Шабрение станины токарного станка: техника и виды шабрения для капитального ремонта и модернизации
Содержание
Станина токарного станка. Ремонт направляющих станины токарного станка
- Станина токарного станка. Подготовка к ремонту
- Ремонт направляющих станины токарного станка
Содержание
- Ремонт направляющих станины шабрением
- Ремонт направляющих станины шлифованием
- Ремонт направляющих станины финишным строганием
- Ремонт направляющих станины длиной более 3000 мм
Станина токарного станка. Подготовка к ремонту
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Ремонт направляющих станины шабрением
Рис. 48. Выверка станины токарно-винторезного станка на стенде
- Основание мостика
- Резьбовая колонка
- Уровень
- Опора
- Резьбовая колонка
- Площадка для уровня
- Резьбовая колонка
- Опора
- Подпятники
- Уровень
- Рамный уровень
- Балочка
- Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
Рис. 49. Профиль направляющих станины токарно-винторезного станка 1к62
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм. Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием
Этот технологический процесс состоит из следующих операций:
1. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
рис. 9).
Рис. 50. Схема деформации станины токарно-винторезного станка
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т. в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
72.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Ремонт направляющих станины финишным строганием
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям 1, 2, 3 и 4 табл. 3.
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
| Номер операции | Содержание операции | Технические условия | Инструмент и приспособления | Способ проверки |
| 01 | Зачистить поверхность 8 (см. рис. 49) от забоин | Границы забоин не должны выступать над поверхностью | Напильник, шабер, поверочная линейка | Линейкой на краску |
| 02 | Установить станину на строгальный станок и выверить на параллельность по ходу стола | Непараллельность поверхностей 9 к 10 к направлению стола — не более 0,03 мм на длине станины | Индикатор, щуп | Индикатор закрепить в резцедержателе станка и подвести измерительный штифт к поверхностям 9 и 10. Замеры осуществлять на концах поверхностей при движении стола станка Замеры осуществлять на концах поверхностей при движении стола станка |
| 03 | Проверить (предварительно) извернутость направляющих 3 и 4 до закрепления станины на столе и зафиксировать отклонения, также проверить горизонтальность поверхности 3 | — | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | На средние направляющие 3, 4 и 5 (см. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении |
| 04 | Закрепить, деформировав, станину на столе станка в местах, показанных на рис. 50 стрелками, и проверить окончательно | Извернутость должна соответствовать показаниям проверки операции 3. Вогнутость должна быть на 0,05 мм больше вогнутости при операции 3 | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | То же |
| 05,06,07 | Шлифовать последовательно (предварительно и окончательно) поверхности 3 и 6; 7 и 11; 1, 4, 5 и 2 (рис. 49) 49) | Чистота поверхностей V7 | Шлифовальный круг ЧК ЭБ36, СМ2К (ГОСТ 2424—67) | Чистоту обработки определять визуально методом сравнения с эталоном |
| 08 | Проверить предварительно прямолинейность, параллельность, плоскостность и извернутость направляющих | Отклонение от прямолинейности (вогнутость) не более 0,03 мм на длине 1000 мм. Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм | Поверочная линейка (ГОСТ 8026—64), щуп, набор, поверочная линейка (ГОСТ 8026—64), щуп (набор № 3), индикатор с ценой деления 0,01 мм, универсальный мостик и уровень | Непрямолинейность и извернутость проверять универсальным мостиком с уровнем (см. рис. 9), непараллельность — мостиком и индикатором (см. рис. 10, б) |
| 09 | Открепить станину и предъявить в ОТК | Отклонение от прямолинейности (выпуклость) — не более 0,02 мм на длине 1000 мм | То же | То же |
В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
Ремонт направляющих станины длиной более 3000 мм
Направляющие длиной более 3000 мм наиболее экономично ремонтировать с помощью переносных фрезерных или шлифовальных приспособлений. Однако для таких приспособлений необходимо предварительно подготовить поверхности, по которым перемещается приспособление, например шабрением. Такими поверхностями у станины токарного станка могут являться направляющие для задней бабки, концы которых выверяют на параллельность по отношению к концам поверхностей для рейки с точностью 0,05 мм, затем определяют непрямолинейность и устраняют извернутость направляющих.
Для правильного решения вопроса о способе ремонта поверхностей, а также для того, чтобы вести шабрение наиболее рациональным способом, нужно определить величину износа и непрямолинейности и составить графики, характеризующие состояние направляющих.
Измерения производятся уровнем и их следует начинать с определения формы плоской направляющей 3 (см. рис. 49). Для уменьшения случайных ошибок, возникающих вследствие погрешности контакта между корпусом уровня и проверяемой поверхностью, рекомендуется укреплять уровень на специальной подставке (см. рис. 24, в) с двумя платиками 5, расстояние между серединами которых принимается за «базу уровня».
Порядок измерения следующий.
1. Зачищают все выступающие места (границы) забоин, задиров направляющей, обнаруженные поверочной плитой покраске и тщательно промывают керосином и протирают насухо.
2. Проверяют прилегание опорных платиков к плоскости направляющей.
3. Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Отсчет осуществляют по порядку на каждом участке, наблюдая за положением пузырька основной ампулы уровня в делениях его шкалы. Показания уровня записывают, указывая порядковый номер проверяемого участка и отклонения пузырька в делениях шкалы со знаком плюс или минус. Затем строится график, характеризующий форму направляющей относительно исходной прямой по показаниям уровня (в мкм), которые приводятся к горизонтальной прямой графическим методом.
По результатам измерений и построенному графику выбирают наиболее изношенный участок на направляющей и вышабривают «маяк» так, чтобы его поверхность равномерно покрывалась краской, нанесенной на платик контрольной подставки. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Имея такие «маяки», шабрят направляющую по поверочной линейке до тех пор, пока «маяки» не начнут равномерно закрашиваться, а направляющая не станет прямолинейной и горизонтальной.
Поверхности 4 и 5 (см. рис. 49) призматической направляющей также ремонтируют шабрением по поверочной линейке. Шабрение ведется по «маякам», полученным так же, как при ремонте плоской направляющей.
Непрямолинейность призматической направляющей в вертикальной плоскости целесообразно проверять методом измерения извернутости относительно аттестованной плоской направляющей с помощью уровня, используя приспособление (см. рис. 9), располагая его опоры так, как показано на рис. 10, б. При этом за базу уровня принимается расстояние между серединами плоской и призматической направляющих, а на одном из концов направляющей извернутость принимается равной нулю.
Непрямолинейность направляющей в горизонтальной плоскости можно проверять этим же приспособлением и автоколлиматором (см. рис. 9).
Допускается непрямолинейность (выпуклость) не более 0,02 мм на 1000 мм длины и извернутость направляющих не более 0,02 мм на длине 1000 мм.
Ремонт направляющих поверхностей 1, 2, 6, 7 и 10 (см. рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
Окончательная проверка точности направляющих поверхностей 1, 2 и 6 производится приспособлением, показанным на рис. 9.
9.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Шабрение направляющих токарного станка
Шлифовка направляющих станины токарно-винторезного станка
Шлифовка направляющих станины токарно-винторезного станка
Восстановление станины токарного станка
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г.
 Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970 - Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Полезные ссылки по теме
Станина токарного станка по металлу:фото,виды,шабрение и шлифовка
Posted by Apostol65q28hd on Sunday, 21 February 2016
- Устройство станины
- Виды станин
- Ремонт станины
- Шлифовка станины
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.
Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.
фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
Устройство чугунной станины
фото:устройство чугунной станины
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Виды станин станков
фото:виды станин станков
- Станина токарного станка по металлу, которая представлена на рисунке «а» под номерами 1 и 2, имеет трапецеидальное сечение направляющих. В данном случае основной упор сделан на большую опорную поверхность. Они обладают большой износостойкостью, что позволяет долго оставлять свою точность. В то же время, для перемещения по ним суппорта нужно прилагать множество усилий, особенно, если он перекосился.
- На рисунке «б» представлена станина с плоским прямоугольным сечением направляющих. В отличие от предыдущего, они имеют уже по два ребра жесткости, а не одному, что делает их крепче.

- Рисунок «в» демонстрирует станину с направляющими треугольного сечения. С учетом того, что здесь используется достаточно малая опорная поверхность, с большим весом работать получается сложно, так что данный вид используется преимущественно для малых станков.
- На рисунке «г» показана станина с треугольным сечением и опорной плоскостью. В данном случае она также применяется для станков мелких размеров.
Если станина предназначается для тяжелого станка, то она имеет не только большое сечение, но и большее сопротивление на изгиб. Одними из наиболее распространенных является такой вид, как представлен на рисунке «г». Здесь каретка суппорта делает упор на призму №3 спереди, а сзади упирается на плоскость №6. Чтобы не произошло опрокидывание, ее удерживает плоскость №7. При задаче направления основную роль играет призма №3, тем более, что она воспринимает на себя большую часть давления, осуществляемого резцом.
Если на станине возле передней бабки имеется выемка, то она служит для тог, чтобы обрабатывать изделия большого диаметра. Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Если же происходит обработка изделия, радиус которых меньше высоты центров, то выемку перекрывают специальным мостиком.
Ремонт станины токарного станка
Шабрение станины токарного станка является технологическим процессом во время которого станина выверяется для закрепления коробки подач при помощи рамного уровня. Благодаря этому можно будет в дальнейшем легко установить перпендикулярность поверхности крепления суппорта и фартука к коробке подач.
- Первым делом станина устанавливается на жесткий фундамент и проверить продольное направление по уровню вдоль поверхности, а поперечное направление по рамному уровню. Допустимые отклонения составляют не более 0,02 мм на 1 метр длины изделия.
- Шабрят верхние поверхности направляющей, сначала с одной стороны, используя поверочную линейку на краску. Во время этого процесса желательно периодически проверять извернутость направляющих.
- Затем шабрят поверхность второй направляющей. Максимальный допуск отклонений здесь остается таким же 0,02 мм на 1 метр длины изделия.

Шлифовка станины токарного станка
Шлифовка станины токарного станка состоит из следующих процедур:
- Необходимо провести зачистку и запиливание задиров и забоин имеющихся на поверхности;
- Станина устанавливается на столе продольно-строгального станка и надежно закрепляются там;
- Далее идет проверка извернутости направляющих, которая производится уложенного на мостике задней бабки уровня;
- Во время установки станины получается небольшой прогиб изделия, который следует исправить путем максимально плотного соприкосновения со столом;
- Повторно проверяется извернутость направляющих, чтобы результаты совпадали с тем, что было до закрепления;
- Только после этого приступают к шлифовке всех контактных поверхностей изделия. Процедура проводится при помощи торца круга чашечной формы. его зернистость должна быть К3 46 или КЧ 46, а твердость соответствовать СМ1К.

Поделитесь информацией с друзьями в социальных сетях
6
из 6.
Оценок: 556.
Ремонт направляющих станины шабрением
Для восстановления
точности направляющих шабрением станину
устанавливают на стенде или на жестком
полу с проверкой ее положения в продольном
и поперечном направлениях по уровню.
Последний помещают на менее изношенных
частях направляющих.
Положение станины регулируют башмаками
или же клиньями подкладываемыми под ее
основание или под ножки. Очень удобно
устанавливать станину на болты-домкраты.
Болты ввинчиваются в отверстия станины,
которые служат для крепления ее к
фундаменту. В этих отверстиях нарезается
резьба. Вывинчивая или завинчивая
болты-домкраты, станину поднимают или
опускают.
В поперечном направлении проверяют
положение станины токарного станка
рамным уровнем, который прикладывают
к плоскости, где крепится коробка подач.
Регулировку делают до тех пор, пока
пузырек основной ампулы уровня не станет
в нулевое положение, что будет
свидетельствовать о вертикальности
плоскости для крепления коробки подач.
После выверки
станины выбирают базовую плоскость, по
которой контролируют параллельность
всех ремонтируемых поверхностей.
У станины токарного
станка за базу обычно принимают
направляющие 3, 4 и 6 под заднюю бабку,
так как они изнашиваются значительно
меньше, чем другие направляющие.
Однако сначала их
шабрят, чтобы устранить пусть и малый
износ, периодически проверяя прямолинейность
и плоскостность контрольной линейкой.
Одновременно проверяется спиральная
изогнутость, для чего используется
мостик или каретка, применяемая как
мостик, и уровень.
Подготовив базу,
производят по контрольной линейке
шабрение поверхностей 2, 7 и 8 направляющих
с проверкой параллельности.
Относительно поверхностей 11 и 12 не
следует принимать за базу направляющие
под заднюю бабку, так как их параллельность,
а также относительно плоскостей для
крепления коробки подач и крепления
кронштейна ходового винта я ходового
валика очень часто оказываются нарушенной,
несмотря на малый износ этих направляющих.
Отклонения нарастают с увеличением
числа ремонтов станка, из-за чего при
сборке ремонтируемых станков приходится
затрачивать много времени на пригонку
по месту коробки подач и кронштейна
ходового винта и ходового валика,
выполняемую шабрением вручную.
Базовая поверхность
11 также может быть заменена другой, а
именно поверхностью канавок между
впадинами, если она параллельна
поверхности 11. Параллельность проверяют
индикатором, стрелки которого должны
показывать отклонения, равные по величине
и разные по знаку. Если, например, на
поверхности 11 стрелка индикатора
показала +0,05 мм, то на поверхности
канавки, если она параллельна поверхности11,
стрелка должна показывать —0,05 мм. Когда
же выявляется отсутствие параллельности,
то на поверхности канавки пришабривают
маяки, параллельные поверхности 11, и от
этих маяков ведут дальнейшую выверку
направляющих станины.
Однако пришабривать
маяки в канавках не всегда возможно. В
таких случаях делают маяки на верхней
горизонтальной поверхности призматической
направляющей, проверяя параллельность
относительно поверхности 11.
Подготовка
поверхностей 11 и 12 в качестве базовых
полностью оправдывается простотой
выверки и контроля направляющих в
процессе их шабрения. Близкое расположение
этих баз дает возможность применять
короткие индикаторные держатели и этим
повысить точность проверок. К сказанному
следует прибавить, что подготовка
базовых маяков отнимает мало времени,
притом и оно полностью окупается
правильным взаимным расположением
поверхностей станины. Это имеет
исключительно важное значение при
сборке станков.
По окончании
подготовки базовых поверхностей
приступают к шабрению направляющих.
Сначала шабрят по краске поверхности,
обозначенные на рис., а цифрами 3, 4 и 6.
При этом время от времени проверяют
универсальным мостиком параллельность
и спиральную изогнутость этих поверхностей.
Для удобства замеров устанавливают на
приспособлении два индикатора. По ним
определяют параллельность между
поверхностями направляющих и маяками,
а уровнем выявляют спиральную изогнутость.
