4 столбца — это результаты вычислений. (Обратите внимание, что если вы
изменить что-либо в этих столбцах, это повлияет на расчеты, так что будьте
осторожно.) Расчеты здесь учитывают размерные данные, а также
с присадочным металлом и деталями сварки дальше вниз с левой стороны
рабочий лист. Эти столбцы выделены светло-зеленым цветом. - Эскизы
также показаны различные подготовки к сварке и соответствующие размеры.
включены чуть правее и ниже расчетной таблицы. - Детали из присадочного металла вводятся в выделенные голубым цветом ячейки на
слева под таблицей расчета. - сведения о сварке вводятся в выделенные голубым цветом ячейки под
детали наполнителя.
- Ниже
сведения о сварке — это список терминов, используемых в рабочем листе. - К
в правом нижнем углу рабочего листа, в соответствии с деталями заполнения, приведены некоторые
типичные значения, которые можно использовать для различных процессов сварки и материалов.
Чуть выше находится пара «быстрых калькуляторов» для конвертации фунтов в фунты стерлингов.
час в килограмм в час и дюймы в миллиметры. - Кому
внизу рабочего листа есть много справочных материалов, которые помогут сделать
решения относительно скорости осаждения и эффективности. Пожалуйста, позаботьтесь о
единицы, так как некоторые ссылки даны в имперских единицах, а некоторые в единицах СИ.
Вы можете использовать «быстрые калькуляторы», чтобы сделать любые необходимые преобразования единиц измерения,
перед вводом значений в рабочий лист. результаты расчетов рабочего листа суммируются в строке «Итого», которая
выделен жирным красным шрифтом. Общая потребность в наполнителе, в том числе
прибавка на процент восстановления металла шва указана в «Суммарном наполнителе».
Обязательная ячейка.
Типичная скорость наплавки, которую можно ожидать при различных процессах сварки.
Пожалуйста
обратите внимание, что размерные данные, введенные в рабочий лист, будут подвергнуты
значения, введенные в сведениях о наполнителе и деталях сварки, чтобы получить
необходимые расчеты. Это означает, что вы можете иметь дело только с одним наполнителем
металла и одного процесса сварки одновременно. Это усложняет расчет стоимости и времени сварки для многопроцессорных сварных швов, но все же может
сделать так:
- Первый
применяйте размерные данные и данные сварки, как если бы вы сваривали только корень
процесс. Например, если корневой процесс должен был иметь длину 1000 мм, 4 мм
Газовая вольфрамовая дуговая сварка (GTAW) на толстом листе толщиной 20 мм с использованием 60°
включен угловой одиночный V-образный шов с корневым зазором 4 мм, тогда вы введете: a =
30; б = 2; Т = 4; ч = 0; Длина = 1. (Убедитесь, что вы вводите необходимые
Значения GTAW в разделах сведений о наполнителе и деталях сварки. )
) - Далее,
наносите размеры и детали сварки так, как будто вы только свариваете
процесс наполнения и укупорки. Если мы собираемся сваривать остальную часть описанного соединения
в пункте выше с процессом дуговой сварки порошковой проволокой (FCAW), тогда мы
введите следующую информацию для сечения FCAW: a = 30; б = 5; (Это
приблизительное представление о том, каким был бы «корневой зазор», если бы мы удалили GTAW
разд.) Т = 16; (толщина пластины 20 мм минус 4 мм для корневого отростка.) h
= 3 мм; (Приблизительное значение высоты армирования шапки.) Длина = 1
(Убедитесь, что вы ввели необходимые значения FCAW в сведениях о заполнителе и
разделы сварочных деталей.) значения присадочного металла и человеко-часов, рассчитанные по двум вышеуказанным пунктам, могут затем
должным образом использоваться для выполнения остальной части оценки стоимости и времени
расчеты.
рекомендации по расчету стоимости и времени сварки для рабочего листа «Соединения TYK» следующие:
- Это
рабочий лист предназначен для Т-образных и Y-образных соединений между двумя секциями трубы.
пересекающиеся в одной плоскости. Внеплоскостные пересечения труб и соединения «К»
которые пересекаются в узле, потребуют некоторых модификаций для получения точных
ответы, хотя ответы будут не за горами. - Вкл.
В верхней левой части рабочего листа у нас есть основная информация о размерах.
Это в значительной степени зависит от диаметра меньшего элемента и угла, который
меньший член делает с главным членом. - светло-голубые ячейки — это то место, где вам нужно ввести необходимую информацию.
- светло-зеленые ячейки показывают расчетную информацию. Как правило, вы не
хочу возиться с зелеными ячейками. - Ниже
информация о размерах в верхнем левом углу — это место, где наполнитель
информация вводится. (В голубых клетках.) - Для
рабочий лист TYK Joints, вам необходимо ввести информацию для корня и
«основные» сварочные процессы. Это позволяет сделать весь расчет за один раз.
иди, когда у тебя разные процессы для рута и наполнителя/шапки. если ты
иметь только один процесс, затем введите толщину корня 0 мм.
- Ниже
разделы о присадке и сварочном процессе на рабочем листе, это «TYK
Сведения о сварных швах». Это матрица, которая далее
определяет детали подготовки к сварке для различных частей сварного шва. - Только
введите соответствующую размерную информацию в ячейки, которые были
выделены светло-голубым цветом. Ячейки, выделенные светло-зеленым цветом, являются расчетными.
значения, поэтому не связывайтесь с этими ячейками. - К
помочь в выборе того, какие из различных деталей сварки подходят, есть
четыре эскиза включены в правую часть рабочего листа. (Деталь 36;
Деталь 37; Деталь 38; Деталь 39) - Вы
необходимо выбрать одну строку «Носки сварного шва», одну строку «Стороны сварного шва» и одну «Пятину сварного шва».
Сварка» для использования в расчетах. Вы выбираете это, помещая 1 (Да) или 0
(Нет) в соответствующей ячейке столбца «G» матрицы деталей сварки. Руководствуйтесь
описания в столбце A и углы, указанные в столбце B. (Обратите внимание, что это
основан на деталях, приведенных в AWS D1. 1, но вам нужно выбрать наиболее подходящий
1, но вам нужно выбрать наиболее подходящий
детали сварки. - Пожалуйста
не обращайте внимания на выделенный серым цветом блок в нижней правой части окна.
рабочий лист. Это используется для встроенных вычислений. Если вы возитесь с этими
клетки, вы получите неправильные ответы. - расчетное количество присадочного металла и человеко-часы указаны под сварным швом
подробную информацию и выделена розовым цветом. - Пожалуйста
прочитайте раздел «Примечания» в нижней левой части рабочего листа для
дальнейшие указания по использованию рабочего листа.
Автор
Используя прилагаемые рабочие листы, вы сможете получить необходимые сварочные
количество человеко-часов на расходные материалы и сварку, необходимое для выполнения более высокого уровня
расчет стоимости сварочных работ.
