Модели токарный станок: устройство, назначение и характеристики моделей станков токарной группы
Содержание
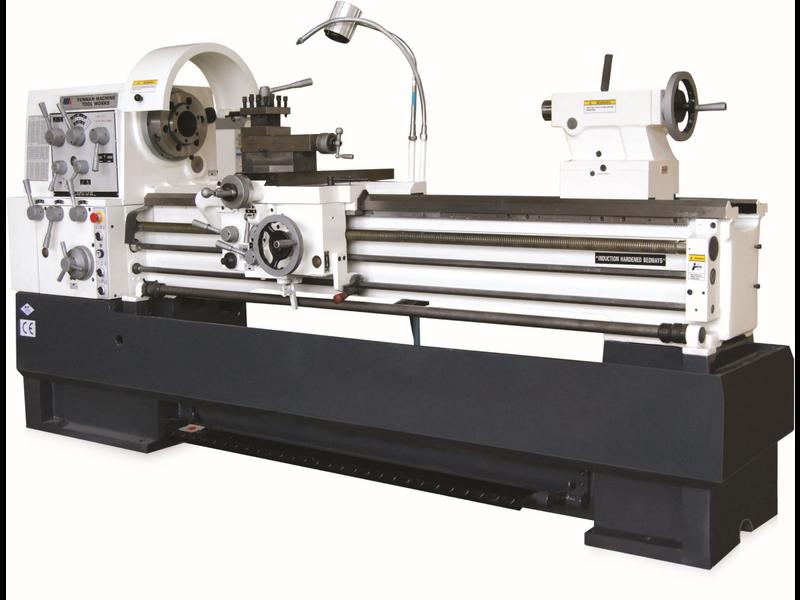
Станки универсальные токарно-винторезные моделей C400TM; C400TS
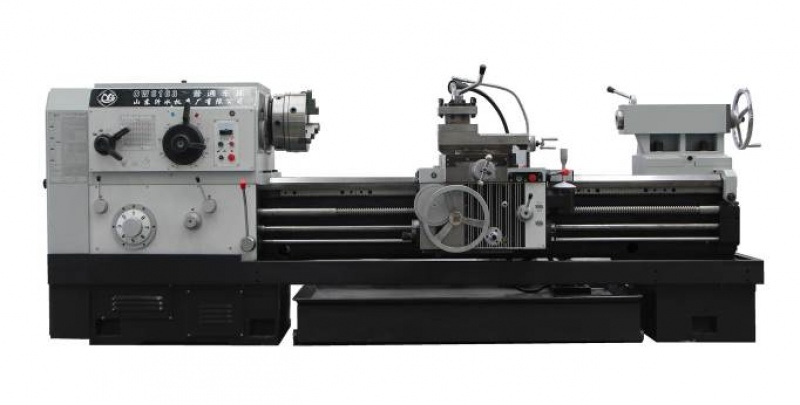
Универсальные токарно-винторезные станки моделей C400ТM и C400TS предназначены для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных и диаметрально питчевых. Технические характеристики и жесткость станины, широкий диапазон частоты вращения шпинделя и подач, позволяют полностью использовать возможности современных инструментов при обработке различных материалов.
Индекс «RD» – частотное (бесступенчатое) регулирование оборотов главного двигателя, вместо стандартного «ступенчатого» с большим количеством зубчатых передач
Данная модификация станка оснащается частотным преобразователем, который за счет изменения частоты тока обеспечивает регулирование (изменение) оборотов главного двигателя.
Пульт управления станка обеспечивает:
- цифровую индикацию числа оборотов шпинделя
- увеличение/уменьшение оборотов шпинделя (величина установленных оборотов поддерживается в автоматическом режиме, через контур обратной связи)
- переключение прямых/обратных оборотов шпинделя
- подача СОЖ
- освещение рабочей зоны
- остановку шпинделя
Помимо удобства управления станком, повышается точность обработки и достигается лучшая шероховатость обрабатываемых поверхностей. Лучшие выходные точностные характеристики обеспечиваются поддержанием постоянной скорости резания: при изменении числа оборотов шпинделя подача (мм/об) остается неизменной за счет изменения скорости линейного перемещения суппорта.
Лучшие выходные точностные характеристики обеспечиваются поддержанием постоянной скорости резания: при изменении числа оборотов шпинделя подача (мм/об) остается неизменной за счет изменения скорости линейного перемещения суппорта.
Исполнение данного станка возможно по двум классам точности:
- Нормальной точности по DIN 8606
- Повышенной точности по DIN 8605
| ОСНОВНЫЕ ПАРАМЕТРЫ ОБРАБОТКИ | C400TM | C400TS | |
|---|---|---|---|
| Высота центров | мм | 200 | 200 |
| Диаметр обработки над станиной | мм | 400 | 400 |
| Диаметр обработки над суппортом | мм | 235 | 235 |
| Диаметр обработки над выемкой в станине | мм | 550 | 550 |
| Ширина направляющих | мм | 320 | 320 |
| Расстояние между центрами | мм | 750; 1000; 1500 | 750; 1000; 1500 |
| Диаметр 3-х кулачкового патрона | мм | 200 | 200 |
| Максимальное сечение резца | мм | 20х20 | 20х20 |
| Максимальная масса обрабатываемых деталей | кг | 500 | 500 |
| ШПИНДЕЛЬ | |||
| Конец шпинделя DIN 55027 | No | 6 | 6 |
| Диаметр отверстия шпинделя | мм | 52 | 52 |
| Конусное отверстие шпинделя | Морзе | 6 | 6 |
| Количество скоростей шпинделя | 12 | Частотное регулирование в 4-х диапазонах | |
| Диапазон оборотов | об/мин | 50-2240 | 18-98; 48-265; 144-790; 385-2120 |
| Мощность главного привода | кВт | 4 | 7,5 |
| Крутящий момент на шпинделе | Нм | 400 | 400 |
| ПОДАЧИ | |||
| Количество подач | 80 | 80 | |
| Диапазон продольных подач | мм/об | 0,015-0,6 | 0,015-0,6 |
| Диапазон поперечных подач | мм/об | 0,0075-0,3 | 0,0075-0,3 |
| РЕЗЬБЫ | |||
| Количество резьб | усл. ед. ед. | 40 | 40 |
| Шаг миллиметровой резьбы | мм | 0,25-7,5 | 0,25-7,5 |
| Шаг дюймовой резьбы | вит/1 | 120-4 | 120-4 |
| Шаг модульной резьбы | М | 0,0625-1,875 | 0,0625-1,875 |
| Шаг диаметральной резьбы | DP | 480-16 | 480-16 |
| СУППОРТ | |||
| Ход поперечных салазок | мм | 235 | 235 |
| Ход верхних салазок | мм | 110 | 110 |
| ЗАДНЯЯ БАБКА | |||
| Диаметр пиноли | мм | 50 | 50 |
| Конус пиноли | Морзе | №4 | №4 |
| Ход пиноли | мм | 100 | 100 |
| ГАБАРИТНЫЕ РАЗМЕРЫ И МАССА ДЛЯ РМЦ 1000 | |||
| Габариты, Длина х Ширина х Высота | мм | 2350 х 980 х 1330 | 2350 х 980 х 1330 |
| Масса | кг | 1590 | 1590 |
| Фланец для патрона ф200мм | Комплект ремней (на станке) |
| Электродинамический тормоз | Упорный центр шпинделя |
| Главный двигатель 4 кВт | Переходная втулка шпинделя |
| Передний конец шпинделя DIN 55027 №6 | Быстрый ход |
| Выемка в станине (ГАП) | 4-х позиционный резцедержатель |
| Система подачи СОЖ | Руководство на русском языке |
| Освещение | Быстрая фиксация задней бабки |
| Электрооборудование | Выравнивающие болты и планки |
| Cистема смазки | Анкерные болты |
| Быстрый ход | Комплект шестеренок(1 шт. ,гитара) ,гитара) |
| Защитный щит по длине станка | ЗИП |
| Защитный экран токарного патрона | Упаковка (на поддоне, укрыт полиэтиленом) |
| Защитный экран резцедержателя |
| 3-х кулачковый самоцентрирующийся патрон (Bison 3304/DIN 6350) | |
