Мр 76м станок фрезерно центровальный станок: МР-71М станок фрезерно-центровальный полуавтомат. Паспорт, схемы, характеристики, описание
Содержание
МР-71М станок фрезерно-центровальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерно-центровального станка МР-71М
Производителем фрезерно-центровального станков МР-71м является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
Краткая справка
Станки, выпускаемые Костромским заводом автоматических линий КЗАЛ
- 2Г942 — станок фрезерно-центровальный полуавтомат Ø 160 х 1000
- МР-71М — станок фрезерно-центровально-обточной полуавтомат Ø 125 х 500
МР-71М станок фрезерно-центровальный полуавтомат. Назначение и область применения
Станок МР-71М был заменен на более совершенную модель 2Г942.
Фрезерно-центровальный полуавтомат МР-71м предназначен для одновременной фрезеровки двух торцов деталей типа валов с последующим сверлением центральных отверстий (зацентровкой).
Фрезерно-центровальные станки осуществляют подготовку заготовок типа осей и валов.
Одновременное фрезерование с двух сторон торцов заготовок делает торцы изделий полностью параллельными по отношению друг к другу.
Одновременное сверление центровых отверстий позволяет выдерживать четкую перпендикулярность к торцам осей отверстий, что крайне важно для дальнейшей обработки валов.
Станок фрезерно-центровальный являются специализированным оборудованием и предназначен для серийного и массового производства при встройке автоматических загрузочных устройств, и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате МР-71м:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
Особенности конструкции фрезерно-центровального станка МР-71м
Фрезерные и сверлильные шпиндели расположены горизонтально попарно с левой и правой стороны. Продольное перемещение сверлильных и фрезерных головок осуществляется одновременно.
Продольное перемещение сверлильных и фрезерных головок осуществляется одновременно.
Обрабатываемая деталь закрепляется в зажимных тисках и во время обработки остается неподвижной.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке МР-71м за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Цикл обработки детали состоит из ускоренного подвода фрезерных головок, фрезерования одновременно обоих торцов детали (при поперечном перемещении шпиндельной бабки), быстрого отвода фрезерных головок, быстрого подвода сверлильных головок, зацентровки одновременно обоих торцов, быстрого отвода сверлильных головок.
Фрезерные головки
Фрезерные головки установлены на каретках. Левая и правая каретки перемещаются синхронно от гидроцилиндров в продольном направлени по направляющим.
Для синхронизации перемещения кареток на станке установлен гидромеханический синхронизатор (гидрощуп).
Левая фрезерная головка установлена на каретке неподвижно и перемещаетя только в продольном направлении вместе с кареткой.
Правая фрезерная головка перемещается в поперечном направлении для настройки на длину заготовки.
Фрезерные головки получают вращение от индивидуальных фланцевых электродвигателей, имеют 6 ступеней чисел оборотов 125..712 об/мин. Смена скоростей вращения шпинделей осуществляется сменными шестернями.
Сверлильные головки
Сверлильные головки установлены на каретках вместе с фрезерными и в продольном направлении перемещаются одновременно с ними.
Кроме того пиноли сверлильных головок перемещаются в поперечном направлении. Попереречные подачи осуществляется от гидроцилиндров. Изменение подач осуществляется от гидропанелей.
Изменение подач осуществляется от гидропанелей.
>Сверлильные головки получают вращение от индивидуальных фланцевых электродвигателей, имеют 6 ступеней чисел оборотов 238..1124 об/мин. Смена скоростей вращения шпинделей осуществляется сменными шестернями.
Механизм зажима
Механизм зажима заготовки имеет гидравлический привод. Усилие зажима регулируется с индивидуальной гидропанели.
Настройка на длину заготовки осуществляется вручную одновременно с правой фрезерной головкой.
Синхронизатор
Синхронизатор фрезерно-центровального станка МР-71м
Синхронизатор (гидромеханический синхронизатор 71-89-III) обеспечивает синхронное перемещение (подачи) правой и левой каретки.
Приподаче масла в цилиндр 10 правой каретки шток поршня через реечные механизмы 34 приводит в действие рычаг 2, который преодолевая усилие пружины 6, нажимает на конечник гидрощупа 1, открывая доступ масла в цилиндр 9 левой каретки. Тем самым регулируется скорость и направление движения левой и правой кареток.
При рассогласовании или неправильной регулировке рычага 2 происходит срез предохранительной шпонки 8.
Последовательность действий в полуавтоматическом режиме
Кулачки управления фрезерно-центровальным станком МР-71м
Кулачки управления фрезерно-центровальным станком МР-71м. Смотреть в увеличенном масштабе
Исходное положение: все выключатели в положении Отвод.
Кнопкой Гидропривод включается гидронасос.
- Заготовка устанавливается и зажимается кнопкой Зажим;
- Кнопкой Цикл осуществляется автоматический рабочий цикл:
- Быстрый подвод фрезерных головок и включение их электродвигателей;
- Переход на рабочую подачу. Осуществляется фрезерование торцов заготовки. Выдержка на упоре;
- Быстрый отвод фрезерных головок в конце рабочей подачи;
- Быстрый подвод сверлильных головок и включение их электродвигателей;
- Включение рабочей подачи сверлильных головок.
