Характеристики сварочного инвертора: Сварочный инвертор – виды, характеристики, правила выбора
Содержание
Основные характеристики сварочных аппаратов
Для многих, кто выбирает сварочный аппарат, его параметры ничего не могут пояснить. Ниже мы попробуем объяснить что значит каждый из параметров и как их понимать.
Напряжение питающей сети: напряжение сети, необходимое для работы сварочного аппарата. Бытовые используют однофазные сети с напряжением 220 В, професиональные — трехфазные с напряжением 380 В.
Частота питающей сети: требования по частоте к сети электропитания.
Потребляемая мощность: мощность, которая потребляется сварочным аппаратом, в Ваттах.
Напряжение холостого хода: минимальная сила тока на зажимах сварки без присутствия дуги. Чем выше этот показатель — тем проще поджечь электрическую дугу. На всех электродах всегда указывается тип тока (переменный или постоянный) и минимально требуемый для поджига уровень напряжения холостого хода.
Диаметр сварочного электрода: минимальный и максимальный диаметр сварочного электрода который допускается использовать на данном аппарате при сварке.
ПН (полезная нагрузка), ПВ (период включения), Рабочий цикл: зачастую указывается двумя цифрами — процент и сила тока (а). В процентном соотношении показывает, сколько времени за 10 минутный интервал он может работать и сколько аппарату необходимо охладиться после работы. Например: «70% 160А «- при силе тока 160А он может работать 7 минут (70%) и 3 минуты необходимо для охлаждения.
Коэффициент полезного действия (КПД): отношение полезной мощности сварочного аппарата к потребляемой.
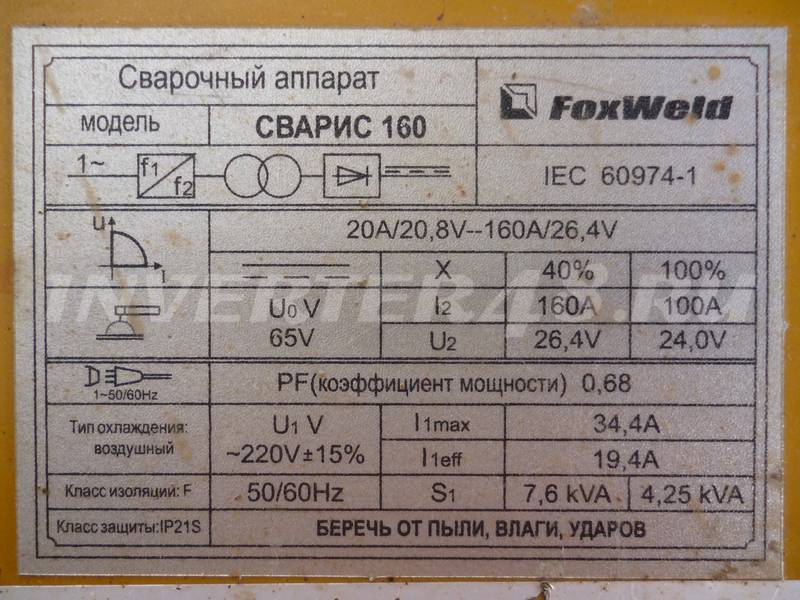
Класс изоляции: предел стойкости изоляционных материалов по нагреву: F — до 155 градусов Цельсия, H — 180 градусов, C — свыше 180 градусов.
Степень защиты IP: степень защищенности аппарата от пыли и влаги. Определить ее у сварочного аппарата можно на глаз: Если все вентиляционные щели полностью открыты — IP21, прикрыты сверху закрывающими козырьками — IP22, почти полностью закрыты — IP23. Более высокие показатели степени защиты затруднены в техническом исполнении и не имеют смысла.
Более высокие показатели степени защиты затруднены в техническом исполнении и не имеют смысла.
Пределы регулирования тока: минимальный и максимальный предел силы тока. Настраивается исходя из толщины металла и толщины электрода.
Номинальное напряжение: Минимальное напряжение присутствующее в дуге. Данный показатель в среднем в 2-2,5 раза меньше напряжения холостого хода. Низкие показатели данного параметра полезны при сварке тонких металлических деталей.
Типы сварки:
- MMA (Manual Metal Arc) — ручная дуговая сварка осуществляющаяся исключительно одним электродом.
