Накатка резьбы на токарном станке: Накатывание резьбы на станках с ЧПУ?
Содержание
Накатывание резьбы на станках с ЧПУ?
Все фотографии предоставлены LMT India Pvt Ltd
При работе на большинстве станков с ЧПУ наилучшим вариантом создания высококачественной наружной резьбы за один проход является метод накатывания, исключающий образование стружки.
На протяжении десятилетий накатывание резьбы производилось на многошпиндельных, токарно-винторезных и специализированных резьбонакатных станках. Новым направлением является накатывание резьбы на станках, не специализированных под производство определенных деталей/операций. Он дает определенные преимущества при использовании на станках с ЧПУ, поскольку такой метод исключает дорогостоящие многократные проходы, обязательные при нарезании резьбы резцом. Накатывание резьбы за один проход экономит до 90% времени!
Современные станки с ЧПУ универсальны и отличаются оперативностью переналадки, отвечая требованиям производства «точно в срок». Еще более важным преимуществом станков с ЧПУ является быстрота и эффективность, с которой они обрабатывают детали. Смена инструментов на них происходит быстрее, а операции по наладке можно выполнять во время работы станка.
Смена инструментов на них происходит быстрее, а операции по наладке можно выполнять во время работы станка.
Так же как использование станка с ЧПУ, нарезание резьбы резцом является универсальным методом. Современный процесс нарезания резьбы в основном происходит с применением инструментов со сменными пластинами и является частью процесса высокоскоростной программируемой обработки. Обрабатываемая деталь, как правило, проходит через стандартные циклы программы и множество разнообразных механизмов станка. Этот способ может быть очень экономичным при изготовлении небольшого количества деталей.
Однако при обработке большого количества деталей нарезание резьбы резцом дает меньше преимуществ. Это обусловлено тем, что для увеличения срока эффективной работы инструмента сменные пластины производятся с ограниченной глубиной резания, и для достижения требуемой глубины резьбы необходимо несколько проходов. Это замедляет процесс производства. Дополнительные проходы также могут потребоваться для снятия заусенцев с резьбы. Несмотря на то, что ЧПУ сокращает общее время обработки за счет повышения эффективности нерабочего хода, эта экономия сводится на нет временем, необходимым на дополнительную обработку. С другой стороны, при накатывании резьбы за один проход сокращается дорогостоящее время работы станка с ЧПУ. Кроме того, использование резьбонакатной головки на станке ЧПУ позволяет обрабатывать детали с одного установа, исключая тем самым необходимость в дополнительной обработке на специальном резьбонакатном станке.
Несмотря на то, что ЧПУ сокращает общее время обработки за счет повышения эффективности нерабочего хода, эта экономия сводится на нет временем, необходимым на дополнительную обработку. С другой стороны, при накатывании резьбы за один проход сокращается дорогостоящее время работы станка с ЧПУ. Кроме того, использование резьбонакатной головки на станке ЧПУ позволяет обрабатывать детали с одного установа, исключая тем самым необходимость в дополнительной обработке на специальном резьбонакатном станке.
Бесстружечная холодная формовка
Технические преимущества
В дополнение к тому, что метод накатки резьбы позволяет выполнять больший объем работ за меньшее время на одном станке, он также имеет целый ряд технических преимуществ перед методом нарезания. Вместо резания материала в процессе накатки формируется необходимый профиль. В ходе этого процесса обрабатываемый материал испытывает напряжение, превышающее его предел текучести, и подвергается пластической, а значит, постоянной деформации. Усиленный накатный ролик, изготовленный из инструментальной или быстрорежущей стали, смещает материал по контуру резьбы, подвергая его пластической деформации и придавая ему окончательную форму. На материал заготовки действует напряжение, превышающее его предел текучести, вследствие чего он деформируется, принимая зеркально отраженную форму накатного ролика (см. рисунок).
Усиленный накатный ролик, изготовленный из инструментальной или быстрорежущей стали, смещает материал по контуру резьбы, подвергая его пластической деформации и придавая ему окончательную форму. На материал заготовки действует напряжение, превышающее его предел текучести, вследствие чего он деформируется, принимая зеркально отраженную форму накатного ролика (см. рисунок).
- Увеличение прочности
Линии зерен подвергшегося накатке материала непрерывны в отличие от линий при нарезании: они спрессованы и направлены перпендикулярно осевой линии заготовки, что увеличивает прочность резьбы на 10-30% по сравнению с процессом нарезания. Это важно при воздействии на резьбу растягивающего усилия, направленного вдоль осевой линии заготовки. Такое увеличение прочности дает наибольшие преимущества при обработке цилиндров, штоков поршней, рулевых тяг и т.п.
- Чистота поверхности
Сжатие материала во время операции накатки приводит к деформационному упрочнению поверхности резьбы, особенно на впадинах и боковых сторонах ее профиля, что приводит к повышению ее износостойкости. Сжатие материала накатным роликом дает более точный профиль с более высоким качеством обработки, чем можно достичь при помощи шлифовки. При резании материала получается более грубая поверхность, чем при сжатии, когда поверхность приобретает большую гладкость и прочность, а значит, повышенную стойкость к износу, коррозии и истиранию. Данное качество особенно важно для штоков клапанов и других деталей, подверженных воздействию агрессивной, коррозионно-активной среды. Гладкая поверхность резьбы также необходима для гаек, которые должны обеспечивать свободное движение на большие расстояния в загрязненной атмосфере.
Сжатие материала накатным роликом дает более точный профиль с более высоким качеством обработки, чем можно достичь при помощи шлифовки. При резании материала получается более грубая поверхность, чем при сжатии, когда поверхность приобретает большую гладкость и прочность, а значит, повышенную стойкость к износу, коррозии и истиранию. Данное качество особенно важно для штоков клапанов и других деталей, подверженных воздействию агрессивной, коррозионно-активной среды. Гладкая поверхность резьбы также необходима для гаек, которые должны обеспечивать свободное движение на большие расстояния в загрязненной атмосфере.
- Повышенная износостойкость
Накатанная резьба также на 70% больше устойчива к усталости металла, чем нарезанная. Благодаря тому, что процесс накатывания проходит без образования стружки, на профиле не образуются шероховатости, следы вибрации и острые точки выхода, наиболее подверженные напряжению. При накатке обеспечивается гладкая, начисто обработанная поверхность резьбы, с минимальными неровностями в местах концентрации напряжений, что предотвращает образование усталостных дефектов. Это особенно важно в месте сбега и на участках неполной или неиспользуемой резьбы. Резьба особенно подвержена усталости на конце, в месте концентрации нагрузки. Детали, постоянно находящиеся под действием нагрузки, выигрывают от метода накатки, поскольку он обеспечивает округлую форму сбега резьбы, гладкость и повышенную прочность.
Это особенно важно в месте сбега и на участках неполной или неиспользуемой резьбы. Резьба особенно подвержена усталости на конце, в месте концентрации нагрузки. Детали, постоянно находящиеся под действием нагрузки, выигрывают от метода накатки, поскольку он обеспечивает округлую форму сбега резьбы, гладкость и повышенную прочность.
- Точность профиля
При накатывании качество резьбы более постоянно, чем в случае нарезания резцом. Даже при самой лучшей шлифовке контакт резца с материалом приводит к его износу. Чем длиннее резьба, тем больше отклоняющее напряжение и вибрация, сокращающие срок службы инструмента. Однако накатные ролики также претерпевают изменения в процессе эксплуатации, в частности, в плане размеров. С каждым оборотом действующее на ролик напряжение возрастает. Это напряжение концентрируется в точке наибольшей усталости материала, в результате чего от гребня, который активнее всего задействован в процессе, откалываются небольшие частицы. До этого момента форма профиля сохраняется неизменной. На протяжении срока своей службы (обычно десятки тысяч обработанных деталей) накатные ролики не требуют практически никакой корректировки.
До этого момента форма профиля сохраняется неизменной. На протяжении срока своей службы (обычно десятки тысяч обработанных деталей) накатные ролики не требуют практически никакой корректировки.
Экономические преимущества
- Экономия материала
Поскольку при накатывании материал скорее смещается, чем удаляется, это позволяет экономить на инструментах по сравнению с нарезанием. Если в процессе нарезания заготовка уменьшается, то при накатывании ее диаметр увеличивается до наружного диаметра резьбы. Поэтому диаметр круглой заготовки при накатке отличается от диаметра при нарезании, где он совпадает с наружным диаметром резьбы, но при этом является ее средним диаметром. При большом количестве обрабатываемых заготовок это означает значительную экономию материала, в особенности, если при достижении среднего диаметра резьба уже готова к использованию. Кроме того, накатывание позволяет избежать многих трудностей, связанных с образованием стружки при работе с такими материалами, как нержавеющая сталь 304, Инконель и титан.
- Чрезвычайно малое время обработки
Скорость накатывания резьбы варьируется от 20 до 90 м/мин и значительно превышает скорость нарезания. При нарезании резьбы гребенкой скорость редко превышает 10 м/мин. Поэтому в процессе накатки чистое время обработки никогда не является решающим фактором.
Пример:
Время нарезания резьбы M16, 19 мм на одной шейке вала из литой стали составляет 4,8 секунды. При этом время накатывания данной резьбы составляет лишь 0,8 секунды с использованием аксиальной (осевой) резьбонакатной головки, и 0,2 секунды – с использованием радиальной головки.
- Длительный срок службы инструментов
Использование для накатывания резьбы роликов и головок LMT FETTE с длительным сроком службы гарантирует максимальное снижение затрат на инструмент. Примеры приведены в таблице:
| Резьба | Длина резьбы | Материал | Система | Срок службы одного комплекта роликов |
| M5 x 0,8 | 15 мм | AISI 1117 | Осевая | 120 000 заготовок |
Tr. 30 x 6 30 x 6 | 600 мм | AISI 1020 | Осевая | 35 000 заготовок |
| M16 x 1,5 | 22 мм | AISI 5140 | Осевая | 30 000 заготовок |
| M20 x 1,5 | 16 мм | AISI 1213 | Радиальная | 250 000 заготовок |
- Полное использование возможностей станка
Разработанные LMT FETTE резьбонакатные головки представляют собой компактные устройства, которые для правильной работы должны испытывать вращательное движение. Удовлетворить эти требования способен обычный токарный станок. Тем не менее, данные головки можно также использовать на токарно-револьверных станках, токарных автоматах и токарных станках с ЧПУ для накатывания резьбы на любых подходящих для этих станков заготовках при минимальных временных затратах.
Форма резьбы
Метод накатки применим как ко многим стандартным, так и особым типам резьбы. Помимо стандартных профилей 60°, этим методом изготавливается параллельная и коническая треугольная резьба, трапецеидальная резьба ACME, круговая и в некоторых случаях трапецеидальная трубная резьба. Однако необходимо заметить, что если угол профиля резьбы больше 10°, практически любая резьба, имеющая особую форму, может накатываться от 1,4 мм примерно до 230 мм. При этом в зависимости от назначения можно уменьшать диаметр труб, обжимать их концы, выполнять кольцевые профили, ставить фирменные знаки, символы и номера.
Однако необходимо заметить, что если угол профиля резьбы больше 10°, практически любая резьба, имеющая особую форму, может накатываться от 1,4 мм примерно до 230 мм. При этом в зависимости от назначения можно уменьшать диаметр труб, обжимать их концы, выполнять кольцевые профили, ставить фирменные знаки, символы и номера.
Материал заготовки
Накатывание резьбы можно производить практически на любой заготовке, удовлетворяющей определенным физическим параметрам. Это может быть конструкционная сталь, цементируемая сталь, нержавеющая сталь, улучшаемая сталь, алюминий и сплавы никеля, такие как Инконель 718.
Возможность накатывания резьбы определяется тремя основными параметрами:
- Коэффициент удлинения
Поскольку под давлением материал деформируется, коэффициент его удлинения должен быть минимум 5-7%. Материалы, имеющие меньший коэффициент удлинения, такие как чугун, чистая бронза, твердые латунные сплавы и другие упрочненные материалы, слишком хрупки для накатки.
- Твердость и предел прочности
В общем случае твердость не должна превышать Rc 40, а предел прочности материала должен быть не более 1700 Н/мм2. Имеет значение и химический состав. Для обеспечения нормальной обработки материал заготовки не должен содержать более 1% свинцовых добавок. Кроме того, возможность накатывания резьбы на материале зависит от типа профиля и количества вытесняемого материала.
Материал заготовки определяет выбор резьбонакатной головки и роликов, типа обработки поверхности ролика и системы накатывания резьбы. Существует три основные системы: осевая, тангенциальная и радиальная.
Осевая
Осевая система предусматривает процесс обработки от переднего конца детали вдоль осевой линии – см. рисунок 6. Если в других системах накатки длина резьбы ограничена шириной роликов, то осевая не предполагает никаких ограничений. Профиль резьбы на осевых роликах представляет собой ряд кольцевых канавок, выполненных с шагом накатываемой резьбы. Ролики расположены в головке под углом, примерно соответствующим углу подъема резьбы, и совершают поступательное движение, в результате чего заготовка движется самостоятельно.
Ролики расположены в головке под углом, примерно соответствующим углу подъема резьбы, и совершают поступательное движение, в результате чего заготовка движется самостоятельно.
Если первое кольцо осевого ролика имеет полный профиль, основную работу выполняет именно оно. Поэтому, как в случае с метчиком, ролики оснащаются заборной частью для захвата заготовки и обеспечения длительного срока службы. Наличие большего числа колец на заборной части ролика способствует повышению стойкости инструмента при большей длине профиля.
Для накатывания резьбы ближе к буртику можно уменьшить размеры заборной части, однако это сократит срок службы роликов. Наименьшее расстояние между резьбой и буртиком составляет примерно 1,5 шага резьбы. Если резьба должна находиться еще ближе, лучше воспользоваться тангенциальной или радиальной системой накатки.
Хотя осевая система и не позволяет накатывать резьбу так близко к буртику, как две другие, она обеспечивает уникальную возможность обработки больших диаметров. Поскольку осевые ролики за один цикл могут накатывать только одну резьбу, их устройство проще. Это позволяет обрабатывать больший диапазон диаметров. В настоящее время осевые системы FETTE способны накатывать резьбу диаметром до 230 мм.
Поскольку осевые ролики за один цикл могут накатывать только одну резьбу, их устройство проще. Это позволяет обрабатывать больший диапазон диаметров. В настоящее время осевые системы FETTE способны накатывать резьбу диаметром до 230 мм.
Тангенциальная
В тангенциальной системе один ролик расположен сверху, а другой – снизу заготовки. Подача роликов осуществляется сбоку (ось X), их давление увеличивается с каждым оборотом заготовки. При совпадении оси роликов с осью заготовки для завершения процесса обычно требуется от 15 до 30 оборотов, см. рис. 7. Ни заготовка, ни ролики не движутся по оси. Таким образом, длина накатываемой резьбы зависит от ширины роликов.
Все фотографии предоставлены LMT India Pvt Ltd
В тангенциальной системе используется ролик с винтовой нарезкой, установленный на шпинделе неподвижной головки. Угол подъема резьбы, нанесенной на ролики, соответствует углу подъема накатываемой резьбы, другими словами, форма роликов представляет собой зеркальное отражение резьбы. Таким образом, ролик с левой резьбой используется для накатывания левой резьбы, а правый – для правой. При этом на каждую головку можно устанавливать оба типа ролика.
Таким образом, ролик с левой резьбой используется для накатывания левой резьбы, а правый – для правой. При этом на каждую головку можно устанавливать оба типа ролика.
На обоих концах ролики имеют скошенную кромку, что способствует продлению срока их службы. Длина скоса соответствует сбегу резьбы, или участку неиспользуемой или неполной резьбы до буртика, что составляет примерно от ½ до 1 шага резьбы. Поэтому резьба может быть максимально приближена к буртику.
Тангенциальную систему можно устанавливать на поперечном суппорте токарно-винторезных станов, токарных автоматов и токарных станков с ЧПУ.
Время обработки
Все системы обеспечивают накатывание резьбы за ОДИН проход, что исключает затраты на дополнительные проходы, неизбежные при нарезании резьбы резцом, и сокращает время обработки на 90%.
Поскольку только осевая система предусматривает обработку одной резьбы за один цикл, время обработки в этом случае определяется длиной резьбы. В качестве примера рассчитаем время накатывания резьбы М20 х 1,5 длиной 40 мм. При использовании осевой системы время накатывания будет следующим:
При использовании осевой системы время накатывания будет следующим:
Экономия времени обработки, которую дает метод накатки по сравнению с нарезанием резьбы, полностью оправдывает вложения в резьбонакатную систему.
Затраты на инструмент, время обработки, количество деталей за смену
Поскольку цикл накатывания резьбы занимает очень мало времени, это положительно сказывается на общем времени обработки и коэффициенте использования станка. Более того, использование метода накатки позволяет снизить затраты на инструмент и сократить непроизводительное время. Срок службы роликов в большинстве случаев достаточно велик, что гарантирует меньшее время простоя. Применение метода накатки также значительно увеличивает количество обрабатываемых за смену деталей по сравнению с методом нарезания резьбы.
Характеристики станка
Так как накатывание резьбы происходит за один проход, этот процесс требует большей мощности, чем при нарезании. Однако эти требования к мощности, как правило, вполне удовлетворяются современными станками.
При накатке резьбы происходит выделение невероятно большого количества тепла за короткое время. Поскольку в процессе обработки давлением поверхность резьбы постоянно меняется, это тепло свободно рассеивается в воздухе вокруг вращающейся заготовки или резьбонакатной головки – отсюда термин «холодная формовка». Использование водоэмульсионной СОЖ также помогает рассеивать тепло, продлевая срок службы ролика.
Резьбонакатные головки и ролики FETTE можно использовать практически на любых станках, включая токарные автоматы с ЧПУ, обычные токарно-винторезные станки, роторные автоматические линии и обрабатывающие центры.
При правильном расположении головки и заготовки процесс накатывания не имеет практически никаких ограничений. Однако из-за того что современные станки с ЧПУ имеют небольшие размеры, при выборе следует обращать внимание на зазор резьбонакатной головки.
Первоначальная стоимость
Для потенциальных покупателей первоначальная стоимость резьбонакатной системы может стать серьезным препятствием, так как она значительно превышает стоимость системы нарезания резьбы.
Однако при более высокой первоначальной стоимости описанных резьбонакатных систем они имеют более низкую долгосрочную стоимость благодаря долговечности инструмента и существенному сокращению времени обработки. И хотя экономия при покупке может быть более ощутима, покупателям следует подумать о технических и экономических преимуществах, которые накатывание резьбы предоставляет в долгосрочной перспективе.
Источник материала: перевод статьи
Thread Rolling on CNC?
Mfgtechupdate.com
LMT India Pvt Ltd
Нарезка резьбы на токарном станке: методы, инструмент
Содержание
- Методы получения резьб
- Классификация резьб
- Инструмент для нарезания резьб
- Техника нарезания резьбы
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам. Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа. На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Нарезка резьбы на токарном станке
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа. Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок. Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб. По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами.
Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
- левая;
- правая.
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Плашки и метчики для нарезки
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить. В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами.
С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение. Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
Техника нарезания резьбы
Нарезать резьбу на токарном станке можно разными способами. Деталь проходит предварительную обработку и подготовку. Под накатку наружный диаметр делается меньше. Металл не срезается, а вжимается роликом. Лишний материал поднимается, образуя гребни. Размер проточки указан в специальных технологических таблицах.
Нарезка метчиками и плашками требует незначительного занижения размера, на 2–5% высоты резьбы. Под резец диаметр делается с плюсовым припуском. В процессе работы все лишнее срезается.
Деталь крепится в патроне. Длинная поджимается задней бабкой. Резец подводится до касания. Затем выставляется глубина реза. В конце нарезки резец резко отводится назад.
Затем выставляется глубина реза. В конце нарезки резец резко отводится назад.
При использовании метчика, он поджимается задней бабкой. Плашка и резьбонарезная головка могут крепиться в патроне. Метиз подводится к ним вторым патроном или суппортом.
Накатка резьбы: технологии и особенности
Хотя развитие современных технологии в машиностроении сделало возможным замену множества металлических деталей более практичными твердотельными пластиками и композитами, потребность в стальных элементах по-прежнему сохраняется. Остаются актуальными и технологии обработки металлов, но и в этой сфере появляются новые методы и средства. Так, накатка резьбы, заменившая традиционную резку, позволила оптимизировать производственный процесс изготовления деталей и повысить качество винтового соединения в принципе.
Особенности процесса накатывания
Технология относится к разновидностям поперечной накатки, но в данном случае упор делается на использование роликов применительно к цилиндрическим заготовкам. Метод также ориентируется на принципы выдавливания винтового профиля, что позволяет мягче формировать резьбу, придерживаясь технического задания до мельчайших размерных показателей. К особенностям же процесса накатки резьбы можно отнести следующее:
- Отсутствие разрушения внутренней структуры металлической заготовки. Это относится также к коррозийностойким, жаропрочным и специальным видам сталей. Именно мягкое деформационное воздействие исключает нежелательные процессы избыточного давления на металл.