| Планшайба 4-х кулачковая | |
| Планшайба без кулачков | |
| Подвижный люнет | |
| Неподвижный люнет малый | |
| Роликовая пиноль вместо обычной для опции 5 | |
| Дополнительный комплект роликовых пинолей (3 шт.) для опции 5 | |
| Неподвижный люнет большой | |
| Роликовая пиноль вместо обычной для опции 8 | |
Дополнительный комплект роликовых пинолей (3 шт. ) для опции 8 ) для опции 8 | |
| Конусная линейка | |
| Однопозиционный ограничитель длины | |
| Часы резьбовые (лимб нарезки резьбы) | |
| Центр-шайба (поводковый патрон) | |
| Комплект токарных сердец (комплект поводков) | |
| Вращающийся центр | |
| Сверлильный патрон с оправкой | |
| Ножной тормоз – 750 мм | |
| Ножной тормоз – 1000/1200 мм | |
| Ножной тормоз – 1500 мм | |
| CAM-LOCK шпиндель | |
| Быстросменный резцедержатель 700/4/В* | |
| Быстросменный резцедержатель TGA R150** | |
| Зубчато-ременная передача | |
| Упорный центр задней бабки | |
| Переходная втулка для задней бабки | |
| Комплект ключей | |
| Каталог запчастей | |
| Электроснабжение 220V, 3 фазы, 50/60Hz | |
Цанговый патрон 22 мм пр-во Bison Польша, в компл. 1 цанга 3000-5С-12 1 цанга 3000-5С-12 | |
| К-т из 20 цанг тип 3000-5С от 3 до 22 мм пр-во Bison Польша | |
| Т-образные пазы на суппорте |
Скачать каталог PDF (840 КБ)
Скачать общий каталог ZMM PDF (14 МБ)
UMT официальный дилер ZMM в России и странах СНГ
Посмотреть
Токарный станок с ЧПУ модели STR-30
Каталог » Токарные станки » Токарные станки с ЧПУ » Токарный станок с ЧПУ модели STR-30
|
Сделано в России
|
|
Станок токарный с ЧПУ модели STR-30 (аналог станка 160HT) предназначен для высокопроизводительной токарной обработки деталей типа «фланец», «втулка», «ниппель», «штуцер» и т. д. из различных конструктивных материалов в условиях единичного и мелкосерийного производства.
д. из различных конструктивных материалов в условиях единичного и мелкосерийного производства.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Компоновка станка выполнена с целью получения максимальной жесткости, что достигается установкой на станине шпиндельной бабки и подвижного наклонного суппорта с углом наклона 45o для крепления револьверной головки осевого типа фирмы «Pragati» (Индия), опционально возможна установка револьверных головок (в том числе и с приводным инструментом) производства “DUPLOMATIC” (Италия) и “SAUTER” (Германия). Станина, шпиндельная бабка и суппорт представляют собой литые детали, обеспечивающие достаточную жёсткость и термостабильность.
Применяемые на станке электроприводы обеспечивают бесступенчатое регулирование величин рабочих подач и частот вращения шпинделя в широком диапазоне, что дает возможность использования высокопроизводительного режущего инструмента для обработки деталей на станке.
Полый гидравлический 3-х кулачковый патрон диаметром 210 мм с отверстием диаметром 62 мм — фирмы «KITAGAWA». Гидравлический привод зажима патрона реализован на устройствах фирмы «KITAGAWA».
Гидравлический привод зажима патрона реализован на устройствах фирмы «KITAGAWA».
Станок в базовом варианте имеет следующие управляемые оси:
Ось Х – поперечное перемещение суппорта
Ось Z – продольное перемещение суппорта
Система смазки станка – централизованная от станции импульсной смазки.
Технические характеристики станка модели STR-30
|
Рабочая зона
| |
|
Над станиной, мм
|
550
|
|
Максимальный диаметр обработки, мм
|
350 (460)
|
|
Максимальная длина обработки, мм
|
310
|
|
Размер патрона, мм
|
210 (250)
|
|
Главный шпиндель
| |
|
Отверстие в шпинделе, мм
|
62 (85)
|
|
Конус шпинделя
|
A2-6” (A2-8”)
|
|
Мощность шпинделя (S1/S6-30 мин), кВт
|
9/11 (12/16)
|
|
Диапазон частот вращения шпинделя, об/мин.
|
45-4500 (3000)
|
|
Перемещение
| |
|
Ось Х, мм
|
260
|
|
Ось Z, мм
|
320
|
|
Скорость подачи
| |
|
Диапазон программируемых рабочих подач по осям X/ Z, мм/мин
|
1…10 000 / 1…10 000
|
|
Быстрый ход по осям X/ Z, м/мин
|
30/30
|
|
Револьверная головка
| |
|
Модель
|
BTP-100 (TBMA 160)
|
|
Количество позиций, шт
|
8 (12)
|
|
Размер резца, мм
|
32×32 (25х25)
|
|
Макс.
|
40 (32)
|
|
Точность
| |
|
Точность позиционирования, мм
|
0,01
|
|
Повторяемость позиционирования, мм
|
±0,005
|
|
Прочие характеристики
| |
|
Габариты (LxBxH), мм
|
1600x1800x1900
|
|
Масса, кг
|
3500
|

 диаметр установки инструмента круглого сечения, мм
диаметр установки инструмента круглого сечения, ммПримечание: характеристики, указанные в скобках, являются опциональными
ОПЦИИ
по согласованию с «Покупателем»
|
№ п/п |
Наименование
|
|
1.
|
Шпиндель с конусом А2-8” и патроном диам. 250 мм (мощность шпинделя 12/16 кВт, макс. частота вращения 2000 об/мин)
|
|
2.