 Осуществляется сверление торцов заготовки. Выдержка на упоре;
Осуществляется сверление торцов заготовки. Выдержка на упоре; - Быстрый отвод сверлильных головок в конце рабочей подачи;
Пределы длины обрабатываемых деталей, мм:
- МР-71м — 200..500
- МР-73м — 500..1250
- МР-75м — 500..2250
Краткая справка
ГОСТ 9886-73. Станки-полуавтоматы горизонтальные двусторонние для обработки торцов и центрирования. Основные размеры
Semi-automatic horisontal two-sided machine-tools for face-milling and centring. Basic dimensions
Дата введения 1975-01-01
Станок-полуавтомат для обработки торцов и центрирования
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
- Наибольший диаметр устанавливаемого изделия между тисками (D), мм: 125, 250, 500
- Наибольший диаметр устанавливаемого изделия между тисками (D1), мм: 50, 100, 200
- Наибольшая длина устанавливаемого изделия (L), мм: 500, 1000, 2000
- Наибольший диаметр режущих кромок устанавливаемых резцовых головок (D2), не менее, мм: 32, 80, —
- Наибольший диаметр устанавливаемой фрезы (D3), не менее, мм: 63, 125, 250
- Наибольший номинальный диаметр устанавливаемого комбинированного центровочного инструмента (d), мм: 5, 10, 16
- Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя, мм: 40, 40/50, 50
- Конец фрезерного шпинделя по ГОСТ 24644-81: 40, 50
Краткая информация о станках-полуавтоматах для обработки торцов и центрирования
Для предварительной обработки заготовок типа осей и валов — чистового и чернового фрезерования торцов, обтачивания, а также обработки центровых отверстий в них предприятие КЗАЛ (Костромской завод автоматических линий) выпускал станки МР-71, МР-71М, МР-73, МР-75, МР-76АМ, МР-76М, МР-176, МР-77, МР-78.
Базовая модель серии МР полуавтомат МР-71 был запущен в серию в начале 70-х. Он выполнял долько две операции — фрезерование и сверление торцов.
Станки МР-73 и МР-75 по своим техническим характеристикам и конструкции идентичны МР-71. Но они могут обрабатывать более длинные заготовки с большим диаметром.
Барабанные полуавтоматы МР-76 (М и АМ) располагают двумя либо одним барабаном (трехпозиционным), которые оснащаются специальными тисками, позволяющими фиксировать изделие на каждой из трех позиций. Зажим заготовки производится при помощи ключей.
Станки МР-78 и МР-77 дают возможность дополнительно выполнять операцию глубокого сверления.
Полуавтомат МР-179 в дополнение к фрезерованию и зацентровке способен выполнять следующие операции:
- подрезку фасок на торцах;
- растачивание отверстий;
- внешнее обтачивание заготовки.
Его разновидностью является станок МР-179Ф4, который эксплуатируется исключительно в составе автоматизированных линий.
Относительно более современные модели — 2Г942.00, 2Г942.10, 2Г942.04, 2Г942.14, 2Г942.08 2Г942.
Станки предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтоматах:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
- обточка шеек и снятие фасок на концах валов
Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Приводы подач сверлильных и фрезерных шпинделей и зажима деталей, а также упоры заготовок гидравлические.
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек производится за одну установку обрабатываемой детали, что обеспечивает высокую точность баз для дальнейшей обработки. При этом обработка торцов является окончательной.
При этом обработка торцов является окончательной.
Габарит рабочего пространства фрезерно-центровального станка МР-71м
Габарит рабочего пространства фрезерно-центровального станка МР-71м
Габарит рабочего пространства фрезерно-центровального станка МР-71м. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы фрезерно-центровального станка МР-71м
Посадочные и присоединительные базы станка МР-71м
Посадочные и присоединительные базы фрезерно-центровального станка МР-71м. Смотреть в увеличенном масштабе
Крепление инструмента фрезерно-центровального станка МР-71м
Крепление инструмента фрезерно-центровального станка МР-71м. Смотреть в увеличенном масштабе
Общий вид фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Пульт управления фрезерно-центровального станка МР-71м
Пульт управления фрезерно-центровального станка МР-71м.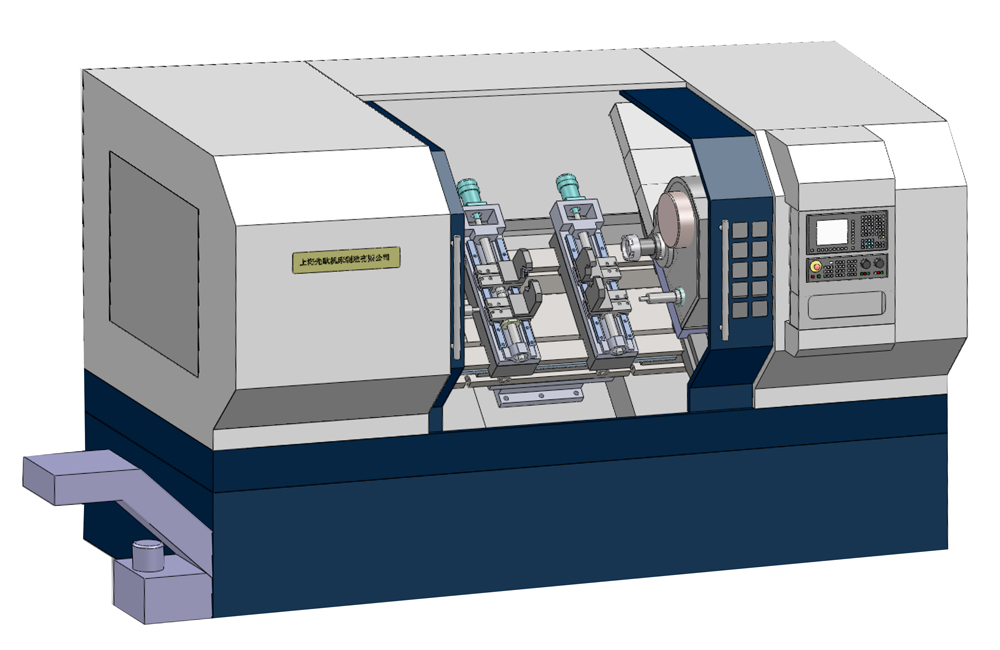 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото фрезерно-центровального станка МР-76
Фото фрезерно-центровального станка МР-76. Смотреть в увеличенном масштабе
Основные узлы фрезерно-центровального станка МР-71м
- Станина — 71-11-VI
- Охлаждение и ограждение — 71-12-XI