Компас WelderDestiny: Еженедельная подписка на электронный журнал
Вы можете ознакомиться с предыдущими выпусками «Компаса WelderDestiny», нажав здесь.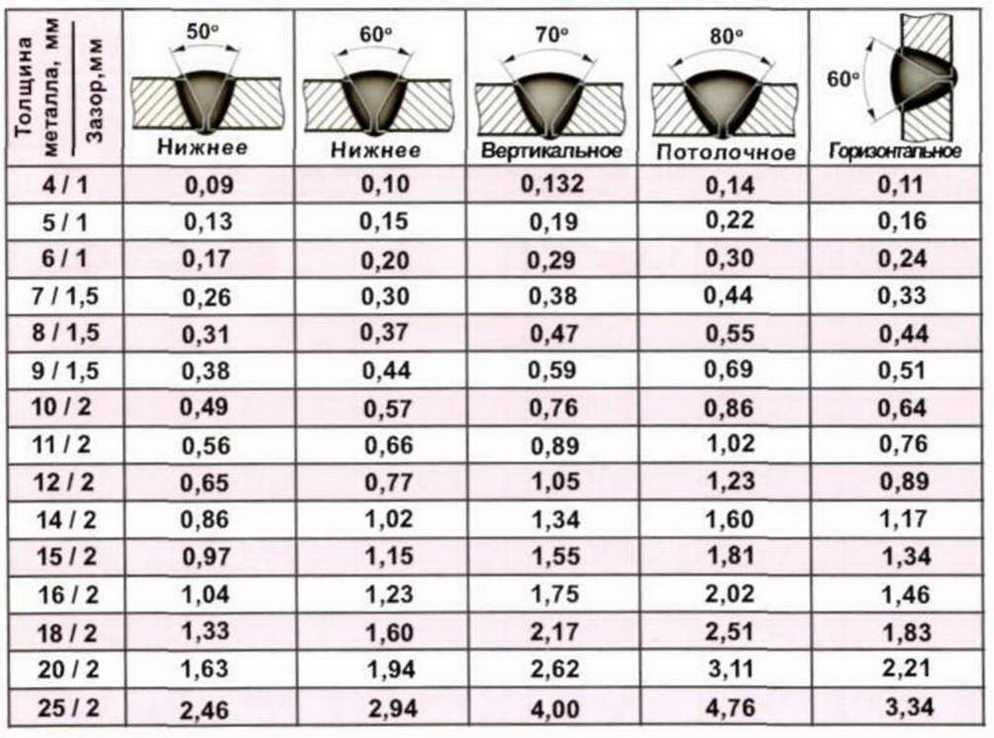
ОСНОВНЫЕ РАСЧЕТЫ ПО ЭЛЕКТРОЛИЗУ На этой странице рассказывается, как выполнять рутинные расчеты электролиза. Постоянная Фарадея Постоянная Фарадея — самая важная часть информации в расчетах электролиза. Убедитесь, что вы действительно понимаете следующий бит. Кулоны кулон является мерой количества электричества. Если в течение 1 секунды протекает ток в 1 ампер, то прошел 1 кулон электричества. Это означает, что вы можете вычислить, сколько электричества прошло за заданное время, умножив силу тока в амперах на время в секундах. Количество кулонов = ток в амперах x время в секундах Если вам задано время в минутах, часах или днях, то вы должны преобразовать его в секунды, прежде чем делать что-либо еще. Например, если в течение часа протекает ток силой 2 ампера, то: Количество кулонов = 2 х 60 х 60 = 7200 (60 минут в каждом часе; 60 секунд в каждой минуте.) Это просто! Фарадей Электричество — это поток электронов. Для расчетов нам нужно знать, как соотнести количество молей электронов, которые текут, с измеренным количеством электричества. Заряд, который несет каждый электрон, равен 1,60 х 10 -19 кулона. Если вам когда-нибудь понадобится использовать его на экзамене, вам дадут ценность. 1 моль электронов содержит постоянную Авогадро, L, электронов, то есть 6,02 x 10 23 электронов. Вам также дадут это на экзамене, если вам нужно будет его использовать. Это означает, что 1 моль электронов должен нести
Это значение известно как постоянная Фарадея. Вы можете встретить формулу F = Le , где F — постоянная Фарадея, L — постоянная Авогадро, а e — заряд электрона (в пересчете на количество кулонов, которые он несет). Мы только что использовали это, фактически не заявляя об этом — это в основном очевидно! Используемые здесь числа округлены. Расчет просто показывает вам, как это сделать, если вам нужно, но не дает обычно используемого значения. Для экзаменационных целей значение постоянной Фарадея обычно принимается равным 9,65 x 10 4 Кл моль -1 (кулонов на моль). Это еще один номер, который вам вряд ли придется запоминать. То есть 96500 кулонов на моль. Итак, 96500 кулонов называется 1 фарадей . Обратите внимание на маленькую букву «f», когда она используется как единица. Всякий раз, когда у вас есть уравнение, в котором у вас есть 1 моль электронов, это представлено в электрической цепи 1 фарадеем электричества — другими словами, 96500 кулонами. | ||
Примечание: Я уже трижды говорил, что часть информации, скорее всего, будет предоставлена вам на экзамене, но вы должны быть уверены. Проверьте свою программу, чтобы узнать, что содержится в Информационном буклете, который вам, вероятно, дадут. Обычно вы найдете это ближе к концу программы. | ||
Использование постоянной Фарадея в расчетах Расчеты электролиза не сложнее, чем любые другие расчеты по уравнению. На самом деле, вы вполне могли пройти их как часть любого курса, который вы проходили до того, как начали проходить уровень A. Мы рассмотрим только четыре примера. Пример 1 Рассчитайте массу серебра, осаждающегося на катоде при электролизе раствора нитрата серебра при силе тока 0,10 ампер в течение 10 минут. F = 9,65 x 10 4 C моль -1 (или 96500 C моль -1 , если хотите). Первое, что нужно сделать, это подсчитать, сколько кулонов электричества ушло во время электролиза. Количество кулонов = ток в амперах x время в секундах Количество кулонов = 0,10 х 10 х 60 = 60 Теперь посмотрите на уравнение реакции на катоде: Как и при любом другом расчете уравнения, запишите основные биты словами: 1 моль электронов дает 1 моль серебра, Ag. Теперь вставьте цифры. 1 моль электронов равен 1 фарадею. 96500 кулонов дают 108 г серебра. Итак, если 96500 кулонов дают 108 г серебра, все, что вам нужно сделать, это определить, какая масса серебра будет получена при использовании 60 кулонов. Масса серебра = 60/96500 x 108 г = 0,067 г | ||