|
Cистема привязки инструмента: токарная рука HPRA
|
|
3.
|
8-ми позиционная инструментальная головка ф. «Sauter» взамен BTP-100 фирмы «Pragati»
|
|
4.
|
12-ти позиционная инструментальная головка взамен 8-ми позиционной головки фирмы «Pragati»
|
|
5.
|
Транспортер стружкоуборочный с баком сбора стружки
|
|
6.
|
Пакет для токарно-фрезерной обработки.
|

 включая:
включая:| План фундамента станка STR-30 |
165 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 165
Производитель токарного станка модели 165 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64 станок токарно-винторезный универсальный, Ø 800
- 1М63 станок токарно-винторезный универсальный, Ø 630
- 1М63Б, 1М63БГ станок токарно-винторезный повышенной мощности, Ø 630
- 1М63БФ101 станок токарно-винторезный с УЦИ, Ø 630
- 1М63Ф101 станок токарно-винторезный с УЦИ, Ø 630
- 1М63Н станок токарно-винторезный универсальный, Ø 630
- 1М65 станок токарно-винторезный тяжелый, Ø 1000
- 1Н65 станок токарно-винторезный тяжелый, Ø 1000
- 1Н983 станок трубонарезной, Ø 830
- 1П756ДФ3 станок токарный с ЧПУ, Ø 630
- 16К30 станок токарно-винторезный универсальный, Ø 630
- 16К30Ф3 станок токарный с ЧПУ, Ø 630
- 16К40 станок токарно-винторезный универсальный, Ø 800
- 16К40Ф101 станок токарно-винторезный с УЦИ, Ø 800
- 16М30Ф3 станок токарный с ЧПУ, Ø 630
- 16Р25П станок токарно-винторезный повышенной точности, Ø 500
- 163 станок токарно-винторезный универсальный, Ø 630
- 165 станок токарно-винторезный тяжелый, Ø 1000
- 1658 станок токарно-винторезный тяжелый, Ø 1000 х 8000
- РТ117 станок токарно-винторезный тяжелый, Ø 1140
- РТ817 станок токарно-винторезный тяжелый, Ø 1370
- РТ755Ф3 станок токарный с ЧПУ тяжелый специальный, Ø 1000
- ТНП-111 станок токарный настольный, Ø 150
165 Станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область применения
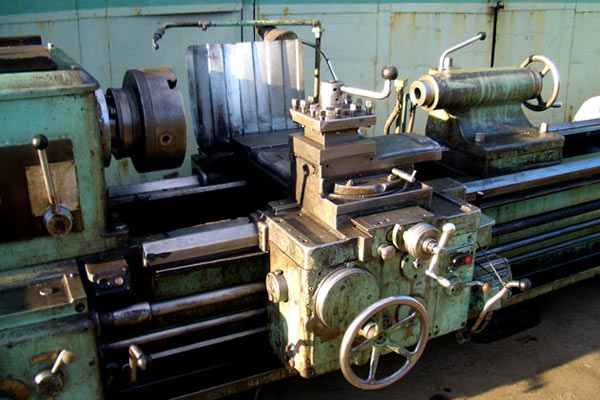
Токарно-винторезный станок предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб — метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка 165 позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Принцип работы и особенности конструкции станка
Суппорт станка 165 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок 165 предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Модификации токарного винторезного станка 165
165 – Ø 1000 универсальный токарно-винторезный
1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1 – Ø 1000 универсальный токарно-винторезный
16К50, 16К50П – Ø 1000 универсальный токарно-винторезный
1658, 1658 – Ø 1000 универсальный токарно-винторезный
РТ28608, РТ539, РТ53901, РТ732, РТ366, РТ731 – Ø 1000 универсальный токарно-винторезный
История токарно-винторезного станка 165
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ.
В 1953 году запущен в производство первый станок 165-й серии — модель 165 (диаметр обработки — Ø 1000 мм).
Серийный выпуск токарных станков:
1м65,
1н65.
Габарит рабочего пространства токарного станка модели 165
Габарит рабочего пространства токарного станка модели 165
Посадочные и присоединительные базы токарного станка 165. Шпиндель
Шпиндель токарно-винторезного станка 165
Станина токарно-винторезного станка 165
Станина токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Расположение составных частей токарно-винторезного станка 165
Расположение основных узлов токарного станка 165
Расположение составных частей токарно-винторезного станка 165. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Спецификация составных частей токарно-винторезного станка 165
- Станина 1А64.01 — Для РМЦ-2800; (165.21 Для РМЦ-5000)
- Бабка передняя — 165.02
- Бабка задняя — 165.03
- Суппорт — 165.041
- Каретка — 165.05
- Фартук — 1А64.06
- Коробка подач — 1А64.07
- Шестерни сменные — 165.08
- Патрон — 165.09
- Люнет подвижный 165.10
- Охлаждение — 1А64.14
- Ограждение — 1А64.16
- Ограждение патрона — 165.19
- Люнет неподвижный — 165.20
- Электрооборудование — 165.80
- Электротруборазводка: — 1А64.81 для РМЦ-2800 (165.81 для РМЦ-5000)
Расположение органов управления токарно-винторезным станком 165
Расположение органов управления токарным станком 165
Расположение органов управления токарно-винторезным станком 165. Смотреть в увеличенном масштабе
Перечень органов управления токарно-винторезным станком 165
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- —
- Рукоятки установки величины подачи и шага реэьбы
- Рукоятки установки величины подачи и шага реэьбы
- —
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- —
- Кнопка «Стоп» (дублирующая)
- Кнопка Шпиндель «Назад» (дублирующая)
- Маховик ручного перемещения каретки
- Кнопка Шпиндель «Вперед»
- Кнопка «Стоп»
- Рукоятка включения гайки ходового винта
- Кнопка Шпиндель «Назад»
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- —
- Валик ручного перемещения задней байки
- Рукоятка упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Кнопка Шпиндель «Прерывистое вращение»
- Кнопка Шпиндель «Вперед» (дублирующая)
- Кнопка Охлаждение «Пуск»
- Кнопка Охлаждение «Стоп»
- —
- —
- —
- Кнопка «Автомат отключен»
Кинематическая схема токарно-винторезного станка модели 165
Структурная схема токарного станка 165 (с кинематической схемой 2)
1. Структурная схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
Структурная схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка 165
1. Кинематическая схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
2. Кинематическая схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
Схема расположения подшипников токарно-винторезного станка 165
Схема расположения подшипников токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
Привод главного движения осуществляется от электродвигателя через клиноременную передачу.
Коробка скоростей сообщает шпинделю 24 различных скорости как прямого, так и обратного вращения через кинематические цепи согласно табл. 4.
Реверс шпинделя осуществляется электродвигателем.
На вал IX коробки скоростей вращение передается от шпинделя через зубчатые колеса 21—22, 26—27 или от вала V (при включении звена увеличения шага в восемь раз) через зубчатые колеса 16—24, 23—22, 26—27. Бал IX при этом получает соответственно один или восемь оборотов на один оборот шпинделя.
