Нанесение хона на цилиндр: что это, для чего делается хон и как правильно проводится
Содержание
что это, для чего делается хон и как правильно проводится
Хонингование цилиндров двигателя – операция, придающая нужный микрорельеф поверхности этих элементов. По принципу выполнения процедура напоминает шлифовку, но по сути она ближе к полированию с особым результатом. Предварительно следует разобраться, для чего нужен хон гильзы цилиндра.
Что такое хонинговка блока цилиндров
Хон двигателя – это результат обработки, «правильная шероховатость», способствующая удержанию на элементах моторного масла. Представляет собой риски мелкой глубины, проходящие сеткой по поверхности. Глубина их не превышает 0,05 мм. Хон в двигателе обеспечивает герметизацию гильзы и поршня, снижает износ оборудования. Защитный эффект – это то, для чего и делают операцию. Но он работает, когда сетка хона нанесена без брака: детали сети расположены с выдержанной частотой, ровно, без ошибок в направлении.
Хонингование взаимодействует с самыми маленькими неровностями на объекте, устраняет изъяны размером в 10 мкм и более объемные. Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Так создают практически зеркально ровную гладь с сеткой назначенной шероховатости на полируемой поверхности.
Когда нужна хонинговка
Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.

Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Особенности процесса
В ремонтных мастерских хонингование делают поэтапно, в два основных захода и третий – дополнительный. Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
Эти работы отличаются от заводской процедуры, но для стабилизации двигателя их достаточно. Проводят хонинговку цилиндров так:
- Обрабатывают детали крупноабразивным бруском. Это первичный этап, который подготовит деталь к финальным работам.
- Второй шаг – абразив с мелким зерном. Точная обработка приводит поверхность в нужное состояние.
- Применение абразивной пасты. Завершающий шаг, который устраняет микродефекты, сглаживает впадины и уголки. Паста делает хон в цилиндрах двигателя максимально ровным. Этап является дополнительным, т. к. это самая тонкая обработка, призванная улучшить результат основных работ, часто автослесари обходятся и без нее.
После завершения процедуры цилиндры очищают, чтобы избавиться от металлической стружки и остатков полировочных материалов.
Самостоятельный хонинг – сложная работа, но посильная для опытного слесаря.![]() Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
Чтобы не испортить цилиндр, мастер должен следить за четкостью рисок, их расположением. Оборудование для самостоятельного проведения процедуры тоже называют хон – обычно он похож на ершик для бутылок. Бывают конструкции из рабочих элементов, закрепленных на стержне, но первый вариант проще в обращении.
В гаражных условиях хон в цилиндрах создают так: оборудование вставляют в патрон для дрели, обеспечив точность работ с помощью уровня и рейки подачи. Это исключит брак в процессе обработки. Во время нанесения сетки хона поверхность и сам он орошается смазкой – смесью машинного масла с керосином.
После процедуры стружку абразива и металлический мусор смывают с поверхности мыльным раствором. Деталь сушат и покрывают антикоррозийным маслом.
После самостоятельного хонингования потребуется подождать, пока цилиндр сработается с поршнем. В это время нельзя подвергать двигатель сильной нагрузке.
Хонингование или шлифовка цилиндров: что лучше
Обе процедуры на первый взгляд похожи, но фундаментально это разные вещи. Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
Шлифовка создает зеркало цилиндра, это понятие означает идеальную гладкость поверхности (без хонинговых рисок). Зеркало создается в процессе длительной работы двигателя, иными словами – набивается. Шлифование в условиях мастерской применяют в таких случаях:
- Если деформация ГБЦ привела к нарушению общей геометрии и прочности конструкции мотора.
- Были проведены сварочные работы.
Хонингованный цилиндр защищен от перерасхода масла и работает стабильнее зеркального. Если режим хона был выбран верно, а в работе выдержан точный угол, двигатель будет работать лучше и прослужит дольше.
Хонинговка блока двигателя 3.5л бензин M272 от Mercedes ML 350 (W164) / Всё для моторов
На видео представлен процесс нанесения хона на стенки цилиндров блока двигателя 3.5л бензин M272 от Мерседес МЛ 350 (Mercedes ML 350 (W164)) после гильзовки!
