На координатном станке: Особенности координатно-фрезерных станков по металлу на примере X716
Содержание
Особенности координатно-фрезерных станков по металлу на примере X716
Значительная часть современных фрезерных станков с ЧПУ имеет возможность обрабатывать заготовки по трем независимым координатным осям. В 3-х координатных установках фреза производит продольное и поперечное движение в горизонтальной плоскости, параллельно рабочему столу и закрепленной на нем заготовке. Это соответствует осям X и Y. В 3-х координатном станке эти движения производятся перемещением стола с заготовкой.
Вертикальное движение по оси Z в 3-х координатных станках может осуществляться как путем перемещения стола, так и шпиндельного узла. В случае перемещения стола с заготовкой оно производится при помощи гидравлической консоли. Этот способ имеет существенные недостатки, поскольку требует движения массивных деталей. Поэтому этот способ используется только в легких и средних горизонтальных и широкоуниверсальных фрезерных станках. Из-за низкой точности данный способ ограниченно используется в координатно-фрезерных станках. В 3-х координатных станках вертикальное перемещение преимущественно выполняет шпиндель с инструментом.
В 3-х координатных станках вертикальное перемещение преимущественно выполняет шпиндель с инструментом.
4-х координатный фрезерный станок оснащается поворотным устройством, которое позволяет выполнять поворот фрезы относительно одной из осей. Чаще всего обеспечивается поворот относительно оси Y. Это расширяет технологические возможности фрезерного станка по сравнению с 3-х координатными установками. На 4-х координатном станке можно одновременно производить обработку ряда поверхностей заготовки без смены ее положения.
При увеличении степеней свободы перемещения инструмента до 5, возможности станка также возрастают. Дополнительная рабочая ось у 5-ти координатного фрезерного станка появляется либо за счет поворота рабочего стола, либо шпинделя. Это приводит к усложнению конструкции фрезерного станка и повышению его цены, однако компенсируется значительным расширением технологических возможностей. Также существуют фрезерные станки по металлу, которые имеют возможность поворота рабочего стола по двум осям. Это значительно ограничивает размеры и массу доступной заготовки, но и в то же время позволяет производить крайне сложные детали. У 5-ти координатных фрезерных станков один из наиболее широких функционалов среди всего оборудования для обработки металла, ради чего его и стоит купить.
Это значительно ограничивает размеры и массу доступной заготовки, но и в то же время позволяет производить крайне сложные детали. У 5-ти координатных фрезерных станков один из наиболее широких функционалов среди всего оборудования для обработки металла, ради чего его и стоит купить.
Особенности многокоординатных фрезерных станков
Преимущества координатно-фрезерных станков:
-
Возможность производства наиболее сложных деталей. К таким относятся изделия с криволинейной и фасонной поверхностью. В современной технике данные детали используются достаточно часто, ими являются многие зубчатые колеса, крыльчатки, роторы и т. д. В некоторых случаях деталь может быть произведена только на 4-х координатном или даже на 5-ти координатном фрезерном станке. -
Возможность изготовления деталей за небольшое количество операций. Даже детали обычной сложности, особенно корпусные, содержат большое количество конструктивных элементов. К ним относятся ребра жесткости, скругления, бобышки, отверстия и т.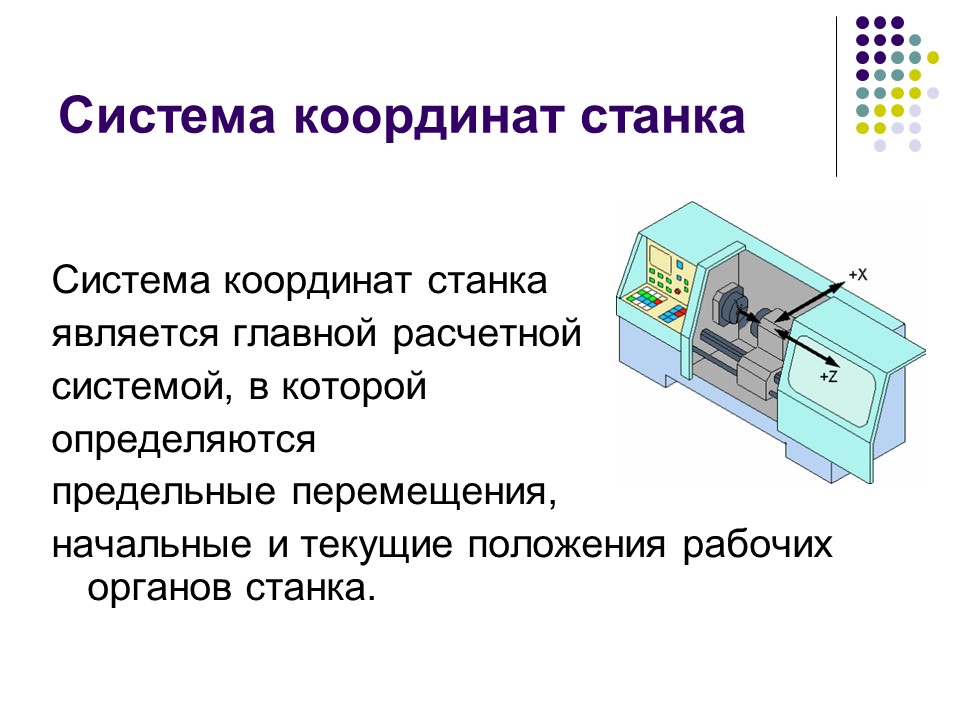 д. Выполнение таких элементов на 5-ти координатном фрезерном станке с ЧПУ довольно простое.
