Машины для контактной сварки: Машины контактной сварки: каталог машин для контактной и точечной сварки, цены от производителя
Содержание
Машина контактной точечной сварки МТ-3201НУХЛ4 — Точечная сварка — ПРОДУКЦИЯ — ООО «ЮГ-Сварка»
Стационарная машина контактной сварки МТ-3201Н предназначена для двухсторонней контактной точечной сварки нахлёсточных соединений сталей, нержавеющих сталей, алюминиевых сплавов, титановых сплавов.
Машина изготовлена в исполнении УХЛ4 для работы в районах умеренного климата при температуре окружающего воздуха от +5°С до +35°С с относительной влажностью не более 80% при температуре +25°С.
Машина предназначена для работы в закрытых помещениях на высоте не 1000м над уровнем моря при температуре охлаждающей воды от +5°С до +25°С.
Окружающий воздух не должен содержать вредных газов, разрушающих металлы, лакокрасочные покрытия и изоляцию.
Технические характеристики
|
Технический параметр
|
Ед.
изм.
|
Значение
|
|
Контактная точечная сварка металлов в диапазоне не ниже:
-низкоуглеродистые стали
-нержавеющие стали
-титановые сплавы
-алюминиевые сплавы
|
мм
|
( 0,5+0,5)÷(8,0+8,0)
( 0,5+0,5)÷(5,0+5,0)
( 0,5+0,5)÷(5,0+5,0)
( 0,3+0,3)÷(2,0+2,0)
|
|
Наибольшая потребляемая мощность при коротком замыкании, не более
|
кВА
|
460
|
|
Номинальная сварочная мощность при ПВ=50%, не менее
|
кВА
|
150
|
|
Максимальная сварочная мощность, не менее
|
кВА
|
420
|
|
Ток короткого замыкания, не менее
|
кА
|
40
|
|
Максимальный длительный вторичный ток, не менее
|
кА
|
10
|
|
Регулирование величины сварочного тока, не менее указанного
|
ступенчатое и фазовое
| |
|
Изменение значения сварочного тока при колебаниях напряжения питающей сети от +5% до -10%, не более
|
%
|
3
|
|
Пределы фазового регулирования тока сварки в диапазоне, не уже
|
%
|
30-100
|
|
Номинальный сварочный ток
|
кА
|
32
|
|
Максимальный сварочный ток для алюминия, не менее
|
кА
|
34
|
|
Максимальный сварочный ток для стали, не менее
|
кА
|
30
|
|
Номинальное усилие сжатия, не менее
|
даН
|
1600
|
|
Наибольшее усилие сжатия (наибольшее ковочное усилие при давлении сжатого воздуха 0,5 МПа), не менее
|
даН
|
1900
|
|
Наименьшее усилие сжатия (при давлении сжатого воздуха 0,1 МПа), не более
|
даН
|
100
|
|
Число ступеней регулирования сварочного напряжения, не менее
|
|
8
|
|
Минимальный раствор электродов, не более
|
мм
|
150
|
|
Максимальный раствор электродов, не менее
|
мм
|
475
|
|
Максимальный вылет электродов, не менее
|
мм
|
500
|
|
Диапазон регулирования усилия сжатия на электродах при давлении воздуха 5 бар, не уже
|
даН
|
100-1900
|
|
Максимальный ход верхнего электрода, не менее
|
мм
|
100
|
|
Наибольшая величина регулируемого двойного хода, не менее
|
мм
|
60
|
|
Наименьшая величина регулируемого двойного хода, не более
|
мм
|
3
|
|
Водяное охлаждение
|
л/мин
|
10
|
|
Уровень шума при работе, не более
|
дБ
|
72
|
|
Габариты ( ДхШхВ ), не более
|
мм
|
1550х560х2830
|
|
Масса, не более
|
кг
|
1120
|
Комплектность
- Стационарная машина для точечной контактной сварки МТ-3201Н 1шт.

- Педальный блок управления (педальная кнопка) 1шт.
