На координатном станке: Особенности координатно-фрезерных станков по металлу на примере X716
Содержание
4-х-координатные фрезерные станки
-
ОБЗОР ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ СОБСТВЕННОГО ПРОИЗВОДСТВА -
КРИТЕРИИ ВЫБОРА ФРЕЗЕРНОГО ОБОРУДОВАНИЯ -
СРЕДНИЕ ФРЕЗЕРНЫЕ СТАНКИ -
ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ
Дополнительные статьи:
Фрезерные станки с числовым программным управлением выполняют обработку металлических деталей при помощи фрез преимущественно концевого и торцевого типа. Эти станки позволяют обрабатывать плоские и пространственные поверхности, в том числе весьма сложной формы. Жесткая конструкция обеспечивает высокую точность движению инструмента, а обширные технологические возможности — способность выполнить всю фрезерную обработку детали на одном станке. 4-х-координатный фрезерный станок является одним из наиболее продвинутых и универсальных станков фрезерной группы. На рабочий стол станка устанавливается дополнительное поворотное устройство, угол поворота которого задается и контролируется от ЧПУ. На нем обрабатываются следующие детали:
На нем обрабатываются следующие детали:
-
шнеки -
валы; -
диски; -
штампы; -
пресс-формы; -
кулачки; -
лопасти и т. д.
Помимо фрезерования с высокой точностью, на таких станках можно выполнить следующие операции:
-
сверление; -
растачивание; -
подрезка торцов; -
нарезание резьбы.
При необходимости использования всей рабочей поверхности основного рабочего стола поворотный стол может быть временно снят.
Основная сфера использования станков этого вида — единичное, мелкосерийное и среднесерийное производство. Многокоординатные станки лучше всего показывают себя при изготовлении сложных деталей, с которыми плохо справляются обычные вертикальные и горизонтальные станки. Однако для больших партий деталей простой конструкции выгоднее использовать фрезерные станки с меньшим количеством координат. Также размер и масса обрабатываемых деталей на этих станках имеют ограничения.
Однако для больших партий деталей простой конструкции выгоднее использовать фрезерные станки с меньшим количеством координат. Также размер и масса обрабатываемых деталей на этих станках имеют ограничения.
Особенности 4-х-координатных фрезерных станков
4-х-координатные фрезерные станки снабжаются высокоуровневыми системами ЧПУ, которые позволяют использовать возможности оборудования в полной мере. На этих ЧПУ можно выполнять линейную, винтовую и круговую интерполяцию.
Если от станков требуется особо высокая точность, то на них устанавливают замкнутую систему управления и высокоточную измерительную линейку. Во фрезерных станках 4D шпиндель с инструментом имеет возможность движения по осям X, Y, Z, а стол — вращения вокруг своей горизонтальной оси. Система ЧПУ позволяет поворачивать эту ось под любым требуемым углом, отдельно или одновременно с перемещением основных осей станка. Шпиндель 4-х-координатных станков вращается с высокой скоростью, он совершает до 12 тысяч оборотов в минуту. Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Такая высокая скорость вращения позволяет обрабатывать алюминиевые детали. Также эти станки нуждаются в инструменте самого высокого качества. Большое значение приобретает сбалансированность инструмента. Если инструмент плохо сбалансирован, то качество обработки может значительно снизится и увеличится износ элементов шпинделя.
Конструкция фрезерных станков 4D
Фрезерный станок с четырьмя осями имеет стандартную компоновку. Справа от рабочей зоны располагается пульт управления ЧПУ. Рабочая зона имеет двери с прозрачными окнами, а узлы станка скрыты корпусом из тонкого листового металла. Станки 4D имеют жесткую и массивную станину из чугуна, на которой своим основанием закреплена колонна. Она представляет собой устойчивый корпус, отличающийся амортизацией колебаний, возникающих в процессе работы. На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
На колонне находятся направляющие скольжения, которые имеют тефлоновое покрытие. Их конструкция обеспечивает устойчивость и амортизацию вибрации.
Рабочий стол 4-х-координатной фрезерной установки также изготовлены из чугуна. В результате этого получаются весьма прочные детали, с высокой жесткостью и стойкостью к истиранию. Направляющие обеспечивают устойчивость стола при обработке тяжелых или габаритных заготовок. Направляющие качения и высокоточные ШВП обеспечивают минимальный люфт. В поворотном стол используется редукция с червячной передачей. Точность позиционирования проверяется при помощи лазерного интерферометра.
Смазка всех направляющих и большинства движущихся узлов производится центральной смазочной системой, которая работает автоматически. Смазка элементов поворотного стола осуществляется окунанием в масло при вращении.
Строение шпиндельного узла 4-х-координатных фрезерных станков
Шпиндельная бабка располагается на колонне и передвигается по оси Z по двум вертикальным направляющим. Внутри шпинельной бабки располагается шпиндель, который вращается двигателем Siemens. Передачу движения между шпинделем и двигателем производит зубчатый ремень. Фрезерные станки 4D снабжают датчиками, преимущественно фотоэлектрической конструкции, которые позволяют ЧПУ определить осей, чтобы обеспечить точное позиционирование режущей кромки инструмента относительно детали, для осуществления фрезерования, нарезания резьбы или выполнения других действий.
Внутри шпинельной бабки располагается шпиндель, который вращается двигателем Siemens. Передачу движения между шпинделем и двигателем производит зубчатый ремень. Фрезерные станки 4D снабжают датчиками, преимущественно фотоэлектрической конструкции, которые позволяют ЧПУ определить осей, чтобы обеспечить точное позиционирование режущей кромки инструмента относительно детали, для осуществления фрезерования, нарезания резьбы или выполнения других действий.
Шпиндельная бабка в станках 4D имеет сложную конструкцию и, как следствие, значительный вес и наклоняет колонну вперед. Поэтому для компенсации повышенной нагрузки на узлы станка используется противовес. Он уравновешивает шпиндельную бабку и снижает нагрузку на привод оси Z. В классической версии противовес соединяется со шпиндельной бабкой цепями и роликами. Он снабжен двумя направляющими, которые необходимы для устойчивости во время движения. В современных станках все чаще устанавливаются азотные цилиндры, при помощи давления газа компенсирующие вес шпиндельной бабки. Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
Использование азотных цилиндров уменьшает вибрации при реверсе направления движения по вертикальной оси и позволяет увеличить скорости перемещения. В шпинделе установлены высокоточные радиально-упорные подшипники, которые предназначены для работы на высоких скоростях. Они хорошо воспринимают осевые и радиальные нагрузки. Шпиндель 4-х координатного станка работает следующим образом в зависимости от оборотов:
-
от 60 до 12000 об/мин в течение длительного времени. Отвод тепла осуществляется принудительным прокачиванием масла через рубашку шпинделя.
Все фрезерные станки в нашем каталоге могут быть опционально доукомплектованы опцией «поворотная ось». По всем вопросам можно обратиться к нашим менеджерам по телефонам 8 (4822) 620-620.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
4-координатные фрезерные станки с ЧПУ.
 Описание устройства и работы
Описание устройства и работы
Главная » Блог » 4 координатный фрезерный станок с ЧПУ. Преимущества, сфера применения, особенности работы
Базовая комплектация фрезерного оборудования характеризуется 3 координатами: X, Y, Z. Для обработки плоских заготовок и листов этого достаточно. Но довольно часто может требоваться всесторонняя обработка заготовки, для которой необходим четырехкоординатный фрезерный станок.
Чтобы трехкоординатное оборудование получило еще одну координату, достаточно просто установить на него поворотное устройство. На таком станке можно выполнять круговую гравировку и фрезеровку.
Поворотное устройство состоит из зажима (патрона) и бабки, имеющей цилиндрический наконечник.
Вращение заготовки осуществляется благодаря тому, что она зажимается в патроне, который подсоединен к валу двигателя. При этом патрон может быть неподвижным или двигаться под углом. С помощью направляющих будет перемещаться и сама бабка, подстраиваясь под длину заготовки.
С помощью направляющих будет перемещаться и сама бабка, подстраиваясь под длину заготовки.
Преимущества 4-координатных станков с ЧПУ
Главное достоинство такого оборудования заключается в расширенном функционале. Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Сферы применения
Главной сферой применения 4-координатного станка является металлообработка. С помощью поворотного устройства можно изготавливать сложные детали для современного оборудования и техники и другие элементы необычной формы. Также дополнительная ось позволяет высверливать в изделии отверстия нестандартных конфигураций.
Кроме этого, четырехкоординатные фрезерные станки с ЧПУ нашли широкое применение в изготовлении сувенирной и рекламной продукции и даже детских игрушек и головоломок.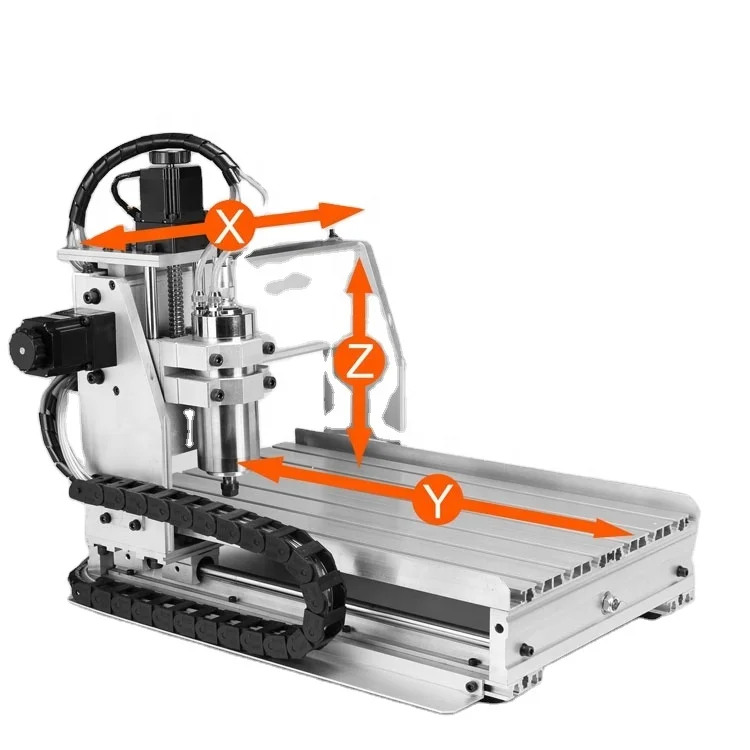
Также применяются они и для производства ювелирных украшений из цветных и благородных металлов и драгоценных камней. Незаменимыми 4-координатные устройства являются и при гравировке хрусталя, стекла и керамики.