д. Выполнение таких элементов на 5-ти координатном фрезерном станке с ЧПУ довольно простое. -
Широкие возможности. Удобство 3-х координатного фрезерного станка и станков с большим количеством рабочих осей в том, что они позволяют выполнять множество операций, не переставляя заготовку. Используя эти станки с ЧПУ, можно произвести значительную часть обработки в автоматическом режиме.
Многокоординатные фрезерные станки по металлу с ЧПУ получили значительное распространение благодаря своей эффективности.
Координатно-фрезерный станок обладает значительно большей жесткостью, но сложные требования к конструкции приводят к появлению ограничений по массе и размеров заготовки. Поэтому их сфера использования ограничена, они применяются для небольших и средних деталей сложной формы. В ряде случаев для производства простых деталей более выгодно купить простые станки — с меньшим функционалом, но и меньшей ценой. Поэтому перед тем, как купить станок, следует тщательно проанализировать варианты технологического процесса и выбрать оптимальное решение по цене.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
4-х-координатные фрезерные станки
-
ОБЗОР ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ СОБСТВЕННОГО ПРОИЗВОДСТВА -
КРИТЕРИИ ВЫБОРА ФРЕЗЕРНОГО ОБОРУДОВАНИЯ -
СРЕДНИЕ ФРЕЗЕРНЫЕ СТАНКИ -
ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ
Дополнительные статьи:
Фрезерные станки с числовым программным управлением выполняют обработку металлических деталей при помощи фрез преимущественно концевого и торцевого типа.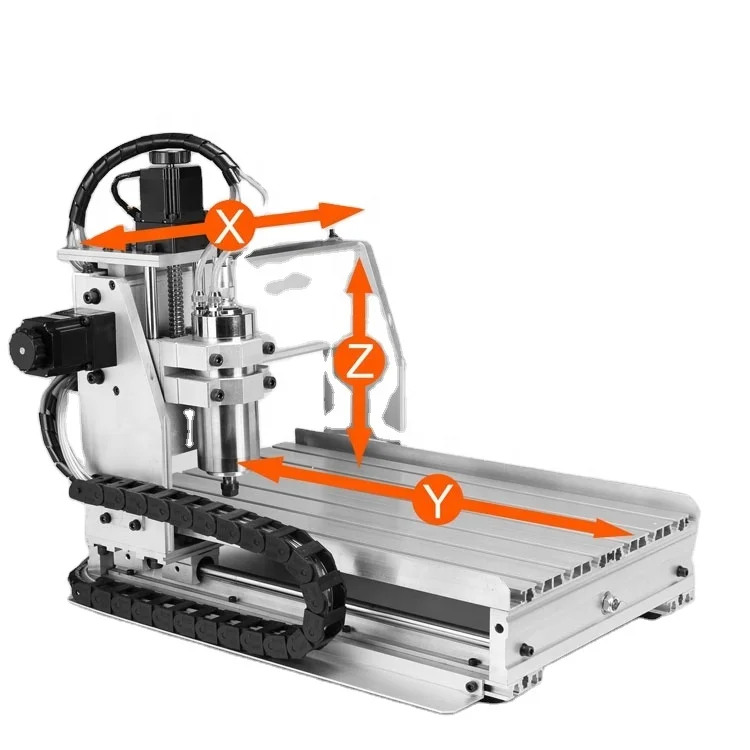 Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
-
шнеки -
валы; -
диски; -
штампы; -
пресс-формы; -
кулачки; -
лопасти и т. д.
Помимо фрезерования с высокой точностью, на таких станках можно выполнить следующие операции:
-
сверление; -
растачивание; -
подрезка торцов; -
нарезание резьбы.
При необходимости использования всей рабочей поверхности основного рабочего стола поворотный стол может быть временно снят.
