Мр 3 электроды характеристика: Электроды МР-3 – технические характеристики
Содержание
характеристика, где применяются, плюсы и минусы, особенности
Время на чтение: 2 мин
1532
Простейший способ сваривания металлов— электродуговая сварка.
Особым достоинством , есть существования разных видов электродов для проведения работ по сварке. Однако, это и большой минус, поскольку это создает сложность выбора для начинающих.
Какую модель применять тем, кто только начал интересоваться основами сварки?
Наша рекомендация— электроды МР-3. Модель МР-3 предназначена , для реализации простых работ.
Прочитав эту статью, у вас больше не возникнет вопросов про эту марку сварочных стержней.
Содержание статьиПоказать
- Технические характеристики
- Применение
- Заключение
Технические характеристики
Тип электродов- Э46. Данные изделия подходят при сварке углеродистых, конструкционных и низколегированных сталей. Производятся согласно с ГОСТами No9466-75 и No9467-75.
Данные изделия подходят при сварке углеродистых, конструкционных и низколегированных сталей. Производятся согласно с ГОСТами No9466-75 и No9467-75.
Наименьший предел текучести свариваемого метала не должен превышать 36кг/мм2
Для изготовления этих стержней, используется стальная присадочная проволока Св-08, диаметром 3-6 мм. Самая распространенная имеет диаметр 3 мм.
За счет рутилового покрытия обеспечивается стабильность горения дуги. В каждой упаковке 80 штук.
Для хранения модели МР-3 используется герметичный футляр, температура хранения не должна быть ниже чем +15 градусов по Цельсию, так же нужно следить за влажностью и перепадом температур.
При нарушении одного из пунктов хранения, стержни следует поместить в электропечь, температура в которой не должна превышать 180 градусов по Цельсию.
Достоинства этой модификации:
- Скоростное возбуждение дуги и стабильное горение
- Наличие рутилового покрытия, с помощью которого, свариваемый металл не разбрызгивается
- Легкость в удалении шлака после сварки
- Несложное зажигание после принужденного затухания
Применение
Сварочный аппарат и электроды МР-3 работают в паре. Сварка возможна двумя видами тока, как на постоянном так и на переменном. При постоянном токе требуется установка обратной полярности.
Сварка возможна двумя видами тока, как на постоянном так и на переменном. При постоянном токе требуется установка обратной полярности.
Диаметр стержня прямо пропорционален от значения сварочного тока.
При работе с электродами 3 мм с условием варки в вертикальном положении можно установить от 90 до 110А. Потолочном-от 100-120А, нижнем- от 100 до 140А.
Если выбор пал на моедли 4 мм, сварка в вертикальном положении при силе токе от 140 до 180А. Потолочном положении от 140А до 180, нижнем положении— от 160 до 220А.
С изделиями диаметром 5мм следует работать только в нижнем и вертикальном положении. В вертикальном положении установите силу тока от 160 до 220А, в нижнем положении -от 180 до 260А
Модели диаметром 6мм и больше годятся только для сварки при нижнем положении при силе тока от 300 до 360А.
При сварке нужно следить за расходом. Средний показатель расхода-за час плавки электродов при диаметре не выше 4 мм должно выйти до 1,6 кг.
Заключение
Электроды модели МР-3 — выбор как для умелых сварщиков, так и для новичков.
Модель МР-3, подходит, для реализации простых работ, проста в использовании . Также упрощает работу имея большой выбор диаметров.
Большим плюсом марки МР-3, есть доступная стоимость и варка различных видов стали
При выборе электродов, советуем смотреть на качество и условия хранения товара. Не смотрите только на цену, ведь самое дорогое — не всегда лучшее, советуем покупать электроды у которых много положительных отзывов.
Надеемся статья была для вас полезной!
3 | Омский электродный завод
|
Тип Э46 |
Э46-МР-3-Ø-УД Е 43 1 (3)-РБ21 |
ГОСТ 9466-75 ГОСТ 9467-75 |
Основное назначение
Электроды марки МР-3 предназначены для ручной дуговой сварки конструкций из углеродистых сталей с временным сопротивлением разрыву до 490 МПа и содержанием углерода до 0,25%.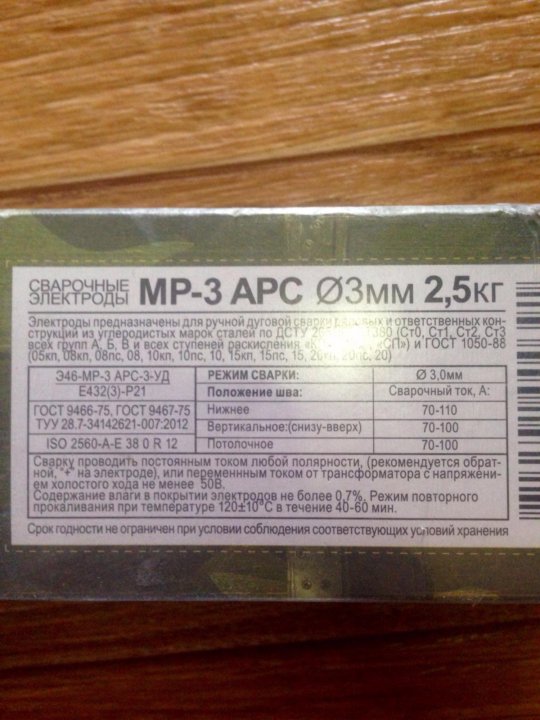 Сварка во всех пространственных положениях, кроме вертикального сверху вниз, на постоянном токе любой полярности и переменном токе.