- Происходит упрочнение наружных слоев заготовки, а также увеличивается нагрузочная способность элемента.
К этим преимуществам стоит добавить и характеристики самого винтового профиля. Вследствие скольжения накатки рельефная поверхность обретает оптимальные показатели твердости и шероховатости с микроструктурой, благоприятной для контакта с текстурой прилегающих поверхностей.
Какой может быть резьба трубная?
Нормативные документы разрешают использование следующих разновидностей:
- Цилиндрическая. Для ее получения необходима спиралевидная нарезка с профилем, образованным равнобедренным треугольником, с углом при вершине равным 55 градусам.
- Коническая. Выполняется спиралевидная нарезка, идентичная предыдущей, но с конусностью на скошенном участке трубы, равной 1 к 16.
- Дюймовая. Угол при вершине равнобедренного треугольника в данном случае будет равен 55 градусам. В Соединенных Штатах Америки, а также в Канаде используются дюймовые цилиндрические резьбовые профили, угол при вершине которых составляет 60 градусов. Международное их название – NPSM, они производятся в диапазоне размеров от 1/16 дюйма и до 24 дюймов.
Популярность последнего варианта, дюймовой трубной резьбы, в последнее время сходит на нет. В новых трубопроводах гораздо чаще используется цилиндрическая либо же коническая нарезка.
Цилиндрический тип имеет собственное обозначение – буква «G», о наличии конической нарезки трубы говорит маркировка с буквой «R» или «К» (для конических дюймовых нарезок). Параметры метрической цилиндрической накатки освещаются в ГОСТе под номером 8724-81. Для метрической конической нарезки существует ГОСТ-25229-82, если резьба коническая дюймовая, то используется ГОСТ 6357-81.
Параметры метрической цилиндрической накатки освещаются в ГОСТе под номером 8724-81. Для метрической конической нарезки существует ГОСТ-25229-82, если резьба коническая дюймовая, то используется ГОСТ 6357-81.
Коническая резьба дает более прочное соединение, поэтому трубы с такой нарезкой используют в промышленности и условиях, требующей повышенной надежности
Коническая резьба используется для бытовых целей реже, в основном такой тип резьбы получил распространение при сборке гидравлических аппаратов, постройке маслопроводов и топливопроводов для автомобилей и летательных устройств. Конический тип нарезки отличается более прочным соединением, близким к монолиту. Конические накатки, предназначенные для работы под высоким давлением, производятся по американскому стандарту NPT.
Основными параметрами резьбовых соединений, помимо представленных выше разновидностей, являются такие факторы:
- Направление, расположение.
- Единица измерения профиля – дюймовая или метрическая (в мм).
- Шаг – повторяющееся расстояние между витками.
- Внутренний диаметр нарезки.
Также существует такое понятие, как нестандартные резьбы. Они бывают, например, прямоугольными или квадратными. Изготовление такого типа нарезки возможно только с условием предоставления заказчиком подробных чертежей с указанием всех индивидуальных параметров резьбы.
Накатка двухроликовыми станками
В реализации данного способа применяются резьбонакатные станки-полуавтоматы, позволяющие выполнять с высокой точностью метрические, трапецеидальные и другие винтовые профили. Также выполняются сложные рифления на ходовых деталях и мелкомодульных косозубых колесах. Сам процесс формирования резьбы производится путем обкатывания профиля, который наносится предварительно. Это своего рода накатка насечек на резьбе, образующаяся за счет принудительного вращения роликов. В процессе движения станок выполняет и радиальное перемещение функциональных элементов с помощью приложения усилия от гидравлического привода. В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая формируется при контакте роликов с поверхностью детали и нарастает по мере внедрения деформирующего профиля.
В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая формируется при контакте роликов с поверхностью детали и нарастает по мере внедрения деформирующего профиля.
Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.
Характеристики роликовых сегментов
Сами ролики для накатывания являются лишь составной частью универсальной машины, однако по принципу своего действия могут выступать и самостоятельными резчиками. В любом случае важно учитывать два основных параметра при выборе данного сегмента – предел прочности и диаметр профиля. Что касается прочностных показателей, то накатка резьбы роликами способна выдерживать до 1400 МПа, поддерживая точность до 0,1 мм. Недостатком же этого способа как раз является ограничение по толщине цилиндра. Например, диапазон по диаметрам обрабатываемых деталей стандартного формата варьируется от 1,5 до 15 мм в среднем. Шаг резьбы при этом будет составлять до 2 мм, а длина – порядка 80 мм. В то же время технология получается довольно затратной с учетом сложности изготовления роликов и автоматов, обслуживающих рабочую инфраструктуру.
Накатывание резьбы на станках с ЧПУ?
Все фотографии предоставлены LMT India Pvt Ltd При работе на большинстве станков с ЧПУ наилучшим вариантом создания высококачественной наружной резьбы за один проход является метод накатывания, исключающий образование стружки.
На протяжении десятилетий накатывание резьбы производилось на многошпиндельных, токарно-винторезных и специализированных резьбонакатных станках. Новым направлением является накатывание резьбы на станках, не специализированных под производство определенных деталей/операций. Он дает определенные преимущества при использовании на станках с ЧПУ, поскольку такой метод исключает дорогостоящие многократные проходы, обязательные при нарезании резьбы резцом. Накатывание резьбы за один проход экономит до 90% времени!
Современные станки с ЧПУ универсальны и отличаются оперативностью переналадки, отвечая требованиям производства «точно в срок». Еще более важным преимуществом станков с ЧПУ является быстрота и эффективность, с которой они обрабатывают детали. Смена инструментов на них происходит быстрее, а операции по наладке можно выполнять во время работы станка.
Так же как использование станка с ЧПУ, нарезание резьбы резцом является универсальным методом. Современный процесс нарезания резьбы в основном происходит с применением инструментов со сменными пластинами и является частью процесса высокоскоростной программируемой обработки. Обрабатываемая деталь, как правило, проходит через стандартные циклы программы и множество разнообразных механизмов станка. Этот способ может быть очень экономичным при изготовлении небольшого количества деталей.
Обрабатываемая деталь, как правило, проходит через стандартные циклы программы и множество разнообразных механизмов станка. Этот способ может быть очень экономичным при изготовлении небольшого количества деталей.
Однако при обработке большого количества деталей нарезание резьбы резцом дает меньше преимуществ. Это обусловлено тем, что для увеличения срока эффективной работы инструмента сменные пластины производятся с ограниченной глубиной резания, и для достижения требуемой глубины резьбы необходимо несколько проходов. Это замедляет процесс производства. Дополнительные проходы также могут потребоваться для снятия заусенцев с резьбы. Несмотря на то, что ЧПУ сокращает общее время обработки за счет повышения эффективности нерабочего хода, эта экономия сводится на нет временем, необходимым на дополнительную обработку. С другой стороны, при накатывании резьбы за один проход сокращается дорогостоящее время работы станка с ЧПУ. Кроме того, использование резьбонакатной головки на станке ЧПУ позволяет обрабатывать детали с одного установа, исключая тем самым необходимость в дополнительной обработке на специальном резьбонакатном станке.
Бесстружечная холодная формовка
Технические преимущества
В дополнение к тому, что метод накатки резьбы позволяет выполнять больший объем работ за меньшее время на одном станке, он также имеет целый ряд технических преимуществ перед методом нарезания. Вместо резания материала в процессе накатки формируется необходимый профиль. В ходе этого процесса обрабатываемый материал испытывает напряжение, превышающее его предел текучести, и подвергается пластической, а значит, постоянной деформации. Усиленный накатный ролик, изготовленный из инструментальной или быстрорежущей стали, смещает материал по контуру резьбы, подвергая его пластической деформации и придавая ему окончательную форму. На материал заготовки действует напряжение, превышающее его предел текучести, вследствие чего он деформируется, принимая зеркально отраженную форму накатного ролика (см. рисунок).
- Увеличение прочности
Линии зерен подвергшегося накатке материала непрерывны в отличие от линий при нарезании: они спрессованы и направлены перпендикулярно осевой линии заготовки, что увеличивает прочность резьбы на 10-30% по сравнению с процессом нарезания. Это важно при воздействии на резьбу растягивающего усилия, направленного вдоль осевой линии заготовки. Такое увеличение прочности дает наибольшие преимущества при обработке цилиндров, штоков поршней, рулевых тяг и т.п.
Это важно при воздействии на резьбу растягивающего усилия, направленного вдоль осевой линии заготовки. Такое увеличение прочности дает наибольшие преимущества при обработке цилиндров, штоков поршней, рулевых тяг и т.п.
- Чистота поверхности
Сжатие материала во время операции накатки приводит к деформационному упрочнению поверхности резьбы, особенно на впадинах и боковых сторонах ее профиля, что приводит к повышению ее износостойкости. Сжатие материала накатным роликом дает более точный профиль с более высоким качеством обработки, чем можно достичь при помощи шлифовки. При резании материала получается более грубая поверхность, чем при сжатии, когда поверхность приобретает большую гладкость и прочность, а значит, повышенную стойкость к износу, коррозии и истиранию. Данное качество особенно важно для штоков клапанов и других деталей, подверженных воздействию агрессивной, коррозионно-активной среды. Гладкая поверхность резьбы также необходима для гаек, которые должны обеспечивать свободное движение на большие расстояния в загрязненной атмосфере.
- Повышенная износостойкость
Накатанная резьба также на 70% больше устойчива к усталости металла, чем нарезанная. Благодаря тому, что процесс накатывания проходит без образования стружки, на профиле не образуются шероховатости, следы вибрации и острые точки выхода, наиболее подверженные напряжению. При накатке обеспечивается гладкая, начисто обработанная поверхность резьбы, с минимальными неровностями в местах концентрации напряжений, что предотвращает образование усталостных дефектов. Это особенно важно в месте сбега и на участках неполной или неиспользуемой резьбы. Резьба особенно подвержена усталости на конце, в месте концентрации нагрузки. Детали, постоянно находящиеся под действием нагрузки, выигрывают от метода накатки, поскольку он обеспечивает округлую форму сбега резьбы, гладкость и повышенную прочность.
- Точность профиля
При накатывании качество резьбы более постоянно, чем в случае нарезания резцом. Даже при самой лучшей шлифовке контакт резца с материалом приводит к его износу. Чем длиннее резьба, тем больше отклоняющее напряжение и вибрация, сокращающие срок службы инструмента. Однако накатные ролики также претерпевают изменения в процессе эксплуатации, в частности, в плане размеров. С каждым оборотом действующее на ролик напряжение возрастает. Это напряжение концентрируется в точке наибольшей усталости материала, в результате чего от гребня, который активнее всего задействован в процессе, откалываются небольшие частицы. До этого момента форма профиля сохраняется неизменной. На протяжении срока своей службы (обычно десятки тысяч обработанных деталей) накатные ролики не требуют практически никакой корректировки.
Чем длиннее резьба, тем больше отклоняющее напряжение и вибрация, сокращающие срок службы инструмента. Однако накатные ролики также претерпевают изменения в процессе эксплуатации, в частности, в плане размеров. С каждым оборотом действующее на ролик напряжение возрастает. Это напряжение концентрируется в точке наибольшей усталости материала, в результате чего от гребня, который активнее всего задействован в процессе, откалываются небольшие частицы. До этого момента форма профиля сохраняется неизменной. На протяжении срока своей службы (обычно десятки тысяч обработанных деталей) накатные ролики не требуют практически никакой корректировки.
Экономические преимущества
- Экономия материала
Поскольку при накатывании материал скорее смещается, чем удаляется, это позволяет экономить на инструментах по сравнению с нарезанием. Если в процессе нарезания заготовка уменьшается, то при накатывании ее диаметр увеличивается до наружного диаметра резьбы. Поэтому диаметр круглой заготовки при накатке отличается от диаметра при нарезании, где он совпадает с наружным диаметром резьбы, но при этом является ее средним диаметром. При большом количестве обрабатываемых заготовок это означает значительную экономию материала, в особенности, если при достижении среднего диаметра резьба уже готова к использованию. Кроме того, накатывание позволяет избежать многих трудностей, связанных с образованием стружки при работе с такими материалами, как нержавеющая сталь 304, Инконель и титан.
При большом количестве обрабатываемых заготовок это означает значительную экономию материала, в особенности, если при достижении среднего диаметра резьба уже готова к использованию. Кроме того, накатывание позволяет избежать многих трудностей, связанных с образованием стружки при работе с такими материалами, как нержавеющая сталь 304, Инконель и титан.
- Чрезвычайно малое время обработки
Скорость накатывания резьбы варьируется от 20 до 90 м/мин и значительно превышает скорость нарезания. При нарезании резьбы гребенкой скорость редко превышает 10 м/мин. Поэтому в процессе накатки чистое время обработки никогда не является решающим фактором.
Пример:
Время нарезания резьбы M16, 19 мм на одной шейке вала из литой стали составляет 4,8 секунды. При этом время накатывания данной резьбы составляет лишь 0,8 секунды с использованием аксиальной (осевой) резьбонакатной головки, и 0,2 секунды – с использованием радиальной головки.
- Длительный срок службы инструментов
Использование для накатывания резьбы роликов и головок LMT FETTE с длительным сроком службы гарантирует максимальное снижение затрат на инструмент. Примеры приведены в таблице:
Примеры приведены в таблице:
| Резьба | Длина резьбы | Материал | Система | Срок службы одного комплекта роликов |
| M5 x 0,8 | 15 мм | AISI 1117 | Осевая | 120 000 заготовок |
| Tr.30 x 6 | 600 мм | AISI 1020 | Осевая | 35 000 заготовок |
| M16 x 1,5 | 22 мм | AISI 5140 | Осевая | 30 000 заготовок |
| M20 x 1,5 | 16 мм | AISI 1213 | Радиальная | 250 000 заготовок |
- Полное использование возможностей станка
Разработанные LMT FETTEрезьбонакатные головки представляют собой компактные устройства, которые для правильной работы должны испытывать вращательное движение. Удовлетворить эти требования способен обычный токарный станок. Тем не менее, данные головки можно также использовать на токарно-револьверных станках, токарных автоматах и токарных станках с ЧПУ для накатывания резьбы на любых подходящих для этих станков заготовках при минимальных временных затратах.
Форма резьбы
Метод накатки применим как ко многим стандартным, так и особым типам резьбы. Помимо стандартных профилей 60°, этим методом изготавливается параллельная и коническая треугольная резьба, трапецеидальная резьба ACME, круговая и в некоторых случаях трапецеидальная трубная резьба. Однако необходимо заметить, что если угол профиля резьбы больше 10°, практически любая резьба, имеющая особую форму, может накатываться от 1,4 мм примерно до 230 мм. При этом в зависимости от назначения можно уменьшать диаметр труб, обжимать их концы, выполнять кольцевые профили, ставить фирменные знаки, символы и номера.
Материал заготовки
Накатывание резьбы можно производить практически на любой заготовке, удовлетворяющей определенным физическим параметрам. Это может быть конструкционная сталь, цементируемая сталь, нержавеющая сталь, улучшаемая сталь, алюминий и сплавы никеля, такие как Инконель 718.
Возможность накатывания резьбы определяется тремя основными параметрами:
- Коэффициент удлинения
Поскольку под давлением материал деформируется, коэффициент его удлинения должен быть минимум 5-7%. Материалы, имеющие меньший коэффициент удлинения, такие как чугун, чистая бронза, твердые латунные сплавы и другие упрочненные материалы, слишком хрупки для накатки.
Материалы, имеющие меньший коэффициент удлинения, такие как чугун, чистая бронза, твердые латунные сплавы и другие упрочненные материалы, слишком хрупки для накатки.
- Твердость и предел прочности
В общем случае твердость не должна превышать Rc 40, а предел прочности материала должен быть не более 1700 Н/мм2. Имеет значение и химический состав. Для обеспечения нормальной обработки материал заготовки не должен содержать более 1% свинцовых добавок. Кроме того, возможность накатывания резьбы на материале зависит от типа профиля и количества вытесняемого материала.
Материал заготовки определяет выбор резьбонакатной головки и роликов, типа обработки поверхности ролика и системы накатывания резьбы. Существует три основные системы: осевая, тангенциальная и радиальная.
Осевая
Осевая система предусматривает процесс обработки от переднего конца детали вдоль осевой линии – см. рисунок 6. Если в других системах накатки длина резьбы ограничена шириной роликов, то осевая не предполагает никаких ограничений. Профиль резьбы на осевых роликах представляет собой ряд кольцевых канавок, выполненных с шагом накатываемой резьбы. Ролики расположены в головке под углом, примерно соответствующим углу подъема резьбы, и совершают поступательное движение, в результате чего заготовка движется самостоятельно.
Профиль резьбы на осевых роликах представляет собой ряд кольцевых канавок, выполненных с шагом накатываемой резьбы. Ролики расположены в головке под углом, примерно соответствующим углу подъема резьбы, и совершают поступательное движение, в результате чего заготовка движется самостоятельно.
Если первое кольцо осевого ролика имеет полный профиль, основную работу выполняет именно оно. Поэтому, как в случае с метчиком, ролики оснащаются заборной частью для захвата заготовки и обеспечения длительного срока службы. Наличие большего числа колец на заборной части ролика способствует повышению стойкости инструмента при большей длине профиля.
Для накатывания резьбы ближе к буртику можно уменьшить размеры заборной части, однако это сократит срок службы роликов. Наименьшее расстояние между резьбой и буртиком составляет примерно 1,5 шага резьбы. Если резьба должна находиться еще ближе, лучше воспользоваться тангенциальной или радиальной системой накатки.
Хотя осевая система и не позволяет накатывать резьбу так близко к буртику, как две другие, она обеспечивает уникальную возможность обработки больших диаметров.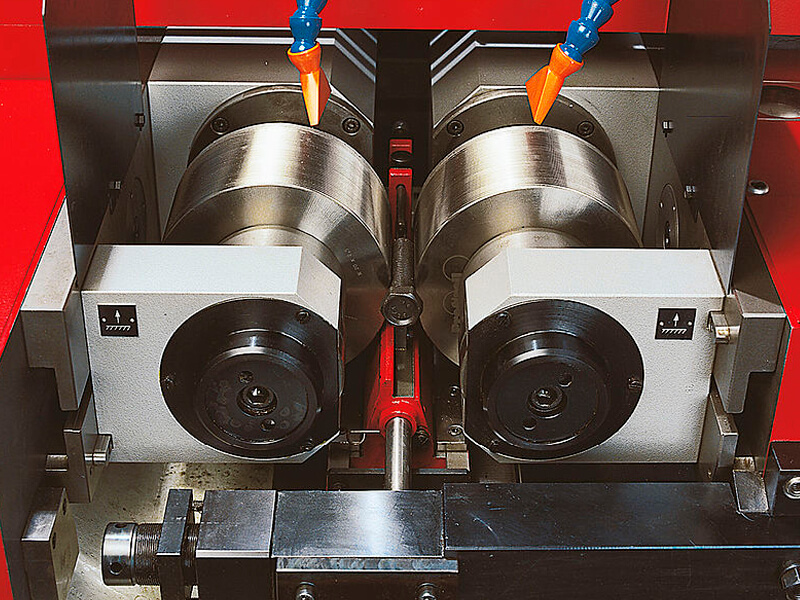 Поскольку осевые ролики за один цикл могут накатывать только одну резьбу, их устройство проще. Это позволяет обрабатывать больший диапазон диаметров. В настоящее время осевые системы FETTE способны накатывать резьбу диаметром до 230 мм.
Поскольку осевые ролики за один цикл могут накатывать только одну резьбу, их устройство проще. Это позволяет обрабатывать больший диапазон диаметров. В настоящее время осевые системы FETTE способны накатывать резьбу диаметром до 230 мм.
Тангенциальная
В тангенциальной системе один ролик расположен сверху, а другой – снизу заготовки. Подача роликов осуществляется сбоку (ось X), их давление увеличивается с каждым оборотом заготовки. При совпадении оси роликов с осью заготовки для завершения процесса обычно требуется от 15 до 30 оборотов, см. рис. 7. Ни заготовка, ни ролики не движутся по оси. Таким образом, длина накатываемой резьбы зависит от ширины роликов.
Все фотографии предоставлены LMT India Pvt Ltd
В тангенциальной системе используется ролик с винтовой нарезкой, установленный на шпинделе неподвижной головки. Угол подъема резьбы, нанесенной на ролики, соответствует углу подъема накатываемой резьбы, другими словами, форма роликов представляет собой зеркальное отражение резьбы. Таким образом, ролик с левой резьбой используется для накатывания левой резьбы, а правый – для правой. При этом на каждую головку можно устанавливать оба типа ролика.