- Регулятор контактной сварки 1шт.
- Паспорт и руководство по эксплуатации, монтажу и установке машины МТ-3201Н 1шт.
- Паспорт блока управления 1шт.
Машины контактной сварки — ООО «Витал
Машины контактной сварки — ООО «Витал — Газ»
Цена
Дополнительные параметры
клещи 1
Тип привода
ножной 3
пневпривод 4
ручной 1
Толщина листов
1.5 2
2.0 2
2.5 2
3.5 1
5 1
Производитель
FoxWeld 9
Fubag 1
Всего результатов:
10
Показывать на странице
2050100
Сортировать по:
цене алфавиту
Вы выбрали:
| Артикул | Цена, руб | Ед. изм. | |||
|---|---|---|---|---|---|
| Аппарат точечной сварки FUBAG TS 3800 (38 667) | 38667 | 45 270 | шт | ||
| Машина контактной сварки FoxWeld МТ-100 (100КВА; пневмопривод; микропроцессор; 350кг) | 3090 | 922 760 | шт | ||
| Аппарат конденсаторной приварки шпилек SW2500 | 3094 | 129 517 | шт | ||
| Foxweld клещи контактной сварки КТР-8 (230В; 8 кВа;1,5+1,5 мм; вылет 210 мм) | 3097 | 17 571 | шт | ||
FoxWeld МТРA-16 машина контактной сварки (380В; 16кВА; рад. ход) ход) | 5112 | 289 240 | шт | ||
| FoxWeld МТРA-25 машина контактной сварки (380В; 25кВА; рад.ход) | 5113 | 323 167 | шт | ||
| FoxWeld МТР-10 машина контактной точечной сварки (380В) | 3367 | 86 947 | шт | ||
| FoxWeld МТРA-35 машина контактной сварки (380В; 35кВА; рад.ход) | 5114 | 307 853 | шт | ||
| FoxWeld МТР-16 машина контактной точечной сварки (380В) | 3366 | 95 789 | шт | ||
| FoxWeld МТР-25 машина контактной точечной сварки (380В) | 3373 | 104 211 | шт |
Посмотреть все Бренды
Аппарат для контактной сварки и принадлежности
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ ДЛЯ ВАШЕГО ПРОЕКТА ТОЧЕЧНОЙ СВАРКИ.

Advanced Integrated Technologies ( AIT ) является поставщиком оборудования для контактной сварки и технической поддержки для устройств для контактной точечной сварки и аксессуаров марки Nippon Avionics ( Avio ), а также для устройств для точечной сварки марки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Высокоточные аппараты для контактной сварки и электроды
Более низкие цены на оборудование и электроды по сравнению с другими производителями
Более короткое время изготовления электродов
Индивидуальные решения для сварки и беспрецедентная поддержка клиентов
Точечная сварка с обратным зазором
Точечная сварка с параллельным зазором
| Иллюстрация противоположной сварочной головки | Иллюстрация параллельной/последовательной сварной головки |
Power Supplies
Opposed Heads
Parallel Heads
Monolithic Heads
Hand Piece Welders
Weld Head Drive Units
Electrode Holders
Stages
Accessories
Welding Monitors
Digital Force Gauges
Прочие единицы
Аппараты точечной сварки инверторного типа
В сварочном аппарате инверторного типа входной переменный ток выпрямляется в выходной постоянный ток.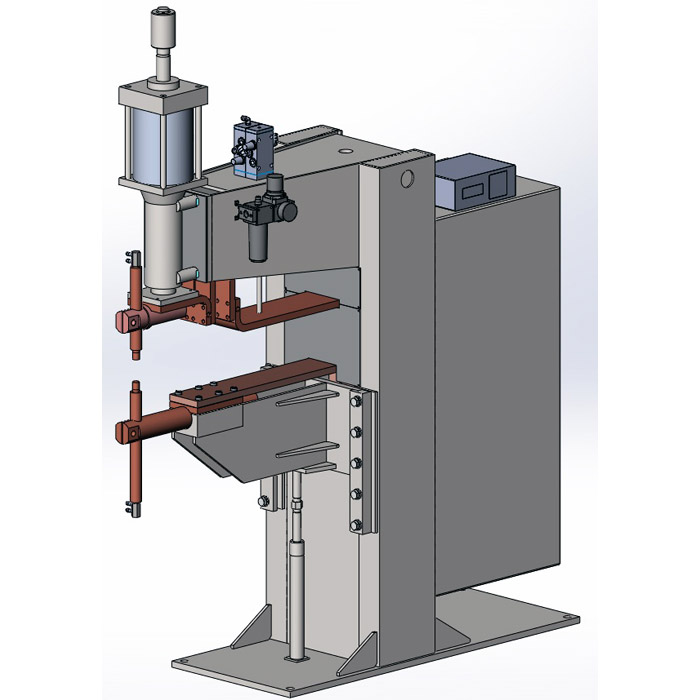 Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Линейные сварочные аппараты постоянного тока
В линейных сварочных аппаратах постоянного тока электрический ток напрямую контролируется транзистором. Это обеспечивает высокую скорость управления и контролируемую форму волны. Этот сварочный аппарат с высокоскоростным линейным контроллером подходит для сварки очень маленьких компонентов или очень тонкой проволоки. Сварочный аппарат на транзисторах предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Режимы управления делают возможным очень надежные и стабильные сварные швы.