В процессе эксплуатации двигателя Мерседес ML350 с маркировкой: M272.967 так или иначе происходит износ его деталей, они теряют форму. Так, например, цилиндры приобретают овальную или конусовидную форму, а на их стенках появляются задиры. Для устранения этой проблемы мотора проводится ремонт двигателя мерседес w164 m272, блоки растачиваются и/или гильзуются, а для сохранения правильной формы и шероховатости применяют хонинговку блока цилиндров.
Хонинговка блока Мерседес МЛ 350 после его гильзовки или расточки является обязательным этапом капитального ремонта. Хонинговка является финальным этапом операция необходимого диаметра. Хонинговка продлевает срок службы мотора м272 после ремонта и имеет большую эффективность по сравнению с другими подобными процедурами. После гильзовки шероховатость поверхности оставляет желать лучшего, что легко исправить с помощью хонинговки блока Мерседес МЛ 350 164. Суть процесса хонинговки Mercedes 350 — снятие слоев металла равномерно со всей поверхности цилиндра при помощи специального инструмента – хона. После снятия слоев металла впадины должны обладать однородной с глубиной и шириной. После хонинговки образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем дает улучшенную смазку и охлаждение элементов поршневой группы, а также снижает расход моторного масла и увеличивает герметичность камеры сгорания. Качественно выполненное хонингование обеспечивает правильные эксплуатационные параметры и продлевает ресурс двигателя м272.
После снятия слоев металла впадины должны обладать однородной с глубиной и шириной. После хонинговки образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем дает улучшенную смазку и охлаждение элементов поршневой группы, а также снижает расход моторного масла и увеличивает герметичность камеры сгорания. Качественно выполненное хонингование обеспечивает правильные эксплуатационные параметры и продлевает ресурс двигателя м272.
Хотя хонингование можно провести самостоятельно (например, с помощью дрели или сверлильного станка), мы не рекомендуем делать это в отсутствие опыта, поскольку эта процедура сложнее, чем кажется на первый взгляд. При хонинговке mercedes 350 своими руками создать упорядоченную шероховатость и создать идеальную геометрическую форму практически невозможно. Нецелесообразно проводить процедуру, предназначенную для обеспечения максимальной точности размеров, с помощью оборудования, которое едва может это сделать. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы. Процесс хонингования должен выполняться в специальных местах, на профессиональном оборудовании, специально обученными мастерами, имеющими опыт проведения подобных работ. Только в таком случае можно добиться желаемого результата, который позволит цилиндрам прослужить вам еще долгий период времени.
После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы. Процесс хонингования должен выполняться в специальных местах, на профессиональном оборудовании, специально обученными мастерами, имеющими опыт проведения подобных работ. Только в таком случае можно добиться желаемого результата, который позволит цилиндрам прослужить вам еще долгий период времени.
Компания All4motors рада предложить вам свои профессиональные услуги по нанесению хона на стенки цилиндров мотора M272 от Мерседес МЛ 350. Мы проводим хонингование в собственном цеху в Москве в течение 1 дня, поэтому время зависит только от очереди у станка. Сюда вы можете привезти двигатель самостоятельно или воспользоваться услугами курьера и/или транспортной компании, которые не только доставят двигатель Мерседес м272 вам домой, но и заберут на ремонт блока ml 350 Mercedes в наш цех. Так вы сэкономите свое время, деньги и силы. Все, что вам нужно, это позвонить по телефону, указанному на нашем сайте. Мы вас проконсультируем и ответим на все интересующие Вас вопросы. Или же вы можете сразу приехать в наш цех, мы работаем ежедневно с 9 до 19 часов.
Так вы сэкономите свое время, деньги и силы. Все, что вам нужно, это позвонить по телефону, указанному на нашем сайте. Мы вас проконсультируем и ответим на все интересующие Вас вопросы. Или же вы можете сразу приехать в наш цех, мы работаем ежедневно с 9 до 19 часов.