Далее переходят
к шабрению поверхностей 2, 7 и 8. Проверка
их ведется соответственно переналаженным
мостиком. Уровнем проверяют спиральную
изогнутость поверхностей 2, 7 и 8, а
индикатором — параллельность между
поверхностями 7 и 8 и базовой поверхностью.
В последнюю очередь
ремонтируют поверхности 1 и 10, которые
более удобно обрабатывать шлифованием
или строганием. Их проверяют на
параллельность только в вертикальной
плоскости после переустановки на
универсальном мостике индикаторных
стоек с индикаторами.
Шабрение направляющих длиной более
2500 мм начинают с самого изношенного
участка 4—5. Производят шабрение по
маякам, пользуясь контрольной линейкой
длиной 1500—2000 мм. Обработку прекращают,
когда от линейки равномерно закрашиваются
все маяки. Окончательная проверка
направляющих выполняется универсальным
мостиком (контроль прямолинейности
направляющих в вертикальной плоскости)
и при помощи струны и микроскопа,
(контроль прямолинейности направляющих
в горизонтальной плоскости).
Маяки образуют в следующем порядке:
универсальным мостиком и уровнем
находят самый изношенный участок
направляющей;идя от наиболее изношенного участка,
размечают станину по длине на одинаковые
участки, равные расстоянию между опорами
мостика;выверяют уровень на мостике, располагая
его на самом изношенном участке
направляющих 4—5;перемещают мостик на участок 5-—6 и
шабрят маяк на границе 6 участка, пока
пузырек уровня не займет нулевое
положение;снова перемещают мостик, располагая:
его опоры в крайних точках участка 6—7,
на границе 7 образуют шабрением следующий
маяк — и так па всей длине направляющих.
При нанесении маяков следует проверять
их параллельность базовой поверхности.
За базу принимают не всю поверхность,
а только два участка длиной 300—500 мм на
ее концах.
Ремонт направляющих суппорта, восстановление станины станка любой сложности
Направляющие скольжения в станочном оборудовании различного назначения (фрезерные, токарные, шлифовальные, обрабатывающие центры, токарно-карусельные станки, радиально сверлильные станки, подшипники скольжения больших станков, промышленные червячные передачи) нуждаются в периодическом ремонте, что значительно дешевле покупки нового станка.
Классическими вариантами ремонта направляющих станка являются:
- при незначительных степенях износа –
шабрение; - если износ большой – строгание и
шлифовка.
Однако существуют более эффективные и действенные современные технологии ремонта направляющих токарного станка, предусматривающие использование специальных полимерных материалов германского производителя Diamant, официальным представителем которого является наша компания. В первую очередь, речь идёт о Moglice (моглайсе).
В зависимости от
марки он представляет собой жидкотекучий или пастообразный двухкомпонентный
состав. После нанесения на предварительно подготовленную поверхность он
После нанесения на предварительно подготовленную поверхность он
полимеризуется. После чего последняя приобретает пониженный коэффициент трения,
получает эффект самосмазывания и ещё целый ряд преимуществ эксплуатационного
характера.
Высокий профессионализм наших специалистов позволяет применять указанный материал для выполнения ремонта направляющих суппорта токарного станка по месту его нахождения (на объекте заказчика), что существенно удешевляет и ускоряет работы. При этом на итоговом качестве это не сказывается. Гарантией чего является деловая репутация компании и многолетний опыт каждого из ремонтников.
Основными
преимуществами материала являются:
- прекрасные антифрикционные возможности;
- существенная износостойкость;
- виброгашение;
- самосмазывание;
- возможность формировать точно
сопрягаемые поверхности, что обеспечивает безусадочность моглайса; - значительная жёсткость
отремонтированного элемента; - прекрасная адгезия практически к любым
типам металла; - высокая стойкость к негативному влиянию
масел и СОЖ.
Моглайс является
оптимальным альтернативным решением для восстановления направляющих токарного
станка, позволяющим отказаться от накладок из металла, пластиков или тефлона
(продукция Zedex).
Для примера, более
подробно рассмотрим технологию ремонта станин и направляющих. В зависимости от
степени повреждения и вида оборудования, может быть выбран тот или иной вариант
ремонта направляющих токарного станка (цена, при этом, также будет
различаться):
- Выявленным царапинам придают в сечении форму прямоугольника или, что лучше, форму «ласточкин хвост». После чего заполняют их моглайсом с превышением необходимого объёма полимера. Дождавшись завершения полимеризации, выполняют чистовую доводку (например, шабрение или легкую притирку отремонтированной поверхности).
- Если появился локальный неравномерный износ («седло») или множественные повреждения направляющих на коротких отрезках, то это можно устранить частичной заливкой направляющей на коротком отрезке.
 Для работы применяется специальная шлифованная линейка, в которой предусматриваются отверстия для выпуска воздуха и закачки полимера. Моглайс способен пройти под легким давлением в зазор от 1мм и более. Достаточная рабочая толщина слоя моглайса 1,5-2,0 мм
Для работы применяется специальная шлифованная линейка, в которой предусматриваются отверстия для выпуска воздуха и закачки полимера. Моглайс способен пройти под легким давлением в зазор от 1мм и более. Достаточная рабочая толщина слоя моглайса 1,5-2,0 мм
Примерная схема ремонта таких повреждений. 1.Направляющая станины.2.Шлифованная линейка.3. Моглайс жидкотекучий.4.Пистолет для нагнетания.5.Отверстие для выхода воздуха
- Если неисправность явилась причиной значительного износа направляющих, моглайс также позволяет оперативно и качественно решить вопрос. Можно восстановить направляющую по всей длине и ширине, опять же с применением шлифованной линейки или другой формующей поверхности.
Примерные схемы применения различных видов моглайса при восстановлении направляющих по всей длине и ширине:
Рис.1 Шпатлевка (моглайс Р1130), нанесенная на направляющие станины, будет сцепляться с кареткойРис.2 Жидкотекучий материал, залитый в станину будет сцепляться со столомРис. 3. Пастообразный Моглайс Р 1130, распределенный на направляющих, будет сцепляться со столом
3. Пастообразный Моглайс Р 1130, распределенный на направляющих, будет сцепляться со столом
- При помощи текучего моглайса можно
восстановить вертикальные направляющие, например – поверхность колонны
радиально сверлильного станка, методом
закачки. Или отремонтировать червячную передачу методом заливки.
Рис.4 Впрыск жидкотекучего материала. Формованные карманы гидростатических подшипников
Мы готовы обучить заказчиков, приобретающих у нас продукцию Diamant, порядку и правилам осуществления самостоятельного ремонта. После чего подавляющее большинство неисправностей подобного характера, возникающих на станках различного назначения, вы сможете устранять самостоятельно, сокращая время простоя оборудования и экономя на вызове ремонтных бригад. Выполняем работы и отгружаем продукцию в РБ, РФ, Украину и Казахстан.
Подробнее о производственном опыте
- направляющие скольжения (7,2 м длина) рабочего стола продольно-шлифовального станка Waldrich Coburg подготовлены к ремонту
- направляющие рабочего стола продольно-шлифовального станка Waldrich Coburg.
 Moglice P 1130
Moglice P 1130 - разрушенное скользящее покрытие рейки червячной гидростатической передачи 2
- разрушенное скользящее покрытие рейки червячной гидростатической передачи
- 880d16aac0175b6626ea8fe04bfebfb1
- V-образные направляющие подготовлены к ремонту.
- восстановлена планшайба токарно карусельного
Оставить заявку
Капитальный ремонт токарных танков в СПб
Среди металлорежущих станков токарные станки составляют наиболее многочисленную группу. Их широкие технологические возможности позволяют:
- – получать разнообразные профили на торцевых, наружных и внутренних поверхностях заготовок;
- – обрабатывать цилиндрические, конические, резьбовые, плоские и фасонные поверхности;
- – использовать в качестве режущих инструментов не только резцы, но и различные осевые инструменты, такие как свёрла, развёртки, зенкеры и т.п.
Значительная популярность и активное использование токарных станков в производственном процессе обусловили большой спрос на услуги по их ремонту.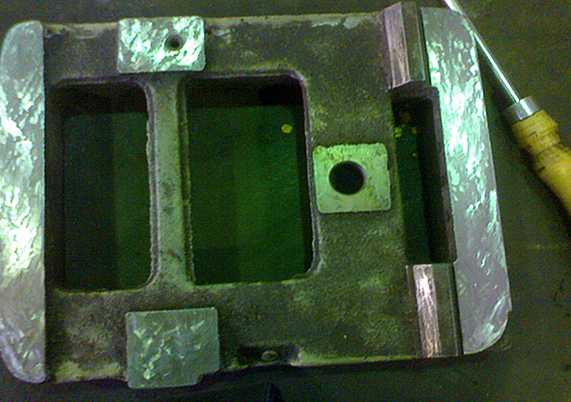
Компания «ИМПУЛЬС» уже более 16 лет обслуживает предприятия СПб и Ленинградской области и производит капитальный ремонт токарных станков, а также другого промышленного оборудования. Инженерами компании накоплен большой опыт по восстановлению характеристик станочного оборудования до исходных паспортных значений, успешно выполнено более 2000 проектов по ремонту, техническому обслуживанию и модернизации различных станков и механизмов.
Подготовка токарного станка для проведения капитального ремонта
На сайте компании «ИМПУЛЬС» можно заказать первичную диагностику технического состояния станка, которую наши специалисты выполнят бесплатно. Ремонтно-восстановительные работы могут проводиться либо в мастерских компании, либо на территории заказчика.
Станок очищается от стружки, масла и других загрязнений, подготавливается место для проведения диагностики. После тщательного осмотра инженеры компании проверяют станок на точность. Полученные значения сравнивают с показателями, указанными в технической документации на данный токарный станок. Величина отклонений позволяет установить степень износа отдельных деталей и узлов. Также выявляют узлы с повышенными шумами и вибрациями на каждой ступени оборотов шпинделя, определяют состояние опор качения шпинделя, замеряют значения радиального и осевого биения шпинделя.
Величина отклонений позволяет установить степень износа отдельных деталей и узлов. Также выявляют узлы с повышенными шумами и вибрациями на каждой ступени оборотов шпинделя, определяют состояние опор качения шпинделя, замеряют значения радиального и осевого биения шпинделя.
На основании проведённой диагностики определяется объём работ, составляется график их выполнения, технологии ремонта и стоимость работ.
Разборка, контроль и сортировка деталей токарного станка
На следующем этапе инженеры осуществляют полную разборку станка для того, чтобы получить свободный доступ к направляющим станины. Полностью разбирают и подвергают ревизии детали передней бабки, задней бабки, суппорта, коробки подачи скоростей, фартука.
Все детали обязательно очищаются механическим и химическим способами: удаляется старая краска, смазка, наслоения масел, инородные частицы и т.п.
После этого детали осматривают и, в зависимости от их состояния, сортируют на 3 группы: годные, требующие ремонта и негодные.
Восстановление и ремонт основных узлов токарного станка
Одной из наиболее ответственных работ является восстановление направляющих станины. В зависимости от длины, твёрдости и степени износа применяются различные способы восстановления их поверхностей. Закалённые поверхности обрабатывают методом механического шлифования, что позволяет значительно сократить время проведения ремонтных работ. Незакалённые направляющие станков восстанавливают методом финишного строгания с помощью продольнострогального станка.
Также очень популярен метод шабрения, который позволяет провести чистовую обработку поверхностей направляющих, однако требует от исполнителя наличия достаточной квалификации. Шабрение проводят с использованием поверочной линейки и краски. Допускаемые отклонения по горизонтали составляют не более 0,02 мм на каждый метр длины направляющих. Извёрнутость направляющих не должна превышать 0,04 мм на каждый метр, а их непараллельность относительно базовых поверхностей – не более 0,06 мм на всю длину направляющих.
Имея большой практический опыт проведения ремонтно-восстановительных работ, специалисты компании «ИМПУЛЬС» подберут оптимальную технологию восстановления направляющих для каждого конкретного случая.
Следующим шагом после восстановления станины является ремонт направляющих суппорта. Например, при ремонте токарного станка 16к20 восстанавливают направляющие каретки, поперечных, поворотных и верхних салазок. Направляющие каретки суппорта восстанавливают с помощью компенсационных накладок из современных полимерных материалов. Для этого поверхность направляющих предварительно выравнивается и на неё наносится клей. После этого прикладываются накладки и под большим прижимным усилием выдерживаются до высыхания клея. Затем накладки выравнивают методом шабрения.
При восстановлении направляющих каретки суппорта важно следить за сохранением нормального зацепления зубьев рейки с зубчатыми колёсами фартука и механизмом поперечной подачи. Коррекция этих передач не допускается, поскольку она нарушает соответствующие размерные цепи токарного станка. Восстановление направляющих каретки желательно начинать с поверхностей, которые сопрягаются с поперечными салазками суппорта. Важно также сохранить соосность отверстий коробки подач и фартука. При ремонте направляющих каретки без компенсирующих накладок коробка подач переустанавливается по высоте.
Поперечные, поворотные и верхние салазки шабрят, проверяя на краску. Поперечные салазки проверяют по плите и поверочному клину, а поворотные – по ответной сопрягающейся поверхности.
В зависимости от конструктивных особенностей станка ремонт корпуса передней бабки чаще всего проводят методом расточки и установки компенсационных втулок. В других случаях, при наличии специальных корпусов и фланцев для установки подшипников шпинделя производят замену подшипников вместе с этими деталями.
При ремонте задней бабки восстанавливают поверхности сопряжения мостика с корпусом и станиной, соосность центра задней бабки с передней, ремонтируют пиноль и другие детали.
Заключительный этап ремонта токарного станка
Капитальный ремонт токарного станка завершается комплексным контролем качества его ремонта. С этой целью проводятся его испытания на всех скоростях и режимах работы. Заедание, стук и другие посторонние звуки не допускаются. Переключение рукояток должно быть чётким и лёгким (с усилием не более 3 кг).
С этой целью проводятся его испытания на всех скоростях и режимах работы. Заедание, стук и другие посторонние звуки не допускаются. Переключение рукояток должно быть чётким и лёгким (с усилием не более 3 кг).
Специалисты компании проводят окончательную настройку и обкатку, после чего станок сдаётся в эксплуатацию. Ремонт и обслуживание токарного станка, выполненные качественно и своевременно, позволяют восстановить его работоспособность и надолго продлить срок службы.
Форма заказа
Я не робот
Сайт бизнес — Услуги
Ремонт металлообрабатывающих станков
- 1. Ремонт станины
- — замеры износа направляющих станины
- — шлифовка направляющих станины
- 2. Ремонт фартука
- — ремонт отверстий корпуса фартука
- — ремонт системы смазки
- — покраска внутренних поверхностей
- — замена бракованных деталей
- — замена подшипников
- 3.