Основная сфера использования станков этого вида — единичное, мелкосерийное и среднесерийное производство. Многокоординатные станки лучше всего показывают себя при изготовлении сложных деталей, с которыми плохо справляются обычные вертикальные и горизонтальные станки. Однако для больших партий деталей простой конструкции выгоднее использовать фрезерные станки с меньшим количеством координат. Также размер и масса обрабатываемых деталей на этих станках имеют ограничения.
Особенности 4-х-координатных фрезерных станков
4-х-координатные фрезерные станки снабжаются высокоуровневыми системами ЧПУ, которые позволяют использовать возможности оборудования в полной мере. На этих ЧПУ можно выполнять линейную, винтовую и круговую интерполяцию.
Если от станков требуется особо высокая точность, то на них устанавливают замкнутую систему управления и высокоточную измерительную линейку. Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Конструкция фрезерных станков 4D
Фрезерный станок с четырьмя осями имеет стандартную компоновку. Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Рабочий стол 4-х-координатной фрезерной установки также изготовлены из чугуна. В результате этого получаются весьма прочные детали, с высокой жесткостью и стойкостью к истиранию. Направляющие обеспечивают устойчивость стола при обработке тяжелых или габаритных заготовок. Направляющие качения и высокоточные ШВП обеспечивают минимальный люфт. В поворотном стол используется редукция с червячной передачей. Точность позиционирования проверяется при помощи лазерного интерферометра.
Смазка всех направляющих и большинства движущихся узлов производится центральной смазочной системой, которая работает автоматически. Смазка элементов поворотного стола осуществляется окунанием в масло при вращении.
Строение шпиндельного узла 4-х-координатных фрезерных станков
Шпиндельная бабка располагается на колонне и передвигается по оси Z по двум вертикальным направляющим. Внутри шпинельной бабки располагается шпиндель, который вращается двигателем Siemens. Передачу движения между шпинделем и двигателем производит зубчатый ремень. Фрезерные станки 4D снабжают датчиками, преимущественно фотоэлектрической конструкции, которые позволяют ЧПУ определить осей, чтобы обеспечить точное позиционирование режущей кромки инструмента относительно детали, для осуществления фрезерования, нарезания резьбы или выполнения других действий.
Шпиндельная бабка в станках 4D имеет сложную конструкцию и, как следствие, значительный вес и наклоняет колонну вперед. Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
-
от 60 до 12000 об/мин в течение длительного времени. Отвод тепла осуществляется принудительным прокачиванием масла через рубашку шпинделя.
Все фрезерные станки в нашем каталоге могут быть опционально доукомплектованы опцией «поворотная ось». По всем вопросам можно обратиться к нашим менеджерам по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Что такое КИМ: компоненты, применение и преимущества
При изготовлении прототипов или реальных частей всех продуктов очень важны размеры и геометрические характеристики деталей. Это связано с тем, что ошибки, связанные с размерами, могут поставить под угрозу весь производственный процесс. Поэтому, чтобы устранить это, была изобретена измерительная машина с высоким допуском. Мы представляем эту машину сегодня, чтобы ответить на вопрос. «Что такое КИМ?»
Это связано с тем, что ошибки, связанные с размерами, могут поставить под угрозу весь производственный процесс. Поэтому, чтобы устранить это, была изобретена измерительная машина с высоким допуском. Мы представляем эту машину сегодня, чтобы ответить на вопрос. «Что такое КИМ?»
КИМ является важным инструментом в производственном процессе из-за его роли в поддержании рабочего процесса. В этой статье вы узнаете о машине КИМ, а в статье даны ответы на такие вопросы, как как работает КИМ, для чего она используется, ее компоненты, преимущества и ограничения. Поэтому, ознакомившись с этой статьей, вы будете иметь примерное представление о том, что представляет собой машина. Вы готовы? Давайте приступим!
Что такое КИМ ?
Для каждого производственного процесса важны точные геометрические и физические размеры. Есть два метода, которые люди используют для этой цели. Одним из них является традиционный метод, который включает использование измерительных ручных инструментов или оптических компараторов.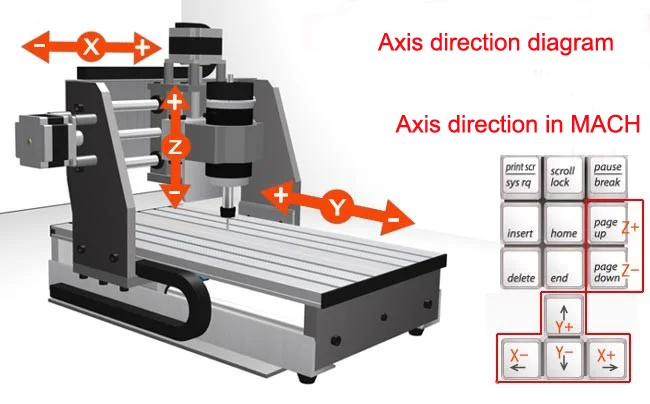 Однако эти инструменты требуют опыта и подвержены множеству ошибок. Другой — использование станка CMM.