Режимы управления делают возможным очень надежные и стабильные сварные швы.
Аккумуляторные точечные сварочные аппараты
Аккумуляторный точечный сварочный аппарат гибридного типа обладает высокоскоростными свойствами источника постоянного тока и функцией переключения полярности источника переменного тока. Полярность сильного тока переключается с высокой скоростью силовым транзистором. Этот тип сварочного аппарата очень хорош для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов.
Сварочные аппараты с конденсаторным разрядом (CD)
В сварочном аппарате с конденсаторным разрядом электрическая энергия накапливается в конденсаторе и одновременно разряжается. Поскольку одновременно может быть разряжен большой ток, этот тип подходит для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, из-за короткой продолжительности сварки тепловое воздействие на окружающий материал сводится к минимуму, что делает его пригодным для сварки небольших чувствительных компонентов.
Однофазные сварочные аппараты переменного тока
В однофазных сварочных аппаратах переменного тока ток регулируется тиристором и работает при относительно низком пиковом токе. Этот тип сварочного тока менее подвержен влиянию грязи или загрязнения на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
| Характеристики | Оппозитный тип |
| NA-121 | |
| Диапазон давления (Н) | 0,7 — 5 |
| Размер (мм) | 74x48x285 |
| Вес (кг) | 0,6 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-122 | |
| Диапазон давления (Н) | 6 — 65 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-123 | |
| Диапазон давления (Н) | 20 — 150 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0,8 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-124 | |
| Диапазон давления (Н) | 40 — 300 |
| Размер (мм) | 98x56x326 |
| Вес (кг) | 1,5 |
| Способ привода | воздух |
| Характеристики | Противоположный тип |
| NA-125 | |
| Диапазон давления (Н) | 100 — 600 |
| Размер (мм) | 212x204x75 |
| Вес (кг) | 21,5 |
| Способ привода | EH-F-02 Показан |
NA-131
| Тип с параллельным зазором | ||
| Особенности | NA-131 | |
| Диапазон давления (Н) | 0,7 — 5 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0,7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-132
| Тип с параллельным зазором | ||
| Особенности | NA-132 | |
| Диапазон давления (Н) | 5 — 65 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0,7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-142
| Серия Тип | |||
| Особенности | НА-141 | NA-142 | |
| Диапазон давления (Н) | 0,5 — 5 | 5 — 65 | |
| Размер (мм) | 136x50x268 | 153x50x268 | |
| Вес (кг) | 1,3 | 1,6 | |
| Способ привода | мотор,пневмо, ручной | мотор,пневмо, ручной | |
NA-143
| Серия Тип | |||
| Особенности | NA-143 | ||
| Диапазон давления (Н) | 40 — 150 | ||
| Размер (мм) | 175x62x302 | ||
| Вес (кг) | 2,7 | ||
| Способ привода | мотор,пневмо, ручной | ||
NA-60A
NA-60A представляет собой сварочную головку общего назначения с широким применением для многих видов электрических деталей, требующих точности и надежности контактов реле, таких как часы , компоненты камеры и другие различные механические детали.