 Ремонт каретки
Ремонт каретки- — восстановление нижних направляющих каретки в том числе с помощью
наделок - — шабрение нижних направляющих
- — шлифовка поверхностей под нижнюю часть суппорта
- — замена клиньев
- — восстановление нижних направляющих каретки в том числе с помощью
- 4. Ремонт коробки подач
- — ремонт отверстий корпуса коробки подач
- — окраска внутренних поверхностей
- — замена отбракованных деталей и подшипников
- 5. Ремонт электрооборудования
- — ремонт электрошкафа
- — замена элементов электрооборудования, проводов
- — ремонт неисправных замков, запоров и блокировок открывания дверей
- — измерение сопротивления изоляции, заземления
- 6. Ремонт коробки скоростей
- — окраска внутренних поверхностей
- — замена отбракованных деталей
- — замена подшипников
- — ремонт шпинделей или изготовление новых
- — ремонт системы смазки
- 7.
 Ремонт суппорта
Ремонт суппорта- — шлифовка и шабрение средней и верхней частей суппорта
- — изготовление комплекта деталей «винт-гайка», клина
- — замена подшипников
- — восстановление резцедержателя или изготовление нового
- 8. Ремонт задней бабки
- — шабрение плиты задней бабки по станине
- — шабрение корпуса задней бабки по плите
- — ремонт отверстия задней бабки
- — ремонт или замена пиноли
- 9. Ремонт заднего кронштейна, ходового вала, вала включения, ходового винта
- — завтуливание отверстий заднего кронштейна с последующей расточкой
под ходовой винт, ходовой вал, вал включения - — ремонт ходового винта — прорезка резьбы с изготовлением маточной
гайки или изготовление новой пары - — ремонт ходового вала и вала включения или изготовление нового
- — завтуливание отверстий заднего кронштейна с последующей расточкой
- 10.
 Сборка станка
Сборка станка - 11. Проверка по нормам точности
- 1. Разборка станка, мойка и деффектовка узлов и деталей
- 2. Ремонт станины
- — ремонт направляющих методом фрезерования эльбором, шлифованием и шабрением
- — окрашивание внутренних поверхностей
- 3. Ремонт консоли
- — ремонт отверстий корпуса
- — ремонт направляющих методом фрезерования эльбором, шлифованием и шабрением, установка наделок
- — замена изношенных деталей
- — замена подшипников
- — ремонт соединений винт-гайка
- — ремонт системы смазки
- 4. Ремонт стола и салазок
- — ремонт направляющих методом фрезерования эльбором, шлифованием и шабрением, установка наделок
- — окрашивание внутренних поверхностей
- — ремонт соединений винт-гайка или замена на новые
- — замена изношенных деталей
- — замена подшипников
- — ремонт системы смазки
- 5.
 Ремонт коробки скоростей
Ремонт коробки скоростей- — ремонт направляющих методом фрезерования эльбором, шлифованием и шабрением
- — окрашивание внутренних поверхностей
- — ремонт шпинделя методом шлифования
- — замена изношенных деталей
- — замена подшипников
- — ремонт системы смазки
- 6. Ремонт коробки подач и переключения
- — ремонт отверстий корпусов
- — окрашивание внутренних поверхностей
- — замена изношенных деталей
- — замена подшипников
- — ремонт системы смазки
- 7. Ремонт поворотной головки
- — ремонт направляющих методом шабрения по станине
- — окрашивание внутренних поверхностей
- — ремонт шпинделя
- — замена подшипников
- — замена изношенных деталей
- — ремонт системы смазки
- 8. Ремонт хобота
- — ремонт направляющих методом фрезерования, шлифованием и шабрением
- — окрашивание внутренних поверхностей
- 9.
 Ремонт серьг (при наличии)
Ремонт серьг (при наличии)- — ремонт направляющих методом шабрения по хоботу
- — ремонт отверстий методом расточки после ремонта станка
- 10. Ремонт электрооборудования
- — ремонт электрошкафа
- — замена неисправных элементов и плат
- — измерение сопротивления изоляции и заземления
- 11. Сборка станка
- 12. Проверка по нормам точности и жесткости
Для восстановления первоначальных параметров работы станка капитальный ремонт проводится в следующем объеме работ:
- 1. Предремонтной осмотр и проверка станка, определение видов и объемов
работ. - 2. Подготовка станка к ремонту, снятие щитков и кожухов.
- 3. Разборка станка на узлы:
- — Магнитный стол;
- — Стол;
- — Суппорт крестовый;
- — Цилиндр;
- — Распределительная панель;
- — Механизм поперечной подачи;
- — Механизм продольного перемещения стола;
- — Механизм реверса стола;
- — Механизм автоматической и ручной вертикальной подачи;
- — Механизм продольного реверса стола;
- — Гидрокомуникации;
- — Гидроагрегат;
- — Колонна;
- — Станина;
- — Смазка;
- — Панель управления;
- — Система охлаждения.
- 4. Демонтаж электрооборудования.
- 5. Мойка узлов перед разборкой.
- 6. Разборка узлов на детали и комплектующие.
- 7. Мойка деталей и комплектующих.
- 8. Дефектирование деталей и комплектующих.
- 9. Ремонт или замена изношенных деталей и комплектующих.
- 10. Восстановление направляющих узлов (шлифовка и шабровка).
- 12. Сборка узлов из деталей и комплектующих.
- 13. Составление станка из узлов и отдельных деталей.
- 14. Ремонт системы охлаждения, установки на станок.
- 15. Ремонт и монтаж электрооборудования.
- 16. Установка магнитного стола.
- 17. Испытание станка на холостом ходу и под нагрузкой.
- 18. Сдача станка Заказчику на площадях Исполнителя.
- 19. Окраска станка.
- 20. Возможен монтаж станка на площадях Заказчика.
- 21. Настройка, наладка и регулирование станка.
- 22. Испытание станка на холостом ходу под нагрузкой и в работе.

- 23. Испытание станка на точность, сдача его в эксплуатацию Заказчику
- 1. Очистка, мойка, разборка станка и его узлов, дефектовка.
- 2. Шлифовка пиноли шпинделя.
- 3. Изготовление втулок пиноли шпинделя.
- 4. Замена подшипников (шпиндельных, коробки скоростей и коробки подач).
- 5. Замена изношенных шестерен и валов.
- 6. Шабровка направляющих колонны и бабки.
- 7. Восстановление рабочей поверхности стола.
- 8. Ремонт механизма подъема стола.
- 9. Восстановление механизма перемещения бабки.
- 10. Установка масляного насоса, помпы и развода смазочно-охлаждающей жидкости.
- 11. Ремонт электрошкафа и электрооборудования.
Изготовление деталей с полным циклом механической и термической обработки
Полный цикл изготовления деталей и узлов: токарные, фрезерные, координатно-расточные, шлифовальные, заточные работы как на универсальных, так и на станках с ЧПУ, термообработка при необходимости, распиловка.
Токарно фрезерные работы – неотъемлемая часть обработки металла. Чтобы их осуществить, необходимо специализированное оборудование, позволяющее достичь максимальной точности, чтобы каждая деталь, каждый узел соответствовал чертежам, представленным заказчиком или инженером.
Стоимость изготовления деталей (узлов), услуг по металлообработке рассчитывается индивидуально в зависимости от сложности, используемого материала и объемов производства.
Соблюдаются допустимые пределы отклонений и нормы шероховатости изделий.
Ремонт редукторов, мультипликаторов
- Проведение предварительной диагностики для определения причин
возникновения неисправности и способа их устранения. - Очистка внутренних и внешних поверхностей от элементов коррозии, пыли и
грязи, нанесение новых защитных покрытий. - Разборка оборудования для замены поврежденных узлов и деталей.
Устранение сколов и трещин корпусов. - Восстановление шеек валов с последующей проточкой или шлифованием.

- Регулировка зазоров и обкатка установленных деталей.
- Восстановление посадочных мест подшипников корпуса.
Ремонт гидроцилиндров
Изготовление гидроцилиндра по образцу/чертежу. Восстановление гидроцилиндров, с использованием импортных комплектующих.
Ремонт дешевле покупки нового на 40-50 %. Сжатые сроки выполнения работ.
Разборка
Разбираем гидроцилиндр по частям. Отдельно шток, гильзу, поршень очищаем от загрязнений, масла, песка и передаем на дефектоскопию.
Дефектоскопия
Проводим визуальный осмотр отдельных частей цилиндра, меряем нутромером корпус на неравномерную выработку, деформацию, шток проверяем на цилиндричность микрометром если нет визуальных повреждений.
Восстановление штока
Если имеются задиры на штоке проводим наваривание, шлифование и хромирование штока. В отдельных случаях проводим замену штока на новый если восстановить не удается. Заранее согласовав с заказчиком.
Замена уплотнителей и поршня
При ремонте обязательно проводим замену всех уплотнений, а так-же проверяем допустимый зазор между гильзой и поршнем. При нарушении норматива изготавливаем новый.
При нарушении норматива изготавливаем новый.
Восстановление гильзы
Проводим замер гильзы на износ и наличие задир на рабочей поверхности, выполняем восстановление. Если восстановить не возможно изготавливаем новую гильзу в соответствии норм и характеристикам цилиндра.
Сборка, испытание на стенде окраска
Собираем цилиндр, проверяем на плавность выдвижения и течь. Если цилиндр прошел испытание по заданным нормативам, то его окрашивают и упаковывают перед транспортировкой.
Ремонт машин, очистка и осмотр | выскабливание кровати токарный станок вопрос | Практик-механик
Пользовательkc14419
Пластик
#1
Ладно, извините за еще один вопрос о токарном станке.
Я прочел множество тем, касающихся шабрения на станках токарного станка, но до сих пор не определил, возможно ли шабрить на закаленных станинах. У меня есть 11-дюймовый станок Rockwell, который имеет небольшой провал возле патрона, который я хотел бы устранить. Это не дорогой токарный станок, поэтому я не могу оправдать отправку станины на шлифовку. Если возможна ручная очистка, я бы рассмотрел его как вариант
Кто-нибудь царапал затвердевшие кровати?
Давид Утиджян
Титан
#2
Пользователь kc14419 сказал:
У меня есть 11-дюймовый Rockwell с небольшим провалом возле патрона, который я хотел бы устранить.
Нажмите, чтобы развернуть…

Как глубоко «провал» и как долго?
Это часть любой реставрации, реконструкции или ремонта, чтобы точно определить, сколько и для чего нужно сделать.
Да, закаленные кровати можно соскрести, но они только тверже. Вы сравнивали стоимость шабрения со стоимостью шлифовки? Вы сами планируете его расковырять? Если да, то скребли ли вы когда-нибудь что-нибудь раньше?
-ДУ-
дждави581
Горячекатаный
#3
Здесь есть ветка об одном парне, который этим занимается. Да, это можно сделать, но, судя по комментариям, сделать это гораздо сложнее. Я считаю, что в этой теме есть «крушение» работы.
Я считаю, что в этой теме есть «крушение» работы.
Джо
Пользовательkc14419
Пластик
#4
Давид Утиджян сказал:
Как глубоко «провал» и как долго?
Пока не уверен. После того, как я, наконец, смог снова собрать и выровнять токарный станок, я смог сделать пробный рез на куске прутка размером 2 x 18 дюймов. Если я правильно помню, я вырезал примерно 0,0015 около патрона. Я смог отрегулировать хвостовик и немного подправить здесь и там, чтобы сделать приемлемые разрезы в пределах примерно 8 дюймов от патрона, но я знаю, что он получил небольшой провал.
0007
Не могли бы вы порекомендовать способ проверки кровати? Лучше всего просто сделать пробный разрез или лучше использовать какой-нибудь прямой конец типа «верблюжья спина»?
Это часть любой реставрации, реконструкции или ремонта, чтобы точно определить, сколько и для чего нужно сделать.
Да, закаленные кровати можно соскрести, но они только тверже. Вы сравнивали стоимость шабрения со стоимостью шлифовки? Вы сами планируете его расковырять? Если да, то скребли ли вы когда-нибудь что-нибудь раньше?
Когда-то я звонил по поводу его заточки, и стоимость после доставки была намного больше 1000. Я просто не думаю, что эта машина оправдывает такие расходы. Если бы это был монарх, то я мог бы потратить $$. Однако я не думаю, что его деньги были потрачены на Rockwell.
Теперь, если я смогу собрать его лучше, чем сейчас, и все, что у меня есть, это несколько долларов на инструменты, тогда, может быть. У меня был бы более удобный инструмент, и я бы освоил навык, который я еще не пробовал.
-ДУ-
Нажмите, чтобы развернуть…
Давид Утиджян сказал:
Как глубоко «провал» и как долго?
Пока не уверен. После того, как я, наконец, смог снова собрать и выровнять токарный станок, я смог сделать пробный рез на куске прутка размером 2 x 18 дюймов. Если я правильно помню, я вырезал примерно 0,0015 около патрона. Я смог отрегулировать хвостовик и немного подправить здесь и там, чтобы сделать приемлемые разрезы в пределах примерно 8 дюймов от патрона, но я знаю, что он получил небольшой провал.0007
Не могли бы вы порекомендовать способ проверки кровати? Лучше всего просто сделать пробный разрез или лучше использовать какой-нибудь прямой конец типа «верблюжья спина»?
Это часть любой реставрации, реконструкции или ремонта, чтобы точно определить, сколько и для чего нужно сделать.
Да, закаленные кровати можно соскрести, но они только тверже.
Вы сравнивали стоимость шабрения со стоимостью шлифовки? Вы сами планируете его расковырять? Если да, то скребли ли вы когда-нибудь что-нибудь раньше?
Когда-то я звонил по поводу его заточки, и стоимость после доставки была намного больше 1000. Я просто не думаю, что эта машина оправдывает такие расходы. Если бы это был монарх, то я мог бы потратить $$. Однако я не думаю, что его деньги были потрачены на Rockwell.
Теперь, если я смогу собрать его лучше, чем сейчас, и все, что у меня есть, это несколько долларов на инструменты, тогда, может быть. У меня был бы более удобный инструмент, и я бы освоил навык, который я еще не пробовал.
Нажмите, чтобы развернуть…
Марк Рэнд
Алмаз
#5
Я начал очищать закаленную станину Hardinge HLV (плоская пластина 5 x 30 дюймов из стали ~60HRC). Это был самый неприятный опыт. Испытания различных положительных и отрицательных битов рейка не изменили неприятности опыта. Наконец, я выполнил работу, используя точечную шлифовку с помощью электрической прямошлифовальной машины и сверла AlOx для черновой обработки, а затем сверла cratex для чистовой обработки, и получил очень приемлемый результат.
гвилсон
Алмаз
#6
ЕСЛИ вы попытаетесь очистить затвердевшую постель, вам, очевидно, придется использовать карбидный скребок, предпочтительно двухосный скребок
. Твердосплавные лезвия недешевы, и вам также придется делать или вкладывать средства в средства для их заточки.
