Наплавка автоматическая под флюсом: Дуговая наплавка под флюсом
Содержание
Автоматическая наплавка и сварка под слоем флюса — Студопедия
Поделись
Механизированные способы сварки и наплавки
Сварка и наплавка деталей вручную не всегда обеспечивают требуемое качество наплавленного металла, которое во многом зависит от квалификации сварщика. Производительность в этом случае весьма низкая. Кроме того, из-за таких особенностей ручной сварки, как большой нагрев, невозможность наплавки внутренних поверхностей и др. она не может быть применена для восстановления ряда деталей. Поэтому находят большое применение механизированные способы наплавки и сварки, обеспечивающие высокую производительность и качество работ.
для восстановления деталей применяют способы механизированной сварки и наплавки:
1) автоматическая наплавка и сварка под слоем флюса;
2) автоматическая наплавка и полуавтоматическая сварка в защитной среде углекислого газа;
3) автоматическая электроимпульсная наплавка;
4) контактная сварка.
Идея сварки под флюсом принадлежит Н.Г.Славянову. Способ автоматической наплавки и сварки под слоем флюса в том виде, в каком он в настоящее время применяется, разработан в Институте электросварки АН УССР имени академика Е.О.Патона. Сущность этого способа заключается в следующем. Между наплавляемой деталью и электродной проволокой образуется электрическая дуга . В зону горения дуги из бункера с помощью специального устройства сыплется сухой зернистый флюс, покрывающий толстым слоем наплавляемый участок поверхности детали. Выделяющееся при горении дуги тепло плавит электродную проволоку, основной металл детали и часть флюса. Над ванной расплавленного металла образуется полость (пузырь), заполненная газами и парами, выделяющимся при горении дуги. Расплавленный флюс (жидкий шлак) образует эластичную оболочку, надежно защищающую всю зону горения дуги от влияния атмосферного воздуха. Эта оболочка при повышенном давлении во флюсовом пузыре не мешает газам, образующимся в процессе наплавки, выходить наружу.
При наплавке Цилиндрической поверхности деталь вращается, для того чтобы металл не стекал с наплавляемой поверхности, электродную проволоку смещают с зенита (точки, находящейся над осью) детали в сторону, противоположную направлению вращения, на величину, которая в зависимости от режима наплавки и диаметра детали принимается равной 3…12мм.
По мере удаления расплавленного металла от места горения дуги происходит его кристаллизация и затвердевание шлака. В результате на поверхности детали образуется металлический валик, покрытый шлаковой коркой и нерасплавленным зернистым флюсом, который постепенно ссыпается вниз. Неиспользованный флюс возвращается в бункер. Электродная проволока подается в зону горения дуги с помощью подающего механизма, являющегося составной частью наплавочной головки, устанавливаемой на суппорте токарного станка. Скорость подачи проволоки составляет 80…160м/ч. Наплавляемую деталь устанавливают в центрах станка.
Наплавку производят постоянным током обратной полярности. Источниками тока обычно служат сварочные преобразователи ПС—З00, ПС—500 и др.
Наплавку цилиндрических поверхностей деталей чаще всего производят по винтовой линии. Наплавляемые валики накладывают так, чтобы каждый последующий перекрывал предыдущий. При этом валики металла должны быть хорошо сплавлены между собой (проварены) и не содержать шлаковых включений, для этого шлаковую корку необходимо удалять с поверхности наплавленного валика до того, как к нему будет приварен следующий валик, т.е. за время, меньшее, чем требуется для одного оборота детали ударами заостренного молотка.
При продольной наплавке шлицев деталь, установленная в центрах токарного станка, остается неподвижной, а суппорт станка наплавочной головкой совершает продольную подачу. После наложения одного продольного валика деталь поворачивают на 180°, с противоположной стороны ее наплавляют следующий валик.
В такой последовательности производят весь процесс продольной наплавки. При этом конец электродной проволоки должен находиться на середине впадины между шлицами. Величина продольной подачи наплавочной головки (суппорта станка) составляет 3,4— 12 мм/об (большие величины принимают при наплавке шлицев).
При этом конец электродной проволоки должен находиться на середине впадины между шлицами. Величина продольной подачи наплавочной головки (суппорта станка) составляет 3,4— 12 мм/об (большие величины принимают при наплавке шлицев).
Круговую наплавку деталей производят электродной проволокой д1,2 или 1,4 мм, а продольную —2,0 мм наплавочной проволокой из сталей марок Нп-40, Нп-50 и сварочную проволоку из сталей марок Св-08,СП-ГА, Св-1ОГА, Св-I8ХГСА и др.
При наплавке используют аналогичные флюсы. Флюс служит не только для защиты наплавленного металла от атмосферного воздуха, но и для легирования, уменьшения обрызгивания и угара, а также сохранения тепла дуги.
Автоматической наплавкой под слоем флюса можно восстанавливать, цилиндрические поверхности и резьбы деталей диаметром более 35 мм, а также шлицы, возможна наплавка плоскостей и поверхностей отверстий, в последнем случае применяют специальные изогнутые мундштуки.
Удаление шлаковой корки при наплавке поверхности отверстия связано с известными трудностями. В этом случае наплавку производят в два прохода. Вначале наплавляют поверхность отверстия, чтобы соседние нитки не перекрывались (увеличивают шаг наплавки). Затем удаляют шлаковую корку специальным резцом или с помощью зубила и молотка, после чего оплавляют вторично (при том же шаге наплавки), но сдвинув электрод так, чтобы наплавляемый валик попадал посередине между нитками первого прохода. Твердость металла после наплавки может быть повышена термической обработкой (закалкой и отпуском). Режим наплавки:
В этом случае наплавку производят в два прохода. Вначале наплавляют поверхность отверстия, чтобы соседние нитки не перекрывались (увеличивают шаг наплавки). Затем удаляют шлаковую корку специальным резцом или с помощью зубила и молотка, после чего оплавляют вторично (при том же шаге наплавки), но сдвинув электрод так, чтобы наплавляемый валик попадал посередине между нитками первого прохода. Твердость металла после наплавки может быть повышена термической обработкой (закалкой и отпуском). Режим наплавки:
Напряжение, В 25-40
Сила тока, А а) для круговой наплавки 75…140
б) Для продольной наплавки шлицев 170…270
Наплавленную поверхность детали подвергают механической обработке (точению, фрезерованию, шлифованию) до требуемых размеров и шероховатости поверхности. В некоторых случаях для облегчения механической обработки и уменьшении внутренних напряжений деталь после наплавки подвергают отжигу или отпуску, твердость наплавленного металла снижается.
Автоматическую наплавку под слоем флюса применяют для восстановления: коленчатого вала (наплавка шеек), полуоси (наплавка шлицевого конца), карданного в (наплавка шлицевого конца и сварка вилки с трубой), трубы оси (наплавка шеек под подшипник и под резьбу), распределительного вала (наплавка концевой шейки под резьбу) и других деталей
Особенно эффективно использование этого способа для восстановления коренных и шатунных шеек коленчатых валов. На ремонтных предприятиях освоены различные технологические процессы наплавки шеек коленчатых валов под слоем флюса.
На ремонтных предприятиях освоены различные технологические процессы наплавки шеек коленчатых валов под слоем флюса.
Восстановлению подлежат коленчатые валы, не имеющие подрезанных галтелей и трещин любого характера. Перед наплавкой шейки коленчатого вала зачищают наждачной шкуркой до металлического блеска, изолируют отверстия для смазки асбестовыми пробками и заполняя их сверху огнеупорной глиной. Уровень глиняного заполнения должен быть ниже поверхности шейки на 1…1,5 мм, отверстия не залавляются (расплавленный металл к ним не пристает) и поэтому отпадает необходимость в сверлении.
Шейки коленчатого вала наплавляют по всей длине за один проход. Вначале наплавляют шатунные шейки. При этом должен быть предусмотрен припуск на последующее шлифование шеек 0,75—1,0 мм на сторону. Необходимо отметить, что при этом способе наплавки коленчатый вал подвергается значительному нагреву и деформациям. Исследования показали, что деформации происходят не сразу после наплавки, а в период охлаждения коленчатого вала от температуры 150°С до комнатной. Для уменьшения деформации коленчатый вал охлаждается в вертикально подвешенном положении. Затем его проверяют по средней коренной шейке на биение, величина которого не должна превышать 0,3 мм. Коленчатые валы с большим биением необходимо править. После этого их шатунные шейки шлифуют начерно.
Для уменьшения деформации коленчатый вал охлаждается в вертикально подвешенном положении. Затем его проверяют по средней коренной шейке на биение, величина которого не должна превышать 0,3 мм. Коленчатые валы с большим биением необходимо править. После этого их шатунные шейки шлифуют начерно.
Наплавку шеек коленчатого вала производят постоянным током обратной полярности.
Наплавленные коренные шейки подвергают черновому шлифованию, после чего коленчатый вал проверяют на биение и, если необходимо, правят. Затем зенковкой, оснащенной пластинками из твердого сплава, зенкуют отверстия для смазки в шатунных и коренных шейках коленчатого вала. После этого удаляют глину, асбестовые пробки, очищают масляные каналы от загрязнений и продувают их сжатым воздухом. Завершающими операциями являются чистовое шлифование коренных и шатунных шеек коленчатого вала под нормальный размер и полирование.
Наплавка шеек коленчатых валов под слоем флюса с легирующими компонентами обеспечивает получение наплавленного слоя, соответствующего по своему составу хромомарганцевой стали марки 60ХГ. При охлаждении на воздухе этот слой приобретает однородную структуру мелкозернистого мартенсита с твердостью в пределах НRС56…62, благодаря чему отпадает необходимость в термической обработке. Наплавленный металл получается без пор, раковин и трещин. Восстановленные коленчатые валы по износостойкости поверхности шеек не уступают новым. Этот способ наплавки обеспечивает достаточно высокую усталостную прочность восстановленных коленчатых валов. Как показали исследования, запас усталостной прочности на кручение вала двигателя ГАЗ, шейки которого наплавлены этим способом, составляет 1,22 (для нового коленчатого вала 1,74), что при отсутствии больших перегрузок вполне обеспечивает надежность его работы. Этим способом шейки коленчатого вала нельзя восстанавливать много кратно из-за его укорочения.
При охлаждении на воздухе этот слой приобретает однородную структуру мелкозернистого мартенсита с твердостью в пределах НRС56…62, благодаря чему отпадает необходимость в термической обработке. Наплавленный металл получается без пор, раковин и трещин. Восстановленные коленчатые валы по износостойкости поверхности шеек не уступают новым. Этот способ наплавки обеспечивает достаточно высокую усталостную прочность восстановленных коленчатых валов. Как показали исследования, запас усталостной прочности на кручение вала двигателя ГАЗ, шейки которого наплавлены этим способом, составляет 1,22 (для нового коленчатого вала 1,74), что при отсутствии больших перегрузок вполне обеспечивает надежность его работы. Этим способом шейки коленчатого вала нельзя восстанавливать много кратно из-за его укорочения.
Наплавка шеек коленчатых валов двигателей ГАЗ под слоем флюса с последующей термической обработкой. Технологический процесс восстановления шеек коленчатых валов этим способом имеет много общего с технологическим процессом восстановления шеек коленчатых валов наплавкой под слоем флюса с легирующими компонентами. Перед наплавкой шеек отверстия для смазки закрывают стальными заглушками. Наплавку ведут электродной проволокой 1,8 мм с применением флюса марки АН-348А, предусматривая припуска на последующую механическую обработку шеек 2—2,5 мм на сторону. Указанную величину припуска выбирают, исходя из необходимости удаления окалины и обезуглероженного слоя, образующегося при высоком отпуске коленчатого вала.
Перед наплавкой шеек отверстия для смазки закрывают стальными заглушками. Наплавку ведут электродной проволокой 1,8 мм с применением флюса марки АН-348А, предусматривая припуска на последующую механическую обработку шеек 2—2,5 мм на сторону. Указанную величину припуска выбирают, исходя из необходимости удаления окалины и обезуглероженного слоя, образующегося при высоком отпуске коленчатого вала.