Тип общего назначения
| Особенности | НА-60А |
| Диапазон давления (Н) | 9,8-132,3 |
| Размер (мм) | 72x175x285 |
| Вес (кг) | 2,8 |
| Способ вождения | футов, воздух |
| Диаметр электрода (мм) | 6,4/3,2 |
| Размер глубины кармана | 98 мм |
| Ход электрода | Макс. 12 мм |
NA-72
NA-72 подходит для сварки различных механических деталей или толстых многожильных проводов, где требуется более прочная проволока.
Тип высокого давления
| Характеристики | НА-72 |
| Диапазон давления (Н) | 98-588 |
| Размер (мм) | 107x240x615 |
| Вес (кг) | 19 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 10 |
| Размер глубины кармана | 160 мм |
| Ход электрода | Макс. 30 мм 30 мм |
НА-43
НА-43 используется для автоматизированных машин из-за использования плавающей системы, которая редко вызывает дислокацию, а также стандартного пневматического привода.
Горизонтальный напорный тип
| Характеристики | NA-43 |
| Диапазон давления (Н) | 88.2-294 |
| Размер (мм) | 248x240x319 |
| Вес (кг) | 11 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 6,4 |
| Размер глубины кармана | — |
| Ход электрода | Макс. 12 мм |
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые не могут быть сварены сварочной головкой фиксированного типа, например, в зоне заклинивания. Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
NA-54A
| Характеристики | НА-54А |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | Макс. 10 мм |
| Глубина кармана | 50 мм |
| Способ вождения | Руководство |
| Применимый электрод | Серия EL-125 |
| Размеры (мм) | 30 x 195 x 47 |
| Сварочный кабель | 1500 мм |
НА-54ЛА
| Характеристики | НА-54ЛА |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Применимый электрод | ЭЛ-54Л |
| Размеры (мм) | 30x195x47 |
| Сварочный кабель | 1500 мм |
НА-57А
| Характеристики | НА-57А |
| Диапазон давления (Н) | 9,8-49 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Применимый электрод | Специально для NA-57A |
| Размеры (мм) | 36 Φ x Г207 мм |
| Сварочный кабель | 1500 мм |
NA-58A
| Характеристики | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | Макс. 1 мм |
| Глубина кармана | 75 мм |
| Способ вождения | Руководство |
| Применимый электрод | Специально для NA-58A |
| Размеры (мм) | 24 x 16 x 157 |
| Сварочный кабель | 1100 мм |
- Оборудован функцией мягкой посадки и обучения.
- 5 рабочих скоростей.
- Рабочее положение можно установить по 4 точкам.