Однако эти инструменты требуют опыта и подвержены множеству ошибок. Другой — использование станка CMM.
КИМ расшифровывается как Координатно-измерительная машина. Это инструмент, который может измерять размеры деталей станка/инструмента, используя технологию координат. Размер, доступный для измерений, включает высоту, ширину и глубину по осям X, Y и Z. В зависимости от сложности КИМ вы можете измерить цель и записать измеренные данные.
Зачем мне КИМ?
Ответив на вопрос, что такое КИМ, вы должны знать, почему они важны для каждого производственного процесса. Ответ на этот вопрос приходит с пониманием несоответствия между традиционным и новым методом с точки зрения операций.
Традиционный метод измерения деталей имеет много ограничений. Например, это требует опыта и навыков от оператора, осматривающего детали. Если это не будет хорошо представлено, это может привести к поставке деталей, которые недостаточно хороши.
Другая причина заключается в сложности деталей, которые производятся в этом веке. Развитие в технологическом секторе привело к разработке более сложных деталей. Поэтому для процесса лучше использовать КИМ.
Развитие в технологическом секторе привело к разработке более сложных деталей. Поэтому для процесса лучше использовать КИМ.
КИМ обладает скоростью и точностью для повторного измерения деталей лучше, чем традиционный метод. Это также повышает производительность, снижая при этом тенденцию к ошибкам в процессе измерения. Суть в том, что знание того, что такое КИМ, зачем они вам нужны и их использование, сэкономит время, деньги и улучшит репутацию и имидж вашей компании.
Как пользоваться измерительной машиной КИМ?
Что такое КИМ, нужно знать, как он работает. В этом разделе вы узнаете, как работает CMM. КИМ имеет два основных типа измерения. Есть тип, который использует контактный механизм (контактные щупы) для измерения части инструмента. Второй тип использует другие методы, такие как камера или лазер для механизма измерения. Существуют также различия в размерах деталей, которые он может измерять. Некоторые модели (автомобильные КИМ) способны измерять детали размером более 10 м.
·
Как работает КИМ?
КИМ выполняет две функции. Он измеряет физическую геометрию и размеры объекта с помощью сенсорного датчика, установленного на движущейся оси машины. Он также проверяет детали, чтобы убедиться, что они совпадают с исправленной конструкцией. Станок КИМ работает следующим образом.
Измеряемая деталь помещается на основание КИМ. Основание — это место измерения, оно изготовлено из плотного материала, стабильного и жесткого. Стабильность и жесткость обеспечивают точность измерений независимо от внешних сил, которые могут нарушить работу. Над плитой КИМ также установлен подвижный портал, оснащенный контактным датчиком. Затем КИМ управляет гентри, чтобы направить датчик по осям X, Y и Z. Таким образом, он воспроизводит каждую грань измеряемых деталей.
Таким образом, он воспроизводит каждую грань измеряемых деталей.
При прикосновении к точке измеряемой детали датчик посылает электрический сигнал, который отображает компьютер. Делая это непрерывно со многими точками на детали, вы будете измерять деталь.
После измерения следующим этапом является этап анализа, после того как датчик зафиксировал координаты X, Y и Z детали. Полученная информация анализируется для построения признаков. Механизм действия одинаков для КИМ, использующих камеру или лазерную систему.
Компоненты станка КИМ
Знание станка КИМ также связано с пониманием функций его компонентов. Ниже приведены важные компоненты станка КИМ.
·
Датчик
Датчики — наиболее популярный и важный компонент традиционной КИМ, отвечающий за измерение действия. В других КИМ используются оптический свет, камеры, лазеры и т. д.
Из-за своей природы наконечник зонда изготовлен из жесткого и стабильного материала. Он также должен быть термостойким, чтобы размер не менялся при изменении температуры. Обычно используются рубин и цирконий. Наконечник также может быть сферическим или игольчатым.
Он также должен быть термостойким, чтобы размер не менялся при изменении температуры. Обычно используются рубин и цирконий. Наконечник также может быть сферическим или игольчатым.
·
Гранитный стол
Гранитный стол является важным компонентом КИМ, поскольку он очень стабилен. На него также не влияет температура, и по сравнению с другими материалами скорость износа ниже. Гранит идеален для очень точных измерений, потому что его форма остается неизменной с течением времени.
