Шлифовка листа нержавеющего: Шлифовка листа нержавеющего до зеркального блеска
Содержание
Шлифовка листовой нержавеющей стали
- Минимальные цены
- Металлообработка
- Вопрос & ответ
Преимущества шлифованной стали
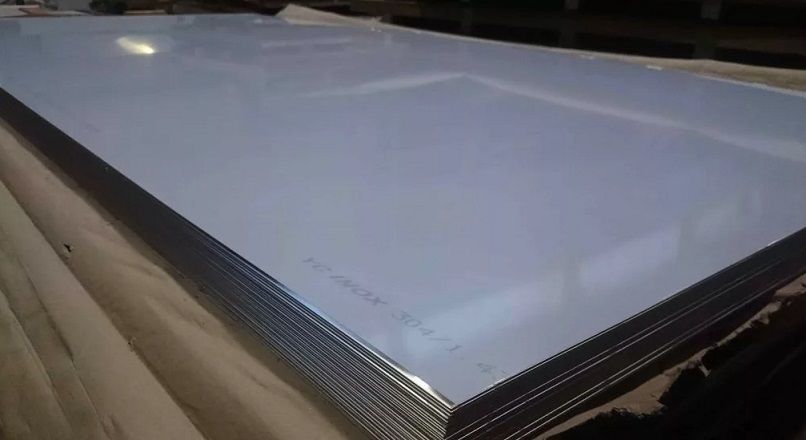
Широкое применение при производстве разнообразной бытовой техники, облицовки отдельных элементов зданий и сооружений, а также при оформлении дизайна интерьеров получил лист нержавеющий шлифованный. Он имеет отличные декоративные характеристики и привлекательный внешний вид, наряду со значительным периодом эксплуатации, потому что выполнен он из коррозионно-стойких марок сталей.
Процесс шлифовки нержавеющих листов
Шлифовка нержавеющего листа может осуществляться в ручном режиме (брусок, наждачная бумага), с использованием ручного электроинструмента (шлифовальные машины), а в промышленных масштабах – на специализированных станках или линиях шлифовки, на которых можно получить матовую, шлифованную или зеркальную поверхность.
Шлифовка (шлифование) вид механической обработки поверхности твердого материала с помощью соответствующих абразивных материалов, целью которой является получение на поверхности заданных значений шероховатости. Шлифованию может подвергаться одна либо обе стороны листа из нержавейки.
Шлифованию может подвергаться одна либо обе стороны листа из нержавейки.
По видам температурных режимов данного процесса шлифование подразделяется на горячее и холодное. Кроме того, технологический процесс шлифования листа из нержавеющей стали можно разделить на начальную, промежуточную и финальную стадию, которые характеризуются размером зерна абразивных частиц.
Получение зеркальной поверхности
После финальной стадии получается лист нержавеющий зеркальный. Также зеркальную поверхность листа можно получить полированием ранее отшлифованной поверхности. На стартовой или начальной стадии с поверхности листа удаляются разнообразные дефекты, полученные во время его производства, транспортирования или эксплуатации (мелкие выступы, заусеницы, царапины и т.п.). На промежуточной и финальной стадиях постепенно уменьшается размер зерна абразивного инструмента, с целью снижения значений шероховатости поверхности и придания необходимого качества его поверхности. Для получения равномерной шероховатости на шлифовальных линиях необходимо обеспечить натяжения листа, чтобы исключить его провисание.
Для получения равномерной шероховатости на шлифовальных линиях необходимо обеспечить натяжения листа, чтобы исключить его провисание.
Кроме производства бытовой техники и отделочных работ, из листа может изготавливаться труба электросварная, уголок из нержавеющей стали и другие фасонные профили.
Еще металл по минимальным ценам
Полоса AISI 304 нержавеющая
Минимальные цены
Открыть
Труба нержавеющая квадратная AISI 304
Минимальные цены
Открыть
Уголок нержавеющий AISI 304 (08Х18Н10)
Минимальные цены
Открыть
Электроды ОЗЛ-9А нержавеющие
Минимальные цены
Открыть
ШЛИФОВКА ЛИСТА НЕРЖАВЕЮЩЕГО | ТРАСТ МЕТАЛЛ
Листы из нержавейки и шлифованные трубы пользуются большим спросом в сфере строительства и в проектах по декорированию экстерьеров и интерьеров, включая производство рекламных и информационных модулей для наружного использования.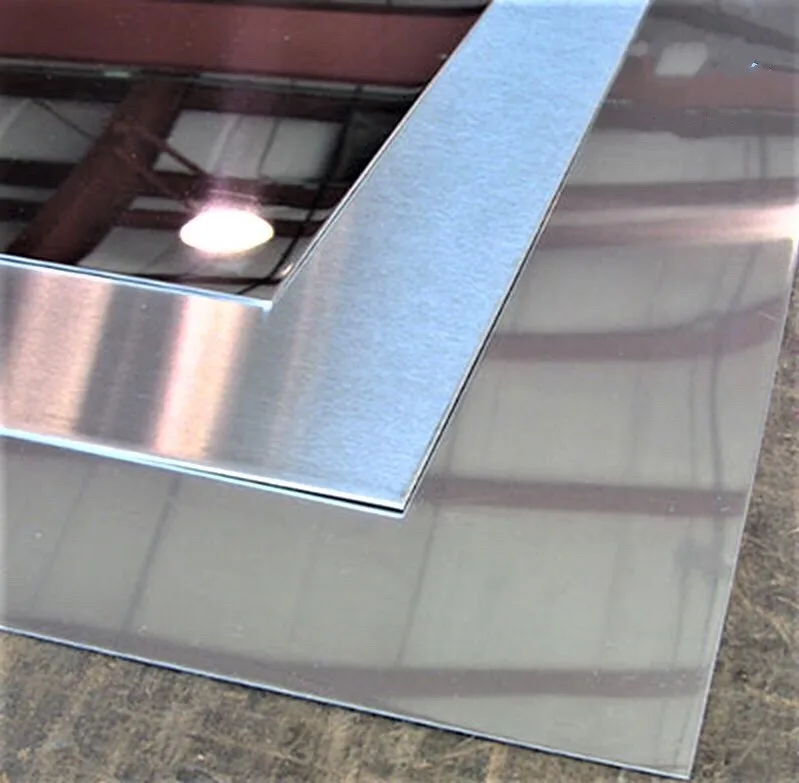 Мы предлагаем услуги по шлифованию изделий из нержавеющей стали и других видов металла. В процессе шлифовки нержавейки удаляются любые крупные механические дефекты, которые образовались при прокате и выплавке на станке – мелкие выступы, каверны, заусеницы, царапины. Высокотехнологичная обработка поверхностей изделий из нержавеющей стали позволяет выпускать первоклассную продукцию, отличающуюся не только привлекательным внешним видом, но и высокими потребительскими характеристиками. Для конечной обработки изделий из нержавеющей стали рекомендуется использование абразивных материалов на полотняной основе, отличающиеся высокой степенью адгезии.