- Время сварки подтверждается светодиодом
NA-201
CNT-310
NA-201+CNT-310
| Features | NA-201+CNT-310 |
| Размеры NA-201 (мм) | 50×82,5×320 |
| Размеры CNT-310 (мм) | 80x211x188 |
| Вес | NA-201: 2 кг; CNT-310: 2 кг |
| Способ привода | Импульсный двигатель |
| Ход | Макс. 50 мм, 10 мкм м Шаг |
| Источник питания | DC 24V±10% 2A, Дополнительно: адаптер переменного тока AC100-240V |
Air Drive
NA-221,222
4
9
| Характеристики | NA-221 | NA-222 |
| Размеры (мм) | 78x63x280 | 86x85x289 |
| Вес | 1,3 кг | 2,2 кг |
| Способ привода | Воздух | Воздух |
| Ход | Макс. 50 мм | Макс. 50 мм |
| Регулятор скорости | с регулятором скорости — ( Φ трубка 4 мм) | с регулятором скорости — ( Φ трубка 6 мм) |
| Давление воздуха | 0,05-0,6 МПа | 0,4-0,6 МПа |
Ручной привод
NA-231
| Характеристики | NA-231 |
| Размеры (мм) | Деталь привода: 51x79x192; Ножная педаль: 124x268x125 |
| Вес | Деталь привода: 1 кг; Ножная педаль: 2,2 кг |
| Способ привода | Ручная педаль |
| Ход | Макс. 10 мм |
| Регулятор высоты | Диапазон 40 мм |
Прямой тип
Тип сдвига
Тип смены
0005
Принадлежность для верхнего электрода | ||||
| Головка | Диаметр зажима электрода | Тип | Держатель/рупор | Зажим |
| NA-121 | 0,0625 дюйма / 1,6 мм | Прямая | С121-16ТХД | — |
| Смена | S121-16РУГ | S121-CLMP | ||
| . 125″ / 3,2 мм | Прямой | С121-32ТХД | — | |
| Смена | S121-32РУГ | S121-CLMP | ||
| NA-122 | 0,125 дюйма / 3,2 мм | Прямой | S122-32THD | — |
| Смена | S122-32РУГ | S122-CLMP | ||
| 0,250 дюйма / 6,4 мм | Прямой | S122-64THD | — | |
| Смена | S122-64РУГ | S122-CLMP | ||
| NA-124 | 0,250 дюйма / 6,4 мм | Прямой | S124-64THD | — |
| 8 мм | Прямой | S124-80THD | — | |
| Дополнительный нижний электрод | ||||
| Головка | ;диаметр зажима электрода | Тип | Держатель/рупор | Основание держателя/зажим |
| NA-121 | 0,0625 дюйма / 1,6 мм | Прямой | S12X-16BHD | 12X-B-F |
| Смена | S12X-16BHORN | 12X-BS | ||
| 0,125 дюйма / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F | |
| Смена | S12X-32BHORN | 12X-BS | ||
| NA-122 | 0,125 дюйма / 3,2 мм | Прямой | С12С-32БХД | 12X-B-F |
| Смена | S12X-32BHORN | 12X-BS | ||
| . 250″ / 6,4 мм | Прямой | С12С-64БХД | 12X-B-F | |
| Смена | S12X-64BHORN | 12X-BS | ||
| NA-124 | 0,250 дюйма / 6,4 мм | Прямой | S12X-64BHD | 124-Б-Ф |
| 8 мм | Прямой | S12X-80BHD | 124-Б-Ф | |
| Дополнительный нижний держатель |
| Нижний держатель и основание нижнего держателя |
| S12X-16BHD и 12X-B-F |
Lower Electrode Stage
143-BS
Stage
11X-BS
Leveling Stage
11X-BS-F
XYZ Stage
11X-BS-F -ММ
Базовый
NA-301, 302
Поддон
S-MP
Набор микроскопов
Микроскоп, монтажная подставка, светодиод и подставка
S302-MP, S-SMS, S-SMS-MS, S-SMS-LED
Сварочный кабель
Кабель
Двухпозиционный поворотный индексатор
ИНД-2-Р1
Высокая надежность для контроля качества
Force Monitor
QC-100
| Особенности | QC-100 | |
| Диапазон измерения | 0-1000Н | |
| Точность | ±3%(полной шкалы) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3 кг | |
Монитор смещения
QC-200
| Характеристики | QC-200 | |
| Диапазон измерения | 0–7,5 мм Разрешение: 1 мкм мкм | |
| Точность | ±1%(полной шкалы) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3,4 кг | |
| Характеристики | Сомони-1Р | Сомони-20Р | Сомони-100Р | |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ±3%(полной шкалы) | |||
Monitoring of Welding Current
Welding Monitor QC-440
Welding Wave Form
Toroidal-Coil
Setting Example
| Features | Технические характеристики |
| Тип | КК-440 |