·
Фиксаторы
Фиксаторы также являются очень важными инструментами, используемыми в качестве агентов стабильности и поддержки в большинстве производственных операций. Они являются компонентами станка КИМ и служат для фиксации деталей на месте. Требуется фиксация детали, поскольку подвижная часть может привести к ошибкам измерения. Другими доступными для использования фиксирующими инструментами являются крепежные пластины, зажимы и магниты.
·
Воздушные компрессоры и осушители
Воздушные компрессоры и осушители являются обычными компонентами машин КИМ, таких как стандартные КИМ мостового или портального типа.
·
Программное обеспечение
Программное обеспечение не является физическим компонентом, но будет классифицироваться как компонент. Это важный компонент, который анализирует датчики или другие компоненты чувствительности.
Преимущества и ограничения координатно-измерительной машины
КИМ должны быть неотъемлемой частью любого производственного процесса. Это связано с его огромными преимуществами, которые перевешивают ограничения. Тем не менее, мы обсудим оба в этом разделе.
Преимущества использования координатно-измерительной машины
Ниже приводится множество причин для использования КИМ в производственном процессе.
Экономия времени и денег
КИМ является неотъемлемой частью производственного процесса благодаря своей скорости и точности. Производство сложных инструментов становится все более масштабным в обрабатывающей промышленности, и станок КИМ идеально подходит для измерения их размеров. В конечном итоге они сокращают производственные затраты и время.
Производство сложных инструментов становится все более масштабным в обрабатывающей промышленности, и станок КИМ идеально подходит для измерения их размеров. В конечном итоге они сокращают производственные затраты и время.
Гарантия качества
В отличие от обычного метода измерения размеров деталей машин, КИМ является наиболее надежным. Он может измерять и анализировать вашу деталь в цифровом виде, одновременно предоставляя другие услуги, такие как анализ размеров, сравнение CAD, сертификацию инструментов и обратный инжиниринг. Все это необходимо для обеспечения качества.
Универсальность с несколькими датчиками и методами
КИМ совместим со многими типами инструментов и компонентов. Не имеет значения сложность детали, поскольку ее измеряет КИМ.
Меньше участия оператора
КИМ — это машина с компьютерным управлением. Следовательно, это снижает участие человеческого персонала. Это сокращение снижает количество ошибок в работе, которые могут привести к проблемам.
Это сокращение снижает количество ошибок в работе, которые могут привести к проблемам.
Ограничения использования координатно-измерительной машины
КИМ определенно улучшают производственный процесс, играя решающую роль в производстве. Тем не менее, он также имеет несколько ограничений, которые вы должны учитывать. Ниже приведены некоторые из его ограничений.
Датчик должен касаться поверхности
Все КИМ, использующие датчик, имеют одинаковый механизм. Для работы зонда он должен касаться поверхности измеряемой детали. Это не проблема для очень прочных деталей. Однако для деталей с хрупким или хрупким покрытием последовательное прикосновение может привести к порче деталей.
Мягкие детали могут привести к дефектам
Для деталей, изготовленных из мягких материалов, таких как резина и эластомеры, использование зонда может привести к обрушению деталей. Это приведет к ошибке, которую можно увидеть при цифровом анализе.
Должен быть выбран правильный датчик
В КИМ используются различные типы датчиков, и для наилучшего необходимо выбрать правильный датчик. Выбор правильного датчика во многом зависит от размера детали, требуемой конструкции и возможностей датчика.
Заключение
КИМ — это инструмент, используемый для измерения физических и геометрических свойств детали машины. В этой статье вы узнаете о КИМ. Это с точки зрения того, как это работает, его компонентов, преимуществ и ограничений.
Хотя в этой статье будут показаны функции КИМ, еще одной проблемой является знание того, как интегрировать ее в производственный процесс. Простой способ сделать это — воспользоваться аутсорсингом, и если вы пойдете по этому пути, RapidDirect — ваш лучший выбор.
В Rapid Direct у вас есть доступ к координатно-измерительной машине, и мы можем предоставить полные отчеты о размерах и гарантии качества. Это может быть форма анализа размеров отдельной детали машины или комбинация с производственной процедурой, такой как обработка с ЧПУ, литье под давлением, 3D-печать и т. Д. Любой, кого вы выберете, с нами, у вас есть доступ к онлайн-котировке и короткое время выполнения заказа. по низкой цене. Поэтому, если вам нужна бесперебойная работа и высокое качество по низкой цене, подумайте о Rapid Direct.
