Мр 71 станок: Фрезерно центровальный станок мр 71 характеристики
Содержание
Фрезерно-центровальный станок 2Г942, МР 71М, FZWD 160
| Наименование параметра | 2Г942 | МР-71М | МР-73М | МР-75М |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | 200..500 | 500..1250 | 500..2250 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 | 25..125 | 25..125 | 25..125 |
| Наибольшее усилие зажима детали, Н | 25500 | |||
| Высота центров над станиной, мм | 315 | 315 | 315 | |
| Высота центров над полом, мм | 1040 | 1040 | 1040 | |
| Сверлильные головки | ||||
| Наибольший поперечный общий ход, мм | 220 | 220 | 220 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125. .712 .712 | 125..712 | 125..712 | 125..712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20..2000 | 20..400 | 20..400 | 20..400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | 90..160 | 90..160 | 90..160 |
| Ускоренный ход продольный, м/мин | 6,0 | |||
| Ускоренный ход поперечный, м/мин | 4,5 | |||
| Диаметр и конус отверстия под фрезу | Ø 69,85 7:24 | |||
| Наибольший диаметр фрезерования, мм | 150 | |||
| Сверлильные головки | ||||
| Ход пиноли сверлильного шпинделя, мм | 100 | |||
| Наибольший поперечный общий ход, мм | 75 | 75 | 75 | |
| Количество скоростей сверлильного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290. .2300 .2300 | 238..1125 | 238..1125 | 238..1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20..2000 | 20..300 | 20..300 | 20..300 |
| Пределы диаметров устанавливаемых центровок, мм | 3,15..10,12 | 3 х 12 6 х 22 | 3 х 12 6 х 22 | 3 х 12 6 х 22 |
| Диаметр отверстия под сверло, мм | 50 | 50 | 50 | |
| Наибольший диаметр сверления, мм | 16 | |||
| Электрооборудование. Привод | ||||
| Питающая электросеть, В | 380±38 | 380±38 | 380±38 | 380±38 |
| Количество электродвигателей на станке | 8 | 6 | 6 | 6 |
| Электродвигатель привода фрезерных головок, кВт (об/мин) | 11 х 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Электродвигатель привода сверлильных головок, кВт (об/мин) | 4 х 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Электродвигатель привода гидронасоса, кВт (об/мин) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Электродвигатель привода станции смазки, кВт (об/мин) | 0,08 | — | — | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель транспортера стружки, кВт (об/мин) | 0,55 | — | — | — |
| Суммарная мощность установленных электродвигателей, кВт | 36,28 | 31,62 | 31,62 | 31,62 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 3970.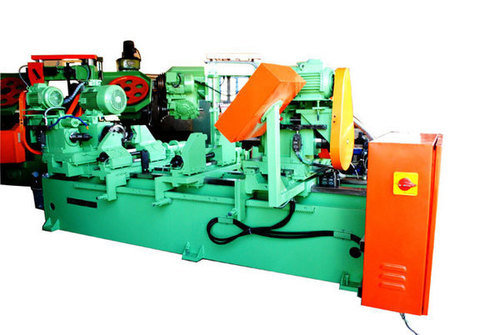 ..5470 х 1750 х 2000 ..5470 х 1750 х 2000 | 3140 х 3790 х 4825 | 3790 х 1630 х 1740 | 4825 х 1630 х 1740 |
| Масса станка, кг | 6500 | 6100 | 6700 | 7800 |
2Г942 станок фрезерно-центровально-обточной полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе центровального обточного станка 2Г942
Производителем центровального обточного станков 2Г942 является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
Станки, выпускаемые Костромским заводом автоматических линий КЗАЛ
- 2Г942 — станок фрезерно-центровальный полуавтомат Ø 160 х 1000
- МР-71М — станок фрезерно-центровально-обточной полуавтомат Ø 125 х 500
2Г942 станок фрезерно-центровально-обточной полуавтомат.
 Назначение и область применения
Назначение и область применения
Станок 2Г942 заменил в производстве модель МР-71М и был снят с производства в 1988 году без замены.
фрезерно-центровально-обточной полуавтомат 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате 2Г942:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровального станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке 2Г942 за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.