- Каретка левая — 71-23-VII
- Каретка правая — 71-24-VII
- Фрезерная головка левая — 71-27-VII
- Фрезерная головка правая — 71-28-VII
- Сверлильная головка левая — 71-35-II
- Сверлильная головка правая — 71-36-II
- Зажимной механизм левый — 71-45-VI
- Зажимной механизм правый —
- Цилиндр левой каретки — 71-71-II
- Цилиндр правой каретки — 71-72-II
- Цилиндр зажимного механизма — 71-73-III
- Насос смазки — 71-79-I исп III
- Размещение гидравлики в станине — 71-82-02-XI
- Наружная разводка гидравлических труб — 71-83-02-VI
- Гидропанель зажима — 71-84-I
- Гидропанель подачи — 71-85-02-III
- Гидропанель левой сверлильной головки — 71-87
- Гидропанель правой сверлильной головки — 71-88
- Гидрощуп (гидромеханический синхронизатор) — 71-89-III
- Электрооборудование — 71-92-000-IV
- Узел крепления шкафа — МР76М-94-I
- Установка таблиц — МР71-101
Расположение органов управления фрезерно-центровального станка МР-71м
- Наладочный и рабочий пульт управления
- Панель управления движением сверлильных головок
- Кран для подачи охлаждающей жидкости
- Рукоятки лубрикаторов
- Панель управления зажимом детали
- Панель управления фрезерными головками
- Рукоятка перемещения правой фрезерной головки вдоль станины
- Нониус с шестигранником для установки зажимных губок на диаметр обрабатываемой заготовки
- Винт для перемещения сверлильных головок
Читайте также: Заводы производители металлорежущих станков в России
МР-71м станок фрезерно-центровальный.
 Видеоролик.
Видеоролик.
Технические характеристики сверлильного станка МР-71м
| Наименование параметра | 2Г942 | МР-71М | МР-73М | МР-75М |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | 200..500 | 500..1250 | 500..2250 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20. .160 .160 | 25..125 | 25..125 | 25..125 |
| Наибольшее усилие зажима детали, Н | 25500 | |||
| Высота центров над станиной, мм | 315 | 315 | 315 | |
| Высота центров над полом, мм | 1040 | 1040 | 1040 | |
| Сверлильные головки | ||||
| Наибольший поперечный общий ход, мм | 220 | 220 | 220 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 | 125..712 | 125..712 | 125..712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20..2000 | 20..400 | 20..400 | 20..400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | 90. .160 .160 | 90..160 | 90..160 |
| Ускоренный ход продольный, м/мин | 6,0 | |||
| Ускоренный ход поперечный, м/мин | 4,5 | |||
| Диаметр и конус отверстия под фрезу | Ø 69,85 7:24 | Ø 69,85 7:24 | Ø 69,85 7:24 | |
| Наибольший диаметр фрезерования, мм | 150 | |||
| Сверлильные головки | ||||
| Ход пиноли сверлильного шпинделя, мм | 100 | |||
| Наибольший поперечный общий ход, мм | 75 | 75 | 75 | |
| Количество скоростей сверлильного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290..2300 | 238..1125 | 238..1125 | 238. .1125 .1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20..2000 | 20..300 | 20..300 | 20..300 |
| Пределы диаметров устанавливаемых центровок, мм | 3,15..10,12 | 3 х 12 6 х 22 | 3 х 12 6 х 22 | 3 х 12 6 х 22 |
| Диаметр отверстия под сверло, мм | 50 | 50 | 50 | |
| Наибольший диаметр сверления, мм | 16 | |||
| Электрооборудование. Привод | ||||
| Питающая электросеть, В | 380±38 | 380±38 | 380±38 | 380±38 |
| Количество электродвигателей на станке | 8 | 6 | 6 | 6 |
| Электродвигатель привода фрезерных головок, кВт (об/мин) | 11 х 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Электродвигатель привода сверлильных головок, кВт (об/мин) | 4 х 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Электродвигатель привода гидронасоса, кВт (об/мин) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Электродвигатель привода станции смазки, кВт (об/мин) | 0,08 | — | — | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель транспортера стружки, кВт (об/мин) | 0,55 | — | — | — |
| Суммарная мощность установленных электродвигателей, кВт | 36,28 | 31,62 | 31,62 | 31,62 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 3970. ..5470 х 1750 х 2000 ..5470 х 1750 х 2000 | 3140 х 3790 х 4825 | 3790 х 1630 х 1740 | 4825 х 1630 х 1740 |
| Масса станка, кг | 6500 | 6100 | 6700 | 7800 |
- Полуавтомат фрезерно-центровальный МР-71М, МР-73М, МР-75М. Руководство по эксплуатации МР-71М.000.000 РЭ, КЗАЛ, 1976
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы
Связанные ссылки. Дополнительная информация
Дополнительная информация
Оборудование ОАО
Оборудование ОАО
|
Оборудование ОАО «Сельмаш-Урюпинск» Предлагаемое к реализации.