Д. Любой, кого вы выберете, с нами, у вас есть доступ к онлайн-котировке и короткое время выполнения заказа. по низкой цене. Поэтому, если вам нужна бесперебойная работа и высокое качество по низкой цене, подумайте о Rapid Direct.
Часто задаваемые вопросы
Что делает КИМ?
КИМ — это инструмент, который может измерять размеры деталей станка/инструмента с использованием координатной технологии. Размер, доступный для измерений, включает высоту, ширину и глубину по осям X, Y и Z. В зависимости от сложности КИМ вы можете измерить цель и записать измеренные данные.
Каковы преимущества КИМ?
КИМ является неотъемлемой частью многих производственных процессов благодаря своим многочисленным преимуществам. Например, в отличие от обычного метода, КИМ является наиболее надежным. Он может измерять и анализировать вашу деталь в цифровом виде, одновременно предоставляя другие услуги, такие как анализ размеров, сравнение CAD, сертификацию инструментов и обратный инжиниринг.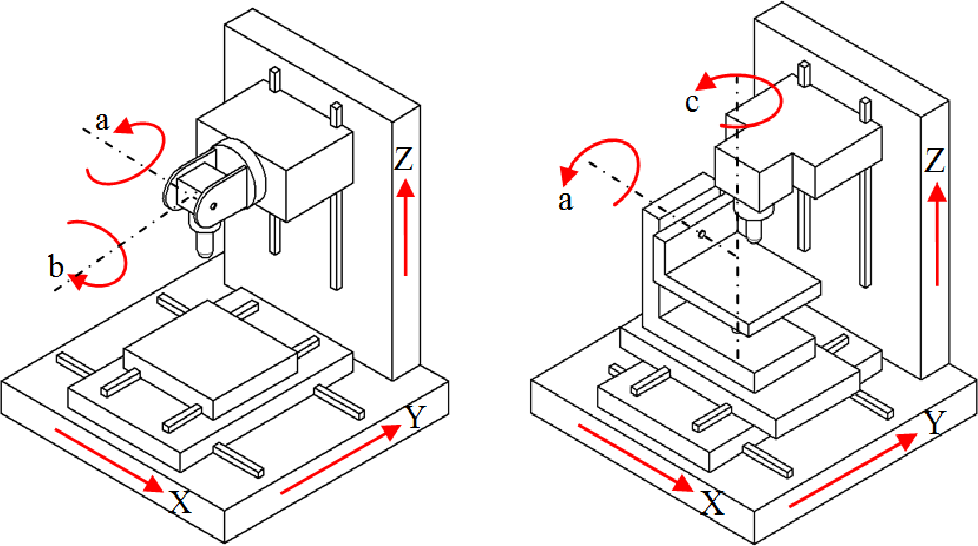 Другие преимущества инструментов были описаны выше.
Другие преимущества инструментов были описаны выше.
Что такое КИМ | Типы координатно-измерительных машин
- 1 Что такое КИМ?
- 2 Какие существуют типы КИМ?
- 2.1 мост CMM
- 2.1.1 Профи CMMS
- 2,1,2 Минусы моста CMMS
- 2,2 Гантри CMM
- 2.2.1. Портальные КИМ
- 2.3 Консольные КИМ
- 2.3.1 Преимущества консольных КИМ
- 2.3.2 Недостатки консольных КИМ
- 2.3.3 КИМ с горизонтальной консолью
- 2.3.4 Плюсы КИМ с горизонтальной консолью
- 2.3.5 Недостатки КИМ с горизонтальной консолью
- 2.4 Портативная измерительная рука КИМ
- Измерительные КИМ 2.4.1 Плюсы руки
- 2.4.2 Минуты измерения ARM CMMS
- 2,5 Оптические CMM
- 2.5.1 Оптические CMMS
- 2.5.2. Минусы Optical CMMS
- . Скорость КИМ все время?