Мы предлагаем услуги по шлифованию изделий из нержавеющей стали и других видов металла. В процессе шлифовки нержавейки удаляются любые крупные механические дефекты, которые образовались при прокате и выплавке на станке – мелкие выступы, каверны, заусеницы, царапины. Высокотехнологичная обработка поверхностей изделий из нержавеющей стали позволяет выпускать первоклассную продукцию, отличающуюся не только привлекательным внешним видом, но и высокими потребительскими характеристиками. Для конечной обработки изделий из нержавеющей стали рекомендуется использование абразивных материалов на полотняной основе, отличающиеся высокой степенью адгезии.
Мы предлагаем все виды шлифовальных работ на современных высокотехнологичных станках – от самой простой шлифовки металла до самых сложных и нестандартных задач. Благодаря наличию собственной производственной базы и высокотехнологичного оборудования мы гарантируем оперативность и высокое качество исполнения предлагаемых работ. В зависимости от степени твердости материала для его шлифования могут использоваться различные абразивы естественного или искусственного происхождения. Полировка металла необходима для окончательного выравнивания поверхности и придания ей блеска. С уменьшением размера зерна абразивной ленты на последующих проходах осуществляется более тонкая механическая обработка, обеспечивающая необходимое качество материала.
Полировка металла необходима для окончательного выравнивания поверхности и придания ей блеска. С уменьшением размера зерна абразивной ленты на последующих проходах осуществляется более тонкая механическая обработка, обеспечивающая необходимое качество материала.
Шлифовка листа нержавеющего
Шлифование нержавейки выполняется на специальных станках или линиях, предоставляя возможность изготавливать матовый или зеркальный ассортимент металлопроката. Процесс шлифовки металлов (нержавейки) Мы подвергаем шлифовке следующие типы нержавейки. Шлифовка металла нержавейки. Шлифование является завершающим процессом обработки металла. Выполняется с помощью соприкосновения обрабатываемой поверхностью металла с абразивным элементом с последующим снятием сверхтонкого слоя.
Смотрите также
НЕРЖАВЕЮЩИЙ ЛИСТ МЕТАЛЛА
Лист нержавеющий зеркальный. Листы из стойких к коррозии марок стали могут быть как с содержанием никеля, так и без него. Листы зеркальные, шлифованные,…
ЛИСТ НЕРЖАВЕЮЩАЯ
Данная продукция востребована не только в промышленности, но и в гражданском строительстве.
 Он производится в соответствии с ГОСТ 7350-77 и бывает как…
Он производится в соответствии с ГОСТ 7350-77 и бывает как…ДЕКОРАТИВНЫЙ НЕРЖАВЕЮЩИЙ ЛИСТ INOX COLOR
Лист нержавеющий из цветных металлов относится к основному типу плоского металлопроката из нержавейки. Помимо различия в способах прокатки, лист…
ДЕКОРАТИВНЫЙ НЕРЖАВЕЮЩИЙ ЛИСТ
Наша группа. Может иметь как техническую, так и декоративную поверхность, покрытую защитной пленкой. Лицевая поверхность листа имеет четко выраженный…
ЛИСТ НЕРЖАВЕЮЩИЙ ДЕКОРАТИВНЫЙ AISI 304 DECO 1
Разные объекты . Расширяйте свой ассортимент. В зависимости от требуемых функций на объекте, где будет использовать декоративный лист DECO 1 (изморозь) ,…
Дорожная карта для шлифовки и чистовой обработки нержавеющей стали
Для обеспечения надлежащей пассивации техник электрохимически зачищает продольный сварной шов в сортовом прокате из нержавеющей стали. Изображения предоставлены Walter Surface Technologies
Представьте себе, что производитель заключает контракт на изготовление критической нержавеющей стали. Листовой металл и трубчатые секции проходят через резку, гибку и сварку, а затем попадают на чистовую станцию. Деталь состоит из пластины, приваренной вертикально к трубе. Сварной шов выглядит нормально, но это не то совершенство, которое ищет покупатель. Таким образом, шлифовщик тратит время на удаление большего количества металла сварного шва, чем обычно. Затем, увы, на поверхности появляется заметное посинение — явный признак чрезмерного подвода тепла. В данном случае это означает, что деталь не будет соответствовать требованиям заказчика.