Особенности работы
Многие технологические процессы на станках с ЧПУ и обрабатывающих центрах имеющих четырехкоординатную систему требуют применения смазочно-охлаждающих жидкостей (СОЖ) при обработке разных видов металлов. С их помощью происходит охлаждение режущего инструмента и заготовки, удаление стружки из зоны обработки.
Наша компания поставляет широкий спектр СОЖ для станков с ЧПУ из Германии, с завода Zeller+Gmelin. Специалисты ДивинойлРус помогут с подбором нужной охлаждающей жидкости для конкретного техпроцесса. Оформят покупку и отправят ваш заказ в доставку в кратчайшие сроки.
Вас заинтересуют
Ваш вопрос успешно отправлен. Спасибо!
Спасибо!
Базовая комплектация фрезерного оборудования характеризуется 3 координатами: X, Y, Z. Для обработки плоских заготовок и листов этого достаточно. Но довольно часто может требоваться всесторонняя обработка заготовки, для которой необходим четырехкоординатный фрезерный станок.
Чтобы трехкоординатное оборудование получило еще одну координату, достаточно просто установить на него поворотное устройство. На таком станке можно выполнять круговую гравировку и фрезеровку.
Поворотное устройство состоит из зажима (патрона) и бабки, имеющей цилиндрический наконечник.
Вращение заготовки осуществляется благодаря тому, что она зажимается в патроне, который подсоединен к валу двигателя. При этом патрон может быть неподвижным или двигаться под углом. С помощью направляющих будет перемещаться и сама бабка, подстраиваясь под длину заготовки.
Преимущества 4-координатных станков с ЧПУ
Главное достоинство такого оборудования заключается в расширенном функционале. Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Дополнительная ось позволяет обрабатывать заготовки круговым или спиральным методом. Поэтому на таких станках можно изготавливать детали со сложным контуром. Предприятие, купившее такое оборудование, сможет перейти на новое производственное направление и расширить ассортимент изготавливаемой продукции.
Сферы применения
Главной сферой применения 4-координатного станка является металлообработка. С помощью поворотного устройства можно изготавливать сложные детали для современного оборудования и техники и другие элементы необычной формы. Также дополнительная ось позволяет высверливать в изделии отверстия нестандартных конфигураций.
Кроме этого, четырехкоординатные фрезерные станки с ЧПУ нашли широкое применение в изготовлении сувенирной и рекламной продукции и даже детских игрушек и головоломок.
Также применяются они и для производства ювелирных украшений из цветных и благородных металлов и драгоценных камней. Незаменимыми 4-координатные устройства являются и при гравировке хрусталя, стекла и керамики.
Особенности работы
Многие технологические процессы на станках с ЧПУ и обрабатывающих центрах имеющих четырехкоординатную систему требуют применения смазочно-охлаждающих жидкостей (СОЖ) при обработке разных видов металлов. С их помощью происходит охлаждение режущего инструмента и заготовки, удаление стружки из зоны обработки.
Наша компания поставляет широкий спектр СОЖ для станков с ЧПУ из Германии, с завода Zeller+Gmelin. Специалисты ДивинойлРус помогут с подбором нужной охлаждающей жидкости для конкретного техпроцесса. Оформят покупку и отправят ваш заказ в доставку в кратчайшие сроки.
2421 станок координатно-расточный. Паспорт, схемы, характеристики, описание
Сведения о производителе координатно-расточного станка 2421
Производитель координатно-расточного станка 2421 Каунасский станкостроительный завод им. Дзержинского, Koordinate г. Каунас Литва.
Дзержинского, Koordinate г. Каунас Литва.
Станки, выпускаемые Каунасским станкостроительным заводом им. Дзержинского
- 2А430 — станок координатно-расточной 280 х 560
- 4К722АФ1 — станок электроэрозионный копировально-прошивочный
- 2421 — станок координатно-расточной 250 х 450
- 2431 — станок координатно-расточной 320 х 560
- 2431СФ10 — станок координатно-расточной особо точный с УЦИ 320 х 560
- КС-02 — станок координатно-сверлильный 250 х 600
2421 Координатно-расточный станок особо точный. Назначение и область применения
Координатно-расточный одностоечный станок 2421 с оптической системой отсчета координат предназначен для выполнения чистовых операций в деталях массой до 150 кг, где требуется особо высокая точность взаимного расположения обрабатывающих отверстий и поверхностей.
Расточной станок 2421 — малогабаритный, относительно простой конструкции. В станке отсутствует механическая подача стола, только ручная, и всего три подачи шпинделя.
В станке отсутствует механическая подача стола, только ручная, и всего три подачи шпинделя.
Благодаря своему конструктивному решению и широким технологическим возможностям станки 2421 удовлетворяют требованиям обработки прецизионных деталей приборостроительной, часовой, радиотехнической, а также других отраслей промышленности. Большое количество принадлежностей и специальный режущий инструмент, которыми комплектуются станки, в значительной степени увеличивают их технологические возможности.
На станках 2421 можно выполнять следующие виды работ:
- сверление
- рассверливание
- развертывание
- растачивание отверстий
- подрезку торцов
- чистовое фрезерование
- нарезание резьбы метчиком
- точную разметку шаблонов
- контроль линейных размеров и межцентровых расстояний
Большое количество принадлежностей и специальный режущий инструмент, которыми комплектуется станок, расширяют его технологические возможности.
Станок снабжен простым поворотным столом, на котором возможны деление круга на заданные углы и обработка отверстий, расположенных по окружности.
Станок 2421 обеспечивает точность и нормальную работу при температуре в помещении 20±1 °С и относительной влажности не более 55%.
Состав, общая компоновка и особенности координатно-расточного станка
Станок 2421 состоит из следующих основных узлов:
- шпиндельная головка
- шпиндель
- коробка подач
- колонна
- станина
- стол и салазки
- оптические отсчетные устройства продольного и поперечного перемещения стола
На жесткой станине закреплена колонна станка, по направляющим которой перемещается шпиндельная головка.
Салазки расположены на двух горизонтальных и одной вертикальной направляющих станины, а стол — на двух горизонтальных и одной вертикальной направляющих салазок.
Электродвигатель главного привода установлен в электрошкафу.
Коробка подач расположена в колонне. Для осуществления подачи шпинделя и ручного перемещения шпиндельной головки на последней установлены две промежуточные рейки.
При такой компоновке расточной группы шпиндельная головка разгружена от осевых усилий, возникающих при резании, значительно уменьшены ее габариты по ширине, а также улучшена технологичность и геометрия шпинделя.
2421 Габарит рабочего пространства координатно-расточного станка
Габарит рабочего пространства расточного станка 2421
Габарит рабочего пространства координатно-расточного станка 2421. Смотреть в увеличенном масштабе
2421 Общий вид координатно-расточного станка
Фото координатно-расточного станка 2421
Фото координатно-расточного станка 2421
Фото координатно-расточного станка 2421
Расположение составных частей координатно-расточного станка 2421
Расположение составных частей расточного станка 2421
Расположение составных частей координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение органов управления координатно-расточным станком 2421
Расположение органов управления координатно-расточным станком 2421
Расположение органов управления координатно-расточным станком 2421. Смотреть в увеличенном масштабе
2421 Кинематическая схема координатно-расточного станка
Кинематическая схема координатно-расточного станка 2421
Кинематическая схема координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Шпиндель получает вращение от электродвигателя постоянного тока типа ПБС-33 через две ременные передачи и промежуточный вал II (рис. 4).
При помощи электропривода осуществляется плавное регулирование частоты вращения электродвигателя в диапазоне от 100 до 2250 об/мин, что соответствует скорости вращения шпинделя от 135 до 3000 об/мин.
Автоматический зажим инструмента осуществляется при помощи вала XII, на котором смонтированы муфта предельного момента и кулачковая муфта, соединяющая валы X и XII. При вращении шпинделя со скоростью около 120 об/мин на вал X навинчивается специальная втулка, в которую ввинчен хвостовик инструмента, и таким образом происходит зажим инструмента.
При вращении шпинделя со скоростью около 120 об/мин на вал X навинчивается специальная втулка, в которую ввинчен хвостовик инструмента, и таким образом происходит зажим инструмента.
Механизм коробки подач позволяет осуществлять:
- три переключаемые механические подачи шпинделя;
- грубую и тонкую ручные подачи шпинделя;
- реверсирование подач.
Движение вращения шпинделя передается от плоскоременной передачи через шкив (d=100 м), вал III, червячную пару 16, 18 и вал IV.