Примечание: Если у вас совсем плохо с математикой, и вам не нравятся простые суммы пропорций, подумайте об этом так: Если 96500 кулонов дают 108 г, то 1 кулон даст 108, деленное на 96500 г. Не имеет ни малейшего значения, как вы это сделаете — для вашей химии важно только то, что вы получите правильный ответ! | ||
Пример 2 В этом примере показано, как выполнить расчет, если интересующим вас продуктом является газ. Рассчитайте объем водорода, образовавшегося (измеренный при комнатной температуре и давлении — rtp) при электролизе разбавленной серной кислоты, если вы используете ток 1,0 ампер в течение 15 минут. F = 9,65 x 10 4 Кл -1 моль (или 96500 Кл -1 моль). Молярный объем газа при rtp = 24 дм 3 моль -1 . Начните с подсчета количества кулонов электричества, прошедшего при электролизе. Количество кулонов = ток в амперах x время в секундах Количество кулонов = 1,0 х 15 х 60 = 900 Теперь посмотрите на уравнение реакции на катоде: Запишите основные биты словами: 2 моль электронов дают 1 моль водорода, H 2 . Теперь вставьте числа. Два моля электронов равны 2 фарадеям. 2 x 96500 кулонов дают 24 дм 3 H 2 при rtp. Итак, если 2 x 96500 кулонов дают 24 дм 3 H 2 , определите, какой объем водорода получится при 900 кулонах. Объем водорода = 900/(2 х 96500) х 24 дм 3 = 0,11 дм 3 Не цитируйте свой ответ дальше двух знаков после запятой. Ток и молярный объем указаны только с такой степенью точности. | ||
Примечание. Если вы не можете уследить за последним битом вычисления: Если 2 x 96500 кулонов дают 24 дм 3 H 2 , то 1 кулон даст 24, деленное на 2 x 96500 дм 3 . 900 кулонов произвели бы в 900 раз больше этого количества. Другими словами, вы тренируетесь 24/(2 x 96500), а затем умножить на 900. Это другой порядок, чем тот, который показан в сумме простых пропорций, показанной выше, но ответ остается точно таким же. Кроме того, если вы чувствуете себя более счастливым, вычисляя значение 2 x 96500, прежде чем делать что-либо еще, это то, что вы должны сделать. Пока вы даете правильный ответ, никто не заинтересован в том, как именно вы обрабатываете суммы. | ||
Пример 3 В этом примере показано, что делать, если вопрос задан наоборот. Сколько времени потребуется для осаждения 0,635 г меди на катоде при электролизе раствора сульфата меди(II), если использовать ток 0,200 ампер. F = 9,65 x 10 4 Кл -1 моль (или 96500 Кл -1 моль). A r Cu = 63,5. На этот раз вы не можете начать с вычисления количества кулонов, потому что вы не знаете время. Как и в любом другом расчете, просто начните с того, о чем вы знаете больше всего. В данном случае это медь, поэтому начнем с уравнения электрода. Запишите важные части этого слова словами: 2 моля электронов дают 1 моль меди, Cu. Теперь вставьте цифры. 1 моль электронов равен 1 фарадею. 2 х 96500 кулонов дают 63,5 г меди. Вам нужно определить, сколько кулонов дает 0,635 г меди. Количество кулонов = 0,635/63,5 х 2 х 96500 = 1930 | ||
Примечание: И еще раз, если вам все еще не нравятся простые суммы пропорций: Если 2 x 96500 кулонов дают 63,5 г меди, то вы получите 1 г меди, если разделите 2 x 96500 кулонов на 63,5. 0,635 г получится, если умножить это на 0,635. | ||