Твердосплавные лезвия недешевы, и вам также придется делать или вкладывать средства в средства для их заточки.
«Крупным» тредом был парень, который изобрел устройство, позволяющее использовать направляющие задней бабки для выравнивания направляющих вагона. Я не могу вспомнить, была ли у него шлифовальная машина или твердосплавный токарный инструмент. Я помню, когда он добрался до основания V-образных путей, они были мягкими, и вид разреза изменился. Он находится в разделе Монарх.
Пользовательkc14419
Пластик
#7
Марк Рэнд сказал:
Я начал шабрить на закаленной станине Hardinge HLV (плоская пластина 5 x 30 дюймов из стали ~60HRC).
Это был самый неприятный опыт. Испытания различных положительных и отрицательных битов рейка не изменили неприятности опыта. Наконец, я выполнил работу, используя точечную шлифовку с помощью электрической прямошлифовальной машины и сверла AlOx для черновой обработки, а затем сверла cratex для чистовой обработки, и получил очень приемлемый результат.
Нажмите, чтобы развернуть…
Не могли бы вы рассказать немного больше о том, как вы использовали электрическую прямошлифовальную машину, чтобы помочь в этом процессе. Не говоря уже о том, что я понятия не имею, что такое биты ALOX или Cratex. Я просто пытаюсь представить в своей голове, как можно использовать шлифовальную машину.
Я не ищу совершенства… Однако я хотел бы вернуть токарный станок в пределах допуска 0,0005, с которым он поставляется с завода. Не уверен, что это возможно с моим уровнем навыков и опыта, но никогда не знаешь наверняка.
RC99
Алмаз
#8
Пользователь kc14419 сказал:
Хорошо, извините за еще один вопрос о токарном станке.
Я прочел множество тем, касающихся шабрения на станках токарного станка, но до сих пор не определил, возможно ли шабрить на закаленных станинах.
Нажмите, чтобы развернуть…
Другими словами, у вас вообще нет опыта парсинга? Нет оборудования для этого?
Мой совет был бы…
A: Живите с одеждой.
B: Отшлифуйте его, что откроет банку с червями, так как вам все равно придется очищать седло, и сохранять выравнивание с передней бабкой, и сохранять выравнивание с ходовым винтом … И очищать заднюю бабку, и вы можете а также очистите поперечный салазок…
C: Если вы не можете сделать ничего из вышеперечисленного, продайте токарный станок. ..
..
Теперь я могу сказать вам, что легко читать темы о людях, которые вручную царапали что-то сложное… Опытные с многолетней практикой делают это таким простым…
Это непросто, и требует серьезного вложения времени и умеренные вложения денег, чтобы настроить все правильно….
Давид Утиджян
Титан
#9
Пользователь kc14419 сказал:
Давид Утиджян сказал:
Как глубоко и как долго?
Нажмите, чтобы развернуть.
..
Я пока не уверен. После того, как я, наконец, смог снова собрать и выровнять токарный станок, я смог сделать пробный рез на куске прутка размером 2 x 18 дюймов. Если я правильно помню, я вырезал примерно 0,0015 около патрона. Я смог отрегулировать хвостовик и немного подправить здесь и там, чтобы сделать приемлемые разрезы в пределах примерно 8 дюймов от патрона, но я знаю, что он получил небольшой провал.
Нажмите, чтобы развернуть…
ХОРОШО. (Для справки в будущем: пожалуйста, сделайте заметки и укажите точно , как вы измерили «примерно 0,0015 около патрона») Пожалуйста, определите, что вы подразумеваете под «приемлемыми разрезами». Опять же… судя по тому, что вы описываете, вероятно, у вас есть «небольшое падение», но это не говорит нам, насколько сильно и, самое главное, почему. Судя по тому, что вы говорите, вы использовали заднюю бабку для проведения этого теста, и в этом случае ваш «. 0015 out» может быть связан с выравниванием задней бабки, выравниванием передней бабки, искривлением станины или износом станины. Это также может быть сочетание всех четырех. Хитрость заключается в том, чтобы попытаться разделить их, чтобы изолировать и количественно определить проблему.
0015 out» может быть связан с выравниванием задней бабки, выравниванием передней бабки, искривлением станины или износом станины. Это также может быть сочетание всех четырех. Хитрость заключается в том, чтобы попытаться разделить их, чтобы изолировать и количественно определить проблему.
Не могли бы вы порекомендовать способ проверки кровати? Лучше всего просто сделать пробный разрез или лучше использовать какую-нибудь линейку типа «верблюжья спина»?
Нажмите, чтобы развернуть…
Да… но проверка только кровати, независимо от всего остального, требует специального оборудования и процедур, к которым у вас вряд ли будет доступ. Вы можете увидеть и прочитать об одном из измерений пути, погуглив «инструмент выравнивания пути короля». Вы обнаружите, что большинство изображений и обсуждений указывают на практические машины. Членом здесь является сын изобретателя этого инструмента (Ричард Кинг). Найти инструмент выравнивания пути Кинга сложно и, вероятно, очень дорого. Есть ряд людей, которые сделали свои собственные копии. Есть также несколько способов собрать его вместе с большим количеством стержней и зажимов.
Найти инструмент выравнивания пути Кинга сложно и, вероятно, очень дорого. Есть ряд людей, которые сделали свои собственные копии. Есть также несколько способов собрать его вместе с большим количеством стержней и зажимов.
Тем не менее… Самый простой способ попытаться изолировать и исправить вашу проблему — выполнить тест «тест-бар». Один из способов проведения теста на тестовом стержне описан в руководстве Rockwell для 11-дюймового токарного станка. Вы можете загрузить руководство из группы yahoo RockwellLathe. Я думаю, вам нужно стать участником… но это хорошая идея присоединиться в любом случае. Yahoo Groups Руководство находится в разделе «Файлы» группы. Но метод, описанный в руководстве Rockwell, требует предварительно изготовленного прецизионного тестового бруска. Вы можете найти их, но они, как правило, довольно дороги.0007
Другой способ — использовать уже имеющуюся тестовую планку, но на этот раз совсем не использовать заднюю бабку. Это часто называют «методом испытания на поворот». Достаточно хорошее описание см. здесь: http://neme-s.org/Model_Engineer_Files/Align1.pdf (стр. 915 внизу слева). силы резания и прогиба испытательного стержня. На самом деле я бы сделал три «бобины» на стержне; по одному на каждом конце и один посередине. Вам понадобится уже имеющийся тестовый стержень, 1-2-дюймовый микрометр с точностью до десятых и острый режущий инструмент из быстрорежущей стали, заточенный для чистовой резки материала вашего тестового стержня.
Достаточно хорошее описание см. здесь: http://neme-s.org/Model_Engineer_Files/Align1.pdf (стр. 915 внизу слева). силы резания и прогиба испытательного стержня. На самом деле я бы сделал три «бобины» на стержне; по одному на каждом конце и один посередине. Вам понадобится уже имеющийся тестовый стержень, 1-2-дюймовый микрометр с точностью до десятых и острый режущий инструмент из быстрорежущей стали, заточенный для чистовой резки материала вашего тестового стержня.
Даже если есть некоторый износ направляющих кровати, как вы подозреваете… вы можете «выкрутить» их часть или все, используя метод тестового стержня.
Вы упомянули, что уже выровняли токарный станок, но не упомянули, как вы его выровняли (в упомянутом выше руководстве есть конкретные инструкции по этому поводу), а также тип и точность уровня, который вы использовали. Выравнивание токарного станка — это прекрасно. Когда токарный станок настраивается на заводе, он должен быть выровнен. Но это не окончательная корректировка. Как часто говорят здесь и в других местах, на кораблях есть токарные станки, которые режут прямо и точно, что никогда не может быть «ровным».
Как часто говорят здесь и в других местах, на кораблях есть токарные станки, которые режут прямо и точно, что никогда не может быть «ровным».
Когда-то я звонил по поводу его заточки, и стоимость после доставки была намного больше 1000. Я просто не думаю, что эта машина оправдывает такие расходы. Если бы это был монарх, то я мог бы потратить $$. Однако я не думаю, что его деньги были потрачены на Rockwell.
Нажмите, чтобы развернуть…
Вы можете обнаружить, что после сбора всех нужных инструментов и времени, потраченного на изучение того, как парсить, эта 1000 долларов + является относительной сделкой.
Теперь, если я смогу наскрести его лучше, чем сейчас, и все, что у меня есть, это несколько долларов на инструменты, тогда, может быть. У меня был бы более удобный инструмент, и я бы освоил навык, который я еще не пробовал.
Нажмите, чтобы развернуть…

Имейте в виду… если токарный станок изношен примерно на 0,0015 дюйма на 8 дюймов длины станины, вам придется очистить примерно 60 дюймов (включая секцию под передней бабкой) шести поверхностей вниз до уровня изношенные участки
Итак, проведите «Метод испытания на точение» и расскажите нам, что вы нашли
-DU-
Последнее редактирование:
Пользовательkc14419
Пластик
#10
Гвилсон сказал:
ЕСЛИ вы попытаетесь очистить закаленное основание, вам, очевидно, придется использовать карбидный скребок, предпочтительно двухосный скребок
. Твердосплавные лезвия недешевы, и вам также придется делать или вкладывать средства в средства для их заточки.«Крупным» тредом был парень, который изобрел устройство, позволяющее использовать направляющие задней бабки для выравнивания направляющих вагона. Я не могу вспомнить, была ли у него шлифовальная машина или твердосплавный токарный инструмент. Я помню, когда он добрался до основания V-образных путей, они были мягкими, и вид разреза изменился. Он находится в разделе Монарх.
Нажмите, чтобы развернуть…
Спасибо за внимание . . Я посмотрю ветку и посмотрю, что я могу узнать. Я просто новичок в этом деле, но это то, что я хотел бы в конечном итоге изучить. Если бы не этот проект, может быть, другой.
. Я посмотрю ветку и посмотрю, что я могу узнать. Я просто новичок в этом деле, но это то, что я хотел бы в конечном итоге изучить. Если бы не этот проект, может быть, другой.
Пользовательkc14419
Пластик
#11
Давид Утиджян сказал:
ХОРОШО. (Для справки в будущем: пожалуйста, сделайте заметки и укажите точно , как вы измерили «примерно 0,0015 около патрона») Пожалуйста, определите, что вы подразумеваете под «приемлемыми разрезами». Опять же… судя по тому, что вы описываете, вероятно, у вас есть «небольшое падение», но это не говорит нам, насколько сильно и, самое главное, почему.
Судя по тому, что вы говорите, вы использовали заднюю бабку для проведения этого теста, и в этом случае ваш «.0015 out» может быть связан с выравниванием задней бабки, выравниванием передней бабки, искривлением станины или износом станины. Это также может быть сочетание всех четырех. Хитрость заключается в том, чтобы попытаться разделить их, чтобы изолировать и количественно определить проблему.
Да… но проверка только кровати, независимо от всего остального, требует специального оборудования и процедур, к которым у вас вряд ли есть доступ. Вы можете увидеть и прочитать об одном из измерений пути, погуглив «инструмент выравнивания пути короля». Вы обнаружите, что большинство изображений и обсуждений указывают на практические машины. Членом здесь является сын изобретателя этого инструмента (Ричард Кинг). Найти инструмент выравнивания пути Кинга сложно и, вероятно, очень дорого. Есть ряд людей, которые сделали свои собственные копии. Есть также несколько способов собрать его вместе с большим количеством стержней и зажимов.
Тем не менее… Самый простой способ попытаться изолировать и исправить вашу проблему — выполнить тест «тест-бар». Один из способов проведения теста на тестовом стержне описан в руководстве Rockwell для 11-дюймового токарного станка. Вы можете загрузить руководство из группы yahoo RockwellLathe. Я думаю, вам нужно стать участником… но это хорошая идея присоединиться в любом случае. Yahoo Groups Руководство находится в разделе «Файлы» группы. Но метод, описанный в руководстве Rockwell, требует предварительно изготовленного прецизионного тестового бруска. Вы можете найти их, но они, как правило, довольно дороги.0007
Другой способ — использовать уже имеющуюся тестовую планку, но на этот раз совсем не использовать заднюю бабку. Это часто называют «методом испытания на поворот». Достаточно хорошее описание см. здесь: http://neme-s.org/Model_Engineer_Files/Align1.pdf (стр. 915 внизу слева). силы резания и прогиба испытательного стержня. На самом деле я бы сделал три «бобины» на стержне; по одному на каждом конце и один посередине.
Вам понадобится уже имеющийся тестовый стержень, 1-2-дюймовый микрометр с точностью до десятых и острый режущий инструмент из быстрорежущей стали, заточенный для чистовой резки материала вашего тестового стержня.
Даже если есть некоторый износ направляющих кровати, как вы подозреваете… вы можете «выкрутить» их часть или все, используя метод тестового стержня.
Вы упомянули, что уже выровняли токарный станок, но не упомянули, как вы его выровняли (в упомянутом выше руководстве есть конкретные инструкции по этому поводу), а также тип и точность уровня, который вы использовали. Выравнивание токарного станка — это прекрасно. Когда токарный станок настраивается на заводе, он выполняется по уровню. Но это не окончательная корректировка. Как часто говорят здесь и в других местах, на кораблях есть токарные станки, которые режут прямо и точно, что никогда не может быть «ровным».
Вы можете обнаружить, что после сбора всех необходимых инструментов и времени, потраченного на изучение того, как очищать, эта 1000 долларов + является относительной сделкой.
Имейте в виду… если токарный станок изношен примерно на 0,0015 дюйма на 8 дюймов длины станины десять, вам придется очистить примерно 60 дюймов (включая секцию под передней бабкой) шести поверхностей вниз до уровень изношенных участков
Итак, проведите «Метод испытания на точение» и расскажите нам, что вы нашли
-DU-
Нажмите, чтобы развернуть…


Справедливо… Мне нужно найти тестовую полосу, но я еще этого не сделал. Тем не менее, я хотел бы научиться парсингу и попробовать свои силы в этом в будущем. Может быть, мой токарный станок лучший кандидат, а может и нет. Скрапинг — это то, чему я хотел бы научиться и поэкспериментировать в будущем.
Макгайвер
Алмаз
#12
Пользователь kc14419 сказал:
[
Когда-то я звонил по поводу его заточки, и стоимость после доставки была намного больше 1000. Я просто не думаю, что эта машина оправдывает такие расходы. Если бы это был монарх, то я мог бы потратить $$. Однако я не думаю, что его деньги были потрачены на Rockwell.Теперь, если я смогу собрать его лучше, чем сейчас, и все, что у меня есть, это несколько долларов на инструменты, тогда, может быть. У меня был бы более удобный инструмент, и я бы освоил навык, который я еще не пробовал.