- TIG (Tungsten Inert Gas) — ручная дуговая сварка неплавящимся электродом в среде инертного газа.
- MIG/MAG (Metal Inert/Active Gas) — дуговая сварка плавящимся металлическим электродом в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки.
Если у вас еще остались вопросы, вы можете задать их нашим консультантам по телефонам +7 (8452) 46-16-26, +7 (927) 051-23-08.
что собой представляет, особенности применения
Инверторные сварочные аппараты – это сварочные агрегаты, удобные и простые в использовании, что позволяет им занимать лидирующие позиции среди всех видов подобных инструментов.
Сварочные аппараты существенно отличаются от сварок других видов особенностями электрической схемы, по которой они создаются. Основой таких приборов являются полупроводниковые диоды, транзисторы и тиристоры.
Принцип работы такого аппарата основан на технологии контролированного сдвига напряжения в сторону определенных показателей.
Работа устройства основана на выполнении таких последовательных процессов:
- Преобразование переменного тока, который поступает из обычной бытовой розетки, в постоянный.
ыполнение такого процесса обеспечивает диодный мост, который является обязательным блоком аппарата. - Далее уже измененный ток направляется на другой инвертор, который в этом конкретном случае выполняет функцию генератора высокочастотных импульсов.

- В транзисторной системе происходит обратное преобразование постоянного тока в переменный с повышенными параметрами частоты для обеспечения достаточной мощности прибора.
- После этого ток передается на трансформатор небольших размеров, который осуществляет снижение его напряжения и одновременно обеспечивает повышение его силы. Параметры такого важного и обязательного компонента позволяют создавать сварочные аппараты с минимальными габаритами и весом.
- Последним этапом преобразования тока является его возвращение в переменный для дальнейшей подачи его на выпрямитель. После этого ток снова преобразовывается в постоянный и подается для непосредственного выполнения сварочных работ.
Такой принцип работы и прохождение преобразовательных этапов гарантируют дугу со стабильными параметрами и равномерное поддержание таких характеристик для нормальной сварки деталей без прожогов металла или залипания электродов.
Несмотря на необходимость проводить большое количество процессов, инверторная сварка потребляет меньше электрической энергии и абсолютно безопасна для сети и бытовой техники.
Безопасно использовать инверторный сварочный аппарат можно с обязательным соблюдением таких простых правил:
- следить за состоянием и целостностью проводов, которые пропускают ток большой силы;
- обеспечивать надежную фиксацию клемм на устройстве для предотвращения возможности поражения мастера и других людей током;
- перед началом работы нужно проверить исправность всех компонентов – если конструкция охлаждается с применением вентилятора, то нужно убедиться, что он работает;
- проверить обязательное наличие средств индивидуальной защиты для сварщика;
- организовывать работу нужно только в благоприятных условиях, без превышения уровней допустимого температурного режима или влажности;
- точно соблюдать рекомендации и правила производителя.
Достоинства применения сварочного инвертора и минусы использования
Положительными характеристиками, которыми обладают такие виды оборудования для сварки металлических компонентов, являются:
- компактные размеры и небольшой вес, что позволяет удобно, без лишних проблем и трудностей перевозить или хранить прибор;
- универсальность устройств – можно обеспечивать эффективную работу с разными электродами и качественную обработку металлических поверхностей деталей из разного вида сплавов;
- при касании электрода к месту шва редко возникают моменты его залипания, что позволяет работать оперативно без лишних затрат времени и сил мастера;
- высокая эффективность работы с минимальными потерями энергии, и ее точное направление на создание дуги;
- во время использования устройства наблюдаются минимальные показатели разбрызгивания раскаленных частиц металла, что обеспечивает комфорт и безопасность работы сварщика;
- возможность создавать аккуратные, красивые швы без брака или недочетов;
- можно применять специальные электроды для работы с компонентами, которые сложно обрабатывать обычными инструментами – цветными металлами и изделиями с повышенным уровнем устойчивости к возникновению коррозий;
- удобные способы точно и быстро регулировать параметры тока, которые подаются на устройство для выполнения конкретного вида сварочных работ;
- наличие деталей регулировки стабильного состояния дуги и другие защитные функции позволяют использовать оборудование такого типа как профессиональными мастерами, так и новичками, у которых нет большого опыта работы с таким инструментом;
- минимальные показатели воздействия на электросеть, что обеспечивает максимальный уровень безопасности бытовой техники, которая включена во время сварочного процесса.