| Форма волны | Одиночный тип переменного тока, конденсаторный тип, инверторный тип, транзисторный тип |
| Текущий | 0,50-45,0КА |
| Время | 0,5–99,5 цикла (шаг 0,5 цикла) 1–199 мс (режим конденсатора, шаг 1 мс) |
| Рабочий объем | Диапазон измерений -99,99–99,99 мм или -9,999–9,999 мм |
| Точность | Ток±2% (полная шкала) Время±0% |
| Судебные решения | Ток: больше, меньше (3 цифры) Время: больше, меньше (Цикл: 2 цифры мс: 3 цифры) Смещение: больше, меньше (4 цифры) *С функцией выходного сигнала GOOD или NG |
| Элементы дисплея | Канал, текущее значение (A/B), аналоговый вход |
| Номер состояния мониторинга | 2*99 каналов |
| Емкость хранилища данных | 2000 выстрелов |
| Счетчик | 0-99999 |
| Интерфейс | RS-485-жалоба |
| Принтер | Функция интервальной печати/функция печати памяти |
| Тороидальная катушка | Чувствительность: x1 (опция), x10 (опция) |
| Потребляемая мощность | 80ВА |
| Источник питания | AC100-240В±10% 50/60Гц |
| Размеры (мм) | 141x303x344 |
| Вес | 4,5 кг |
Компактный, легкий и удобный тип
- Компактный и легкий
- 3-ходовой блок питания
- Оснащен функцией удержания дисплея
- Функция простой установки нуля
- Оснащен функцией оценки (Hi&Low)
Серия FG-400 и TJ
| Характеристики | ФГ-400 |
| Дисплей | 4 цифры (0000-9999) N: ньютон |
| Установка нуля | Автоматическое регулирование переключением |
| Функция удержания | Выборка/пик |
| Интерфейс | RS-232C |
| Источник питания | (AC100V-240V)1 Φ Использование батареи типа AA, Ni-H батареи или специального адаптера переменного тока (AC100V-240V) |
| Размер (мм) | 77x140x27 |
| Вес | 300 г |
| Характеристики | ТДЖ-1А | TJ-20R или TJ-20A | TJ-100R или TJ-100A | TJ-500R или TJ-500A |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | 0-4900 |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | 7350 |
| Точность | ±2% (полная шкала) | |||
Форма наконечника датчика
Датчик давления | ||||
| Особенности | Сомони-1Р | сомони-20р | Сомони-100Р | |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ±3% (полная шкала) | |||
Ремонтная машина PWB
Блок компактной работы
Can Seald Welder
Устойчивая сварка.
через них проходит электрический ток — они оказывают электрическое сопротивление потоку тока. Это сопротивление больше, чем если бы ток протекал через сплошной металл. Сопротивление току вызывает выделение тепла между двумя металлами.
Если металлы прижаты друг к другу так, что давление оказывается в сосредоточенной области, то тепло выделяется только в этой области. Тепло заставляет два куска металла плавиться в точке контакта, где применяется давление.
Расплавленные металлы при сжатии друг с другом под давлением таким образом соединяются. Этот вид сварки может быть выполнен различными способами. Например, когда точкой контакта двух металлов является только пятно, плавление и сплавление происходит только в этом месте. Сварной шов, образованный таким образом, называется сварным швом. Такая сварка называется точечной сваркой.
Когда сварочные электроды, выполняющие функцию приложения давления, катятся по длине металла так, что точка контакта между металлами меняется со временем, полученный сварной шов представляет собой линию или шов между двумя металлами. Такая сварка называется сваркой швом.
На аналогичных принципах существует несколько других видов контактной сварки , таких как рельефная сварка, контактная высокочастотная сварка, контактная сварка оплавлением, контактная сварка с осадкой и контактная ударная сварка.