 00 — 100-1000
00 — 100-1000 - 2Г942.08 — 100-2000
Краткая справка
ГОСТ 9886-73. Станки-полуавтоматы горизонтальные двусторонние для обработки торцов и центрирования. Основные размеры
Semi-automatic horisontal two-sided machine-tools for face-milling and centring. Basic dimensions
Дата введения 1975-01-01
Станок-полуавтомат для обработки торцов и центрирования
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
- Наибольший диаметр устанавливаемого изделия между тисками (D), мм: 125, 250, 500
- Наибольший диаметр устанавливаемого изделия между тисками (D1), мм: 50, 100, 200
- Наибольшая длина устанавливаемого изделия (L), мм: 500, 1000, 2000
- Наибольший диаметр режущих кромок устанавливаемых резцовых головок (D2), не менее, мм: 32, 80, —
- Наибольший диаметр устанавливаемой фрезы (D3), не менее, мм: 63, 125, 250
- Наибольший номинальный диаметр устанавливаемого комбинированного центровочного инструмента (d), мм: 5, 10, 16
- Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя, мм: 40, 40/50, 50
- Конец фрезерного шпинделя по ГОСТ 24644-81: 40, 50
Краткая информация о станках-полуавтоматах для обработки торцов и центрирования
Для предварительной обработки заготовок типа осей и валов — чистового и чернового фрезерования торцов, обтачивания, а также обработки центровых отверстий в них предприятие КЗАЛ (Костромской завод автоматических линий) выпускал станки МР-71, МР-71М, МР-73, МР-75, МР-76АМ, МР-76М, МР-176, МР-77, МР-78.
Базовая модель серии МР полуавтомат МР-71 был запущен в серию в начале 70-х. Он выполнял долько две операции — фрезерование и сверление торцов.
Станки МР-73 и МР-75 по своим техническим характеристикам и конструкции идентичны МР-71. Но они могут обрабатывать более длинные заготовки с большим диаметром.
Барабанные полуавтоматы МР-76 (М и АМ) располагают двумя либо одним барабаном (трехпозиционным), которые оснащаются специальными тисками, позволяющими фиксировать изделие на каждой из трех позиций. Зажим заготовки производится при помощи ключей.
Станки МР-78 и МР-77 дают возможность дополнительно выполнять операцию глубокого сверления.
Полуавтомат МР-179 в дополнение к фрезерованию и зацентровке способен выполнять следующие операции:
- подрезку фасок на торцах;
- растачивание отверстий;
- внешнее обтачивание заготовки.
Его разновидностью является станок МР-179Ф4, который эксплуатируется исключительно в составе автоматизированных линий.
Относительно более современные модели — 2Г942.00, 2Г942.10, 2Г942.04, 2Г942.14, 2Г942.08 2Г942.
Станки предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтоматах:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
- обточка шеек и снятие фасок на концах валов
Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Приводы подач сверлильных и фрезерных шпинделей и зажима деталей, а также упоры заготовок гидравлические.
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек производится за одну установку обрабатываемой детали, что обеспечивает высокую точность баз для дальнейшей обработки. При этом обработка торцов является окончательной.
При этом обработка торцов является окончательной.
Габарит рабочего пространства фрезерно-центровально-обточного станка 2г942
Габаритные размеры рабочего пространства станка 2г942
Посадочные и присоединительные базы фрезерно-центровально-обточного станка 2г942
Габаритные размеры рабочего пространства станка 2г942
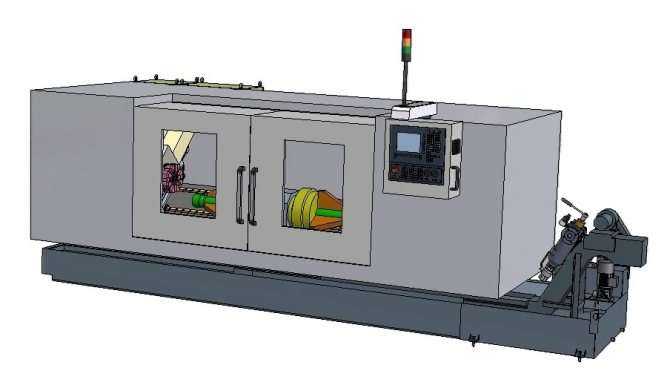
Общий вид сверлильного центровального станка 2Г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Фото фрезерно-центровально-обточного станка 2г942
Пульт управления фрезерно-центровальным станком 2г942
Габаритный план фрезерно-центровально-обточного станка 2г942
фрезерно-центровально-обточного станка 2г942
Чертеж фундамента фрезерно-центровально-обточного станка 2Г942
Чертеж фундамента фрезерно-центровально-обточного станка 2Г942
Читайте также: Заводы производители металлорежущих станков в России
МР-71м станок фрезерно-центровальный.