| ||||||
|
№п/п |
Наименование оборудования |
Кол-во |
Год выпуска |
Вес, кг |
Завод изготовитель
|
|
|
1 |
Токарный автомат 1Б240 |
1 |
1987 |
14000 |
Киевское станкостроительное объединение |
|
|
2 |
Токарный полуавтомат ДАМF 6/160 (1Б265Н-6К) |
1 |
1987 |
16000 |
ГДР «NILES» |
|
|
3 |
Токарный автомат DAM 6*50/2 (1Б265Н-6К) |
3 |
1981 |
13000 |
ГДР «NILES» |
|
|
4 |
Токарный автомат КСА 6-65 (1Б265Н-6к) |
1 |
1987 |
16000 |
Киевское станкостроительное объединение |
|
|
5 |
Сортоправильная машина XPL-65 |
1 |
1986 |
18500 |
Чехословакия «PLESON» |
|
|
6 |
Пресс КП -175 |
2 |
1981 |
21000 |
Ростовский завод нестандартного оборудования |
|
|
7 |
Строгальный станок 7210 (МС -782) |
1 |
1977 |
24000 |
Минский станкостроительный з-д им.  Октябрьской революции Октябрьской революции |
|
|
8 |
Вертикально-сверлильный станок 2С 132 ПМФ 2 |
1 |
1986 |
4000 |
Башкортостан г. Стерлитомак |
|
|
9 |
Резьбонарезной 5993 |
1 |
1990 |
1500 |
г.Чита |
|
|
10 |
Фрезерно-центровальный станок МР 76 М |
1 |
1974 |
8695 |
г.  Кострома Кострома |
|
|
11 |
Правильно -отрезной станок ИВ -6118 |
1 |
1986 |
2500 |
Хмельницкий з-д кузнечно-прессового оборудования |
|
|
12 |
Проволочно-гвоздильный автомат АА -4116 |
2 |
1984 |
3500 |
Хмельницкий з-д кузнечно-прессового оборудования |
|
|
13 |
Кран козловой 10т ККС-10 |
1 |
1980 |
40000 |
Харьковский з-д подъемно-транспортного оборудования им.  Ленина Ленина |
|
|
14 |
Токарно-карусельный станок KNA110 |
1 |
1970 |
11000 |
Польша, Домбровский станкостр. з-д (Краснод. станкостр. з-д им.Г.Н.Седина) |
|
|
15 |
Токарный гидрокопировальный 1М 713 П |
1 |
1982 |
2000 |
«СтанкоСиб» |
|
|
16 |
Токарный гидрокопировальный 1Н 713 |
1 |
1988 |
2000 |
«СтанкоСиб» |
|
|
17 |
Пресс однокривошипный КВ 2536 усилие 400 т |
1 |
1982 |
32500 |
Воронежский з-д кузнечно-прессового оборудовангия им.  Калинина Калинина |
|
|
18 |
Пресс чеканочный усилие 2500 т К 504.003.844 (КБ 8342) |
1 |
1986 |
124230 |
Воронежский з-д кузнечно-прессового оборудовангия им.Калинина |
|
|
19 |
Кран мостовой 5т. |
1 |
1984 |
|
|
|
|
20 |
Ножницы гильотинные ScTP 10/2500 |
1 |
1968 |
12000 |
ГДР |
|
|
21 |
Полуавтомат токарный гидрокопировальный станок ЕМ 473 |
1 |
1990 |
6750 |
Ейский
|
|
|
22 |
Фрезерно-отрезной станок СТК-1873А |
1 |
1986 |
4000 |
Ростовский
|
|
|
23 |
Плоскошлифовальный станок 33Е 711В |
1 |
1987 |
3000 |
Оршанский
|
|
|
24 |
Круглошлифовальный 3М 162 |
1 |
1986 |
11500 |
Харьковский
|
|
Контактная информация:
Пишите Нам
sm_ur@mail. ru
ru
Звоните Нам:
(84442) 3-62-71; 3-71-39; 3-67-60.
Приезжайте к нам:
Волгоградская обл., г. Урюпинск, Штеменко 47.
Прецизионные станки и обрабатывающие центры
Последние новости
Производитель медицинских форм реализует хирургическую точность с помощью YMC 430
- 30 сентября 2021 г.
Компания Applied Medical Technology (AMT) приняла решение перевести все производство в свои руки и построить инструментальную комнату с нуля.
MTDCNC прибыл на стенд Yasda на выставке JIMTOF.
- 9 ноября 2022 г.
Социальные сети MTDCNC Г-н Тони Ганн рассказал о новейших машинах, образцах и технологиях на стенде Yasda на выставке JIMTOF.
MTDCNC прибыл на завод Yasda
- 10 ноября 2022 г.
Социальные сети MTDCNC Г-н Тони Ганн посетил завод Yasda и рассказал об основных навыках и технологиях Yasda для создания самых точных обрабатывающих центров на мировом рынке.
Вертикальный трехосевой станок YBM950V успешно достиг высочайшей точности при фрезеровании твердых сплавов
- 15 августа 2022 г.
YBM950V добился точности размеров и шага в пределах ±2 мкм (0,000079 дюйма) в сотрудничестве с ведущими поставщиками в Центре точного машиностроения Methods Machine Tools Acton Precision Center.
YASDA расширяет сотрудничество с Methods и Maruka в MN
- 13 мая 2022 г.
С декабря 2021 года Maruka USA берет на себя ответственность за продажи и обслуживание клиентов YASDA в штате Миннесота через эксклюзивное дистрибьюторство YASDA с Methods.