Таким образом, ролик с левой резьбой используется для накатывания левой резьбы, а правый – для правой. При этом на каждую головку можно устанавливать оба типа ролика.
На обоих концах ролики имеют скошенную кромку, что способствует продлению срока их службы. Длина скоса соответствует сбегу резьбы, или участку неиспользуемой или неполной резьбы до буртика, что составляет примерно от ½ до 1 шага резьбы. Поэтому резьба может быть максимально приближена к буртику.
Тангенциальную систему можно устанавливать на поперечном суппорте токарно-винторезных станов, токарных автоматов и токарных станков с ЧПУ.
Время обработки
Все системы обеспечивают накатывание резьбы за ОДИН проход, что исключает затраты на дополнительные проходы, неизбежные при нарезании резьбы резцом, и сокращает время обработки на 90%.
Поскольку только осевая система предусматривает обработку одной резьбы за один цикл, время обработки в этом случае определяется длиной резьбы. В качестве примера рассчитаем время накатывания резьбы М20 х 1,5 длиной 40 мм. При использовании осевой системы время накатывания будет следующим:
При использовании осевой системы время накатывания будет следующим:
Экономия времени обработки, которую дает метод накатки по сравнению с нарезанием резьбы, полностью оправдывает вложения в резьбонакатную систему.
Затраты на инструмент, время обработки, количество деталей за смену
Поскольку цикл накатывания резьбы занимает очень мало времени, это положительно сказывается на общем времени обработки и коэффициенте использования станка. Более того, использование метода накатки позволяет снизить затраты на инструмент и сократить непроизводительное время. Срок службы роликов в большинстве случаев достаточно велик, что гарантирует меньшее время простоя. Применение метода накатки также значительно увеличивает количество обрабатываемых за смену деталей по сравнению с методом нарезания резьбы.
Характеристики станка
Так как накатывание резьбы происходит за один проход, этот процесс требует большей мощности, чем при нарезании. Однако эти требования к мощности, как правило, вполне удовлетворяются современными станками.
При накатке резьбы происходит выделение невероятно большого количества тепла за короткое время. Поскольку в процессе обработки давлением поверхность резьбы постоянно меняется, это тепло свободно рассеивается в воздухе вокруг вращающейся заготовки или резьбонакатной головки – отсюда термин «холодная формовка». Использование водоэмульсионной СОЖ также помогает рассеивать тепло, продлевая срок службы ролика.
Резьбонакатные головки и ролики FETTE можно использовать практически на любых станках, включая токарные автоматы с ЧПУ, обычные токарно-винторезные станки, роторные автоматические линии и обрабатывающие центры.
При правильном расположении головки и заготовки процесс накатывания не имеет практически никаких ограничений. Однако из-за того что современные станки с ЧПУ имеют небольшие размеры, при выборе следует обращать внимание на зазор резьбонакатной головки.
Первоначальная стоимость
Для потенциальных покупателей первоначальная стоимость резьбонакатной системы может стать серьезным препятствием, так как она значительно превышает стоимость системы нарезания резьбы.
Однако при более высокой первоначальной стоимости описанных резьбонакатных систем они имеют более низкую долгосрочную стоимость благодаря долговечности инструмента и существенному сокращению времени обработки. И хотя экономия при покупке может быть более ощутима, покупателям следует подумать о технических и экономических преимуществах, которые накатывание резьбы предоставляет в долгосрочной перспективе.
Источник материала: перевод статьи Thread Rolling on CNC?Mfgtechupdate.com
LMT India Pvt Ltd
Нет связанных записей.
Накатка державками и цилиндрическими головками
Данная оснастка применяется в составе с цилиндрическим неприводным инструментом. В качестве эксплуатирующего оборудования могут задействоваться универсальные металлорежущие агрегаты. Например, в качестве станка для накатки резьбы с державками и цилиндрическими головками вполне могут использоваться токарные, токарно-револьверные и шпиндельные автоматы. Главной технологической особенностью применения самой оснастки можно назвать завершенность и высокую точность процесса. Те же головки обеспечивают окончательную обработку с поддержкой высоких требований относительно параметров биения, соосности и стабильности резьбы. То есть после применения данной операции в специальной доработке уже нет потребности. Но вместе с преимуществами применения державок и головок для накатки есть и недостатки, к которым относят низкую производительность, что исключает возможность применения метода в крупносерийном формате изготовления.
Те же головки обеспечивают окончательную обработку с поддержкой высоких требований относительно параметров биения, соосности и стабильности резьбы. То есть после применения данной операции в специальной доработке уже нет потребности. Но вместе с преимуществами применения державок и головок для накатки есть и недостатки, к которым относят низкую производительность, что исключает возможность применения метода в крупносерийном формате изготовления.
Модели резьбонакатного оборудования, основные параметры
Рассмотрим востребованное оборудование и их краткое описание, предназначенное для накатки резьбы:
- «PEE-WEE». Среди конкурентной оснастки отличаются экономичностью и надежностью. Комплектующие и установка в целом произведены в Германии. Показатели накатывающего давления составляют 5-60 тонн. Все серии отехнических средств оснащаются автозагрузкой заготовок, не требующих участия человека, и могут работать с профилями значительной протяженности. Паспорт оборудования можно найти во Всемирной паутине.

- «PROFIROLL». Станки изготовлены в Германии. Отмечаются элементарностью в системе управления. Они просты в обслуживании и имеют большой срок службы. Паспорт любой модели оборудования представлен на сайте . Резьбонакатной станок специализируется на выпуске саморезов. Производительность устройства составляет более 100 единиц в минуту. Качество выпускаемых саморезов не теряется при высоких темпах изготовления. Модель отмечается элементарностью в управлении и надежностью в работе. Стоит отметить, что подобная модель оборудования не слишком дешевая, но быстро окупается, так как строительные изделия пользуются спросом. Технический паспорт можно скачать в электронном виде.
- «ARM-40C». Агрегат для арматуры, применяемый на стройках всего мира. Его результативность объясняется компактными параметрами конструкции и универсальностью условий использования, то есть можно применять, как непосредственно на строительных объектах, так и на плите перекрытия. Паспорт устройства представлен во Всемирной паутине.

- «KOMAND СНШ 12». Резьбонакатный станок предназначен для создания резьбовых шпилек методом резьбонаката. Производительность агрегата для шпилек составляет — 3-120 сек/изделие и работает в автоматическом режиме. Основные преимущества: станок с ЧПУ и возможностью программирования до 40 вариаций деталей, настройку осуществляет персонал – один человек, быстрая окупаемость оборудования. Также важной положительной стороной агрегата считается адаптация под технические нужды заказчика.
Резьбонакатной станок PEE-WEE
Резьбонакатной станок PROFIROLL
Стоимость станка считается препятствием для покупателя. Изначальная цена резьбонакатной системы часто становится проблемой для потребителя, так как стоимость агрегата превышает расценку винторезной техники. Но этот недостаток легко перекрывается техническими и экономическими параметрами, которые предполагают накатывание резьбового соединения в долгосрочной перспективе.
Накатка плашками
Данная технология, напротив, успешно применяется на метизных производствах при серийном выпуске крепежных изделий с обычной точностью. Применение плоских плашек отличается высокой производительностью, при этом требуя подключения простого по своему устройству оборудования. Это обеспечивает и надежность рабочего процесса, и универсальность при изготовлении разных по типоразмеру деталей. Например, диапазон диаметров под накатку резьбы в данном случае будет составлять 1,7-33 мм. Максимум по длине резьбы составит 100 мм, а шаговый отступ находится в рамках 0,3-3 мм. Из негативных сторон применения плашек можно назвать низкие показатели твердости деталей, поскольку оснастка работает только с материалами, предел прочности которых не превышает 900 МПа. С другой стороны, плашки специальных модификаций дают возможность выполнения накатки на самонарезающихся шурупах и винтах за один резьбовой проход.
Применение плоских плашек отличается высокой производительностью, при этом требуя подключения простого по своему устройству оборудования. Это обеспечивает и надежность рабочего процесса, и универсальность при изготовлении разных по типоразмеру деталей. Например, диапазон диаметров под накатку резьбы в данном случае будет составлять 1,7-33 мм. Максимум по длине резьбы составит 100 мм, а шаговый отступ находится в рамках 0,3-3 мм. Из негативных сторон применения плашек можно назвать низкие показатели твердости деталей, поскольку оснастка работает только с материалами, предел прочности которых не превышает 900 МПа. С другой стороны, плашки специальных модификаций дают возможность выполнения накатки на самонарезающихся шурупах и винтах за один резьбовой проход.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.
Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Ручная накатка резьбы
Механизированные станки на электроприводе не всегда дают ожидаемо точный результат. Они хорошо себя проявляют в поточной обработке и при выполнении сложных задач, связанных с деформацией твердотельного металла. Но, к примеру, накатку на спицах лучше выполнять на ручном станке без привода. Ручного усилия будет достаточно для выдавливания небольших витков на цилиндрической поверхности металла, причем с поддержанием высокой точности. В работе используются компактные станки, устройство которых формируется двумя частями – станиной и рабочей оснасткой с тремя роликами. Процесс накатки резьбы на спицах выполняется через рукоятку, связанную с головкой через вал. Спица интегрируется в цанговый механизм с регулируемым гнездом. При этом важно заранее предусмотреть крайние значения по диаметру заготовки. В среднем для таких станков подходят цилиндрические детали толщиной 1,5-3 мм.
В работе используются компактные станки, устройство которых формируется двумя частями – станиной и рабочей оснасткой с тремя роликами. Процесс накатки резьбы на спицах выполняется через рукоятку, связанную с головкой через вал. Спица интегрируется в цанговый механизм с регулируемым гнездом. При этом важно заранее предусмотреть крайние значения по диаметру заготовки. В среднем для таких станков подходят цилиндрические детали толщиной 1,5-3 мм.
Виды дефектов, возникающих в результате накатки и их причины
В основном дефекты, которые возникают во время накатывания резьбы, связаны с механическим воздействием в данном процессе. Виды дефектов металла, которые могут возникнуть:
- выкрашивание;
- шелушение;
- отслаивание;
- растрескивание;
- вырывание поверхностного слоя;
- образование дефектов на поверхности (закаты, складки, наслоения, заусенцы и т.п.).
К факторам которые могут существенно повлиять на качество изделия после накатки на него резьбы относят:
- Качество используемого для производства заготовки материала;
- Качество выполнения заготовки для накатывания резьбы;
- Качество инструмента, применяемого в процессе резьбонакатки;
- Квалификация работников, производящих наладку резьбонакатного автомата и резьбообразующего инструмента.

Технология накатки «на проход»
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
Определение размера и типа резьбы
Параметры существующей нарезки можно определить следующими способами:
1. Использование калибров. Специальные калибры позволяют выяснить шаг и диаметр как наружной, так и внутренней накатки. Для измерения внутренней резьбы необходим цилиндрический калибр с нанесенной наружной резьбой, вкручиваемый в трубу. Правильно подобранный калибр будет вкручиваться в трубу легко, при несовпадении даже одного витка поместить калибр внутрь трубы не удастся.
Правильно подобранный калибр будет вкручиваться в трубу легко, при несовпадении даже одного витка поместить калибр внутрь трубы не удастся.
Размер наружного резьбового шага определяется аналогичным способом: для этого берется калибр с резьбой на внутренней стороне и накручивается на трубу.
Недостаток данного метода очевиден: может потребоваться достаточно много времени для подбора нужного калибра, число которых в полном комплекте достигает 120.
Полезный совет! В качестве калибра может применяться штуцер или муфта, параметры нарезки которой известны.
Тип и размер резьбы можно определить при помощи калибра, вкручиваемого в трубу
2. При помощи плоских шаблонов (резьбомеров). Более простой и быстрый способ определения размера, правда, не всегда обеспечивающий точный результат, поэтому в профессиональных условиях почти не применяемый. Пластина с нанесенным профилем нарезки прикладывается к трубной резьбе (снаружи или внутри изделия). Между резьбовыми гребнями и шаблоном, подобранным правильно, не должно оставаться просветов.
Между резьбовыми гребнями и шаблоном, подобранным правильно, не должно оставаться просветов.
Также при измерении резьбового шага используются штангенциркули и микромеры, но они годятся только для внутренней нарезки. Калибры и резьбомеры являются более универсальными приспособлениями.
Особенности круглой резьбы
Такой тип нарезки можно встретить на санитарно-технической арматуре (регулируется государственным стандартом под номером 13536-68) и на осветительных приборах, а также на цоколях и патронах для них. Эта разновидность дает возможность получения соединений, периодически подлежащих разбору. Профиль для круглых резьбовых соединений получается путем сопряжения двух дуг с одним и тем же радиусом. Резьбовый шаг всегда измеряется в миллиметрах, а в качестве обозначения используются буквы “Кр”.
Детали, используемые в бытовых целях, оснащаются обычной круглой резьбой
Конструктивные особенности круглой накатки обеспечивают ей длительный эксплуатационный срок и значительную сопротивляемость нагрузкам. Профиль не стирается даже при частом использовании. Также такая резьба может вполне успешно применяться в системах, работающих в условиях загрязненной среды. Круглый тип резьбовых соединений применяется, например, при сцепке железнодорожных вагонов.
Резьбонакатные головки
Резьбонакатные головки
РЕЗЬБОНАКАТНЫЕ ГОЛОВКИ
Приспособления, позволяющие производить накатывание резьбы на
универсальных станках, получили наименование резьбонакатных головок.
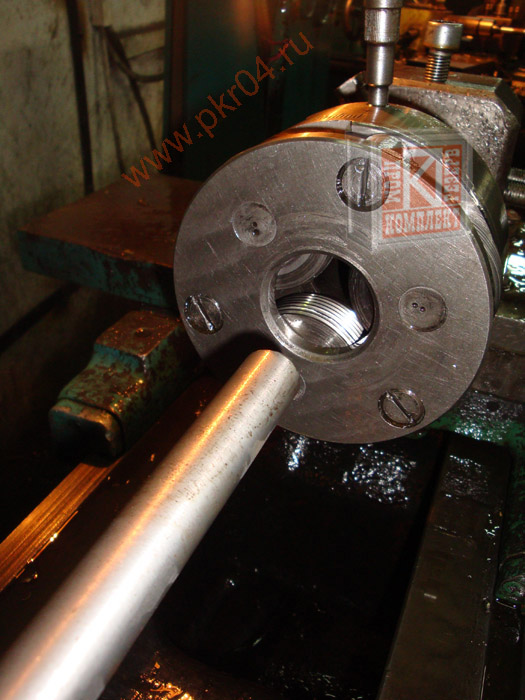
Резьбонакатные головки могут применяться на токарных (рис. 1) и сверлильных станках,
станках-автоматах и станках с ЧПУ, давая возможность обработать резьбу на любой детали,
которую можно закрепить на данном станке, с высокой производительностью.
Рис. 1. Накатывание резьбы осевой головкой на токарном станке.
Существуют три основных типа резьбонакатных головок — аксиальные, радиальные и
тангенциальные.
Аксиальными головками предпочтительнее накатывать резьбу на полых деталях
(так как для этого способа характерны наименьшие радиальные силы),
деталях большой длины или больших диаметров, сложной конфигурации и т. д.
Головки применяют на автоматических линиях, на универсальном и специальном
оборудовании практически любого вида и даже при работе вручную.
В зависимости от того, сообщается главное вращательное движение заготовке
или инструменту, осевые головки могут быть вращающимися или невращающимися.
Вращающиеся головки устанавливают в шпинделях сверлильных или агрегатных станков, автоматов
и автоматических линий, а невращающнеся — в револьверных головках токарных станков.
По конструкции аксиальные (осевые) головки (рис. 2) могут быть
раскрывающимися и нераскрывающимися, универсальные и
с регулируемым углом наклона роликов. Накатывание резьбы нераскрывающимися осевыми
головками производится с реверсированием шпинделя. Вследствие наличия реверсирования
способ мало производителен. Кроме того, наличие обратного хода головки при
вывинчивании приводит к снижению стойкости резьбонакатных роликов и
ухудшению качества накатанной резьбы.
Накатывание самораскрывающимися головками является более
производительным и чаще применяется на производстве.
Аксиальные резьбонакатные головки оснащены, как правило, тремя, реже
четырьмя или шестью, резьбонакатными роликами. Ролики имеют на периферии кольцевые
шлифованные витки, а так же заборную и калибрующую части. Ролики установлены в
головке под углом, примерно равным углу подъема накатываемой резьбы,
вызывая тем самым перемещение детали или накатной
головки на один шаг резьбы при полном обороте ролика. Поскольку ролики перемещаются
вдоль детали в осевом направлении, с помощью осевых головок можно накатывать сколь
угодно длинные резьбы, а также резьбы на
несбалансированных деталях.
Другим преимуществом осевых головок является возможность
обрабатывать как неподвижную деталь при вращающейся головке, так и вращающуюся деталь
при жестко закрепленной головке. Благодаря этому головки являются универсальными:
они могут устанавливаться на продольном суппорте, в револьверной головке,
на шпинделе или на задней бабке простых простых токарных станков, вертикально- и радиально
сверлильных станков, одно- и многошпиндельных
станков-автоматов, револьверных станков, гидрокопировальных станков, станков с ЧПУ,
специальных станков, автоматических линий, резьбонарезных станков,
специальных резьбонакатных станков).
Рис. 2. Аксиальные резьбонакатные головки.
При накатывании резьбы головками рекомендуется использовать принудительное
движение подачи (причем подача численно равна шагу резьбы) до момента захвата
заготовки накатными роликами, т. е. на длине двух-трех ниток, а затем движение подачи
отключают и поступательное движение головки происходит вследствие сцепления
резьбы роликов с резьбой заготовки (самозатягивание).
Аксиальные резьбонакатные головки за рубежом выпускаются компаниями
Fette (ФРГ), Landis
Machine (США), RSVP Tooling Inc (США) и рядом других.
В странах СНГ наибольшее распространение получили раскрывающиеся
аксиальные резьбонакатные головки типа ВНГН (рис. 3) производства
бывшего завода «Фрезер» (в настоящее время выпускаются ООО «Тэтра-С» (владелец товарного знака «Фрезер») и ООО Аркона), предназначенные для накатывания метрических резьб
М4…М52 или трапецеидальных резьб Тр16…Тр42.
Рис. 3. Схема резьбонакатной головки типа ВНГН с пружиной сжатия.
Головка резьбонакатная типа ВНГН содержит резьбонакатные ролики 1, которые
свободно вращаются на эксцентриковых осях 2 с игольчатыми
роликами 3. На концах осей крепятся зубчатые колеса 4, зубья которых строго ориентированы
относительно эксцентриситета осей шпонкой 5. Оси закреплены в опорных кольцах 6 и 7,
соединенных колонками 9. Колонки фиксируются винтами 10. На колонки надеваются распорные
втулки 12, которые создают зазор между накатными роликами и опорными кольцами. Узел
головки, образованный деталями 1, 2, 3, 4, 5, 6, 7, 9, 10, 12 называется ее силовой
частью, которая определяет параметры накатываемых резьб и воспринимает все радиальные
нагрузки. Зубчатые колеса 4 входят в зацепление с центральной шестерней 13, которая
находится на хвостовике 14. Расположенный на хвостовике корпус 8 удерживается от
осевого перемещения байонетным замком. Пружина 16 стремится повернуть корпус
относительно хвостовика. В хвостовике имеются пазы, состоящие из двух участков;
прямого, параллельного оси головки, и винтового. Аналогичные пазы имеются в корпусе,
но винтовые участки их направлены в другую сторону. Сквозь пазы проходят укрепленные
в кольце 17 пальцы 18, с сидящими на них роликами 19.
Концы пальцев 18 входят в отверстия сердечника 20, несущего внутренний упор 21
и контргайку 22. Таким образом кольцо 17 и сердечник 20 жестко связаны между собой.
Гайки 11 крепят силовую часть головки к корпусу. Винты 23 имеются только в головках
ВНГН-5М и ВНГН-Трап.М и служат для регулирования накатных роликов на размер.
Головки ВНГН работают по принципу самозатягивания: головка принудительно подается
на заготовку (или наоборот) и, захватив ее, дальнейшее поступательное движение
получает за счет накатанной резьбы. Головки работают и как вращающиеся и как
стационарные.
Для накатывания резьб на водогазопроводных трубах по ГОСТ 3262-75
Московский инструментальный завод
выпускает аксиальные резьбонакатные головки
СТД 25004 (рис. 4), предназначенные для
использования на резьбонакатных станках СТД — 129 (рис. 5).
Рис. 4. Резьбонакатная головка СТД 25004.
Рис. 5. Резьбонакатной станок СТД -129.
Для накатывания резьб вручную заводом «Фрезер» выпускались нераскрывающиеся
аксиальные резьбонакатные головки (резьбонакатные плашки) типа НП (рис. 6) и НПТ
(для трубной резьбы, отличаются большим числом роликов).