Листовой металл и трубчатые секции проходят через резку, гибку и сварку, а затем попадают на чистовую станцию. Деталь состоит из пластины, приваренной вертикально к трубе. Сварной шов выглядит нормально, но это не то совершенство, которое ищет покупатель. Таким образом, шлифовщик тратит время на удаление большего количества металла сварного шва, чем обычно. Затем, увы, на поверхности появляется заметное посинение — явный признак чрезмерного подвода тепла. В данном случае это означает, что деталь не будет соответствовать требованиям заказчика.
Шлифовка и отделка, которые обычно выполняются вручную, требуют ловкости и ловкости. Ошибки в чистовой обработке могут быть чрезвычайно дорогими, учитывая всю ценность, которая уже вложена в заготовку. Добавьте дорогой термочувствительный материал, такой как нержавеющая сталь, и затраты на доработку и лом возрастут еще больше. Добавьте такие осложнения, как загрязнение и сбой пассивации, и когда-то прибыльная работа с нержавеющей сталью может стать убыточной и даже репутационной авантюрой.
Как производители могут предотвратить все это? Они могут начать с получения знаний о шлифовке и чистовой обработке, о том, какую роль каждый из них играет и как каждый из них влияет на заготовку из нержавеющей стали.
Шлифовка и чистовая обработка
Это не синонимы. На самом деле у каждого принципиально разные цели. При шлифовке удаляются такие материалы, как заусенцы и лишний металл сварного шва, а чистовая обработка придает поверхности металла шероховатость. Путаница понятна, если учесть, что при шлифовке крупнозернистым кругом быстро удаляется много металла, оставляя при этом очень глубокие царапины. Но при шлифовке царапины — это лишь последствие; целью является быстрое удаление материала, особенно при работе с термочувствительным металлом, таким как нержавеющая сталь.
Финишная обработка выполняется поэтапно: оператор начинает с более крупной зернистости и переходит к более мелкозернистым шлифовальным дискам, нетканому абразиву и, возможно, войлочной ткани и полировочной пасте для достижения зеркального блеска. Цель состоит в том, чтобы добиться определенной окончательной отделки (рисунка царапин). И каждый шаг (более мелкая зернистость) удаляет более глубокие царапины с предыдущего шага и заменяет их меньшими царапинами.
Цель состоит в том, чтобы добиться определенной окончательной отделки (рисунка царапин). И каждый шаг (более мелкая зернистость) удаляет более глубокие царапины с предыдущего шага и заменяет их меньшими царапинами.
Поскольку шлифовка и чистовая обработка преследуют разные цели, они часто не дополняют друг друга и при неправильной стратегии использования расходных материалов могут работать друг против друга. Для удаления лишнего металла шва оператор использует шлифовальный круг и оставляет очень глубокие царапины, а затем передает деталь отделочнику, который теперь должен тратить много времени на удаление этих глубоких царапин. Эта последовательность, от шлифовки к чистовой обработке, по-прежнему может быть наиболее эффективным способом удовлетворения требований заказчика к чистовой обработке. Но опять же, это не дополнительные процессы.
Довольно часто поверхности заготовок, спроектированные с учетом технологичности, не требуют ни шлифовки, ни финишной обработки. Детали, которые подвергаются только шлифовке, делают это потому, что шлифовка — это самый быстрый способ удалить сварной шов или другой материал, а глубокие царапины, оставленные шлифовальным кругом, вполне соответствуют требованиям заказчика. Детали, которые требуют только чистовой обработки, изготавливаются таким образом, что они не требуют чрезмерного удаления материала. Ярким примером является деталь из нержавеющей стали с красивым сварным швом вольфрамовой дугой, который нужно только смешать и согласовать с отделочным рисунком основного материала.
Детали, которые требуют только чистовой обработки, изготавливаются таким образом, что они не требуют чрезмерного удаления материала. Ярким примером является деталь из нержавеющей стали с красивым сварным швом вольфрамовой дугой, который нужно только смешать и согласовать с отделочным рисунком основного материала.
Стратегии шлифования
Шлифовальный станок с шлифовальным кругом с низким коэффициентом съема может столкнуться со значительными трудностями при работе с нержавеющей сталью. Опять же, чрезмерное нагревание может вызвать посинение и изменить свойства материала. Цель состоит в том, чтобы сохранить нержавеющую сталь как можно более холодной на протяжении всего процесса.
С этой целью можно выбрать шлифовальный круг с максимально возможной скоростью съема материала для области применения и бюджета. Круги с зернами циркония шлифуют быстрее, чем оксид алюминия, но в большинстве случаев керамический шлифовальный круг работает лучше всего.
Чрезвычайно прочные и острые керамические зерна изнашиваются уникальным образом. Вместо того, чтобы стираться гладко, они сохраняют свою острую кромку по мере того, как постепенно ломаются. Это означает, что они могут очень быстро удалять материал, часто за долю времени, которое другие шлифовальные круги могут. Это обычно делает керамические шлифовальные круги вполне оправданными за дополнительную плату. Они хорошо подходят для обработки нержавеющей стали, поскольку быстро удаляют крупную стружку, генерируя меньше тепла и деформации.