В результате наплавки шеек отверстия для смазки оказываются заправленными. Их сверлят на радиально или настольно- сверлильном станке в горизонтальном положении: на радиально-сверлильном станке — в постелях блока цилиндров, на настольно-сверлильном — на призмах. Наклонное расположение отверстий обеспечивается наклоном шпинделя станка на соответствующий угол. В радиально станке наклон шпинделя предусмотрен его конструкцией (бабка шпинделя может поворачиваться в вертикальной плоскости). Настольно-сверлильный станок устанавливают наклонно на специальной клиновой подставке.
После черновой механической обр. (точением или шлифованием) и зенкования отверстий для смазки шейки коленчатого вала подвергают термической обработке, которая состоит из высокого отпуска и поверхностной закалки (с нагревом токами высокой частоты) с самоотпуском. Для проведения высокого отпуска коленчатые валы нагревают в печи до температуры 650С, выдерживают при этой температуре в течение 2,5 ч, после чего они охлаждаются на воздухе при температуре не ниже 15°С. Затем шейки коленчатого вала закаливают на глубину 3,0—3,5 мм с нагревом ТВЧ, в процессе закалки шейки охлаждают водой (не до полного остывания), дальнейшее охлаждение шеек производится на воздухе. При этом происходит самоотпуск закаленного слоя детали, в результате чего уменьшаются внутренние напряжения, возникающие при закалке. Твердость поверхности шеек после термообработки НRС 53…60.
(точением или шлифованием) и зенкования отверстий для смазки шейки коленчатого вала подвергают термической обработке, которая состоит из высокого отпуска и поверхностной закалки (с нагревом токами высокой частоты) с самоотпуском. Для проведения высокого отпуска коленчатые валы нагревают в печи до температуры 650С, выдерживают при этой температуре в течение 2,5 ч, после чего они охлаждаются на воздухе при температуре не ниже 15°С. Затем шейки коленчатого вала закаливают на глубину 3,0—3,5 мм с нагревом ТВЧ, в процессе закалки шейки охлаждают водой (не до полного остывания), дальнейшее охлаждение шеек производится на воздухе. При этом происходит самоотпуск закаленного слоя детали, в результате чего уменьшаются внутренние напряжения, возникающие при закалке. Твердость поверхности шеек после термообработки НRС 53…60.
Деформация коленчатого вала после термической обработки, проверенная по биению средних коренных шеек относительно крайних, не превышает в среднем 0,1 мм и устраняется шлифованием шеек. После термической обработки шейки коленчатых валов шлифуют и полируют до получения требуемых размеров и шероховатости поверхности.
После термической обработки шейки коленчатых валов шлифуют и полируют до получения требуемых размеров и шероховатости поверхности.
Коленчатые валы восстановленные этим способом, по износостойкости шеек и усталостной прочности не уступают новым. Вместе с тем наплавка шеек коленчатых валов под слоем флюса с последующей термической обработкой несколько усложняет технологический процесс восстановления (увеличивается трудоемкость, возникает необходимость в установке ТВЧ) и поэтому ее целесообразно применять только на крупных специализированных предприятиях, для ремонтных предприятий с небольшой производственной программой можно рекомендовать наплавку шеек коленчатых валов под слоем флюса с легирующими компонентами.
Успешное внедрение в практику работы ремонтных предприятий автоматической наплавки под слоем флюса объясняется следующими ее преимуществами:
1) Высокой производительностью (в 5—10 раз выше, чем при ручной сварке и наплавке) в результате более высокой плотности тока (до 125 А/мм, рационального использования тепловой энергии и уменьшения количества расплавляемого металла.
2) Высоким качеством наплавленного металла, которое достигается благодаря защите его от действия атмосферного воздуха, а также легированию флюсом.
3) Экономией электродной проволоки и электроэнергии, которая обеспечивается отсутствием потерь на угар, разбрызгивание, лучеиспускание и уменьшением сечения швов на 20—40% против ручной сварки. Количество наплавленного металла уменьшается в результате уменьшения припусков на последующую механическую обработку. КПД дуги, горящей под слоем флюса, составляет 0,86—0,92, в то время как открытой дуги — 0,4.
4) Улучшением условий работы сварщика, так как дуга горит под слоем флюса.
5) Возможностью использования сварщиков более низкой квалификации.
6) Более низкой стоимостью работ (в 2—2,5 раза ниже стоимости таких же работ, выполненных вручную).
Автоматическая наплавка и полуавтоматическая сварка в защитной среде углекислого газа
Электрическая дуга горит в среде углекислого газа, который, оттесняя воздух, защищает от его вредного воздействия расплавленный металл сварочной ванны. Голая электродная проволока подается в зону горения дуги через специальную газоэлектрическую горелку, к которой подводятся электрический ток и углекислый газ.
Голая электродная проволока подается в зону горения дуги через специальную газоэлектрическую горелку, к которой подводятся электрический ток и углекислый газ.
Сварку и наплавку в защитной среде углекислого газа рекомендуется вести постоянным током обратной полярности, для этого используют сварочные полу и автоматы.
Для защиты расплавленного металла в процессе сварки (на плавки) используют главным образом сжиженную пищевую углекислоту, поставляемую в стальных баллонах. При выходе из баллона углекислота образует углекислый газ. В одном баллоне емкостью 40 л находит 25 кг жидкой углекислоты под давлением 4Мпа, из которой при испарении образуется около 12,5куб.м углекислого газа. Его хватает на 12…15 ч непрерывной работы одной горелки. В обычной пищевой углекислоте содержится некоторое количество воздуха и воды, которые могут увеличивать разбрызгивание металла при сварке, снижать пластические свойства шва и вызывать в нем образование пор и трещин. Для получения сварочного шва требуемого качества необходимо удалить влагу, т. е. осушить газ. С этой целью применяют специальные осушители, представляющие собой фильтры, в которых в качестве осушающего материала используется безводный порошок медного купороса или силикагель.
е. осушить газ. С этой целью применяют специальные осушители, представляющие собой фильтры, в которых в качестве осушающего материала используется безводный порошок медного купороса или силикагель.
Для снижения давления углекислого газа до рабочего (0,3— 1,5 атм) служит редуктор (могут быть использованы обычные кислородные редукторы для газовой сварки). При большом отборе углекислого газа из баллона возможно замерзание содержащейся в нем влаги и закупорка редуктора. Для предотвращения этого между баллоном и редуктором устанавливают электрический подогреватель. Работа без подогревателя категорически запрещена правилами безопасности.
Газоэлектрическую горелку перемещают при сварке вручную применяя те же приемы, что и при обычной ручной электродуговой сварке металлическим электродом.
Полуавтоматическая сварка в среде углекислого газа применяется для соединения деталей кузовов, кабин и деталей оперения, для устранения трещин отверстий на деталях, изготовленных из листового материала (пластина крышки распределительных шестёрен двигателя ГАЗ, детали рамы и др. ), закрепления дополнительных деталей (пластин, втулок и др.). Этот способ сварки может быть использован также для устранения трещин на деталях из серого чугуна (картер коробки передач и др.).
), закрепления дополнительных деталей (пластин, втулок и др.). Этот способ сварки может быть использован также для устранения трещин на деталях из серого чугуна (картер коробки передач и др.).
Автоматическая наплавка в защитной среде углекислого газа применяется для восстановления изношенных поверхностей деталей цилиндрической формы. В этом случае механизированы вращение детали и перемещение электродной проволоки. Деталь устанавливают в центрах токарного станка, где она вращается в процессе наплавки.
Автоматическая наплавка поверхностей деталёй в защитной среде углекислого газа применяется для восстановления резьб, шеек под подшипники (втулки) и др.
Преимущества этого способа являются следующие:
1) Качество сварного соединения выше, чем при обычной ручной электродуговой и газовой сварке. При этом деформация тонкого листового материала в два-три раза меньшае, чем при газовой сварке.
2) Производительность труда ко сравнению с ручной электродуговой сваркой и наплавной при сварке в защитной среде углекислого газа выше на 30…40%, а при автоматической наплавке в защитной среде углекислого газа — на 70…80%
3) Стоимость наплавки на 20% ниже, чем наплавки под слоем флюса
4) Техника сварки и наплавки весьма проста и позволяет использовать рабочих более низкой квалификации, чем при ручной сварке без ущерба для качества работы.
5)Подготовка деталей к сварке отличает простотой. Не требуется зачистка кромок свариваемых деталей
6)Хорошая видимость открытой дуги обеспечивает точность наложения
7) Вредных газов выделяется значительно меньше, чем при ручной электродуговой сварке электродами с толстым покрытием.
К недостаткам этого способа сварки и наплавки следует отнести необходимость защиты сварщика от излучений дуги.
Сущность процесса электродуговой наплавки под слоем флюса
ЗАДАНИЕ
1. Ознакомиться с правилами техники безопасности.
2. Ознакомиться с сущностью процесса электродуговой
наплавки под слоем флюса.
3. Изучить применяемое оборудование, инструмент,
приспособления, материалы и их характеристику.
4. Составить схему установки для восстановления
детали электродуговой наплавкой под слоем флюса.
5. Произвести расчет и выбор режимов восстановления
детали наплавкой под слоем флюса.
6. Составить технологический процесс восстановления
детали.
7. Провести исследования (УИPC)
и оценить качество восстановления детали.
1. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
1.1. Сварочное и дополнительное оборудование должно быть заземлено.
1.2. Исполняющий сварочные работы должен быть одет в
брезентовый костюм, на руках — брезентовые рукавицы, на голове, головной убор.
1.3. Во время выполнения сварочных работ под ногами
должен быть резиновый коврик.
1.4. Не разрешается касаться вращающихся деталей.
1.5. Сварочные работы проводить при включенной
вентиляции.
1.6. Без разрешения мастера проводить сварочные работы
категорически запрещается.
2. Сущность процесса электродуговой
наплавки под слоем флюса.
В ремонтном производстве наибольшее применение получили
электродуговые способы наплавки : под слоем флюса, вибрирующим электродом, в
среде защитных газов, порошковой проволокой и др.
Указанные сварочные процессы имеют свои
технологические особенности, поэтому различные поверхности изношенных и
поврежденных деталей высококачественно и с наибольшей экономической
эффективностью могут быть восстановлены только при правильном выборе одного из
них .
Наплавка слоем флюса разработана в институте сварки
АН УССР в 1940г.
Сущность способа наплавки под слоем флюса (см. плакат
№ 10) состоит в том, что в зону горения электрической дуги автоматически
подаются электродная проволока и сыпучий флюс в гранулах. Под действием высокой
температуры электрической дуги и часть флюса плавится, образуя вокруг
расплавленного металла эластичную оболочку, которая защищает расплавленный
металл от окисления уменьшает угар и разбрызгивание металла. Часть компонентов
флюса переходит в состав наплавленного металла оказывая влияние на его
физико-механические свойства.
Наплавленный металл имеет необходимую пластичность, т.к. в нем оказывается примерно в .20 раз
меньше кислорода и в 3 раза меньше азота, чем при ручной наплавке. Потери
металла на разбрызгивание, угар, огарки не превышает 2…4 %,в то время как при
ручной сварке и наплавке они достигают 25…30 %. Производительность труда
повышается в 6…8 раз по сравнению с ручной сваркой и наплавкой.
Наплавка ведется постоянным током преимущественно при
обратной полярности. Твердость и износостойкость наплавленного слоя в основном
зависит от применяемой электродной проволоки и марки флюса.
Автоматическая наплавка под слоем флюса нашла широкое
применение при восстановлении деталей, имеющих износ более 2 мм например :
опорных катков, поддерживающих роликов, направляющих колес и др.
3. Применяемые материалы, оборудование и инструмент :
1. Сварочная проволока. 7. Пассатижи.
2. Флюс. 8.
Молоток.
3. Наплавочная головка. 9. Деталь.
4. Наплавочная установка. 10. Зубило.