Объяснение подготовки цилиндра к восстановлению
Возможно, вы читали, что цилиндры вашего мотоцикла имеют специальное покрытие, но что это на самом деле означает? Что еще более важно, если вы приступаете к первоклассной работе на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый комплект поршня, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к изделию. В зависимости от вашего применения там будет либо «деглазуровать/затачивать», либо «расточка и шлифовка», либо «расточка/переформовка». Мы рассмотрим, что именно означают эти разные термины и как выполнить эти шаги.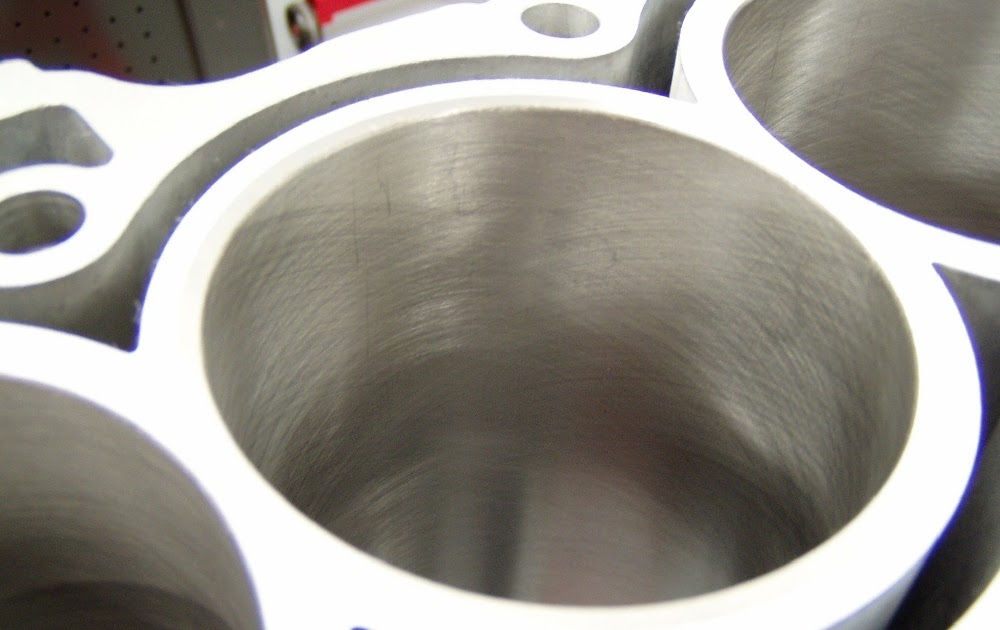
Запчасти Wiseco для ремонта внедорожного мотоцикла. Фото Вайсеко.
Деглазируйте цилиндр
Распространенный вопрос: «Нужно ли мне деглазировать цилиндр?» Ответ: да, если только не пришло время для замены или замены рукава. Если у вашего двигателя есть какое-то время, процесс остекления начался. Термин «глазурованный» в этом контексте относится к движению поршневого кольца (колец), сплющивающего и полирующего поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более застекленным будет цилиндр. Однако, в зависимости от того, сколько времени ваш двигатель находится в эксплуатации и какой у вас тип цилиндра, вам может потребоваться заменить гильзу или заменить гильзу, что мы обсудим далее.
Гальванические и гильзовые цилиндры
Если ваш спортивный двигатель был изготовлен в течение последних двух десятилетий или около того, скорее всего, он покрыт никасилом (карбидом никеля и кремния), хромом или электромуфтовым покрытием. Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но он все еще изнашивается. Мы рекомендуем проверить в руководстве нормальные интервалы восстановления топовых двигателей, но, как правило, если ваш двигатель работает долго, общее состояние вашего цилиндра необходимо тщательно проверить. Это будет включать не только размер отверстия и состояние покрытия, но также округлость и конусность цилиндра в соответствии со спецификациями обслуживания OEM. Есть несколько хороших компаний, которые предлагают услуги по ремонту. Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но он все еще изнашивается. Мы рекомендуем проверить в руководстве нормальные интервалы восстановления топовых двигателей, но, как правило, если ваш двигатель работает долго, общее состояние вашего цилиндра необходимо тщательно проверить. Это будет включать не только размер отверстия и состояние покрытия, но также округлость и конусность цилиндра в соответствии со спецификациями обслуживания OEM. Есть несколько хороших компаний, которые предлагают услуги по ремонту. Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют гальванического покрытия, обычно имеют гильзы из сплава железа или стали. Если у вашего цилиндра есть гильза, вы должны увидеть шов между гильзой и самим цилиндром. Если вы все еще не уверены, проверьте, не прилипает ли магнит к стенке цилиндра. Если прилипнет, то это гильза, а если нет, то гальваническая.