Вместо того, чтобы стираться гладко, они сохраняют свою острую кромку по мере того, как постепенно ломаются. Это означает, что они могут очень быстро удалять материал, часто за долю времени, которое другие шлифовальные круги могут. Это обычно делает керамические шлифовальные круги вполне оправданными за дополнительную плату. Они хорошо подходят для обработки нержавеющей стали, поскольку быстро удаляют крупную стружку, генерируя меньше тепла и деформации.
Рабочий на участке подготовки к сварке шлифует трубу из нержавеющей стали.
Независимо от того, какой шлифовальный круг выбирает производитель, он должен помнить о возможном загрязнении. Большинство производителей знают, что они не могут использовать один и тот же шлифовальный круг как для углеродистой, так и для нержавеющей стали. Многие физически разделяют свои операции по шлифовке углеродистой и нержавеющей стали. Даже крошечная искра от углеродистой стали, попадающая на заготовку из нержавеющей стали, может вызвать проблемы с загрязнением. Многие отрасли промышленности, такие как фармацевтика и ядерная промышленность, требуют расходных материалов, не содержащих загрязняющих веществ. Это означает, что шлифовальные круги, используемые для обработки нержавеющей стали, должны практически не содержать (менее 0,1%) железа, серы и хлора.
Многие отрасли промышленности, такие как фармацевтика и ядерная промышленность, требуют расходных материалов, не содержащих загрязняющих веществ. Это означает, что шлифовальные круги, используемые для обработки нержавеющей стали, должны практически не содержать (менее 0,1%) железа, серы и хлора.
Шлифовальные круги сами по себе не шлифуют; им нужен электроинструмент. Любой может рекламировать преимущества абразивного круга или электроинструмента, но реальность такова, что электроинструменты и их шлифовальные круги работают как система. Керамические круги предназначены для работы с УШМ с определенной мощностью и крутящим моментом. Хотя некоторые пневматические шлифовальные машины имеют необходимые характеристики, в большинстве случаев шлифование керамическим кругом выполняется с помощью электроинструментов.
Шлифовальный станок с недостаточной мощностью и крутящим моментом может вызвать серьезные проблемы даже с самым совершенным абразивом. Недостаток мощности и крутящего момента приводит к тому, что инструмент значительно замедляется под давлением, что, по сути, не позволяет керамическим частицам на колесе делать то, для чего они предназначены: быстро удалять крупную металлическую стружку и, таким образом, меньше нагревать инструмент. материал.
материал.
Это может усугубить порочный круг: операторы шлифовки видят, что материал не удаляется, поэтому они инстинктивно нажимают сильнее, что, в свою очередь, приводит к чрезмерному нагреву и посинению. В конце концов они давят так сильно, что остекляют колесо, что заставляет их давить еще сильнее и выделять больше тепла, прежде чем они понимают, что им нужно заменить колесо. Если работать таким образом с тонкой трубкой или листом, они в конечном итоге просто прорывают материал.
Конечно, этот порочный круг может возникнуть даже при использовании самых лучших доступных инструментов, если операторы не обучены должным образом, особенно когда речь идет о давлении, которое они прикладывают к заготовке. Наилучшей практикой является максимальное приближение к номинальной силе тока кофемолки. Если операторы используют кофемолку на 10 ампер, они должны нажимать достаточно сильно, чтобы кофемолка потребляла около 10 ампер.
Если производитель обрабатывает большое количество дорогостоящей нержавеющей стали, использование амперметра может помочь стандартизировать операции шлифования. Конечно, в действительности амперметр регулярно используется лишь в немногих операциях, поэтому лучше всего внимательно слушать. Если операторы слышат и чувствуют, как быстро падают обороты, они, вероятно, перегружают двигатель.
Конечно, в действительности амперметр регулярно используется лишь в немногих операциях, поэтому лучше всего внимательно слушать. Если операторы слышат и чувствуют, как быстро падают обороты, они, вероятно, перегружают двигатель.
Прослушивание слишком легкого прикосновения (то есть слишком слабого давления) может быть затруднено, поэтому в этом случае может помочь обратить внимание на искровой поток. При шлифовке нержавеющей стали образуются более темные искры, чем из углеродистой стали, но они все равно должны быть видимыми и равномерно выступать за пределы рабочей зоны. Если операторы внезапно видят меньше искр, это, вероятно, связано с тем, что либо они не прилагают достаточного усилия, либо шлифовальный круг покрыт глазурью.
Операторы также должны поддерживать постоянный рабочий угол. Если они подходят к заготовке под прямым углом (почти параллельно заготовке), они рискуют перегреть большую площадь; если они подходят под слишком большим углом (ближе к вертикали), то рискуют впиться краем колеса в металл. Если они используют шлифовальный круг Тип 27, они должны приближаться к работе под углом от 20 до 30 градусов. Если у них колесо типа 29, их рабочий угол должен составлять около 10 градусов.
Если они используют шлифовальный круг Тип 27, они должны приближаться к работе под углом от 20 до 30 градусов. Если у них колесо типа 29, их рабочий угол должен составлять около 10 градусов.
Шлифовальные круги типа 28 (конические) обычно используются для шлифования плоских поверхностей для удаления материала на более широкой траектории шлифования. Эти конические круги также лучше всего работают при более низком угле шлифования, около 5 градусов, поэтому они помогают снизить утомляемость оператора.