Нажмите, чтобы развернуть…
Человек со всеми инструментами и навыками все же не должен браться за полный токарный ремонт на недостойном станке. Вы, у которых есть чему поучиться (неплохая вещь в любом случае, просто это означает, что это будет более долгое путешествие) и отсутствие оборудования, занимающегося токарным станком, который не стоит очищать, — это двойная опасность.
Что касается соскабливания закаленных кроватей, Гарри доказывает, что это можно сделать с помощью своего «развалины», липкой в секции «Монарх». Он лучший человек, чем я …. Я попробовал раздел. Уг. Я думаю, что если вы проведете все часы, которые вы собираетесь провести в закаленной станине на токарном станке Rockwell, работая за прилавком в McDicks, вам скорее хватит на позднюю модель 10ee, чем закончить Rockwell 9.0007
Давид Утиджян
Титан
№13
Пользователь kc14419 сказал:
Справедливо.
.. Мне нужно найти тестовую полосу, просто я еще этого не сделал. Тем не менее, я хотел бы научиться парсингу и попробовать свои силы в этом в будущем. Может быть, мой токарный станок лучший кандидат, а может и нет. Скрапинг — это то, чему я хотел бы научиться и поэкспериментировать в будущем.
Нажмите, чтобы развернуть…
Вобщем согласен! Время от времени уроки парсинга предлагаются в разных местах страны, и они анонсируются здесь. Еще в 2007 году (или, может быть, в 2006 году) я прошел курс, предложенный Форрестом Адди и организованный 10 пальцами в его офисе в Спрингфилде, штат Вирджиния. Уроки и другая информация, связанная со скрейпингом, также предлагаются вышеупомянутым Ричардом Кингом: Домашняя страница и Всемирное обучение скрейперов | DAPRA Также просто выполните поиск на этом сайте по запросу «скрапинг», и вы получите массу информации. Здесь это часто обсуждают. Есть несколько книг и видео на эту тему и даже кое-что на ютубе.
Хотя мне очень нравится парсить, это по-прежнему тяжелая работа и нетривиальное обучение. Вот почему я изо всех сил старался не прибегать к скрейпингу.
-ДУ-
Старый ключ
Титан
№14
Это будет первый токарный станок Роквелла с жесткими путями, о котором я когда-либо слышал. Если на конце задней бабки станка видны следы заводского шабрения, они не твердые. Кроме того, многие люди упускают из виду одну вещь: если у него есть v-образные пути, вам понадобится шаблон обнаружения, иначе вы не сможете поддерживать параллелизм. Плоские пути, которые вы могли бы сделать с хорошей прямой кромкой и небольшой поверхностью с ручками, но это не было бы моим представлением о веселом времяпрепровождении.
Если вы отправляете токарный станок на переточку, в надежном магазине к нижней части каретки приклеят облицовочный материал и заново обработают его, чтобы восстановить первоначальную высоту. В противном случае ходовой винт и вал подачи будут смещены относительно фартука.
Коул2534
Алмаз
№15
Обработка износа. Гайка поперечной подачи на моем токарном станке имеет острую, как бритва, остроконечную резьбу (мягкая гайка/твердый винт), поэтому они довольно сильно изношены, но я не ремонтировал ее, потому что из нее все еще можно делать хорошие детали.
Сделай небольшую теорему Пифагора, и ты увидишь, что требуется довольно значительный износ постельного белья, чтобы получить заметный эффект в размере детали.
Пользовательkc14419
Пластик
№16
Олдвинч сказал:
Это будет первый токарный станок Rockwell с жесткими путями, о которых я когда-либо слышал. Если на конце задней бабки станка видны следы заводского шабрения, они не твердые. Кроме того, многие люди упускают из виду одну вещь: если у него есть v-образные пути, вам понадобится шаблон обнаружения, иначе вы не сможете поддерживать параллелизм. Плоские пути, которые вы могли бы сделать с хорошей прямой кромкой и небольшой поверхностью с ручками, но это не было бы моим представлением о веселом времяпрепровождении.
Если вы отправляете токарный станок на переточку, в надежном магазине к нижней части каретки приклеят облицовочный материал и заново обработают его, чтобы восстановить первоначальную высоту. В противном случае ходовой винт и вал подачи будут смещены относительно фартука.
Нажмите, чтобы развернуть…

Следов ручного царапания под передней бабкой нет. Может быть, это не означает то, что я думаю, но у него есть бирка с надписью «Закаленные пламенем». Из всего, что я читал, это означает, что пути закалены … но, черт возьми, если я знаю.
Я понимаю, что вы имеете в виду, говоря о добавлении люцита или чего-то еще, что они используют в каретке, чтобы сохранить первоначальную высоту. Мой вопрос в том, почему бы просто не подрезать фартук (думаю, так он называется), чтобы компенсировать это. Я не вижу, чтобы им нужно было вытачивать больше 0,010 из кровати, что, я думаю, означает 0,010 из фартука, чтобы компенсировать это.
Может я просто не понимаю
Коул2534
Алмаз
# 17
Пользователь kc14419 сказал:
Мой вопрос в том, почему бы просто не подрезать фартук (думаю, так он называется), чтобы компенсировать это. Я не вижу, чтобы им нужно было вытачивать больше 0,010 из кровати, что, я думаю, означает 0,010 из фартука, чтобы компенсировать это.
Может я просто не понимаю
Нажмите, чтобы развернуть…
Это испортит зубчатое зацепление между шпорой каретки и стойкой кровати.
Старый ключ
Титан
# 18
Пользователь kc14419 сказал:
… на нем есть бирка с надписью «Закалка огнем»…
Нажмите, чтобы развернуть…
Это не практично, чтобы очистить. Никогда не случится. Заземлите его или, как сказал Cole2534, обойдите его. Просто помните, что хороший оператор может превзойти возможности машины.
Марк Рэнд
Алмаз
# 19
Пользователь kc14419 сказал:
Не могли бы вы рассказать немного больше о том, как вы использовали электрическую прямошлифовальную машину, чтобы помочь в этом процессе. Не говоря уже о том, что я понятия не имею, что такое биты ALOX или Cratex. Я просто пытаюсь представить в своей голове, как можно использовать шлифовальную машину.
Я не ищу совершенства… Однако я хотел бы вернуть токарный станок в пределах допуска 0,0005, с которым он поставляется с завода. Не уверен, что это возможно с моим уровнем навыков и опыта, но никогда не знаешь наверняка.
Нажмите, чтобы развернуть…
Я предпринял первые попытки с ручным скребком, а затем с Biax, оба с твердосплавными насадками. Ручной скребок потребовал огромных усилий, чтобы даже пометить сталь, а Biax пытался вывихнуть мое плечо под любым углом резания. ушел за. Я не так долго чистил руки, как Форрест Эдди или Ричард Кинг, и я знал, когда встретил своего соперника. Я решил использовать электрическую прямошлифовальную машину аналогично тому, как это делается с ручным скребком (я видел, как парни на работе делали то же самое, работая с паронепроницаемыми металлическими фланцами на 2300 фунтов на квадратный дюйм на кожухах паровых турбин, поэтому Я знал, что это возможно). Вместо того, чтобы двигать скребок вперед для разреза, вы проводите шлифовальной насадкой в сторону, стремясь попасть в верхнюю точку и ни в чем другом. Требуется некоторая практика, чтобы выработать правильную координацию и ритм, но это относится и к скрейпингу. Я использовал притирочную пластину каждые несколько проходов, чтобы увеличить количество подшипников. Синяя маркировка на линейке использовалась для обозначения высоких точек, как и при соскабливании. Я уже грубо отшлифовал станину на моей плоскошлифовальной машине, но в середине станины образовалась неприятная канавка в полтысячи из-за того, что мне пришлось выполнять работу за два прохода.
Это была станина токарного станка:-
И вот какой результат я получил:-
ALOX – наконечники из оксида алюминия, а Cratex – это торговое название обычного абразива на резиновой связке, доступного в различных формах и зернистости. .
За 1 1/2 тысячи ошибок в отношении патрона, я бы посоветовал так же, как и другим:- пока с этим жить. Для мелкой работы это не будет слишком большой проблемой, так как длина детали будет достаточно мала, поэтому любой конус должен быть небольшим, для длительной работы старайтесь работать дальше от передней бабки, чтобы избежать изношенной области. Так мне удавалось в течение пяти лет с моим первым токарным станком, прежде чем мне удалось его переточить. Перечистка и ремонт токарного станка в свободное время — это своего рода любимое дело, если вы не в состоянии заменить его. Мне потребовалось четыре года, чтобы восстановить Hardinge, хотя, когда я его получил, это был металлолом. В вашем случае ошибка достаточно мала, чтобы ее можно было обойти на некоторое время, пока вы накапливаете финансы или навыки, чтобы исправить ее, включая запасной токарный станок, чтобы продолжать работу, если это необходимо.
Что касается комментариев по поводу выравнивания перрона. Да, вы можете удалить количество с верхней части фартука, чтобы учесть количество, удаленное с кровати и нижней части каретки. Если токарный станок имеет силовую поперечную подачу, вам нужно будет вырезать новые шестерни, чтобы обеспечить меньшее расстояние между центрами. Нет силовой поперечной подачи, и это не проблема…
с уважением
Марк
Последнее редактирование:
СтивФ
Титан
#20
Что касается этой проблемы, кто-нибудь знает, почему что-то подобное нельзя исправить с помощью щеточного покрытия? Нанесение покрытия кистью регулярно используется для гальванического покрытия никелем или хромом валов и т. д., чтобы добавить металл и вернуть их в технические характеристики. Некоторые мосты Bridgeport имеют хромированные направляющие, поэтому нанесение покрытия на чугун не представляет проблемы. Концы кровати токарного станка не изношены, что делает ее идеальной отправной точкой для остальной части кровати. Если вы просто выборочно добавляете металл, нет необходимости возиться с коробкой передач, фартуком и т. Д., Чтобы вернуть их в соответствие, или шлифовать станину по всей длине, чтобы исправить один изношенный участок рядом с патроном. Тем не менее, не похоже, что это обычно делается.
Кто-нибудь знает почему?
Стив
Ремонт машин, очистка и осмотр | Шлифовка против строгания станины токарного станка | Практик-механик
gzig5
Горячекатаный
#1
Я только что взял SB 10L, у которого довольно небольшой износ на незакаленной станине. Я только что принес его домой, и он все еще грязный и слишком холодный, чтобы правильно его оценить, но, допустим, есть выступ, на который можно легко повесить ноготь. Я знаю, что я получил, и цена была правильной. В какой момент она становится строгальной работой из-за количества удаляемого материала, или шлифование способно сделать все это? Есть ли износ такой кровати, который сделает ее невосстановимой или приведет к слишком высокой стоимости?
Я не могу себе представить, как я буду вручную чистить эту станину, но я буду делать компоненты каретки и основание задней бабки.
Мичиганбак
Алмаз
#2
Проверьте это, потому что, если вся кровать была использована и поэтому изношена в основном, даже это может быть не так уж плохо, как вы думаете, глядя на хребет. Попробуйте получить некоторые реальные цифры. Плюс какая потребность в вашей работе. Многие старые машины, плохо приспособленные для дальних поездок, могут выполнять короткие работы вблизи.
Некоторые плохие машины могут даже делать длинные валы с подшипниками между центрами… приложив немного таланта.
После того как проверишь и так знаешь что спрашивать и насколько плохая/хорошая машина ..Наличные не далеко так что можешь позвонить ему.
*Сначала… Поищите в личке и, вероятно, найдете цены… и лучший способ.
Некоторые люди не хотят заниматься ремонтом машины, а некоторые хотят превратить работу.. Оба варианта хороши.
Юлси
Алмаз
#3
Если вы можете найти кого-то с работающим рубанком, вы можете его выстрогать. Большинство станин токарных станков, изготовленных за последние 60 лет, закалены, и их необходимо отшлифовать. Мягкую кровать также можно зашлифовать.
В любом случае, это будет довольно дорого и, возможно, будет стоить больше, чем просто покупка лучшего станка.
Монархист
Запрещено
#4
gzig5 сказал:
Я только что взял SB 10L, у которого довольно небольшой износ незакалённой станины.
Я только что принес его домой, и он все еще грязный и слишком холодный, чтобы правильно его оценить, но, скажем, есть выступ, на который можно легко повесить ноготь. Я знаю, что я получил, и цена была правильной. В какой момент она становится строгальной работой из-за количества удаляемого материала, или шлифование способно сделать все это? Есть ли износ такой кровати, который сделает ее невосстановимой или приведет к слишком высокой стоимости?
Я не могу себе представить, как я буду вручную чистить эту станину, но я буду делать компоненты каретки и основание задней бабки.Нажмите, чтобы развернуть…
Ни один из них не становится доступным при или на недорогих легких токарных станках. Если только у вас нет собственного рубанка или друга, который готов это сделать, просто чтобы продемонстрировать, что он может.
Текущая экономия и ставки рабочей силы, только затраты на доставку и настройку — еще до включения шлифовального станка — больше, чем то, за что продаются скромные токарные станки.
JF смиритесь с этим, обменяйте его на лучшее или научитесь скрести руки и тратить часы — возможно, расточительно, даже если это приносит удовольствие — вместо того, чтобы делать что-то более прибыльное.
Даже токарный станок класса «Grand Old» может этого не оправдать. В конце концов, они все еще ручные станки в мире ЧПУ. Серьезно трудно окупить стоимость переточки плюс плюс остальная часть подгонки.
Кто-то обычно должен быть достаточно «богатым» — во времени, если не ДЕНЬГИ — чтобы принять их как пет.
Они могут приготовить себе кашу из чипсов и тому подобного, но по крайней мере они не лают на почтальона, не рвут шторы, не царапают мебель, не писают на ковер и не срут посреди кухонного пола. . ДАМХИКТ.
Занрад Копф
Алмаз
#5
Том Атли (член здесь) заставил Кэша в Kinetic отшлифовать свою кровать SouthBend, и она была изношена порядка 050 дюймов, если я правильно помню… Строгальный станок Rockford способен выполнить эту работу, но я сомневаюсь, что он захочет настроить его только для одной кровати. Вы всегда можете спросить…
Удачи. , я мог бы заинтересоваться тем, чтобы мои собственные 10 литров были сделаны одновременно. Может сэкономить нам обоим немного денег…
Монархист
Запрещено
#6
Занрад Копф сказал:
Том Атли (член здесь) заставил Кэша в Kinetic отшлифовать свою кровать SouthBend, и она была надета на 050 дюймов, если я правильно помню.
Кинетик также перемалывал мою кровать 10EE.
У Кэша есть строгальный станок Rockford, способный справиться с этой задачей, но я сомневаюсь, что он захочет настроить его только для одной кровати. Всегда можно спросить…
Удачи.