Производитель медицинских форм реализует хирургическую точность с помощью YMC 430
- 30 сентября 2021 г.
Компания Applied Medical Technology (AMT) приняла решение перевести все производство в свои руки и построить инструментальную комнату с нуля.
Yasda in
Современный механический цех
- 15 января 2021 г.

Компания Yasda and Methods досрочно поставила клиентам NRL & Associates автоматизированные 5-координатные обрабатывающие центры.
Станок
PX30i увеличивает рентабельность инвестиций в 5-осевое фрезерование титановых медицинских деталей
- 19 августа 2020 г.
5-осевой обрабатывающий центр Yasda PX30i — идеальный выбор для фрезерования титановых медицинских деталей.
YASDA — пионер в твердом фрезеровании твердых сплавов
- 29 июля 2020 г.
Твердое фрезерование твердых сплавов началось в 2012 году с выпуска концевых шаровых фрез с алмазным покрытием.
YBM9150V — Лучшее решение для прецизионной обработки основания пресс-формы
- 5 июня 2020 г.
Точность форм и требования к стабильности процесса обработки становятся все более строгими.
Станок
PX30i теперь доступен с инструментом 513 ATC
- 13 марта 2020 г.

Дополнительный магазин ATC на 513 инструментов (стандартно на 323 инструмента) теперь доступен с 5-осевым обрабатывающим центром Yasda PX30i.
Микроцентр YMC650+RT20 теперь предлагается со шпинделем HSK-E40
- 13 марта 2020 г.
Микроцентр Yasda YMC650+RT20 теперь доступен с новым шпинделем HSK-E40 собственного производства и новым 102 Tool ATC.
Отзыв клиента Yasda
- 12 сентября 2019 г.
Клиент Yasda, компания F&S Tool, рассказывает, почему они выбрали Yasda, а не другие бренды для своих потребностей в механической обработке.
Yasda In
Технология изготовления пресс-форм
- 16 июня 2019 г.
Наш клиент, компания X-Cell Tool and Mold, Inc., использует 5-осевой станок Yasda YMC430+RT для точного твердого фрезерования в процессе чистовой обработки пресс-форм.
Yasda In
Технология изготовления пресс-форм
- 23 мая 2019 г.

Заказчик YASDA, компания Custom Mold & Design, владеет девятью станками Yasda для точного фрезерования твердых сплавов в процессе окончательной обработки пресс-форм.
YMC430 Special Optical Nano Ra Surface Edition
- 30 августа 2018 г.
Дополнительный пневматический шпиндель 80 000 об/мин для тех клиентов, которые специализируются на оптических формах: Ra более 15 нм при микрофрезеровании.
Бесконтактный автоматический инструмент для измерения длины и ширины
- 5 июля 2018 г.
Бесконтактный тип Автоматическое измерение длины и ширины инструмента и профиля торца концевой фрезы с помощью Dyna Line: Позвольте нам контролировать точность профиля ваших концевых фрез для субмикронной точности фрезерования.
Термовизуальный измерительный прибор
- 13 февраля 2018 г.
Вы измеряли и контролировали изменения температуры вашей машины? Для тех, кто хочет зафиксировать механические изменения ваших фрезерных станков и повысить их точность, свяжитесь с нами для нашей службы теплового мониторинга.
Машинные применения
МАТРИЦА И ФОРМА
Опыт точной обработки и фрезерования твердых сплавов с 1994 года.
Микроформа
Высокоскоростные микрофрезерные станки с линейным двигателем с точностью от субмикрона до нано, 3- и 5-осевые.
Пресс-форма
Высокоскоростная прецизионная обработка пресс-форм, класс точности координатно-расточного станка.
Аэрокосмическая промышленность
Высокая жесткость Прецизионные станки обеспечивают точность и эффективность фрезерования твердых материалов.
Job Shop
5-осевые прецизионные станки обеспечивают долговременную точность и жесткость при фрезеровании деталей с помощью автоматизации.
Прецизионные детали
Выдающаяся точность обработки при чистовой обработке прецизионных деталей, опыт с 1964 года.
Прецизионные станки Yasda
Координатно-расточные станки с ЧПУ, прецизионные центры, 5-осевые обрабатывающие центры и микрообрабатывающие центры
YMC650
Микрообрабатывающий центр
ЮБМ Ви40
5-осевой координатно-расточный станок с ЧПУ
ИБМ1218В
Станок с ЧПУ
PX30i
5-осевой прецизионный обрабатывающий центр
ЮБМ 7Ти
5-осевой прецизионный обрабатывающий центр
Репортаж от EMO-Paris: Скорость заменяет футуристический свист.

Посетители, ищущие потрясающие технологии в EMO (гигантском
выставка европейского станкостроения в Париже в мае) была бы
расстроенный. Акцент был явно сделан на повышении производительности и
эффективности — сегодня Казалось,
часть в одной установке. С этой целью было множество более быстрых
5-осевые станки, обрабатывающие центры с возможностью токарной обработки и
центры, которые могли фрезеровать, сверлить и даже шлифовать за одну установку.
упор был сделан на время безотказной работы и скорость. Скорости поворота обсуждались в, а не в
стандартные метры или дюймы в минуту, но в G».
Как сообщил прессе д-р Рудигер Капица, председатель Gildemeister
конференции «нам потребовалось столетие, чтобы достичь 1 г, но всего несколько лет, чтобы
достичь скорости 2 g с помощью линейного двигателя». Два года назад на EMO в
Ганновер, Германия, линейные двигатели и высокоскоростная резка
прожектор. В Париже было меньше разговоров, но больше действий, свидетельствующих о том, что
появились линейный двигатель и более высокие скорости вращения шпинделя. Даже так, не
Даже так, не
все были убеждены. Как отметил Mazak на своей пресс-конференции,
линейные двигатели еще не полностью созрели для универсального использования в машинах.