Это вводит еще один важный фактор: выбор правильного типа шлифовального круга. Колеса типа 27 имеют точку контакта с металлической поверхностью; Колеса типа 28 имеют линию контакта из-за их конической формы; а колеса Type 29 имеют контактную поверхность.
Рабочий чистит раму из нержавеющей стали с помощью шлифовального круга.
Безусловно, наиболее распространенные круги типа 27 подходят для многих применений, но их форма затрудняет работу с деталями с глубокими контурами и изгибами, например, со сварной сборкой из трубы из нержавеющей стали. Контурная форма Type 29колеса облегчают работу операторам, которым необходимо шлифовать как изогнутые, так и плоские поверхности. Круги типа 29 делают это за счет увеличения площади контакта с поверхностью, что означает, что операторам не нужно тратить много времени на шлифовку в каждом месте, что является хорошей стратегией уменьшения накопления тепла.
Контурная форма Type 29колеса облегчают работу операторам, которым необходимо шлифовать как изогнутые, так и плоские поверхности. Круги типа 29 делают это за счет увеличения площади контакта с поверхностью, что означает, что операторам не нужно тратить много времени на шлифовку в каждом месте, что является хорошей стратегией уменьшения накопления тепла.
На самом деле это касается любого шлифовального круга. При шлифовании операторы никогда не должны долго оставаться на одном месте. Скажем, оператор снимает металл с галтели длиной в несколько футов. Он мог манипулировать колесом короткими движениями вверх-вниз, но это могло привести к перегреву заготовки, потому что он удерживает колесо на одном небольшом участке в течение длительного времени. Чтобы уменьшить тепловложение, оператор может пройти весь шов в одном направлении возле одного края сварного шва, затем поднять инструмент (давая рабочему времени остыть) и пройти заготовку в том же направлении возле другого края сварного шва. Другие методы также могут работать, но все они имеют одну общую черту: они позволяют избежать перегрева, удерживая шлифовальный круг в движении.
Другие методы также могут работать, но все они имеют одну общую черту: они позволяют избежать перегрева, удерживая шлифовальный круг в движении.
Часто используемый метод «зачесывания вниз» также помогает достичь этого. Скажем, оператор шлифует сварной шов встык в плоском положении. Чтобы уменьшить тепловой стресс и чрезмерное копание, он избегает толкать шлифовальный станок вдоль сустава. Вместо этого он начинает с конца и проводит болгаркой вдоль сустава. Это также предотвращает слишком сильное заглубление круга в материал.
Конечно, любая техника может перегреть металл, если оператор работает слишком медленно. Работайте слишком медленно, и оператор может перегреть заготовку; идти слишком быстро, и шлифовка может занять много времени. Нахождение оптимальной скорости подачи обычно приходит с опытом. Но если операторы новички в этой работе, они могут шлифовать лом, чтобы научиться «чувствовать» правильную скорость подачи обрабатываемой детали.
Стратегии отделки
Стратегии отделки зависят от состояния поверхности материала, когда он поступает и покидает отдел отделки. Установите начальную точку (полученное состояние поверхности) и конечную точку (желаемый результат), а затем разработайте план, который найдет лучший путь между этими двумя точками.
Установите начальную точку (полученное состояние поверхности) и конечную точку (желаемый результат), а затем разработайте план, который найдет лучший путь между этими двумя точками.
Обычно лучший путь не начинается с высокоагрессивного абразива. Это может показаться нелогичным. В конце концов, почему бы не начать с грубой зернистости, чтобы получить грубую поверхность, а затем перейти к более мелкой зернистости? Не будет ли начало с более мелкого зерна чрезвычайно неэффективным?
Не обязательно, опять же дело в характере отделки. С каждым шагом до более мелкой зернистости отделочники заменяют более глубокие царапины более мелкими и тонкими. Если они начинают, скажем, со шлифовального или лепесткового диска с зернистостью 40, они оставляют глубокие царапины на металле. Если эти царапины приближают поверхность к желаемой отделке, отлично; Вот почему существуют расходные материалы для чистовой обработки с зернистостью 40. Но если клиент требует, скажем, отделки № 4 (направленная шлифовка), глубокие царапины, оставленные этим абразивом с зернистостью 40, потребуют много времени для удаления. Отделочники будут либо уменьшать размер зернистости, либо тратить много времени на мелкозернистый абразив, чтобы удалить эти большие царапины и заменить их более мелкими. Все это не только неэффективно, но и вносит избыточное тепло в заготовку.
Отделочники будут либо уменьшать размер зернистости, либо тратить много времени на мелкозернистый абразив, чтобы удалить эти большие царапины и заменить их более мелкими. Все это не только неэффективно, но и вносит избыточное тепло в заготовку.
Конечно, использование мелкозернистого абразива на шероховатой поверхности может быть медленным и, в сочетании с плохой техникой, приводит к чрезмерному нагреву. Вот где может помочь откидной диск «два в одном» или чередующийся диск. Эти диски состоят из абразивной ткани в сочетании с материалом для подготовки поверхности. Они эффективно позволяют отделочнику удалять материал с помощью абразива, оставляя при этом более гладкую поверхность.