Если прилипнет, то это гильза, а если нет, то гальваническая.
Подобно замене цилиндра после обычного времени восстановления топового уровня, на ваш цилиндр с гильзой должна быть установлена новая гильза. Те же мастерские, которые занимаются заменой гильз, должны также выполнять замену гильз, и они будут отшлифованы и готовы к повторной сборке.
Короче говоря, если у вашего двигателя достаточно времени, чтобы ему потребовалась полная перестройка верхнего уровня, мы рекомендуем заменить гальваническое покрытие или заменить гильзу цилиндра. Технически вы можете использовать гильзу для цилиндра с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, что было получено от производителя оригинального оборудования. Если это просто освежение с небольшим количеством часов на двигателе, вы должны быть в состоянии просто деглазировать / оттачивать.
Эта штриховка на стенке цилиндра является целью процесса хонингования. Фото Вайсеко.
Что такое хонингование и зачем оно мне нужно?
Когда ваш двигатель был сделан новым на заводе, цилиндр был отточен. Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневых колец во время работы. Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих дефектах как о пиках и впадинах на поверхности металла. Они необходимы, потому что помогают стенкам цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между кромкой поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла для смазки постоянного контакта со стенкой цилиндра, было бы слишком большое трение, и и кольца, и цилиндр быстро изнашивались бы.
Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневых колец во время работы. Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих дефектах как о пиках и впадинах на поверхности металла. Они необходимы, потому что помогают стенкам цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между кромкой поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла для смазки постоянного контакта со стенкой цилиндра, было бы слишком большое трение, и и кольца, и цилиндр быстро изнашивались бы.
Термин «деглазирование» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку вашего цилиндра.
Мягкая хонинговальная щетка, подобная этой, является одним из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фото Вайсеко.
Как заточить цилиндр
Наиболее распространенными инструментами для хонингования небольших двигателей являются жесткие или щеточные хонинговальные станки и шаровые хонингователи. Хонингов можно заказать по размеру в соответствии с отверстием вашего цилиндра. Просто сопоставьте свой размер отверстия с информацией от компании, у которой вы заказываете свой точильный станок. Компания, занимающаяся хонингованием, также должна иметь рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
Хонингов можно заказать по размеру в соответствии с отверстием вашего цилиндра. Просто сопоставьте свой размер отверстия с информацией от компании, у которой вы заказываете свой точильный станок. Компания, занимающаяся хонингованием, также должна иметь рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на наличие повреждений. Если у вас заклинило поршень или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от того, насколько обширны повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в надежный магазин для получения наилучших рекомендаций.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними частями, хонингование должно быть единственным, что требуется. Если остекление минимальное, и вы все еще можете видеть достаточное количество штриховок, вы должны быть в состоянии избежать использования жесткого или щеточного хонингования, чтобы просто восстановить эти штриховки. Вам нужно будет оттачивать только 10-15 секунд за один раз, пока вы не увидите четкие штриховые метки.
Если остекление минимальное, и вы все еще можете видеть достаточное количество штриховок, вы должны быть в состоянии избежать использования жесткого или щеточного хонингования, чтобы просто восстановить эти штриховки. Вам нужно будет оттачивать только 10-15 секунд за один раз, пока вы не увидите четкие штриховые метки.
Шариковая заточка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую заточку на цилиндрах с гальваническим покрытием, если они не указаны как безопасные. Если вам нужно использовать шаровой хонинговальный инструмент для более плотного остекления цилиндра с гильзой, прикрепите его к дрели и смажьте тонким слоем моторного масла. Перед входом в цилиндр убедитесь, что цилиндр закреплен и неподвижен, а хонинговальный шарик вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10–15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых поперечных штрихов и повторите при необходимости.