5. Твердомер 11. Рукавицы
брезентовые.
6. Линейка. 12.
Секундомер.
3.1. Электродная проволока. Для наплавки малоуглеродистых и
низколегированных сталей используют проволоку из малоуглеродистых сталей (Св-08;
Св-08А; Св-15) марганцовистых сталей (Св-08Г;Св-08ГА; Св-15Г) и
кремнемарганцовистых сталей (Св-1 ОГС).
Для наплавки высоколегированных и высокоуглеродистых
сталей применяют проволоку Нп-65Г; Нп-30ХГСА; Нп-30х13. Диаметр электродной
проволоки от 1 до 6 мм.
3.2. Флюсы. Применяются флюсы трех групп: плавленые,
керамические и флюсы-смеси.
Из плавленых флюсов наибольшее распространение
получили флюсы АН-348А: ОСЦ-45 (высокоуглеродистые ) и АН-28; АН-30 (низкокремнистые).
Основная особенность всех плавленых флюсов состоит в том, что они содержат
стабилизирующие и шлакообразующие элементы, но в них не входят легирующие
добавки. Поэтому для получения износостойкого покрытия необходимо применять
специальные сорта приволоки- легированные, высокоуглеродистые.
Керамические флюсы в отличие от плавленых содержат
легирующие добавки, главным образом в виде ферросплавов (феррохрома,
ферротитана и др.) Легирующие элементы в процессе наплавки переходят в
наплавляемый металл, повышая его твердость и износостойкость. Наибольшее
распространение получили керамические флюсы марок АНК-18; АНК-19; ЖС; ЖС-400;
КС-Х 14Р.
Из флюсов-смесей наиболее широкое применение получил
легированный флюс НИИАТ, представляющий собой смесь плавленого флюса АН-348А с
порошками феррохрома, графита, а также с жидким стеклом.
3.3. Наплавочные головки.
Для наплавки деталей под слоем флюса выпускаются
наплавочные головка различных конструкций: автоматические А-580М;А-384;А-874Н;
ГАУ-1 полуавтоматические ПШ-54; ПДШМ-500 и др.
В лабораторной наплавочной установке кафедры
использована автоматическая наплавочная головка А-580М.
3.4. Наплавочная установка.
3.4.1. Назначение. Аппарат типа А-580М предназначен
для автоматической наплавки под флюсом деталей, имеющих форму тел вращения
диаметром от 40 до 650 мм. Аппарат может быть использован также и для сварочных
работ.
3.4.2. Техническая характеристика.
1. Диаметр наплавляемых деталей 40-650 мм зависит от высоты
центров станка.
2. Диаметр электродной проволоки 1-3 мм.
3. Сварочный ток до 600 А.
4. Скорость подачи электродной проволоки от 49 до 408
м/ ч.
Автоматическая сварка под флюсом: технология и применение
Екатерина
Любому практикующему сварщику известно, что кислород оказывает негативное влияние на качество и долговечность шва. Попадая в сварочную ванну кислород способствует повышенному окислению и становится причиной трещин. Чтобы избавиться от этой проблемы существует множество способов: начиная от специальной обработки металла, заканчивая применением особых комплектующих, например, флюсов.
Один из наиболее популярных методов качественного соединения металлов — автоматическая сварка под слоем флюса. С ее помощью можно сварить такие непростые металлы, как медь, алюминий и нержавеющую сталь. Автоматическая сварка ускоряет и упрощает работу, а флюс выполняет защитную функцию. В этой статье мы кратко расскажем, что такое автоматическая дуговая сварка под флюсом и какова техника автоматической сварки под флюсом.
Содержание статьи
- Общая информация
- Область применения
- Роль флюса
- Виды применяемых флюсов
- Достоинства и недостатки
- Технология сварки
- Вместо заключения
Общая информация
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Область применения
Автоматическая наплавка под флюсом применяется во многих сферах. С ее помощью можно организовать быстрое крупносерийное производство, в том числе конвейерное. По этой причине данная технология незаменима при сборке кораблей, производстве крупногабаритных труб и емкостей для нефтеперерабатывающей отрасли. Автоматическая сварка обеспечивает высокое качество швов, поэтому завоевала свое уважение в таких ответственных отраслях.
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?
А вот что насчет флюса? Что это такое?
Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.
Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого. С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.
У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.
Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Вместо заключения
Похожие публикации
Двухсторонняя автоматическая сварка под флюсом
Общая информация
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Автоматическая сварка под слоем флюса — часть 2
Швы сварных соединений, выполненные автоматической сваркой под слоем флюса, по характеру выполнения могут быть односторонние и двухсторонние, однопроходные и многослойные. Двухсторонний стыковой шов, сваренный за один проход с каждой стороны показан на рисунке а), односторонний стыковой шов, сваренный за три прохода — на рисунке б).
Чтобы улучшить формирование нижней части шва и обеспечить полный провар, при сварке односторонних стыковых швов применяют различные технологические приемы сварки: на флюсовой подушке, на гладкой медной подкладке, на остающейся стальной подкладке, в замок, по ручной подварке корня шва.
Сварка на флюсовой подушке состоит в том, что к нижней стороне свариваемых листов прижимается слой флюса либо сжатый воздухом подаваемый в резиновый шланг, либо под действием собственного веса изделия (при сварке массивных изделий), как показано на рисунке. При сварке тонколистовых конструкций применяют флюсовые подушки с электромагнитными прижимами. При всех способах флюсовая подушка способствует формированию обратного валика шва и предохраняет шов от вредного влияния кислорода и азота воздуха.
При сварке тонколистовых конструкций применяют флюсовые подушки с электромагнитными прижимами. При всех способах флюсовая подушка способствует формированию обратного валика шва и предохраняет шов от вредного влияния кислорода и азота воздуха.
Сварку на гладкой подкладке применяют только при точной сборке, без смещения стыкуемых кромок. В противном случае возможно протекание жидкого металла в зазор между деталью и подкладкой.
Сварка на флюсо-медной подкладке характеризуется тем, что между подкладкой и деталью засыпают тонкий слой флюса, который выполняет роль флюсовой подушки.
Сварка на остающейся стальной подкладке применяется (так же, как и сварка на гладкой медной подкладке) при точной сборке, без смещения стыкуемых кромок.
а) гладкая медная, б) флюсо-медная, в) остающаяся стальная, г) роль подкладки выполняет полка в более толстом листе. При этом зазор между подкладкой и деталью не должен превышать 0,5 — 1 мм. При большом зазоре возможно плохое формирование шва вследствие затекания в него металла и шлака. При сварке стальная подкладка частично проплавляется, приваривается к стыкуемым листам и остается в соединении после сварки. Сварку на остающихся подкладках можно применить в тех случаях, когда эти подкладки не оказывают влияния на работу сварной конструкции, однако использование этого способа увеличивает расход металла на изготовление сварной конструкции и не может быть рекомендован для широкого применения.
При большом зазоре возможно плохое формирование шва вследствие затекания в него металла и шлака. При сварке стальная подкладка частично проплавляется, приваривается к стыкуемым листам и остается в соединении после сварки. Сварку на остающихся подкладках можно применить в тех случаях, когда эти подкладки не оказывают влияния на работу сварной конструкции, однако использование этого способа увеличивает расход металла на изготовление сварной конструкции и не может быть рекомендован для широкого применения.
При сварке в замок — в более толстом листе делается полка, которая выполняет роль стальной остающейся подкладки. Из-за сложности подготовки кромок сварка в замок применяется редко (только при сварке кольцевых швов толстостенных цилиндрических изделий — сосудов, труб, днищ и т.д.).
Сварку по ручной подварке корня шва применяют только при невозможности получить точную сборку. Подварка выполняется обычно на 1/3 толщины свариваемого металла обязательно электродами высокого качества. Большой объем ручной сварки делает этот способ малоэкономичным.
Большой объем ручной сварки делает этот способ малоэкономичным.
Основная трудность при сварке двусторонних стыковых швов заключается в сварке первого слоя. При хорошей сборке первый слой можно сваривать на весу (без подкладок). В этом случае обеспечивается провар примерно на глубину 60-70%. Остальная часть сечения шва сваривается с другой стороны после провара изделия. Чтобы жидкий металл не протекал в зазор при плохой сборке, для сварки первого шва часто применяют флюсовые подушки или медные подкладки.
Двухсторонняя сварка менее производительна, но она не так подвержена действию случайных изменений режима сварки и не требует сложных приспособлений, обеспечивающих формирование обратной стороны шва.
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?
Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.
Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого. С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Виды флюсов
Эти средства можно поделить на группы по химическому составу и методу создания. Флюс может быть солевым, оксидным или смешанным. Здесь:
- Солевые лучше подойдут для электросварки титана или стали, никелированной или хромированной.
 В солевые флюсы входят соли фторидов и хлоридов.
В солевые флюсы входят соли фторидов и хлоридов. - Оксидные имеют в составе оксиды активных металлов, а также кремния. Благодаря этому их лучше всего использовать для стали с низким содержанием углерода.
- Смешанные пригодятся для многокомпонентных сплавов и множества разных металлов. Этому способствует состав, содержащий оксиды и соли металлов в разных пропорциях.
Способов изготовления всего два — плавленый или не плавленый, который еще называют керамическим. Плавленые делают из кварцевого песка, а также марганцевой руды, которые смешиваются, плавятся, после чего формируются гранулы. Такой флюс очень хорошо подходит для низколегированной стали.
В состав керамических входят окислители и соли амфотерных металлов. Сначала те измельчаются, потом перемешиваются с жидким стеклом до однородной массы. Потом она гранулируется и прокаливается. Такие флюсы имеют структуру мелкого порошка, а подбирается он конкретно под марку стали, с которой предстоит работать, так как он работает только со сложными никелевыми или железоникелевыми сплавами.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.
Читать также: Из чего состоит траверса
У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Режимы сварки под флюсом
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима — вылет электродной проволоки, состав и строение флюса (плотность, размеры частиц), положение изделия и электрода при сварке.
Параметры режима сварки зависят от толщины и свойств свариваемого металла и обычно приводятся в технических условиях на сварку конкретного изделия и корректируются при сварке опытных образцов. При отсутствии таких данных режимы подбирают экспериментально. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги . Для этого определенной силе сварочного тока должна соответствовать своя скорость подачи электродной проволоки . Скорость подачи должна повышаться с увеличением вылета электрода. При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги. При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги. При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать.
На рис . 1 показано влияние изменения основных параметров сварки на размеры шва. Закономерности относятся к случаю наплавки , когда глубина провара ≤0 ,8 толщины основного металла. При большей глубине провара ухудшение теплоотвода от нижней части шва при водит к резкому росту провара — вплоть до прожога.
Рисунок 1. Изменение ширины е и выпуклости q шва и глубины проплавления h в зависимости от параметров режима (а — в) и вылета электрода (г): Uд — напряжение дуги; Iсв — сварочный ток ; Vсв — скорость сварки .
Наибольшее влияние на форму и размеры шва оказывает сварочный ток. При его увеличении (см . рис . 1, а) интенсивно повышаются глубина проплавления и высота усиления шва, а его ширина в озрастает незначительно.
Повышение напряжения на дуге увеличивает ширину сварного шва, глубина проплавления практически не меняется , высота выпуклости снижается (см. рис. 1, б).
рис. 1, б).
Влияние скорости сварки (см . рис. 1, в) на глубину проплавления и ширину шва носит сложный характер . Сначала при увеличении скорости сварки давление дуги в се больше вытесняет жидкий металл, толщина прослойки жидкого металла под дугой уменьшается и глубина проплавления возрастает. При дальнейшем увеличении скорости сварки (>20 м/ч) заметно снижается погонная энергия и глубина проплавления начинает уменьшаться . В о всех случаях при увеличении скорости свар ки ширина шва уменьшается . При скорости сварки >70. 80 м/ч по обеим сторонам шва возможны несплавления с кромкой или подрезы. Если необходимо вести сварку на больших скоростях, применяют специальные методы (сварка трехфазной дугой , двухдуговая и др .).