Сварка во всех пространственных положениях, кроме вертикального сверху вниз, на постоянном токе любой полярности и переменном токе.
Рекомендуемое значение тока (А)
|
Диаметр электрода, мм |
Положение шва | ||
|
нижнее |
вертикальное |
потолочное | |
|
2,0 |
50-75 |
55-70 |
50-65 |
|
2,5 |
70-90 |
60-85 |
60-80 |
|
3,0 |
80-110 |
70-100 |
70-100 |
|
4,0 |
120-160 |
100-140 |
100-140 |
|
5,0 |
170-200 |
160-190 |
- |
|
6,0 |
220-260 |
— |
- |
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
|
Временное сопротивление разрыву, МПа |
451 |
|
Относительное удлинение, % |
18 |
|
Ударная вязкость, Дж/см2 |
80 |
Химический состав наплавленного металла, %
|
Углерод |
0,08-0,11 |
|
Кремний |
0,07-0,35 |
|
Марганец |
0,50-0,80 |
|
Сера, не более |
0,040 |
|
Фосфор, не более |
0,045 |
Характеристики плавления электродов
Коэффициент наплавки, г/Ач — 8,5
Расход электродов на 1 кг наплавленного металла, кг — 1,7
Технологические особенности сварки.
Сварку производят короткой или средней дугой.
Сверхскоростное псевдоемкостное накопление энергии в двумерных карбидах переходных металлов
%PDF-1.4
%
1 0 объект
>
эндообъект
9 0 объект
/Заголовок
/Предмет
/Автор
/Режиссер
/CreationDate (D:20221106064814-00’00’)
/Ключевые слова ()
/ModDate (D:20190205113724+01’00’)
>>
эндообъект
2 0 объект
>
эндообъект
3 0 объект
>
эндообъект
4 0 объект
>
эндообъект
5 0 объект
>
эндообъект
6 0 объект
>
ручей
PDFCreator 2.1.2.02019-02-05T11:37:24+01:002019-02-01T14:56:50+01:00PDFCreator 2.1.2.02019-02-05T11:37:24+01:00uuid:b8c6b476-2884-11e9-0000-f435e336b407uuid:f7b79d93-52e1-4bc3-9182-c2ff050eeabaapplication/pdf
 и Симон, Патрис и Гогоци Юрий
и Симон, Патрис и Гогоци Юрийконечный поток
эндообъект
7 0 объект
>
эндообъект
8 0 объект
>
эндообъект
10 0 объект
>
эндообъект
11 0 объект
>
эндообъект
12 0 объект
>
эндообъект
13 0 объект
>
эндообъект
14 0 объект
>
эндообъект
15 0 объект
>
эндообъект
16 0 объект
>
эндообъект
17 0 объект
>
эндообъект
18 0 объект
>
эндообъект
190 объект
>
эндообъект
20 0 объект
>
эндообъект
21 0 объект
>
эндообъект
22 0 объект
>
эндообъект
23 0 объект
>
/ProcSet [/PDF /Text /ImageC /ImageB /ImageI]
>>
эндообъект
24 0 объект
>
ручей
xڝY͎6)J~, ȡhhoέalzS_HJǙb`Ē%H}4OaʩKtyzj?>M>ɇCNiξL9_r’xNBCҗ\. ΥU~;u.?~~~zE攐eMZ%y»IJ:og».NVh|6
ΥU~;u.?~~~zE攐eMZ%y»IJ:og».NVh|6
,
$8A6|т
да?%!&⊯8ǘ
SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по тематике
- Биомедицинские и медико-биологические науки.
- Бизнес и экономика
- Химия и материаловедение.
- Информатика. и общ.
- Науки о Земле и окружающей среде.
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные науки. и гуманитарные науки
Журналы по тематике
- Биомедицина и науки о жизни
- Бизнес и экономика
- Химия и материаловедение
- Информатика и связь
- Науки о Земле и окружающей среде
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные и гуманитарные науки
Публикация у нас
- Подача статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Публикуйте у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
| Недавно опубликованные статьи |
| Недавно опубликованные статьи |
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp.  |