РЕДАКТИРОВАТЬ — Если вы решите пойти по этому пути, я мог бы быть заинтересован в том, чтобы мои собственные 10 литров были сделаны одновременно. Это может сэкономить нам обоим немного денег…
Нажмите, чтобы развернуть…
У меня есть два 10EE под одной крышей. Даже в этом случае я не могу с готовностью оправдать общие затраты и усилия. Я также не ожидаю, что кровать SB будет намного менее трудоемкой для шлифовщика, чем кровать 10EE. Не уверен, что работа с двумя за раз спасет его от чего-либо, кроме создания одного счета вместо двух.
Может, Кэш заглянет и посоветует?
Должны быть выполнены оценка, планирование и настройка, время человека и машины, независимо от «внутренней ценности» кровати или машины, для которой она была создана.
Я выбрал более новый и намного, намного менее изношенный Cazeneuve HBX-360-BC, и я получил более длительный дневной свет от начала до конца, более полезный TS и двуязычную дюймовую / метрическую резьбу, которую легко установить с помощью рычага. как пакет халявы.
Т. Дегенхарт
Алмаз
#7
Пару лет назад у меня была короткая кровать, тяжелая 10, перешлифованная за 245 долларов. Американская шлифовка, Чикаго.
Том
Монархист
Запрещено
#8
TDegenhart сказал:
Пару лет назад у меня была короткая кровать, тяжелая 10, перешлифованная за 245 долларов. Американская шлифовка, Чикаго.
Том
Нажмите, чтобы развернуть…
Самая низкая цена, которую я видел в последнее время и «вроде как опубликованная», составляет чуть менее 900 долларов за штуку, и это далеко не то место, где я сижу, географически.
Перевозка в обе стороны является нетривиальным мероприятием/расходом на более тяжелых кроватях 10EE. Так же и пересопряжение их с массивной чугунной «кинематической» базой.
Было время, СБ продавала несколько новых кроватей в качестве запчастей. Время от времени кто-то тоже выходит из укрытия как NOS.
Время от времени у Monarch Lathes LP также были полностью переточенные и сертифицированные станки. Примерно по цене приличной подержанной машины, что совсем не так уж и неразумно.
К тому времени, когда у меня были лишние деньги на 30-дюймовый, это было бы хорошим обновлением (более четырех больших, а затем один нуждался в новом ходовом винте, наплавке карданного вала и дополнительной 10-дюймовой секции стойки…. ) их уже давно нет. А то осталось еще 10EE подшипников перебрать.
К добру? Французский токарный станок, целиком, стоил мне примерно столько же, сколько ТОЛЬКО обновление станины 10EE.
Кровать с обновленным покрытием будет не единственной вещью, которая нужна SB. Прежде чем зайти слишком далеко, было бы разумно немного поработать карандашом. Несколько поколений машинистов ДОЛЖНЫ были компенсировать дерьмовые токарные станки на нашей дневной работе. У нас не было токарного станка «компании», который был у нас в руках, — обычно даже не разрешалось пытаться его улучшить. Работа все-таки велась, и уже более ста лет.
Ричард Кинг
Алмаз
#9
ОП спросил, в чем разница.
Похоже, он знает, что делает, потому что сказал, что умеет царапать. Не во многих Саут-Бендах были жесткие кровати, которые я видел. Я видел их, но большинство из них мягкие, и он должен быть в состоянии протолкнуть свой скребок в кровать, и это легко понять. Саут-Бенд спланировал кровати с точностью примерно от 0,001 до 0,002 дюйма (в зависимости от длины), а затем вручную очистил кровать, чтобы разрушить поверхность. Если он сможет отшлифовать ее в Чикаго за 245 долларов, что является сделкой, и это мягкая кровать. Я бы предложил, чтобы он соскоблил или «подрезал» кровать. Мы обсуждали «прерывистое скольжение» в прошлом, и плоская мягкая кровать сделает это быстрее, если ее поверхность не будет разбита, чтобы получить выступающие точки. Studer Grinder, который только что показал Баллен. на форуме Abrasive хороший пример того, зачем нужно резать кровать.
Если бы я был на вашем месте, я бы позвонил в эту компанию в Чикаго и посмотрел, сделают ли они это за $, что является сделкой всей вашей жизни, если не обзвонит всех вокруг и не найдет кого-нибудь со строгальным станком. Я также сомневаюсь, что Cash Masters сделает это так дешево на гриндере. Он сказал мне, что планировщик находится на складе, и если бы это было не так, я сомневаюсь, что он включил бы его за 500 долларов.
Ремонт машин A&D в Робертсе Виск может это сделать, и на его веб-сайте есть шоу о восстановлении SB на You Tube, которое он сделал для любителя, так что позвоните ему. Также здесь, в Нортфилде, штат Миннесота, у компании Images of Machine Tools есть 4 планировщика.
Звучит так, как будто ОП хочет весело провести время, восстанавливая свой токарный станок, и если он на пенсии, он может очистить его для удовольствия и не беспокоится о своем труде $. Если он это сделает, я надеюсь, что он сделает ветку об этом здесь. Богатый
медсар
Чугун
- #10
Кажется, я не понимаю. Если вы знаете, как чистить токарные станки, и у вас есть на это время… вы тратите около 1000 долларов на переточку и 600 долларов на доставку. Всего меньше 2к, чтобы сделать базовую переточку. Токарные станки в PNW, где я нахожусь, продают за большие деньги за хлопанье дерьма. Может я что-то упускаю?
Занрад Копф
Алмаз
#11
Монархист сказал:
У меня есть два нуждающихся 10EE под одной крышей.
Нажмите, чтобы развернуть…
Некоторые вещи делаются без учета затрат, по крайней мере, с меньшим вниманием к ним.
Монархист сказал:
Я также не ожидаю, что кровать SB будет намного менее трудоемкой для шлифовщика, чем кровать 10EE.
Нажмите, чтобы развернуть…
Это немного другое.
Монархист сказал:
Не уверен, что выполнение двух за раз спасет его от чего-либо, кроме создания одного счета вместо двух.
Нажмите, чтобы развернуть…
Я. Конечно, это так. Но тогда у меня есть опыт знания того, что беспокоит, без спекуляций.
Дружба не приносит мне экономической выгоды в бизнесе ** , но присутствие рядом, когда они точили различные станины, позволило мне узнать некоторые соображения и влияние некоторых решений. Это во многом связано с настройкой машины для изготовления кровати, а не с выполнением некоторых других работ, которые обычно выполняет конкретная машина. Разница между разбивкой для установки одной станины станка, а не двух или даже трех, очень существенна. Кроме того, некоторые станины токарных станков имеют большее количество критических поверхностей, чем другие. Итак, можно увидеть, как это связано с затраченным временем. У моего собственного 10EE были отшлифованы все двенадцать поверхностей. Думаю, SouthBend обычно может обойтись восьмеркой. Это изрядная разница, прямо здесь. Тогда есть кровати Hardinge…
Есть ряд других проблем, но суть в том, что это может иметь большое значение.
Однако я не говорю и не буду говорить от лица Кэша. Я уверен, что он взвесит в какой-то момент, если увидит нить. И я все еще подумаю о том, чтобы добавить свою собственную в кучу, если ОП решит пойти по этому пути. Очевидно, что OP — это , а не , не знающий обо всем этом, поскольку раньше он очищал другие проекты.
** — Если бы это было так, я бы уже давно получил эту кровать.
Ричард Кинг
Алмаз
#12
Зачем парню покупать старое ржавое ведро и тратить $$$, чтобы восстановить что-либо, 57 Chev, завод Бриджпорта, покрасить Бриджпорт, чтобы он выглядел как восстановленный 57 Chev?? Потому что он может и хочет это сделать.
Мельница в Бриджпорте — Восстановление
Монархист
Запрещено
№13
Занрад Копф сказал:
…тогда у меня есть опыт знания того, что беспокоит, без предположений.
Нажмите, чтобы развернуть…
«Размышление», конечно же, является тем, как те из нас, кто знает меньше, побуждают тех, кто знает больше, подойти и поделиться подробностями.
Я имею в виду — PM управляет этим форумом уже «некоторое время», конкретные сборы были опубликованы несколько раз для различных кофемолок в США, но мы на самом деле не охватили экономию масштаба если больше среди нас мог планировать наши потребности так, чтобы «объединить» их в одно и то же временное окно в шлифовальной мастерской. учитывая мы теперь знают, что «это очень важно».
Возможная цель?
Что, если. .. шлифовальная мастерская может запланировать годовую «Неделю Саут-Бенд» или полугодовую «Неделю 10EE», а нуждающиеся люди берут на себя предварительные обязательства участвовать в известной, усредненной платеж? Использовать его или потерять, даже — ответственность за то, чтобы доставить свою кровать на место вовремя или выдержать какую-то конфискацию?
2CW, но…
Такая посылка могла бы вывести мои две кровати 10EE из подвешенного состояния, потому что профессиональный переделка делает их привлекательными для следующего водителя, даже если я не занимался ремонтом седла и TS, но оставил это для лучших рук.
Частью моей позиции «во-первых, не навреди», основанной на старом принципе хирурга, является признание того, что во многих вещах ЕСТЬ «лучшие руки», чем мои собственные, и что их задача будет легче выполняться, если следовать нетронутой простой одежде. И НЕ полуобширная работа по очистке, частично испорченная, а затем брошенная на полпути, которая искажает базовые оценочные измерения. Или хуже.
Перехожу к Ричарду и другим, но держу пари, следить за бойней Буббы так же неприятно, как парикмахеру «поправлять» домашнюю стрижку. Куда лучше изношенную машину еще не трогать, не так ли?
Т. Дегенхарт
Алмаз
№14
American Grinding
2000 North Mango Avenue
Чикаго, Иллинойс 60639-2899
(773) 889-4343
[адрес электронной почты защищен] Том
gzig5
Горячекатаный
№15
Для тех, кто беспокоится о финансовых последствиях, я могу продать два патрона и люнет, с которым шла машина, а все остальное утилизировать, и у меня все еще будут деньги впереди. Это хорошая машина, и в хорошем рабочем состоянии она должна стоить около 2500 долларов. Я делаю это для развлечения и чтобы держать себя подальше от баров, а не для того, чтобы прокормить свою семью. Я ни в коем случае не «скребковая рука», но до сих пор я был достаточно успешным в своих усилиях по очистке. Я с нетерпением жду дальнейшего развития своих навыков. Я научился основам у своего отца, который был слесарем, а затем инженером-менеджером в Continental Can Co. Рич, я был бы удивлен, если бы ты или твой отец не пересеклись с моим отцом на одном из заводов в Верхнем Среднем Западе в прошлом году. старые добрые времена. В настоящее время у меня есть пять рабочих токарных станков от крошечного до EMCO Super 11. У меня есть много времени, чтобы привести этот SB в форму, прежде чем он мне «понадобится».
Вернуться к исходному вопросу. Я спросил о разнице, чтобы упростить поиск кого-то, кто позаботится о кровати, если я продолжу с ней. Похоже, любой метод будет жизнеспособным. Я буду знать больше в ближайшие недели, но я предполагаю, что средняя часть кровати имеет износ 0,020-0,030. Кэш дал мне разумную цену на 4-футовую усиленную станину из машины, которую я продал в прошлом году. Я не стал продолжать работу, потому что износ на этом был минимальным. Я свяжусь с ним, чтобы получить его мнение, а также магазин в Чикаго, на который ссылается Том. В Рокфорде был еще один гриндер, который несколько лет назад оценил мою 14-дюймовую кровать Rockwell в 600 долларов. Kinetic находится менее чем в 20 милях, так что это было бы неплохо. Думаю, у меня достаточно потенциальных гриндеров, чтобы хорошо начать.0007
Неподалеку от Эпплтона есть пункт Precision Scraping and Alignment. Есть ли у кого-нибудь отзывы о них?
gzig5
Горячекатаный
№16
медсар сказал:
Кажется, я не понимаю. Если вы знаете, как чистить токарные станки, и у вас есть на это время… вы тратите около 1000 долларов на переточку и 600 долларов на доставку. Всего меньше 2к, чтобы сделать базовую переточку. Токарные станки в PNW, где я нахожусь, продают за большие деньги за хлопанье дерьма. Может я что-то упускаю?
Нажмите, чтобы развернуть…
Я думаю, что цена за кровать будет меньше 1 тысячи, если я сделаю всю остальную работу сама. Мы увидим. Я рассматриваю возможность его шлифовки/строгания, потому что мысль о перемещении 20-30 тысячных по трем призматическим и одной плоской направляющей на требуемую длину звучит так, будто вручную это займет довольно много времени. Я согласен с подкрашиванием, но я продал свой Biax ewlsey, и я не думаю, что мои плечи выдержат такое насилие.
алскджфхг
Алмаз
# 17
Я нахожусь не в том конце страны, но скоро здесь должен работать строгальный станок 40×10 футов. Только нужно найти трансформатор для питания 440v только двигателя.
Я его еще не запускал, поэтому не знаю, на какую точность он способен, но визуально он в довольно хорошем состоянии.
Но у меня нет плиты, достаточно большой, чтобы поставить даже маленькую станину станка, было бы неплохо сделать некоторые измерения/исследования, чтобы убедиться, что станина не перекручена. И затем сделайте некоторые измерения после строгания.
Занрад Копф
Алмаз
# 18
Просто размышление, заметьте… но если бы я не был SO погребен на работе с клиентами и искал новое здание для магазина, я бы не возражал против того, чтобы настроить строгальный станок Rockford, которым владеет Кэш, и управлять кроватями на этом… это действительно может быть забавно… И прямо сейчас рядом со мной находится BL40… вздох… конечно, мне действительно нужно сосредоточиться на новом здании магазина и мои собственные парсинг-проекты… да ладно…
Монархист
Запрещено
# 19
alskdjfhg сказал:
Я нахожусь не в том конце страны, но скоро здесь должен работать строгальный станок 40×10 футов. Только нужно найти трансформатор для питания 440v только двигателя.
Нажмите, чтобы развернуть…
У меня есть один излишек, который вы можете иметь, но фрахт может убить нас обоих — около 400 фунтов, Avoir, потому что это что-то вроде Rolls-Royce, как трансформеры.
15 кВА Р.Э. Uptegraff, эллиптическая катушка, вся медь, номинал 220 <==> 440 и Дельта-Дельта.
алскджфхг
Алмаз
#20
Монархист сказал:
У меня есть один излишек, который вы можете иметь, но фрахт может убить нас обоих — около 400 фунтов, Avoir, потому что это что-то вроде Rolls-Royce, как трансформеры.
15 кВА Р.Э. Uptegraff, эллиптическая катушка, вся медь, номинал 220 440 и Дельта-Дельта.