Диаметр электродной проволоки заметно влияет на форму и размеры шва, особенно на глубину проплавления. Как видно из табл . 1, при отсутствии источников, обеспечиваюших необходимый сварочный ток, требуемая глубина проплавления может быть достигнута при уменьшении диаметра используемой электродной проволоки.
Таблица 1. Глубина проплавления шва при различных диаметрах электродной проволоки и величинах сварочного тока (А) (сварка под флюсом) .
| Глубина проплавления, мм | Диаметр электродной проволоки, мм | Сварочный ток , А |
| 3 | 5 4 3 2 | 450 375 300 200 |
| 4 | 5 4 3 2 | 500 425 350 300 |
| 5 | 5 4 3 2 | 550 500 400 350 |
| 6 | 5 4 3 2 | 600 550 500 400 |
| 8 | 5 4 3 2 | 725 675 625 500 |
| 10 | 5 4 3 2 | 925 900 750 600 |
| 12 | 5 4 3 2 | 930 925 875 700 |
Наклон электрода вдоль шва и положение детали также отражаются на форме шва. Обычно сварку выполняют вертикально рас положенным электродом, но в отдельных случаях она может проводиться с наклоном электрода углом вперед или углом назад . При сварке углом вперед жидкий металл подтекает под дугу, толщина его прослойки увеличивается , а глубина проплавления уменьшается. Сварка углом назад уменьшает прослойку, и проплавление возрастает. Сварка на подъем увеличивает глубину проплавления и вероятность прожога.
Сварка углом назад уменьшает прослойку, и проплавление возрастает. Сварка на подъем увеличивает глубину проплавления и вероятность прожога.
При сварке на спуск металл сварочной ванны, подтекая под дугу, уменьшает глубину проплавления, поэтому возможно образование несплавлений и шлаковых включений.
Состав флюса, его насыпная масса также изменяют форму и размеры шва. При увеличении насыпной массы флюса глубина проплавления возрастает, ширина шва уменьшается.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.
Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.
Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Сварка под флюсом полярность тока
В большинстве случаев сварку под флюсом выполняли с применением источников питания, рассчитанных только на постоянный (ОС) или переменный (АС) ток.
При дуговой сварке под флюсом постоянным током основным преимуществом является стабильность процесса, недостатком — усложнение оборудования для сварки и необходимость применения сварочных выпрямителей.
При сварке переменным током отрицательным фактором всегда является время, затрачиваемое на переход с прямой полярности на обратную. В определенных случаях при переходе через ноль возникают проблемы с обеспечением стабильности горения дуги, проплавлением и наплавкой валика.
В определенных случаях при переходе через ноль возникают проблемы с обеспечением стабильности горения дуги, проплавлением и наплавкой валика.
Кроме того, авторы работ отмечают изменение коэффициента наплавки и глубины проплавления при изменении полярности, подчеркивая, что род и полярность тока влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара примерно на 40—50 % больше, чем при сварке постоянным током прямой полярности. При сварке переменным током глубина провара на 15—20 % меньше, чем при сварке постоянным током обратной полярности. Такое влияние рода и полярности тока объясняется выделением различного количества теплоты на аноде и катоде.
Однако известно, что в анодной области дуги энергии выделяется значительно больше, чем в катодной. На катоде не вся выделяемая энергия переходит в теплоту, часть ее уносится электронами в плазму. На аноде, наоборот, потенциальная энергия и термическая энергия электронов прибавляются к энергии, определяемой анодным падением, и, следовательно, при прямой полярности глубина проплавления должна быть больше.
Появление нового поколения сварочных источников питания позволяет выполнять сварку как переменным, так и постоянным током, при этом появляется возможность регулировать баланс тока, сдвиг фаз и частоту. Функция баланса позволяет изменять время, в течение которого дуга горит на обратной/прямой полярности. Величина баланса определяется как доля положительного полупериода (обратная полярность) по отношению к длительности периода волны. Изменяя соотношение положительного и отрицательного полупериодов волны, возможно изменять соотношение между фазами наплавки и проплавления. Таким образом, с помощью данной функции можно исключать прожоги и изменять коэффициент наплавки.
До настоящего времени влияние баланса тока на формирование сварного шва при сварке плавящимся электродом является малоизученным, поэтому исследование возможностей управления формой шва и проплавления за счет изменения формы эпюры переменного тока при сварке под флюсом, является актуальным.
Методика проведения исследований. Для определения влияния баланса на проплавление провели экспериментальные исследования с применением сварочного оборудования (США), в состав которого входит инверторный источник питания АС/С 1000. Этот источник питания оснащен цифровой системой управления, позволяющей строить различные эпюры переменного и для качественного расплавления электрода. На остальных режимах получены качественные валики. Значения геометрических параметров наплавленных валиков (средние значения по трем измерениям) и скорости подачи проволоки приведены в таблице.
Для определения влияния баланса на проплавление провели экспериментальные исследования с применением сварочного оборудования (США), в состав которого входит инверторный источник питания АС/С 1000. Этот источник питания оснащен цифровой системой управления, позволяющей строить различные эпюры переменного и для качественного расплавления электрода. На остальных режимах получены качественные валики. Значения геометрических параметров наплавленных валиков (средние значения по трем измерениям) и скорости подачи проволоки приведены в таблице.
Влияние величины и полярности тока на скорость плавления проволоки. График зависимости скорости подачи проволоки от величины и баланса сварочного тока приведен на рис. 3. Видно, что с ростом сварочного тока скорость подачи проволоки во всех случаях увеличивается, что связанно с увеличением скорости плавления электрода, но при прямой полярности скорость подачи (плавления) превышает скорость подачи, полученную при всех исследуемых вариантах параметров режима и во всем диапазоне значений тока. Так, например, увеличение тока на 150А (от 500 до 650 А) при прямой полярности ведет к увеличению скорости подачи проволоки на 0,014 м/мин (от 0,043 до 0,057 м/мин), а при переходе с обратной полярности постоянного сварочного тока без изменения аппаратной конфигурации и регистрировать сварочный ток, напряжение дуги и скорость подачи проволоки в режиме реального времени.
Так, например, увеличение тока на 150А (от 500 до 650 А) при прямой полярности ведет к увеличению скорости подачи проволоки на 0,014 м/мин (от 0,043 до 0,057 м/мин), а при переходе с обратной полярности постоянного сварочного тока без изменения аппаратной конфигурации и регистрировать сварочный ток, напряжение дуги и скорость подачи проволоки в режиме реального времени.
Сварку выполняли при падающей вольт-амперной характеристике и прямоугольной форме эпюры переменного тока с частотой 60 Гц. При такой характеристике устанавливали предварительные значения тока и напряжения, а в процессе сварки цифровая система синергетического управления регулировала скорость подачи проволоки таким образом, чтобы обеспечить установленное значение сварочного напряжения. Эго позволило при регистрации скорости подачи проволоки судить об изменении скорости плавления электрода в зависимости от режимов сварки.
Исследования проводили при наплавке валиков на составной образец, представлявший собой две пластины размером 250 х 170 х 12 мм из стали Ст3, которые собирали встык с помощью прихваток. На один образец при различном балансе тока наплавляли несколько валиков поперек стыка пластин (рис. 1). Перед наплавкой каждого последующего валика для соблюдения постоянства условий эксперимента проводили контроль температуры образца. Валики наплавляли постоянным током прямой (р) и обратной (100 %) полярности и переменным током с изменением баланса от 25 до 75 % (рис. 2) низкоуглеродистой проволокой (0,05—0,15 % С; 0,80—1,25%Мп; 0,10—0,35 % $1) диаметром 4 мм под флюсом 761 на следующих режимах: сварочный ток 400—650 А; напряжение дуги 29 В; скорость сварки 30 м/ч. На каждом режиме выполняли наплавку трех валиков. После выполнения наплавки составной образец разрушали вдоль линии стыка двух пластин для проведения измерений геометрических размеров проплавления и наплавленного валика.
На один образец при различном балансе тока наплавляли несколько валиков поперек стыка пластин (рис. 1). Перед наплавкой каждого последующего валика для соблюдения постоянства условий эксперимента проводили контроль температуры образца. Валики наплавляли постоянным током прямой (р) и обратной (100 %) полярности и переменным током с изменением баланса от 25 до 75 % (рис. 2) низкоуглеродистой проволокой (0,05—0,15 % С; 0,80—1,25%Мп; 0,10—0,35 % $1) диаметром 4 мм под флюсом 761 на следующих режимах: сварочный ток 400—650 А; напряжение дуги 29 В; скорость сварки 30 м/ч. На каждом режиме выполняли наплавку трех валиков. После выполнения наплавки составной образец разрушали вдоль линии стыка двух пластин для проведения измерений геометрических размеров проплавления и наплавленного валика.
Результаты проведенных исследований. Установлено, что при сварочном токе 400 А процесс сварки электродом диаметром 4 мм нестабильный, что связано с недостатком энергии на прямую при токе 650А она увеличивается на 0,023 м/мин (от 0,034 до 0,057 м/мин), т.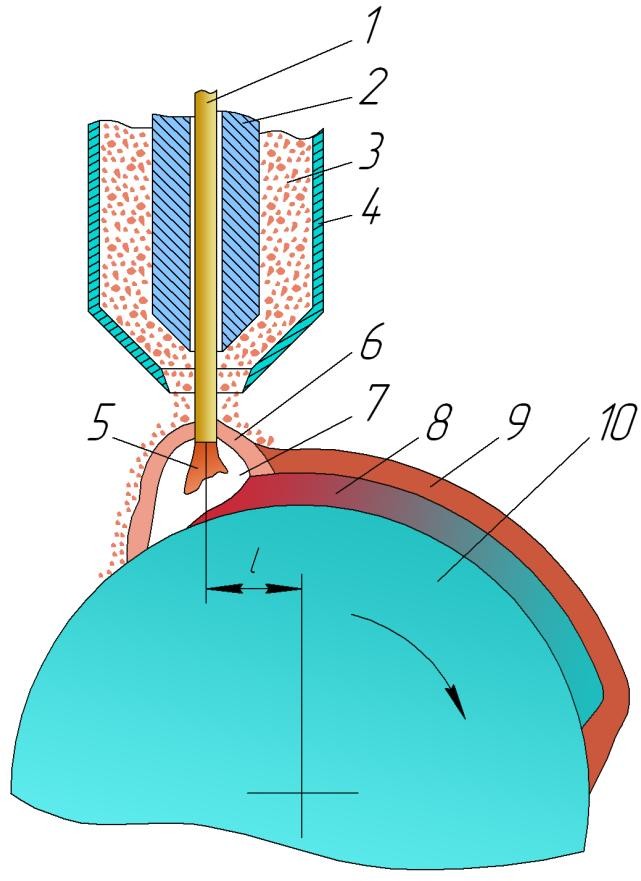 е. в 2 раза больше.
е. в 2 раза больше.
Геометрические параметры наплавленных валиков
Источник
Технология автоматической сварки под флюсом Статьи
Сварку под слоем флюса производят электродной проволокой, которую подают в зону горения дуги специальным механизмом, называемым сварочной головкой автомата. Металл сварочной проволоки расплавляется дугой и переносится каплями в сварочную ванну. В сварочной ванне металл сварочной проволоки смешивается с расплавленным основным металлом. Токоподвод к проволоке осуществляется через мундштук, изготовляемый из меди или ее сплавов. Малый вылет электрода, отсутствие покрытия, большая скорость подачи электродной проволоки позволяют значительно увеличить силу сварочного тока по сравнению с ручной сваркой электродами тех же диаметров. Это приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины проплавления основного металла и, как следствие, значительному повышению производительности. Коэффициент наплавки достигает в некоторых случаях ЗОгДА-ч). Достаточно толстый слой флюса (до 60 мм), засыпаемый в зону сварки, расплавляется на 30%. Это делает дугу закрытой (невидимой) и обеспечивает надежную защиту расплавленного металла от окружающего воздуха, стабилизирует сварочный процесс. Существенным достоинством сварки под флюсом являются незначительные потери на угар металла и его разбрызгивание. Вслед ствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок. Например, при обычных режимах сварки под флюсом деталей встык без скоса кромок, можно сваривать металл толщиной 15-20 мм. В этом случае увеличивается проплавление основного металла, и его доля в металле шва составляет 0,5-0,7. При этом значительно снижается расход электродной проволоки. При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва. Как отмечалось ранее, флюсы влияют на устойчивость горения дуги, формирование и химический состав металла шва.