Бал IX при этом получает соответственно один или восемь оборотов на один оборот шпинделя.
Блок зубчатых колес 25 и 28 предназначен для изменения направления перемещения каретки при нарезании резьбы.
В коробку подач движение передается с вала IX через сменные зубчатые колеса 30—32—31.
Коробка подач сообщает суппорту через обгонную муфту, ходовой вал XXIII и механизм фартука 32 продольных и поперечных подачи.
Расчет кинематической цепи продольной и поперечной подач производится по формуле
i = iсм * iк.п * iф
где:
iсм — передаточное отношение сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф — передаточное отношение фартука.
Кинематические цепи, через которые осуществляются подачи, приведены в табл. 5 для коробки подач и в табл. 6 для фартука.
Нарезание резьб осуществляется через кинематические цепи коробки подач, приведенные в табл. 7. Кроме того, нарезание резьб можно производить при прямом соединении ходового винта со сменными шестернями, подбирая соответствующее iсм (см. табл. 24). Диапазон подач и резьб расширяется при использовании звена увеличения шага в восемь раз.
7. Кроме того, нарезание резьб можно производить при прямом соединении ходового винта со сменными шестернями, подбирая соответствующее iсм (см. табл. 24). Диапазон подач и резьб расширяется при использовании звена увеличения шага в восемь раз.
Перечень элементов кинематической схемы (см. рис. 4) приведен в табл. 8, а корригированных зубчатых колес — в табл.9.
Краткое описание токарно-винторезного станка модели 165
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины находятся ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала и редуктором быстрого перемещения суппорта с фланцевым электродвигателем.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ 5000 имеются две подвески.
Бабка передняя токарно-винторезного станка модели 165
Бабка передняя токарно-винторезного станка 165
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе передней бабки смонтированы:
- коробка скоростей
- шпиндельный узел
- звено увеличения шага в восемь раз
- механизм изменения направления перемещения каретки при нарезании резьб
- механизм настройки скоростей шпинделя
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Описание регулирования шпиндельных подшипников приведено в разделе «Регулирование».
Настройка частоты вращения шпинделя, а также настройка на нарезание правой или левой резьбы нормального или увеличенного шага производится перемещением зубчатых колес по шлицевым валам с помощью рукояток, расположенных на передней стенке бабки передней (см. рис. 37 и табл. 22).
Шлицы валов и зубья зубчатых колес закалены и отшлифованы.
Включение звена увеличения шага возможно только при работе с перебором.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика 26 (см. рис. 3).
Бабка крепится к станине при помощи двух прихватов тремя болтами.
Для жесткой фиксации в осевом направлении в бабке задней имеется упор, который можно вводить в литые впадины станины рукояткой 27.
Корпус бабки смещается по мостику в поперечном направлении (см. подраздел «Регулирование»).
В пиноль бабки встроен вращающийся шпиндель, подшипники передней опоры которого регулируются с помощью гаек.
Быстрое перемещение пиноли производится маховиком 29. стопорение — рукояткой 33.
Медленное перемещение пиноли осуществляется рукоятками 31 через червячный редуктор, включаемый рукояткой 30.
Для сверления, зенкерования и развертывания поворотом толкателя 28 необходимо включить зубчатую муфту, жестко соединяющую шпиндель с пинолью.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
При смене центра или инструмента пиноль необходимо вдвинуть в корпус бабки до отказа. При этом толкатель выталкивает центр или инструмент из шпинделя.
Суппорт и каретка
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины и поперечное по направляющим каретки. Оба перемещения осуществляются механически (с рабочей подачей и использованием механизма быстрого перемещения) и вручную.
Резцовые салазки, несущие четырехпозиционный резцедержатель, перемещаются вручную по направляющим поворотной части, которую можно повернуть вокруг вертикальной оси на любой угол.
Гайка винтовой пары поперечного перемещения суппорта составная и разделена регулировочным клином. Регулирование зазоров в направляющих каретки, поворотной части, производимое клиньями, в’ винтовой паре поперечного’ перемещения суппорта приведено в подразделе 2.4. «Регулирование».
Фартук станка
Фартук — закрытого типа со съемной передней стенкой (крышкой).
Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке 23 управления механическими ходами каретки и суппорта (см. рис. 3), причем направление включения рукоятки совпадает с направлением подачи.
Дополнительным нажатием кнопки 24 (см. рис. 3), встроенной в рукоятку 23, можно включить быстрый ход суппорта в направлении наклона рукоятки управления (23).
Благодаря обгонной муфте, вмонтированной в коробку подач, включение быстрого хода возможно при включенной подаче.
Гайка ходового винта разрезная, включается рукояткой 21 через кулачковое устройство.
Во избежание одновременного включения гайки ходового винта и подачи имеется электромеханическая блокировка.
В фартуке смонтирован механизм предохранительной муфты, исключающей поломку станка при перегрузках. Регулировка ее приведена в подразделе 2.4. «Регулирование».
Коробка подач
Коробка подач — закрытого типа со съемной передней стенкой (крышкой).
Механизм коробки подач позволяет получить все подачи и нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Настройку коробки подач на подачу или нарезание резьбы производить в соответствии с табл. 23 и 24 в следующем порядке (см. рис. 3 и рис. 38):
- рукоятку 10 перевести в положение «выключение»
- рукоятку 14 перевести в положение «ходовой винт» для нарезания резьб или в положение «ходовой валик» — для работы с подачей
- рукоятку 7 перевести в одно из трех положений — «дюймовая резьба», «модульная резьба», «метрическая резьба или подача»
- рукоятки 9, 12, 13 установить согласно таблице подач и резьб на требуемую резьбу или подачу, причем для установки рукоятки 9 в нужное положение подвести соответствующую цифру на ее диске под указатель;
- рукоятку 10 перевести в положение «включение»
При настройке на нарезание резьб с шагом повышенной точности ходовой винт соединить зубчатыми муфтами напрямую с приемным валом коробки подач в соответствии с табл. 25 (см. рис. 39).
25 (см. рис. 39).
Сменные шестерни
Комплект сменных зубчатых колес с iсм = 2/3, позволяющий получать на станке все резьбы и подачи, указанные в разделе «Паспорт», установлен на стенке бабки передней.
В конструкции механизма сменных шестерен предусмотрена возможность установки и других комплектов зубчатых колес.
Патроны
В состав станка входит четырехкулачковый несамоцентри-рующий патрон диаметром 1000 мм.
Люнеты
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Регулирование токарно-винторезного станка 165
Регулирование подшипников шпинделя токарно-винторезного станка 165
По истечении некоторого времени может потребоваться регулирование механизмов с целью обеспечения нормальных зазоров и компенсации износа. Ниже даются указания по регулированию отдельных механизмов.