Негативными моментами, которые могут затруднять применение устройств, могут стать следующие нюансы:
- недостаточный уровень защиты от пыли и других загрязнений, которые могут негативно сказываться на работе и сроке нормального использования устройства длительное время без необходимости периодически чистить детали конструкции;
- требования для применения устройств при минимальных показателях минусовых температур внешней среды существенно ограничивают возможность использования сварки зимой на открытой местности;
- высокие показатели стоимости по сравнению с другими видами сварочных аппаратов.
Несмотря на указанные недочеты, использование таких приборов обеспечивает выполнение качественного и надежного соединения металлических деталей с ровными, аккуратными швами без сложных процессов работы и с возможностью использования как опытными мастерами, так и новичками.
Характеристики приборов, которые необходимо учитывать при выборе
Для того чтобы инверторный сварочный аппарат прослужил многие годы без поломок и смог в полной мере удовлетворить потребности в сварке определенного качества и эффективной обработке деталей, изготовленных из различных металлических сплавов, важно его правильно выбрать.
Перед покупкой таких инструментов важно обязательно учитывать такие параметры:
- Толщина металлических деталей, которые нужно соединять между собой. Необходимо учитывать для того, чтобы использовать устройство без перегревов и перегрузов в условиях превышения допустимых уровней нагрузки. Важно соблюдать параметры, на которые рассчитан агрегат. Такие требования производитель в обязательном порядке указывает в инструкции к прибору. Для того чтобы не переживать о таких моментах, достаточно обеспечить дополнительный запас мощности.
- Параметры напряжения сети. Универсальные сварочные аппараты могут использоваться от обычной бытовой розетки с сетью в 220 В. Устройство оборудовано надежной системой защиты, которая позволяет выдерживать скачки напряжения, которые часто случаются в домашних сетях электрических линий, и создавать условия для нормального выполнения сварочных процессов.
- Количество и качество печатных плат в устройстве.
 Эти детали – основа сварки такого типа. Покупка дешевого устройства приведет к выходу из строя такого компонента, а ремонт зачастую предполагает полную замену этого дорогостоящего элемента. Для того чтобы уточнить подобные характеристики, можно изучить описание устройства на товарных карточках или уточнить такую информацию у продавцов.
Эти детали – основа сварки такого типа. Покупка дешевого устройства приведет к выходу из строя такого компонента, а ремонт зачастую предполагает полную замену этого дорогостоящего элемента. Для того чтобы уточнить подобные характеристики, можно изучить описание устройства на товарных карточках или уточнить такую информацию у продавцов. - Диапазон допустимых температур внешней среды, при которых можно без риска поломки применять прибор. Использование сварочного аппарата в более суровых условиях приведет к выходу из строя электроники устройства.
- Процесс ремонта устройств, в случае поломки какой-либо детали, выполнить собственными усилиями будет достаточно сложно.
Выбор и применение сварочного инверторного аппарата необходимо проводить с учетом уровня собственных навыков, цели применения, финансовых возможностей и личных предпочтений каждого мастера.
Сварочный инвертор – это инструмент, который имеет сложную конструкцию и состоит из нескольких блоков, что требует аккуратного использования и точного соблюдения всех требований и рекомендаций производителей.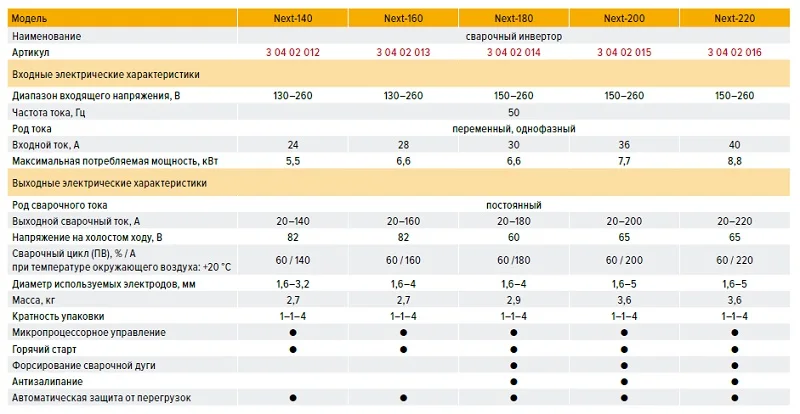 Такой подход обеспечит отличную службу агрегата и выполнение разных этапов обработки металлических конструкций.