Достаточно толстый слой флюса (до 60 мм), засыпаемый в зону сварки, расплавляется на 30%. Это делает дугу закрытой (невидимой) и обеспечивает надежную защиту расплавленного металла от окружающего воздуха, стабилизирует сварочный процесс. Существенным достоинством сварки под флюсом являются незначительные потери на угар металла и его разбрызгивание. Вслед ствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок. Например, при обычных режимах сварки под флюсом деталей встык без скоса кромок, можно сваривать металл толщиной 15-20 мм. В этом случае увеличивается проплавление основного металла, и его доля в металле шва составляет 0,5-0,7. При этом значительно снижается расход электродной проволоки. При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва. Как отмечалось ранее, флюсы влияют на устойчивость горения дуги, формирование и химический состав металла шва.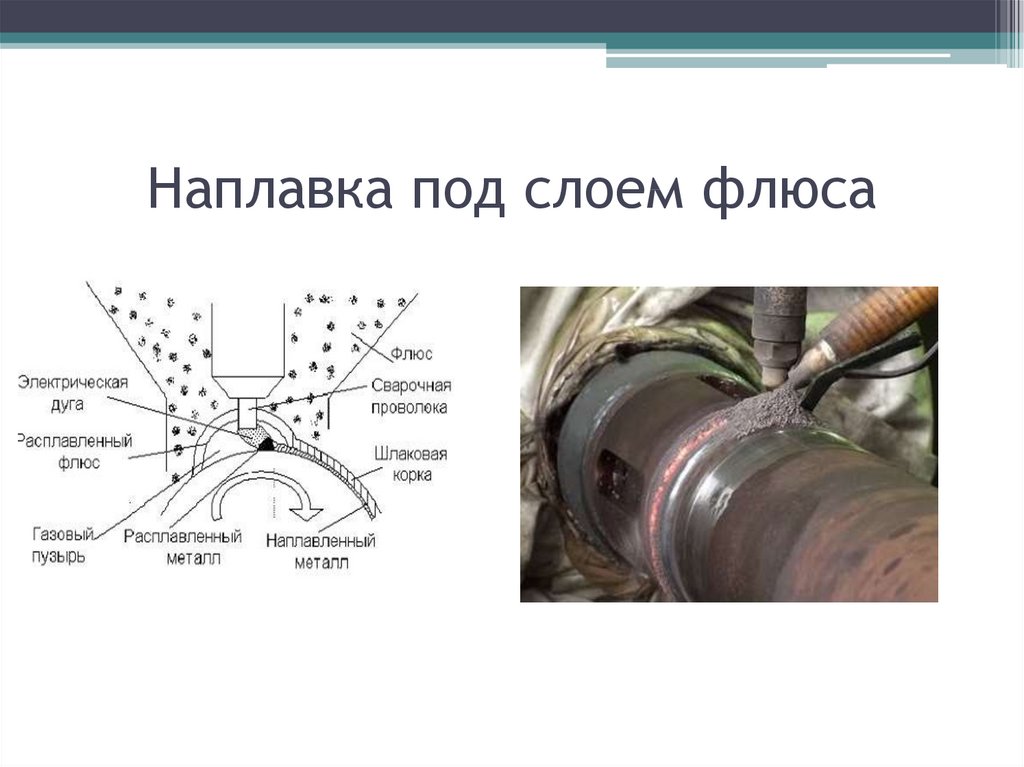 Флюсы в значительной мере определяют стойкость металла шва против образования пор и кристаллизационных трещин. Требуемые механические свойства, структура металла шва и сварного соединения в целом обеспечиваются применением сочетания флюса и электродной проволоки. Размеры и форма шва при сварке под флюсом характеризуются глубиной провара, шириной шва, высотой выпуклости и т.д. Закономерности изменения формы шва обусловлены главным образом режимом сварки и практически мало зависят от типа сварного соединения. Параметры режима сварки под флюсом условно можно разбить на основные и дополнительные. К основным параметрам относят величину сварочного тока, его род и полярность, напряжение дуги, диаметр электродной проволоки и скорость сварки. При сварке под флюсом с постоянной скоростью подачи электродной проволоки часто вместо сварочного тока используют термин «скорость подачи электродной проволоки» . Чем выше скорость подачи электродной проволоки, тем больше должен быть сварочный ток, чтобы расплавить проволоку, подаваемую в сварочную ванну.
Флюсы в значительной мере определяют стойкость металла шва против образования пор и кристаллизационных трещин. Требуемые механические свойства, структура металла шва и сварного соединения в целом обеспечиваются применением сочетания флюса и электродной проволоки. Размеры и форма шва при сварке под флюсом характеризуются глубиной провара, шириной шва, высотой выпуклости и т.д. Закономерности изменения формы шва обусловлены главным образом режимом сварки и практически мало зависят от типа сварного соединения. Параметры режима сварки под флюсом условно можно разбить на основные и дополнительные. К основным параметрам относят величину сварочного тока, его род и полярность, напряжение дуги, диаметр электродной проволоки и скорость сварки. При сварке под флюсом с постоянной скоростью подачи электродной проволоки часто вместо сварочного тока используют термин «скорость подачи электродной проволоки» . Чем выше скорость подачи электродной проволоки, тем больше должен быть сварочный ток, чтобы расплавить проволоку, подаваемую в сварочную ванну.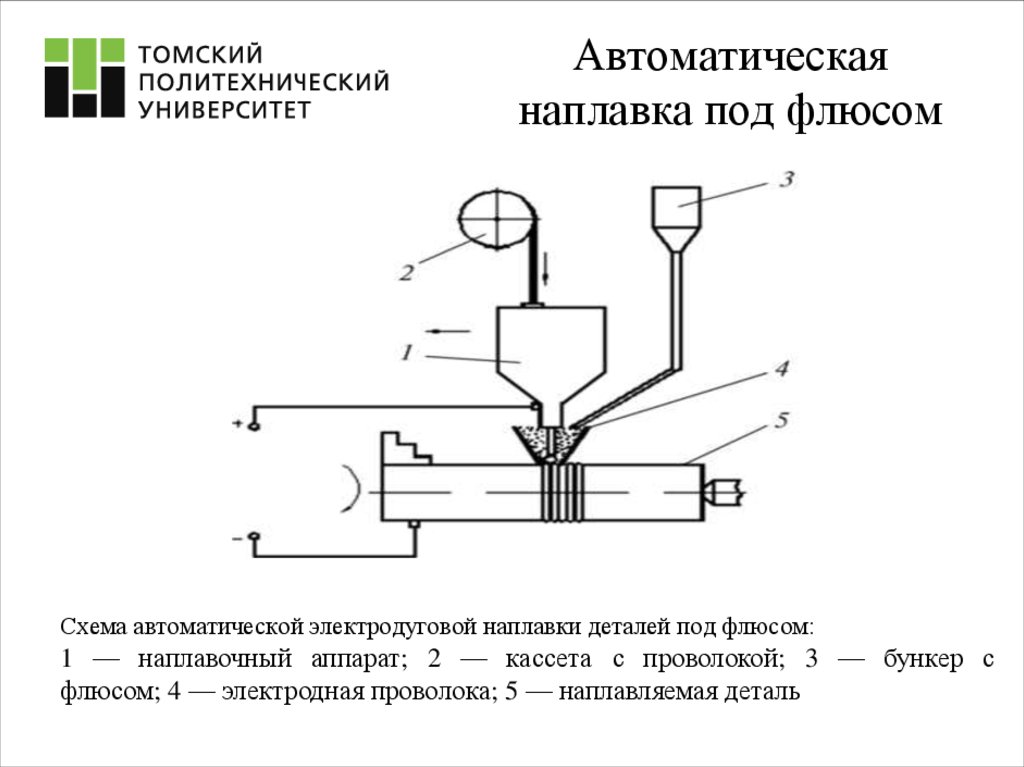 К дополнительным параметрам режима сварки под флюсом относят величину вылета электродной проволоки, состав и строение флюса, а также положение изделия и электрода при сварке. Глубина провара и ширина шва зависят от всех параметров режима сварки. С увеличением силы тока глубина провара увеличивается. При сварке постоянным током обратной полярности глубина провара примерно на 40 — 50 % больше, чем при сварке постоянным током прямой полярности. При сварке переменным током глубина провара на 15 — 20 % ниже, чем при сварке постоянным током обратной полярности. Уменьшение диаметра электродной проволоки приводит к увеличению глубины провара, так как увеличивается плотность тока. При этом ширина шва уменьшается. Из приведенных данных следует, что при автоматической сварке под флюсом для получения глубины провара 5 мм при диаметре электродной проволоки 2 мм требуется сварочный ток 350А, а при диаметре 5 мм — 500А. На практике больше применяют малые диаметры электродной проволоки. Это позволяет применять меньшие значения сварочного тока в сочетании с высокой производительностью процесса сварки.
К дополнительным параметрам режима сварки под флюсом относят величину вылета электродной проволоки, состав и строение флюса, а также положение изделия и электрода при сварке. Глубина провара и ширина шва зависят от всех параметров режима сварки. С увеличением силы тока глубина провара увеличивается. При сварке постоянным током обратной полярности глубина провара примерно на 40 — 50 % больше, чем при сварке постоянным током прямой полярности. При сварке переменным током глубина провара на 15 — 20 % ниже, чем при сварке постоянным током обратной полярности. Уменьшение диаметра электродной проволоки приводит к увеличению глубины провара, так как увеличивается плотность тока. При этом ширина шва уменьшается. Из приведенных данных следует, что при автоматической сварке под флюсом для получения глубины провара 5 мм при диаметре электродной проволоки 2 мм требуется сварочный ток 350А, а при диаметре 5 мм — 500А. На практике больше применяют малые диаметры электродной проволоки. Это позволяет применять меньшие значения сварочного тока в сочетании с высокой производительностью процесса сварки. Напряжение дуги при сварке под флюсом не оказывает существенного влияния на глубину провара. Увеличение напряжения дуги приводит к увеличению ширины шва. При этом снижается выпуклость шва, глубина проплавления остается почти постоянной. При необходимости увеличения толщины свариваемого металла для правильного формирования шва необходимо увеличивать силу сварочного тока и напряжение дуги. Влияние скорости сварки на глубину провара неоднозначно. При малых скоростях сварки 10-12 м/час глубина проплав-ления при прочих равных условиях минимальная. При увеличении скорости сварки ширина шва заметно сокращается, выпуклость шва несколько возрастает, глубина проплавления незначительно увеличивается. При увеличении скорости сварки до 70-80 м/час глубина проплавления и ширина шва уменьшаются, а при дальнейшем увеличении скорости сварки влияние различных факторов приводит к тому, что образуются краевые непровары -зоны не-сплавления. Этот метод чаще применяется при двухдуговой сварке. Наклон изделия по отношению к горизонтальной плоскости также оказывает влияние на формирование шва.