Выделяемое тепло (и, следовательно, размер полученного сварного шва) зависит от трех факторов: используемого тока, времени протекания тока и давления, прикладываемого электродами. Эти факторы имеют разные значения для разных металлов и зависят от количества тепла, необходимого для преодоления сопротивления, создаваемого определенным типом металла, и повышения его температуры до точки плавления.
Заготовка является частью сварочного контура. Плавление происходит только в месте сварки, потому что это участок цепи с наибольшим сопротивлением протеканию тока.
В этой статье мы обсудим несколько основных принципов, которыми руководствуется все оборудование для контактной сварки. После этого мы немного познакомимся с оборудованием, используемым для точечной сварки, рельефной сварки, сварки с осадкой и высокочастотной сварки.
Тип и производитель оборудования для контактной сварки зависит от типа используемого основного металла, требований к качеству применения и, конечно же, бюджетных ограничений.
Основные элементы машин контактной сварки
Точечная сварка
Тип коромысла
Тип пресса
Портативный тип
Тип многоточечной сварки
Сварочный аппарат для точечной сварки алюминия
Проекционная сварка
Шовная сварка
Высокочастотная сварка
Основные элементы машин для контактной сварки
Оборудование для контактной сварки состоит из трех основных элементов:
- Электропитание, состоящее из трансформатора и устройства контроля тока. Ток не должен подаваться с постоянной величиной в течение всего цикла.
 На самом деле наилучшие результаты достигаются при изменении тока в соответствии с программой, обеспечивающей разную силу тока в разные моменты цикла.
На самом деле наилучшие результаты достигаются при изменении тока в соответствии с программой, обеспечивающей разную силу тока в разные моменты цикла. - Механическая система, оказывающая давление на заготовку, помещенную между двумя электродами. Рама удерживает заготовку между электродами, чтобы можно было проводить ток и выполнять сварку.
- Система управления для запуска и поддержания текущего цикла в соответствии с программой. Оборудование контролирует всю программу.
Оборудование для контактной сварки бывает двух типов: полуавтоматическое и машинное. В полуавтоматическом типе оператор подает заготовку, регулирует и правильно размещает ее между электродами и нажимает переключатель, чтобы начать сварку. Затем сварка выполняется программой в соответствии с заданной последовательностью.
В сварочном аппарате заготовка автоматически помещается между электродами. Затем сварка выполняется в соответствии с программой. Готовая сборка затем выбрасывается машиной без вмешательства оператора.
Точечная сварка
Существует несколько вариантов простой машины для точечной сварки. В следующих параграфах мы кратко рассмотрим оборудование прессового типа, типа коромысла, портативного типа и оборудования для многоточечной сварки.
На следующем рисунке показаны основные части типичного аппарата для точечной сварки.
Как видно, заготовка подается между двумя электродами. Электроды выступают из корпуса машины, так что можно выполнять широкие работы, а сварку можно выполнять на расстоянии от края заготовки. Электроды изготовлены из медных сплавов; воспользоваться тем, что медь является отличным проводником электрического тока.
Давайте посмотрим немного о нескольких вариантах машины.
Рычаг коромысла Тип
В этих машинах верхний электрод может вращаться по дуге. Один конец этой руки расположен на машине; другой конец содержит электрод. Рука подает ток на электрод.
Нижний рычаг, на котором установлен нижний электрод, неподвижен. Давление осуществляется через плечо. Во время сварки электроды в обоих плечах должны быть выровнены друг относительно друга.
Эти машины подходят для точечной сварки большинства металлов.
Пресс Тип
В этих машинах рычаги не могут вращаться по дуге, но закреплены и могут перемещаться по линейной траектории на направляющих подшипниках. Давление создается с помощью пневматических или гидравлических цилиндров или вручную с помощью небольших стендовых устройств. Эти машины могут быть адаптированы как для точечной, так и для рельефной сварки.
