Накатка токарная: Накатка для токарного станка: виды накатных роликов, державки
Содержание
Накатка для токарного станка: виды накатных роликов, державки
Накатывание представляет собой обработку металла методом пластической деформации.
При этом целостность материала не нарушается. В процессе работы не образуется стружка.
Содержание:
- 1 Цели и назначение
- 2 Виды накатывания
- 2.1 Формообразующая
- 2.2 Упрочняющая
- 3 Какие инструменты необходимы?
- 3.1 Накатные ролики
- 3.2 Зубчатые
- 3.3 Универсальные
- 3.4 Стандартные шарики
- 3.5 Накатывание резьбы
- 4 Как происходит сам процесс?
- 4.1 Подготовительные работы
- 4.2 Непосредственно накатка
- 4.3 Заключительные доработки и проверка
- 5 Техника безопасности
Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
Деталь обтачивают до нужного диаметра, после накатывают рифление.
Назначение накатки:
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.
Виды накатывания
В металлообработке применяется два вида накатки. Но смысл процесса не меняется.
Формообразующая
Применяется для формирования зубьев и резьбы на цилиндрических деталях, а также для нанесения шкалы при производстве измерительных приборов. На некоторых производствах данный способ называют зубонакаткой.
Упрочняющая
Применяется для повышения износостойкости и прочности изделия. При накатывании на поверхности детали образуется наклеп, благодаря которому повышаются эксплуатационные качества. Используется при изготовлении втулок, валов, шестеренок и других деталей.
Используется при изготовлении втулок, валов, шестеренок и других деталей.
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Важно!
Ширину и диаметр ролика выбирают исходя из размера детали.
Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.
Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.
Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Важно!
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
Токарная накатка — рифление: ГОСТ, самодельная, видео, фото
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Процесс токарной накатки
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
- Ролики для накатки прямого и сетчатого рифления
- Ролик для сетчатого рифления в державке
- Ролик для прямого рифления в державке
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
- формообразующая;
- упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах.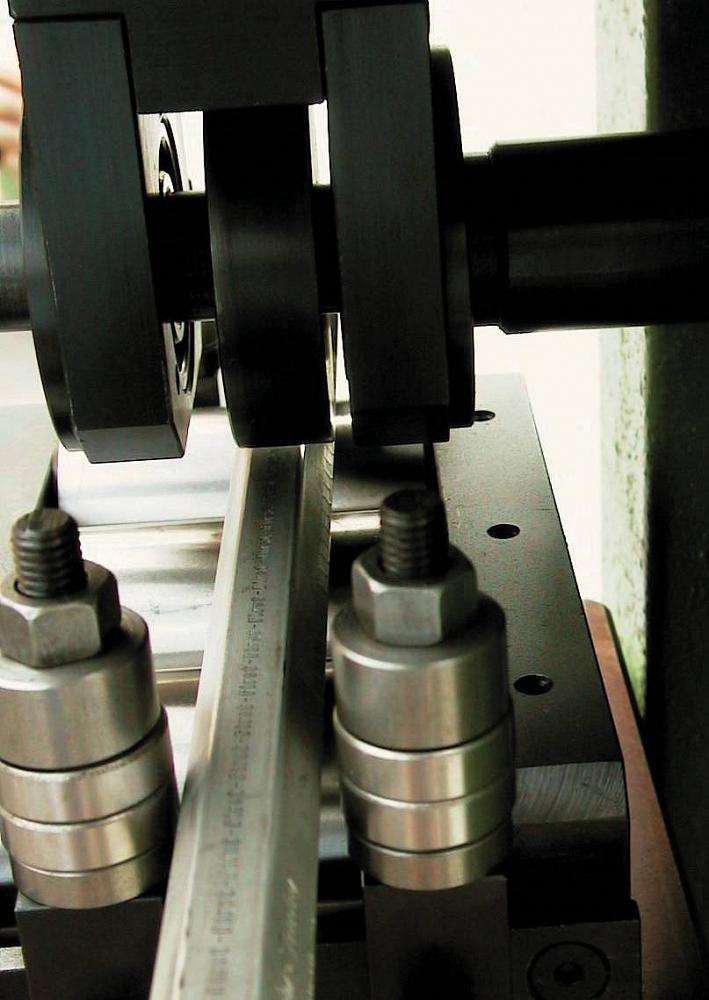 Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски.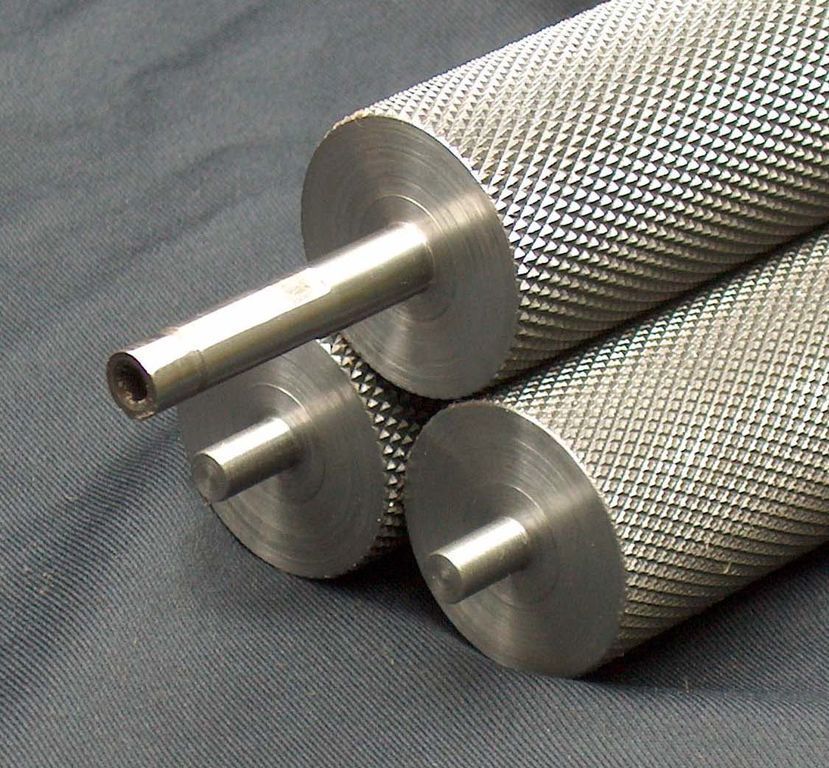 Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
- Оправка 20х20 для накатки сетчатого рифления под два ролика
- Державка с двумя роликами для накатки сетчатого рифления