После завершения хонингования обязательно тщательно очистите цилиндр, чтобы не осталось остатков материала.
При повторной сборке верхней части всегда обязательно дважды проверяйте зазор между поршнем и стенкой.
Подготовьте свой цилиндр должным образом во время восстановления, чтобы получить максимальную производительность и срок службы вашего двигателя. Фото Вайсеко.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню указано «отверстие и хонингование» или «отверстие/замена пластины», это значит, что вы заказали поршень, размер отверстия которого больше стандартного. Инструкции по растачиванию и хонингованию вашего цилиндра означают, что ваш цилиндр не был покрыт металлом от OEM-производителя, и его требуется только обработать до нужного размера для вашего поршня. Однако, если это цилиндр с гильзой, рассмотрите возможность замены гильзы в зависимости от времени работы двигателя. Инструкции по растачиванию и замене покрытия цилиндра означают, что ваш цилиндр поставляется с покрытием от производителя оригинального оборудования, поэтому единственная необходимая работа — это обработать цилиндр до нужного размера для вашего поршня, а затем восстановить / отточить.
В любом случае, мы рекомендуем, чтобы цилиндр расточил профессиональный слесарь с соответствующим оборудованием. Цилиндрические мастерские, которые заменяют гильзу и заменяют ее, обычно также имеют возможность расточки.
Снятие фаски означает скругление острых краев перед повторной сборкой, как это было сделано с этим цилиндром. Фото Вайсеко.
Не забудьте снять фаску и очистить
После любых работ по растачиванию или хонингованию цилиндра важно снять фаску со всех портов и нижней части цилиндра. Снятие фаски сглаживает любые острые края, чтобы оставить симметричный наклонный край. Создание наклонных кромок в нижней части цилиндра упрощает установку поршня и кольца. Вы также должны убедиться, что края портов в цилиндре также имеют хороший наклон, чтобы поршневые кольца не зацеплялись за какие-либо края во время работы двигателя.
Если у вашего цилиндра есть выпускной мост, убедитесь, что он сброшен на 0,002 дюйма до 0,004 дюйма, чтобы учесть расширение.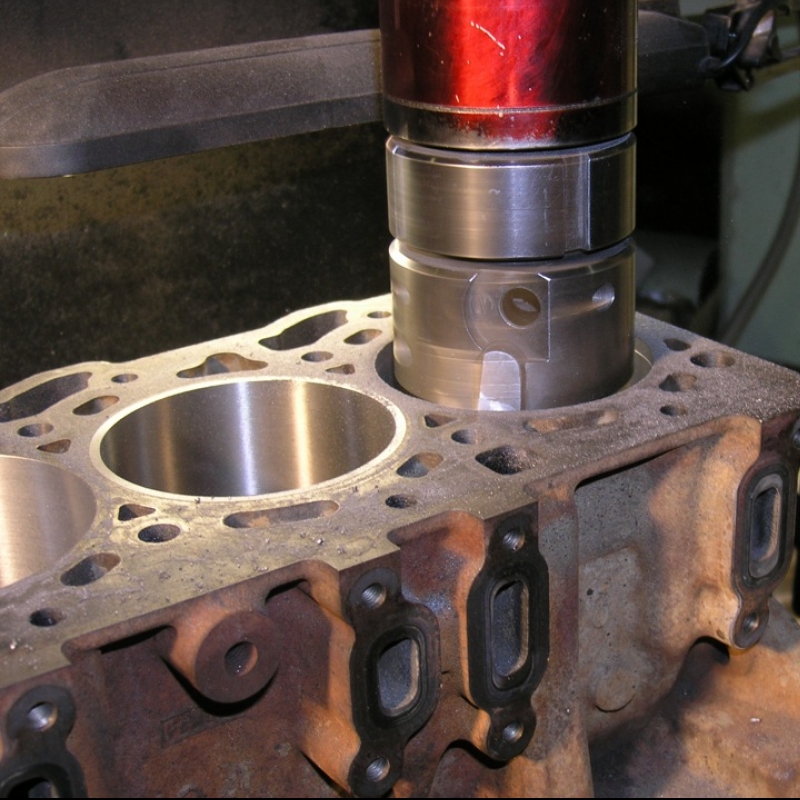
Наконец, обязательно тщательно очистите все детали, с которыми вы работали. Цилиндры, которые были расточены и/или отточены, будут иметь остаточное хонинговальное зерно. Его необходимо удалить, промыв теплой мыльной водой до тех пор, пока на смоченной маслом тряпке не останется песка после протирки поверхности стенки цилиндра. После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно покрывайте все свои базы, когда освежаете верхнюю часть в своей машине. Уделение необходимого внимания всем аспектам поможет вам добиться максимальной плавности работы и надежности вашего двигателя.