- 3.1 Откройте для себя наш автоматизированный контроль качества для оптимальных измерений
- Один из самых точных типов КИМ
- Идеально подходит для измерения механически обработанных деталей с высокими допусками
- Идеально подходит для деталей малого и среднего размера
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; вам нужно доставить деталь в систему или использовать механизмы для ее перемещения
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
- Высокая точность
- Большой объем измерения, облегчающий проверку крупных/тяжелых деталей
- Легче загружать и выгружать компоненты, чем мостовая КИМ
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; вам необходимо доставить деталь в систему или выполнить значительную сборку/разборку для перемещения КИМ
- Занимает много места
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
- Высокая точность
- Подходит для мелких деталей
- Доступ с трех сторон облегчает ручную или автоматическую загрузку и выгрузку компонентов
- Могут быть дорогими
- Иметь фиксированный объем измерения
- Отсутствие портативности; нужно довести деталь до системы
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
- Большой объем измерения (длинные и тонкие детали)
- Подходит для деталей, требующих низких допусков
- Не требует значительной системы фундамента
- Быстрая и простая установка
- Меньшая площадь основания
- Требуется меньшая высота потолка, чем у других типов КИМ
- Экономичный
- Менее точные, чем другие КИМ
- Иметь фиксированный объем измерения
- Отсутствие портативности; нужно довести деталь до системы
- Чувствителен к вибрациям и должен использоваться в метрологической лаборатории
- Требовать жестких настроек для каждой проверяемой детали
- Комплекс по эксплуатации и требует квалифицированных рабочих для программирования устройства
- Портативный и легкий: КИМ можно поднести к детали
- Расширяемый измерительный объем (чехарда)
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
- Относительно недорогой
- Простота в эксплуатации (без программирования)
- Менее точные, чем другие типы КИМ
- Чувствителен к вибрациям окружающей среды
- Требуются жесткие установки
- Портативный и легкий: вы можете поднести КИМ к детали
- Расширяемый измерительный объем (чехарда)
- Включено для мультисенсорных измерений, таких как зондирование и сканирование
- Очень быстрое время сбора данных
- Относительно недорогой
- Простота в эксплуатации (без программирования)
- Жесткие установки не требуются
- Несколько менее точные, чем обычные КИМ, в зависимости от области применения
Что такое КИМ?
Координатно-измерительная машина, также известная как КИМ, представляет собой часть оборудования, которое измеряет геометрию физических объектов.
 КИМ используют систему зондирования для обнаружения дискретных точек на поверхности объектов.
КИМ используют систему зондирования для обнаружения дискретных точек на поверхности объектов.Самая первая КИМ появилась в начале 60-х годов. Первоначально разработанная компанией Ferranti в Шотландии в 50-х годах, эта 2-осевая КИМ использовала устройство трехмерного отслеживания с простым цифровым считыванием, которое отображало координаты XYZ. Компания Ferranti использовала свою КИМ для измерения прецизионных компонентов своей продукции военного назначения. Трехосные модели были разработаны в конце 60-х годов.
КИМ чаще всего используются для проверки детали или сборки, чтобы определить, соответствует ли она первоначальному проектному замыслу. КИМ интегрируются в рабочие процессы обеспечения качества или контроля качества для проверки размеров производимых компонентов для предотвращения или устранения проблем с качеством.
Преимущества использования КИМ по сравнению с ручными проверками или проверками, выполняемыми с помощью обычных метрологических инструментов, таких как микрометры и штангенрейсмасы, заключаются в следующем: точность, скорость и уменьшение человеческих ошибок.

Существует несколько различных типов КИМ. Как правило, КИМ классифицируют в зависимости от их структуры. У каждой структуры есть свои плюсы и минусы. Рассмотрим более подробно различные типы КИМ.
Какие существуют типы КИМ?
Мостовой КИМ
Мостовой КИМ оснащен измерительной системой, которая перемещается по трем осям: X, Y и Z; эти оси ортогональны друг другу в декартовой системе координат. На каждой оси есть датчик, который отслеживает положение зонда (в микрометрах) при его перемещении вдоль объекта и обнаружении точек на поверхности объекта. Эти точки образуют так называемое облако точек, которое «иллюстрирует» область поверхности, которую пользователи заинтересованы в проверке. Мостовые КИМ можно разделить на два подтипа КИМ: КИМ с подвижным столом и КИМ с подвижным мостом.
Плюсы мостовых КИМ
Недостатки мостовых КИМ
Портальные КИМ
Портальные КИМ чем-то похожи на мостовые КИМ; однако они обычно намного больше.
 Поскольку они предназначены для устранения необходимости поднимать деталь на стол и обеспечивают такой же уровень точности, что и мостовые КИМ, портальные КИМ регулярно используются для очень тяжелых или крупных деталей. Портальные КИМ должны монтироваться на прочном основании, непосредственно на полу.
Поскольку они предназначены для устранения необходимости поднимать деталь на стол и обеспечивают такой же уровень точности, что и мостовые КИМ, портальные КИМ регулярно используются для очень тяжелых или крупных деталей. Портальные КИМ должны монтироваться на прочном основании, непосредственно на полу.Преимущества портальных КИМ
Недостатки портальных КИМ
Консольная КИМ
Консольная КИМ отличается от мостовой КИМ тем, что измерительная головка прикреплена только к одной стороне жесткого основания.