Напряжение дуги при сварке под флюсом не оказывает существенного влияния на глубину провара. Увеличение напряжения дуги приводит к увеличению ширины шва. При этом снижается выпуклость шва, глубина проплавления остается почти постоянной. При необходимости увеличения толщины свариваемого металла для правильного формирования шва необходимо увеличивать силу сварочного тока и напряжение дуги. Влияние скорости сварки на глубину провара неоднозначно. При малых скоростях сварки 10-12 м/час глубина проплав-ления при прочих равных условиях минимальная. При увеличении скорости сварки ширина шва заметно сокращается, выпуклость шва несколько возрастает, глубина проплавления незначительно увеличивается. При увеличении скорости сварки до 70-80 м/час глубина проплавления и ширина шва уменьшаются, а при дальнейшем увеличении скорости сварки влияние различных факторов приводит к тому, что образуются краевые непровары -зоны не-сплавления. Этот метод чаще применяется при двухдуговой сварке. Наклон изделия по отношению к горизонтальной плоскости также оказывает влияние на формирование шва. При сварке на подъем увеличивается глубина провара и уменьшается ширина шва. Если угол подъема изделия при сварке под флюсом будет более 6 °, то по обе стороны шва могут образоваться подрезы. При сварке на спуск глубина провара уменьшается. Аналогичный процесс формирования шва происходит при сварке с уменьшением насыпной массы флюса. Зазор между деталями, разделка кромок и вид сварного соединения не оказывают значительного влияния на форму шва. Очертание провара и общая высота шва Н остаются практически постоянными. Чем больше зазор или разделка кромок, тем меньше доля основного металла в металле шва . Из рисунка видно, что в зависимости от зазора или разделки кромок шов может быть выпуклым, нормальным или вогнутым. Наиболее существенное влияние на форму и качество шва влияет непосредственно зазор между деталями. При сварке вручную сварщик может сам выправить дефект сборки (заплавить увеличенный зазор) и обеспечить требуемую форму шва. При автоматической сварке это осуществить невозможно.
При сварке на подъем увеличивается глубина провара и уменьшается ширина шва. Если угол подъема изделия при сварке под флюсом будет более 6 °, то по обе стороны шва могут образоваться подрезы. При сварке на спуск глубина провара уменьшается. Аналогичный процесс формирования шва происходит при сварке с уменьшением насыпной массы флюса. Зазор между деталями, разделка кромок и вид сварного соединения не оказывают значительного влияния на форму шва. Очертание провара и общая высота шва Н остаются практически постоянными. Чем больше зазор или разделка кромок, тем меньше доля основного металла в металле шва . Из рисунка видно, что в зависимости от зазора или разделки кромок шов может быть выпуклым, нормальным или вогнутым. Наиболее существенное влияние на форму и качество шва влияет непосредственно зазор между деталями. При сварке вручную сварщик может сам выправить дефект сборки (заплавить увеличенный зазор) и обеспечить требуемую форму шва. При автоматической сварке это осуществить невозможно. Плохая сборка не обеспечит заданные зазоры и получение качественного шва.
Плохая сборка не обеспечит заданные зазоры и получение качественного шва.
Наплавка под флюсом
Наплавка под флюсом
|
Читайте также:
|

Механизированная наплавка может быть осуществлена многими способами сварки. Однако промышленное применение находит сравните-льно небольшое число способов. Важнейшие из них основаны на использовании дуговой сварки плавящимся электродом.
Из всех способов механизированной наплавки в настоящее время наибольшее распространение получила наплавка под флюсом.
Главные особенности механизированной наплавки, отличающие её от ручной, заключаются: 1) в непрерывности процесса, который обычно достигается использованием электродной проволоки или ленты в виде бо-льших мотков; 2) в подведении тока к электроду на минимальном расстоя-нии от дуги, что позволяет применять ток большой силы без перегрева электрода; 3) в использовании специальных устройств для подачи элект-родного материала в дугу и механизмов для передвижения дуги или нап-лавляемого изделия.
Применение флюса дает возможность использовать голый (необма-занный) электрод в виде проволоки или ленты, позволяющий максимально приблизить к сварочной дуге место подведения тока. При этом уменьша-ется так называемый вылет электрода, то есть участок электрода, по кото-рому протекает ток (расстояние от токоподводящего контакта до конца электрода со стороны дуги). В результате повышается величина тока и, следовательно, производительность процесса наплавки под флюсом в срав-нении с ручной наплавкой.
Сварочная проволока при наплавке под флюсом нагревается теплом сварочной дуги, которое вводится через пятно нагрева на торце электрода, и теплом, которое выделяется по закону Ленца – Джоуля при протекании сварочного тока по вылету электрода. При наплавке под флюсом он составляет 20…60 мм и сохраняется постоянным. Из уравнения (1.1) вытекает, что количество тепла выделяемое в проволоке, будет тем больше, чем больше ток и время его протекания, удельное сопротивление и длина вылета.
При наплавке под флюсом вылет электрода небольшойи в зону дуги непрерывно поступает «холодный» электродный металл. Это позволяет без опасности перегрева электрода повышать силу сварочного тока (для прово-локи диаметром 5 мм можно применять ток до 1000 А).
Наплавка под флюсом электродной проволокой является более производительным процессом, в результате которого за 1 час наплавляется 5…8 кг металла, в то время как при ручном способе – 1…2 кг/ч.
При механизированной наплавке под слоем флюса (рис. 1.9) в зону горения дуги 5 с помощью специальных аппаратов подается электродная проволока или лента 4. Флюс на поверхность изделия поступает из флюсопитателя 3. Относительное перемещение изделия и электрода обеспечивается соответствующими механизмами наплавочной установки (станка).
При наплавке под флюсом дуга горит между электродом и изделием 1, к которому подведен ток от источника питания 2, и образовывает на поверхности изделия ванночку расплавленного металла 8. Наплавляемый участок покрывается толстым слоем сыпучего флюса 7. Дуга частично рас-плавляет флюс и горит внутри пустоты с эластичной оболочкой из расплавленного флюса – шлака 6. Расплавленный шлак надежно изолирует жидкий металл от газов воздуха, предупреждает разбрызгивание электродного металла 5 и обеспечивает сохранение тепла дуги. После затвердения металла образовывается наплавленный валик 9, покрытый шлаковой коркой 10 и нерасплавившемся флюсом;затвердевшая шлаковая корка отделяется.
Наплавляемый участок покрывается толстым слоем сыпучего флюса 7. Дуга частично рас-плавляет флюс и горит внутри пустоты с эластичной оболочкой из расплавленного флюса – шлака 6. Расплавленный шлак надежно изолирует жидкий металл от газов воздуха, предупреждает разбрызгивание электродного металла 5 и обеспечивает сохранение тепла дуги. После затвердения металла образовывается наплавленный валик 9, покрытый шлаковой коркой 10 и нерасплавившемся флюсом;затвердевшая шлаковая корка отделяется.
1 – изделие; 2 – источник питания; 3 – флюсопитатель;
4 – механизм подачи проволоки; 5 – сварочная дуга;
6 – расплавленный шлак; 7 – слой флюса; 8 – сварочная ванна;
9 – наплавленный валик; 10 – шлаковая корка
Рисунок 1.9 – Схема процесса наплавки под слоем флюса
Флюс насыпается слоем толщиной 50…60 мм и статическое давление слоя флюса на жидкий металл составляет 7. ..9 г/см2. Этого незначительно-го давления, как показывает опыт, достаточно, чтобы устранить нежелате-льное механическое влияние дуги на ванну жидкого металла, разбрызги-вание жидкого металла и нарушение формирования шва даже при очень больших токах. При открытой дуге механическое влияние дуги на ванну жидкого металла делает практически невозможным наплавку при силах тока выше 400…500 А вследствие разбрызгивания металла и нарушения нормального формирования шва.
..9 г/см2. Этого незначительно-го давления, как показывает опыт, достаточно, чтобы устранить нежелате-льное механическое влияние дуги на ванну жидкого металла, разбрызги-вание жидкого металла и нарушение формирования шва даже при очень больших токах. При открытой дуге механическое влияние дуги на ванну жидкого металла делает практически невозможным наплавку при силах тока выше 400…500 А вследствие разбрызгивания металла и нарушения нормального формирования шва.
Перемещение дуги вдоль изделия осуществляется автоматически, поэтому размеры валиков и состав наплавленного металла являются более стабильными, чем при ручной наплавке.
При многослойной наплавке доля основного металла в каждом пос-ледующем слое снижается. С помощью наплавки под флюсом можно нап-лавить слой металла почти любого химического состава толщиной от 2мм и более.
Автоматической наплавкой чаще всего восстанавливают тела вра-щения цилиндрической формы по винтовой линии (рис. 1.10).
1.10).
1 – изделие; 2 – флюс; 3 – электрод; 4 – расплавленный шлак;
5 – ванна жидкого металла; 6 – наплавленный слой;
7 – шлаковая корка
Рисунок 1.10 – Схема автоматической наплавки тел
вращенияпод флюсом
При этом обеспечивается непрерывность процесса и более высокое качество работы, симметричность остаточных наплавочных напряжений относительно оси наплавляемой детали и почти полностью устраняется коробление этой детали.
Электродная проволока 3 из мотков подается в зону дуги сварочной головкой. Флюс 2 на поверхность изделия поступает из бункера. Относи-тельное перемещение изделия и электрода обеспечивается соответствую-щими механизмами наплавочной установки (станка). При наплавке под флюсом образуется довольно большая ванночка жидкого металла 5. Во из-бежание стекания металла и расплавленного шлака 4 и образования дефек-тов наплавленный участок должен быть расплавлен горизонтально или под небольшим углом к горизонтальной поверхности.
Величина смещенияа зависит как от материала и размеров детали, так и от режима наплавки. Размер такого смещения (опережения) оказывает значительное влияние на внешний вид наплавленного валика (рис. 1.11).
а – малое; б – нормальное; в – большое
Рисунок 1.11 – Влияние смещения на внешний вид наплавленного металла
Автоматическая наплавка по винтовой линии цилиндрических изде-лий диаметром более 300 мм(рис.1.12, а) с точки зрения термического цикла протекает в таких же условиях (рис.1.12, б), как и наплавка по обра-зующей (см.рис.1.4, б). Здесь у металла соответствующего химического состава будет происходить закалка в околошовной зоне.
При автоматической наплавке по винтовой линии изделий диамет-ром менее 120 ммусловия аналогичны наплавке с подогревом. Различные участки зоны термического влияния имеют плавный переход (рис.1.12, б).
Структура наплавленного металла и металла околошовной зоны при многослойной или однослойной наплавке может быть значительно улуч-шена термической обработкой в виде нормализации или отжига. Попутно термообработкой снимаются или значительно уменьшаются внутренние напряжения.
Попутно термообработкой снимаются или значительно уменьшаются внутренние напряжения.
При наплавке цилиндрических деталей по винтовой линии затруднено удержание флюса,жидкого металла и шлака в зоне дуги. Это особенно тяжело при диаметре детали менее 80 мм. Появляются некоторые затруднения и в процессе удаления шлаковой корки с наплавленного валика.
Для наплавочных работ форма и размеры наплавляемых валиков имеют первостепенное значение. Поэтому всегда необходимо использовать режимы и технику наплавки такими, чтобы получить валики необходимой ширины и высоты с наименьшей глубиной проплавления основного металла.
а – расположение зон термического влияния при наплавке деталей диаметром более 300 ммбез дополнительного подогрева;
б – то же диаметром менее 120 мм;
1,2,3,4 – наплавленные валики; 5 – участок неполной перекристаллизации; 6 – участок нормализованного металла;
7 – участок перегретого металла; 8 – зона термического влияния
Рисунок 1. 12 – Автоматическая наплавка цилиндрических деталей
по винтовой линии
Удержание флюса на поверхности детали в месте дуги имеет большое значение для получения высококачественного наплавленного металла; быстро ссыпающийся флюс оголяет дугу и процесс наплавки долженбыть прекращен.
Поэтому применение хороших флюсоудерживающих приспособле-ний значительно облегчает наплавку. Например, рекомендуется флюсо-удерживающее приспособление, представленное на рис. 1.13. Такое прис-пособление в виде насадки – воронки специальной формы – расположено вокруг мундштука наплавочной головки.
При автоматической наплавке под флюсом объем жидкой ванны, влияющий на форму наплавленного валика, во много раз больше, чем при ручной наплавке. Последняя зависит от глубины проплавления основного металла, характеризуется шириной и высотой валика и должна быть такой, чтобы обеспечить надежное сплавление основного металла с наплавленным.