- Накатка рифления роликами
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Скорость обработки зависит от того какой используется резец и материал заготовки.
Видео-инструкция по изготовлению приспособления для накатки на токарном станке своими руками
Токарный станок – техника – накатка
Вернуться на главную страницу
Вернуться на предыдущую страницу
Накатка
Накатка – это отделка, которая обычно используется на деталях, которые должны вращаться вручную, например, ручки. Накатка не только дает очень хорошую поверхность для захвата, но также может сделать работу похожей на профессиональную отделку.
Накатка не только дает очень хорошую поверхность для захвата, но также может сделать работу похожей на профессиональную отделку.
560 Зажим с рифленой ручкой
Накатка может быть изготовлена либо путем сдавливания металла, чем путем его разрезания. Но есть специальный накатной инструмент, работающий по нарезке. Это относительно редко, поэтому здесь рассматривается только метод раздавливания.
Накатка также увеличивает диаметр детали. Это может быть полезно, если деталь изношена и ее необходимо увеличить. Эта захватная поверхность также используется для деталей, которые вдавливаются в отверстия немного меньшего размера, или даже для деталей с накаткой, так что при заделке в пластик они жестко фиксируются в пластике
«Плоский», т. е. параллельно оси заготовки. , накатка может быть трех видов – прямая, ромбовидная и перевернутая ромбовидная. Для любого из первых двух типов размер накатки может различаться по размеру. Обычно есть три размера для каждого доступного вида. Чтобы получить наилучший внешний вид, важно, чтобы размер накатки был пропорционален размеру накачиваемого объекта.
Чтобы получить наилучший внешний вид, важно, чтобы размер накатки был пропорционален размеру накачиваемого объекта.
6032 прямая накатка
фиг. прямая накатка
Прямая накатка обычно поставляется в виде одной пары с одинаковым размером наката.
6033 алмазная накатка
фиг. алмазная накатка
алмазная накатка обычно поставляется парой, обе одинакового размера, но одна для левшей, а другая для правшей. При внимательном рассмотрении можно увидеть, что алмазная накатка состоит из очень маленьких четырехгранных пирамид на поверхности заготовки. Перевернутый ромб создает тот же узор, но тетраэдры встроены в поверхность заготовки.
Накатка на токарном станке
Прижим накатного инструмента к заготовке во время ее вращения на токарном станке является наиболее распространенным способом накатки. Накатка фактически выполняется небольшим колесом, на котором вырезается необходимый рисунок. Инструмент на самом деле просто держатель для накатного колеса.