Такой подход обеспечит отличную службу агрегата и выполнение разных этапов обработки металлических конструкций.
Сварочный аппарат, Производители сварочных аппаратов, Сварочный аппарат MIG
V-I Характеристики сварочного аппарата
Характеристики для различных сварочных установок. Он показывает взаимосвязь между напряжением дуги и током дуги. Во время сварочной дуги длина между кончиком электрода и заготовкой определяет сопротивление дуги и, следовательно, падение потенциала на дуге. Другими словами, длина дуги определяет напряжение дуги больше, чем длина дуги выше напряжения дуги, и именно это напряжение позволяет протекать определенному току в соответствии с характеристиками сварочной установки (агрегата).
Существует три основных типа характеристик:
- Характеристики спада (или постоянный ток)
- Плоское (или постоянное напряжение)
- Тип повышения напряжения
Все наше внимание будет сосредоточено только на характеристиках падающего типа, поскольку он используется в основном в установках для дуговой сварки, как переменного, так и постоянного тока.
1. Падающий тип (постоянный ток): Падающие характеристики V-I используются на сварочных аппаратах постоянного тока. Когда дуга зажигается в аппарате для дуговой сварки (сварочном аппарате GMAW), электрод, по существу, находится в состоянии короткого замыкания, что немедленно потребовало бы внезапного тока, иначе машина спроектирована таким образом, чтобы предотвратить это. Машина постоянного тока разработана таким образом, чтобы свести к минимуму эти внезапные скачки напряжения.
Поскольку мы знаем, что установка для ручной дуговой сварки металла имеет падающие характеристики V-I. Падение означает, что напряжение на клеммах сварочного аппарата уменьшается по мере увеличения сварочного тока. В аппарате для дуговой сварки (сварка ММА) длина дуги (зазор между заготовкой и электродом), от более короткой дуги B до более длинной дуги A, имеет заметное изменение (K) в напряжении, но соответствующее изменение (c) в ток очень маленький.
Падающая характеристика V-I применима для сварочных аппаратов переменного и постоянного тока, которые используются для сварочных аппаратов SMAW, сварочных аппаратов TIG и аппаратов для дуговой сварки под флюсом (сварочных аппаратов SAW), аппаратов для плазменной дуговой сварки и MMA (ручной дуговой сварки металлом). Аппарат, напряжение в момент сварки примерно 30-40 В.
Аппарат, напряжение в момент сварки примерно 30-40 В.
2 . Плоское или постоянное напряжение Характеристики типа используются с полуавтоматическим сварочным аппаратом MIG и другими автоматическими сварочными аппаратами.
3 . Характеристики типа нарастающего напряжения используются с полностью автоматическим сварочным аппаратом.
a) Напряжение холостого хода обычно находится в диапазоне от 70 до 80 вольт.
b) Система регулирования сварочного тока обычно находится в секции переменного тока аппарата перед выпрямителями. Регулирование тока основано на принципе переменной индуктивности или импеданса. Различные методы изменения импеданса для регулирования тока:
a) Подвижный шунт
b) Реактор с отводом
c) Подвижная катушка
d) Реактор насыщения
e) Подвижная активная зона реактора
ток электрода и трансформатора можно изменять, изменяя индуктивность. Для управления током во время сварки необходимо средство изменения этой индуктивности.
Для управления током во время сварки необходимо средство изменения этой индуктивности.
a) Реактор с отводом
b) Реактор с подвижной активной зоной
c) Реактор насыщенного типа
Сводка
500500 UWI-500TP СВАРОЧНЫЙ ИНВЕРТОР_江苏爵纳贸易有限公司
产品中心 1 8 Продукты
{{= имя}}
{{еще}}
{{= имя}}
{{/если}}
{{если родитель}}
{{еще}}
{{/если}}
Информация о продукте
Этот продукт заменяет номер продукта: 670398
Характеристики
- Аппарат UWI-500TP предназначен для сварки всеми типами и размерами сварочной проволоки, покрытыми электродами, угольными электродами и электродами для сварки TIG в диапазоне токов: 5 — 500А.