Следующий шаг к окончательной отделке может включать использование нетканого материала, и это иллюстрирует еще одну особенность, уникальную для отделки: этот процесс лучше всего работает с электроинструментом с регулируемой скоростью. Угловая шлифовальная машина, работающая со скоростью 10 000 об/мин, может работать с некоторыми абразивными материалами, но она сразу расплавит некоторые нетканые материалы. По этой причине отделочники снижают скорость до 3000–6000 об/мин, прежде чем начинать этап отделки с нетканым расходным материалом. Конечно, точная скорость зависит от области применения и расходных материалов. Например, нетканые барабаны обычно используются при скорости от 3000 до 4000 об/мин, а диски для подготовки поверхности — от 4000 до 6000 об/мин.
По этой причине отделочники снижают скорость до 3000–6000 об/мин, прежде чем начинать этап отделки с нетканым расходным материалом. Конечно, точная скорость зависит от области применения и расходных материалов. Например, нетканые барабаны обычно используются при скорости от 3000 до 4000 об/мин, а диски для подготовки поверхности — от 4000 до 6000 об/мин.
Наличие подходящих инструментов — шлифовального станка с регулируемой скоростью, различных отделочных материалов — и определение оптимального количества шагов, по сути, дает карту, показывающую наилучший путь между полученным и готовым материалом. Точный путь варьируется в зависимости от приложения, но опытные отделочники прокладывают этот путь, используя аналогичные методы отделки.
Нетканый барабан для отделки поверхности из нержавеющей стали. Для эффективной финишной обработки и оптимального срока службы расходных материалов разные материалы для финишной обработки работают с разной скоростью вращения.
Во-первых, они не торопятся. Если они видят, что тонкая заготовка из нержавеющей стали нагревается, они прекращают чистовую обработку на одном участке и начинают на другом. Или они могут работать над двумя разными заготовками одновременно. Немного работают над одним, а затем над другим, давая время другой заготовке остыть.
При полировке до зеркального блеска финишер может выполнять перекрестную шлифовку финишным барабаном или диском в направлении, перпендикулярном предыдущему шагу. Взаимное шлифование выделяет области, где необходимо растушевать предыдущий рисунок царапин, но оно все еще не приводит поверхность к зеркальному блеску № 8. Для создания желаемого блестящего покрытия после удаления всех царапин необходима войлочная ткань и полировальный круг.
Чтобы получить правильную отделку, изготовитель должен предоставить отделочникам правильные инструменты, как настоящие инструменты, так и материалы, а также средства связи, такие как образцы, устанавливающие стандарты того, как должна выглядеть определенная отделка. Эти образцы, размещенные рядом с отделом отделки, в учебной документации, а также в литературе по продажам, помогают всем быть на одной волне.
Эти образцы, размещенные рядом с отделом отделки, в учебной документации, а также в литературе по продажам, помогают всем быть на одной волне.
Что касается реальных инструментов, включая электроинструменты и абразивные материалы, то геометрия некоторых деталей может представлять трудности даже для самых опытных сотрудников отдела чистовой обработки. Здесь могут помочь специализированные инструменты.
Предположим, что оператору необходимо закончить сборку тонкостенных труб из нержавеющей стали. Использование откидного диска или даже барабана может вызвать проблемы, вызывая избыточное тепло, а иногда даже создавая плоское пятно на самой трубе. Здесь могут помочь ленточные шлифовальные машины, предназначенные для труб. Ремень охватывает большую часть диаметра трубы, расширяя точку контакта, повышая эффективность и снижая подводимое тепло. Тем не менее, как и во всем остальном, отделочнику все равно необходимо перемещать ленточную шлифовальную машину в разные области, чтобы уменьшить чрезмерное накопление тепла и избежать посинения.
То же самое относится и к другим специальным инструментам для отделки. Рассмотрим ленточно-шлифовальный станок, предназначенный для труднодоступных мест. Отделщик может использовать его для зачистки углового сварного шва между двумя листами под острым углом. Вместо того, чтобы перемещать пальчиковую ленточно-шлифовальную машину вертикально (что-то вроде чистки зубов), чистильщик перемещает ее горизонтально вдоль верхнего края углового шва, а затем по нижнему краю, следя при этом за тем, чтобы пальчиковая шлифовальная машина не оставалась в одном месте. место надолго.
Доказательство пассивации
При сварке, шлифовке и чистовой обработке нержавеющей стали возникает еще одна сложность: обеспечение надлежащей пассивации. Остались ли после всех этих нарушений поверхности материала какие-либо загрязнения, которые могли бы помешать естественному формированию слоя хрома нержавеющей стали по всей поверхности? Последнее, что нужно производителю, — это разгневанный клиент, жалующийся на ржавые или загрязненные детали.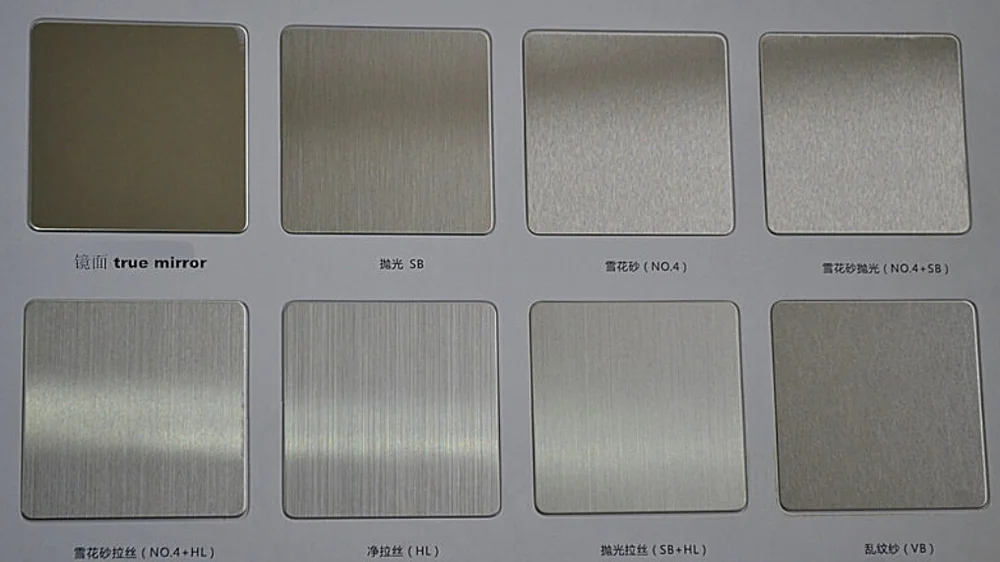 Вот где в игру вступают надлежащая очистка и отслеживаемость.