Что теперь? Вы знаете, сколько кулонов вам нужно, и вы знаете, какой ток был в амперах. У вас есть вся информация, необходимая для расчета времени. Количество кулонов = ток в амперах x время в секундах 1930 = 0,200 х t t = 1930/0,200 = 9650 секунд. Не тратьте время на то, чтобы преобразовать это в минуты или часы (если только экзаменационный вопрос специально не требует этого). Пример 4 Другой пример газа: Рассчитайте объем кислорода, образовавшегося (измеренный при комнатной температуре и давлении — rtp) при электролизе раствора сульфата натрия, если вы используете ток 0,50 ампер в течение 30 минут. F = 9,65 x 10 4 Кл -1 моль (или 96500 Кл -1 моль). Молярный объем газа при rtp = 24 дм 3 моль -1 . Начните с подсчета количества кулонов электричества, прошедшего при электролизе. Количество кулонов = ток в амперах x время в секундах Количество кулонов = 0,50 х 30 х 60 = 900 Теперь нам нужно посмотреть на уравнение реакции на аноде. К сожалению, есть два взгляда на это, и вы можете столкнуться с любым из них. Первый выделяет кислород из молекул воды: Альтернативный способ высвобождения кислорода из гидроксид-ионов при ионизации воды: Запишите основные биты в словах. . Высвобождение 1 моля кислорода, O 2 , включает 4 моля электронов. Теперь вставьте числа. Четыре моля электронов — это 4 фарадея. 4 х 96500 кулонов дают 24 дм 3 O 2 в rtp. Итак, если 4 x 96500 кулонов дают 24 дм 3 O 2 , определите, какой объем кислорода получится при 900 кулонах. Объем кислорода = 900/(4 х 96500) х 24 дм 3 = 0,056 дм 3 Не цитируйте свой ответ дальше двух знаков после запятой. Ток и молярный объем указаны только с такой степенью точности. | ||
Примечание: Я не собираюсь делать это за вас. Если у вас возникли проблемы с суммой такого рода, используйте технику из предыдущих примеров и убедитесь, что вы получите тот же ответ. | ||
В меню Электролиз. . . В меню неорганической химии. . . В главное меню . . . © Джим Кларк, 2017 г. | ||
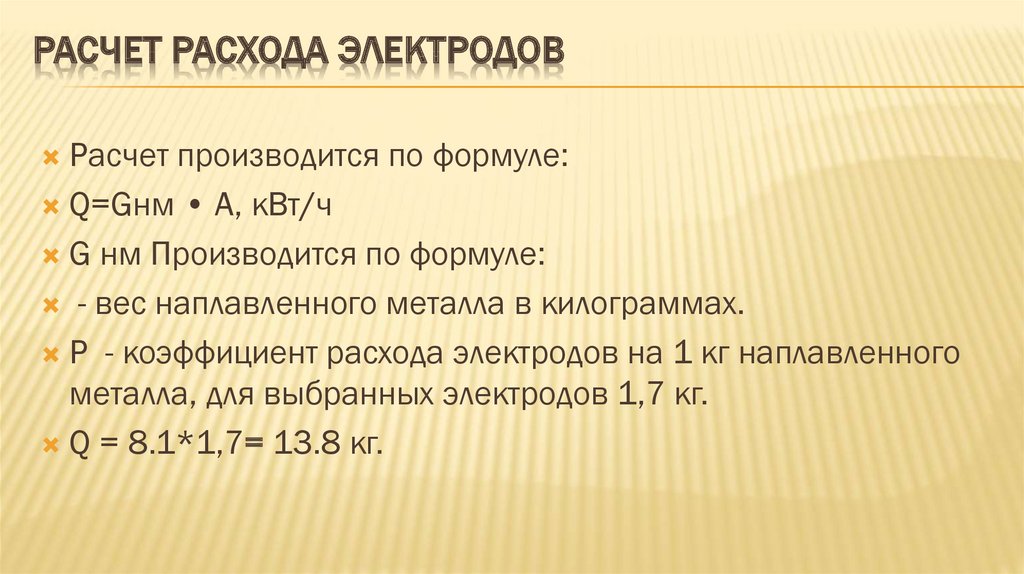
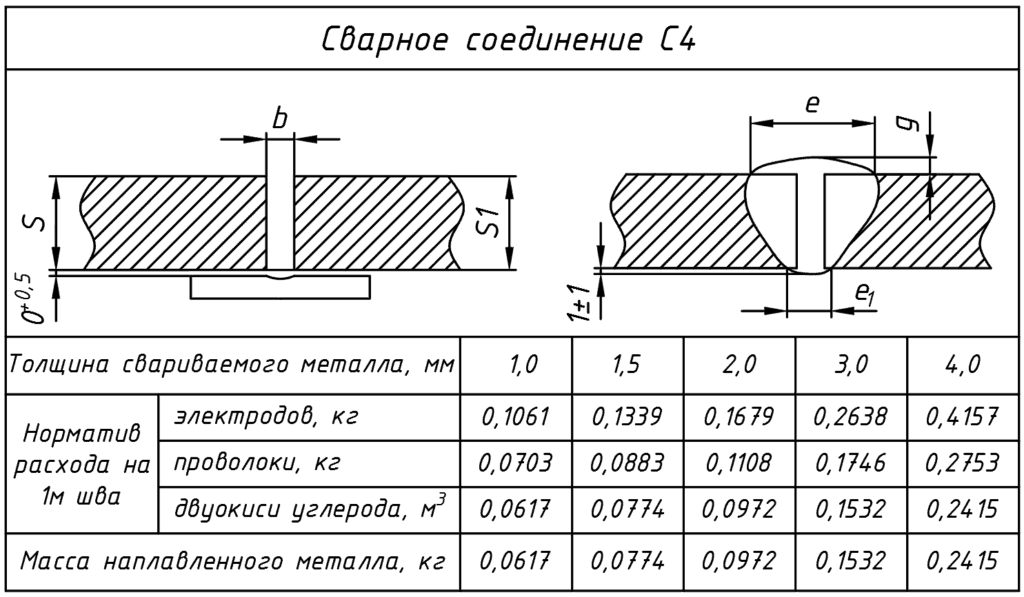
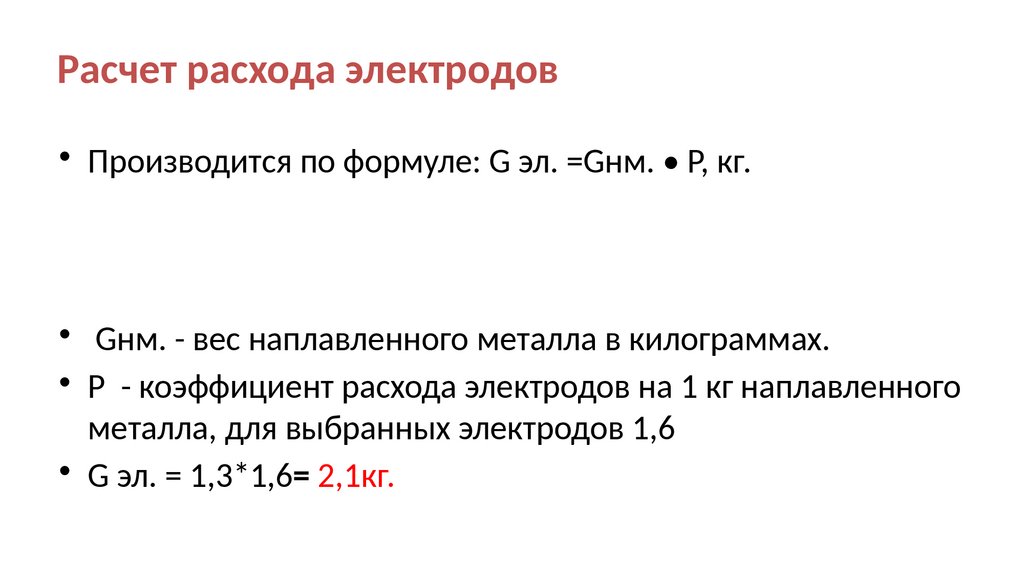
 A r Ag = 108.
A r Ag = 108. 60 кулонов произвели бы в 60 раз больше этого количества.
60 кулонов произвели бы в 60 раз больше этого количества.



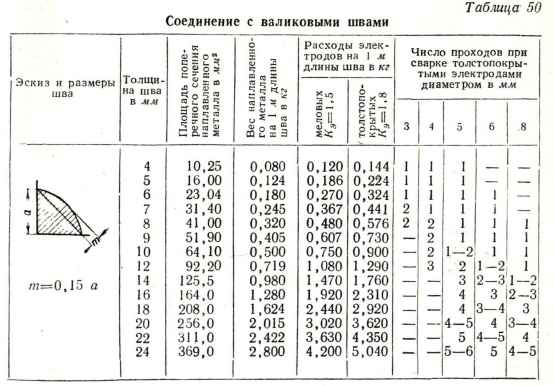 Оба взгляда говорят об одном и том же:
Оба взгляда говорят об одном и том же: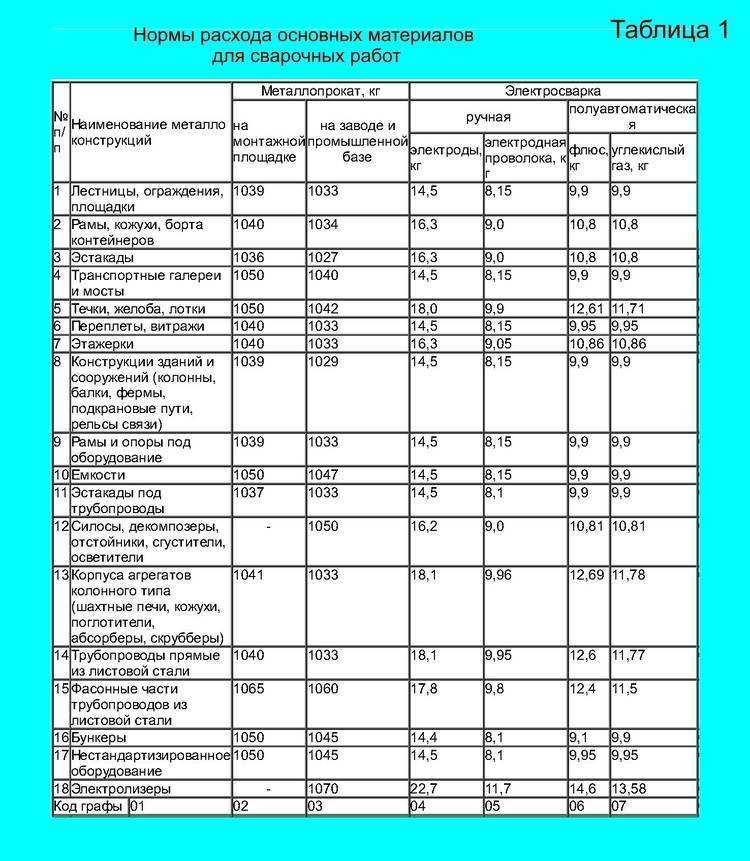 Вам нужно будет использовать КНОПКУ НАЗАД в браузере, чтобы вернуться сюда позже.
Вам нужно будет использовать КНОПКУ НАЗАД в браузере, чтобы вернуться сюда позже.Как рассчитать производительность сварки труб и трубопроводов
Сварщики, начальники цехов и даже бухгалтеры заинтересованы в том, чтобы решить, как рассчитать производительность сварки и ее влияние на рентабельность. Хотя расчет производительности может быть сложной задачей, сварочные цеха с большими объемами сварки труб и трубопроводов или аналогичными типами повторяющихся ремонтов имеют преимущество в создании производственных показателей, которые можно использовать для расчета производительности сварки и отслеживания улучшений процесса. Обычные задачи сварки труб или труб, такие как стыковая сварка, сварка, сварка узких разделок и сварка труб с трубными решетками, могут предоставить исходные данные для измерения эффективности сварки. Результирующие показатели для расчета производительности сварки могут учитывать:
Обычные задачи сварки труб или труб, такие как стыковая сварка, сварка, сварка узких разделок и сварка труб с трубными решетками, могут предоставить исходные данные для измерения эффективности сварки. Результирующие показатели для расчета производительности сварки могут учитывать:
- Единиц продукции в день/неделю/месяц/квартал в зависимости от объемов производства.
- Использованная присадочная проволока, измеряемая по весу проволоки или израсходованной длине проволоки.
- Время горения дуги в процентах от общего задания на сварку, в часах в неделю/месяц/квартал.
- Ставки брака или переделки.
Каждая из этих метрик предоставляет информацию о производительности сварки, но ни одна сводная метрика не может точно дать представление о более мелких задачах, влияющих на общую производительность сварки. По этой причине может быть полезно взглянуть на производительность более чем с одной точки зрения.