Три механические подачи шпинделя (0,015; 0,03; 0,06 мм/об) осуществляются перемещением блока шестерен 13, 14, 15, которые входят в зацепление соответственно с шестернями 9, 10, 11 (см. рис. 3 и 4).
Включение механической подачи шпинделя осуществляется при помощи двух рычагов 7 (см. рис. 3), которые передвигают клин. Последний, раздвигая специальное разжимное кольцо, защемляет червячное колесо 29, которое приводит во вращение вал IX и неподвижно сидящую на нем муфту-шестерню 27. Последняя передвигает шпиндель при помощи рейки 28. При нажатии рычагов в сторону колонны клин отводится, и разжимное кольцо освобождает червячное колесо 29. При повороте рычагов по часовой стрелке шпиндель поднимается, при повороте рычагов в обратном направлении — опускается.
Последняя передвигает шпиндель при помощи рейки 28. При нажатии рычагов в сторону колонны клин отводится, и разжимное кольцо освобождает червячное колесо 29. При повороте рычагов по часовой стрелке шпиндель поднимается, при повороте рычагов в обратном направлении — опускается.
Тонкая ручная подача шпинделя осуществляется следующим образом: следует отвести рычаги от колонны и при помощи маховика 32 вращать вал VIII, который через червячную пару 29, 30 приводит во вращение муфту-шестерню 27. Последняя передвигает рейку 28, а вместе с ней и шпиндель. При работе с ручной подачей шестерня 6 выводится из зацепления установкой рукоятки 10 в среднее положение.
Реверсирование подачи осуществляется также при помощи рукоятки 10 установкой ее в одно из крайних положений. При этом шестерня 6 входит в зацепление непосредственно с шестерней 9 или через промежуточную шестерню 7 с шестерней 8 и изменяет направление вращения вала VII.
Перемещение шпиндельной головки осуществляется вручную после отжатая зажимов. При помощи рукоятки 14, сидящей на валу XIV, муфта-шестерня 26, которая находится в постоянном зацеплении с рейкой 25, закрепленной неподвижно на шпиндельной головке, соединяется с муфтой-шестерней 27. Перемещение шпиндельной головки производится рычагами 7 (см. рис. 3) через вал IX и муфты-шестерни 26, 27.
При помощи рукоятки 14, сидящей на валу XIV, муфта-шестерня 26, которая находится в постоянном зацеплении с рейкой 25, закрепленной неподвижно на шпиндельной головке, соединяется с муфтой-шестерней 27. Перемещение шпиндельной головки производится рычагами 7 (см. рис. 3) через вал IX и муфты-шестерни 26, 27.
Ручное перемещение стола осуществляется при помощи маховика 44 (см. рис. 3), сидящего на валу XVI, шестерен 33, 34, винта 32 и винтовой рейки 31.
Точное ручное перемещение стола осуществляется при помощи ручки 40, сидящей на валу XV, червячной пары 35, 36, шестерен 33, 34, винта 32 и винтовой рейки 31. При точном перемещении стола необходимо при помощи ручки 45 и клинового механизма соединить червячное колесо 35 с валом XVI, а при грубом перемещении — разъединить.
Механизм перемещения салазок аналогичен механизму перемещения стола.
Краткое описание узлов координатно-расточного станка 2421
Шпиндельная головка со шпинделем координатно-расточного станка 2421
Шпиндельная головка координатно-расточного станка 2421
Шпиндельная головка координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Шпиндельная головка представляет собой литую жесткую деталь с внутренними ребрами. Она включает в себя шлицевый вал 6 (рис. 5), расточный шпиндель (рис. 6), устройство механического зажима инструмента, механизм ручного проворота шпинделя, промежуточную рейку 10 (см. рис. 5) и механизм зажима гильзы.
Шпиндель получает вращение от приводного шкива 7, смонтированного на отдельном кронштейне, который закреплен на колонне, через шлицевый вал 6 и крестовую муфту 11. Ручной проворот шпинделя осуществляется ручкой 5 при нажатии ее до сцепления конических колес 4 и 3.
Перемещение гильзы шпинделя и головки осуществляется при помощи реечной пары и пальца 12, соединяющего рейку 10 с гильзой.
Автоматическое отключение подачи шпинделя в крайнем верхнем и нижнем положениях производится микровыключателем, установленным на направляющей рейки, и двумя кулачками, вставленными в рейку. Для ограничения максимального ручного перемещения шпинделя служит окно для пальца 12 в корпусе шпиндельной головки.
Ручное перемещение шпиндельной головки производят при помощи рычагов 7 (см. рис. 3) при отжатой головке. Механическое перемещение головки осуществляют включением механической подачи рукояткой 10.
Механизм зажима инструмента состоит из стержня 1, шомпола 2 (см. рис. 6), кулачковой муфты 9. (см. рис. 5), зубчатой предохранительной муфты 8 и переключателя 13. Для зажима инструмента необходимо переключатель 13 установить в положение „Зажим инструмента». После зажима инструмента переключатель 13 следует установить в рабочее положение.
Механизм зажима гильзы состоит из стержня 2 и винта 1. Управление зажимом производится вращением винта 1 специальным ключом.
Внимание! Не забывайте освободить гильзу шпинделя по окончании фрезерных работ.
Шпиндельная головка снабжена индикаторным устройством для точного измерения заданной глубины расточки
Подшипники шлицевого вала 6 смазываются смазкой „ЦИАТИМ-221″.
Коробка подач координатно-расточного станка 2421
Коробка подач координатно-расточного станка 2421
Коробка подач координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач (рис. 7) вмонтирована в колонну. Она включает в себя механизмы механической подачи, реверса, переключения подач, устройство для включения и выключения механической подачи и ручного перемещения рейки, верньер для тонкой подачи гильзы, механизм выключения подачи на заданной глубине.
Включение и реверсирование механической подачи шпинделя производится нажатием рукоятки 10 (см. рис. 3) вверх или вниз. Переключение подач шпинделя производится рукояткой 18, при помощи которой передвигается толкатель с вилкой, соединенной с блоком шестерен.
Включение подачи осуществляется нажатием на рычаги 7 по направлению от колонны, выключение — нажатием рычагов в противоположном направлении. Ручное перемещение гильзы осуществляется вращением рычагов 7 в нужном направлении. Механизм выключения подачи на заданной глубине включает: кулачок 11 (см. рис. 7), который жестко связан с лимбом 12, определяющим положение шпинделя относительно шпиндельной головки, рычаг 1 выключателя, собачку 2 и два диска 5 и 6. Диск 5 связан с вилкой переключения шестерни 3, а диск 6 — с рукояткой включения и реверсирования механической подачи шпинделя.
Диск 5 связан с вилкой переключения шестерни 3, а диск 6 — с рукояткой включения и реверсирования механической подачи шпинделя.
При сверлении или растачивании на заданную глубину лимб 12 устанавливают на заданную координату и зажимают гайкой 14 через кольцо 13. Включают механическую подачу шпинделя. На заданной глубине кулачок 11 давит на конец рычага 1, другой конец которого выходит из зацепления с дисками 5 и 6; при этом происходит мгновенное выключение из зацепления шестерни 3, а тем самым выключается и механическая подача шпинделя.
Лимб 12 показывает положение шпинделя относительно шпиндельной головки. Для определения нулевого положения шпиндель опускают вниз до упора. Лимб отжимают при помощи гайки 14, устанавливают перед риской индекса на нуль и зажимают гайкой 14.
Перемещение шпиндельной головки производят при отжатом зажиме. При этом включается зубчатая муфта, выполненная заодно с шестерней 10. Муфту в зацеплении держат пружины 9. При зажиме шпиндельной головки зубчатая муфта отключается.
Смазка всех шестерен картерная, подшипники смазываются разбрызгиванием. Экран указателя уровня масла выведен на правую сторону колонны.
Колонна координатно-расточного станка 2421
В литой жесткой колонне (рис. 8) размещены коробка подач, механизм зажима шпиндельной головки, грузовой противовес для уравновешивания гильзы со шпинделем, вал главного привода станка.
На верхней части колонны закреплены шкивы главного привода с натяжным устройством, а также кронштейн для крепления шкива вращения шпинделя. Натяжение ремня производят винтом 7 натяжного устройства.
При перемещении рукоятки 11 вверх отжимают шпиндельную головку и, вращая рычаги 7 (см. рис. 3), перемещают рейку 14 (см. рис. 5), а вместе с ней и шпиндельную головку.
Грузовой противовес 14 (см. рис. 8) гильзы со шпинделем подвешен на велосипедной цепи и направляется стержнем 1.
Вал главного привода 6 закреплен на двух опорах.