Рис. 6. Резьбонакатная плашка типа НП.
В центральном отверстии корпуса 1 резьбонакатной плашки типа НП
установлена втулка 2, имеющая на фланцевой части
зубчатый венец, находящийся в зацеплении с зубчатыми венцами осей 3. Ось 3 представляет
собой валик, у которого с одной стороны нарезан зубчатый венец, а с другой имеется
эксцентрично расположенная шейка и буртик. На эксцентричной шейке на иглах располагается
накатывающий ролик 4, удерживаемый от осевых смещений буртиком оси.
Со стороны зубчатого венца ось 3 удерживается шайбой 5, закрепляемой винтом 6.
Центральная втулка 2 имеет два окна (см. разрез А—А), сквозь которые проходят винты 7,
устанавливаемые в корпусе 1 и упирающиеся с двух сторон в перемычку втулки 2,
образованную окнами. Отпуская один винт 7 и ввинчивая другой, можно поворачивать
центральную втулку 2 вокруг оси и тем самым, благодаря зацеплению зубчатых венцов,
поворачивать оси 3. Поворот осей 3 вызывает изменение положения эксцентричной шейки
оси 3 относительно центра плашки. Изменение положения эксцентричной шейки с сидящим
на ней накатывающим роликом происходит одновременно у всех трех роликов, поэтому
в плашке регулируется просвет между роликами а следовательно, регулируется и диаметр
накатываемой резьбы. Так как при сборке плашки важно, чтобы все три эксцентричные
оси занимали одинаковое положение относительно центра плашки, то зубчатые венцы
имеют особое исполнение. В центральной втулке 2 в трех равномерно распределенных
по окружности местах один зуб отсутствует. Соответственно у осей 3 в зубчатом, венце
имеется один сдвоенный зуб, который и вводится в расширенную канавку центральной
втулки. Эта конструктивная особенность исключает неправильную сборку плашки, предотвращая
возможные неполадки при работе и упрощая пользование плашкой.
Недостатком данных головок является консольное расположение роликов, снижающее жесткость конструкции.
Научным коллективом разработана гамма простых по конструкции
нераскрывающихся аксиальных резьбонакатных головок с бесконсольным расположением роликов, предназначенных для накатывания
метрических резьб, конических резьб нефтяного сортамента, крупных трапецеидальных резьб на стяжных винтах строительной
арматуры и т.д.
Радиальные резьбонакатные головки разработаны для использования на большинстве типов станков,
включая токарные станки с ЧПУ. Радиальные головки отличаются очень высокой производительностью
обработки. После установки радиальной головки в исходное положение и перевода рукоятки управления в рабочее положение
обработка резьбы происходит за один оборот роликов. С помощью радиальных накатных головок можно экономично проводить обработку
очень коротких резьб, обработку резьб на маленьком вылете, обработку резьбы за буртиками, обработку конических резьб,
буквенно-цифровую маркировку, выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов и составляет
максимально 39 мм.
Радиальные резьбонакатные головки работают по двум основным схемам. Наибольшее распространение нашли головки,
у которых радиальная подача осуществляется конструктивным способом, за счет применения роликов, имеющих некруглую (затыловынную)
заборную часть. Данные головки оснащаются двумя или тремя затылованными роликами. Заготовке сообщается вращение
(круговая подача). Под действием сил трения между роликами и заготовкой роликам сообщается главное вращательное движение.
Межцентровое расстояние между роликами остается постоянным.
Радиальные головки данного типа выпускаются, например, компаниями
Fette (ФРГ) и
RSVP Tooling Inc (США) и бывают двух основных типов: двух- и трехроликовые.
Двухроликовые радиальные накатные головки типа С (рис. 7), выпускаемые компанией Fette,
оснащены двумя роликами, которые перемещаются снаружи к центру заготовки
перпендикулярно плоскости оси. Эти головки предназначены для применения на всех видах
станков (простых токарных станках, одно- и многошпиндельных станках-автоматах,
револьверных станках, гидрокопировальных станках, станках с ЧПУ, специальных станках,
автоматических линиях, резьбонарезных станках, сверлильных станках, специальных
накатных станках). Устанавливаются на горизонтальную каретку, револьверную головку
или верхний суппорт. Подача осуществляется в радиальном направлении благодаря
определенной геометрии роликов. Работают при неподвижной головке и вращающейся
детали. Диапазон диаметров до 36 мм, диапазон длин до 39 мм.
Рис. 7. Радиальная резьбонакатная головка Fette типа C.
Радиальные накатные головки Fette типа Е (рис. 8)
формируют резьбу, перемещаясь по оси заготовки. Резьба накатывается за один оборот роликов.
Предназначены для применения на всех видах станков (простых токарных станках, одно- и
многошпиндельных станках-автоматах, револьверных станках, гидрокопировальных станках,
станках с ЧПУ, специальных станках, автоматических линиях, резьбонарезных станках,
сверлильных станках, специальных накатных станках). Устанавливаются на горизонтальную
каретку, револьверную головку, шпиндель или заднюю бабку. Подача осуществляется
в радиальном направлении благодаря определенной геометрии роликов. Работают как при
неподвижной головке и вращающейся детали, так и при вращающейся головке и неподвижной
детали. Диапазон диаметров до 45 мм, диапазон длин до 39 мм.
Рис. 8. Радиальная резьбонакатная головка Fette типа E.
Радиальные накатные головки Fette типа ЕW (рис. 9) по всем параметрам
соответствуют головкам типа Е, однако не имеют в конструкции рычага открытия/закрытия
головки. Головка открывается, когда деталь доходит до регулируемого упора на торце
головки за роликами. При этом обеспечивается минимальный сбег резьбы. Применение этих
головок упрощает конструкцию станка и сокращает время и затраты на обработку.
Рис. 9. Радиальная резьбонакатная головка Fette типа EW.
У радиальных резьбонакатных головок с технологическим заданием радиального обжатия формирование резьбы на
заготовке осуществляется путем радиального перемещения цилиндрических резьбонакатных роликов в направлении оси заготовки.
Так, например, у головок модели 234-SA компании
C.J. Winter (США) (рис. 10) радиальное перемещение ползунов с установленными в них
роликами осуществляется натяжением закрепленной в них кольцевой цепи путем поворота кулачков с натяжными роликами.
Основным недостатком радиальных резьбонакатных головок с технологическим заданием радиального обжатия является
необходимость наличия механизма привода радиальной подачи роликов.
Рис. 10. Радиальная резьбонакатная головка C.J. Winter типа 234-SA.
Тангенциальными головками накатывают цилиндрическую и коническую,
правую и левую резьбу на станках токарной группы на любом участке заготовки, в том числе
за буртом. Привод роликов осуществляется от контакта с вращающейся заготовкой.
При накатывании происходит незначительное осевое перемещение роликов относительно
заготовки, поэтому ролики в корпусе должны иметь осевой зазор. Головку крепят на поперечном
суппорте.
Наибольшее распространение получило накатывание двухроликовыми тангенциальными
головками (рис. 11). Вследствие наличия сил, изгибающих заготовку, область применения такого способа ограничена длиной резьбы,
а также вылетом заготовок.
Тангенциальные резьбонакатные головки оснащены двумя встречно расположенными роликами,
перемещающимися к заготовке по углом 90 градусов к оси. Во время подачи на врезание в
тангенциальном направлении формируется резьба. Процесс формирования заканчивается,
когда оси роликов находятся на одной линии с осью детали. Для этого требуется,
как правило, от 15 до 30 оборотов детали. В то же время,
для них не требуется механизм открытия-закрытия головки. Тангенциальные накатные головки
пригодны для использования на большинстве типов станков, включая токарные станки с ЧПУ.
Для работы этих головок требуется соответственно дополнительное движение подачи
(для станков без ЧПУ управляемое специальным кулачком). Основным преимуществом этих
головок является возможность бокового врезания в деталь с последующим накатыванием.
Для работы головки деталь должна вращаться, а головка быть смонтирована жестко на
станке. С помощью тангенциальных накатных головок можно проводить обработку
очень коротких резьб; обработку резьб на маленьком вылете;
обработку конических резьб; буквенно-цифровую маркировку;
выглаживание и формовку. Ширина обрабатываемого профиля ограничена шириной роликов
и составляет не более 40 мм
Рис. 11. Тангенциальные резьбонакатные головки.
Тангенциальные резьбонакатные головки бывают с синхронным (для точных резьб)
н несинхронным (для резьб невысокой точности) вращением роликов.
Головки имеют два ролика с винтовой нарезкой, направление которой должно быть
противоположно направлению накатываемой резьбы, и с числом заходов,
обеспечивающим равенство углов подъема витков на роликах и заготовке.
Число заходов выбирают от двух до шести в зависимости от шага. Оси роликов
параллельны оси заготовки. В начальный рабочий момент ролики своей наружной
поверхностью касаются заготовки. Затем головке вместе с роликами сообщается
тангенциальное движение подачи относительно заготовки. Накатывание прекращается
тогда, когда ролики с головкой занимают положение, при котором оси роликов и
заготовки оказываются в одной плоскости. После этого головка должна быстро
возвратиться в исходное положение, в противном случае качество резьбы
окажется низким.
Тангенциальные резьбонакатные головки за рубежом выпускаются компаниями
Fette (ФРГ), Wagner Werkzeugsystem
(ФРГ), RSVP Tooling Inc (США) и рядом других.
Заводом «Фрезер» выпускались тангенциальные головки типа ТНГ с несинхронным вращением
роликов (для резьб невысокой точности) и головки типа ТНГС с синхронным вращением
роликов.
С помощью накатных головок могут обрабатываться практически все типы существующих
резьб. Угол профиля не должен быть меньше 10 градусов. В рамках этих условий можно также
обрабатывать специальные резьбы. Накатываемые диаметры лежат в диапазоне
от 1,4 мм до 230 мм. Кроме того, допуская, что концентричные канавки являются резьбой
с бесконечно большим углом подъема, приходим к выводу о возможности накатывания рифлений,
дорожек и подобных элементов конструкции. При это не имеет значения, является ли накатка
прямой, винтовой, правой или левой или двойной. Поверхности цилиндрических деталей могут
быть накатаны накатными роликами, а концы труб могут быть обсажены профильными роликами.
На цилиндрических деталях также можно с помощью накатки наносить маркировку
с использованием любых символов.
Процесс накатывания не накладывает ограничений на размеры и форму заготовки.
Естественно, при этом деталь должна быть корректно установлена и зажата и накатная
головка должна находиться в определенном исходном положении. Во многих случаях можно
выбрать между неподвижной головкой и вращающейся деталью или неподвижной деталью и
вращающейся головкой. На прутковых станках можно также накатывать резьбы за буртиками
(например, на штуцерах) перед отрезкой детали от прутка. Если станок оснащен устройством
непрерывной подачи прутка, то можно накатывать резьбы неограниченной длины. Во многих
случаях возможно накатывание резьбы на трубах. При накатывании тонкостенных труб
применяются внутренние оправки. Остаточная толщина стенки между основным и внутренним
диаметром резьбы должна быть не менее 0,5 мм плюс половина высоты профиля резьбы.
Для накатывания внутренних резьб головки пока не нашли широкого применения. В качестве примера
головок для накатывания внутренних резьб можно привести аксиальные головки РГТВ, выпускавшиеся заводом «Фрезер», и
предназначенные для накатывания внутренних конических резьб по ГОСТ 631-80 и 632-80
на предохранительных деталях труб нефтяного сортамента без предварительной подготовки поверхности
заготовки под накатывание резьбы. Головки РГТВ использовались на специальных трубонарезных станках,
оснащенных гидравлическим приводом подачи головки в зону накатывания.
Накатывание резьбы головками может осуществляться на любом виде оборудования,
обеспечивающем взаимное вращение обрабатываемой детали и накатной головки относительно
друг друга.
Основными видами оборудования, на котором применяется накатывание, являются токарные
и сверлильные станки, токарные автоматы, включая станки с ЧПУ.
Применение станков с ЧПУ для накатывания резьбы повышает эффективность и экономичность
обработки. Накатные головки существенно сокращают дорогое машинное время станков с ЧПУ,
так как резьба в этом случае обрабатывается за один проход за несколько секунд, в то время
как нарезание резьбы резцом требует многопроходного цикла. Более высокая стойкость роликов
по сравнению с резьбовым резцом обеспечивает сокращение расходов на
заработную плату благодаря
уменьшению времени на наладку станка. Головки оснащаются хвостовиками для токарных станков
или специальными хвостовиками под конкретный станок.
Скорости накатывания резьб достаточно высоки.
При этом, скорость накатывания треугольных резьб выше, чем скорости обработки трапецеидальных
резьб, поскольку в последнем случае необходимо перемещать больше материала. С другой стороны,
накатывание материалов с более высоким коэффициентом удлинения может осуществляться на
более высокой скорости, чем для материалов с более низким коэффициентом удлинения. Более
прочные материалы требуют меньших скоростей обработки. Для разных видов резбонакатных
головок существуют различные зависимости между скоростью, диаметром резьбы, подачей,
скоростью вращения роликов и временем обработки. Скорость накатывания для аксиальных головок
приведена в табл.1.
Таблица 1.
Рекомендуемые скорости накатывания резьб осевыми головками
Для радиальных головок рекомендуется скорость 20-60 м/мин, время обработки
очень мало, так как накатывание осуществляется за один оборот роликов.
Для тангенциальных
головок скорость 20-80 м/мин, требуется дополнительный управляемый привод подачи головки,
время обработки больше, так как требуется от 15 до 30 оборотов заготовки на операцию
накатывания и от 5 до 7 оборотов заготовки на ускоренный отвод головки.
Нарезание резьбы на токарном станке резцом
Резьбовое
Нарезка резьбы на трубах может выполняться как на универсальном токарном станке, так и на резьботокарных полуавтоматах с использованием автоматического цикла.
Станок для нарезки резьбы ТВ 16
Нарезание внутренней резьбы на трубах твердосплавным резцом на токарном станке сейчас считается одним из наиболее эффективных способов.
Cодержание статьи
- 1 Особенности устройства токарного станка
- 1.1 О конструкции резцов
- 2 Правила работы
- 2.1 Контроль резьбы
- 2.2 Процесс нарезки (видео)
- 2.
 3 Правила безопасности при работе
3 Правила безопасности при работе - 2.4 Похожие статьи
Особенности устройства токарного станка
Для нарезания внутренней резьбы на трубах широко используются такие станки как С-225 и ВМС-Н-14. Станок для нарезки резьбы оборудован резцом, к которому подводится заготовка (труба).
В токарном станке имеется механизм, который обеспечивает пневматический зажим труб, размещенных на каретке. Подводится труба к резцу своими руками, а ее последующее перемещение обеспечивается за счет самозатягивания.
Во время работы агрегата заусеницы из металлической стружки, находящиеся в трубах могут удаляться при помощи зенкера, который размещен в шпинделе станка. Верхняя плоскость станины оснащена коробкой скоростей.
Нарезание резьбы на современном токарном станке
Ее привод обеспечивается посредством клиноременной передачи, идущей от электродвигателя, находящегося снизу. Коробка скоростей оборудована шпинделем, на котором закреплен фланец. На фланце закреплен резец, благодаря которому происходит нарезание резьбы в трубе.
Станок оборудован самоцентрирующимися тисками, которые двигаются по станине при помощи гидроцилиндра. Специальные отсеки станины включают в себя узлы охлаждения и электрооборудование.
На передней стенке станины располагается пульт управления станком. Станок для нарезания внутренней резьбы на трубах представлен в виде полуавтомата, в котором все процессы максимально механизированы – вручную производится только снятие и закрепление трубы.
О конструкции резцов
При нарезке внутренней резьбы в трубах при помощи станка могут использоваться резцы, изготовленные с применением быстрорежущей стали, они могут быть:
- стержневыми;
- оснащенными приваренной режущей пластинкой;
- с головкой и резцовой вставкой, крепящейся на резце зажимным устройством.
Нарезание резьбы резцом М30
Резцы, оснащенные припаянной пластиной, могут быть оснащены механическим креплением, также перетачиваемой и неперетачиваемой пластинкой.
Такие детали отличаются простотой конструкции, но в настоящее время они используются крайне редко из-за некоторых недостатков механизма крепления.
Сейчас наиболее широко распространенны резцы, в которых используется механическое крепление пластинок, изготовленных из твердых сплавов. Это существенно повышает параметр механической стойкости резцов.
Актуально использование в токарных резцах, так называемых многогранных пластинок неперетачиваемого типа.
Помимо общей стойкости и продолжительного эксплуатационного срока пластины можно достаточно быстро заменять при износе режущей кромки. Для ускорения замены применяют взаимозаменяемые резцы.
Для того чтобы их можно было регулировать используются специальные резьбовые упоры. Настройка такого резца происходит не в станке на особом приборе, в котором установлен эталонный резец.
Правила работы
Процесс нарезки внутренней резьбы на трубах с помощью станка производится по следующему алгоритму:
- Заготовка своими руками устанавливается в тисках зажимного устройства, рукоятка «зажим» до предела проворачивается, и изделие плотно закрепляется.
- Для того чтобы обеспечить минимальный ход зажимных трубок заготовка размещается с торцевой стороны зажима.
- Рукоятка с обозначением «вперед» поворачивается и суппорт с установленной трубой направляется к резцу.
- После того, как труба будет захвачена плашками резца, нарезание резьбы будет производиться за счет самозатягивания, так как она будет постепенно ввинчиваться в головку.
Проводя нарезание резьбы, также следует обратить внимание на ряд технологических моментов. Так, например, при повороте рукоятки в положение, обозначающееся как «разжим», зажимное устройство тисков разжимается, и готовое изделие можно снимать.
Нарезка внутренней резьбы
В случае необходимости раскрыть плашки резака можно своими руками воспользовавшись рукояткой.
Для обеспечения накатки резьбы тиски несильно затягиваются при помощи клина. Накатка будет проходить успешно в том случае, если труба, которая была зажата в тисках, будет обладать небольшим люфтом.
Некоторая свобода перемещения заготовки в тисках станка обеспечит необходимое самоцентрирование относительно резца.
Таким образом, в процессе вращения шпинделя по часовой стрелке резец будет погружаться в трубу, и формировать внутреннюю резьбу. Важно помнить о том, что перед началом накатки трубу необходимо тщательно очистить от следов грязи и окалин.
Некоторые станки для выполнения накатки могут использовать специальную резьбонакатную плашку. Она представлена в виде цилиндра с диаметром в 80-90 мм со сквозным отверстием в центре корпуса.
После того, как накатка резьбы будет завершена, шпендель начнет вращаться в обратную сторону и резец выйдет из трубы. Далее тиски разжимаются, и готовая труба с резьбой вынимается.
Стоит отметить, что накатка выполняется в полуавтоматическом режиме, для этого используются кнопочные переключатели.
Контроль резьбы
При создании внутренней резьбы в трубе с помощью токарного станка, ее шаг измеряется с помощью резьбовых шаблонов. Такой шаблон представлен в виде пластины, на которой имеются специальные резцы.
Резцы отмечены шагом резьбы, который обозначается на лицевой плоскости шаблона. Есть наборы шаблонов, которыми замеряется как метрическая, так и дюймовая резьба. Такие шаблоны могут измерять только параметр шага резьбы.
Чтобы оценить точность выполненной внутри трубы резьбы применяются различные резьбовые калибры. Эти калибры могут быть проходными.
Проходные калибры сочетают в себе полноценный профиль резьбы и считаются прототипом будущего внутреннего соединения трубы.
Непроходные калибры способны контролировать значение среднего диаметра резьбы, и оснащены укороченным профилем. Перед тем, как произвести контрольные измерения все детали тщательным образом очищаются от металлической стружки и грязи.
Пластины резца с механическим креплением
Калибры нужно прикладывать крайне аккуратно, чтобы не допустить появления на их поверхности царапин и потертостей. С целью замера внутренних, наружных и средних диаметров шага внутреннего соединения используется резьбовой микрометр.
Его шпиндель оснащен рядом посадочных отверстий. В них вставляются комплекты со сменными вставками, они полностью соответствуют элементам резьбы, которые необходимо измерить.
Для того чтобы удобно проводить такие измерения микрометр закрепляется на стойке, после чего производится настройка с ориентировкой на шаблон или эталон.
Процесс нарезки (видео)
Правила безопасности при работе
С целью предотвращения несчастных случаев во время работы с трубонарезным станком нужно неукоснительно соблюдать следующие требования:
- если производится нарезка резьбы в длинной трубе, то один ее конец должен ложиться на специально предназначенную для этого стойку;
- провода электропитания должны быть надежно заизолированы и находится в защитной трубке;
- рубильник подачи питания располагается в специальной защитной коробке;
- все части станка, которые при работе вращаются, следует огородить;
- как электродвигатель, так и рубильник после установки станка заземляются.