Как рассчитать производительность сварки труб и трубопроводов
Поскольку вмешательство оператора практически не требуется, процесс орбитальной сварки идеально подходит для высококачественной и воспроизводимой сварки.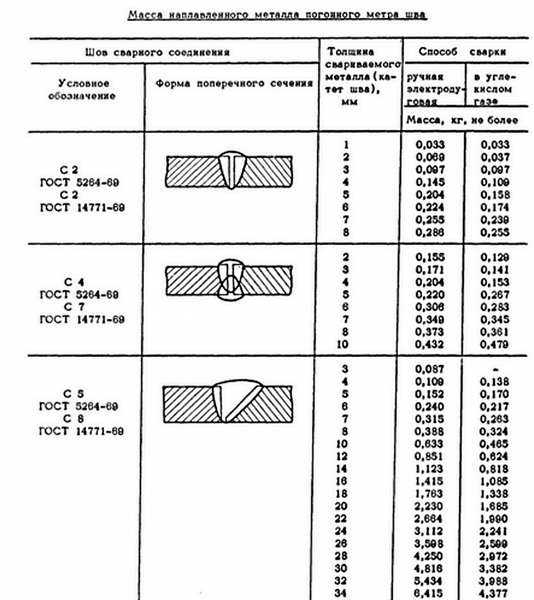 Заменив ручные процессы методами орбитальной сварки, многие отрасли промышленности значительно повысили производительность сварки. Хотя расчеты, используемые для измерения повышения эффективности, различаются в зависимости от магазина, преимущества — количественные и качественные — впечатляют.
Заменив ручные процессы методами орбитальной сварки, многие отрасли промышленности значительно повысили производительность сварки. Хотя расчеты, используемые для измерения повышения эффективности, различаются в зависимости от магазина, преимущества — количественные и качественные — впечатляют.
Расчет производительности на основе общего времени процесса
Один из клиентов компании Arc Machines, производителя коррозионно-стойких датчиков расхода, используемых в пищевой промышленности и производстве напитков, рассчитывает производительность сварки на основе времени завершения приваривания датчиков расхода давления к трубопроводу. Каждый процесс сварки различается в зависимости от количества соединений датчика, размера трубы и типа трубопровода, к которому будет привариваться датчик. Процесс, используемый этим производителем, включает следующие комбинации:
- От двух до четырех сварных соединений между центральной отливкой, содержащей датчик, с фланцами с обеих сторон, которые соединяются с трубопроводом
- Размеры соединений от двух до 14 дюймов
- Труба Schedule 80, углеродистая сталь, нержавеющая сталь, дуплексная нержавеющая сталь, хром- молибдена и различных сплавов на основе никеля, в зависимости от требований к коррозии
Благодаря замене ручной сварки MIG автоматизированной сваркой горячей проволокой в среде защитного газа, ручные процессы, на выполнение которых обычно требуется неделя, теперь можно выполнять за один день.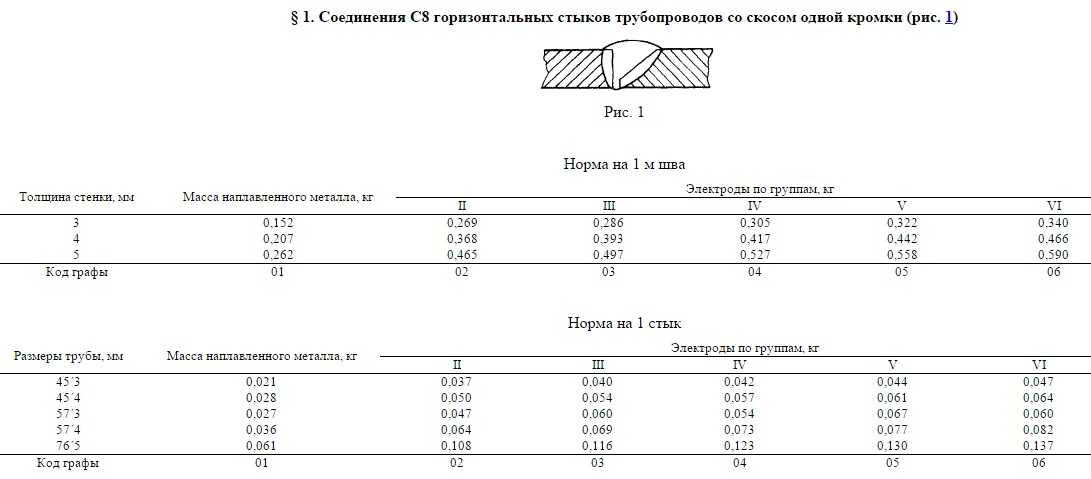 За четыре года производства и тысячи сварных швов только два сварных шва были забракованы. Этот низкий уровень отбраковки еще больше способствовал сокращению общего времени процесса сварки.
За четыре года производства и тысячи сварных швов только два сварных шва были забракованы. Этот низкий уровень отбраковки еще больше способствовал сокращению общего времени процесса сварки.
Расчет производительности с использованием человеко-часов
Установка 6000 погонных футов трубопроводов из нержавеющей стали (внешний диаметр (НД) от 1/2 до 4 дюймов и толщина стенки от 0,035 до 0,085 дюймов) на одном пивоваренном заводе включала сотни сварных швов плавлением чтобы обеспечить гладкий внутренний борт. Методы орбитальной сварки использовались для более чем 90 процентов сварных швов. Модульные сварочные головки использовались для сварки труб, тройников и отводов с наружным диаметром от 1 1/2 до 4 1/2 дюймов, при этом для типичного сварного шва с наружным диаметром два дюйма требовалось 1 1/2 угловой минуты плюс одна минута продувки газом. завершить. По сравнению с предполагаемым количеством человеко-часов для выполнения работы с использованием методов ручной сварки, методы орбитальной сварки сокращают количество человеко-часов на 15-20 процентов и время изготовления на 50 процентов, что резко повышает производительность сварки.
Как орбитальная сварка повышает производительность
Конечной целью выбора метода расчета производительности сварки является определение возможностей повышения эффективности процесса сварки с использованием новых методов, технологий и материалов. Орбитальная сварка является одним из методов, который может обеспечить значительное повышение производительности. Несколько отдельных задач в типичном процессе ручной сварки труб представляют собой идеальные возможности для количественных улучшений за счет использования орбитальной сварки.
- Выравнивание: Сменные кассетные модули для орбитальной сварки предназначены для труб различного диаметра. Зажимы выравнивают и удерживают трубы или фитинги перед сваркой, что сокращает время, необходимое для ручной прихватки.
- Установка: Программируемые источники питания и контроллеры для орбитальной сварки сохраняют графики сварки, включая сведения о внешнем диаметре трубы или фитинга, толщине стенки, материале, типе сварного шва — труба, труба, фитинги и параметры сварки — ток, скорость перемещения, пульсация и время.
 Конкретный график сварки, хранящийся в памяти контроллера, легко вызывается, когда он готов к сварке.
Конкретный график сварки, хранящийся в памяти контроллера, легко вызывается, когда он готов к сварке. - Время сварки : Графики сварки обеспечивают точное управление процессами сварки, включая потоки газа до и после продувки, подачу проволоки, угол наклона электрода, длину дуги, пульсацию и скорость перемещения. Автоматизированное управление с использованием оптимизированных параметров сварки устраняет изменчивость процессов ручной сварки, минимизирует время дуги и эффективно обеспечивает стабильные результаты без ущерба для качества.
- Переналадка/время простоя: Широкий ассортимент модульных сварочных головок и библиотека графиков сварки позволяют быстро переключаться между различными задачами сварки труб и труб, чтобы сократить время простоя.