 Видеоролик.
Видеоролик.
Технические характеристики фрезерно-центровально-обточного станка 2Г942
| Наименование параметра | 2Г942 | МР-71М | МР-73М | МР-75М |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | 200..500 | 500..1250 | 500. .2250 .2250 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20..160 | 25..125 | 25..125 | 25..125 |
| Наибольшее усилие зажима детали, Н | 25500 | |||
| Высота центров над станиной, мм | 315 | 315 | 315 | |
| Высота центров над полом, мм | 1040 | 1040 | 1040 | |
| Сверлильные головки | ||||
| Наибольший поперечный общий ход, мм | 220 | 220 | 220 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 | 125..712 | 125..712 | 125..712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20. .2000 .2000 | 20..400 | 20..400 | 20..400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | 90..160 | 90..160 | 90..160 |
| Ускоренный ход продольный, м/мин | 6,0 | |||
| Ускоренный ход поперечный, м/мин | 4,5 | |||
| Диаметр и конус отверстия под фрезу | Ø 69,85 7:24 | |||
| Наибольший диаметр фрезерования, мм | 150 | |||
| Сверлильные головки | ||||
| Ход пиноли сверлильного шпинделя, мм | 100 | |||
| Наибольший поперечный общий ход, мм | 75 | 75 | 75 | |
| Количество скоростей сверлильного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290. .2300 .2300 | 238..1125 | 238..1125 | 238..1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20..2000 | 20..300 | 20..300 | 20..300 |
| Пределы диаметров устанавливаемых центровок, мм | 3,15..10,12 | 3 х 12 6 х 22 | 3 х 12 6 х 22 | 3 х 12 6 х 22 |
| Диаметр отверстия под сверло, мм | 50 | 50 | 50 | |
| Наибольший диаметр сверления, мм | 16 | |||
| Электрооборудование. Привод | ||||
| Питающая электросеть, В | 380±38 | 380±38 | 380±38 | 380±38 |
| Количество электродвигателей на станке | 8 | 6 | 6 | 6 |
| Электродвигатель привода фрезерных головок, кВт (об/мин) | 11 х 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Электродвигатель привода сверлильных головок, кВт (об/мин) | 4 х 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Электродвигатель привода гидронасоса, кВт (об/мин) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Электродвигатель привода станции смазки, кВт (об/мин) | 0,08 | — | — | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель транспортера стружки, кВт (об/мин) | 0,55 | — | — | — |