Опоры шпинделя токарно-винторезного станка 165
Шпиндель токарного станка 165 смонтирован на 5-и подшипниках:
- 16.
 Передний подшипник 4-3182140 — двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), класс точности 4(С)
Передний подшипник 4-3182140 — двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), класс точности 4(С) - 15. Подшипник 5-8144 — упорный шарикоподшипник, предназначенный для эксплуатации под осевой нагрузкой в узлах с невысокими скоростями вращения (2 шт), класс точности 5(А)
- 7. Подшипник 12736 — роликовый радиальный подшипник с короткими цилиндрическими роликами с однобортовым наружным кольцом и двухбортовым внутренним, класс точности 0(Н)
- 8. Задний подшипник 5-3182132 — двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), класс точности 5(А)
Регулирование подшипников шпинделя
Подшипники передней опоры шпинделя надлежит регулировать в следующем порядке (рис. 21):
- Снять патрон
- Вывернуть винты 1 и 2
- Вывернуть винт 3 и снять сухарь 4
- Ослабить гайку 5
- Гайкой 6 оттянуть внутреннее кольцо подшипника для более легкого снятия полуколец 7
- Свернуть гайку 6 с полуколец 7 и вынуть их из паза
- Определить радиальный зазор в подшипнике при помощи индикатора.
 Установить ножку индикатора в верхней точке фланца шпинделя и приложить к нижней точке фланца шпинделя нагрузку, равную 450 кг. Подтягивая гайку 5, довести величину радиального зазора до 0,015 мм. Мерными плитками или свинцовыми прокладками замерить ширину паза под полукольца 7. Подшлифовать полукольца 7 в размер паза и установить их.
Установить ножку индикатора в верхней точке фланца шпинделя и приложить к нижней точке фланца шпинделя нагрузку, равную 450 кг. Подтягивая гайку 5, довести величину радиального зазора до 0,015 мм. Мерными плитками или свинцовыми прокладками замерить ширину паза под полукольца 7. Подшлифовать полукольца 7 в размер паза и установить их. - Гайкой 5 подтянуть внутреннее кольцо подшипника и зажать полукольца 7
- Навернуть гайку 6 на полукольца 7 для предотвращения их выпадания и зажать ее стопорными винтами 2 и 1
- Отрегулировать гайкой 8 осевой зазор шариковых упорных подшипников
- Вставить в паз гайки 5 сухарь 4 и завернуть его винтом 3 Диаметральный зазор заднего подшипника шпинделя регулируется гайкой 9, расположенной с наружной стороны передней бабки.
Для чего предварительно снять стакан, закрывающий конец шпинделя, затем ослабляют стопорный винт 10 и подтягивают гайку 9.
После регулировки подшипника винт 10 стопорится вновь. Правильность регулировки установить методами проверки радиального и осевого биения шпинделя согласно нормам точности на станок. При выключенном зацеплении зубчатых колес шпиндель после регулировки подшипников должен свободно провертываться от руки.
Правильность регулировки установить методами проверки радиального и осевого биения шпинделя согласно нормам точности на станок. При выключенном зацеплении зубчатых колес шпиндель после регулировки подшипников должен свободно провертываться от руки.
Установка оси шпинделя передней бабки
При транспортировке или же в процессе работы может нарушиться параллельность оси шпинделя относительно направляющих станины. В этом случае ослабляются все винты, соединяющие коробку скоростей со станиной. Ось шпинделя выставляется с помощью винтов 1, ввинченных в колодки 2, расположенные под коробкой скоростей с обеих сторон и жестко связанные с последней. После выставки оси шпинделя винты затягиваются.
Поперечное перемещение корпуса задней бабки
Поперечное перемещение корпуса задней бабки при точении конусов или при установке оси пиноли соосно с осью шпинделя осуществляется с помощью ослабления и подтягивания двух винтов 1, расположенных по обе стороны задней бабки. При установке задней бабки в исходное положение необходимо совместить риски, нанесенные на платиках корпуса задней бабки и мостика со стороны заднего торца.
Зазор в направляющих резцовых салазок регулируется путем подтягивания клина 1 винтом 3, после чего положение фиксируется винтом 2.
Электрическая схема токарно-винторезного станка модели 165
Электросхема универсального токарно-винторезного станка 165
Электрическая схема токарно-винторезного станка модели 165. Смотреть в увеличенном масштабе
Электрооборудование станка 165. Общие сведения
На станке установлены следующие электродвигатели:
- электродвигатель главного привода
- электродвигатель быстрых перемещений каретки
- электродвигатель насоса охлаждения
Питание электрооборудования станка осуществляется от сети переменного тока 380 в, 50 Гц.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от селенового выпрямителя Д1 (однофазный мост, см. рис. 14).
Питание цепей управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание лампы местного освещения напряжением 24 в производится от отдельного трансформатора.
Вся аппаратура управления электроприводами станка смонтирована в нише передней бабки и указана в табл. 11.
Управление электроприводами станка дистанционное, кнопочное и осуществляется (см. рис. 17):
- с пульта управления на бабке передней — ПБ
- с пульта управления на каретке — ПК
- с пульта управления на фартуке — ПФ
Присоединение электрооборудования станка к цеховой электросети осуществляется с помощью вводного автомата (автоматического1 выключателя) ВА1, установленного на боковой стенке ниши передней бабки. Ввод осуществляется проводом сечением 10 мм2.
Защита электродвигателей и цепей управления от токов короткого замыкания и перегрузок производится автоматическими выключателями я тепловыми реле.
Величины номинальных токов и значений вставок магнитных пускателей и реле даны в табл. 12, 13.
Нулевая защита электрооборудования станка осуществляется размыканием з. (замыкающих) блокконтактов в цепи самопитания магнитных пускателей и реле при исчезновении напряжения в цеховой электросети.
Читайте также: Методика проверки и испытания токарно-винторезных станков на точность
165 Станок токарно-винторезный универсальный. Видеоролик.
Технические характеристики токарного станка 165
| Наименование параметра | ДИП-500 (1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25. .192 .192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225. .3,15 .3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2.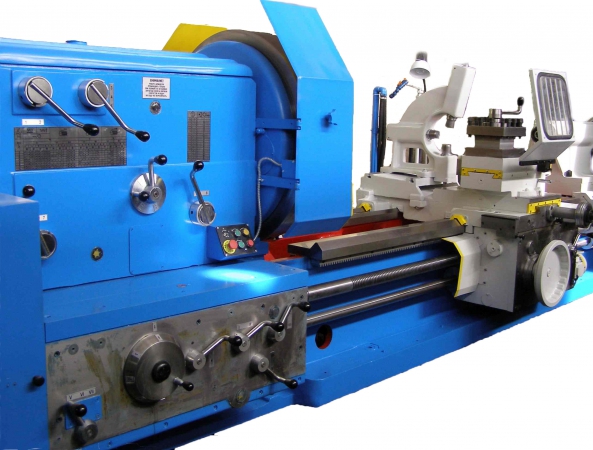 .28 .28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017. .1,04 .1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
- Универсальный токарно-винторезный станок 165.