Галерея изображений
Идеальная отделка: поршневые кольца с высокими эксплуатационными характеристиками требуют надежного хонингования цилиндров производители и дистрибьюторы рекомендуют хонингование отверстий цилиндров с помощью BRM Flex-Hone с точностью до нескольких микрон.
«Несмотря на то, что поршневое кольцо, несомненно, имеет важное значение для производительности, оно является своего рода пасынком высокопроизводительного двигателя», — говорит Кит Джонс, технический эксперт компании Total Seal в Фениксе. «Их обвиняют практически во всем. Если есть проблема с компрессией, то это поршневые кольца. Если есть расход масла, то это кольца. Я не удивлюсь, если кольца обвинят в спущенной шине по дороге на гоночную трассу».
«Их обвиняют практически во всем. Если есть проблема с компрессией, то это поршневые кольца. Если есть расход масла, то это кольца. Я не удивлюсь, если кольца обвинят в спущенной шине по дороге на гоночную трассу».
Джонс много знает о поршневых кольцах и гонках. С 1967 его компания производит комплекты поршневых колец с высокими эксплуатационными характеристиками, устанавливаемые на гоночные двигатели, используемые в соревнованиях, начиная от IRL (Indy), NASCAR, спринтерских автомобилей World of Outlaw и других гоночных классов. Чтобы быть в курсе потребностей и степени удовлетворенности клиентов, компания Jones активно собирает отзывы от клиентов, особенно вопросы, касающиеся производительности и важных процедур установки.
За исключением стандартной автомобильной линейки, компания Total Seal предлагает бесчисленное множество различных комплектов колец для специализированных двигателей, каждый из которых имеет множество индивидуальных требований, включая материалы блока цилиндров и конструкцию поршневых колец. Из них особенно важно, чтобы поршневые кольца точно сохраняли 100-процентный контакт со стенками отверстий цилиндров блока. В противном случае проблемы с производительностью, такие как прорыв газов при сжатии и утечка масла, могут вызвать серьезные, если не катастрофические проблемы.
Из них особенно важно, чтобы поршневые кольца точно сохраняли 100-процентный контакт со стенками отверстий цилиндров блока. В противном случае проблемы с производительностью, такие как прорыв газов при сжатии и утечка масла, могут вызвать серьезные, если не катастрофические проблемы.
Обеспечение необходимого постоянного контакта между поршневыми кольцами и отверстием цилиндра почти всегда требует восстановления поверхности отверстий в гоночных автомобилях, либо потому, что отверстия не идеально круглые, либо были повреждены в результате предыдущего отказа кольца или поршня, либо из-за других факторов износа. В любом из таких случаев восстановление поверхности отверстий может быть проблемой.
«Высокопроизводительные блоки двигателей сильно изменились за последние пару десятилетий, — говорит Джонс. «Одним из наиболее примечательных изменений является твердость металла блока, которая может быть в несколько раз тверже, чем раньше. Это резко повлияло на требования к установке колец цилиндра, поскольку теперь для клиента крайне важно обеспечить правильную посадку кольца внутри отверстия цилиндра во время установки».
Джонс объясняет, что в прежние времена, когда блоки цилиндров изготавливались из относительно мягких металлов (например, твердость 150 по Бринеллю), установщики обычно могли полагаться на поршневые кольца, чтобы приспособиться к отверстиям цилиндров путем притирки поверхностей отверстий после установки. Однако такой подход уже нереалистичен, потому что сегодня блоки двигателей намного тверже (например, 330 Бринелля), а высокопроизводительные кольца значительно мягче с меньшим натяжением. Комбинация просто не допускает такой техники «взлома».