| Суммарная мощность установленных электродвигателей, кВт | 36,28 | 31,62 | 31,62 | 31,62 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 3970.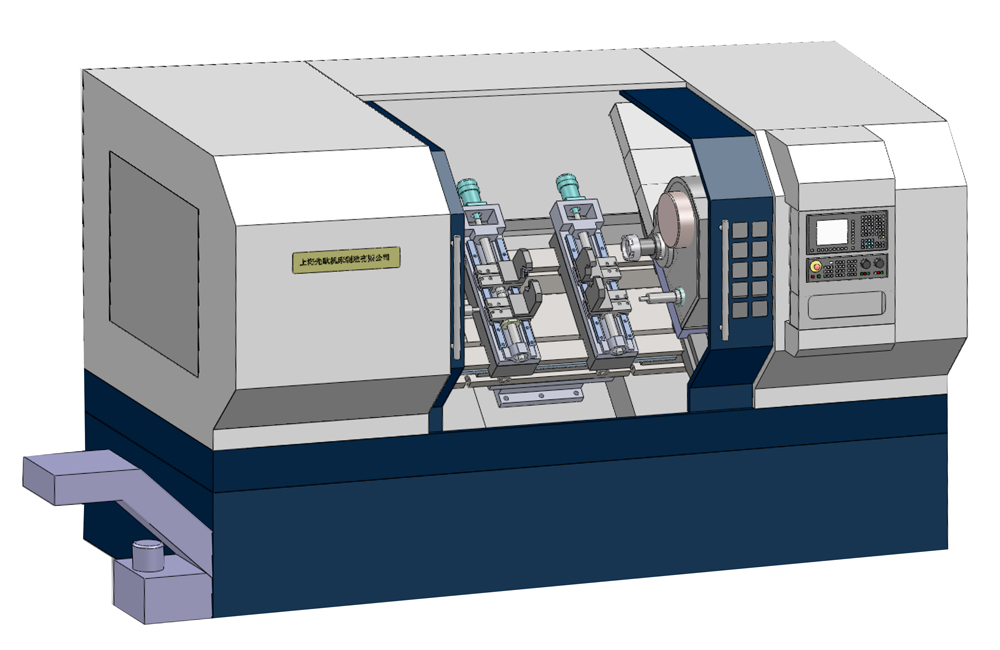 ..5470 х 1750 х 2000 ..5470 х 1750 х 2000 | 3140 х 3790 х 4825 | 3790 х 1630 х 1740 | 4825 х 1630 х 1740 |
| Масса станка, кг | 6500 | 6100 | 6700 | 7800 |
Связанные ссылки. Дополнительная информация
Подержанные тюнеры Mcintosh MR71 на продажу
Сохраняйте поиск Hi-Fi в своем профиле hifishark.com, чтобы легко повторить его и даже иметь дополнительную почту
при обнаружении новых объявлений
- На продажу (17)
- Продано/Просрочено
- Фильтры
- Сетка
- Список
Результат поиска содержит партнерские ссылки на партнеров Hifishark. Используйте эти ссылки, чтобы сделать небольшое пожертвование Hifishark при покупке!
Фильтр по
Все регионы
Все страны
Все сайты
Диапазон цен
—
Цены в
Исходная валюта
Заказ по
Релевантность, высокая перваяРелевантность, низкая перваяЦена, высокая перваяЦена, низкая перваяПервый просмотр, новый первыйПервый просмотр, старый первыйПродукт, a-zПродукт, z-aSite, a-zSite, z-aProximity, ближайший первыйProximity, самый дальний первый
Продукт
Сайт
Цена
Перечисленный
eBay Кляйнанцайген
Руководство пользователя McIntosh Tuner MR 71
eBay Кляйнанцайген
35 €
28 ноября 2022 г.
Магазин аудиотехники в США
Макинтош MR71
Аудиомаркет США
4000 долларов
26 ноября 2022 г.
Den Blå Avis
Mcintosh mr70, бог, mcintosh mr71 high-end тюнер из omkring 1965 года. og monteret med nye siemens nos rør overalt. den er i meget fin stand og fuldstændig original.. 110v. инген байтт. скамбуд besvares ikke.
Den Blå Avis
3995 датских крон
26 ноября 2022 г.
Аудиогон
McIntosh MR 71 Тюнер
Аудиогон
700 долларов
7%
20 ноября 2022 г.
Магазин аудиотехники в США
Ранний шкаф для оборудования McIntosh Panlok от C-22, MX-110, MR-71
Аудиомаркет США
350 долларов
19 ноября 2022 г.
Магазин аудиотехники в США
McIntosh MR-71 Тюнер Обслужен 9 ноябряРядом с Монетным двором! 60-дневная рассрочка снижена на 12/5
Аудиомаркет США
1650 долларов
23%
17 ноября 2022 г.
eBay Кляйнанцайген
McIntosh L52 Шкаф из орехового дерева для Vorstufe C22 или MR71 и MX110
eBay Кляйнанцайген
395 €
3 ноября 2022 г.
eBay Кляйнанцайген
McIntosh MR-71 Tube FM стерео тюнер
eBay Кляйнанцайген
569 €
40%
3 ноября 2022 г.
Субито
Клапан синтонизатора Mcintosh MR 71
Субито
1000 евро
21 октября 2022 г.
Магазин аудиотехники в США
Винтажный стерео FM-тюнер McIntosh MR71
Аудиомаркет США
2749 долларов
26 сент. 2022 г.