Вот где в игру вступают надлежащая очистка и отслеживаемость.
Электрохимическая очистка может помочь удалить загрязняющие вещества для обеспечения надлежащей пассивации, но когда следует проводить эту очистку? Это зависит от приложения. Если производители очищают нержавеющую сталь для обеспечения полной пассивации, они обычно делают это сразу после сварки. Несоблюдение этого требования означало бы, что средства чистовой обработки могут собирать поверхностные загрязнения с заготовки и распространять их в других местах. Однако для некоторых критических применений производитель может добавить дополнительные этапы очистки и, возможно, даже проверить надлежащую пассивацию до того, как нержавеющая сталь покинет заводской цех.
Допустим, производитель сваривает важный компонент из нержавеющей стали для атомной промышленности. Опытный сварщик вольфрамовой дугой кладет идеальный шов стопки десяти центов. Но опять же, это критическое приложение. Сотрудник отдела чистовой обработки использует щетку, подключенную к системе электрохимической очистки, для очистки поверхности сварного шва. Затем он использует нетканый абразив и чистящую ткань, чтобы сгладить сварные швы и довести все до однородной щеточной поверхности. Затем идет последняя щетка с системой электрохимической очистки. После выдержки в течение дня или двух детали проверяются на надлежащую пассивацию с помощью ручного испытательного устройства. Результаты, задокументированные и сохраненные вместе с заданием, показывают, что деталь была полностью пассивирована перед тем, как покинуть завод.
Затем он использует нетканый абразив и чистящую ткань, чтобы сгладить сварные швы и довести все до однородной щеточной поверхности. Затем идет последняя щетка с системой электрохимической очистки. После выдержки в течение дня или двух детали проверяются на надлежащую пассивацию с помощью ручного испытательного устройства. Результаты, задокументированные и сохраненные вместе с заданием, показывают, что деталь была полностью пассивирована перед тем, как покинуть завод.
Избегайте дорогостоящих переделок
Шлифовка, окончательная обработка и очистка для пассивации нержавеющей стали обычно выполняются далеко за пределами технологического процесса на большинстве производственных предприятий. На самом деле, они обычно выполняются незадолго до того, как заказы отправляются за дверь.
Лист из нержавеющей стали тестируется на предмет надлежащей пассивации.
Изделие, которое не обработано должным образом, является одним из самых дорогих отходов и переделок, поэтому производителям имеет смысл еще раз взглянуть на свои отделы шлифовки и отделки. Улучшения в шлифовке и чистовой обработке могут помочь устранить основные узкие места, улучшить качество, устранить головные боли и, что наиболее важно, повысить удовлетворенность клиентов.
Улучшения в шлифовке и чистовой обработке могут помочь устранить основные узкие места, улучшить качество, устранить головные боли и, что наиболее важно, повысить удовлетворенность клиентов.
Компания Walter Surface Technologies находится в Виндзоре, штат Коннектикут.
Советы по тонкому шлифованию нержавеющей стали
Последним шагом в достижении зеркального блеска трубы из нержавеющей стали является использование полировального круга и полировальной пасты.
Тонкое шлифование, по определению, представляет собой смешивание сварного шва с поверхностью металла для получения гладкого, однородного и привлекательного внешнего вида. Когда вы работаете с марками нержавеющей стали, будь то приборы, конструкционные детали, корпуса из неокрашенного или непокрытого листового металла, которые видны, или архитектурные украшения, выбор правильного оборудования и расходных материалов для каждого этапа процесса поможет вам получить желаемый результат.
Вот девять типичных применений и советы о том, как вы можете использовать современное ручное шлифовальное оборудование и расходные материалы для достижения лучших результатов в вашем магазине или производственном отделе.
1. Сглаживание сварных соединений на перилах
Сглаживание сварных поверхностей на углах, квадратах и скруглениях является ключом к получению привлекательных сварных соединений на перилах. Используйте ленты зернистостью 40, 60 или 80 гран в ленточной шлифовальной машине, чтобы зашлифовать сварной шов. Затем используйте грубую, среднюю, тонкую или сверхтонкую кондиционирующую ленту, чтобы смешать поверхность.
Для плоских поверхностей используйте эластичный барабан и плоскую щетку из нетканого нейлона. Для труб и трубок используйте полировочную пленку для труб. Размер зерна до 320 даст желаемые результаты даже на очень малых радиусах.