Металл не режут, а придают форму. Это не даст чистых накаток с большинством пластиков. Это часто не будет работать с латунью. Однако и то, и другое можно накатать с помощью инструмента, в котором материал разрезается, а не раздавливается.
Для ромбовидного узора необходимы два колеса: одно делает линии в одну сторону, а другое — в другую. Простой инструмент для этого удерживает два колеса и удерживается в держателе инструмента на поперечном суппорте. Однако усилие, необходимое для получения действительно хорошей накатки, действительно намного выше, чем поперечные салазки, предназначенные для обеспечения, или головной подшипник, чтобы стоять.
Единственным приемлемым типом инструмента является инструмент, в котором резцы прижимаются друг к другу, находясь на противоположных сторонах заготовки. Требуемое усилие означает, что на винт, сжимающий фрезы, требуется довольно большой рычаг.
792 Накатной инструмент зажимного типа
Рис. – модифицированный накатной инструмент
Поскольку усилие очень велико, важно, чтобы движущиеся части инструмента были хорошо смазаны во время процесса накатки.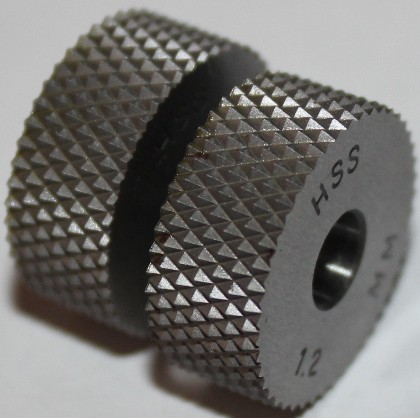 Это также помогает смыть мусор. Это помогает получить то, что выглядит как обрезанная накатка.
Это также помогает смыть мусор. Это помогает получить то, что выглядит как обрезанная накатка.
Из-за высокого давления накатка часто пытается двигаться назад перед заготовкой или проходить мимо нее. В любом случае накатки должны быть перемещены так, чтобы они находились в самой широкой части заготовки. При этом может быть полезно заблокировать поперечный салазок.
Может показаться, что для данной пары накатных колес расстояние между гребнями фиксировано. Следовательно, поскольку нам нужно целое число ребер вокруг заготовки; диаметр заготовки должен быть определенной величины. Как ни странно, похоже, что это не так.
Использование достаточно высокого давления всегда дает хорошую накатку в конце, особенно при работе с мягкой сталью. Однако по мере увеличения давления накатные колеса имеют тенденцию слегка прокручиваться. По-прежнему получается совершенно хорошая накатка, но при ближайшем рассмотрении видно, что хотя все пересечения ромбов накатки будут идеально сформированы, но они не будут образовывать круги под прямым углом к оси токарного станка.
Когда накатка формируется, она покрывается металлической пылью и маслом. Для удаления этой пыли необходима подача охлаждающей жидкости или масла. О качестве накатки можно будет судить только остановив станок и очистив заготовку. Если процесс накатки остановлен на полпути, то при перезапуске он будет продолжаться, как и раньше.
Алмазная накатка считается законченной, когда у каждого ромба есть вершина. Со свежими накатками хорошая накатка должна выглядеть для непосвященных так, как если бы она была срезана.
После формирования удовлетворительной накатки ее концы будут неровными. Все накатки должны быть обработаны с обоих концов. Чтобы получить профессиональную отделку, необходимо обработать каждый конец накатки. Это действительно фаски, даже если одна из них может быть в середине заготовки.
рис. Накатка обработана с обоих концов
Если накатка является продолжением вала, то вал должен быть меньшего диаметра или в валу должна быть вырезана выемка.
.Изготовить накатку на валу, где часть вала с таким же диаметром выглядит незавершенной. В этом случае следует вырезать небольшое углубление.
фигурная накатка на валу того же диаметра
Длинные накатные шайбы
Поскольку накатные колеса имеют ширину всего около 5/16 дюйма, меньшую накатку легко выполнить, не перемещая держатель инструмента. Если требуется более длинная накатка, это нельзя сделать, полностью выполнив один проход, двигаясь вперед, выполняя другой и так далее. Перемещая инструмент по всей длине наката и немного затягивая его каждый раз, вы в конечном итоге получите хорошую накатку. Если накатка выполнена на всю глубину в одном месте, будет невозможно перемещать инструмент для накатки, чтобы сделать накатку длиннее.
Рис – длинная накатка
Иногда длинная накатка выглядит не так. Один из способов разбить его — сделать длинную накатку, а затем разбить ее на участки простой токарной обработки.