Также стоит отметить, что при нарезке резьбы в трубах на станке устанавливается защитное стекло, которое будет предохранять глаза оператора от вылетающей стружки.
Похожие статьи
Оборудование для накатки резьбы на гайки
НА ШУРУПЫ И САМОРЕЗЫ
НА ГАЙКИ
НА БОЛТЫ, ВИНТЫ, ШПИЛЬКИ
НА ШПИЛЬКИ И ПРУТКИ
НА ТОНКИЕ ИЗДЕЛИЯ С НЕСТАНДАРТНЫМ ПРОФИЛЕМ
НА СПЕЦИАЛЬНЫЕ ДЕТАЛИ
НА ТРУБЫ
- общая информация о
нарезании резьб на гайки - 4-шпиндельные
гайконарезные станки - 2-шпиндельные
резьбонарезные автоматы - 1-шпиндельные
гайконарезные автоматы - Универсальные
гайконарезные станки - Гайконарезные автоматы
для ГЛУХИХ гаек - резьбонарезные станки для
ДЛИННЫХ КОЛЕСНЫХ гаек - гидравлические станки
для обжима гаек
Общая информация о получении резьбы на гайках
К самым распространенным крепежным изделиям можно отнести гайки. Они являются важной частью резьбовых соединений и применяются в различных их видах.
В производстве крепежных изделий используются несколько технологий изготовления гайки — точение, горячая штамповка, холодная штамповка и др. Все технологии придают изделию определенную форму (круглая, четырехугольная, шестигранная), но основная составляющая гайки — это резьба, которая является основой для создания крепежных соединений.
Нарезание резьбы — операция, выполняемая со снятием стружки или методом накатывания, в результате которой образуются винтовые канавки на поверхностях. Наиболее распространенным и универсальным способом получения внутренних резьб гаек является обработка резанием.
К ней относятся:
- нарезание внутренних резьб метчиками
- точение внутренних резьб резьбовыми резцами и гребенками
- резьбофрезерование внутренних резьб дисковыми и червячными фрезами
- нарезание внутренних резьб резьбонарезными головками
- вихревая обработка внутренних резьб
- накатывание внутренних резьб резьбонакатными головками
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
Видов гаек и размеров гаек очень много, поэтому видов оборудования для нарезки / накатки резьбы на гайки тоже много. Как же производителю выбрать способ нарезания резьбы? Нарезание резьбы метчиками, накатка на гайконарезном станке, фрезерование или токарная обработка? Лишь путем проб и ошибок – если один из способов не приносит удовлетворительного результата, нужно пробовать другой. Всем способам нарезания резьбы на гайки присущи свои достоинства, свои недостатки и своя сфера применения. Самое главное: решая взяться за нарезку резьбы, посмотрите на имеющиеся станки и подсчитайте стоимость инструментов, время цикла резки и сроки эксплуатации инструментов.
Нарезание резьбы на гайки метчиками
- применение гаечных метчиков для нарезания резьбы на гайки это самый распространённый и наименее затратный способ на начальном этапе производства
- гаечные метчики могут быть использованы при обработке практически любого материала твердостью вплоть до 65 HRC
- гаечные метчики могут нарезать резьбу в отверстиях глубиной более трёх диаметров самого инструмента
- гаечные метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой
- нарезание резьбы гаечными метчиками это продолжительный процесс. Окончательные размеры резьбы достигаются за один проход
- нарезка резьбы гаечными метчиками возможна в отверстиях диаметром не более 16 мм. При нарезании резьбы в отверстиях большего диаметра у станка может просто не хватить мощности для поворота гаечного метчика, контактирующего с заготовкой.
- при нарезании резьбы гаечными метчиками производится большое количество стружки, которую нужно эффективно отводить. В противном случае стружка образовывает заторы вокруг метчика, забивает канавки метчика, что может привести к обламыванию метчика в отверстии. Алюминий, углеродистые и нержавеющие стали являются наиболее сложными материалами для контроля отвода стружки.
- при нарезании резьбовых отверстий диаметром 6 мм и менее существует проблема отвода стружки, так как пространство очень ограничено, а инструменты маленького размера относительно хрупкие.
- поскольку диаметр и шаг резьбы всегда остаются неизменными, один и тот же гаечный метчик не может использоваться для нарезания отверстий разного размера.
- при нарезке резьбы в гайках гаечными метчиками требуется смазка
Накатывание резьбы на гайки бесстружечными метчиками на гайконарезных автоматах
Достоинства и недостатки накатки гаечной резьбы
- является наиболее высокопроизводительным способом получения резьбы на гайках
- накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки
- накатывание резьбы бесстружечными метчиками (метчиками-раскатниками) обеспечивает высокое качество получаемой резьбы на гайках
- накатанная резьба прочнее резьбы, получаемой нарезкой, так как зернистый по своей структуре металл подвергается сдавливанию, что делает его более однородным
- твёрдость заготовки при такой обработке ограничивается как правило 40 HRC
- поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения
- накатные метчики требуют больший крутящий момент и большую мощность от станка, кроме того, инструмент должен быть крепче зажат в державке станка. Для пластической деформации металла требуется приложить большую силу, чем при его резке.
- отверстие под накатывание резьбы должно быть просверлено более точно, чем таковое отверстие под нарезании резьбы
- полученные путем пластической деформации материала, не подходят для некоторых отраслей промышленности, таких как медицинская и авиационно-космическая. При накатке резьбы внутренний диаметр не идеален, авиационно-космическая отрасль не допускает такой U-образный профиль на внутреннем диаметре резьбы.
Токарная обработка резьбы
Токарная обработка является ещё одним способом нанесения внутренней резьбы. При этом используются либо сменные твердосплавные пластины, либо миниатюрный инструмент наподобие расточного резца. Обработка производится на многоосевых или токарных станках. Нарезание резьбы на токарных станках выполняется в единичном и мелкосерийном производстве.
- нарезание резьбы на токарных станках подходит для целого ряда материалов вплоть до очень твердых или абразивных
- нарезание резьбы на токарных станках подходит для отверстий глубиной до 3 его диаметров при использовании инструмента со стальными державками, и даже глубиной в 4-5 диаметров при использовании инструмента с державками из твердых сплавов
- возможно нарезание различных видов резьб при соответствующей настройке вращения шпинделя с перемещением суппорта, углом воздействия режущего инструмента и частотой оборотов детали
- скорость нарезания резьбы на токарном станке очень маленькая. Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
- для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
- большая трудоёмкость операции нарезания резьбы
- отвод стружки является большой проблемой при нарезании внутренней резьбы на токарных станках, особенно остро проблема проявляется при нарезании резьбы в глухих отверстиях
- требуется СОЖ
Нарезание резьбы гайконарезными головками
Гайконарезная головка представляет собой сложный механизм, оснащенный комплектом гребенок, выполняющих роль зубьев метчиков, имеющих режущие и направляющие резьбовые профили.
- гайконарезные головки могут использоваться для нарезания резьбы любого типа
- нарезание резьбы гайконарезными головками, применяемыми на автоматических станках, значительно производительнее (в 3—4 раза), чем нарезание плашками, так как благодаря автоматическому раскрыванию обратного свинчивания их не требуется.
- гайконарезные головки не требуют реверсирования, так как в конце рабочего хода гребенки автоматически убираются внутрь корпуса
- в одном корпусе головки допускается установка гребенок различных размеров, что повышает универсальность инструмента
- повышенная точность резьбы
- подходит для серийного и массового производства
- высокая стойкость и долговечность — вставные гребенки имеют большее количество переточек
- размеры получаемой резьбы можно легко регулировать и при необходимости нарезать в два прохода
- резьбовой профиль гребенок образуется шлифованием, что обеспечивает хорошее качество режущих и калибрующих профилей и, как следствие, улучшается точность и шероховатость поверх-ностей резьбового профиля нарезаемой резьбы
- высокая цена
- при нарезании резьб гайконарезными головками станок должен отвечать установленным для него нормам точности. Особенно важно соблюдение требований по биению шпинделя и соосности детали и гайконарезной головки
Нарезание внутренней резьбы фрезами
Для нарезания резьбы применяются цельные твердосплавные фрезы и сменные твердосплавные пластины (стальное тело фрезы с карбидными вставками). Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот.
- фрезы для нарезания резьбы подходят для обработки материала прочностью до 65 HRC
- резьбонарезные фрезы имеют большой диапазон применения, их диаметр начинается от 1.5 мм и заканчивается самыми большими размерами
- одна и та же резьбонарезная фреза может применяться для отверстий, имеющих различный диаметр, но одинаковый шаг резьбы
- фреза с одной режущей кромкой может быть использована для обработки отверстий различных диаметров, а также и нарезания резьбы различного шага
- фреза одной и той же геометрии, но с одним или двумя слоями различных покрытий, позволяет обрабатывать множество разнообразных материалов
- одновитковая резьбонарезная фреза может быть применена для обработки глухих и сквозных отверстий, а также для нарезания правой и левой резьбы
- одновитковая фреза может работать на большой глубине, вплоть до 20 диаметров
- так как фреза имеет плоскую нижнюю поверхность, она может нарезать резьбу в непосредственной близости от днища глухого отверстия, и даже если фреза сломается, это не приведет к выбраковыванию детали
- фреза для нарезания резьбы может быть совмещена в одном корпусе с другими инструментами для сверления отверстий, тем самым образовывая комбинированный инструмент, который может одновременно сверлить, делать фаски и нарезать резьбу
- отвод стружки обычно не является проблемой при нарезании резьбы фрезами
- цикл обработки фрезой обычно дольше цикла обработки метчиками
- использование фрез для нарезания резьбы в гайках требует специальной программы для станка
- использование фрез для нарезания резьбы на гайки требует постоянного контроля оператора. Так как фреза стачивается в процессе нормального износа, оператору необходимо измерять допустимые отклонения в размерах резьбы, следить за износом инструмента и регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы.
- при использовании фрезы для нарезания резьбы силы резания не сбалансированы. При нарезании резьбы большой длины создается большое давление на боковую поверхность фрезы, так как на нее воздействует большая радиальная сила. Это может приводить к проблемам в виде отскакивания режущей кромки от заготовки и появлению на ней сколов, и даже к обламыванию фрез небольшого диаметра
Шлифование для нарезания высокопрецизионной резьбы на гайки
Нарезание резьбы методом шлифования позволяет нарезать высокопрецизионные внутренние резьбы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач. Нарезание внутренней резьбы методом шлифования производится на специализированных станках.
- при помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы
- типичные размеры, обеспечивающие экономически выгодный процесс шлифования, варьируются от 10 до 533 мм
- нарезание внутренней резьбы методом шлифования является очень точным процессом
- требуется узкоспециализированное дорогостоящее оборудование
- требуется отвод / смыв стружки при нарезании внутренней резьбы методом шлифования
- для эффективного нарезания внутренней резьбы методом шлифования станок должен обладать жесткостью конструкции, точным перемещением по осям, способностью выполнять точные циклические перемещения и наличие прецизионных шпинделей с датчиками контроля температуры
Осевая накатка резьбы для пользователей токарных станков с ЧПУ
Накатка резьбы обеспечивает стабильные результаты на заготовках. Представьте себе шлифование максимально оптимального профиля на режущем инструменте. Как только он касается металла, он начинает изнашиваться. При накатывании резьбы используются закаленные штампы, которые давят на материал, заставляя его пластически деформироваться до зеркального отображения штампов.
Каждый раз, когда штампы наматывают нить, они получают дополнительное напряжение. Стресс нарастает до такой степени, что материал штампов просто сдается — это утомляет. Пока штампы не выйдут из строя, такой же профиль будет производиться без регулировки головки.
Вот как извлечь выгоду из неизменности, присущей накатке резьбы.
Краткий обзор
Осевая накатка резьбы выполняет свою работу, перемещаясь от передней (задней бабки) детали вдоль осевой линии шпинделя. За один проход три (до шести) роликов, синхронизированных с помощью планетарной системы передач, придают заготовке требуемую форму, глубину и шаг наружной резьбы. Как правило, вращение заготовки приводит во вращение ролики. Для токарных станков с ЧПУ резьбонакатная головка обычно размещается в револьверной головке.
Форма резьбы на осевых валках состоит из прямых кольцевых колец, отшлифованных до шага резьбы, которую необходимо изготовить. Ролики расположены в головке под углом перекоса, который приблизительно соответствует углу винтовой (заходной) резьбы.
Из-за угла наклона можно использовать обе стороны рулонов. Угол перекоса также вызывает движение вперед, благодаря чему роликовая головка самоподается и открывается. Поскольку осевая головка проходит через заготовку, она может нарезать резьбу длиннее, чем она сама.
Выбор резьбы A
Допустимая сила тока для осевых резьбонакатных головок диаметром от 0,06 до 9 дюймов. Помимо стандартных 60-градусных профилей возможны акме, контрфорс, шарнир, накатка, шлицы, специальные профили и воронение.
Как и фаска на метчике, начало навивки прогрессивно. Если бы первое кольцо осевого валка было полнопрофильным, оно выполняло бы всю работу. Обычно рекомендуются более прогрессивные кольца для оптимального срока службы валков.
Можно использовать более короткую последовательность, чтобы обеспечить заправку ближе к уступу, но это отрицательно скажется на сроке службы ролика. Стандартные отведения обозначаются как 2K, 1K и 0,6K. Цифры указывают, сколько кольцевых колец являются прогрессивными. Ближайшее значение, которое осевая система может ввернуть в плечо, составляет 11/2 шага, что соответствует шагу 0,6К.
Параметры станков с ЧПУ
Головки с резьбовыми роликами имеют диапазон операций. Резьбовые головки большего размера имеют больший диапазон операций. Чтобы воспользоваться преимуществами наилучшей эффективности резьбового ролика, необходимо учитывать несколько соответствующих параметров.
Мы пройдемся по этим параметрам. Для простоты мы опишем использование осевой головки Fette F2 в качестве нашего примера, производящего резьбу ½-13, UNC 2A длиной примерно три дюйма. Он имеет диапазон резьбы от 5/16 до 5/8 дюйма.
- Мощность в лошадиных силах. В целом, если головка для заправки рулона может поместиться на машине, мощности достаточно. Там, где это все еще вызывает сомнения, была разработана формула, которая может дать оценку минимальной мощности в лошадиных силах. Он основан на нашем примере ½-13 с использованием стали 4140 (28-34 Rc):
(1,037 × 10-6) × T × P × D × S = мощность в л.с. = 0,077″
D = номинальный диаметр резьбы = 0,50″
S = частота вращения шпинделя = 917 об/мин (120 фут/мин)
(1,037 × 10-6) × 125 000 × 0,077 × 0,500 × 917 = 4,6 л.с. достаточный крутящий момент, примените эту формулу:
5250 × л.с. = крутящий момент (фут/фунт)
об/мин
Где:
Постоянная = 5250
л.с. = 4,6
об/мин = 917 (120 футов/мин)
5250 × 4,6 = 26,3 фут/фунт
917
Следует отметить, что эти значения являются приблизительными и в большинстве случаев фактические результаты эксплуатации меньше.
- Время цикла. Время осевой накатки резьбы можно рассчитать по одной формуле:
60 × L = время (секунды)
P × об/мин
Где:
Постоянная = 60
L = длина = 3 дюйма
P = резьба шаг (1/13) = 0,077 дюйма
об/мин = 917
60 × 3 = 2,5 с
0,077 × 917
- Скорости. Для большинства осевых систем рекомендуемые скорости составляют от 60 до 300 футов в минуту. Это не очень конкретно. На практике скорость от 100 до 150 футов в минуту должна охватывать большинство приложений. В нашем примере мы использовали 120 футов в минуту.
Существует простой метод оптимизации скорости накатки резьбы на токарном станке. Наименьшая нагрузка на шпиндель означает, что материал течет с наименьшим сопротивлением. С помощью измерителя нагрузки на шпиндель, встроенного в большинство токарных станков с ЧПУ, можно определить оптимальную скорость вращения для конкретного применения.
Начните проект по накатыванию резьбы со скоростью от 100 до 120 футов в минуту и увеличивайте скорость с шагом от 50 до 100 об/мин. Следите за точкой скорости, которая создает наименьшую нагрузку. Это будет оптимальная частота вращения для применения, автоматически учитывающая материал, твердость, диаметр, шаг, размер головки и мощность.
- Подача. Поскольку в осевой системе используются прямые кольцевые кольца, расположенные в головке под косым углом, головки имеют самоподачу — один шаг резьбы на оборот. Для нашей резьбы (1/2-13) это 0,0769.ipr (дюймы на оборот).
Но, поскольку головка самоподается, скорость подачи примерно на 0,001–0,002 дюйма меньше шага может компенсировать удлинение материала и помогает обеспечить оптимальный срок службы валков. Более оптимальные результаты будут получены при подаче на резьбонакатную головку 0,075 дюйм/об. - Длина резьбы. Исключением из приведенного выше правила является сочетание шага и длины резьбы с расстоянием открытия головки. Другими словами, требуется допуск на расстояние открытия головки, иначе она откроется до конца хода.
Наш F2 имеет расстояние раскрытия 0,120 дюйма. Используя 0,002 дюйма под шагом в качестве скорости подачи (0,075 дюйм/об), мы можем произвести примерно 60 витков резьбы до того, как головка откроется — 0,120/0,002 = 60.
Таким образом, максимальная длина резьбы на 0,002 дюйма меньше шага (60 x 0,075 дюйма) будет составлять 4,5 дюйма. Если вам нужна нить длиной 4,75 дюйма, ну, вы видите проблему.
В этом случае, если длина резьбы больше 4,5 дюймов, то подача на 0,001 дюйма меньше шага (0,076 дюймов на оборот) даст вам примерно девять дюймов длины резьбы.
Если длина вашей резьбы превышает девять дюймов, просто подайте на пару дюймов меньше шага, а затем подайте с шагом до баланса длины резьбы. Вы по-прежнему встроили «поплавок» для самостоятельной подачи, а возможности ЧПУ позволяют легко это сделать.
Чтобы активировать открытие головки, запрограммируйте 0,5-секундную задержку в конце перемещения по оси Z. Это позволит переднему узлу двигаться вперед достаточно, чтобы расцепить ролики, создав зазор между роликами и резьбовой частью, а значит, открыть головку.
Параметры заготовки
Накатка резьбы применяется для обработки большого количества материалов и конфигураций заготовок. В процессе холодной штамповки припуск не удаляется для изготовления резьбы, а переставляется. Поэтому для получения точных результатов важно обтачивать заготовку до нужного диаметра заготовки.
- Пустой диаметр — Большинство профилей резьбы симметричны, так что расстояние над делительной линией равно расстоянию под делительной линией. Поскольку объем материала в каждой области одинаков, начальный диаметр заготовки приблизительно равен делительному диаметру накатываемой резьбы.
Вот справочное уравнение, которое вы можете использовать для резьбы с 60-градусной формой:
Номинальный диаметр — (0,72 × Шаг) = начальный диаметр заготовки (эталон)
Где:
Константа = 0,72
Номинальный диаметр = 0,50 дюйма (равно припуски вычтены)
Шаг = 1/13 = 0,077 дюйма
0,50-(0,72 × 0,077 дюйма) = 0,464 дюйма (исходное значение диаметра заготовки)
Большая часть материала, смещенного ниже линии шага, будет течь выше линии шага. Однако часть материала будет сжиматься, а часть удлиняться. Этот расчет только для справки.
Окончательный диаметр заготовки будет определен после регулировки резьбонакатной головки для получения окончательного делительного диаметра детали. Затем можно внести изменения в диаметр заготовки, чтобы получить номинальный диаметр детали.
Так как площадь вдоль делительной линии резьбы больше, чем площадь на вершине резьбы, изменение диаметра заготовки окажет большее влияние на больший диаметр. Отношение диаметра заготовки к большему диаметру составляет примерно 1:3.
- Допуск на диаметр заготовки. При соотношении 1:3 допуск на диаметр заготовки может равняться примерно одной трети допуска на большой диаметр резьбы. Хорошее эмпирическое правило заключается в том, что допуск на диаметр заготовки не должен превышать половины допуска на диаметр шага резьбы.
- Угол фаски. Распространенной ошибкой при накатывании резьбы является начало с угла на предварительно накатанной заготовке, который совпадает с углом, который должен быть получен на готовой детали. Как и диаметр заготовки, угол фаски предварительно накатанной заготовки будет изменяться за счет смещения материала в процессе накатки резьбы.
Угол предварительно прокатанной фаски изменится примерно на 15 градусов от центральной линии детали. Например, угол в 30 градусов будет смещен наружу примерно до 45 градусов.
Рекомендуются предварительно прокатанные фаски под углом от 10 до 30 градусов от осевой линии детали. Для более прочных материалов заготовки и более крупного шага следует использовать меньшие углы от 10 до 20 градусов.