Механизм зажима шпиндельной головки состоит из рукоятки 11, вала 12, игольчатых подшипников, посаженных эксцентрично на валу 12, штоков 16, рычагов 15, 13, 8 и пружин 17.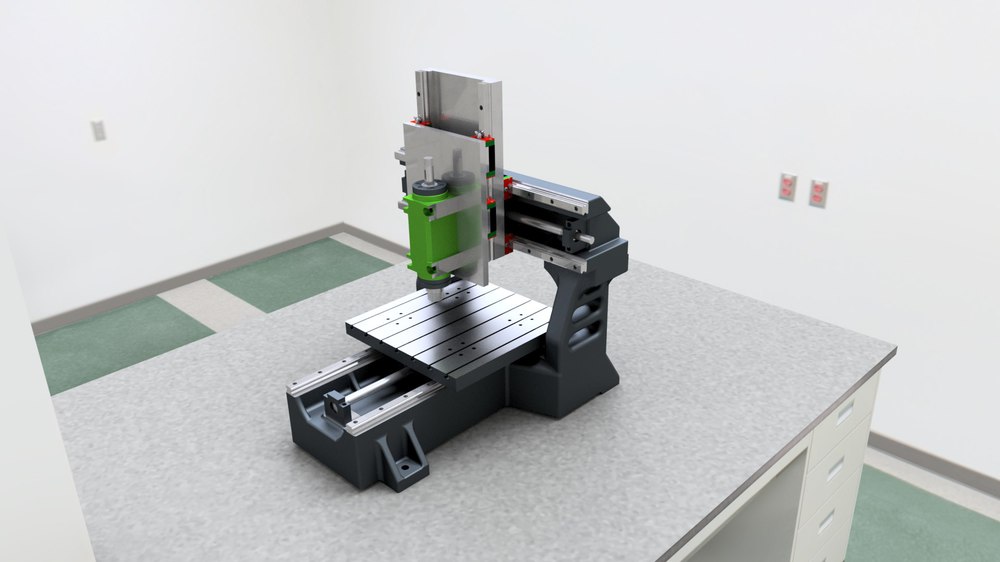 Вращением гаек 18 изменяют величину сжатия пружин 17, и таким образом регулируют усилие зажима шпиндельной головки.
Вращением гаек 18 изменяют величину сжатия пружин 17, и таким образом регулируют усилие зажима шпиндельной головки.
Шпиндельная головка перемещается по прямоугольным направляющим. Прижим направляющих шпиндельной головки к колонне осуществляется подпружиненными подшипниками качения 2. Оси подшипников сидят в каретке 4, подпираемой пружиной 3.
В другой плоскости зазор между направляющими выбирается роликовым клином 10. Регулировка зазора производится винтами, расположенными вверху и внизу клина.
На колонне установлен ограничитель максимальных перемещений шпиндельной головки. Ограничитель выполнен в виде прорези в планке 9, по которой перемещается палец, установленный в шпиндельной головке.
Главный привод
Главный привод (рис. 11) с целью уменьшения вибраций и нагрева станка размещен в электрошкафу, сзади станины. Привод состоит из электродвигателя постоянного тока ПБС-33, плиты, при помощи которой двигатель крепится к электрошкафу, приводного шкива и винта натяжения ремня.
Станина
Основанием станка служит литая станина (рис. 9) коробчатой формы с внутренними ребрами жесткости. На задней части станины закреплена колонна. По двух плоским горизонтальным и одной плоской вертикальной направляющим станины на роликах, заключенных в сепараторы, перемещаются салазки. Направляющие качения залиты маслом на 2/3 высоты ролика и защищены стальными лентами 14. Средние направляющие защищены от попадания стружки подпружиненными козырьками.
На станине установлена рейка 6 для перемещения салазок. Рейка защищена телескопическими щитками.
Механизм зажима салазок состоит из двух рычагов 4, пружин 3, вала 7, винтов 1, гаек 2 и рычага 9. Тормозная лента салазок зажата рычагами 4, на которые воздействуют пружины 3. При отжиме салазок усилие от рычага 9 передается на винты 1, которые воздействуют на нижние плечи рычагов 4, сжимают пружины 3 и освобождают тормозные ленты, прекрепленные к салазкам.
В станине смонтированы три виброизолирующие опоры 13 для установки станка по уровню, а также противовес 12 для уравновешивания шпиндельной головки. Направляющими для противовеса служат два стержня 11.
Направляющими для противовеса служат два стержня 11.
Стол и салазки (рис. 10)
Стол передвигается по двум плоским горизонтальным и одной плоской вертикальной направляющим салазок на роликах, заключенных в сепараторы.
Прижим вертикальных направляющих стола к салазкам и салазок к станине осуществляется при помощи подпружиненных подшипников качения 9, в которые вставлены оси, сидящие на клиньях 4, подпираемых винтом 6 через пружину 5. Усилие прижима регулируют вращением винта 6.
Направляющие залиты маслом и защищены от засорения стружкой, концами стола и подпружиненными козырьками.
Механизм ручного перемещения стола (или салазок) включает в себя маховик 20, вал 23, две промежуточные шестерни 18, 19, винт 8 с винтовой рейкой 7.
Точная ручная установка стола (или салазок) осуществляется при помощи ручки 1 и винтовой пары 2, 3, включение которой производят посредством гайки 21, штока 22, клина 25 и раздвижного кольца 24.
Механизм зажима стола состоит из рукоятки 15, винта 14, рычага 11 и пружины 12. При зажиме стола , действие пружины 12 передается на рычаг 11, который сжимает ленту 10, прикрепленную к столу. Для отжима стола необходимо повернуть рукоятку 15 влево, при этом винт 14 через рычаг 11 сжимает пружину 12 и освобождает ленту 10. Усилие прижима регулируют вращением винта 13.
При зажиме стола , действие пружины 12 передается на рычаг 11, который сжимает ленту 10, прикрепленную к столу. Для отжима стола необходимо повернуть рукоятку 15 влево, при этом винт 14 через рычаг 11 сжимает пружину 12 и освобождает ленту 10. Усилие прижима регулируют вращением винта 13.
Грубый отсчет перемещений стола и салазок производят по линейкам, прикрепленным к салазкам и станине.
Для направления защитной ленты 16 направляющих станины в корпус салазок встроены ролики 17.
Отсчетное оптическое устройство станка 2421
Схема оптики расточного станка 2421
На рис. 12 и 13 показаны оптические схемы отсчетных устройств продольного и поперечного перемещения стола. Схемы идентичны, поэтому ниже описывается только одна из них — схема продольного перемещения.
Описание работы. Отсчет координатных перемещений стола станка производится по высокоточным металлическим штриховым шкалам при помощи проекционных оптических устройств. Оптико-механическая система отсчета обеспечивает точность отсчета координатных перемещений стола до 0,001 мм.
На штриховой шкале продольного перемещения нанесено 320 миллиметровых делений, а на штриховой шкале поперечного перемещения — 200 миллиметровых делений.
Лампа осветителя 5 (см. рис. 12) через систему линз, призм и объектив 2 освещает зеркальную поверхность штриховой шкалы 1. Отраженный луч от зеркальной поверхности штриховой шкалы через объектив попадает в проекционный канал. Пройдя проекционный канал, изображение штриха окуляром 3 строится на матовой поверхности экрана 4, увеличенное в 50х.
Таким образом, миллиметровый интервал между двумя штрихами на штриховой шкале будет соответствовать на экране 50 мм.
На экранах отсчетных устройств нанесено одиннадцать биштрихов, которые делят 50-миллиметровый интервал на десять равных частей, соответствующих в действительности 0,1 мм на штриховой шкале.
Соответственно отсчет координатных перемещений с точностью 0,1 мм можно производить непосредственно по экранам. Экраны отсчетных устройств установлены подвижно и при вращении лимбов 1 и 2 (рис. 14) перемещаются в направлении, перпендикулярном изображению штриха. На отсчетных лимбах нанесено по 100 делений. При повороте отсчетного лимба от нулевого деления до сотого экран перемещается на 5 мм, т. е. на расстояние между двумя соседними биштрихами. Так как интервал между двумя соседними биштрихами соответствует в действительности 0,1 мм, то одно деление на лимбе будет соответствовать 0,1:100=0,001, т. е. 0,001 мм.
14) перемещаются в направлении, перпендикулярном изображению штриха. На отсчетных лимбах нанесено по 100 делений. При повороте отсчетного лимба от нулевого деления до сотого экран перемещается на 5 мм, т. е. на расстояние между двумя соседними биштрихами. Так как интервал между двумя соседними биштрихами соответствует в действительности 0,1 мм, то одно деление на лимбе будет соответствовать 0,1:100=0,001, т. е. 0,001 мм.
Пример отсчета координат координатно-расточного станка 2421
Для отсчета целых миллиметровых перемещений с наружной стороны стола и салазок установлены металлические оцифрованные линейки грубого отсчета с подвижными индексами. На рис. 15 показан отсчет при Х= 125,682, У=87,334.
„Сброс на нуль» осуществляется механически, перемещением штриховых шкал. Кнопка перемещения штриховой шкалы продольного перемещения находится на левой торцовой стороне стола под колпачком, а кнопка перемещения штриховой шкалы поперечного перемещения — справа на стенке колонны. Кнопки перемещения штриховых шкал имеют ограничители вращения.
Кнопки перемещения штриховых шкал имеют ограничители вращения.
Отсчетные устройства станка снабжены коррекционными устройствами, позволяющими компенсировать погрешности отсчета, возникающие от неточности перемещения направляющих стола и салазок.