- Последующая доработка: Стабильное качество сварных швов может значительно, если не полностью, сократить потребность в послесварочных работах.
В зависимости от типа выполняемого сварочного процесса экономия времени, достигаемая методами орбитальной сварки, может составлять от минут до часов, как в случае крупных доработок, связанных с некачественной ручной сваркой. При больших объемах работ или повторяющихся ремонтных работах экономия времени в любой из этих областей означает значительный выигрыш при расчете производительности сварки.
Независимо от того, как вы рассчитываете производительность, есть возможности для улучшения
В каждой мастерской есть свои собственные методы определения того, как рассчитать производительность сварки для множества различных сварочных проектов, которые она выполняет. Цеха с большими объемами сварочных процессов могут отслеживать производственные показатели для расчета производительности и выявления областей для улучшения с использованием новых технологий и методов. Как показывают приведенные выше примеры, решения для орбитальной сварки могут существенно повлиять на эффективность сварки, независимо от того, как она рассчитывается.
Помимо повышения производительности, орбитальная сварка обеспечивает стабильные, воспроизводимые, качественные сварные швы, что значительно сокращает время и затраты, связанные с доработкой. Магазины, стремящиеся повысить производительность сварки, должны искать отраслевых новаторов, таких как Arc Machines, Inc. Обладая многолетним опытом работы в отрасли, Arc Machines может предоставить решения, адаптированные для удовлетворения любых потребностей в орбитальной сварке.
Компания Arc Machines, Inc. предлагает надежную и точную продукцию, предназначенную для повышения производительности и качества сварки. По вопросам продукции обращайтесь по номеру [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Как оценить потребность в электроэнергии
Опубликовано 01. 08.2019 |
Добавлено в информацию о топливных элементах
Когда вы ежемесячно получаете счет за электроэнергию, вы можете не понимать, как именно рассчитывается общая сумма. Каждое устройство или прибор в вашем домашнем хозяйстве вносит свой вклад в общую сумму счета. Чтобы выяснить, какие бытовые приборы и устройства потребляют больше всего энергии, вы можете оценить общее энергопотребление для каждого устройства. Эта оценка также полезна для оценки требований к мощности для альтернативной или резервной системы электропитания.
Оценка потребности в энергии и затрат на питание электронного устройства или прибора очень проста. На задней панели каждого устройства есть этикетка, на которой указана потребляемая им мощность. Это число, которое вам понадобится, чтобы выяснить ваше потребление энергии и потребности. Наряду с ваттами вам нужно будет оценить количество часов ежедневного использования этого устройства или прибора. Если вы предпочитаете не проверять все свои устройства вручную, вы можете приобрести устройство, которое поможет вам оценить энергопотребление. Эти устройства варьируются от простых устройств для измерения мощности до сложных решений для домашнего мониторинга. В этом посте мы предполагаем, что у вас нет доступа к сложному решению для домашнего мониторинга. Если вы новичок в чтении этикеток энергоэффективности на задней панели ваших приборов и устройств, просмотрите следующие несколько разделов справочной информации, чтобы вы могли понять основы электрики и терминологию.
Фон: основы электротехники
Чтобы понять электрические термины, перечисленные на этикетках приборов или устройств, необходимо понять несколько электрических терминов. Основными терминами являются напряжение, ток и сопротивление:
• Напряжение (Вольт): Разность потенциальной энергии (заряда) между двумя точками цепи. Одна точка имеет больше энергии, чем другая точка, и разница между точками называется напряжением. Напряжение измеряется в вольтах.
• Ток (Ампер): Поток электронов (заряд) между двумя точками цепи. Ток измеряется в амперах.
• Сопротивление (Ом): Сопротивление — это электрическое сопротивление (трудность) между двумя точками проводника. Сопротивление измеряется в омах.
Напряжение, ток и сопротивление связаны уравнением, называемым законом Ома:
В = I x R
где V — вольт, I — ток, R — сопротивление. При описании напряжения, силы тока и сопротивления часто используется аналогия «вода, текущая по трубе». Ток аналогичен потоку воды, а напряжение – давлению в трубе. Когда напряжение (давление) выше, будет течь более сильный ток. На рисунке 1 показана аналогия с водой: (а) давление (напряжение) без тока и (б) давление (напряжение) и ток.
Рис. 1. Механическая иллюстрация напряжения и тока.
Электричество также может быть выражено в единицах мощности, называемых ватт . Ватт — это единица электрической мощности, представленная одним ампером тока в цепи с разностью потенциалов 1 вольт. Мощность связана с напряжением и током посредством следующего уравнения:
P = I x V
где P — мощность, I — ток, V — вольт. Мощность (электрическая энергия) измеряется в ваттах или киловаттах. Его также можно измерить во времени. Например, лампочка мощностью 60 Вт потребляет 60 Вт в определенный момент времени. Киловатт-час (кВтч) — это электрическая энергия, равная мощности, отдаваемой одним киловаттом в течение одного часа.
Фон: напряжение переменного и постоянного тока
Электрические концепции, которые мы описали до сих пор, являются примерами постоянного тока (DC) . Постоянный ток (DC) — это электрический ток, который течет линейно в постоянном направлении. Существует также другой тип тока, называемый переменным током (AC) , который отличается от постоянного тока тем, что меняет направление. Рисунок 2 иллюстрирует разницу между этими двумя концепциями. Как показано, постоянное напряжение постоянно во времени. Напряжение переменного тока имеет синусоидальную форму, что означает, что оно меняется со временем.
Рис. 2. Визуальная разница между напряжением постоянного и переменного тока.
Мы можем использовать предыдущую аналогию с водой для описания переменного тока; вместо того, чтобы вода текла прямо по трубе, вода в трубе перемещается вперед и назад с помощью кривошипа, соединенного с поршнем. На рис. 3 показана иллюстрация этой концепции. Выплескивание жидкости может быть очень быстрым, 50 или 60 циклов в секунду (50 или 60 Гц). Устройства, работающие на топливных элементах 9Батареи 0809 или используют питание постоянного тока; однако устройства, которые подключаются к стене в наших домах, используют питание переменного тока.
Рисунок 3. Переменный ток Аналогия давления (напряжения) и тока.
Проверка требуемой энергии
Для оценки энергопотребления в вашем домашнем хозяйстве могут помочь следующие источники:
• Счета за электричество
• Рейтинг оборудования
• Ожидаемые профили нагрузки
Глядя на свой счет за электричество, вы можете увидеть, как ваши ватты меняются от месяца к месяцу в течение года. Ваше потребление энергии носит сезонный характер и зависит от того, где вы живете. Например, если вы живете в холодном климате, ваши зимние счета могут быть намного выше, чем летние, из-за необходимости обогрева зимой. В жарком климате ваш летний счет может быть намного выше, чем ваш зимний счет из-за работы кондиционера в течение всего лета.
Каждый прибор или электронное устройство имеет паспортную табличку с указанием напряжения, силы тока, частоты и мощности. Обычно они расположены на задней панели устройства. Эти номиналы представляют собой максимальную мощность, которая может быть подана; следовательно, паспортная табличка теоретически соответствует 100-процентному использованию. Многие устройства не работают со 100-процентной загрузкой; поэтому использование паспортных данных может привести к завышенным требованиям к мощности. Пример паспортной таблички показан на рис. 4.
Рис. 4. Паспортные таблички электронных устройств.