При угле фаски более 30 градусов смещенный материал будет прижиматься к передней стороне резьбового валика. Боковая сила, которая не находится на поддерживаемой задней стороне, сократит срок службы ролика и может привести к повреждению резьбовых роликов.
Начальный диаметр угла фаски также имеет решающее значение. Для осевой системы он должен быть на половину высоты одного зуба (примерно от 0,020 до 0,040 дюйма) меньше, чем меньший диаметр резьбы. Если начальный диаметр угла фаски слишком велик, часть материала будет течь вперед, что приведет к тому, что поверхность детали станет вогнутой. Это условие может отрицательно сказаться на сроке службы резьбового ролика.
- Выточка — с выточкой или без нее, необходимо следовать тем же рекомендациям по снятию фаски перед прокаткой. Поднутрение не требуется для операции прокатки, если сбег резьбы может быть компенсирован сопрягаемой деталью. Если деталь имеет поднутрение, начальный диаметр угла фаски должен быть меньше меньшего диаметра конечной резьбы, иначе валки оставят в этой области следы.
Регулировка ролика
Обычно используются два метода регулировки ролика: либо точная резьбовая часть, либо калибр-пробка (диаметр токарной обработки), диаметр которого равен диаметру основания резьбы или меньшему диаметру. Поместите это между рулонами и «закройте» их, пока они не соприкоснутся. Это будет начальная настройка.
Учтите, что усилие на роликах будет больше, чем исходное значение ручной затяжки. Вы можете предположить, что валки нужно будет отрегулировать немного меньше — от половины до одной отметки в отрицательном направлении на калибровочной шкале.
Важно понимать, что установка валков определяет внутренний (вспомогательный) диаметр резьбы и углы по бокам. Углы боковых сторон, в свою очередь, математически определяют диаметр шага резьбы.
Количество материала, которое мы вытесняем на «пустом диаметре», даст окончательный внешний или основной диаметр резьбы. Суть в том, чтобы сначала отрегулировать валки по делительному диаметру. (Вы должны позаботиться о большем диаметре позже.) После того, как будет измерена первая тестовая деталь, любые дальнейшие регулировки настройки должны быть небольшими — менее одной четверти отметки на шкале калибровки.
Поместите предварительно отрегулированную головку в револьверную головку станка, переместите к нулю по оси X и переместите открытые резьбовые ролики по оси Z по диаметру заготовки. Переместите головку/головку вперед, пока поверхность валиков не окажется там, где должна заканчиваться нить.
Подсказка: если есть плечо, закройте головку/валики на диаметр заготовки. Слегка приоткройте головку и, вращая один ролик, переместите его вперед по оси Z, пока ролик не остановится — вы попали в плечо. Отметьте это положение на элементе управления и увеличьте его на 0,005–0,020 дюйма. Ссылайтесь на это положение на элементе управления и введите его как конец перемещения по оси Z. Вы обманули машину.
Когда вы оторвете деталь и закроете головку, передний конец физически отодвинется назад на фиксированную величину (в зависимости от размера головки и производителя). В процессе работы, когда головка находится в конце перемещения по оси Z, она будет сокращаться на эту фиксированную величину. С запрограммированной задержкой от 1/2 до 1 секунды в конце хода по оси Z узел переднего конца будет самостоятельно продвигаться вперед и открываться в ранее заданном положении.
Находясь в этом положении, давайте сделаем то, что я называю «быстрой проверкой» выравнивания. Вручную закройте головку/валики на бланке. Если у нас есть хорошее выравнивание, все три ролика будут касаться диаметра заготовки примерно в одно и то же время. Вращая валки, постарайтесь найти первый и последний валки, соприкасающиеся.
Теперь рассудите. Этот метод даст вам представление о выравнивании головы и направлении любого смещения. Конечная цель состоит в том, чтобы установить ролики на заготовке правильного размера для получения заданного размера и качества резьбы.
Автоматическое закрытие
Как мы видели, резьбовой валик автоматически открывается в расчетной точке своего хода. Автоматическое закрытие обычно может выполняться в рамках нормального цикла машины. К сожалению, различия в станках с ЧПУ затрудняют предоставление единого метода закрытия. Осевые головки обычно имеют ручку, которую можно использовать для закрытия головки вручную. Эту ручку или ее приспособление можно использовать для автоматического закрывания головки.
Например, головку можно расположить так, чтобы стандартный указатель револьверной головки провел рукояткой мимо неподвижного объекта, такого как нижняя направляющая крышка, вторая револьверная головка, задняя бабка, скоба и т. д., автоматически закрывая головку.
Прочтите: Как AM внедряет режущие инструменты: фотографии из EMO
Программирование
Образец программирования был написан для накатки нашей резьбы ½-13 длиной 3 дюйма, расположенной на позиции 8 на револьверной головке. После того, как нить намотана, мы индексируем позицию 10 и перемещаем головку к предварительно установленному угловому кронштейну, чтобы сбросить (закрыть) головку.
В заключении
Хороший производитель резьбонакатных головок должен обеспечить квалифицированную техническую поддержку не только своего оборудования, но и предложения по вашему применению. Не менее важно, чтобы вы предоставили производителю резьбонакатного оборудования как можно больше подробностей о работе, а именно: печать детали, материал (включая твердость, если он превышает 30 Rc), количество, станок, операцию, прутковую бабку, патрон, заднюю бабку и/или между центрами. Как и при нарезке, при накатывании резьбы используются разные методы. Какая система лучше, зависит в основном от вышеперечисленных факторов.
Обработка с ЧПУ | Накручивание резьбы??? | Практик-механик
грубый чувак
Пластик
#1
У кого-нибудь есть опыт накатки резьбы на токарном станке с ЧПУ. Каковы плюсы и минусы накатывания резьбы по сравнению с обычным нарезанием резьбы резьбонарезным инструментом. Резьба, которую мы нарезаем, не больше 2 дюймов, так что ничего особенного. Просто ищу информацию, так как у меня нет опыта с накаткой нити, но я слышал, что это намного быстрее и дает более прочную нить.
Гэри Э
Алмаз
#2
грубиян сказал:
У кого-нибудь есть опыт накатки резьбы на токарном станке с ЧПУ.
Нажмите, чтобы развернуть…
Вы когда-нибудь накатывали на токарном станке с ЧПУ ?? если у вас есть, вы знаете, какое давление для этого требуется… Теперь представьте себе давление, необходимое для скручивания нити?
Вы когда-нибудь видели резьбонакатную машину?…
Помните маленькую старушку, которая спросила.. ГДЕ ГОВЯДИНА????
ГОВЯДИНА находится в резьбонарезном станке.
А теперь посмотрите на свой легкий токарный станок с ЧПУ и спросите себя… ГДЕ говядина?
Конрад Хоффман
Титан
#3
Есть несколько замечательных швейцарских накатных станков для мелких деталей, но я не думаю, что они подходят до 2 дюймов! Чтобы получить представление о том, насколько мощной является резьбонакатная машина, вот ссылка — Kinefac.
масоме
Горячекатаный
#4
Я накатал только резьбу меньше 1/2 дюйма, а головка этого ролика составляет около 2,5 дюйма или около того. Я не могу себе представить, насколько велика будет головка для 2-дюймовой резьбы, не говоря уже о требуемой мощности.
Я добился хороших результатов при обработке нержавеющей стали и титана, но не использовал его для других материалов.
706Джим
Нержавеющая сталь
#5
Гэри Э сказал:
Вы когда-нибудь делали накатку на токарном станке с ЧПУ?? если у вас есть вы знаете, какое давление это требует ….
Нажмите, чтобы развернуть…
Будь то ручной станок или токарный станок с ЧПУ, я думаю, что этого устаревшего процесса следует избегать, когда это возможно. В нашей школе мы просто разработали его из студенческих проектов и заменили фрезерованными канавками, которые выглядят красивее и их гораздо легче повторить.
Как и вы, я бы не хотел применять необходимое давление для накатки или прокатки из-за отсутствия «чувства» на ЧПУ.
3t3d
Алмаз
#6
Я думаю, что ОП может рассматривать систему накатывания резьбы, которая не оказывает ВСЕ боковое давление на деталь, а скорее окружает деталь тремя роликами в держателе.
Небольшое боковое давление на ось X, если оно вообще есть.
Всегда нужно узнавать что-то новое.
Где Бык?
шон9с
Горячекатаный
#7
Немного не по делу, но мне всегда нравилась возможность отправлять детали на резьбонарезной станок, они шлифуют до нужного размера предварительной навивки и наматывают нить по невероятно низкой цене. Всегда проще, чем одиночное наведение, и с точки зрения времени дешевле. Также лучше нить.
АРБ
Титан
#8
Этот тип не передает нагрузку на машину и не отклоняет деталь в сторону.
Где вообще OX?
тос шлифовальный станок
Пластик
#9
Накатка резьбы выполняется быстро, поскольку выполняется за 1 проход. Превосходная отделка резьбы, и они закалены. Я накатал тысячи витков резьбы от 1/4-20 до 1 1/5-6 и из мягкой освинцованной стали до нержавеющей стали и твердой хромиевой стали. Станки с ЧПУ обычно этого не чувствуют.
грубый чувак
Пластик
#10
Хорошо, спасибо за отзыв, я не был уверен, что это будет хорошо работать на токарном станке с ЧПУ. Вероятно, слишком громоздко для установки на револьверную головку, особенно если использовалась задняя бабка. Что вы имеете в виду, ребята, где OX?
Пиксман
Алмаз
#11
Я много раз накатывал резьбу малого диаметра на токарных станках швейцарского типа с ЧПУ. Никаких проблем, пока приводные шпиндели и сервоприводы осей имеют крутящий момент. Самым большим, что я сделал лично, был M12 x 1.0 из ударной стали S-7 с головкой Fette, очень похожей на ту, что на фото. Для резьбы менее 5 мм (0,200 дюйма) я использовал вращающиеся головки Habbeger, доступные в США от Allouette Tool из Нью-Йорка. Отличный материал и хорошая прочная нить.
Что касается накатки, мне приходилось делать это так же часто, как и резьбу. Я не понимаю, почему что-то столь фундаментальное было удалено из учебного плана профессионального училища. Многие детали, которые мы производим, имеют накатку, и это никогда не изменится в пользу «прикольно выглядящих маленьких канавок». Оболванивать наших студентов, так и быть.
Адама
Алмаз
#12
Да, накатка все еще жива и здорова, насколько я знаю! Попробуйте что-нибудь обычное, например, mag light praphs? Конечно, другие бренды доступны, но эти рощи не работают так же!
by thebookbob
Алюминий
№13
Накатка резьбы
Как сказал Пиксман, накатка резьбы позволяет получить отличную резьбу. Мы использовали головку Fette для резьбы до 1/2 на наших токарных станках Okuma. У меня не было проблем с чрезмерным крутящим моментом, скорее с настройкой самого инструмента. Припуск должен быть обточен меньше размера, и если длина резьбы большая, это может создать проблему, если это делается на станке, отличном от швейцарского, из-за отклонения детали. Фетте предоставил нам формулы для начального диаметра и скорости для различных материалов. Мы успешно накатали резьбу на меди, никеле, низкоуглеродистой стали и нержавеющей стали серии 300. Самой большой проблемой для нас была регулировка накатной головки, чтобы обеспечить правильную калибровку резьбы. Если вы что-то сделаете не так, ваша деталь может увеличиться в длину, нить будет слишком ослаблена или даже оборвется. Если вы сделаете все правильно, вы получите идеальную прочную нить за один очень быстрый проход. Обычно мы используем головку только для больших объемов работ. Я тоже не могу себе представить намотку нити длиной в два дюйма, по крайней мере, не с нашим оборудованием.
БТББ
706Джим
Нержавеющая сталь
№14
Пиксмен сказал:
Что касается накатки, то мне приходилось делать это так же часто, как и резьбу. Я не понимаю, почему что-то столь фундаментальное было удалено из учебного плана профессионального училища.
Нажмите, чтобы развернуть…
Хорошо, вот в чем дело:
Предположим, у вас есть 50 часов работы с этими студентами в течение года. Какие навыки должны быть приоритетными в эти скромные сроки?
Накатка создает огромные боковые нагрузки на центр задней бабки и приводит к тому, что заготовка попадает в патрон, что может привести к тому, что центр перестанет поддерживать заготовку.
Инструменты для накатки в школе, как правило, ТУПЫЕ, как и напильники.
Инструменты для накатки должны быть синхронизированы с диаметром, иначе рисунок будет некачественным.
В конце семестра студент с лучшей накаткой, вероятно, является одним из худших машинистов, так как накатку сделал преподаватель.
Таким образом, в профессиональном училище со значительно большим количеством рабочих часов накатке все еще можно было бы обучать, но только после того, как будут освоены более базовые навыки, такие как точение точного диаметра, нарезание канавок, установка расточной оправки и нарезание одноточечной резьбы.
Для меня все эти навыки важнее накатки.
Пиксман
Алмаз
№15
Угадайте, где я научился не торопиться, чтобы понять, почему накатка не получается? Где я узнал о предельных значениях давления инструмента на токарном станке South Bend с ременным приводом, когда пытался накатывать сталь, работающую на мертвых центрах с некарбидными наконечниками, с тупыми накатками и дрянным материалом мусоросборника?
Профессиональное училище. И я ОЧЕНЬ благодарна за эту возможность. На самом деле, я окончил эту школу в 1977 году. Один из моих самых мотивирующих учителей редко давал мне ответы, но задавал мне МНОГО вопросов, которые обычно начинались со слов «Почему ты думаешь, что. ..»
Я пошел в посетил его только вчера, чтобы еще раз поблагодарить его за то, что он вдохновил меня на стремление к совершенству. Он вышел на пенсию 21 год назад. Учите как можно больше, заставляя студентов думать, и решайте проблемы, понимая механику обработки.
грубый чувак
Пластик
№16
Насколько близко вы сможете накрутить резьбу к уступу с помощью накатывания резьбы? И можете ли вы иметь какой-либо тип прерывистого «разреза», например, поперечное отверстие, предварительно просверленное на поверхности для нарезания резьбы. Кроме того, если бы у вас был штифт диаметром 1,25 дюйма с резьбой 3/4 дюйма на одном конце, мог бы диаметр 1,25 дюйма на самом деле увеличиться рядом с резьбой?
Бык
Алмаз
# 17
Боже мой, ребята…. Я поработал, а?
У меня закончились апрельские часы в первую неделю, и я держу еще больше ГОРЯЧИХ вещей каждый день!
В любом случае — Да — я наматываю на токарном станке несколько нитей толщиной чуть более 1 дюйма — а это БОЛЬШАЯ головка для того, чтобы швырять ее по револьверной головке!
Для меньших резьб 3/4 и особенно 5/8 и меньше было бы намного удобнее. Я полагаю, что Fette производит крестообразные инструменты специально для токарных станков с ЧПУ. (Кажется, я видел их на выставке, когда они были полностью заряжены. (IMTS?) Может быть, 6-8 лет назад?)
Я бы также рекомендовал устройства Reed. (B10, B13) Вы можете спроектировать/изготовить свой собственный держатель? Я не знаю, разработали ли они что-нибудь для токарных станков или нет.
Я почти никогда не видел роликов, рекламируемых для станков с ЧПУ. Кроме специализированных юнитов от Landis, которые они выпустили вместе с компаньоном несколько лет назад. (никогда не пользовался)
Конечно, концевые блоки просты и хорошо работают для небольших размеров.
Любой, кто думает, что это устаревший процесс, производит резьбу нестандартного качества или что-то не так с машиной, очевидно, не имеет никакого опыта в этом вопросе.
————-
Подумай о снеге Эх!
Бык
Бык
Алмаз
# 18
грубиян сказал:
Насколько близко вы сможете накрутить резьбу к уступу с помощью накатывания резьбы? И можете ли вы иметь какой-либо тип прерывистого «разреза», например, поперечное отверстие, предварительно просверленное на поверхности для нарезания резьбы.
Нажмите, чтобы развернуть…
Рулоны обычно имеют шаг 1+ chmfr. Насколько близко вы хотите попытаться дотянуться до плеча, это ваше дело.
Ширли никогда не пробовала перекатиться через поперечную яму. Я ожидаю, что инструмент не повредится, отверстие будет частично заполнено, а соседние гребни будут кавитированы.
BTW — 3-х валковые головки чрезвычайно просты в установке/эксплуатации.
2-х валковая поперечная установка может привести к повреждению головного мозга в некоторые дни.
—————
Подумай о снеге Эх!
Бык
Металлический мутант
Алюминий
# 19
Осевые головки Fette – это то, что нужно. Мы используем F1 в нашем Miyano BNC34 при каждом удобном случае. Эта головка будет иметь диаметр до 7/16 дюйма и имеет тот же размер, что и 9-дюймовая./ 16-дюймовая головка для нарезки резьбы. Чертовски лучше, чем однонаправленная.
Они очень просты в настройке, но требуют предварительных вложений. Вам лучше иметь некоторый объем, чтобы оправдать покупку.
gcodeguy
Чугун
#20
Мы занимаемся накаткой резьбы в течение многих лет с головкой Fette, показанной ARB. Резьба от 10-32 до 1/2-20 UNJF-3A. Это кусок металла хорошего размера. Не могу себе представить, чтобы кто-то делал 2-дюймовую резьбу на любом из наших токарных станков.
Сначала мы отправили их на накатку резьбы. Компания, занимающаяся этим, запросила более чистую отделку, чтобы выдержать допуски на внешний диаметр. (Обычно мы держим 63 или лучше UOS. Они хотели лучшего.) Я никогда не пробовал делать более грубую отделку, когда мы начали накатывать резьбу самостоятельно. У меня F.002 со вставкой 1/64R. Помимо хорошей отделки, вам нужно будет придерживаться постоянного размера. Несколько десятых могут иметь большое значение. При первом накатывании резьбы потребуется немного поиграть с наружным диаметром и регулировкой накатывания резьбы, чтобы найти правильную комбинацию допусков на шаг и основной диаметр.
Обработайте угол 30 градусов до 45 градусов. Я программирую 45 градусов, чтобы немного меньше диаметра корня, где я изменяю его на 30 градусов. Передняя фаска должна быть больше, чем обычно, иначе она будет чашеобразной. С некоторыми я все равно сталкиваюсь повторно в качестве меры предосторожности.
Бык уже прикрыл, что он сделает с уже просверленным в резьбе отверстием. Нам нужно обработать внутренний диаметр с допуском 0,0015 на некоторых шпильках. Все сверление/расточка выполняется после накатки резьбы. Также любое поперечное сверление резьбы выполняется после накатки резьбы.
На формирование нити уходит около полсекунды. Я не инженер и никогда не интересовался этим, но я предполагаю, что нить будет прочнее, чем разрезанная.
РЕДАКТИРОВАТЬ: я должен упомянуть, что вы не будете наматывать длинные нити. Не помню точную длину, но витки резьбы имеют длину от 5/8 до 3/4 дюйма с нашим Fette.
Обработка с ЧПУ | Резьбонакатной станок с ЧПУ | Практик Машинист
Рик Финста
Нержавеющая сталь
#1
Мое внимание привлекла насадка Kennametal/Erickson с резьбовым валиком. На этой неделе мне поручили кое-какие работы с валом, и мне пришлось обработать конус 0,007 дюйма от начала резьбы до конца резьбы на обоих концах. Я знаю, что эту часть можно было бы сделать гораздо экономичнее в месте с резьбонакатными станками, но это краткосрочный материал, так что кто знает.0003
Деталь представляла собой круглый стержень из нержавеющей стали длиной 8,5 дюйма и наружным диаметром 0,500 дюйма неизвестной марки, но разрез больше напоминал 316, чем 304, и был немагнитным, поэтому я сомневаюсь, что это был 416. На каждом конце была резьба длиной 2,25 дюйма, одна сторона 1/2 дюйма x 13. и другой 1/2 «x 20. У меня не было времени переключить загрузчик, поэтому мы вырезали заготовки и вручную подавали их к упору револьверной головки, нарезали резьбу на одном конце, затем перевернули на другую сторону.
Есть ли какие-либо инструменты который войдет в держатель расточной оправки на токарно-револьверном станке и позволит накатывать подобную резьбу, а не нарезать?Если бы это был 304, я уверен, что я бы постоянно гнался за числом отклонения.Или что-то вроде геометрического инструмента для нарезания резьбы позаботится Я тоже никогда не пользовался ни одним из них.0003
Ванкбайкер
Алмаз
#2
Еще в 70-х, когда я начал работать в механическом цехе, у нас было несколько токарно-револьверных станков W&S, каждый с парой резьбонакатных головок Landis и головками для нарезки геометрической резьбы. Ваша работа звучит идеально для любого из этих инструментов.