Для облегчения надлежащей подготовки поверхности цилиндра и подгонки поршневого кольца к отверстию компания Jones и другие производители и дистрибьюторы высококачественных колец рекомендуют хонингование отверстия цилиндра с жесткими допусками (в пределах нескольких микрон). Эта процедура позволяет с самого начала избежать чрезмерного прорыва газов при сжатии и неадекватной задержки масла в канале цилиндра.
Упрощенное решение для хонингования
Поскольку отверстия сильно различаются в зависимости от твердости блоков, конструкции и условий износа двигателя, правильное хонингование поверхностей отверстий может оказаться непростой задачей. Тем не менее, Джонс считает, что вместо довольно сложного и громоздкого подхода к заточке с помощью обычных камней он рекомендует Flex-Hone® производства Brush Research Manufacturing в Лос-Анджелесе.
Тем не менее, Джонс считает, что вместо довольно сложного и громоздкого подхода к заточке с помощью обычных камней он рекомендует Flex-Hone® производства Brush Research Manufacturing в Лос-Анджелесе.
Flex-Hone представляет собой инструмент в виде шарика, характеризующийся стержнем с небольшими абразивными шариками, постоянно прикрепленными к гибким нитям. Инструмент доступен во многих размерах с широким выбором зернистости. Он хорошо работает, когда его держат в руке, потому что конструкция автоматически самоцентрируется.
Способность инструмента делать перекрестную штриховку является неотъемлемой частью требований к обработке поверхности цилиндров большинства двигателей внутреннего сгорания, обеспечивая постоянное надлежащее удержание масла в стенках цилиндров.
С помощью инструмента такие детали, как твердосплавные втулки, расточенные втулки, гидравлические и пневматические цилиндры и другие цилиндрические полости, могут быть обработаны на производственной линии или обработаны в полевых условиях с использованием относительно недорогого инструмента, который требует небольшой настройки -время работы.
«Мы рекомендуем этот тип хона, потому что он работает очень хорошо, его легко использовать с ручной дрелью и он действительно надежен для среднего потребителя, не являющегося опытным механиком», — объясняет Джонс. «Очень легко ошибиться со средним жестким точилом, но очень сложно испортить Flex-Hone».
Flex-Hone доступен с 11 типами абразива и восемью зернами. В случае с большинством автомобильных цилиндров внутреннего сгорания зернистость 120 подходит для старых наборов литых колец или для цилиндров, которые были повторно расточены и немного шероховатые. Хонинговки с зернистостью от 180 до 240 являются хорошим выбором для общего удаления глазури, когда цилиндр не нужно растачивать или хонинговать. Зернистость 320, а иногда и зернистость 400, часто используются в высокопроизводительных приложениях с высокопроизводительными наборами колец.
Экспертная поддержка
Поскольку Flex-Hone доступен в различных размерах, а также с абразивами и текстурами, Джонс часто направляет клиентов в Brush Research за дополнительными техническими советами или рекомендациями по конкретным продуктам и процессам.
«Мы постоянно оказываем такую поддержку, — говорит Миллер. «Total Seal’s рекомендует использовать наш абразив LEVIGATED ALUMINA (сверхтонкий) в одном приложении, которое немного отличается от других запросов, которые мы получаем. Компания Total Seal сделала свою домашнюю работу и нашла комбинацию, которая лучше всего подходит для их колец из более твердых блочных материалов. Нас просят изготовить множество различных топологий поверхности, что не является проблемой для Flex-Hone».
«Например, у нас есть клиент, который производит двигатели для высокопроизводительной морской промышленности, и ему требуется отделка поверхности, которая сильно отличается от автомобильной. Итак, мы спрашиваем их, каких Ra, Rk и других характеристик поверхности они хотят достичь, а затем определяем и отправляем им инструмент, который будет соответствовать этим спецификациям».
Помимо специальных, индивидуальных применений, этот гибкий хонинговальный станок также используется в производственных условиях, в том числе с оборудованием с ЧПУ.