Хотя энергопотребление можно рассчитать на основе ваших счетов за электроэнергию и паспортных табличек устройств, фактические измерения предоставят более точные данные. Фактические измерения нагрузки можно получить с помощью счетчиков ватт-часов. Эти фактические измерения нагрузки часто используются для проектирования PV , топливных элементов и систем резервного питания от батарей. Фактическая нагрузка необходима для определения размера и стоимости система альтернативной энергии . Часто проектировщики систем рекомендуют клиентам изменить свои методы энергопотребления, чтобы свести к минимуму их потребление энергии, чтобы фотоэлектрическая система могла быть спроектирована с учетом этих требований вместо установки более крупной системы для компенсации пикового использования.
Расчет энергопотребления
Общее количество энергии, используемой вашим домохозяйством, можно рассчитать, выполнив шесть простых шагов:
1. Укажите количество ватт для каждого прибора или электронного устройства (это называется «нагрузкой» для каждого устройства). Должны быть идентифицированы все существующие и планируемые электрические нагрузки.
2. Оцените среднее ежедневное использование (количество часов, в течение которых прибор или электронное устройство работает каждый день)
3. Умножьте мощность устройства на количество часов, в течение которых вы его используете (это даст вам определенное количество «ватт-часов»). Например, если вы используете 120-ваттный телевизор два часа в день. Вы можете умножить мощность на количество часов, используемых в день, чтобы получить 240 ватт-часов в день.
4. В вашем счете за электроэнергию указано количество киловатт-часов. Чтобы сравнить потребление энергии в киловатт-часах, нам нужно будет перевести ватт-часы в киловатт-часы. Поскольку 1 киловатт равен 1000 Вт, разделите на 1000, чтобы перевести ватт-часы (Втч) в киловатт-часы (кВтч):
240 Втч / 1000 = 0,24 кВтч
5. Сравнить эти числа. к вашему счету за электроэнергию, нам нужно преобразовать это число в количество часов, которые прибор или устройство использует в месяц. Например, 0,24 кВтч х 30 дней = 7,2 кВтч в месяц.
6. Чтобы рассчитать расходы на электроэнергию и сравнить их со своим счетом за электроэнергию, посмотрите на свой счет за электроэнергию, чтобы определить, сколько вы платите за кВтч. Если в вашем счете указано, что вы платите 0,12 доллара за киловатт-час, стоимость можно оценить следующим образом: 7,2 кВтч в месяц x 0,12 доллара за кВтч = 0,86 доллара в месяц.
Вы можете упорядочить эти числа, как показано в Таблице 1 ниже.
| Электрическая нагрузка | Мощность (Вт) | Среднее ежедневное использование (ч) | Средняя дневная энергия (ватт-часы) | Средняя дневная энергия (киловатт-часы) | Среднемесячная энергия (киловатт-часы) | Стоимость в месяц ($) |
| Телевидение | 120 | 2 | 240 | 0,24 | 7. 2 | 0,86 |
Таблица 1. Таблица для расчета средней дневной энергии.
Заполнив Таблицу 1, вы можете получить точную оценку количества энергии, которое вы используете каждый месяц, и связанных с этим затрат. Чтобы определить размер системы накопления энергии, вы также захотите посмотреть на требуемую пиковую мощность (максимальное количество энергии, которое может потребоваться в день) и продолжительность средней мощности (наибольшая продолжительность времени, в течение которого средняя мощность потребляется). нужный). Среднее энергопотребление определяет общее потребление энергии за день.
Заключение
В этом посте мы рассмотрели основные электрические термины, такие как напряжение, ток, сопротивление, мощность, постоянный ток (DC) и переменный ток (AC). Затем мы использовали эти концепции для расчета потребности в энергии для прибора или устройства. Эти потребности в энергии можно использовать для оценки общего энергопотребления и связанных с этим затрат на эту энергетическую нагрузку. Расчет этих требований может помочь вам сократить счета за электроэнергию и определить размер фотоэлектрической системы, резервного аккумулятора или другой альтернативной энергетической системы.
Добавил
Доктор Коллин Шпигель
Доктор Коллин Шпигель — консультант по математическому моделированию и техническому письму (президент SEMSCIO) и профессор, имеющий докторскую степень. и степень магистра инженерных наук. Она имеет семнадцатилетний опыт работы в области инженерии, статистики, науки о данных, исследований и написания технических текстов для многих компаний в качестве консультанта, сотрудника и независимого владельца бизнеса. Она является автором книги « Проектирование и создание топливных элементов 9».0809» (McGraw-Hill, 2007) и «Моделирование и моделирование топливных элементов PEM с использованием MATLAB» (Elsevier Science, 2008). Ранее она владела компанией Clean Fuel Cell Energy, LLC, организацией по производству топливных элементов, которая обслуживала ученых, инженеров и профессоров по всему миру.
Метки:
топливные элементы
топливо
клетки
электричество
электрический
требования
рассчитать
Напряжение
Текущий
ампер
ампер
вольт
сопротивление
Ом
электронный
гаджет
энергия
электроэнергия
батарея
постоянный ток
переменный ток
переменный ток
ОКРУГ КОЛУМБИЯ
устройство
PV
энергетическая система
Катодная защита
Катодная защита
Введение
Металл состоит
незаряженных «строительных блоков», известных как атомы. При коррозии металла в
жидкие, положительно заряженные атомы вытекают из металла и растворяются в
жидкость.
Отрицательно
заряженные электроны остаются в металле. Если свободный кислород (O 2 ) или положительно заряженные атомы водорода (H + ) содержатся в жидкости, электроны
расходуются в металле и продолжается коррозия. Реакции с кислородом
для любого металла (Me), как показано ниже:
Если бы электроны
не расходуются, отрицательные заряды становятся настолько высокими, что атомы
не может покинуть поверхность металла из-за электростатических сил
привлекательности.
Коррозия может быть
предотвращается удалением кислорода или положительно заряженного водорода
ионы. Но это невозможно осуществить на практике. Лучший способ — создать
избыток электронов в металле, так что положительно заряженный металл
атомы не могут покинуть поверхность металла из-за электростатического
силы притяжения.
Этот метод
предотвращение коррозии известно как катодная защита. Два метода
доступны для нанесения катодной защиты: — приложенный ток и
жертвенные гальванические аноды.
Впечатленный ток
При подаче тока компонент
который должен быть защищен, подключен к источнику электропитания
источник. Подаваемый ток течет от электрода (обычно инертного),
через жидкость к защищаемому компоненту (см. ниже).
Эта система должна тщательно контролироваться, чтобы дать
правильную плотность тока и учесть падение потенциала на
электролит. Электрод, который измеряет плотность тока, обычно
подключен к этой системе, и ее функция заключается в регулировке тока в соответствии с
правильное значение. Неправильная регулировка может привести к повреждению красок и
роликовые подшипники. Этот тип систем в связи с тем, что более подходит для
больших установок, но также может использоваться на рыбных фермах, где использование
жертвенные аноды ограничены. Обычно используются электроды
из графита, титановых сплавов, кремнистого железа и др.
Жертвенные аноды
Жертвенные гальванические аноды могут быть использованы для производства
необходимый ток для защиты компонента. Они саморегулирующиеся
и дайте правильный ток в различных ситуациях. В этом случае
необходимый ток создается путем соединения металла, который должен быть
защищен менее благородным металлом (см. таблицу гальванических серий в главе
Теория коррозии). Пример того, как это можно сделать, показан ниже.
Типы воды
катодный
защита может применяться в различных типах воды, т.е. морской воде,
кислые и щелочные воды. Далее описание использования
катодная защита будет ограничена протекторными гальваническими анодами
и их использование в морской воде и других водах, содержащих хлориды.