Мы изготовили множество шпилек с катаной резьбой из стержня HT 4140. 2″ длиной 1″-12 витков на каждом конце с около 3″ затылком в середине. Вытащите заготовку и отрежьте затыльник, затем снова подайте до нужной длины и врежьте фаску. катите следующий. Когда ролики достигли фаски, ролик снялся и открылся. Отведите револьверную головку назад и отрежьте готовую шпильку.0003
Чтобы сделать ваши детали подобным образом, потребуются две головы.
Рик Финста
Нержавеющая сталь
#3
Спасибо, раньше они делали подобные вещи на Warner-Swasey (правописание?), но в настоящее время они посвящены одному продукту. Мы избавились от всех наших других винтовых станков и токарно-револьверных станков, когда мы перенесли всю устаревшую работу с них на швейцарский станок с ЧПУ. Я покопаюсь и посмотрю, отправили ли мы все инструменты с геометрической резьбой в мусоровоз.
Бык
Алмаз
#4
При первом прочтении я понял, что вы намеренно сделали конус 0,007 на своей резьбе.
Будто предполагалось затянуть в ответную часть.
Но, может быть, вы не это имели в виду?
У меня нет опыта работы с продуктами Landis, и я знаю их в основном как автономные машины.
Не так много вложений.
Я бы не искал этот бренд в 2019 году.
Я бы вообще не хотел пытаться резать 304 с помощью Geometric! (или NAMCO)
Хорошо подойдет модель Fette или NAMCO с 1 или 2 торцевыми рабочими головками.
Нужно проверить, какая спираль будет делать тот или иной шаг.
Одна головка может запускать или не запускать оба этих потока.
Одна загвоздка с ними заключается в том, что вам обычно нужно сбрасывать их вручную каждый цикл, если только вы не приобретете устройство автоматического типа, в котором для открытия/закрытия используется бронзовая скоба.
Это требует длительной настройки и не намного лучше подходит для токарного станка с ЧПУ с одним шпинделем.
Блоки закрытия Мануэля можно заставить закрываться по индексу, если вы установите преклир сверхвысокой молекулярной массы или что-то подобное где-нибудь на надстройке машины и индексируете его таким образом, чтобы закрыть головку. Он будет издавать некоторый шум, но….
Если вы ХОТИТЕ надеть конус . 007, вы вообще НЕ хотите использовать концевую головку, и тогда вам нужно зайти с поперечного суппорта с совершенно другим вложение.
————————
Подумай о снеге Эх!
Бык
DDoug
Алмаз
#5
Дом Лэндис — Лэндис
Бык
Алмаз
#6
копатель Дуг сказал:
Landis Home — Landis
Нажмите, чтобы развернуть.
Да, они рекламировали этот EZ-Roller, когда он только вышел.
Это избавит вас от необходимости покупать целую головку для одной нити, но кроме этого они не выглядят такими уж экономичными.
???
Нужно проверить наверняка.
Я никогда не слышал ни от кого, кто использовал их до сих пор.
——————
Подумай о снеге Эх!
Бык
DDoug
Алмаз
#7
Бык сказал:
Да, они рекламировали этот EZ-Roller, когда он только вышел.
Это избавит вас от необходимости покупать целую головку для одной нити, но кроме этого они не выглядят такими уж экономичными.
???Нужно проверить наверняка.
Я никогда не слышал ни от кого, кто использовал их до сих пор.
——————
Подумай о снеге Эх!
БыкНажмите, чтобы развернуть…
Хм ?
Я только что скинул ссылку на компанию, у них тоже есть самооткрыватели.
Ванкбайкер
Алмаз
#8
копатель Дуг сказал:
А?
Я только что скинул ссылку на компанию, у них тоже есть самооткрыватели.Нажмите, чтобы развернуть…
Те, которые я использовал, были самораскрывающимися. Они вполне могли быть датированы Второй мировой войной, поскольку это был винтаж машин, на которых они использовались. Те, что по ссылке от digger doug, выглядят точно так же, как я помню, как выглядели те, которые я использовал.
Никогда не использовал Geometric на нержавеющей стали. Нарезал много резьбы для шпинделей колес сельскохозяйственного оборудования, которые были предварительно закалены 4140 или 4340, и они работали нормально. Дым от смазочно-охлаждающей жидкости, вероятно, срезал мне несколько лет жизни, хотя..
Рик Финста
Нержавеющая сталь
#9
Ox, отклонение в результате большого вылета приводило к тому, что резьба нарезалась в виде конуса, поэтому я нарезал противоположный и равный конус в программе, чтобы не было чистого конуса.
Само по себе это было бы не так уж плохо, но если бы нам пришлось делать их в большом количестве, время цикла было бы ужасным из-за небольшой глубины резания, чтобы избежать еще большего отклонения. Более 0,005 дюйма за проход, и я получал видимые следы вибрации в потоках, и мне приходилось запускать пружинный проход после каждого изменения в X, иначе болтовня проявлялась бы.
Бык
Алмаз
#10
Хорошо, так что это не поможет вам в Части 1, но вы можете вытащить ее вместе с переводником, а затем заправить свою деталь за переднюю цангу.
Затем разъедините обе резьбы.
Это помогло бы вашему изгибу, но если это швейцарский, у меня были проблемы с накручиванием стружки резьбы в 304 и испорченной работой, когда она втягивалась обратно во втулку.
Может быть вместо этого можно продеть заднюю турель?
—————————
Подумай о снеге Эх!
Бык
Обработка с ЧПУ | Проблемы с накатыванием резьбы | Практик-механик
Джейк
Пластик
#1
Я пытаюсь навернуть резьбу 1/2-13 длиной около 4 дюймов на токарном станке с ЧПУ Okuma. У меня осевая головка LMT Fette. моя подача и скорость 917 об/мин и подача 0,075. Я думаю, что моя проблема в самой заготовке. Я помещаю небольшую конусность в конечную программу, если я правильно помню, идет к
x.460 z0.0
x-.51 z-.5
, но у меня также есть пустая зависать далеко. мне нужно сделать это в двух установках. или я могу сделать это одним выстрелом?
мне нужно перевернуть всю ложу по всей длине резьбы или я могу просто надеть головку на ложу .498 я думаю.
если бы кто-нибудь мог мне помочь, было бы здорово
спасибо
g-coder05
Титан
#2
Я никогда не наматывал нити, но кажется, что здесь сработает тот же принцип для нарезания резьбы. материалу нужно куда-то двигаться во время формирования, поэтому я думаю, что существует формула того, каким должен быть главный диаметр перед прокаткой, поскольку кажется, что основной диаметр будет увеличиваться по мере того, как инструмент прессует. я могу быть далеко здесь, кто-то должен ввести, кто знает об этом. мне сейчас любопытно. Думаю, стоит открыть справочник машиниста и осмотреться.
металлмюнхр
Алмаз
#3
Обязательно нужно обрезать меньше размера, чтобы гребни резьбы вернулись к номиналу. Если вы внимательно посмотрите на любой болт, вы увидите, что хвостовик выкован меньшего размера до накатки резьбы.
http://www.threading101.com/files/article_axial-thread-rolling.html содержит некоторую информацию, включая формулу для начального диаметра заготовки.
Джерри Нидс
Пластик
#4
резьба
Привет,
Вам нужно будет повернуть материал на эффективный диаметр резьбы. Это должно быть точно повернуто, как правило, на минус, так как 0,001 дюйма сместится до 0,003 дюйма при формировании материала.
Надеюсь, это поможет
706Джим
Нержавеющая сталь
#5
У меня всегда сложилось впечатление, что для накатки резьбы используется заготовка диаметра шага резьбы. Пример: 3/4-10NC будет иметь заготовку диаметром около 0,685 до того, как в ней будет сформирована резьба.
И нет, я никогда не пробовал.
Бык
Алмаз
#6
Пробел должен быть на уровне или чуть ниже стартового тона D.
————
Подумай о снеге Эх!
Бык
Джейк
Пластик
#7
спасибо
сегодня все заработало спасибо за вашу помощь
Бык
Алмаз
#8
У тебя еще остался хороший рулон?
Если бы я это сделал, у меня было бы много кусков и подпрыгнувшая голова.
——-
Подумай о снеге Эх!
Бык
металл
Нержавеющая сталь
#9
Рулон или без рулона, подача должна соответствовать шагу, не так ли? Не большая разница, но фид должен быть F.0769. Может быть достаточно, чтобы потоки не совпадали?
Дуг
Алмаз
#10
Я отправил много деталей для накатывания резьбы. Магазины всегда настаивают на том, чтобы сделать окончательный размер заготовки по их бесцентровому диаметру, они не будут прокатывать по моим точеным диаметрам, независимо от того, сколько раз я говорю им, что они соответствуют размеру. Очевидно, что большая заготовка быстро справится с их дорогими рулонами.
Учитывая то, что говорят мне эти резьбонарезные мастерские, я согласен с OX, почему у нашего плаката остались валики или головка?
Бык
Алмаз
#11
Шлифование?
Их не ТО обидчивый!
Похоже, у них открыто машинное время на шлифовальных станках?
Что касается подачи, я предполагаю, что у головы, которая у него есть, есть установка типа «потяните, чтобы освободить». Это означает, что, как и головка с откидным краном, она будет двигаться до тех пор, пока собачка не оторвется от приводной собачки. Тогда он будет крутиться бесплатно.
На головках Fette он также будет следовать до тех пор, пока не вытянет определенное количество, а затем откроется «POP», а затем вытянется без реверса шпинделя. Затем вам обычно нужно переместить рычаг на головке примерно на 60* для сброса. Это возможно в машине, но вы должны быть изобретательны. В противном случае его необходимо сбросить вручную.
В другом стиле будет установка хомута для непрерывно вращающегося узла — скажем, либо в подвеске для нарезания резьбы на многошпиндельном «автомате», либо даже в настройке типа «сверлильный узел». Их намного проще настроить для повторной установки на токарном станке с ЧПУ, чем IMO рычажного типа, но они стоят НАМНОГО дороже!
…дело в том, что вы не только можете следовать немного медленнее, чем шаг, но и задержка необходима для постоянного контроля глубины резьбы (длины в данном случае?). Жесткий тоже подойдет, но даже в этом случае со встроенным поплавком подача может быть немного короткой. Просто чтобы не перекармливать их.
———
Подумай о снеге Эх!
Бык
СвиссПро
Горячекатаный
#12
метхед сказал:
Рулон или без рулона, подача должна соответствовать оперению, не так ли? Не большая разница, но фид должен быть F.0769. Может быть достаточно, чтобы потоки не совпадали?
Нажмите, чтобы развернуть…
Вы можете кормить меньше, чем поле. Это действительно предпочтительно. Головка выплывет на известное количество, прежде чем откроется. Поэтому, если вы будете подавать меньше шага, вы не заклините валки. В любом случае последний кусочек нити наматывается без подачи, а головка вылетает и затем открывается. Рулоны будут подаваться самостоятельно. Примерно так изготавливается резьбовой стержень. Он прокатан на двухвалковом резьбонакатном станке. Вроде как сквозное бесцентровое шлифование.
Несколько советов:
Перед началом прокатки установите дополнительный диаметр с помощью калибровочного штифта, который находится рядом с нижним пределом дополнительного диаметра. Закройте ролики, вставьте калибрующий штифт, затем отрегулируйте головку так, чтобы ролики плотно прилегали к штифту.
Я обычно программирую диаметр заготовки как среднее значение делительного диаметра плюс переменную. Так что для 1/2-13 2A я бы запрограммировал X[.446+#513] и начал бы с некоторого отрицательного значения в #513.
После прокатки меряю мажор. Разделите количество, необходимое для увеличения основного размера, на три, затем измените #513 на это количество. Всегда запускайте основную часть на нижней стороне, чтобы избежать перекручивания нити. Изменение размера бланка изменит основной размер в 3 раза.
Используйте смазочно-охлаждающую жидкость для прокатки, если можете. Если вам нужно использовать туалетную воду, убедитесь, что у вас есть карбидные подшипники качения для роликов.
металл
Нержавеющая сталь
№13
Полезно знать о корме, но есть ли способ узнать, насколько меньше свинец вы должны кормить? Я знаю, что при постукивании с поплавком/вытягиванием перед втягиванием требуется задержка, и есть формула для величины вытягивания, чтобы метчик не доходил до дна и не щелкал.
Бык
Алмаз
№14
Вы можете физически увидеть величину отрыва до того, как головки откроются, просто взглянув на хвостовик устройства, но все же было бы неплохо подавать немного короче, чем вы хотите, а затем либо просто измерить первую часть или даже работать в одном цикле, и как только это движение будет выполнено и голова откроется — вы можете засунуть голову, чтобы увидеть, какие у вас есть другие зазоры.
Нет никаких причин, по которым вы не могли бы кормить 100% IMO, так что на этом примечании — ЛЮБАЯ подача, которая меньше 100%, будет в порядке, если вы не отстаете так далеко, что голова слишком далеко вперед тела и открывается рано, но какой смысл не следить внимательно?
——-
Я Бык и одобряю этот пост!
СвиссПро
Горячекатаный
№15
Обычно я подаю на 95% шага резьбы.
Таким образом, для 20 шагов я бы подавал на 0,0475. Вы теряете 0,0025 на каждом обороте. Головка Fette имеет натяжение около 3/16″, 0,1875/0,0025=75. длина вам подойдет.
Я мог бы запрограммировать 90% для очень тонкого тона и 98% для среднего тона. Как я уже сказал, я предпочитаю подавать немного легче, чтобы не было шансов заклинить валки или отодвинуть деталь назад. Я делаю то же самое при использовании плавающего или отпускающего держателя крана.
В любом случае вам просто нужно запрограммировать 3/16 дюйма (или любое другое расстояние освобождения на вашей головке) меньше всей длины, независимо от скорости подачи. Затем убедитесь, что вы остановились достаточно долго, чтобы головка вышла и открываться самостоятельно
LMT Резьбонакатные головки и системы накатки Fette
Наша самая большая программа,
Быстро, надежно, эффективно — без стружки
LMT Накатные головки Fette создают внешние профили любого типа. Холодная формовка обеспечивает высокую точность всего за несколько секунд. Как пользователь, накатка резьбы дает вам несколько преимуществ по сравнению с механической обработкой: время производства чрезвычайно короткое, при этом достигается высокая прочность резьбы и стабильные размеры. Вы также выигрываете от превосходного качества поверхности и длительного срока службы инструмента. Все эти преимущества в совокупности задают планку для формовки без стружки.
Максимальная эффективность
с техническим совершенством
Высококачественная накатанная резьба и накатка гарантируют исключительную надежность и долговечность компонентов. Вы можете наматывать бесконечные нити или короткие нити перед воротником или за ним. Почти все материалы с минимальным растяжением ок. 5% можно свернуть. Резьбонакатной головкой можно накатывать даже тонкостенные трубы с помощью внутренней оправки.
Узнать больше
Осевая прокатная головка EVOline с узлом прижима СОЖ
Осевые прокатные системы
Успех с системой
LMT Осевые прокатные головки Fette имеют от двух до трех, а в особых случаях до шести резьбовых роликов с безмолевыми профильными кольцами. Валки поворачиваются вдоль своей горизонтальной оси, так что заготовка/накатная головка смещается в осевом направлении вокруг шага резьбы на полный оборот. Поскольку валки «перемещаются» в осевом направлении по заготовке, они могут производить резьбу любой длины и диаметром от 1,4 до 230 мм. Вместе с нашими клиентами мы еще больше усовершенствовали нашу систему осевой прокатки. Откройте для себя наше новейшее поколение EVOline. Его модульная конструкция делает его простым в сборке и очень надежным.
Радиальная накатная головка типа E с хвостовиком
Радиальные накатные системы
Добейтесь успеха быстрее
LMT Радиальные накатные головки Fette были разработаны в первую очередь для обработки коротких резьб с очень коротким биением. Они обеспечивают чрезвычайно короткое время обработки стационарных или вращающихся заготовок. Радиальная прокатная головка LMT Fette перемещается в осевом направлении над заготовкой независимо от подачи. Благодаря механизму расцепления валки проникают в заготовку радиально. Желаемый профиль создается за один оборот валка. Профиль валков соответствует изготавливаемой заготовке. Длина профиля ограничена шириной рулона. Радиальные завальцовочные головки LMT Fette доступны с диаметром от 3 до 45 мм.
Тангенциальная прокатная головка EVOline
Тангенциальные прокатные системы
Применимо в различных ситуациях
Тангенциальные прокатные головки LMT Fette могут использоваться в различных областях, таких как станки с регулируемой подачей, токарные станки с ЧПУ или обрабатывающие центры. Их высокоточная производительность обеспечивает короткий выход резьбы и чрезвычайно короткую резьбу, даже между наконечниками или за воротником. Тангенциальные прокатные головки LMT Fette имеют два ролика, контактирующих с заготовкой сбоку. Ролики образуют резьбу, поскольку они перемещаются перпендикулярно заготовке во время движения подачи. Профиль валка соответствует профилю изготавливаемой заготовки. Длина профиля ограничена шириной рулонов. Тангенциальные прокатные головки LMT Fette доступны с диаметрами от 1,6 до 64 мм.
Узнать больше
Система тангенциальной накатки EVOline
Накатные головки
Для первоклассной обработки профилей накатки
Накатка является предпочтительным выбором, когда на цилиндрических деталях требуются нескользящие или декоративные поверхности. Как часть соединения вал-ступица, накатка также выполняет несколько технических функций. Они передают высокие крутящие моменты и, таким образом, обеспечивают очень хорошую передачу усилия между компонентами. Такой широкий спектр областей применения обуславливает различные требования к профилям накатки и их качеству.
Компания LMT Fette разработала инновационные системы накатки, отвечающие вашим индивидуальным требованиям и в то же время обеспечивающие быстрое, экономичное и надежное производство. С новой системой тангенциальной накатки EVOline от LMT Fette можно производить чистые накатки без сколов как перед, так и за уступом или мешающим контуром. С этим решением даже особенно малые расстояния от обочины не проблема.
Узнать больше
Обдирочная головка FS с твердосплавными пластинами
Системы зачистки
Совершенство перед прокаткой
Головки зачистки LMT Fette позволяют охватить особую область применения: зачистку начального диаметра для обеспечения производства нити без стружки. Используйте этот высокопроизводительный инструмент со сменными пластинами для эффективного уменьшения диаметра круглого и профилированного материала в диапазоне диаметров от 2 до 50 мм. Обдирочные головки имеют короткое время производства с высокой скоростью резания и большими подачами. Таким образом, вы можете добиться узких производственных допусков и превосходных поверхностей. Эта система проста в реализации и эксплуатации, имеет длительный срок службы и требует минимального обслуживания.
Истории успеха
{{ item.teasertext.length > 120 ? ‘…’ : »}}
{{ item.newstext.length > 120 ? ‘…’ : »}}
Резьбонакатные головки и системы накатывания
Наш опыт в ваших интересах
Мы будем рады предоставить вам дополнительную информацию. В дополнение к нашей комплексной программе и качеству нашей продукции, услуги, связанные с использованием нашей продукции, также являются нашими сильными сторонами. Наши технические специалисты с удовольствием предоставят консультации по оптимальному использованию наших прокатных систем – на месте и с учетом практики. В нашем учебном центре LMT Tools мы демонстрируем новейшие технологии резьбовых инструментов. В нашем испытательном центре мы проводим для вас испытания ваших заготовок, чтобы оптимизировать применение и процессы. Наши технические семинары предоставят вам исчерпывающие теоретические и практические знания.
LMT Tool Systems GmbH & Co. KG
Product line Rolling Systems
Grabauer Strasse 24
21493 Schwarzenbek
Germany
T +49 4151 12 391
E teamrollenlmt-tools .com
Загрузи больше
Накатка резьбы на ЧПУ? | Cutting Tool Engineering
В то время как технология накатки резьбы использовалась на винтовых и токарных станках в течение десятилетий, накатка резьбы на станках, которые не предназначены для обработки одной детали, является относительно новой и незнакомой концепцией. Хотя преимущества станков с ЧПУ могут не относиться напрямую к накатыванию резьбы, этот процесс может оптимизировать нарезание резьбы на станках с ЧПУ.
Современные станки с ЧПУ очень универсальны и могут быть быстро перенастроены, чтобы соответствовать требованиям производства точно в срок (JIT). Но универсальность больше не является самым большим преимуществом ЧПУ — важнее способность ЧПУ производить детали более высокого качества быстрее и эффективнее. Смена инструмента происходит быстрее, а регулировку можно производить без остановки станка.