791 накатка на рукоятке делительной головки
Рис. сломанная накатка
сломанная накатка
Накатка, которую затем поворачивают
Вариант простой накатки, когда после накатки сама накатка поворачивается. Предположим, что накатка производит большое количество очень маленьких пирамид, затем при ее повороте вершины пирамид удаляются и создается сетка квадратной формы.
фигурная накатка
Точеная накатка проста в изготовлении. Но глубина накатки очень маленькая. Если должна быть сделана точеная накатка, важно, чтобы накатка была концентрической с осью заготовки, чтобы при повороте накатка прорезалась на одинаковую глубину по всему периметру.
6032 повернутая накатка
рис. повернутая накатка
перевернутая накатка
Уже было показано, что при использовании двух спиральных накаток с противоположными углами спирали создается накатка, состоящая из узора, состоящего из очень маленьких пирамид.
Возможна накатка, производящая противоположный эффект, т. е. ямки в виде пирамид. В данном случае оба колеса одинаковые.
В данном случае оба колеса одинаковые.
Фигурные накатки для изготовления перевернутых пирамид
Веревочные накатки
http://madmodder.net/index.php?topic=4010.0
Использование накаток накатки следует использовать на любой конкретной ручке. Будет обнаружено, что ручки, скажем, теодолита Кука, Тротона и Симмса имеют другую отделку по сравнению с ручками с эквивалентными функциями, сделанными Хилгером и Уоттсом. Следует отметить, что в обоих случаях различные типы накаток используются согласованным образом, поэтому пользователь сможет быстро «узнать» на ощупь, какая ручка какая.
Там, где много ручек, некоторые из них могут быть рифлеными, чтобы усилить это различие.
Квадратные «накатки»
Разновидность обычной прямой накатки может быть получена путем нарезания прямых накаток, а затем прорезания канавок вокруг заготовки. Размер этих канавок равен размеру канавок, которые производит накатка. Аналогично с интервалом. Если обычный узор считается ромбовидным, то это должен быть узор с квадратной накаткой.
Если обычный узор считается ромбовидным, то это должен быть узор с квадратной накаткой.
фиг. квадратная накатка
выпуклая накатка
накатка также может быть выпуклой. Есть два способа сделать это.
Во-первых, если сделать на токарном станке узкую прямую накатку с большой фаской на каждом конце, то она выглядит как выпуклая накатка.
Это делается с помощью обычных, прямых, тонких накаток обычным способом. Хитрость в том, что накатка очень короткая и на каждом конце есть фаска под 45º. Если длина фаски равна длине накатки, то, если не присматриваться, результат можно принять за выпуклую накатку.
рис. Поддельная выпуклая накатка
Во-вторых, выпуклую накатку можно сделать с помощью вогнутого инструмента для накатки.
фиг. накатка для изготовления выпуклой накатки
Инструмент для выпуклой накатки можно изготовить путем свободной нарезки червячного колеса метчиком с очень тонкой резьбой.
рис. Изготовление накатки
рис. Полученная накатка
Полученная накатка
Обрезка накатки
Описанный выше процесс формирует накатку путем сдавливания металла до требуемой формы. Также возможно сделать накатки, используя процесс, в котором накатки разрезаются. Инструмент для его использования достаточно сложен, редок и, соответственно, дорог.
Одним из преимуществ этого инструмента является то, что такие материалы, как пластмассы, которые нельзя накатать путем сплющивания, могут быть сформированы с помощью инструмента для накатки режущего типа.
Список литературы
на Knurling in General
MEW № 48 P 32 Руководство для начинающих к токарной части 13
Knurling, Ted Wale, Mew no 102 P53
Knurling — Mew No 97 P54
на Trake Trait Typling Knurling — Mew No 97 P54
. инструмент
Накатка – продолжение Дейв Феннер – mew no 166 p28
Нравится:
Нравится Загрузка…
Как использовать инструмент для накатки
Как использовать инструмент для накатки
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКСНУЮ СТРАНИЦУ | |
| КАК ПОЛЬЗОВАТЬСЯ НАКАТНЫМ ИНСТРУМЕНТОМ | |
В. Райан 2003 — 2021 Райан 2003 — 2021 | |
PDF-ФАЙЛ круглое сечение. Шаблон обычно используется в качестве захвата для ручки. | |
| |
На этой диаграмме показан инструмент для накатки, прижатый к | |
В зависимости от выбранного накатного инструмента | |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ И НАКАТНЫЕ КОЛЕСА | |
ВОПРОСЫ:  | |
 Токарный станок установлен так, что патрон
Токарный станок установлен так, что патрон