1 – воронка; 2 – мундштук автомата; 3 – электродная проволока;
4 – рукав для подачи флюса; 5 – слой флюса; 6 – слой шлака;
7 – наплавленный валик
Рисунок 1. 13 – Флюсоудерживающее приспособление
При наплавочных роботах большое значение имеет устойчивость дуги. Она зависит от напряжения, силы и рода сварочного тока, длины дуги, состава флюса и т.п. Правильно установленное напряжение обеспечивает дуге необходимую устойчивость и равномерное растекание наплавленных валиков по поверхности металла. Чрезмерно низкое или, наоборот, высокое напряжение приводит к возникновению дефектов в наплавленном металле.
В процессе наплавки колебания напряжения должны быть наимень-шими. Поэтому, учитывая неминуемые резкие колебания напряжения в силовой сети, наплавку лучше выполнять на постоянном токе от свароч-ного выпрямителя. Переменный ток целесообразно применять для наплав-ки больших изделий, когда сила тока превышает 600А, а напряжение хо-лостого хода трансформатора не ниже 70В.
Особенностями процессов в приэлектродных областях определяется скорость плавления электродной проволоки и основного металла дуги. Ко-эффициент плавления электродной проволоки Кп зависит от его химичес-кого состава, которым определяется температура плавления и теплоем-кость металла, а так же от рода тока и полярности. При наплавке постоян-ным током обратной полярности Кп наименьший, а при прямой – наиболь-ший. Кп мало зависит от состава флюса:
Кп= 2,8 + 0,1(I/d) г/А ч – для постоянного тока,
Кп =7,0 + 0,040(I/d) г/А ч – для переменного тока,
где І – величина сварочного тока, А;
d – диаметр проволоки, мм.
Эти уравнения учитывают только плавление электрода теплом дуги. Скорость плавления может увеличиваться также за счет нагрева вылета электрода. Коэффициент наплавки почти равен Кп , так как потери от разбрызгивания не превышают 1,5 %. Можно достичь производительности плавления электрода – 25…30 кг/ч.
Устойчивость процесса наплавки под флюсом зависит от плотности тока в электроде и растет по мере ее повышения.
При наплавке отдельного валика под флюсом на обычных режимах на горизонтальную поверхность доля расплавленного основного металла в металле наплавки составляет обычно 2/3, электродного – 1/3.
Наплавка под флюсом ленточным электродом – высокопроизводительный способ, широко используемый для нанесения антикоррозионных покрытий на внутренние поверхности крупногабаритных сосудов высокого давления, применяемых в нефтеперерабатывающей промышленности и атомной энергетике. Слой металла, наплавленный с помощью ленточного электрода, должен удовлетворять следующим требованиям: 1) ровной и гладкой поверхности валиков при равномерной толщине наплавленного слоя; 2) наложением наплавленных валиков без подрезов и наплывов на конечных участках; 3)отсутствием дефектов в наплавленном металле при глубине проплавления основного металла не менее 0,5 мм и малой степени разбавления наплавленного металла основным металлом, доля которого для первого слоя не должна превышать 15 %.
● – плохая форма валика;
О – чрезмерная глубина проплавления
Рисунок 1.14 – Влияние угла наклона наплавляемой поверхностина геометрическую форму валика (h/H) и долю участия основного металла в составе металла наплавки
На рис. 1.14 показано влияние угла наклона наплавляемой поверхности детали или образца на геометрическую форму валиков (наплавка под флюсом ленточным электродом).
Наклон поверхности в направлении наплавки или в поперечном направлении на угол больше 3° приводит к неудовлетворительному формированию валика и увеличению степени проплавления основного металла.
Таким образом, при наплавке ленточным электродом предельно допустимый угол наклона наплавляемой поверхности детали составляет 3°, а оптимальний вылет электрода – 20…45 мм.
Дата добавления: 2015-10-28; просмотров: 410 | Нарушение авторских прав
| Ударно-абразивного изнашивания наплавленного металла | Условий работы || | | следующая страница ==> | |
| Д –наплавка четырьмя электродами | | | Защитный газ; 5 – наплавляемое изделие; 6 – неплавящийсяэлектрод;7 – присадочный пруток; 8 – наплавленный металл |
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПОГРУЖЕННАЯ ДУГА. Автоматическая сварка и наплавка.
Похожие документы
Типичные решения для TIG-плазмы
Типовые растворы плазмы 2228-005 2003-670 Решения производителя котлов 2004-257 1210-064 1210-067 64 3638-008 2008-400 1415-014 2000-16
Дополнительная информация
SMARTY 160 POWER стр. 4-5 SMARTY 180 / 220 XL стр. 4-6 SMARTY TX 250 стр. 4-7. SMARTY TX 160, алюминий, стр. 4-8 SMARTY TX 220, алюминий, стр. 4-9
ГЛАВА Сварка ВИГ Вводные страницы — & — ИСТОЧНИКИ ПИТАНИЯ ДЛЯ СВАРКИ Источники постоянного тока SMARTY 60 POWER стр. -5 SMARTY 80 / 0 XL стр. -6 SMARTY TX 50 стр. -7 Источники питания переменного/постоянного тока SMARTY TX 60 Alu стр. -8 SMARTY
Дополнительная информация
ВИРОСАФ ПОСИСАФ. Вращатели и позиционеры для ручной и автоматической сварки.
VIROSAF POSISAF Вращатели и позиционеры для ручной и автоматической сварки. Вращатели и позиционеры: улучшенное обращение означает улучшенную сварку. Оборудование для позиционирования SAF подходит для сварки
Дополнительная информация
ИЗГОТОВЛЕНИЕ ТАКОВ. Автоматизированные решения для вашего проекта по изготовлению резервуаров. Системы ошибок www.bugo.com
TANK FABRICATION Автоматизированные решения для вашего проекта по изготовлению резервуаров. Bug-o Systems www.bugo.com BUG-O ПОСТОЯННАЯ МАШИНА ДЛЯ СВАРОЧНОЙ СВАРКИ Bug-o Systems предлагает автоматический сварочный аппарат для изготовления цистерн.
Дополнительная информация
2350-012.
Глава 3 Сварка МИГ/МАГ
250-012 Глава Сварка МИГ/МАГ 2000-489 Сварка МИГ/МАГ Перенос металла Горелка Сопло Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварной шов Обзор сварки МИГ/МАГ и руководство по выбору
Дополнительная информация
СЛОВО ОПРЕДЕЛЕНИЕ СЛОВО (НАЦИОНАЛЬНЫЙ ЯЗЫК)
WELDING GLOSSARY Глоссарий был создан в рамках проекта «Миграция в целях развития на Западных Балканах» (MIDWEB), который получил финансовую поддержку от Европейской комиссии IPA 2009
Дополнительная информация
ТАРИФ КОД и обновления стандартные
КОД ТАРИФА и обновленный стандарт № КОД ТН ВЭД КОД AHTN ОПИСАНИЕ ПРОДУКТА ТИП ПРОДУКТА ИДЕНТИФИКАЦИОННЫЕ СТАНДАРТЫ 7207 Полуфабрикаты из железа или нелегированной стали, содержащие менее 0,25% по массе
Дополнительная информация
EML 2322L Конструкторско-производственная лаборатория MAE.
Сварка
EML 2322L Лаборатория проектирования и производства MAE Сварка Введение в сварку Сварка получается, когда отдельные куски соединяемого материала объединяются и образуют одно целое при нагревании до достаточно высокой температуры
Дополнительная информация
Сварка. Модуль 19.2.1
Сварочный модуль 19.2.1 Твердая пайка Твердой пайкой называется пайка серебром и твердая пайка. Эти процессы термического соединения очень похожи на мягкую пайку, поскольку основной металл
Дополнительная информация
Kemppi Mastertig MLS 2500 и 3500. Универсальность сварки для профессионалов
Kemppi Mastertig MLS 2500 и 3500 Универсальность сварки для профессионалов Kemppi Mastertig MLS 2500 и 3500 Универсальность сварки для профессионалов Mastertig MLS 2500 и 3500 обеспечивают выдающуюся производительность TIG
Дополнительная информация
Ассортимент аппаратов для плазменной / TIG сварки
Ассортимент аппаратов Plasma / TIG Решения PLASMA/TIG часто используются для сварки сосудов или труб в различных областях, таких как пищевая, транспортная, нефтехимическая или авиационная промышленность. Air Liquide Welding предлагает
Дополнительная информация
Обзор сварки и эргономики
30 января 2014 г. Обзор сварки и эргономики Luca Costa srl, Италия [email protected] Подход к эргономике сварочного производства Сварочное производство включает в себя несколько операций, которые
Дополнительная информация
СТТ-10 УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ. Для передачи поверхностного натяжения TM. Процесс
УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ STT -10 Для передачи поверхностного натяжения TM Process УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ STT -10 ПРЕИМУЩЕСТВО LINCOLN STT-10 делает гораздо больше, чем просто подает проволоку. Устройство подачи проволоки нового поколения с микропроцессорным управлением
Дополнительная информация
ОСНОВНОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ
GASES DIVISION ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ И РЕЗКИ ОСНОВНОЕ ОБОРУДОВАНИЕ КОМПЛЕКТ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ НАБОР ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ MARIGASES представляет собой высококачественный набор, содержащий все инструменты и компоненты
Дополнительная информация
Глава 5 — Сварка самолетов
Глава 5 — Сварка самолетов Глава 5 Раздел A Вопросы к учебному пособию Заполните пропуски 1. Существует 3 типа сварки: сварка и сварка. 2. Пламя кислородно-ацетиленового газа с температурой 9 градусов по Фаренгейту.0022
Дополнительная информация
Мастер-каталог дугового оборудования
Общий каталог дугового оборудования MMA — TIG — MIG/MAG — Плазменная резка Генеральный каталог дугового оборудования 2008 / 2009 www.oerlikon-welding.com 2006-93 2008-204 2008-205 2008-206 OERLIKON входит в состав Air Liquide
Дополнительная информация
ИНДИЙСКИЕ СТАНДАРТЫ (BIS) ПО СВАРКЕ
** ЕСТЬ 82:957 Словарь терминов, относящихся к сварке и резке металлов Сентябрь 2008 г. 2 ИС 83:986 Схема условных обозначений для сварки (пересмотренная) Сентябрь 2008 г. 3 ИС 84:2004 Электроды покрытые для ручной дуговой сварки металлическим электродом
Дополнительная информация
ВВЕДЕНИЕ В СВАРКУ TIG.
группа wws [email protected]
ВВЕДЕНИЕ В СВАРКУ TIG wws group [email protected] ПРЕДУПРЕЖДЕНИЕ. Этот документ содержит общую информацию по обсуждаемой здесь теме. Этот документ не является руководством по применению и не
Дополнительная информация
Проволоки и флюсы для сварки под флюсом
Проволоки и флюсы для сварки под флюсом Непревзойденные решения для амбициозных задач www.airliquide.ca www.blueshield.ca 1 из 6 На протяжении десятилетий Air Liquide и Oerlikon вносили значительный вклад в разработку
Дополнительная информация
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ИНВЕРТОРА TIG
ИНВЕРТОР TIG РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Содержание Предупреждение Общее описание Блок-схема Основные параметры Принципиальная схема Установка и эксплуатация Внимание Обслуживание Список запасных частей Устранение неисправностей0022
Дополнительная информация
ESAB Swift Arc Transfer TM Сварка MAG с очень высокой скоростью перемещения
ESAB Swift Arc Transfer TM Сварка MAG с очень высокой скоростью перемещения Максимально высокопроизводительный процесс. ПРОЧНОСТЬ БЛАГОДАРЯ СОТРУДНИЧЕСТВУ ESAB Swift Arc Transfer (SAT TM ) ESAB Swift Arc Transfer (SAT TM )
Дополнительная информация
ГОД/МОДЕЛЬ ANNÉE/MODEL BODY SHOP СВАРОЧНОЕ ОБОРУДОВАНИЕ
ГОД/МОДЕЛЬ ANNÉE/MODÈLE ДАТА ВЫПУСКА НОМЕР БЮЛЛЕТЕНЯ EN VIGUEUR НОМЕР БЮЛЛЕТЕНЯ Новости кузовного ремонта ВСЕ 15 АПРЕЛЯ 2014 г.