 Руководство по обслуживанию и уходу, Рязань, 1970
Руководство по обслуживанию и уходу, Рязань, 1970 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
34″ x 240″ Новый токарный станок Kingston для продажи на Worldwide Machine Tool
• Адаптер шпинделя передней бабки: ASA-450 на MT#6
• Закаленные и отшлифованные направляющие станины
• Т-образный паз на салазках инструмента
• 2-скоростная задняя бабка Перо
• Защитный кожух патрона
• Система охлаждения с насосом и трубопроводом
• Выдвижной поддон для стружки (масла)
Условия: уточняйте при заказе
F.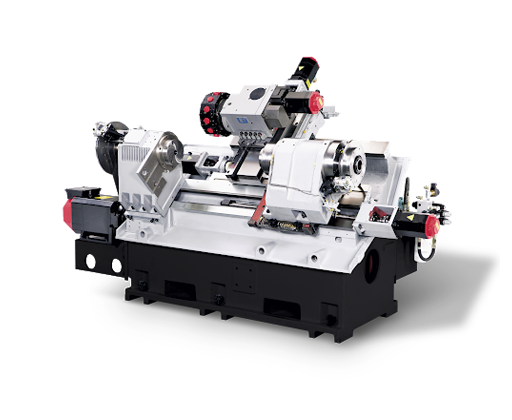 O.B Factory
O.B Factory
Дополнительные принадлежности
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма)
19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1-дюймовый)
23,5-дюймовый люнет с роликовыми захватами (минимальная вместимость 11,9-дюймового, 34-дюймового и 40-дюймового только поворотного механизма)
7,9″ Follow Rest (мин. емкость 0,75″)
Кронштейн ролика (34″: 15,75-27,5″)
Телескопическая коническая насадка (закаленная и отшлифованная)
Буровая установка
Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка)
Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка)
Гидравлическая тормозная система (только заводская установка)
Ограничитель каретки микрометра
Остановка лафета башни
Галогенный рабочий свет
Добавьте концевой выключатель в защиту патрона
Только пост инструмента Aloris DA
Держатели Aloris DA Tool Post Plus 6 (набор №5)
Только сообщения Aloris EA Tool
Держатели Aloris EA Tool Post Plus 6 (набор №6)
Newall DP-700 2-осевое цифровое считывание + установка (сеть)
Охранник стойки инструментов
Количество
Новый токарный станок Kingston 34 x 240 дюймов, модель HR6000 (видео) количество
Артикул: 18141
Категории: Руководство по токарному станку Kingston, Токарные станки
Описание
Описание
Новый токарный станок Kingston 34″ x 240″ на продажу
Новый токарный станок Kingston 34″ x 240″ известен в механических мастерских по всей стране как «Рабочая лошадка». класс почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
класс почти 40 лет. В основе этого станка лежит прочная и жесткая передняя бабка с закаленным и отшлифованным главным шпинделем с отверстием диаметром 4,06 дюйма и системой поддержки с 3-точечным подшипником для превосходной режущей способности. Операторы выигрывают от улучшенного контроля, который обеспечивается 16 скоростями вращения шпинделя (8–800 об/мин) и более широким диапазоном вариантов подачи и нарезания резьбы. Уникальная ребристая структура 22-дюймового ложа изготовлена из высококачественного литья, что обеспечивает большую стабильность и точность при работе в тяжелых условиях. HR доступен с поворотом 30 дюймов, 34 дюйма или 40 дюймов и длиной от 80 дюймов до 320 дюймов.
Новый токарный станок Kingston размером 34″ x 240″, модель HR6000.
 T. #6
T. #6 P.
P.Характеристики:
- Главный двигатель 20 л.с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе
- Отверстие шпинделя: 4,09 л.с.
- Нос шпинделя: D1-11 Camlock
- Переходник шпинделя передней бабки ASA#450 на MT#6
- Адаптер патрона
- Набор сменных шестерен для специальных проводов
- Закаленные и отшлифованные направляющие
- Суппорт с Т-образным пазом
- 4-ходовой ускоренный траверс
- Регулятор резьбонарезной ручки
- Стопорный упор задней бабки
- 2-скоростная пиноль задней бабки
- Система охлаждающей жидкости с насосом и трубопроводом
- Выдвижной ящик Чип (охлаждающая жидкость) Поддон
- UL электрические компоненты и кабели
- Ящик для инструментов с необходимыми ключами и гаечными ключами
- Вводное руководство и список деталей
Дополнительные аксессуары:
- 11,9-дюймовый люнет с роликовыми захватами (мин.
 вместимость 1,25 дюйма). 3950 долларов США
вместимость 1,25 дюйма). 3950 долларов США - 19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1 дюйма) 4800 долл. США
- 23,5 люнета с роликовыми захватами (мин. грузоподъемность 11,9″, 34″ и 40″ только поворотные). 6700 долларов США
- 7,9-дюймовый упор (мин. емкость 0,75 дюйма). 2750 долларов
- Роликовый кронштейн (34″: 15,75″-27,5″). 7500 долларов США
- Телескопическая конусная насадка (закаленная и отшлифованная). 6 200 долларов США
- Насадка для сверления. 2900 долларов
- Модификация с более низким числом оборотов: 0,4–40 об/мин (только заводская установка). 1000 долларов
- Модификация с более высокими оборотами: 12–1200 об/мин (только заводская установка). 1000 долларов
- Гидравлическая тормозная система (только заводская установка). 6300 долларов США
- Ограничитель каретки микрометра. 750 долларов
- Остановка лафета турели. 750 долларов
- Галогенная рабочая фара.
 250 долларов
250 долларов - Добавить концевой выключатель к защите патрона. $150
- Только резцедержатель Aloris DA. 1350 долларов США
- Aloris DA Tool Post Plus 6 держателей (набор № 5) 2595 долл. США
- Aloris EA Tool Post всего за 2050 долларов США
- Aloris EA Tool Post Plus, 6 держателей (набор №6). 4050 долларов США
- Newall DP-700 2-осевой цифровой считыватель + установка (нетто): HP-3000 10 400 долл. США
- Защита стойки инструмента 1250 долларов США
- Конвейер для стружки. По запросу
- Полноразмерный брызговик. По запросу
- Патроны. По запросу
Kingston HR Lathe Video
О нас
Worldwide Machine Tool является лидером в предоставлении полных продаж, запасных частей и услуг, финансирования, транспортировки и обучения новых и бывших в употреблении станков для клиентов по всей территории США. Штаты, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Штаты, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Мы покупаем и продаем новые и бывшие в употреблении металлорежущие станки, ножницы, токарные станки, фрезерные станки, сверла, пилы, листогибочные прессы, фрезерные станки, модели револьверных штампов, прессы, сварочные аппараты, машины для удаления заусенцев и снятия фаски, листовые валки, лазеры, гидроабразивные станки и сопутствующие инструменты и аксессуары. Мы гордимся тем, что являемся надежным партнером, на которого наши клиенты полагаются на протяжении многих лет. Наш опытный отдел продаж будет рад помочь вам с покупкой нового станка. Позвоните нам сегодня или Запросите предложение . Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Следите за нами в Twitter, Facebook, Youtube и Instagram.