Электросхема координатно-расточного станка 2421
Электросхема координатно-расточного станка 2421
Электросхема координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Читайте также: Заводы производители сверлильных станков в России
2421 станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2421
| Наименование параметра | 2431 | 2421 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82Е | С | С |
| Наибольший диаметр сверления в стали 45, мм | 14,5 | 10 |
| Наибольший диаметр сверления в чугуне, мм | 12 | |
| Наибольший диаметр рассверливания, мм | 30 | |
| Наибольший диаметр растачивания, мм | 220 | 80 |
| Наибольший диаметр фрезы при фрезеровании, мм | 63 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 50. .575 .575 | 100..400 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 280 |
| Стол | ||
| Рабочая поверхность стола, мм | 320 х 560 | 250 х 450 |
| Наибольшее продольное перемещение стола, мм | 400 | 320 |
| Наибольшее поперечное перемещение стола, мм | 250 | 200 |
| Наибольшая масса обрабатываемого изделия, кг | 300 | 150 |
| Число Т- образных пазов на столе | 5 | 3 |
| Количество подач стола | Б/С | — |
| Величина ускоренного перемещения стола, мм/мин | 2000 | — |
| Пределы рабочих подач при фрезеровании, мм/мин | 1..1200 | — |
| Цена деления оптического отсчетного устройства, мм | 0,001 | 0,001 |
| Точность установки координат, мм | 0,002 | 0,002 |
| Шпиндель | ||
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя ручное, мм | 125 | 100 |
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя механическое, мм | 125 | 100 |
| Диаметр передней опоры шпинделя, мм | 60 | |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 400 | 200 |
| Скорость перемещения шпиндельной бабки (головки), мм/мин | 1200 | — |
| Количество скоростей шпинделя | Б/С | Б/С |
| Частота вращения шпинделя, об/мин | 10. .3000 .3000 | 135..3000 |
| Количество подач шпинделя | 6 | 3 |
| Внутренний конус шпинделя | Морзе 2 | |
| Наибольший конус закрепляемого инструмента | Морзе 2 | |
| Закрепление шпиндельной коробки на направляющих | ручное | ручное |
| Предохранение от перегрузки механизма подач | ||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,02; 0,03; 0,05; 0,08; 0,12; 0,20 | 0,015; 0,03; 0,06 |
| Максимальный момент на шпинделе, Н*м | 52 | 90 |
| Привод | ||
| Количество электродвигателей на станке | 4 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,9 (1060), =220В | 2,1 (2200) |
| Привод перемещения стола, кВт | 0,18 (1000), =36В | — |
Привод перемещения салазок. Мощность, кВт (об/мин) Мощность, кВт (об/мин) | 0,18 (1000), =36В | — |
| Привод перемещения шпиндельной головки. Мощность, кВт (об/мин) | 0,55 (3000) | — |
| Привод зажима отжима стола, кВт | — | |
| Привод зажима отжима салазок, кВт | — | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | — |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2360 х 1900 х 1580 | 1890 х 1220 х 2220 |
| Масса станка, кг | 2500 | 1885 |
- Координатно-расточной одностоечный станок 2421. Руководство по эксплуатации 2421, 1983
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.
 П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980 - Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы:
Связанные ссылки. Дополнительная информация
КИМ / Лазерный трекер | KEYENCE Америка
Модельный ряд
Серия XM представляет собой портативную координатно-измерительную машину (КИМ), которая позволяет любому пользователю легко измерять элементы 3D/GD&T. Система портативна и готова к работе в цеху, поэтому измерения можно проводить в любом месте. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображениях представлена наша новейшая модель XM-5000, которая обеспечивает высокоточные измерения как для деталей размером с ладонь, так и для крупных приложений.
На изображениях представлена наша новейшая модель XM-5000, которая обеспечивает высокоточные измерения как для деталей размером с ладонь, так и для крупных приложений.
Каталоги
Цена
Особенности
Высокоточное трехмерное измерение с помощью ручного датчика
К мишеням можно приближаться под любым углом, что обеспечивает интуитивное измерение. Результаты измерений, отображаемые на мониторе, просты для понимания и содержат изображения.
Измерение большой площади с максимальным размером измерения 2 м (6,6 фута)
Пространство измерения в 66 раз больше, чем у обычных моделей. Все, от деталей размером с ладонь до крупных деталей, можно измерить.
Диапазон измерения в горизонтальном направлении
Диапазон измерения в вертикальном направлении
Координатно-измерительная машина серии WM — это новая ручная КИМ, предназначенная для точных измерений в 3D и GD&T на большой площади 10 м (32 фута). Подобно серии XM, устройство является портативным и готовым к работе в цеху, поэтому измерения можно проводить в любом месте, в том числе на станке. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображении показана наша последняя модель WM-3000, в которой используется беспроводной ручной датчик с визуальными указаниями на экране, что позволяет одному оператору легко проверять детали сложных размеров или, как правило, требует нескольких инспекторов из-за размера детали.
Подобно серии XM, устройство является портативным и готовым к работе в цеху, поэтому измерения можно проводить в любом месте, в том числе на станке. Устройство также автоматически записывает данные измерений и создает подробные отчеты об инспекциях. На изображении показана наша последняя модель WM-3000, в которой используется беспроводной ручной датчик с визуальными указаниями на экране, что позволяет одному оператору легко проверять детали сложных размеров или, как правило, требует нескольких инспекторов из-за размера детали.
Каталоги
Цена
Особенности
Решение проблем измерения крупных деталей
Большие детали, которые трудно измерить
- Ограниченная область измерения
- Проверка в одиночку затруднена
- Высокие затраты на обслуживание
Простое крупномасштабное измерение
- Широкий диапазон измерений
- Простой в использовании
- Нет стоимости владения
Новая концепция в координатной метрологии
Высокая точность:
Точные измерения на большой площади
Максимальная дальность измерения 10 м 32,8′
Простота в использовании:
Просто коснитесь детали зондом
Беспроводной зонд не ограничивает движения.
Портативный:
Измеряйте где угодно
Серия WM поставляется со специальным мобильным футляром.
Координатно-измерительная машина (КИМ) представляет собой измерительное устройство, которое измеряет геометрию объектов путем установления дискретных точек на физической поверхности с помощью контактного щупа. Станок укажет положение датчика с точки зрения смещения от исходной точки в трехмерной системе координат (оси XYZ). КИМ может измерять важные 3D-размеры с высокой точностью, записывать измеренные данные и получать сложные функции GD&T. В бесконтактных моделях используются другие методы, такие как камеры и лазеры.
Детали координатно-измерительной машины (КИМ)
Как правило, большинство КИМ мостового или портального типа, как показано на схеме. Сферическая контактная точка, прикрепленная к наконечнику зонда, прикладывается к объекту на столике, а значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и измерения отличий от чертежей.
A: Подвижный мост, B: Триггерный датчик, C: Сцена, D: Контроллер
Координатно-измерительные машины (КИМ) имеют возможности трехмерных измерений (направления X, Y и Z), в отличие от ручных инструментов, таких как микрометры, штангенциркули или штангенциркули, которые ограничены измерением только в одном направлении в время.
КИМ точно отслеживают наконечник зонда в трехмерном пространстве и создают объемные измерения путем построения формы с помощью точек, взятых при контакте с измеряемой деталью. Можно взять еще большее количество точек на большей площади детали, чтобы отобразить поверхность и сравнить с данными САПР для проверки формы, формы и коробления.
Важным преимуществом координатно-измерительных машин (КИМ) является то, что они могут измерять детали, которые трудно измерить с помощью других измерительных машин, с высокой степенью точности.
Еще одна особенность, которая связана с характером системы измерения ЧПУ, — это возможность измерения трехмерных координат определенной точки (отверстия и т. д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. . Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
Координатно-измерительные машины (КИМ) — это автоматизированные средства контроля. Квалифицированные программисты создают процедуру или программу измерения, измеряя любые необходимые 3D-размеры или размеры GD&T на детали.
После того, как программа зарегистрирована и исходная точка установлена через систему координат, детали могут быть закреплены на месте, а операторы могут запустить автоматизированную процедуру измерения на координатно-измерительной машине. Несмотря на то, что на создание программы затрачивается значительное количество времени, фактическая проверка детали может выполняться автоматически.
Поместите мишень измерения в метрологическую лабораторию как минимум на 5 часов перед измерением, чтобы дать мишени приспособиться к комнатной температуре (обычно 68°F). Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполняйте измерения, направляя датчик в нужное место измерения вручную или с помощью управляющего ПК. КИМ запишет координаты X, Y, Z местоположения зонда. По мере того как точки продолжают сниматься, системное программное обеспечение будет вычислять заданные размеры, такие как диаметры, длины, углы и другие критические размеры.
Калибровка щупа (калибровка зонда)
Калибровка щупа (наконечника щупа), который соприкасается с объектом, должна быть выполнена для точного начала измерения по двум причинам. Первый заключается в распознавании сферических координат центра стилуса. Во-вторых, установить диаметр сферы стилуса. Установив диаметр, можно рассчитать путем смещения радиуса от точки, фактически касающейся (вне сферы) до координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как эталонная сфера.
Меры предосторожности при обращении
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление жизненно важны для точности измерений.
Убедитесь, что движущиеся части перемещаются горизонтально и вертикально во время использования. Кроме того, используйте эталон измерения или аналогичный объект для проверки наличия ошибок индикации.
Для выполнения точных измерений крайне важно, чтобы температура мишени соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы параметры измерения должны быть установлены с учетом любой разницы температур.
Для сенсорных щупов важно обеспечить контакт щупа с целью с постоянной скоростью во время измерения.
Техническое обслуживание и калибровка
Обычные КИМ требуют регулярного технического обслуживания и проверки для непрерывного выполнения высокоточных измерений. Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Обучение оператора координатно-измерительной машины (КИМ)
Аккуратное обращение с координатно-измерительными машинами обычно требует продвинутых навыков оператора. Как правило, программисты КИМ являются высококвалифицированными специалистами в области метрологии.
Программисты КИМ требуются не только для надлежащей проверки, КИМ может быть повреждена, что приведет к высоким затратам на ремонт, если она не используется должным образом. По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
Аэрокосмическая и оборонная промышленность
См. тематические исследования и информационные документы аэрокосмических и оборонных компаний. Встроенное в систему программное обеспечение SPC автоматически собирает данные и создает подробные отчеты об инспекциях, чтобы соответствовать требованиям AS9100. Примеры применения включают прецизионно обработанные компоненты, отливки, формованные детали и сборки.