инструменты. Но видно, что они продвигаются вперед.
Также бросалось в глаза его отсутствие, обаяние гексапода.
На предыдущем EMO в Ганновере было около 15 таких машин.
display В этом году были отмечены лишь немногие. У Окумы была своя версия
гексапод на дисплее. Новый игрок, Институт станкостроения им.
В Штутгартском университете была горизонтальная версия того, что он называл
«Гексакт» на стенде Siemens. Сименс
Управление управляло машиной.
Акихиро Китамура из Kitamura Machinery Co, когда его спросили о
отсутствие более футуристических дизайнов на выставке, казалось, выражало
мнение многих экспонентов: «Мы не выставляем оборудование, которое
не готовы продавать.» Вместо этого Китамура продвигал идею
она повысила скорость перемещения на своей новейшей горизонтальной тележке HX400.
обрабатывающий центр до 50 метров в минуту. Он указал, что Китамура планировал
обновить все свои машины до этой скорости. «400 сочетает в себе
жесткость сплошных коробчатых направляющих и точность шпинделя с конусом 40
поддерживается как цилиндрическими роликоподшипниками, так и двойным радиально-упорным контактом
упорные подшипники с мощностью приводного двигателя переменного тока мощностью 30 л.
объяснил. Он обеспечивает смену инструмента за 3,2 секунды, замену поддона за 5 секунд и может
переносить надгробие высотой 700 мм, площадью 400 мм и весом до 400 кг
на поворотном столе с четвертой осью.
EMO отражает экономию
EMO, чередуясь с Парижем и Миланом, Италия, проводится каждые
два года и возвращается в Ганновер, Германия, каждые четыре года. Париж
издание включало 1578 экспонентов — 68 фирм США по сравнению с крупнейшими
представительство 324 компаний из Германии, занимающее 120 000 кв.
метров в семи залах. Ганноверская версия вообще даже
больше. Большинство экспонентов, казалось, были довольны размером и
Большинство экспонентов, казалось, были довольны размером и
уровень интереса посетителей превысил 150 000 человек, из них 65% пришли
из-за пределов Франции.
«Это не ганноверская толпа, но мне приятно
удивлен посещаемостью и интересом», — Джеймс Глисон из Gleason
Works в Рочестере, штат Нью-Йорк, сообщили в Tooling & Production.
Посещаемость является отражением улучшения экономической ситуации в Европе.
Рене Кастелла, президент CECIMO, координационной группы Европейского
станкостроители, сообщившие о производстве в 1998 г., достигли предыдущего пика
1990 года на общую сумму около 15,5 миллиардов евро. «Финансовое положение г.
Европейские производители станков в целом лучше… однако
давление на цену сохраняется», — добавил он. Г-н Кастелла ожидает 5%
улучшение в 1999, но вызвал некоторые опасения по поводу 2000 года.
Доктор Рудигер Капица настроен не так оптимистично. Он сказал прессе
Конференция о том, что бизнес 99 года наконец-то поддерживается
уровень года.
Интернет в помощь
Томохиса Ямадзаки, старший управляющий директор по финансам и
администрация, Yamazaki Mazak Corp, также была под охраной. Он сообщил о
«медленный спад с конца прошлого года» в Европейском
рынок, но добавил автомобильный, аэрокосмический и общий машиностроительный
отрасли «достаточно стабильны, и мы не видим большого
снижение». Он также отметил некоторое смягчение на рынке США из-за
замедление темпов роста в нефтяной, аэрокосмической и сельскохозяйственной отраслях, но
отметил автомобильную, промышленную технику и электронное оборудование
отрасли стабильны. Mazak даже испытал растущий спрос в США.
аэрокосмическая промышленность в последнее время По сравнению с депрессивной экономикой Японии
он сообщил, что экспорт в США и Европу был стабильным и ожидает
внутренний рынок оживится во втором полугодии, стимулируемый
Программа восстановления правительства Японии. В Азии Mazak ожидает
восстановление с Таиландом, Кореей и Малайзией, ведущими в то время как
Индонезия, Филиппины и Сингапур улучшаются, но более медленными темпами.
Индия остается сильной; Китай, который был в застое, набирает обороты
во второй половине.
Интернет становится такой же неотъемлемой частью производства, как и
находится в других областях нашей жизни. Несколько компаний представили
Интернет-возможности для эксплуатации, управления и обслуживания станков.
МакМэн, интернет-программа Окумы была большой частью японского
стенд производителя. Все машины в будке были соединены
Сеть Ethernet и управляется сервером MacMan. Три машины в
демонстрационный зал компании в Крефельде, Германия, также были связаны
Сеть Ethernet через линию ISDN, а затем привязанная к выставочному стенду
машины. Используя связь, немецкие выставочные машины были
программируется и управляется из парижской будки. Во время стенда EMO
связи с Германией были смоделированы несколько проблем с машиной и
решается через интернет.
Hitachi Seiki продемонстрировала открытую систему ЧПУ Seicos Sigma, которая
соединяет машины через универсальный пользовательский порт на каждой машине с
себя и на любой удаленный компьютер. Канал Ethernet позволяет, начиная с
Канал Ethernet позволяет, начиная с
в любом удаленном месте, загрузка программы, работа DNC, полное удаленное
мониторинг производства и производительности машин, а также удаленная диагностика.