ООО «Уорлдуайд Машин Тул».
Условия и положения: https://www.worldwidemachinetool.com/terms-conditions/
22″ x 60″ New Kingston Lathe Model HD-2260
• Дюймовая и метрическая резьба, закаленная
• Направляющие кровати
• 4-позиционная стойка для инструментов
• 10-дюймовый люнет
• Автоматический останов продольной подачи
• Двухскоростная задняя бабка
• Система охлаждения
• Выдвижной поддон для стружки
• Полноразмерный брызговик
• Галогенная рабочая фара
Цена по запросу
F.O.B. Factory
Условия: Уточняйте при заказе
Опции
Дополнительный 10-дюймовый люнет с роликовыми захватами (мин. вместимость 1,6 дюйма)
вместимость 1,6 дюйма)
15-дюймовый люнет с роликовыми захватами (мин. вместимость 7,5 дюймов)
7″ Следуй за отдыхом
Телескопическое конусное токарное приспособление
Быстрое перемещение по оси Z на станине 35″ или 60″
Остановка микрокаретки
Остановка лафета башни
Задняя бабка в сборе с кривошипом
Преобразование винта поперечной подачи (HD-22 в 5 PTI)
Только пост инструмента Aloris CA
Aloris CA Tool Post плюс 6 держателей инструментов (набор № 4)
Только пост инструмента Aloris DA
Стойка для инструментов Aloris DA плюс 6 держателей инструментов (набор №5)
Newall DP-700 2-осевое цифровое считывание + установка (сеть)
Добавьте концевой выключатель в защиту патрона
Прозрачная защита патрона Lexan (установлена)
Защита ходового винта (только для 60-дюймовой длины)
Ограждение стойки инструмента Travelguard (установка Kingston)
Защитный кожух стойки инструмента для тяжелых условий эксплуатации (только заводская установка)
Количество
Новый токарный станок Kingston размером 22 x 60 дюймов модель HD-2260
Артикул: 3717
Категории: Токарные станки, Kingston lathe manual, Kingston HD Series
Описание
Описание
Новый токарный станок Kingston HD-2260 с размерами 22″ x 60″ — старший брат популярной модели HJ. Kingston HD — универсальный прецизионный токарный станок, способный справиться со всеми вашими проектами, большими и малыми. Закаленный и отшлифованный главный шпиндель оснащен 3-точечной подшипниковой опорой с коническими роликоподшипниками для высокоточной резки в тяжелых условиях. Выберите модель HD 22 дюйма с поворотным шпинделем D1-8 Camlock, ходовым винтом 4 TPI и двигателем мощностью 10 л.с. или поворотную модель HD 26 дюймов со шпинделем Camlock D1-11, ходовым винтом 2 TPI и двигатель мощностью 15 л.с.
Kingston HD — универсальный прецизионный токарный станок, способный справиться со всеми вашими проектами, большими и малыми. Закаленный и отшлифованный главный шпиндель оснащен 3-точечной подшипниковой опорой с коническими роликоподшипниками для высокоточной резки в тяжелых условиях. Выберите модель HD 22 дюйма с поворотным шпинделем D1-8 Camlock, ходовым винтом 4 TPI и двигателем мощностью 10 л.с. или поворотную модель HD 26 дюймов со шпинделем Camlock D1-11, ходовым винтом 2 TPI и двигатель мощностью 15 л.с.
Система силовой передачи с ременным приводом включает 12 скоростей от 13 до 1200 об/мин, в комплекте с ножным тормозом. И направляющая, и поперечная направляющая закалены и отшлифованы. Цилиндр задней бабки термообработан и точно отшлифован, имеет ход 7 дюймов и переменную подачу 1:1 и 1:4. Доступна длина машины от 35 до 160 дюймов. Стандарт быстрого хода по оси Z на 90 C.C. и более длинные станки.
Новый токарный станок Kingston размером 22″ x 60″, модель HD-2260.
 0077
0077
 Т. #5
Т. #522″ x 60″ Новый токарный станок Kingston модели HD-2260 Стандартное оборудование и аксессуары:
- 10 л.с. (22”)/15 л.с. Электропроводка завершена
- Отверстие шпинделя 4,09 дюйма
- Нос шпинделя: D1-8/D1-11 (поворотный 22″/26″)
- 12 скоростей вращения шпинделя (13–1200 об/мин)
- Закаленные и отшлифованные станины и поперечные направляющие
- Винт с поперечным скольжением: 8/5 TPI (поворот 22″/26″)
- Ходовой винт: 4 TPI/2 TPI (поворот 22″/26″)
- Регулятор резьбонарезной ручки
- Ограничитель автоматической продольной подачи
- 4-сторонняя резцедержатель, установленная на компаунд Т-образного паза
- Светодиодный рабочий фонарь
- 10-дюймовый люнет с роликовыми захватами
- Ускоренный ход по оси Z (кроме 35″ и 60″ C.
 C.)
C.) - Защита патрона
- Адаптер центра шпинделя передней бабки: MT #7 — #5
- Центр шлифованной стали MR #5 для передней бабки
- 12-дюймовая задняя пластина
- Двухскоростной шпиндель задней бабки (MT #5)
- Система охлаждающей жидкости с насосом и трубопроводом
- Полноразмерный брызговик
- Поддон для чипов выдвижного ящика (масляный)
- Ящик для инструментов с необходимыми ключами и гаечными ключами
- Руководство по эксплуатации и список деталей
- Кнопка аварийной остановки
Дополнительные принадлежности
- Дополнительный 10-дюймовый люнет с роликовыми захватами (мин. вместимость 1,6 дюйма) 3 500 долл. США
- 15-дюймовый люнет с роликовыми захватами (мин. вместимость 7,5 дюйма) 3 900 долл. США
- 7″ Follow Rest 1500 долларов США
- Телескопическое конусное токарное приспособление 5 900 долл. США
- Ускоренный ход по оси Z на станине шириной 35 или 60 дюймов 3500 долл.
 США
США - Ограничитель каретки Micro 450 долл. США
- Ограничитель поворотной тележки $450
- Кривошип задней бабки в сборе 400 долл. США
- Преобразование винта с поперечной подачей (HD-22 в 5 витков на дюйм, HD-26 в 8 витков на дюйм) 1250 долл. США
- Aloris CA Tool Post Только 975 долларов США
- Стойка для инструментов Aloris CA плюс 6 держателей инструментов (набор № 4) 1 950 долл. США
- Только штифт для инструментов Aloris DA 1350 долл. США
- Стойка для инструментов Aloris DA плюс 6 держателей инструментов (набор № 5) 2 595 долл. США
- Newall DP-700 2-осевой цифровой считыватель 60 дюймов C.C. 4150 долларов США
- Патроны по запросу
- Добавить концевой выключатель к защите патрона. $150
- Прозрачная защита патрона Lexan (установлена). 495 долларов
- Защитный кожух ходового винта (только для длин 60″/90″). 1050 долл. США/1150 долл. США
- Защита стойки инструмента Travelguard (установка Kingston).