 Консольные КИМ обеспечивают открытый доступ для специалистов по контролю со всех трех сторон для простоты эксплуатации
Консольные КИМ обеспечивают открытый доступ для специалистов по контролю со всех трех сторон для простоты эксплуатацииПреимущества консольных КИМ
Недостатки консольных КИМ
КИМ с горизонтальной консолью
КИМ с горизонтальной консолью, как следует из их названия, имеют датчики, установленные горизонтально, в отличие от датчиков, установленных вертикально, как в других КИМ.
 Они предназначены для измерения длинных и тонких объектов, которые невозможно проверить с помощью вертикальных КИМ, таких как листовой металл. КИМ с горизонтальной консолью также часто используются для контроля геометрии, доступ к которой затруднен. Существует два типа КИМ с горизонтальной консолью: на плите и на платформе.
Они предназначены для измерения длинных и тонких объектов, которые невозможно проверить с помощью вертикальных КИМ, таких как листовой металл. КИМ с горизонтальной консолью также часто используются для контроля геометрии, доступ к которой затруднен. Существует два типа КИМ с горизонтальной консолью: на плите и на платформе.Преимущества КИМ с горизонтальной консолью
Недостатки КИМ с горизонтальной консолью
Портативный измерительный манипулятор КИМ
Портативный измерительный манипулятор КИМ представляют собой координатно-измерительные машины, которые могут измерять детали прямо в цеху, обеспечивая быстрые результаты и анализ в режиме реального времени.
 В отличие от инспекторов, доставляющих компоненты в лабораторию для измерения, технические специалисты используют шарнирную руку с шести- или семиосевой системой для измерения компонентов там, где это необходимо; это особенно полезно для анализа деталей, еще интегрированных в их крепления или сборки. Портативные измерительные руки.
В отличие от инспекторов, доставляющих компоненты в лабораторию для измерения, технические специалисты используют шарнирную руку с шести- или семиосевой системой для измерения компонентов там, где это необходимо; это особенно полезно для анализа деталей, еще интегрированных в их крепления или сборки. Портативные измерительные руки.Плюсы КИМ с измерительной рукой
Недостатки КИМ с измерительной рукой
Оптическая КИМ
Оптические КИМ представляют собой портативные бесконтактные устройства. В этих КИМ используется безрукавная система с методами оптической триангуляции для сканирования и получения трехмерных измерений объектов.
 Благодаря сложной технологии обработки изображений оптические КИМ работают сверхбыстро и гарантируют точность метрологического класса. Оптические сканеры КИМ особенно благоприятны для производства в рамках Индустрии 4.0.
Благодаря сложной технологии обработки изображений оптические КИМ работают сверхбыстро и гарантируют точность метрологического класса. Оптические сканеры КИМ особенно благоприятны для производства в рамках Индустрии 4.0.Хотя оптические КИМ имеют несколько более низкий уровень точности, они, тем не менее, точны для широкого спектра применений. Фактически, оптические КИМ используются вместе с традиционными КИМ, чтобы устранить узкие места в производстве. Поэтому детали, требующие критического уровня точности, контролируются с помощью обычной КИМ. Все остальные компоненты можно оценить с помощью более экономичной оптической КИМ, которая обеспечивает удовлетворительную точность, а также портативность, гибкость и скорость.
Преимущества оптических КИМ
Недостатки оптических КИМ
Почему мы все время говорим о скорости КИМ?
Сегодняшние производители вынуждены увеличивать производительность, предлагать своевременные графики поставок и ускорять выход на рынок — и все это при значительном снижении затрат до минимума.
 Когда на КИМ возникают узкие места, процедуры контроля увеличивают продолжительность цикла и, в конечном счете, увеличивают затраты на качество, не добавляющие ценности. Поэтому скорость и эффективность КИМ имеют решающее значение.
Когда на КИМ возникают узкие места, процедуры контроля увеличивают продолжительность цикла и, в конечном счете, увеличивают затраты на качество, не добавляющие ценности. Поэтому скорость и эффективность КИМ имеют решающее значение.Как упоминалось ранее, заторы на КИМ часто возникают из-за огромного объема работы, которую должен выполнять ограниченный круг квалифицированных метрологов. Время программирования КИМ также значительно удлиняет проверки, поскольку КИМ необходимо настроить для каждого типа оцениваемого компонента или узла.
Обычные КИМ, оснащенные датчиками КИМ, работают медленно и не подходят для эффективного измерения сложных форм. Другие КИМ с датчиками КИМ, как правило, ускоряют процессы контроля; тем не менее, ими по-прежнему должны управлять специалисты.
Поэтому производители все чаще ищут технологии контроля, такие как инновационные оптические КИМ, которые могут идти в ногу с головокружительными темпами, необходимыми в сложных производственных условиях и со строгими стандартами обеспечения качества и контроля качества.

- 2.1 мост CMM