Д-р Капица объяснил: «Мы должны быть готовы служить
клиентов по всему миру на трех языках: французском, немецком и
Английский.» Он имел в виду DMG (Deckel Maho Gildemeister).
сеть интерактивных услуг.
Преимущества таких систем, которые набирают популярность, потому что
толчка, чтобы машина работала: проблемы часто можно исправить
немедленно; если необходим сервисный вызов диагностика заблаговременно
ускоряет ремонт после прибытия ремонтника; интерактивный
обучение программированию онлайн; сведены к минимуму служебные командировочные расходы; и онлайн
обновления управляющего программного обеспечения.
Экономика и глобализация рынка металлообработки
несколько компаний меняют стратегии и борются за позиции. Фадаль
Engineering, производитель вертикальных обрабатывающих центров в США, демонстрировала свои
машина с управлением Siemens в первый раз, очевидно усилие
сделать машину Fadal более привлекательной для европейских покупателей,
привык работать с элементами управления Сименс.
Ганс, еще один строитель из США, занимающийся маркетингом в Европе через
договор с Микроном, впервые инвестировала в собственный стенд
на ЭМО. Предыдущие эмо включали Haas в состав Mikron.
будка.
Корейский производитель Daewoo также укрепляет свой рынок
позиции за счет расширения ассортимента продукции. В его будке было
впервые демонстрирует токарный станок с ЧПУ Puma 400 AW для токарной обработки
алюминиевые колеса, обрабатывающий центр Mynx 500
рынке, H 500 P с линейными направляющими, предназначенными для рынка пресс-форм, и
гигантский бурильный станок мостового типа.
Daewoo также представила новую линейку автоматики, которая поднимет
его взгляды выходят за рамки рынка вакансий и относятся к автомобилям 1-го и 2-го уровня.
производители, заинтересованные в высоком уровне производства. С этой целью компания открыла
новый центр продаж технической поддержки в районе Детройта в мае.
Фрезерование, точение, шлифование
Становится трудно сказать, кто игроки. Что было
Что было
особенно верно для нескольких стендов на EMO, включая стенд DMG, где
была очевидна синергия комбинации Гильдемайстера
опыт токарной обработки и универсальные обрабатывающие центры Deckel-Maho
опыт заключался в создании некоторых концептов гибридных машин.
Компания Gildemeister представила свой новый токарно-фрезерный станок MF twin 300 TC. Это
описывается как «двухшпиндельный токарный центр со всеми
возможности фрезерного центра», способного выполнить
сложные детали за один рабочий цикл. Инновация сосредоточена на
сложная фреза и сверлильный шпиндель, расположенные там, где передняя головка револьверной головки
обычно находиться. Фрезерный модуль имеет оси Y и B и может
поворот на 180 град. Он оснащен устройством смены инструмента на 48 или 80 слотов, полностью
возможность автоматической загрузки/разгрузки и система управления Siemens 840D.
Что касается токарно-фрезерных станков, DMG представила DMU 60FD, который напоминает
фирменный универсальный фрезерный станок DMU 60P. Разница в том, что
Разница в том, что
он включает в себя новый токарно-карусельный рабочий стол с числовым программным управлением, работающий с крутящим моментом 2000 Нм. Токарные инструменты с их HSK-A63
приемные гнезда позиционируются на заготовке фрезерной головкой.
Он справится с заготовками весом до 700 кг при диаметре поворота
800мм.
Hitachi Seiki представила Super HiCell 250, сочетающий в себе
возможности обрабатывающего центра и токарного станка с ЧПУ. Он может похвастаться четырьмя осями,
Y, C1, X и Z с дополнительным вспомогательным шпинделем, управляемым для двух осей,
C2 и B с револьверной головкой с поворотом на 5 градусов. Автоматическая смена инструмента
хранит 22 инструмента. Ключевым моментом является тройная револьверная головка, которая поддерживает
различные инструменты, такие как токарные инструменты, ротационные инструменты и комбинированные или
специальные инструменты. Скорость вращения шпинделя 4000 об/мин. Необязательный
контршпиндель с диаметром патрона 6,5″ работает при 6000 об/мин.
Другие уникальные решения, сочетающие токарную и шлифовальную обработку, были в
доказательство. Две немецкие фирмы Weisser (токарная обработка) и Overbeck (шлифовка)
участвовал в разработке Универтора А, машины, построенной на
концепция вертикального поворота. Деталь тяжело точится при 4000 об/мин на
револьвер, который вмещает восемь или 12 инструментов. Приводные инструменты работают со скоростью 5000 об/мин.
После цикла токарной обработки шпиндель перемещает деталь на шлифование.
стороне, где он заканчивается при 8000 об/мин.
EMAG также представила свой VSC 250HDS и его более крупного родственника VSC.
400HDS, сочетающий возможности твердого точения и шлифования. Части подобраны
вверх с вертикальным токарным шпинделем и чистовой обработкой. шлифовка
цикл следует только тогда, когда это необходимо для достижения чистоты поверхности.
Немецкая группа Junker представила токарный станок Rika.
претензии могут с трудом превратиться в шлифовку. Серия Hardpoint 5000
Серия Hardpoint 5000
высокоскоростной — 7000 об/мин — токарный станок с максимум 18 инструментами.
Управление — Siemens 840D. Обработка всего одним броском,
он будет обрабатывать внутренние и внешние контуры и прерывистые разрезы
включая уступы, конусы, фаски, радиусы и резьбу.