 $540
$540 - Защитный кожух резцедержателя для тяжелых условий эксплуатации (только заводская установка). 2000 долларов
О нас
Worldwide Machine Tool является лидером в предоставлении полных продаж, запасных частей и услуг, финансирования, транспортировки и обучения новых и бывших в употреблении станков для клиентов в США, Канаде и Мексике. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Мы покупаем и продаем новые и бывшие в употреблении металлорежущие станки, ножницы, токарные станки, фрезерные станки, сверла, пилы, листогибочные прессы, фрезерные станки, модели револьверных штампов, прессы, сварочные аппараты, машины для удаления заусенцев и снятия фаски, листовые валки, лазеры, гидроабразивные станки и сопутствующие инструменты и аксессуары. Мы гордимся тем, что являемся надежным партнером, на которого наши клиенты полагаются на протяжении многих лет. Наш опытный отдел продаж будет рад помочь вам с покупкой нового станка. Позвоните нам сегодня или Запросите предложение . Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Мы гордимся тем, что являемся надежным партнером, на которого наши клиенты полагаются на протяжении многих лет. Наш опытный отдел продаж будет рад помочь вам с покупкой нового станка. Позвоните нам сегодня или Запросите предложение . Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Следите за нами в Twitter, Facebook, Youtube и Instagram.
ООО «Уорлдуайд Машин Тул».
Положения и условия: https://www.worldwidemachinetool.com/terms-conditions/
Модель инженерного токарного станка | Ассортимент токарных станков для модельеров
Токарные станки для моделирования
Ассортимент токарных станков для моделирования Warco. Мы поставляем токарные станки для инженеров-моделей уже четыре десятилетия, и мы понимаем, что инженеры-моделисты ожидают от нас — высочайшего уровня качества, спецификаций и послепродажного обслуживания по доступным ценам. Мы всегда по-прежнему впечатлены высоким качеством некоторых масштабных…
Мы всегда по-прежнему впечатлены высоким качеством некоторых масштабных…
Модельный ряд токарных станков Warco. Мы поставляем токарные станки для инженеров-моделей уже четыре десятилетия, и мы понимаем, что инженеры-моделисты ожидают от нас — высочайшего уровня качества, спецификаций и послепродажного обслуживания по доступным ценам. Мы всегда по-прежнему впечатлены качеством некоторых масштабных инженерных моделей, созданных с использованием машин Warco — нам нравится быть частью этого постоянно развивающегося хобби. От мини-токарного станка до WM 290V, в Warco есть машина для всех уровней моделирования. Каждый из них поставляется с полной гарантией, построен на века и с БЕСПЛАТНОЙ доставкой по материковой части Великобритании.
Подробнее
Сортировка по -цену: самая низкая первичная марш Токарный станок по металлу
955,90 €
Добавить в корзину
ВЕРНУТСЯ В НАЛИЧИЕ: 4900 (МЕТРИЧЕСКАЯ) — 07. 11.22 4901 (ИМПЕРАТОРСКАЯ) — 05.12.22 Наш лучший мини-токарный станок. Теперь со всеми стальными шестернями, большим 100-мм патроном и бесщеточным двигателем. Этот любительский металлообрабатывающий станок действительно рассчитан на долгую службу, обладая многими функциями и характеристиками гораздо более крупных станков. Расстояние между центрами 350 мм, цифровой тахометр и…
11.22 4901 (ИМПЕРАТОРСКАЯ) — 05.12.22 Наш лучший мини-токарный станок. Теперь со всеми стальными шестернями, большим 100-мм патроном и бесщеточным двигателем. Этот любительский металлообрабатывающий станок действительно рассчитан на долгую службу, обладая многими функциями и характеристиками гораздо более крупных станков. Расстояние между центрами 350 мм, цифровой тахометр и…
Токарный станок WM 240 с регулируемой скоростью
2 062,50 £
Добавить в корзину
ВОЗВРАЩЕНИЕ В НАЛИЧИЕ В СЕНТЯБРЕ 2022 г. Металл, с токарным станком Warco Очень высокое качество переменная скорость и встроенный тахометр. Высокоточный станок с мощным двигателем и большим набором дополнительных инструментов. Теперь с бесколлекторным двигателем.
Токарный станок WM 240B с ременным приводом
1 758,90 фунтов стерлингов
Высокопрочный станок с ременным приводом традиционной конструкции. Без компромиссов в отношении качества, популярный среди модельеров и домашних мастерских.
Без компромиссов в отношении качества, популярный среди модельеров и домашних мастерских.
Токарный станок WM 250 с регулируемой скоростью
2 359,50 фунтов стерлингов
Качественный компактный и доступный метрический токарный станок с переменной скоростью. Модернизированная спецификация, теперь с бесколлекторным двигателем.
WM 250V Токарный инверторный привод с переменной скоростью
2 744,50 фунтов стерлингов
ВЕРНУТЬСЯ В НАЛИЧИЕ: 1034DRO — БОЛЬШЕ НА СКЛАДЕ ДО 09.12.22 Теперь с инверторным приводом с двигателем переменного тока. Предлагая повышенную надежность, более тихую работу и гарантированную долгосрочную производительность. Токарный станок оснащен мощной поперечной подачей, высоким крутящим моментом во всех диапазонах скоростей и большим набором стандартного оборудования.
WM 280V Инверторный привод с переменной скоростью
3 294,50 £
Добавить в корзину
WM 280V с двигателем переменного тока. Благодаря совершенно новой системе инверторного привода для максимальной надежности и производительности. Очень хорошо сложенный, точный токарный станок по металлу с регулируемой скоростью. Со встроенной системой подачи питания, цифровым тахометром и большим набором стандартного оборудования.
Благодаря совершенно новой системе инверторного привода для максимальной надежности и производительности. Очень хорошо сложенный, точный токарный станок по металлу с регулируемой скоростью. Со встроенной системой подачи питания, цифровым тахометром и большим набором стандартного оборудования.
Инверторный привод токарного станка WM 290 В с регулируемой скоростью
4 394,50 фунтов стерлингов
Имеет встроенную систему подачи питания, цифровое считывание показаний, широкий спектр стандартного оборудования и дополнительную фрезерную насадку. С новой и улучшенной надежной системой двигателя переменного тока.
Токарный станок WM 180 с УЦИ
1 538,90 £
Добавить в корзину
Токарный станок с 2-осевой цифровой системой считывания. посмотрите, что можно сделать с WM180
Gh2230 Головка редуктора токарного станка
5 390,00 фунтов стерлингов
Новая версия.