Нажмите, чтобы развернуть…
Наверное, это было бы правильно. Но доставка не кажется веселой.
Я собирался спросить на работе, где они взяли свои понижающие трансформаторы, у них есть куча 440-220 рабочих штук, и оттуда. Я знаю, что некоторые трансформаторы работают в любом направлении, а некоторые нет. Тоже думаю о замене мотора, он всего 10 лс.
Ремонт машин, очистка и осмотр | Шабрение токарных станков/сохранение геометрии.
| Практик Машинист
чужой97pl
Пластик
#1
Здравствуйте. Первая тема на этом форуме. У меня есть старый польский настольный токарный станок с сильно изношенной станиной. Шлифовка в моем регионе ужасно дорогая. все, что мне нужно спросить вас, как очистить, чтобы сохранить геометрию этой кровати.
Моя первая идея — очистить призму № 5 и плоскую поверхность № 6, принадлежащую задней бабке. После этого установить на пластину задней бабки мини-ручку электродрель с фрезой и фрезой 1,3,4,2. Это только идея, но сделать ее стабильной будет довольно сложно.
У меня есть 2x 1 метр поверхностной палитры, циферблатный индикатор, много микрометров, но недостаточно знаний, как соскрести, а не сделать лом кровати
Я надеюсь, что кто-нибудь ответит на мой пост, потому что долгое время никто не мог мне помочь.
Привет из Польши
Пшемек
Хбжж
Чугун
#2
Похоже, токарный станок не установлен или не выровнен, так что это будет первое, что нужно сделать
Вам нужно составить карту износа
Инструмент типа Kingway — это то, что мне нужно
Удачи
Люк Рикерт
Горячекатаный
#3
Вам понадобится какая-нибудь длинная линейка (чугунная или гранитная). Вы можете сделать ее, используя поверочную пластину в качестве эталона из какого-нибудь непрерывнолитого чугуна, старого токарного станка, который вы разрезали, или что-то в этом роде. если вы не можете найти его локально. Вам также понадобится точный уровень.
Учитывая, что у вас есть пластина с большой поверхностью, вы должны очистить нижнюю часть станины станка там, где она соприкасается с пластиной, и установить всю станину на пластину и использовать это для поддержания горизонтального выравнивания плоских поверхностей и т. д., проверяя индикатором. Для другой ориентации, возможно, также есть непредусмотренная поверхность, которую можно использовать для выравнивания вдоль оси кровати, или просто очистить передний или задний край и отталкиваться от него. На обоих концах будут участки, которые не изношены, что полезно для выравнивания. В конце концов, пока все параллельно, точные углы V не имеют значения, так как вам нужно будет соскоблить заднюю бабку и седло с станиной.
Хотя фрезерование путей выглядит привлекательно, это может быть больше проблем, чем пользы, в зависимости от того, сколько материала вам нужно удалить. Пути задней бабки не являются хорошим способом сделать это, поскольку у нее нет выступов, позволяющих ей скользить, удерживая ее внизу, но вы можете очистить две поверхности плоско и параллельно, затем прикрутить некоторые линейные направляющие (типа Hiwin) и использовать те, чтобы перемещать фрезерную головку, но это звучит как боль, если только вам не нужно удалить огромное количество материала, и эти рельсы не очень дешевы. какова общая длина кровати?
эта тема может быть полезна
джанванрут
Титан
#4
YouTube
посмотри этот сериал и он ответит на все твои вопросы
М.Б. Негле
Титан
Ремонт машин, очистка и осмотр | Станина токарного станка перешлифовывает размеры. | Практик-механик
сантехника
Чугун
#1
Первоначально я разместил это на общем форуме, и мне посоветовали перенести его сюда. Спасибо Иридиум77.
Я приобрел 9-дюймовый токарный станок South Bend, который должен был быть отреставрирован, но владелец так и не удосужился до него. Он отшлифовал станину, и вот единственные размеры проделанной работы, которые были обнаружены вместе с ним.
Я нанес небольшое количество воронительной пасты на верхний суппорт и переместил его по станине, и получил стабильный перенос без ненормальной посадки. Базовая пластина задней бабки также дала хорошие результаты. Я не проверял переднюю бабку. хотя все еще подходит. Из того, что я интерпретирую, мне нужно было бы проложить стойку подачи и кронштейны ходового винта вниз на 0,005 дюйма, чтобы приспособиться к изменениям. Решил проверить, на правильном ли я пути.
Спасибо Z
Это был исходный пост, а вот еще немного информации.
Как Iridium упомянул в своем ответе о установке задней бабки, передней бабки и седла [что я назвал верхним слайдом в своем первоначальном посте], я решил добавить еще несколько фотографий. Я знаю, что нехорошо предполагать что-либо, но похоже, что задняя бабка и седло были в какой-то степени подогнаны, поскольку нет видимого износа, который можно было бы ожидать на токарном станке, которому 80 с лишним лет. На седле все еще есть воронение, когда я проверял его некоторое время назад, я забыл сделать фотографии, но могу сделать это снова в какой-то момент.
Спасибо Z
сваткинс
Титан
#2
У вас есть вопрос?
Притирка станины — это только первый шаг в процессе примерки. Оттуда поверхности должны быть зачищены вручную на предмет проблем с посадкой, а затем зачищены до «точек». Точки — это высокие точки, оставшиеся после процесса соскабливания, которые фактически соприкасаются на каждой поверхности. 20, 30 и 40 точек на квадратный дюйм — это обычные значения, к которым мы стремимся. Без точек поверхности земли будут иметь слишком большой контакт друг с другом, и будет слишком много трения. «Прыгающее скольжение» значительно уменьшается, когда поверхности очищаются вручную до 20 точек и обеспечивается отслаивание в виде полумесяца (впадины), чтобы удерживать масло, когда поверхности скользят друг по другу.
Сначала соскоблите кровать, а затем обработайте остальные детали, чтобы они подошли к ней. Если было выполнено большое количество шлифовки, у вас есть несколько способов исправить геометрию станка после царапания станины. Я думаю, что наиболее распространенным является восстановление высоты до нужной высоты путем приклеивания слоя износостойкого материала, которого много, к нижней стороне седла и задней бабки.
Стив
TGTool
Титан
#3
Стив,
Здесь непонятно. Ты предлагаешь ему соскрести кровать после того, как она была перетерта?
Ричард Кинг
Алмаз
#4
Меня бы не радовали размеры кровати, которые вы нам показываете. Наденьте седло обратно и используйте мягкий резиновый молоток, скажем, 2- или 5-фунтовый, и постучите по верху седла по 4 углам и послушайте. если звук твердый и не звенит и не шлепает. Седло подходит довольно хорошо, если нет, его нужно поцарапать. Если вы хотите услышать звук шлепка, подсуньте бумагу под один конец плоскости, а затем постучите по ней, вы поймете, что это за звук с и без. Я прикреплю ссылку на суперфорум, написанный бывшим участником, которого мы потеряли несколько лет назад.
Многие станины старых токарных станков SB были выструганы и отшлифованы, а не зачищены, другие были выструганы и вырезаны под масляные карманы, а некоторые из более новых станков были закалены пламенем и отшлифованы. Сантехника зеленая и не предполагает износа, но на задней бабке видны неизношенные поверхности. Плюс низ седла изначально был поцарапан, а сейчас потертости нет. Почему там 2 днища задней бабки?
Профессионал никогда не стал бы сдвигать стойку или кронштейны, как это делают любители. Если он изношен на 0,005 дюйма, я бы обрезал станину и седло только под прямым углом. Если бы он знал, как он может выровнять на 1/2 незащищенные области или нижнюю часть седла и задней бабки. 0,002 посередине 40%, держу пари, что сейчас она выше середины.
Также натрите несколько масляных канавок в седле, чтобы распределить масло по направляющим. Нужно быть осторожным, насколько глубоко вы их врезаете, чтобы канавка не вышла на открытый воздух, что было бы плохой новостью.
Я видел, как эти кровати изношены на 0,020 дюйма возле передней бабки, и они все еще ходят, так что, если это низкое 0,005 дюйма, это не повредит. Если вы любитель, вы, скорее всего, облажаетесь, пытаясь его проложить, а не оставите в покое. На этом форуме мы восстанавливаем и ремонтируем это профессиональным способом, а не способом форума Yahoo или Hobby.
Как насчет фотографий кровати и воронения на седле. Затем проверьте запись. Попробуйте сделать глубокий микрофон на гребне задней бабки, который можно увидеть не изношенным и изношенным на нижней плоскости. Вы, ребята, можете рассказать ему, как указать верхнюю часть основания TS, чтобы она была параллельна поперечному суппорту и станине… а также как проверить пиноль TS и как она указывает. Вы, ребята, знаете упражнение. Rich
http://www.practicalmachinist.com/v…ki-lathes/sag-12-restoration-progress-237940/
http://www.practicalmachinist.com/v…ag-12 -восстановление-прогресс-237940/index5.html
Последнее редактирование:
сантехника
Чугун
#5
Спасибо, ребята, я разместил две нижние части задней бабки в качестве справки, так как одна находится на 9″ SB, который используется и имеет износ, а другой, чтобы показать очевидные царапины без износа. Мой опыт работы с токарными станками South Bend довольно приличный, так как у меня было несколько за эти годы, и я хорошо знаю разницу между их незакаленными кровати и огнеупорные. Я согласен, что я настолько же зеленый, насколько это возможно, в отношении очистки и подгонки этих поверхностей, но у меня очень хорошие механические способности. Вот две фотографии кровати, я знаю, что они не самые лучшие но я должен использовать свой телефон. Я могу сказать вам, что поверхность кровати определенно была обновлена.Я поставил седло на кровать и быстро проверил его, как предложил Ричард, и, шлепнув его по центру, дал хороший результат. глухой стук, и в передних углах было то же самое. В задних углах у меня был легкий звон. Я мог просунуть лист бумаги под каждый задний угол, пока он лежал на кровати.0007
Теперь я планирую провести полноценную реставрацию? Нет. Планирую ли я выставить его на обозрение и пялиться на него? Нет. Думал, что это будет простой проект, которым можно заняться в свободное время дома. На самом деле я должен привести свои 10ee и Хенди в форму, но они не дома в подвале. Я полагаю, что с перешлифованной станиной это может стоить усилий, поскольку большинство южных поворотов избиты до смерти.
наличные
Титан
#6
Паоло_МД
Нержавеющая сталь
#7
Внимание: я тоже очень зеленый.
В любом случае, если я правильно интерпретирую рисунок, седельные направляющие были отшлифованы на 0,013 дюйма, а не на 0,005 дюйма. ложе, Следовательно, даже без учета материала, который необходимо снять с седла для правильной стыковки ложа (оптимистично, скажем, 0,003″-0,005″ по вертикали), фартук будет не менее 0,025″.030. ниже, чем было, когда машина была новой.
Это правда, что половина этого падения накопилась за годы, и у вас будет соответствующий износ подшипников ходового винта. Но, внезапно увеличив этот перепад, особенно с учетом конструкции 9-дюймового South Bend, где нет прочного и надежного способа удерживать седло на путях, я бы боялся, что седло будет продавлено. возле передней бабки ходовым винтом.
«Дешевое и любительское решение» будет состоять в том, чтобы подогнать редуктор (если есть) и опоры ходового винта. Предпочтительным способом, по крайней мере для меня, было бы наращивание материала под ходовым винтом. седло, чтобы вернуть фартук на исходную высоту.0086 Как я уже предупреждал в начале, я очень молод, и мой очень ограниченный опыт следует рассматривать как опыт любителя, где затраченные время и усилия имеют второстепенное значение.
Также вероятно, что я отошёл от реальности, рассматривая реальный эффект от толкания ходовым винтом фартука и седла возле передней бабки (если на вашем токарном станке нет быстросменной коробки передач, я бы не стал слишком беспокоиться ).
Паоло
Очистка старых токарных станков
Мике С
Активный пользователь
#1
Вот немного пищи для размышлений о ремонте старых и изношенных станков. Это то, что я узнал вчера от шведского парня, который путешествовал по всему миру, ремонтируя токарные и фрезерные станки. Теперь он уйдет на пенсию, и я спросил, может ли он поздно очистить пути на моем старом Bahco, чтобы они стали как новые.
Он сказал мне, что любой ремонт старого токарного станка начинается с его шлифовки. Глубокие шрамы должны быть удалены, а любые провисания и т. д. возле передней бабки могут быть исправлены только путем шлифовки всех направляющих. В настоящее время в Швеции есть только одна или две компании, которые предоставляют такие услуги.
Соскоб — это последняя мера, как он сказал, чтобы сделать ее более совершенной. Это приводит к тому, что полная реконструкция стоит очень дорого (многие тысячи долларов), поэтому даже крупные компании не решаются ремонтировать старые машины. Он также сказал мне, что если я хочу, чтобы внешний вид был таким же новым, мне не стоило бы многого, если бы он поцарапал токарный станок, но это не имело бы особого смысла, если бы внешний вид не был в приоритете.
Хорошие новости, которые не были новостью для меня, заключаются в том, что некоторые провисания изношенными путями часто не имеют большого значения, пока требования не очень высоки. В случае падения фартука, например, 0,001 дюйма из-за изношенных путей это почти не влияет на диаметр токарной обработки, если только диаметр обрабатываемой детали не очень мал.
Конечно, всегда хорошо спилить любые повреждения, которые выступают из-за того, что на заготовке не ступают.
Катушка
CATWERKS LTD
#2
Мике С сказал:
Вот некоторая пища для размышлений о ремонте старых и изношенных станков. Это то, что я узнал вчера от шведского парня, который путешествовал по всему миру, ремонтируя токарные и фрезерные станки. Теперь он уйдет на пенсию, и я спросил, может ли он поздно очистить пути на моем старом Bahco, чтобы они стали как новые.
Он сказал мне, что любой ремонт старого токарного станка начинается с его шлифовки. Глубокие шрамы должны быть удалены, а любые провисания и т. д. возле передней бабки могут быть исправлены только путем шлифовки всех направляющих. В настоящее время в Швеции есть только одна или две компании, которые предоставляют такие услуги.
Соскоб — это последняя мера, как он сказал, чтобы сделать ее более совершенной. Это приводит к тому, что полная реконструкция стоит очень дорого (многие тысячи долларов), поэтому даже крупные компании не решаются ремонтировать старые машины.
Хорошие новости, которые не были новостью для меня, заключаются в том, что некоторые провисания изношенными путями часто не имеют большого значения, пока требования не очень высоки. В случае падения фартука, например, 0,001 дюйма из-за изношенных путей это почти не влияет на диаметр токарной обработки, если только диаметр обрабатываемой детали не очень мал.
Конечно, всегда хорошо спилить любые повреждения, которые выступают из-за того, что на заготовке не ступают.