Как и ЧПУ, одноточечное нарезание резьбы также очень универсально. Один инструмент может использоваться для изготовления множества различных резьб. Это может быть очень экономичным методом производства небольших количеств деталей. Однако, когда детали производятся в больших количествах, универсальность одноточечной резьбы менее выгодна. Чтобы максимально увеличить срок службы инструмента, однолезвийные пластины обрабатываются с ограниченной глубиной резания, поэтому для нарезания резьбы на всю глубину требуется несколько проходов. Время, необходимое для выполнения этих нескольких проходов, может стать узким местом. Дополнительные проходы также могут быть выполнены для удаления заусенцев с резьбы, что требует дополнительного машинного времени или второй операции вне станка. Хотя ЧПУ сокращает общее время цикла нарезания резьбы за счет повышения эффективности нережущих функций, эта экономия времени сводится на нет дополнительным временем, которое требуется для одноточечной резьбы. Накатывание резьбы позволяет нарезать резьбу за один проход, что сокращает время дорогостоящей обработки на станках с ЧПУ.
Кроме того, когда необходимо накатить резьбу, использование резьбонакатной головки/приставки на оборудовании с ЧПУ может выполнить заготовку за одну операцию, тем самым исключая вторую операцию на отдельном резьбонакатном станке.
Более прочная нить
| Рисунок 1. Микрофотография накатанной V-образной резьбы |
Помимо выполнения большего объема работы на одном станке за меньшее время, накатка резьбы имеет много технических преимуществ по сравнению с нарезкой резьбы в одной точке. Вместо того, чтобы резать или резать материал, резьбонакатка формирует изготавливаемый профиль в холодном состоянии. Закаленная матрица из инструментальной стали или быстрорежущей стали смещает материал по контурам профиля резьбы, пластически деформируя материал до конечной формы. Материал заготовки подвергается напряжению выше предела текучести, что заставляет его течь и соответствовать зеркальному отображению профиля штампа (рис. 1). Линии волокон рулонного материала не прерваны, как у резаного материала; они сжимаются и перемещаются более перпендикулярно к центральной линии детали, увеличивая прочность нити на растяжение на 10–30 % по сравнению с нарезанной резьбой (рис. 2). Это помогает противостоять растягивающим силам, действующим на нить, которая тянет вдоль центральной линии детали. Детали, которые могут выиграть от этого увеличения прочности на растяжение, включают цилиндры, поршневые штоки и рулевые тяги.
Сжатие материала во время прокатки вызывает деформационное упрочнение поверхности резьбы (рис. 3). Это наиболее заметно в корне резьбы и на ее боковых сторонах, что делает их более износостойкими. Сжатие материала до формы штампа обеспечивает очень точный профиль с качеством поверхности лучше, чем может быть достигнуто шлифованием. При резке материала получается шероховатая поверхность, а при сжатии получается более гладкая и твердая поверхность, что повышает устойчивость к износу, коррозии и истиранию. Эта повышенная стойкость является особым преимуществом для штоков клапанов и других деталей, подверженных воздействию агрессивных агрессивных сред. Гайки, которые должны свободно перемещаться на большие расстояния в загрязненной атмосфере, также выигрывают от гладкой поверхности.
Накатанная резьба также имеет до 70 % более высокую усталостную прочность по сравнению с нарезанной резьбой. Поскольку прокатка является операцией без стружки, на профиле отсутствуют заусенцы, разрывы, следы вибрации и острые точки выхода, которые являются очагами напряжения. Гладкая, полированная поверхность накатанной резьбы имеет меньше холмов или впадин, где могут накапливаться напряжения, которые могут привести к выходу детали из строя из-за усталости. Эта характеристика наиболее полезна при выходе резьбы или на расстоянии неиспользуемой или неполной резьбы. Если деталь выйдет из строя из-за усталости, она выйдет из строя в конце резьбы, где сосредоточена вся нагрузка. Детали, находящиеся под постоянной нагрузкой, значительно выигрывают от накатки резьбы, потому что резьба имеет гладкое, упрочненное, закругленное и вороненое биение.
| Рисунок 2. Испытание на усталость нарезанной и накатанной резьбы | |
| Рисунок 3. Твердость накатанной резьбы по сравнению с сердечником компонента. | |
При накатывании резьбы качество резьбы более стабильно от детали к детали, чем при одноточечном нарезании резьбы. Даже при наилучшем шлифовании резьбонарезная пластина с одной вершиной начнет изнашиваться в тот момент, когда она соприкоснется с металлом. Чем длиннее нарезаемая резьба, тем выше вероятность отклонения и вибрации, что приводит к сокращению срока службы инструмента. Однако размеры резьбонакатных плашек не меняются в процессе эксплуатации. Каждый раз, когда кубики выпадают, они получают стресс. Напряжение нарастает до такой степени, что затвердевший материал штампа просто устаёт и откалывается на мелкие кусочки на гребне, где штамп выполняет наибольшую работу. До этого момента штампы каждый раз будут иметь один и тот же профиль. Практически никаких регулировок не требуется на протяжении всего срока службы валков, который обычно составляет десятки тысяч деталей в комплекте.
Экономия материала
Поскольку накатывание резьбы вытесняет материал, а не удаляет его, для изготовления резьбы заданного диаметра можно использовать меньший запас, чем при одноточечном нарезании резьбы. В то время как одноточечное нарезание резьбы является восстановительным процессом, накатка резьбы фактически увеличивает диаметр детали до внешнего диаметра резьбы. Следовательно, диаметр детали, на которую должна быть намотана резьба, будет меньше наружного диаметра на величину, приблизительно равную глубине одной резьбы. Чтобы нарезать одноточечную резьбу того же диаметра, слесарь должен был бы начать с заготовки этого диаметра. Например, если должна была быть изготовлена резьба диаметром 1/4 дюйма, то резьба диаметром 0,250 дюйма должна быть изготовлена. запас потребуется для одноточечной резьбы. Для накатки резьбы потребуется диаметр заготовки примерно 0,214 дюйма, что означает экономию материала на 25 %.
Кроме того, накатка резьбы может устранить многие проблемы со стружкой, связанные с такими материалами, как нержавеющая сталь 304 и 17-4, инконель и титан.
Формы резьбы
Накатка резьбы применима для многих стандартных и специальных форм резьбы. Помимо обычных профилей 60°, можно накатывать и другие типы резьбы, включая параллельную и коническую трубную, V-образную, трапецевидную, шарнирную, контрфорсную, прямой шуруп для дерева и зубчатую (рис. 5). Поскольку углы боковых сторон на каждой стороне резьбы в сумме составляют не менее 20°, практически любая резьба специальной формы может быть накатана между 0,055″ и 9″.0,000″ в диаметре с резьбонакатной головкой/насадкой. Просто заменив ролики, резьбонакатная головка/насадка также может накатывать и полировать. Кроме того, в зависимости от конкретного применения можно уменьшить диаметр трубы, обжать концы труб, накатать профили кольцевых колец (т. е. заусенцы и канавки) и нанести логотипы, буквы и цифры
Материал заготовки
При заданных физических параметрах практически любой материал заготовки может быть подвергнут резьбонакатке, в том числе конструкционные стали, цементируемые стали, нержавеющие стали, термообрабатываемые стали, алюминий и сплавы на основе никеля, такие как Inconel 718. Три основных физических параметра, которые определяют возможность прокатки, — это коэффициент удлинения, твердость и прочность на растяжение. будет пластически деформироваться под давлением, он должен иметь минимальный коэффициент удлинения от 5% до 7%. слишком хрупкие, чтобы их можно было накатать. Как правило, твердость материала не должна превышать RC 40, а предел прочности при растяжении не должен превышать 210 000 фунтов на квадратный дюйм.
Химический состав также может быть фактором. Материал заготовки не должен содержать более 1% свинца или добавок для свободной обработки. Кроме того, тип профиля и величина смещения напрямую влияют на способность материала прокатываться.
Материал обрабатываемой детали может повлиять на выбор резьбонакатной головки/приставки, обработки поверхности резьбонарезного ролика и системы накатывания резьбы. Различают три основные системы: осевую, тангенциальную и радиальную.
| Рисунок 5. Типы профилей, которые можно скручивать. |
Осевая
Осевая система идет от переднего (внешнего) конца детали по осевой линии (рис. 6). В то время как длина резьбы, производимой двумя другими системами, ограничена шириной роликов, осевая система предназначена для производства неограниченной длины резьбы. Форма резьбы на осевых валках состоит из прямых кольцевых колец, отшлифованных до шага получаемой резьбы. Ролики расположены в головке под углом наклона, который приблизительно равен углу винтовой линии резьбы, создавая движение вперед; следовательно, головы питаются сами.
Если бы первое кольцо осевого валка было полнопрофильным, оно выполняло бы всю работу. Таким образом, как и при снятии фаски на метчике, требуется поступательное движение или шаг, чтобы облегчить запуск валков и увеличить срок службы инструмента. Благодаря большему количеству прогрессивных колец на валках стойкость инструмента может быть оптимизирована для профилей большей длины.
Можно использовать более короткую последовательность, чтобы можно было заправить нить ближе к плечу, но рулоны не будут длиться так долго. Максимальное расстояние, которое осевая система может нарезать на буртик, составляет примерно 1 1/2 шага. Там, где желательно нарезать резьбу очень близко к уступу, лучше подойдет тангенциальная или радиальная система накатки резьбы.
Хотя аксиальная система не может нарезать резьбу так близко к уступу, как две другие системы, она может нарезать заготовку большего диаметра. Поскольку осевые валки производят только одну резьбу за раз, головки имеют более простую конструкцию. Это приводит к большему диаметру емкости. В настоящее время осевая система может прокатывать профили диаметром до 9 дюймов. Поскольку тангенциальная и радиальная системы используют всю ширину рулона, их крепления имеют тенденцию быть больше и жестче для данного диаметра, поэтому они будут слишком громоздкими. поместиться на машине для прокатки профилей такого размера.
Тангенциальная
Тангенциальная система использует один ролик над и один под заготовкой. Валки подаются сбоку (ось x), вдавливая глубже с каждым оборотом заготовки. Когда центральная линия валков находится на одной линии с центральной линией заготовки, обычно после 15-30 оборотов, процесс формовки завершен (рис. 7). Ни деталь, ни валки не перемещаются в осевом направлении. Поэтому длина формируемой нити зависит от ширины рулона.
Рис. 6. Осевая система. | Рис. 7. Тангенциальная система. |
В отличие от осевой системы, в которой используются валки с прямыми кольцевыми кольцами, наклоненными под углом, в тангенциальных насадках используются винтовые профилированные валки, установленные на прямых стационарных шпинделях. Угол спирали резьбы, который должен быть изготовлен, шлифуется на валке; другими словами, это зеркальное отражение нити. Таким образом, достаточно использовать левосторонние валки для получения левостороннего профиля и правосторонние валки для получения правостороннего профиля. Однако одно и то же приспособление можно использовать с любым типом рулона.
Если бы лицевая сторона профиля находилась под углом 90° к центральной линии валка, это было бы очень слабым местом. Следовательно, валки скошены на обоих концах профиля, чтобы обеспечить опорную основу для увеличения срока службы валков. Длина фаски равна выходу резьбы или расстоянию непригодной или неполной резьбы до заплечика, что составляет примерно от 1/2 до 1 шага. Поэтому можно заправить нить очень близко к плечу.
Типичное время прокатки с использованием тангенциальной системы составляет от двух до трех секунд. В то же время радиальная система обеспечивает время цикла, как правило, менее одной секунды.
Радиальная
В радиальной системе валки сцеплены вместе и подпружинены. Когда валки проходят над областью нарезания резьбы, натяжение пружины ослабевает, заставляя валки вращаться. Как и на тангенциальных валках, угол наклона резьбы шлифуется на радиальных валках, поэтому левые валки будут давать левый профиль, а правые валки — правый профиль. Кроме того, радиальные ролики имеют лыски для зазора, позволяющего вставлять и снимать заготовку с резьбонакатной головки (рис. 8).
Первая часть валка, соприкасающаяся с заготовкой, стачивается эксцентрично внутрь, поэтому расстояние от центра валка до точки на внутренней стенке валка от точки к точке неодинаково (рис. 9). Этот эксцентриситет приводит к тому, что резьбовые валки при вращении глубже вдавливаются в заготовку. Ролики завершают нарезку резьбы, когда они совершают один оборот, возвращая их на лыски и автоматически возвращая головку в исходное положение.
| Рис. 8. Радиальная система . | Рис. 9. Профиль радиальных валков шлифуется эксцентрично внутрь. |
Ближайшее расстояние, которое радиальная система может нарезать к уступу, составляет 1/2 шага, что ближе, чем обычно может нарезаться однолезвийная пластина с режущей кромкой под углом 60°. Радиальная система в основном применима для резьбы длиной примерно до 1 1/2 дюйма. Она нарезает резьбу быстрее, чем осевая и тангенциальная системы, а ролики спроектированы таким образом, чтобы устранить проблемы с прогибом, которые могут возникнуть, когда резьба проходит наружу с помощью тангенциальная система
Радиальная система также обеспечивает оптимальные результаты, когда твердость материала заготовки и прочность на растяжение затрудняют накатку резьбы. Поскольку профиль изготавливается с использованием всей ширины рулона, профиль будет более параллельным, и срок службы рулона будет больше.
Время цикла
Все три типа резьбонакатных систем нарезают резьбу за один проход, что устраняет дорогостоящие многократные проходы, необходимые при нарезании резьбы в одной точке, и сокращает время нарезания резьбы на 90%. Поскольку осевая система является единственной, которая производит одну резьбу за раз, время цикла нарезания резьбы будет зависеть от длины резьбы. Время цикла нарезания осевой резьбы можно рассчитать по следующей формуле:
| 60 x длина резьбы шаг резьбы 5 об/мин | = время (секунды) |
Например, рассчитаем время цикла для резьбы размером 3/4–16 UNF (Unified Fine), длиной 1 1/2 дюйма. Внешний диаметр равен 3/4 дюйма. Шаг равен 1 дюйму, деленному на 16 витков на дюйм, что равно 0,0625 дюйма. Используя 135 футов в минуту в качестве эталона, скорость вращения составляет 700.
| 60 x 1,5 0,0625 х 700 | = 2 секунды |
Для изготовления такой же резьбы одноточечное нарезание резьбы занимает около 30 секунд. Экономия времени обработки, которую может обеспечить накатка резьбы по сравнению с одноточечной резьбой, может быть достаточной, чтобы оправдать инвестиции в систему накатки резьбы.
Машинное время
Требуется удивительно мало деталей, чтобы оправдать первоначальную стоимость осевой головки только машинным временем. В приведенном выше примере мастерская экономила 28 секунд машинного времени каждый раз, когда накатывала деталь. При средней стоимости обработки 60,00 долларов в час более быстрое время обработки означает экономию 0,47 доллара на деталь. Всего после выпуска 4255 деталей мастерская сэкономит 2000 долларов, вложенных в осевую резьбонакатную головку. Если бы резьба была длиннее, разница во времени обработки между накаткой резьбы и одноточечным нарезанием резьбы была бы еще больше, а окупаемость произошла бы после еще меньшего количества деталей.
Затраты на оснастку
В дополнение к экономии времени цикла мастерская может снизить затраты на режущий инструмент и сократить время простоя, если она накатывает резьбу, а не нарезает ее с помощью однолезвийного инструмента. При использовании вставки с тремя наконечниками, которая стоит 12 долларов США и производит 100 деталей на один наконечник, затраты на оснастку цеха составят 0,04 доллара США за деталь. Чтобы сравняться с затратами на одноточечный инструмент, стандартный набор резьбовых роликов стоимостью 200 долларов США должен будет производить 5000 деталей на сторону ролика, что является очень низким сроком службы ролика для большинства применений. Чтобы изготовить 5000 деталей с нарезанием резьбы, станок должен был бы останавливаться 50 раз для смены инструмента.
Деталей за смену
Предположим, что общее время цикла для детали с резьбой 3/4-16 UNF составляет 3 минуты. При сокращении времени цикла на 28 секунд на деталь это означает увеличение производительности на 16%. В сочетании с дополнительным временем безотказной работы это означает значительное увеличение количества деталей в смену. За 8-часовую смену с эффективностью 80 % можно произвести примерно 128 деталей за смену с нарезанием резьбы. При внедрении накатывания резьбы эта скорость увеличится до 152 деталей в смену.
Опции станка
Поскольку нарезка резьбы производится за один проход, для накатки резьбы требуется больше мощности, чем для одноточечной резьбы. Однако требования к мощности для накатки резьбы обычно меньше, чем мощность современных станков.
Накатывание резьбы очень быстро создает огромное количество тепла. Так как поверхность резьбы постоянно изменяется во время операции штамповки, это тепло очень легко рассеивается в воздухе, движущемся вокруг вращающейся заготовки или резьбонакатной головки/приставки – отсюда и термин «холодная штамповка». Использование водорастворимой охлаждающей жидкости также рассеивает тепло и помогает продлить срок службы вала.
Резьбонакатные головки/приспособления можно использовать практически на любом типе станков, включая токарные автоматы с ЧПУ, токарные станки с базовыми двигателями, сверлильные станки, прутковые и зажимные станки, ротационные станки и обрабатывающие центры. Осевая система также может применяться на фрезерных станках. Требования к мощности для различных станков, материалов и шагов резьбы зависят от типа выполняемой накатки и выбранной резьбонакатной головки/приспособления. Для наматывания нити диаметром 9 дюймов требуется нить диаметром 20 дюймов и весом 726 фунтов. осевая резьбонакатная головка. Для наматывания более типичных резьб диаметром от 1/4 до 7/8 дюймов требуются осевые головки весом от 2 до 8 фунтов. В принципе, если головка или насадка могут поместиться на станке, у станка, вероятно, будет достаточно мощности для наматывания. .
Если головка/приставка и заготовка могут быть установлены правильно, процесс накатывания резьбы можно использовать практически без ограничений. Однако, поскольку современные станки с ЧПУ и другие станки спроектированы как меньшие и более компактные узлы, зазор между резьбонакатной головкой и насадкой может быть фактором. Так как каждая система накатывания резьбы используется по-разному, возможно, там, где не очистится одна, очистится другая. Как правило, тангенциальная система требует меньшего зазора, чем две другие системы, а радиальная система имеет наибольший диаметр.
Первоначальные затраты
Потенциальным клиентам первоначальная стоимость резьбонакатной системы может показаться существенным камнем преткновения. Первоначальные затраты на системы с одноточечной резьбой минимальны по сравнению с затратами на системы с накаткой резьбы, которые для большинства приложений составляют от 1000 до 6000 долларов.
Хотя первоначальные затраты на все три системы накатывания резьбы выше, чем на системы с одноточечной резьбой, долгосрочные затраты ниже благодаря увеличению срока службы инструмента и сокращению времени обработки. Хотя первоначальная экономия затрат может быть более ощутимой выгодой, заказчики должны учитывать технические и экономические преимущества, предлагаемые накаткой резьбы в долгосрочной перспективе.
| Подготовка деталей Вот несколько советов по подготовке заготовок для получения оптимальных результатов при накатывании резьбы: Пустой диаметр. Большинство профилей резьбы симметричны, так что расстояние над делительной линией равно расстоянию под делительной линией. Поскольку объем материала в каждой зоне одинаков, исходный диаметр заготовки примерно равен делительному диаметру накатываемой резьбы. Большая часть материала, смещенного ниже линии шага, будет течь выше линии шага. Однако часть материала будет сжиматься, а часть удлиняться. Таким образом, диаметр шага будет использоваться в качестве начального диаметра заготовки только для справки. Поскольку площадь вдоль линии шага резьбы больше, чем площадь на вершине резьбы, изменение диаметра заготовки будет иметь большее влияние на основной диаметр. Отношение диаметра заготовки к большему диаметру составляет примерно 1:3. Например, изменение диаметра заготовки на 0,001 дюйма приведет к изменению основного диаметра на 0,003 дюйма. Угол фаски. Распространенной ошибкой при накатывании резьбы является начало с угла на предварительно накатанной заготовке, который совпадает с углом, который должен быть получен на детали. Как и диаметр заготовки, угол фаски предварительно накатанной детали будет изменяться за счет смещения материала в процессе накатки резьбы. Угол предварительно прокатанной фаски изменится примерно на 15° от центральной линии детали. Рекомендуются предварительно прокатанные углы фаски от 10° до 30° от центральной линии детали. Для более прочных материалов заготовок и более крупного шага небольшие углы от 10° до 20° помогают обеспечить оптимальный срок службы резьбового вала. Однако, если угол слишком мал, над линией шага будет течь недостаточно материала, и главный диаметр будет слишком мал. Если угол предварительной накатки больше 30°, смещенный материал будет прижиматься к переднему краю резьбового валика. Поскольку задняя сторона не имеет опоры, будет создаваться боковая сила, которая сократит срок службы ролика и, в тяжелых случаях, вызовет повреждение резьбовых роликов. Начальный диаметр угла фаски также имеет решающее значение. Для тангенциальной и радиальной систем он должен быть примерно на 0,004 дюйма меньше, чем наименьший диаметр резьбы. Для осевой системы он должен быть на половину высоты одного зуба (примерно от 0,020 до 0,040 дюйма) меньше, чем наименьший диаметр резьбы.  |