Магазин аудиотехники в США
Тюнер Mcintosh MR71, обслуживаемый Терри ДеВиком
Аудиомаркет США
1000 долларов
30 августа 2022 г.
Реверберация
Ремонтный комплект McIntosh MR71, ремонт конденсатора фильтра, ремонт, ремонт, ремонт
$95
18 августа 2022 г.
Реверберация
Лампы McIntosh MR71 лампы фары
29 долларов
16 августа 2022 г.
Магазин аудиотехники в США
Макинтош MR71
Аудиомаркет США
1499 долларов
6%
10 августа 2022 г.
Магазин аудиотехники в США
McIntosh MR71 Vintage FM Stereo Tuner и изготовленный на заказ деревянный футляр
Аудиомаркет США
800 долларов
13 января 2022 г.
Высококачественная стереосистема
Mcintosh MR71 трубчатый
Высокопроизводительное стерео
1300 долларов
30%
13 сент. 2021 г.
Den Blå Avis
Mcintosh, 2 sæt «panloc» monteringsbeslag. kan bruges til: mr67 — mr71 -mx110 — c22 — c24 — mc2505 (кан отправляет и dk за +70 крон). вх питер
Den Blå Avis
600 датских крон
30 мая 2019 г.
понравилось» aria-hidden=»true»>fa-heartfa-heart-o» aria-hidden=»true»>
Аукционная ставка
0) { %>updown» title=»Первоначально указано для «>
%
—
Тюнер McIntosh MR71, очищенный, протестированный, настройка FM Super
Весь мир
Доставка
Макинтош
Тюнер MR71 Super Clean, очищенный, протестированный, настройка FM
Серийный номер
Номер: 50B76
Объявленный
как лучший ламповый тюнер McIntosh и не без оснований. я вижу много
Тюнеры очень чистые, MR71 — мой любимый ламповый тюнер.
иметь один себе и слушать его каждый день. Вам было бы тяжело
чтобы найти более чистый, который работает это хорошо. Спасибо ! я профессионал
упаковщик, и я безопасно доставлю его в любую точку планеты.
СОСТОЯНИЕ :
Это просто отличное решение Plug and Play. Шасси очень чистое, на самом деле никаких тяжелых следов
говорить о. Передняя часть яркая и чистая, на ней нет реальных признаков износа.
или отмечает, что это потрясающе выглядящий тюнер. Я бы всегда советовал всем Vintage Gear иметь под рукой местного специалиста для обслуживания, им более 50 лет, и, как и спортивные автомобили, они время от времени нуждаются в настройке и обслуживании.
ЗНАЧЕНИЕ :
Эти тюнеры сейчас торгуются на сумму более 1000 долларов США, они пользуются спросом и нравятся
Золото ничего не делает, только растет в цене.
ДОСТАВКА :
Мы гордимся нашей доставкой, мы проводим полевые и стендовые испытания
каждый стерео тщательно в последний раз перед отправкой, мы двойная коробка
в новых HD-боксах, изготовленных по индивидуальному заказу, они подвешены друг в друге на воздушной подвеске.
и приехать целым. Мы отправляем их, чтобы вы получили их так, как мы хотим
чтобы получить их.
Мы
отправляйте только на адрес, с которого пришел платеж Paypal (нет
исключения )Все
покупатели платят свой собственный налог в свои страны, не просите нас изменить
Ценности, мы являемся честным грузоотправителем и полностью обеспечиваем соответствие товаров
их стоимость продажи.Нет
Доставка через третью сторону, мы отправляем только лицу, указанному как он
Покупатель
Мы
являемся небольшим музыкальным магазином из кирпича и раствора, мы гордимся тем, что
заслужив уважение и доверие нашего клиента. Мы специализируемся на
безопасная надежная доставка по всему миру, спасибо за внимание к нашему
Предметы. «Мы всегда проводим окончательную проверку и
перед отправкой». Нужно что-нибудь, просто спросите. Вы можете написать нам напрямую
на нашем веб-сайте:
Пожалуйста
лайкните нас на «Face Book»
| Внесен в список | 4 года назад |
| Состояние | Отличное (Б/у) Отличные предметы почти полностью свободны от визуальных дефектов и других дефектов максимальная осторожность.  |