Использование правильной регулируемой скорости на шлифовальном станке поможет вам добиться оптимального результата, поэтому выбирайте инструменты с регуляторами скорости. Регулируемый рычаг ленточной шлифовальной машины на инструменте облегчит использование инструмента, снизит утомляемость оператора и даст лучшие результаты.
Регулируемый рычаг ленточной шлифовальной машины на инструменте облегчит использование инструмента, снизит утомляемость оператора и даст лучшие результаты.
2. Подготовка и финишная обработка сосудов высокого давления
Для получения типичной финишной обработки № 4 с RA 15-25 на сосудах высокого давления используйте ленточный шлифовальный станок с зернистостью от 40 до 320 и финишную обработку с помощью лепестковой щетки. Глянцевой отделки можно добиться с помощью нейлоновой лепестковой щетки с последующей полировкой полировальным кругом и пастой для резки/полировки.
Нейлоновая лепестковая щетка с последующей полировкой полировальным кругом и полировальным составом может создать атласную поверхность на сосуде высокого давления.
Многие популярные инструменты оснащены быстросменными инструментальными системами для сокращения времени простоя, и многие из них являются портативными. Утомляемость оператора снижается, когда портативные инструменты имеют съемные наконечники, поэтому вес всего приводного блока не нужно нести. Некоторые модели доступны для работы в очень узких и труднодоступных местах.
Утомляемость оператора снижается, когда портативные инструменты имеют съемные наконечники, поэтому вес всего приводного блока не нужно нести. Некоторые модели доступны для работы в очень узких и труднодоступных местах.
Ищите пыленепроницаемые блоки с низким уровнем шума и отсутствием вибрации. Асинхронные двигатели с воздушным охлаждением обеспечивают длительный срок службы и минимальный износ.
3. Шлифовка на коммерческих грилях общественного питания
Уменьшение поверхностных сварных швов является ключевой проблемой при работе с коммерческими грилями общественного питания. Начните с грубой шлифовки с помощью пневматической шлифовальной машины с дисками с зернистостью от 36 до 80. Финишная шлифовка с помощью пневматического барабана с абразивной лентой зернистостью от 40 до 220. №
Затем обработайте все поверхности удлиненной пневматической прямой шлифовальной машиной и щетками с зернистостью от 60 до 240. Финишные диски из синтетического волокна, песка и смолы устранят обесцвечивание при сварке.
4. Полировка труб до зеркального блеска
Чтобы отполировать трубы из нержавеющей стали до зеркального блеска, начните с подготовки поверхности с помощью ленточной шлифовальной машины с лентой из циркония с зернистостью от 80 до 120. Затем переключитесь на ленту для подготовки поверхности для получения финишной обработки от средней до ультратонкой. Используйте круг для предварительной полировки и полировальную пасту.
Отполируйте полировальным кругом и полировальной пастой, затем доведите до зеркального блеска, используя полировальный круг и полировальную пасту.
Барабанное шлифование улучшает качество поверхности гриля для предприятий общественного питания.
5. Шлифовка сварных и угловых соединений конструкционной стали
Удалите сварные швы с торцевых соединений конструкционной стали с помощью дисков из циркониевого волокна с зернистостью от 60 до 150. Затем используйте барабанную шлифовальную машину с циркониевой лентой зернистостью от 40 до 220. Используйте шаблон.
Затем используйте барабанную шлифовальную машину с циркониевой лентой зернистостью от 40 до 220. Используйте шаблон.
Используйте ленту для подготовки поверхности для окончательной отделки. Для сатинового покрытия используйте тонкую лепестковую кисть с зернистостью от 100 до 200.
6. Зернистость стальных сварных швов
Начните процесс зернистости сварного шва из нержавеющей стали с предварительной шлифовки с помощью пневматической прямоугольной шлифовальной машины с пластиковой опорной пластиной с охлаждающим эффектом и фибровым диском с зернистостью 80. Финишная обработка пневматическим барабаном с использованием прямой шлифовальной машины.
Отшлифуйте поверхность с помощью угловой шлифовальной машины с диском из нетканого материала средней или высокой твердости. Отшлифуйте сварной шов шлифовальной лентой с зернистостью 120 и чистовой лентой с зернистостью от 40 до 320.
7. Устранение эффекта «апельсиновой корки»
Чтобы сгладить эффект «апельсиновой корки», начните с грубой подготовки с помощью ленты с зернистостью 40. Затем отшлифуйте его роликом с мягким контактом и лентой A160 Trizact™. Сатиновая отделка с мягким контактным валиком и средней лентой для подготовки поверхности.
Затем отшлифуйте его роликом с мягким контактом и лентой A160 Trizact™. Сатиновая отделка с мягким контактным валиком и средней лентой для подготовки поверхности.
Вы можете получить финишную отделку промышленного класса, используя лепестковую щетку и абразивный диск зернистостью 220.
Ленточная шлифовальная машина обеспечивает равномерную финишную обработку круглых поверхностей.
8. Шлифовка внутренних углов
Чтобы обработать внутренние углы детали из нержавеющей стали, начните с заглаживания сварного шва с помощью электрической угловой шлифовальной машины с лепестковым мини-шлифовальным кругом зернистостью 80. Затем выполните тонкую шлифовку с помощью электрической угловой шлифовальной машины и мягкого диска (между зернами A160 и A16) и шлифовального круга Trizact.
Используйте электрический напильник и нетканые подушечки с зернистостью от 60 до 400 гран, чтобы определить зернистость поверхности.