Все быстрее и быстрее
Озабоченность скоростью достигла почти фанатичных размеров
на ЭМО. Тойода рекламировал горизонтальный обрабатывающий центр с буквой X,
Оси Y и Z перемещаются со скоростью 80 м/м, опционально 100 м/м. Мазака
FF-660 имеет шпиндель мощностью 20 л.с., вращающийся со скоростью 15 000 об/мин, и ускоренный ход
90 м/мин с ускорением 1,5 g. Mori Seiki представил то, что он назвал
«следующее поколение в области горизонтальной обработки с линейным приводом
центр» с ускоренным ходом 76 м/мин с осью X 1g
ускорение и шпиндель на 20 000 об/мин.
Швейцарская фирма SIP вновь вышла на рынок высокоточных горизонтальных
рынке обрабатывающих центров, представив SIP-7000.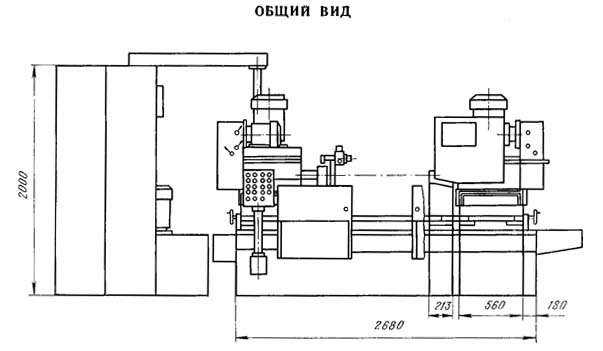 Это направлено на
Это направлено на
черновое или чистовое фрезерование, сверление и растачивание и могут быть настроены
с 4 или 5 осями, с пинолью или без нее, что позволяет обрабатывать в кубе
1229 мм с каждой стороны.
Компания Heller представила MC26 с приводным шпинделем мощностью 52 кВт.
вращение со скоростью 12 500 об/мин, скорость перемещения 60 м/мин с ускорением 10 м/с и
4.5 смена инструмента «стружка-стружка».
Больше выпусков EMO
Tornos-Bechler пополняет серию одношпиндельных токарных станков DECO 2000
с новым токарным станком швейцарского типа для изготовления деталей толщиной до 13 мм в
диаметр. По сравнению с версиями 10, 20 и 26 мм, 13-мм
конфигурация была изменена, чтобы обеспечить больший вход в рабочую область, и
три инструмента для обратной обработки, используемые для поперечного сверления, фрезерования и
токарные станки теперь установлены на независимом слайде, что позволяет одновременно
точение и сверление. Инструменты могут быть приводными или стационарными.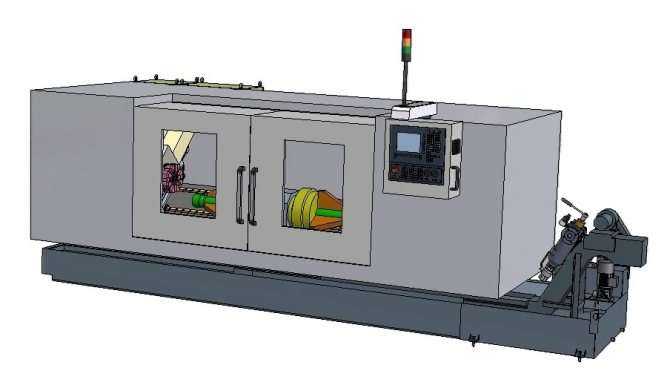
Tornos также представила новый шестишпиндельный 18-осевой Multi-DECO,
обеспечивает пропускную способность стержня 20 мм. Multi-DECO сочетает в себе
производительность обычных кулачковых станков с быстрой наладкой и
точность ЧПУ, сокращая время смены работы от полной смены до
часы.
Okuma демонстрировала гибридную систему охлаждения Taiyu Co Ltd, позволяющую использовать водорастворимую охлаждающую жидкость и смазочно-охлаждающую жидкость масляного типа.
одновременно. Это основано на том факте, что вода лучше
СОЖ, а масло облегчает резку. Смазочно-охлаждающая жидкость масляного типа
для гибридной системы в качестве основы используется синтетическое масло, так что оно чисто
и быстро отделяется от растворимого теплоносителя.
GE Fanuc представила новое программное обеспечение искусственного интеллекта Al Nano
управление контуром, что способствует более быстрой обработке контура с помощью
возможность «заглянуть вперед» на 180 блоков вместо нынешних 40
блоки, тем самым обеспечивая более точное и плавное профилирование машины.
Основанная в Бельгии LVD Co, недавно объединившаяся со Strippit, представлена
Лазерный обрабатывающий центр AXEL 3015 с автоматическими челночными столами и
лазер 2кВт. Скорость осей достигает 169 м/мин (6700 дюймов в минуту). Загрузка/выгрузка
является автоматическим, завершается во время резки машины. Настройка дальше
ускорено за счет использования лазерного глаза, уникального оптического датчика
система ссылок, которая позволяет автоматически и бесконтактно лист
ссылка.
Также был показан новейший револьверно-пробивной пресс Strippit/LVD с
управление ПК, усилие пробивки 30 тонн, горловина 60 дюймов и сверхмощный
дизайн стола для кистей. Он имеет ось X 2,5 м и размер 60 на 100 дюймов.
стол, обработка материалов до 0,312″ (8 мм). Strippit/
Smart Stroke LVD автоматически оптимизирует цикл штамповки
1500 H/30 за счет определения высоты парения в зависимости от толщины материала и
расстояние перемещения.
Gildemeister Italiana (GITAL) добавлена серия из восьми шпинделей
токарная автоматика к существующей конюшне из шестишпиндельных станков.