Встроенное в систему программное обеспечение SPC автоматически собирает данные и создает подробные отчеты об инспекциях, чтобы соответствовать требованиям AS9100. Примеры применения включают прецизионно обработанные компоненты, отливки, формованные детали и сборки.
Подробнее
Механические мастерские
См. тематические исследования и информационные документы малых и средних механических мастерских или ремонтных мастерских. Будь то высокоточные компоненты, требующие точности координатно-измерительной машины (КИМ), или предоставление инспекторам и механикам возможности быстро проверять детали в цеху, серия XM является подходящим инструментом для работы. Примеры приложений включают прецизионно обработанные компоненты.
Подробнее
Входной контроль
См. литературу, в которой рассматриваются способы повышения эффективности контроля и более быстрого завершения входного контроля. Примеры включают предотвращение узких мест на координатно-измерительной машине (КИМ) за счет быстрой проверки деталей кем угодно и где угодно на объекте.
Подробнее
Координатно-измерительные машины (КИМ) представляют собой сложные контрольно-измерительные приборы с множеством движущихся частей, чувствительных к температуре и влажности компонентов и различных хрупких предметов. Это создает суровые производственные условия, где существует гораздо более высокая вероятность дорогостоящего повреждения или неоптимальных условий измерения, ведущих к неточностям во время проверки. Лаборатории качества спроектированы так, чтобы быть безопасными зонами, экологически регулируемыми и обеспечивают благоприятные условия для надлежащего контроля.
Портативная координатно-измерительная машина KEYENCE серии XM представляет собой портативную координатно-измерительную машину (КИМ) для цеха, предназначенную для того, чтобы любой пользователь мог легко и точно измерять 3D-и GDT-элементы в любом месте. После измерения детали система автоматически записывает данные и создает отчет о проверке.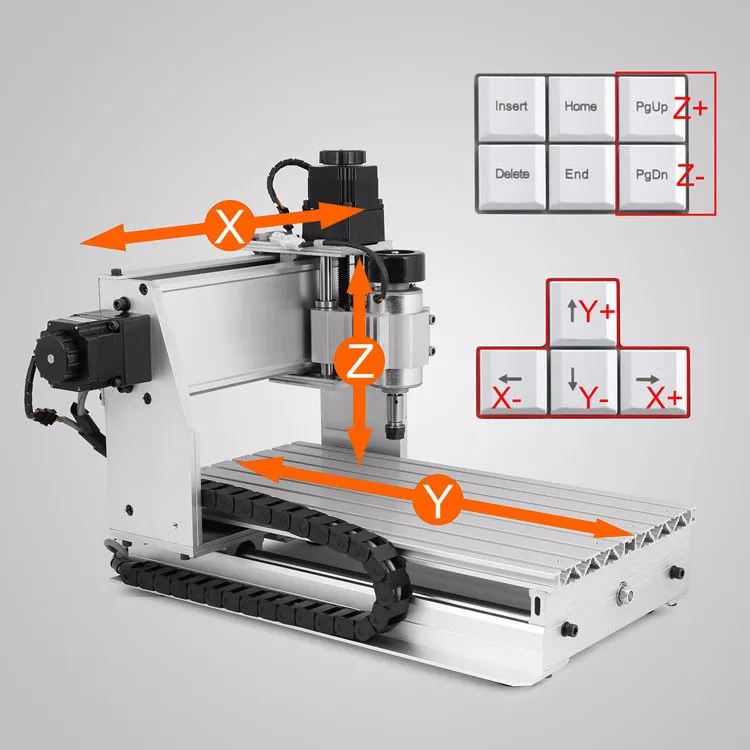 Наше последнее устройство позволяет сравнивать CAD и экспортировать 3D CAD. По сравнению с традиционной координатно-измерительной машиной (КИМ) компании отмечают значительное сокращение времени проверки и увеличение пропускной способности благодаря проверкам в цеху кем угодно, а также помогают устранить любые отставания в работе координатно-измерительной машины (КИМ).
Наше последнее устройство позволяет сравнивать CAD и экспортировать 3D CAD. По сравнению с традиционной координатно-измерительной машиной (КИМ) компании отмечают значительное сокращение времени проверки и увеличение пропускной способности благодаря проверкам в цеху кем угодно, а также помогают устранить любые отставания в работе координатно-измерительной машины (КИМ).
Стилус/наконечник зонда
Щуп контактного типа КИМ обычно имеет сферический диаметр. На наконечнике зонда часто используются твердые материалы, наиболее распространенными из которых являются рубин и диоксид циркония.
В дополнение к сферической форме можно использовать иглы с острым концом.
Гранитный стол
Для обеспечения высокой точности измерения поверхность координатно-измерительной машины часто представляет собой каменную пластину. Поверхность каменной плиты имеет очень небольшое изменение формы с течением времени и ее нелегко поцарапать, поэтому ее преимущество заключается в том, что ее можно стабильно использовать в течение длительного времени.
Светильники
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации цели измерения на месте.
Цель измерения фиксирована, потому что она не перемещается во время работы КИМ, потому что движение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты.
Воздушные компрессоры и осушители
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с осушителем. Это можно найти в стандартных КИМ мостового или портального типа.
Программное обеспечение
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Во-первых, это программное обеспечение для наших собственных измерительных машин, которое мы независимо разработали для каждого производителя измерительных машин.
Второй — это программное обеспечение, разработанное сторонней организацией, которое может использоваться с измерительными приборами различных производителей.
КИМ
обычно имеют систему координат устройства, которая задается в объекте.
Система координат устройства определяется устройством, например, направление оси, которая движется в поперечном направлении, является осью X, а направление, перпендикулярное поверхности предметного столика, является осью Z. Поэтому, в зависимости от ориентации измеряемого объекта, она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией опорных координат называется выравниванием.
Для установки рабочей системы координат требуется три элемента информации.
Первая — это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, — это ось Z.
Вторая линия — это опорная линия, которая обычно является осью X, а вертикальное направление — осью Y. Прямая линия может быть измерена непосредственно от объекта, или это может быть прямая линия, соединяющая две разные точки (например, два отверстия) с виртуальной линией.
Третий момент – происхождение. Это начало координат является нулевой точкой каждого значения координат X, Y и Z. Также можно указать конкретную точку (например, центр определенного отверстия) в качестве начала или виртуальную точку (точку пересечения). где пересекаются две прямые.
Как правило, пользователь выбирает цель измерения, называемую «элементом», например плоскость, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа кончик щупа соприкасается с измеряемым объектом и берется точка измерения. Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента.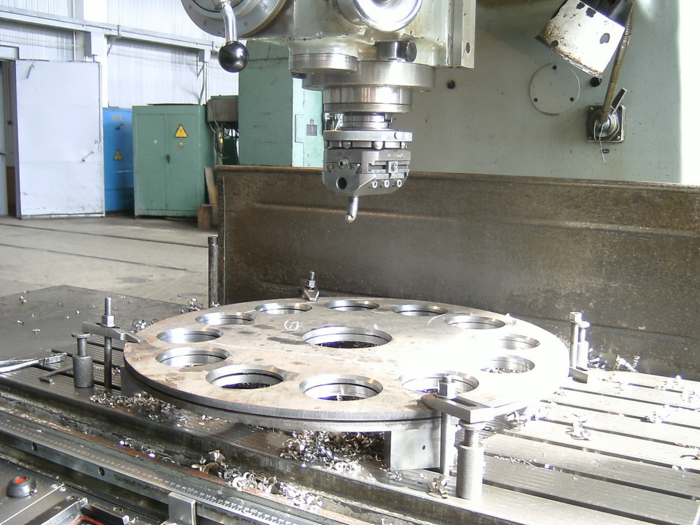 Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Помимо плоскостей, элементами измерения являются линии, точки, окружности, цилиндры, конусы и сферы.
Размеры и трехмерные формы измеряются путем расчета расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, например линии и круги. Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины также могут измерять с помощью виртуальных линий и точек.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми линиями, допуски между плоскостями, пересечения между плоскостями и окружности между конусами и плоскостями.
Можно сказать, что измерения с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркуль, являются уникальными для трехмерных измерений.
Для правильной установки и измерения требуются специальные знания и навыки.
Требуется поддерживать соответствующую температуру в помещении для измерений и стабилизировать температуру объекта.
Поскольку необходимо выполнять калибровку каждый раз при изменении различных настроек и углов зонда, поддерживать частую смену продукта непросто.
Поскольку требуется помещение для измерений, трудно выполнять частые измерения при обработке объекта.
Для установки требуется большое пространство и строительство экологически контролируемой лаборатории качества, что очень дорого.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут быть бременем.
Программирование КИМ требует значительного времени по нескольким причинам. Требуемое время для доставки детали в лабораторию качества, получение соответствующей температуры для детали, фиксация, калибровка каждого наконечника зонда и время, необходимое для завершения измерения.
Серия XM от KEYENCE — это координатно-измерительная машина нового типа, которая преодолевает обычные препятствия для КИМ. Это портативная настольная КИМ, которая позволяет любому оператору легко измерять параметры 3D/GD&T. Устройство также не требует контролируемой среды и может использоваться в цеху. Узнайте больше об этой КИМ нового поколения!
Оптические КИМ (VMM)
Координатно-измерительная машина большой площади (КИМ)
Координатно-измерительные машины | Типы и характеристики измерительных систем | Основы измерений
- Что такое координатно-измерительная машина (КИМ)?
- Детали координатно-измерительной машины (КИМ)
- Как пользоваться координатно-измерительной машиной (КИМ)
- Координатно-измерительная машина (КИМ) Измерение
- Проблемы координатно-измерительных машин (КИМ)
- Почему стоит выбрать KEYENCE?