Удельное сопротивление воды
Важным параметром в обеспечении
катодная защита – это удельное сопротивление воды. Удельное сопротивление
указывается в ом см. В таблице ниже показано удельное сопротивление и т. д. в различных морях при 20 o C.
| Речные и озерные воды | 25 000 — 5000 | 50 — 220 | 0,0 | 10 — 50 |
| Балтийское море | 200 — 80 | 4500 — 12 500 | 0,3 — 0,8 | 1 500 — 4 500 |
| Каспийское море | 53 | 19 500 | 1,3 | 7 200 |
| Черное море | 32 | 31 500 | 2,2 | 12 200 |
| Тихий океан | 20 | 47 000 | 3,4 | 19 000 |
| Атлантика | 20 | 48 000 | 3,5 | 19 500 |
| Средиземное море | 19,5 | 51 500 | 3,8 | 21 000 |
| Красное море | 19 | 53 500 | 4. | 22 500 |
| Мертвое море | 3.1 | 122 000 | 34 | 120 000 |
Большую часть морской воды составляет натрий.
хлорид (поваренная соль), а соленость морской воды можно оценить
используя следующее соотношение: Соленость (%) = 0,18 хлоридов
(г/кг)
Ограничения
При использовании расходуемых анодов удельное сопротивление
вода не должна превышать 200 Ом·см из-за плохой
текущий дистрибутив. В случае более высокого удельного сопротивления больше анодов на площадь
может быть использован. Повышенная коррозия также иногда может быть принята, потому что
низкое содержание соли обеспечивает низкую скорость коррозии.
Другие ограничения на использование анодов заключаются в том, что
pH должен быть между 5,5 и 11, а температура не выше 60
o C. Если краска используется вместе с анодами, предельная температура составляет 50 o C.
Защищенные металлы
В принципе, катодная защита может быть применена
ко всем металлам с целью снижения скорости коррозии. Следующее
металлы будут обсуждаться в последующем:
- Нелегированные углеродистые стали и нелегированный чугун
- Нержавеющие стали и медные сплавы
- Алюминий
В зависимости от удельного сопротивления морской воды и
его скорости, удовлетворительная защита этих металлов может потребовать
разная плотность тока (мА/м 2 ).
Окрашенная металлическая поверхность требует меньшего тока
плотностью, так как необходимо устранять только точечные отверстия и повреждения лакокрасочного покрытия.
защищен. В таблице ниже показаны плотности тока, необходимые для
подавляют коррозию различных металлов в разбавленной морской воде с удельным сопротивлением до 200 Ом·см. Для течет
воды плотность тока необходимо умножить на (V+1), где V соответствуют
к скорости воды, выраженной в м/с.
| Углеродистая сталь и чугун | 70 | 15 |
| Нержавеющая сталь | 100 | 15 |
| Медные сплавы | 200 | 30 |
| Алюминиевые сплавы | 25 | 5 |
Производительность анода
Различные металлы используются в качестве жертвенных анодов для
защита компонентов от коррозии в морской воде. Основное условие
состоит в том, что жертвенный анод должен быть менее благородным, чем металл, из которого он изготовлен.
предназначен для защиты.
Наиболее распространенные металлы, используемые в качестве жертвенных анодов
являются цинк, магний и алюминий. Химический состав
жертвенный анод очень важен, если нужно получить правильный эффект.
достигнуто. Например, содержание железа в цинковых анодах должно быть очень низким, т.к.
в противном случае цинковый анод не будет давать правильную плотность тока.
Геометрия анодов также важна. Длинная
а узкие аноды лучше всего подходят для обеспечения хорошего распределения тока.
емкость анодного материала выражается в ампер-часах на килограмм.
(Ач/кг). Это описывает количество ампер-часов, доступное на кг
материал анода. Емкость используется для расчета количества анода
металла, необходимого в конструкции катодной защиты. Возможности
различные материалы анода приведены в таблице ниже.
Магний | 1 100 |
Алюминий | 1 500 |
Цинк | 750 |
Магний используется в воде с высоким удельным сопротивлением, т.е.
питьевой воде, но не в морской воде, так как это было бы
расходуется слишком быстро и может привести к образованию взрывоопасных газовых смесей.
Цинковые аноды нельзя использовать при температурах
выше 60С. Выше этой температуры полярность цинка по отношению
к железу может измениться, и цинк станет «благороднее» стали и
скорость коррозии железа резко возрастет.
Расчет катодной защиты с протекторными анодами
Для расчета можно использовать следующий метод расчета.
оценить количество анодов, необходимых для защиты погружного насоса,
жертвенные аноды.
Вода должна иметь удельное сопротивление ниже 200 Ом.
см. В воде с более высоким удельным сопротивлением такой же вес анода может быть
разделены на более мелкие блоки для обеспечения защиты всей территории.
Рассчитайте площадь защищаемой поверхности. с покрытием
и непокрытые участки отдельно. Учитывайте, что внутри
насосная имеет высокую скорость воды, а трубы и слив
соединения также могут потреблять аноды. Рассчитать отдельно защитную
ток, необходимый для внутренней и внешней поверхностей.
Вес (M) анодов, необходимый для обеспечения
защита рассчитывается по следующей формуле:
Анодный геометрический фактор составляет 0,9 для длинных тонких
аноды и 0,85 для остальных.
Ниже приведен пример расчета, который может быть
небольшой насос, показывает общее количество цинка, необходимое для защиты непокрытого
чугун 1 м 2 в стоячей воде и
0,5 м 2 при скорости воды 5 м/с для
один год:
Нужное количество анодов должно быть установлено в
их соответственно площади.
Рекомендация по замене анодов
когда потребляется немногим более половины их объема. Масса цинка в
Таким образом, пример должен быть где-то между 6 и 7 кг в зависимости от
подходящие размеры анодов.
Расположение и
монтаж анодов
На погружных насосах аноды должны быть установлены на
снаружи, так и внутри. Если аноды не могут быть расположены
внутри корпуса насоса, они должны быть установлены как можно ближе к
вход. Важно отметить, что анод должен быть расположен в местах, где
скорость воды мала, иначе их можно атаковать с
эрозия-коррозия.
Жертвенные аноды, устанавливаемые на входе в насос.
Аноды должны находиться в электрическом контакте с
металл, который нужно защитить. Ток должен идти от анода к
воды, к защищаемой поверхности и через металл обратно к
анод.
Аноды не обязательно закреплять непосредственно на
защищаемый металл, хотя это предпочтительнее. Кусок проволоки или
стальная полоса может быть приспособлена для проведения тока.
Для обеспечения хорошего распределения тока по всем частям
насоса необходимо использовать более одного анода. Уголки, перегородки и т.д.
противодействовать хорошему распределению тока.
Картина
Различные органические покрытия могут использоваться вместе с
катодная защита, но предпочтительно эпоксидное покрытие. Чугун и сталь
легко окрашиваются на пескоструйных поверхностях. Нержавеющая сталь и алюминий
являются более сложными и требуют специальной грунтовки.
Жертвенные аноды защитят металл от
коррозия в местах, где краска имеет точечные отверстия или повреждения.
Цинковые аноды должны оставаться оголенными, так как слой краски на них разрушит
их защитный эффект. Они также должны быть электрически подключены к
через краску на металл.
Расход анода
Аноды необходимо регулярно осматривать.
часто для новой установки, чтобы получить представление о норме потребления.
Смену анодов следует производить, когда около 70% анода
расходуется масса.