Переносной тип
Как следует из названия, сварочный пистолет аппарата можно переносить с одного места на другое. Типичная переносная машина для точечной сварки состоит из четырех частей:
Портативная сварочная горелка, сварочный трансформатор для подачи электроэнергии, кабели и шланги для подачи тока и охлаждающей воды (для медных электродов) к сварочной горелке и таймер последовательности для подачи тока в соответствии с программой сварки. Пистолет можно настроить в соответствии с потребностями приложения.
Многоточечная сварка Тип
В этих машинах можно сваривать несколько точек одновременно. Такие машины, как правило, изготавливаются для конкретных целей. Следовательно, длина и ширина, а также количество пар электродов зависят от потребностей приложения. Ток к отдельным сварочным горелкам подается несколькими трансформаторами.
Сварочный пистолет такой же, как и другие типы, но он установлен на специальной C-образной раме, аналогичной той, которая используется для портативного пистолета для точечной сварки.
Сварочный аппарат для точечной сварки алюминия
Для точечной сварки алюминия можно использовать обычные аппараты для точечной сварки, которые используются для сварки листового металла. Тем не менее, в машину необходимо включить некоторые импровизации, которые дают наилучшие результаты при сварке алюминия. Эти желаемые функции следующие:
- Машина должна выдерживать высокие токи в течение более коротких интервалов.
- Машина должна подавать ток точно в течение времени, заданного программой.
- Для сварки алюминия требуется высокое давление. Следовательно, машина должна быть достаточно прочной, чтобы выдерживать высокое усилие электрода.
- Чтобы уменьшить магнитное отклонение, машина также должна обеспечивать цикл двойной силы.
- Аппарат должен иметь точное электронное управление, позволяющее медленно увеличивать и уменьшать сварочный ток по кривой, заданной в программе сварки.
- Программа сварки иногда включает послесварочный ток для уменьшения скорости охлаждения сварного шва. Это снижает вероятность взлома. Машина должна подавать этот ток.
- Из-за больших токов возникают такие проблемы, как залипание электродов при работе. Это может произойти из-за того, что электрод сильно нагрелся. Этого необходимо избежать, поддерживая постоянную подачу охлаждающей воды. Часто для этой цели используют охлажденную воду.
Выступающая сварка
В этих машинах электроды имеют большую площадь контактной поверхности, чем в машинах для точечной сварки. Эти электроды, см. иллюстрацию ниже, соприкасаются с тиснениями или выступами, имеющимися на работе. Эффективность сварочных работ зависит от равномерности этого контакта между электродом и заготовкой.
На следующем рисунке показаны электроды, используемые для рельефной контактной сварки, которые помещаются на стандартные детали.
Шовная сварка
Машины для шовной сварки выполняют сварку по шву (вместо точечной). Заготовка перемещается под электродами по траектории, обеспечивающей сварной шов в нужном месте. Электроды состоят из колес (вместо палочек), чтобы обеспечить это движение. В этом основное отличие машины для шовной сварки от машины для точечной сварки. Кроме того, машины для шовной и точечной сварки схожи по конструкции.
Движение между заготовкой и электродами может осуществляться несколькими способами. Либо заготовку можно заставить катиться между электродами, либо электроды катятся по длине заготовок, в то время как сами заготовки остаются неподвижными. Вариант с подвижными электродами полезен в портативных машинах для сварки швов.
Как и другие аппараты для контактной сварки, система управления должна обеспечивать точную последовательность включения и выключения сварочных токов при вращении колес по длине сварного шва.
Стандартные компоненты машины для сварки швов:
- Основная рама, в которой находятся трансформатор и переключатель отводов.
- Пандус для сидения.
- Сварочная головка с воздушным цилиндром (для приложения усилия).
- Механизм привода верхнего электрода.
- Механизм привода нижнего электрода.
- Электронное управление для регулирования электропитания в соответствии с программой.
- Колесные электроды.
Высокочастотная сварка
В этом процессе для нагрева металла используется переменный ток очень высокой частоты (10 000–500 000 Гц). Электрическое сопротивление, создаваемое заготовкой, нагревает металл и плавит его.