Нажмите, чтобы развернуть…
Спасибо за отличную информацию. Я управляю старыми токарными станками, и каждый учится управлять станком, даже несмотря на значительный износ. Если вы знаете неточности, вы можете эффективно компенсировать их и при этом получать хорошую работу.
Я не думаю, что было бы целесообразно пытаться омолодить мои старые машины. Это больше, чем установка циферблатов
и их обработка. Это мне объяснил пожилой механик, который эксплуатировал много старого оборудования и делал это очень хорошо.
Сейчас его нет, но я рад, что узнал о некоторых из его удивительных навыков.
Боб Корвес
Платина
#3
Давайте рассмотрим это в перспективе. Зачистка на 9-дюймовом токарном станке South Bend с трехфутовой станиной, незакаленная, в умеренно изношенном состоянии, принадлежащая любителю, выполнение работы для личного и образовательного проекта, безусловно, является достойной и достижимой целью. Сильно изношенный токарный станок Monarch 18 X 120 дюймов с закаленными направляющими, который коммерчески используется в небольшой мастерской для одного или двух человек, — это совсем другое дело. Это выполнимо, но вы должны начать как молодой человек и иметь план, чтобы сделать это до выхода на пенсию в перерывах между другой работой…
Правильно и точно отшлифованные станины и направляющие не нуждаются в зачистке. Некоторые высококлассные токарные станки зачищаются после шлифовки либо поверхностно для внешнего вида, либо серьезно для максимальной точности и, черт возьми, стоимости. Другие токарные станки очищаются после шлифовки, потому что старый шлифовальный станок немногим более точен, чем вышедший из строя токарный станок. Очистка поверхности земли — это PITA, пока вы не проникнете под всю поверхность земли.
Ни на секунду не думайте, что South Bend 40-х и 50-х годов и другие токарные станки, которые продавались за 100-200 долларов, были должным образом очищены, это было сделано быстро и грязно, потому что так делали большие мальчики, и клиентам понравилось » Смотреть. »
Выскабливание — утомительная работа, но она становится своего рода дзенским способом помочь отложить жизненные заботы в сторону, погрузившись в ритм цикла выскабливания: планируйте, проверяйте, отмечайте, интерпретируйте, очищайте, удаляйте заусенцы, повторяйте, снова и снова и так далее, пока время и другие заботы тают. Платить за настоящую, серьезную машинную очистку, а не за декоративную очистку или отслаивание, чтобы попытаться сделать шелковый кошелек из уха свиноматки, на самом деле не вариант, особенно для любителя. Работа слишком трудоемкая, а время стоит денег. Для любителя шабрить машину нужно потому, что владелец хочет испытать вызов, хочет научиться и попрактиковаться в том, как делать это правильно, у него нет достаточно большой шлифовальной машины, чтобы шлифовать пути, и он не может позволить себе нанять ее, и соглашается со значительными затратами. время и усилия, затраченные на правильное выполнение проекта для получения надлежащего конечного результата. Перефразируя Джона Кеннеди, он делает это не потому, что это быстро и легко. Он делает это, потому что это трудно и полезно. Это, конечно, не то, к чему следует относиться легкомысленно, и покупка новой машины, вероятно, является лучшим выбором, если вы не можете принять изношенную машину, но вряд ли должным образом освоите навыки и потратите время и усилия, чтобы правильно очистить машину.
samthedog
Австралийский жетон
#4
Я всегда думал, что нужно шлифовать пути и царапать седло. Таким образом, вы уменьшаете количество необходимой очистки, достигая при этом высокого уровня точности. Это то, что я видел на нескольких токарных станках, и они были доведены до такого же или лучшего качества, как заводские спецификации.
С фрезерными станками дело обстоит иначе, так как многие фрезы не имеют закаленных ласточкиных хвостов. Однако на некоторых мельницах, таких как Schaublin 53, направляющие и ласточкины хвосты были закалены, а в некоторых случаях блоки из высокохромистой стали можно было заменить. Это также использовалось на токарном станке Weiler Primus, где направляющие также были закреплены болтами на блоках, которые можно было заменить.
Пол.
экспресслайн99
Зарегистрировано
#5
Боб Корвес сказал:
Давайте рассмотрим это в перспективе.
Правильно и точно отшлифованные станины и направляющие не нуждаются в зачистке. Некоторые высококлассные токарные станки зачищаются после шлифовки либо поверхностно для внешнего вида, либо серьезно для максимальной точности и, черт возьми, стоимости. Другие токарные станки очищаются после шлифовки, потому что старый шлифовальный станок немногим более точен, чем вышедший из строя токарный станок.
Ни на секунду не думайте, что South Bend 40-х и 50-х годов и другие токарные станки, которые продавались за 100-200 долларов, были должным образом очищены, это было сделано быстро и грязно, потому что так делали большие мальчики, и клиентам понравилось » Смотреть.»
Выскабливание — утомительная работа, но она становится своего рода дзенским способом помочь отложить жизненные заботы в сторону, погрузившись в ритм цикла выскабливания: планируйте, проверяйте, отмечайте, интерпретируйте, очищайте, удаляйте заусенцы, повторяйте, снова и снова и так далее, пока время и другие заботы тают. Платить за настоящую, серьезную машинную очистку, а не за декоративную очистку или отслаивание, чтобы попытаться сделать шелковый кошелек из уха свиноматки, на самом деле не вариант, особенно для любителя. Работа слишком трудоемкая, а время стоит денег. Для любителя шабрить машину нужно потому, что владелец хочет испытать вызов, хочет научиться и попрактиковаться в том, как делать это правильно, у него нет достаточно большой шлифовальной машины, чтобы шлифовать пути, и он не может позволить себе нанять ее, и соглашается со значительными затратами.
Нажмите, чтобы развернуть…
Это идеальное описание того, почему я хочу заниматься своими делами. Дзен и занудство — это то, что мне серьезно нужно в жизни. Это и моя любовь к старым машинам в целом.
Пол
Доктор Ульма
Бесконечно Любопытный
#6
expressline99 сказал:
Это идеальное описание того, почему я хочу заняться своим делом. Дзен и занудство — это то, что мне серьезно нужно в жизни. Это и моя любовь к старым машинам в целом.
ПолНажмите, чтобы развернуть…
Привет Пол,
с вашим отношением и небольшой инструкцией — вы можете делать то же, что и мы….
tertiaryjim
Активный пользователь
#7
Я поцарапал седло на своем китайском токарном станке «Три раза», прежде чем назвать его хорошим, и хотя теперь оно намного лучше, чем было на заводе, я не могу сказать, что оно действительно правильное.
Получить эту V-образную форму и правильный обряд выравнивания непросто.
Ласточкин хвост сложно, но гораздо проще.
ewkearns
Зарегистрировано
#8
Ручное шабрение — это всегда правильный путь… хотя бы по какой-либо другой причине, кроме нанесения смазки где-нибудь, кроме как на некоторую переменную толщину, захваченную [на неопределенное время и неопределенную толщину] между двумя тонко отшлифованными поверхностями направляющих. Мерки должны скручиваться, путевые поверхности не так сильно….
Мнение Окумы.
Боб Корвес
Платина
#9
ewkearns сказал:
Ручное соскабливание всегда подходит… хотя бы по какой-либо другой причине, кроме нанесения смазки где-то, кроме как на некоторую переменную толщину, захваченную [на неопределенное время и неопределенную толщину] между двумя тонко отшлифованными поверхностями пути. Мерки должны скручиваться, путевые поверхности не так сильно….
Мнение Окумы.
Нажмите, чтобы развернуть…
Согласен, Юкернс. К сожалению, не многие машинисты-любители могут позволить себе купить Okuma. Надлежащим образом очищенные и подогнанные новые машины стоят невероятно дорого, и для тех из нас, кто делал некоторую чистку, совершенно понятно, почему они стоят так дорого.
Кривая обучения тому, как сделать это самостоятельно в домашней мастерской, намного выше, чем кажется на первый взгляд, но навыки и инструменты для качественной работы по очистке вполне достижимы и доступны по цене. Настоящая проблема, которую необходимо решить, — это гайка, стоящая за скребком. Готовы ли вы ДЕЙСТВИТЕЛЬНО потратить время на то, чтобы полностью понять и попрактиковаться в деталях того, как подходить к работе по очистке, а затем потратить МНОГО часов на тщательную работу, чтобы получить результат? Высокий стандарт?
Кусок холста, несколько тюбиков с краской и несколько кистей не делают Рембрандта… Насколько я знаю, в США есть только один человек, преподающий искусство скребка на постоянной основе, и он готовится уйти на пенсию…
проектная гайка
Зарегистрировано
#10
Заземление путей может быть не таким дорогим, как некоторые думают. Недавно я приобрел токарный станок Sheldon MW-56-P с закаленными направляющими. Как следует из названия, это токарный станок серии M с приводом переменной скорости Worthington. У него 56-дюймовая станина, прикрепленная к основанию пьедестала. Каретка станины и поперечные салазки были перешлифованы в процессе ремонта.
В настоящее время я нахожусь за городом, но, если мне не изменяет память, это было сделано компанией American Grinding. и Machining Company, базирующаяся в Чикаго.0007
http://www.americanggrinding.com/grinding-services.html
В то время стоимость переточки составляла 400 долларов. 00. Это было несколько лет назад, поэтому я уверен, что стоимость несколько выросла. Окончательную чистку делал предыдущий владелец. Мне цены показались приемлемыми. Когда я вернусь домой, я намерен связаться с компанией и узнать цену на переточку станины и направляющих скольжения на моем 60-дюймовом токарном станке Seneca Falls Star #20. объект
Зачищаете мини-токарный станок? | Хобби-машинист
Sdmf5150
Зарегистрировано
#1
Наверное глупый вопрос, но мне интересно, кто-нибудь скребли на одном из китайских мини токарных станков.
Я хочу узнать больше о очистке и подумал, что это может быть хорошим проектом, чтобы увидеть, насколько гладкими и точными они могут быть сделаны.
Asm109
Зарегистрировано
#2
Конечно. Почему бы и нет. Вы получаете практику на практическом предмете, и ваш недостаток, если дела идут в форме груши, скромен.
Как минимум, вы научитесь измерять и смотреть, насколько точен ваш токарный станок для запуска.
Наконец, если все пойдет не так, все, что вам нужно сделать, это изменить название этой темы на Утилизация мини-токарного станка.
третичный
Активный пользователь
#3
Циклевка на моем дрянном токарном станке 13-36 имела огромное значение.
Многие жалуются на мини-станки, но я уверен, что их можно значительно улучшить.
Сначала изучите его и соберите свою поверхность и измерительные инструменты.
Затем вы можете проверить, нужно ли его очищать, прежде чем покупать или изготавливать инструменты для очистки.
Это также гарантирует, что вы знаете, как правильно проверить выравнивание компонентов, и даст вам время для
изготовления любых приспособлений или необходимых инструментов.
Не забывайте, что поверхности тоже нужно отслаивать.
Эти ласточкины хвосты убийца, чтобы отслаивать их вручную, и большинство моих выглядит так, как будто цыпленок со стальными когтями роется в поисках червей.
С другой стороны, они удерживают масло и плавно двигаются на фрезе/сверле, которое я заканчиваю.
Токарный станок поцарапан, но мне нужно будет разобрать его, чтобы отколоть.
Я делал токарный станок по одной детали за раз, поэтому пришлось разбирать его несколько раз.
Это было больно, но это сработало, так как я обнаружил, что просто правильно распределил синий и использовал поверхностную пластину
требует обучения. Каждый раз, когда я разбирал токарный станок, я перепроверял готовые компоненты и обнаруживал, что они требуют еще
работ, так как мои навыки улучшились, поэтому я мог лучше выявить и увидеть оставшиеся недостатки. Гиббсы
могут быть настоящей головной болью в изготовлении, они сильно деформируются во время обработки, но старые гиббы вполне можно заменить прокладками, если они были должным образом изготовлены на заводе. Многие/большинство не были.
Многие более дешевые машины были настолько плохо сконструированы, что даже паршивая работа по очистке может привести к невероятному улучшению.
руайес
В память
#4
Где-то на этом форуме есть пост, где один из слесарей чистил мини-токарный станок для своего маленького сына. Попробуйте поискать модификации токарного станка
Рой
fitterman1
Какой вид
#5
Я соскоблил свою переднюю бабку G0602, поперечный суппорт и компаунд, и это сильно повлияло на плавность и точность. Больше ничего пока не трогал. Я знаю, что моя задняя бабка высока, потому что я опустил переднюю бабку примерно на 0,06 дюйма. Хорошо, что вы можете в n-й степени контролировать все геометрические допуски вашего станка, и вы знаете, где вы находитесь в этом отношении. Последовательность того, как вы собираетесь это делать, может спасти вас в будущем.Я предлагаю, если вы собираетесь очищать свои перекрестные и составные слайды, и вы решите их отслаивать, отслаивайте их немного реже по направлению к краям, чтобы эти маленькие углубления не собирались. мелкие частицы, которые в конечном итоге превратятся в шлифовальную пасту.0086 Не ошибется и серьезное измерительное оборудование.
ура
Sdmf5150
Зарегистрировано
#6
Где можно получить прямые края? Я видел те, которые продает Ричард Кинг, но я думаю, что они слишком большие
fitterman1
Какой вид
#7
Не знаю, я живу в Австралии, и здесь они встречаются реже, чем дерьмо с лошадьми-качалками. Они должны быть самодельными здесь, я считаю.
ура
machPete99
Зарегистрировано
#8
Я «выскоблил» седло и заднюю бабку моего мини-токарного станка с помощью надфилей.
Также заменены стандартные шарикоподшипники шпинделя на конические роликоподшипники (предназначенные для использования в автомобильных ступичных подшипниках), которые работали намного плавнее.
Передняя и задняя бабки с прокладками, расположенные на одной линии со станиной и друг с другом.
Он довольно точен, но все еще очень хлипок с точки зрения размера запаса и DOC, с которым он может удобно работать.
Купил Clausing и теперь делаю большую часть своей работы на нем.
Мини-станок сделал втулки, необходимые для получения новых подшипников, подходящих для Clausing. Он также подходит для небольших работ.
Последнее редактирование:
домашнее пивоварение
Зарегистрировано
#9
Home Shop Machinist опубликовал серию из 10 статей о циклевке мелких предметов, в том числе о мини-токарном станке. Первый выпуск с информацией о мини-токарном станке появился в выпуске за сентябрь/октябрь 2012 г., а последний – в выпуске за ноябрь-декабрь 2012 г. Они продают репринты. Там было достаточно, чтобы написать книгу на эту тему, но, похоже, этого не произошло. Предыдущие выпуски включают информацию о том, как сделать собственные скребки и алмазную шлифовальную машину для придания формы и заточки твердосплавных скребков.
Знак