Традиционно измерения проводились визуально с использованием ручных инструментов или оптического компаратора. Однако эти инструменты требуют значительного времени и имеют ограниченную точность.
Однако эти инструменты требуют значительного времени и имеют ограниченную точность.
С другой стороны, координатно-измерительная машина (КИМ) измеряет высоту, ширину и глубину детали, используя технологию обработки координат. Кроме того, такие машины могут автоматически измерять цель, записывать измеренные данные и получать измерения GD&T.
Координатно-измерительная машина (КИМ) — это либо контактная модель, в которой используются сенсорные датчики, сферический объект, используемый для выполнения измерений, либо бесконтактная модель, в которой используются другие методы, такие как камеры и лазеры. Некоторые модели, разработанные для автомобильной промышленности, могут даже измерять объекты размером более 10 м (30 футов).
Преимущество координатно-измерительной машины (КИМ) заключается в том, что она может измерять детали, которые трудно измерить с помощью других измерительных машин, с высокой точностью.
Например, трудно измерить трехмерные координаты определенной точки (отверстия и т. д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
- А
- Разводной мост
- Б
- Пусковой зонд
- С
- Стадия
- Д
- Контроллер
Как правило, большинство КИМ мостового или портального типа, как показано на схеме. Сферическая контактная точка, прикрепленная к наконечнику зонда, прикладывается к объекту на столике, а значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и измерения отличий от чертежей.
Щуп контактного типа КИМ обычно имеет сферический диаметр. На наконечнике зонда часто используются твердые материалы, наиболее распространенными из которых являются рубин и диоксид циркония.
В дополнение к сферической форме можно использовать иглы с острым концом.
Для обеспечения высокой точности измерения поверхность координатно-измерительной машины часто представляет собой каменную пластину. Поверхность каменной плиты имеет очень небольшое изменение формы с течением времени и ее нелегко поцарапать, поэтому ее преимущество заключается в том, что ее можно стабильно использовать в течение длительного времени.
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации цели измерения на месте.
Причина, по которой цель измерения зафиксирована, не перемещается во время работы КИМ, поскольку перемещение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты
.
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с осушителем. Это можно найти в стандартных КИМ мостового или портального типа.
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Во-первых, это программное обеспечение для наших собственных измерительных машин, которое мы независимо разработали для каждого производителя измерительных машин.
Второй — это программное обеспечение, разработанное третьей стороной, которое может использоваться измерительными приборами различных производителей.
Поместите мишень измерения в метрологическую лабораторию как минимум на 5 часов перед измерением, чтобы дать мишени приспособиться к комнатной температуре (обычно 68°F). Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполните измерения, направив датчик в нужное место измерения вручную или с помощью управляющего ПК. КИМ запишет координаты X, Y, Z местоположения зонда. По мере того как точки продолжают сниматься, системное программное обеспечение будет вычислять заданные размеры, такие как диаметры, длины, углы и другие критические размеры.
По мере того как точки продолжают сниматься, системное программное обеспечение будет вычислять заданные размеры, такие как диаметры, длины, углы и другие критические размеры.
Калибровка щупа (наконечника датчика), который соприкасается с объектом, должна быть выполнена для точного начала измерения по двум причинам. Первый заключается в распознавании сферических координат центра стилуса. Во-вторых, установить диаметр сферы стилуса. Установив диаметр, можно рассчитать путем смещения радиуса от точки, фактически касающейся (вне сферы) до координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как эталонная сфера.
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление жизненно важны для точности измерений.
Убедитесь, что движущиеся части двигаются горизонтально и вертикально во время использования. Кроме того, используйте эталон измерения или аналогичный объект для проверки наличия ошибок индикации.
Для выполнения точных измерений очень важно, чтобы температура мишени соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы параметры измерения должны быть установлены с учетом любой разницы температур.
Для сенсорных щупов важно обеспечить контакт щупа с целью с постоянной скоростью во время измерения.
Обычные КИМ требуют регулярного технического обслуживания и проверки для непрерывного выполнения высокоточных измерений. Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Аккуратное обращение с координатно-измерительными машинами обычно требует продвинутых навыков оператора. Как правило, программисты КИМ являются высококвалифицированными специалистами в области метрологии.
Программисты КИМ требуются не только для надлежащей проверки, КИМ может быть повреждена, что приведет к высоким затратам на ремонт, если она не используется должным образом. По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
КИМ
обычно имеют систему координат устройства, которая задается в объекте.
Система координат устройства определяется устройством, например, направление оси, которая перемещается в поперечном направлении, является осью X, а направление, перпендикулярное поверхности рабочей области, является осью Z. Поэтому, в зависимости от ориентации измеряемого объекта, она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией опорных координат называется выравниванием.
Для установки рабочей системы координат требуется три элемента информации.
Первая — это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, — это ось Z.
Вторая линия — это опорная линия, которая обычно является осью X, а вертикальное направление — осью Y. Прямая линия может быть измерена непосредственно от объекта, или это может быть прямая линия, соединяющая две разные точки (например, два отверстия) с виртуальной линией.
Третья точка — исходная точка. Это начало координат является нулевой точкой каждого значения координат X, Y и Z. Также можно указать конкретную точку (например, центр определенного отверстия) в качестве начала или виртуальную точку (точку пересечения). где пересекаются две прямые.
Как правило, пользователь выбирает цель измерения, называемую «элементом», например плоскость, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа кончик щупа соприкасается с измеряемым объектом и берется точка измерения. Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента. Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.
Помимо плоскостей, к элементам измерения относятся линии, точки, окружности, цилиндры, конусы и сферы.
Размеры и трехмерные формы измеряются путем расчета расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, например линии и круги. Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины также могут измерять с помощью виртуальных линий и точек.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми линиями, допуски между плоскостями, пересечения между плоскостями и окружности между конусами и плоскостями.
Можно сказать, что измерения с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркуль, являются уникальными для трехмерных измерений.
Измерения геометрических допусков измеряются так же, как и обычные измерительные элементы.
Подробнее см. страницу геометрических допусков.
Для правильной установки и измерения требуются специальные знания и навыки.
Требуется поддерживать соответствующую температуру в комнате для измерений и стабилизировать температуру объекта.
Поскольку необходимо выполнять калибровку каждый раз при изменении различных настроек и углов зонда, поддерживать частую смену продукта непросто.
Поскольку требуется помещение для измерений, трудно выполнять частые измерения при обработке объекта.
Для установки требуется большое пространство и строительство экологически контролируемой лаборатории качества, что очень дорого.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут стать бременем.
Для программирования КИМ требуется много времени по нескольким причинам. Требуемое время для доставки детали в лабораторию качества, получение соответствующей температуры для детали, фиксация, калибровка каждого наконечника зонда и время, необходимое для завершения измерения.
Серия XM от KEYENCE — это координатно-измерительная машина нового типа, которая преодолевает обычные препятствия для КИМ. Это портативная настольная КИМ, которая позволяет любому оператору легко измерять параметры 3D/GD&T. Устройство также не требует контролируемой среды и может использоваться в цеху. Узнайте больше об этой КИМ нового поколения!
Модельный ряд координатно-измерительных машин (КИМ)
- Типы и характеристики измерительных систем Системы измерения профиля
- Типы и характеристики измерительных систем Лазерный трекер
ИНДЕКС
Координатно-измерительные машины | Типы и характеристики измерительных систем | Основы измерений
- Что такое координатно-измерительная машина (КИМ)?
- Детали координатно-измерительной машины (КИМ)
- Как пользоваться координатно-измерительной машиной (КИМ)
- Координатно-измерительная машина (КИМ) Измерение
- Проблемы координатно-измерительных машин (КИМ)
- Почему стоит выбрать KEYENCE?
Традиционно измерения проводились визуально с использованием ручных инструментов или оптического компаратора. Однако эти инструменты требуют значительного времени и имеют ограниченную точность.
Однако эти инструменты требуют значительного времени и имеют ограниченную точность.
С другой стороны, координатно-измерительная машина (КИМ) измеряет высоту, ширину и глубину детали, используя технологию обработки координат. Кроме того, такие машины могут автоматически измерять цель, записывать измеренные данные и получать измерения GD&T.
Координатно-измерительная машина (КИМ) — это либо контактная модель, в которой используются сенсорные датчики, сферический объект, используемый для выполнения измерений, либо бесконтактная модель, в которой используются другие методы, такие как камеры и лазеры. Некоторые модели, разработанные для автомобильной промышленности, могут даже измерять объекты размером более 10 м (30 футов).
Преимущество координатно-измерительной машины (КИМ) заключается в том, что она может измерять детали, которые трудно измерить с помощью других измерительных машин, с высокой точностью.
Например, трудно измерить трехмерные координаты определенной точки (отверстия и т. д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
д.) от виртуального начала координат с помощью ручного инструмента, такого как штангенциркуль или микрометр. Кроме того, измерение с использованием виртуальных точек и виртуальных линий и геометрических допусков затруднено с помощью других измерительных машин, но может быть измерено с помощью 3D-КИМ.
- А
- Разводной мост
- Б
- Пусковой зонд
- С
- Стадия
- Д
- Контроллер
Как правило, большинство КИМ мостового или портального типа, как показано на схеме. Сферическая контактная точка, прикрепленная к наконечнику зонда, прикладывается к объекту на столике, а значения координат в трех измерениях (X, Y, Z) задаются и измеряются.
Он в основном используется для трехмерного измерения штампов, таких как автомобильные детали и различные механические детали, трехмерных объектов, таких как прототипы, и измерения отличий от чертежей.