- Компенсация линейного напряжения поддерживает постоянную выходную мощность источника питания независимо от колебаний входной мощности от 10% ниже минимального до выше максимального номинального входного напряжения.

- Функция полной защиты со световым индикатором предотвращает повреждение машины в случае выпадения одной из фаз основного источника питания или при подаче на машину перенапряжения.
- Защита от тепловой перегрузки с помощью световых индикаторов помогает предотвратить повреждение машины в случае превышения рабочего цикла или блокировки потока воздуха.
- Безопасен в использовании. Функция устройства снижения напряжения снижает контактное напряжение разомкнутой цепи всего до 9 В, обеспечивая оптимальную безопасность оператора.
- Дистанционное управление силой тока можно использовать для всех процессов, а также для двух параллельно работающих машин до 1000 ампер для строжки воздушно-угольной дугой.
- Отдельные характеристики доступны для сварки стандартными электродами, для целлюлозных электродов, для TIG, для строжки с воздушно-угольной дугой и для сварки проволокой с защитным газом или без него. Это обеспечивает оптимальные свойства для всех процессов
- Регулируемый горячий старт для сварки ММА обеспечивает оптимальное зажигание дуги для всех типов электродов и предотвращает пригорание электрода.
- Регулируемая сила дуги для сварки ММА позволяет изменять характеристики дуги для конкретных применений и электродов.
- Двухступенчатое управление горелкой TIG с функцией Lift-Arc обеспечивает легкий и плавный запуск дуги TIG, а дистанционное управление от 5 А до максимума обеспечивает полный контроль дуги как во время сварки, так и при нисходящем конце сварного шва.
Регулируемая продувка газа предотвращает дефекты в конечной фазе сварки.
Преимущества
UWI-500TP может выполнять обычные стержневые электроды, целлюлозные стержневые электроды, TIG (с подъемной дугой), сварку проволокой и строжку воздушно-угольной дугой.
Диапазон тока от 5 до 500 А охватывает использование сварочных электродов любого размера, а параллельное соединение двух аппаратов обеспечивает 1000 А для самых требовательных к мощности задач по строжке воздушно-угольной дугой.
Спецификация
Общий
| Invent Hazard Material (IMO/EU) классификация | Д-1 |
|---|
Размеры/Вес
| Высота [мм] | 510 |
|---|---|
| Длина | 670 |
| Вес [кг] | 47 |
| Ширина [мм] | 290 |
Технические данные
| Рабочий цикл [%] | 50 при максимальном токе |
|---|---|
| Пылевлагозащита | ИП23С |
| Рекомендуемый предохранитель [A] | 32 медленный |
| Напряжение [В] | 3 фазы 380-440В 50/60Гц сеть |
| Сварочный ток [А] | 5-500 |
Варианты
| Название продукта | Номер продукта | Высота [мм] | Длина | Вес [кг] | Ширина [мм] | Invent Hazard Material (IMO/EU) классификация | Рабочий цикл [%] | Пылевлагозащита | Рекомендуемый предохранитель [A] | Напряжение [В] | Сварочный ток [А] |
|---|---|---|---|---|---|---|---|---|---|---|---|
ACA-384 15X5X305MM 50 ШТ. 2,1 КГ 2,1 КГ | 758458 (заменяет 699561) | 2.1 | нет данных | ||||||||
| ACA-384 8,0X305 мм 50 шт. 1,3 кг | 758466 (заменяет 699553) | 1.3 | нет данных | ||||||||
| ACA-384 8,0X305 мм 50 шт. 1,3 кг | 758466 (заменяет 699553) | 1.3 | нет данных | ||||||||
| ВОЗДУШНАЯ УГЛЕРОДНАЯ ДУГОВАЯ ГОРЕЛКА 600A | 528703 | нет данных | |||||||||
| ВОЗДУШНАЯ УГЛЕРОДНАЯ ДУГОВАЯ ГОРЕЛКА 600A | 528703 | нет данных | |||||||||
| ВОЗДУШНАЯ УГЛЕРОДНАЯ ДУГОВАЯ ГОРЕЛКА 600A | 528703 | нет данных | |||||||||
ПРЕОБРАЗОВАТЕЛЬ В СБОРЕ.  |