Щуп контактного типа КИМ обычно имеет сферический диаметр. На наконечнике зонда часто используются твердые материалы, наиболее распространенными из которых являются рубин и диоксид циркония.
В дополнение к сферической форме можно использовать иглы с острым концом.
Для обеспечения высокой точности измерения поверхность координатно-измерительной машины часто представляет собой каменную пластину. Поверхность каменной плиты имеет очень небольшое изменение формы с течением времени и ее нелегко поцарапать, поэтому ее преимущество заключается в том, что ее можно стабильно использовать в течение длительного времени.
Одним из наиболее важных инструментов для использования координатно-измерительной машины являются приспособления для фиксации цели измерения на месте.
Причина, по которой цель измерения зафиксирована, не перемещается во время работы КИМ, поскольку перемещение детали приведет к ошибкам. Обычно используются такие инструменты, как крепежные пластины, зажимы и магниты
.
Для координатно-измерительных машин с механическим приводом требуется воздушный компрессор с осушителем. Это можно найти в стандартных КИМ мостового или портального типа.
Существует примерно два типа программного обеспечения для координатно-измерительных машин.
Во-первых, это программное обеспечение для наших собственных измерительных машин, которое мы независимо разработали для каждого производителя измерительных машин.
Второй — это программное обеспечение, разработанное третьей стороной, которое может использоваться измерительными приборами различных производителей.
Поместите мишень измерения в метрологическую лабораторию как минимум на 5 часов перед измерением, чтобы дать мишени приспособиться к комнатной температуре (обычно 68°F). Это предотвратит ошибки измерения и расхождения из-за теплового расширения.
Выполните измерения, направив датчик в нужное место измерения вручную или с помощью управляющего ПК. КИМ запишет координаты X, Y, Z местоположения зонда. По мере того как точки продолжают сниматься, системное программное обеспечение будет вычислять заданные размеры, такие как диаметры, длины, углы и другие критические размеры.
По мере того как точки продолжают сниматься, системное программное обеспечение будет вычислять заданные размеры, такие как диаметры, длины, углы и другие критические размеры.
Калибровка щупа (наконечника датчика), который соприкасается с объектом, должна быть выполнена для точного начала измерения по двум причинам. Первый заключается в распознавании сферических координат центра стилуса. Во-вторых, установить диаметр сферы стилуса. Установив диаметр, можно рассчитать путем смещения радиуса от точки, фактически касающейся (вне сферы) до координат центра сферы.
Для калибровки обычно используется сфера с известной сферичностью, известная как эталонная сфера.
Хотя некоторые модели могут выполнять измерения порядка 0,1 мкм, правильное использование и управление жизненно важны для точности измерений.
Убедитесь, что движущиеся части двигаются горизонтально и вертикально во время использования. Кроме того, используйте эталон измерения или аналогичный объект для проверки наличия ошибок индикации.
Для выполнения точных измерений очень важно, чтобы температура мишени соответствовала комнатной температуре в метрологической лаборатории. В качестве альтернативы параметры измерения должны быть установлены с учетом любой разницы температур.
Для сенсорных щупов важно обеспечить контакт щупа с целью с постоянной скоростью во время измерения.
Обычные КИМ требуют регулярного технического обслуживания и проверки для непрерывного выполнения высокоточных измерений. Особенно в случае КИМ мостового типа с механическим приводом и скользящими частями необходимо регулярно заменять изношенные детали, смазывать и очищать систему для оптимальной работы.
Аккуратное обращение с координатно-измерительными машинами обычно требует продвинутых навыков оператора. Как правило, программисты КИМ являются высококвалифицированными специалистами в области метрологии.
Программисты КИМ требуются не только для надлежащей проверки, КИМ может быть повреждена, что приведет к высоким затратам на ремонт, если она не используется должным образом. По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
По этой причине необходимы штатные инспекторы, а необходимая подготовка является необходимым условием для работы.
КИМ
обычно имеют систему координат устройства, которая задается в объекте.
Система координат устройства определяется устройством, например, направление оси, которая перемещается в поперечном направлении, является осью X, а направление, перпендикулярное поверхности рабочей области, является осью Z. Поэтому, в зависимости от ориентации измеряемого объекта, она может отличаться от базовой плоскости или базовой линии самого объекта. Поскольку физически разместить это в координатах станка сложно и неточно, рабочая система координат устанавливается в соответствии с базовой плоскостью или базовой линией объекта.
Таким образом, выравнивание ориентации заготовки с ориентацией опорных координат называется выравниванием.
Для установки рабочей системы координат требуется три элемента информации.
Первая — это плоскость, которая является базовой плоскостью, а направление, перпендикулярное этой плоскости, — это ось Z.
Вторая линия — это опорная линия, которая обычно является осью X, а вертикальное направление — осью Y. Прямая линия может быть измерена непосредственно от объекта, или это может быть прямая линия, соединяющая две разные точки (например, два отверстия) с виртуальной линией.
Третья точка — исходная точка. Это начало координат является нулевой точкой каждого значения координат X, Y и Z. Также можно указать конкретную точку (например, центр определенного отверстия) в качестве начала или виртуальную точку (точку пересечения). где пересекаются две прямые.
Как правило, пользователь выбирает цель измерения, называемую «элементом», например плоскость, через меню программного обеспечения и начинает измерение. В случае координатно-измерительной машины контактного типа кончик щупа соприкасается с измеряемым объектом и берется точка измерения. Элемент измеряется путем измерения минимального количества точек измерения, указанных для каждого элемента. Если количество точек измерения дополнительно увеличивается, оно часто рассчитывается по методу наименьших квадратов.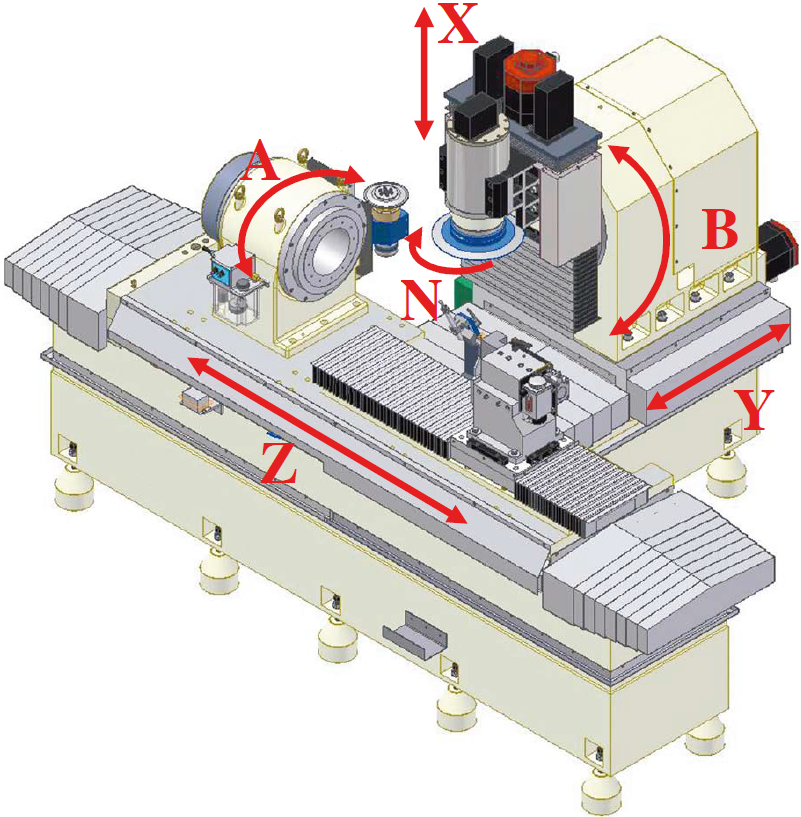
Помимо плоскостей, к элементам измерения относятся линии, точки, окружности, цилиндры, конусы и сферы.
Размеры и трехмерные формы измеряются путем расчета расстояний и углов между измеряемыми элементами.
Некоторые элементы имеют трехмерные формы, такие как цилиндры и конусы, но некоторые элементы не имеют трехмерных форм, например линии и круги. Эти элементы обычно проецируются на плоскость (перемещаются перпендикулярно направлению плоскости), чтобы их можно было правильно измерить. Проецируемая плоскость называется базовой плоскостью или плоскостью проекции.
Координатно-измерительные машины также могут измерять с помощью виртуальных линий и точек.
Используются различные примеры виртуальных элементов, такие как пересечения между прямыми линиями, допуски между плоскостями, пересечения между плоскостями и окружности между конусами и плоскостями.
Можно сказать, что измерения с использованием этих виртуальных элементов, которые трудно измерить с помощью ручных инструментов, таких как штангенциркуль, являются уникальными для трехмерных измерений.
Измерения геометрических допусков измеряются так же, как и обычные измерительные элементы.
Подробнее см. страницу геометрических допусков.
Для правильной установки и измерения требуются специальные знания и навыки.
Требуется поддерживать соответствующую температуру в комнате для измерений и стабилизировать температуру объекта.
Поскольку необходимо выполнять калибровку каждый раз при изменении различных настроек и углов зонда, поддерживать частую смену продукта непросто.
Поскольку требуется помещение для измерений, трудно выполнять частые измерения при обработке объекта.
Для установки требуется большое пространство и строительство экологически контролируемой лаборатории качества, что очень дорого.
Расходы на техническое обслуживание измерительной среды и измерительного оборудования могут стать бременем.
Для программирования КИМ требуется много времени по нескольким причинам. Требуемое время для доставки детали в лабораторию качества, получение соответствующей температуры для детали, фиксация, калибровка каждого наконечника зонда и время, необходимое для завершения измерения.