Дополнительная информация
Слайды лекций о качке Автор: д-р Х. Н. Дхакал, преподаватель машиностроения и судостроения Школы инженерии Плимутского университета.
Слайды из лекции о прокатке Автор: д-р Х. Н. Дхакал, преподаватель машиностроения и морского машиностроения, Инженерная школа Плимутского университета Объемная деформация (прокатка) Прокатка — это процесс уменьшения
Дополнительная информация
Конструкционная сварка – это процесс, при котором соединяемые детали нагреваются и
ГЛАВА 6. СВАРНЫЕ СОЕДИНЕНИЯ 6.1 ВВОДНЫЕ ПОНЯТИЯ Конструкционная сварка представляет собой процесс, при котором соединяемые детали нагреваются и сплавляются с дополнительным расплавом металла в месте соединения. А
Дополнительная информация
Руководство для начинающих по сварке MIG
Руководство для начинающих по сварке MIG Названия сварки MIG Сварка MIG или MIG — это аббревиатура от «Сварка металлом в среде инертного газа». MIG — широко используемый и принятый сленговый термин, который был уместным, когда процесс
Дополнительная информация
1-613-695-5550 СЛУЖЕБНЫЙ НОМЕР ADVANCED DIGITAL SOLUTIONS
НОМЕР СЛУЖБЫ ADVANCED DIGITAL SOLUTIONS 1-613-695-5550 UTG DIGITAL MEDIA 5450 Canotek Road, Unit 42A Ottawa, Ontario K1J 9G5 Тел.: 613-695-5550 Факс: 613-695-2884 Электронная почта: info@utgdigitalmedia. com URL:
Дополнительная информация
TBi Industries 4 1. 0. RoboMIG TBi Роботизированные сварочные горелки 1 ГОД НА TCP. С воздушным и водяным охлаждением. Также для роботов со встроенными кабельными сборками
TBi Industries RoboMIG TBi Сварочные горелки для роботов С воздушным и водяным охлаждением Также для роботов со встроенными кабелями Стабильная конструкция для надежности 1 ГОД НА TCP IEC 60974-7 4 1. 0 Инженерные детали
Дополнительная информация
FastMig M Новая порода промышленных рабочих лошадок
FastMig M Новое поколение промышленных рабочих лошадок Доказанная надежность благодаря передовым сварочным технологиям Высочайшие сварочные характеристики для промышленной сварки MIG/MAG. Сварочный аппарат различных конфигураций
Дополнительная информация
Инструкции по сварке системы уплотнения GK
Инструкции по сварке системы уплотнения GK Roxtec GmbH Neuer Höltigbaum 1-3, 22143 Hamburg, ГЕРМАНИЯ Тел. : +49 (040) 657398-0, факс: +49 (040) 657398-50 ЭЛЕКТРОННАЯ ПОЧТА [email protected], www.roxtec.de Welding инструкции
Дополнительная информация
Методы соединения свинцовых и магнитных проводов с использованием метода сплавления олова Joyal A Division of AWE, Inc.
Методы соединения выводов и магнитных проводов с использованием метода сплавления олова Joyal A Division of AWE, Inc. Резюме Технология соединения выводных и магнитных проводов для электродвигателей и электромеханических устройств
Дополнительная информация
Машины для стыковой сварки оплавлением
Машины для стыковой сварки оплавлением Типы AS 15 — AS 320 Стыковая сварка оплавлением ток тормозной ток (ка) ток время сплющивание реверсирование предварительный нагрев время сварки оплавлением стыковая ковка Надежный и экономичный процесс
Дополнительная информация
Мероприятие по развитию карьеры Ассоциации сельскохозяйственных механиков Северной Каролины FFA
Ассоциация FFA Северной Каролины Три (3) из следующих навыков сельскохозяйственной механики будут отобраны для участия в конкурсе штата. Ассоциация сельскохозяйственной механики Северной Каролины FFA Performance
Дополнительная информация
2350-011. Глава 2 Сварка ВИГ
350-011 Глава Сварка ВИГ Сварка ВИГ Обзор сварки ВИГ и руководство по выбору Схема ручной установки для сварки ВИГ Каска/маска Защитная одежда Присадочный металлический стержень Заземляющий зажим Вытяжка дыма
Дополнительная информация
Горелки TIG… 3-2 до 3-5 Вольфрамовые электроды… 3-6 до 3-7 Расходные материалы для сварки TIG… 3-8 Разное… 3-9
3- сварочные горелки……………………………………………….. …………… От 3-2 до 3-5 Вольфрамовые электроды……………………. ………… от 3-6 до 3-7 расходных материалов……………………. ………………………..
Дополнительная информация
Система плазменной резки TransCut 300 — Плазменная резка с жидким рабочим телом
Система плазменной резки TransCut 300 — Плазменная резка с использованием жидкой рабочей среды Спикер Сектор Компания Street Town Превосходная портативность с системой плазменной резки TransCut 300 Компактный, портативный
Дополнительная информация
Текстиль с электрическим нагревом без углеродного волокна.
Введение:
Электрообогрев без использования углеродного волокна0022
Дополнительная информация
Приносить хорошие вещи вперед
Хорошие дела впереди Какими бы ни были ваши логистические потребности, мы можем предложить конвейерное решение. Наши гибкие системы первичной и вторичной упаковки для одиночных и групповых упаковок позволяют перевозить ваши товары из
Дополнительная информация
Растрескивание сварного шва. Выдержка из Руководства производителей и монтажников по сварным стальным конструкциям. Фонд дуговой сварки Джеймса Ф. Линкольна
Растрескивание сварных швов. Выдержка из Руководства для производителей и монтажников по сварным стальным конструкциям. Фонд дуговой сварки Джеймса Ф. Линкольна. Растрескивание сварных швов. В сварных швах могут возникать несплошности нескольких типов.
Дополнительная информация
ОСНОВЫ ПАЙКИ ГОРЯЧИМ БАРОМ. Высококачественная технология селективной пайки
ОСНОВЫ ПАЯЛКИ ОПЛАВАНИЕМ ГОРЯЧИМ ПРУТКОМ Высококачественная технология селективной пайки Содержание 1. Пайка оплавлением горячим прутком Введение 2. Область применения 3. Описание процесса > Flex to PCB > Wire to
Дополнительная информация
Электрический поворотный привод — двухпозиционный или программируемый привод
Электрический поворотный привод — двухпозиционный или программируемый привод Прямой монтаж на четвертьоборотных клапанах Стандартное ручное управление Коррозионностойкий Регулируемые концевые выключатели Версия для различных напряжений Тип
Дополнительная информация
14. Механизация. и сварочное приспособление
14. Механизация и сварочное оборудование 14. Механизация и сварочное оборудование 197 Поскольку себестоимость продукции металлообрабатывающей промышленности в настоящее время в основном определяется затратами на оплату труда, многие заводы
Дополнительная информация
Раздел 2 – Сварка ВИГ Общая информация и критерии выбора
Раздел 2 — Сварка ВИГ Общие сведения и критерии выбора 0255-029 2000-173 3551-046 Схема ручной установки для сварки ВИГ Присадочная проволока Горелка сварочная Регулятор расходомер Пульт дистанционного управления на
Дополнительная информация
Готовим со скоростью света!
Приготовление пищи с помощью инфракрасного излучения Infrabaker Infrabaker — это модульная инфракрасная система непрерывного приготовления пищи, разработанная Infrabaker International. Машина предназначена для приготовления и/или окраски широкого круга
Дополнительная информация
Видения становятся реальными.
Системы контроля температуры и охлаждения. Инновационное и надежное решение
Системы контроля температуры и охлаждения Инновационное и надежное решение С нашим оборудованием PulseTemp у вас есть возможность использовать до 72 контуров охлаждения в импульсном охлаждении, контроле температуры, температуре
Дополнительная информация
РЕШЕНИЕ ДЛЯ СИСТЕМ ПЕРЕМЕЩЕНИЯ
АВТОМАТИЗИРОВАННАЯ ПЕРЕГРУЗКА НЕПРЕРЫВНАЯ ПЕРЕГРУЗКА ЕДИНИЧНЫХ НАГРУЗОК LA SOLUTION TRANSITIQUE MANAGEMENT SYSTEMS SOLUTION АССОРТИМЕНТ ПОДДОНОВ S pal /// АССОРТИМЕНТ ДЛЯ ТРАНСПОРТИРОВКИ ПОДДОНОВ ДО 1500 КГ /// 3 СТАНДАРТНЫХ ШИРИНЫ, АДАПТИРОВАННЫХ
Дополнительная информация
ВариоСинергик 3400 / 4000 / 5000 ВариоСинергик 3400-2 / 4000-2 / 5000-2. Сварка МИГ/МАГ
VarioSynergy 3400 / 4000 / 5000 VarioSynergy 3400-2 / 4000-2 / 5000-2 Сварка MIG/MAG Высокопроизводительный аппарат, который к тому же удобен в использовании. ОБЩИЕ ПРИМЕЧАНИЯ ИСПОЛЬЗОВАНИЕ Все в комплекте VarioSynergic
Дополнительная информация
1. ПЕРЕГРУЗОЧНЫЕ МАШИНЫ ПРОИЗВОДСТВА СЕРИИ BZ Портал одностоечный/манипуляторы
1. ПЕРЕГРУЗОЧНЫЕ МАШИНЫ ПРОИЗВОДСТВА СЕРИИ BZ Одностоечные порталы/манипуляторы Все устройства выполнены на основе большой модульной системы BZ, которая совершенствовалась и непрерывно совершенствовалась более 40 лет.
Дополнительная информация
КОНТАКТНЫЕ СВАРОЧНЫЕ УСТАНОВКИ. D1Q, D2Q, D3Q Устройство для контактной сварки с графитовым покрытием Quickchange Silver
АППАРАТ ДЛЯ КОНТАКТНОЙ СВАРКИ D1Q, D2Q, D3Q Агрегат для контактной сварки с графитовым покрытием Quickchange Silver АППАРАТ ДЛЯ КОНТАКТНОЙ СВАРКИ для промышленных распределительных устройств Сверхпроизводительные технологические модули Аппараты для контактной сварки Bihler разработаны
Дополнительная информация
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МОДЕЛИ BOON EDAM TOMSED TUT-65TMB
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛЯ BOON EDAM TOMSED, МОДЕЛЬ TUT-65TMB ОПИСАНИЕ ИЗДЕЛИЯ: BOON EDAM TOMSED, МОДЕЛЬ TUT-65TMB ТУРНИКЕТ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ СКАНИРОВАНИЕ ШТРИХ-КОДА ЭЛЕКТРОННАЯ РЕГИСТРАЦИЯ ОБЪЕМ ЭКСПЛУАТАЦИИ: A. TUT-65TMB
Дополнительная информация
Термоэлектрический генератор (ТЭГ) для тяжелых дизельных грузовиков Джон К. Басс, Александр С. Кущ, Норберт Б. Элснер Hi-Z Technology, Inc.
Термоэлектрический генератор (ТЭГ) для тяжелых дизельных грузовиков Джон С. Басс, Александр С. Кущ, Норберт Б. Элснер Hi-Z Technology, Inc. Резюме Усовершенствованный ТЭГ для тяжелых дизельных грузовиков восьмого класса:
Дополнительная информация
Подшипники скольжения из ПТФЭ 04/10 149
04/10 149 1.0 ОБЩАЯ ИНФОРМАЦИЯ В широком диапазоне применений подшипники скольжения из ПТФЭ превосходят обычные расширительные пластины, ролики и опоры типа коромысла. Они поддерживают нефтехимический завод,
Дополнительная информация
Он достаточно большой, чтобы справиться с большинством сварочных работ в мастерской, но при этом достаточно мал, чтобы его можно было использовать в домашней мастерской.
Он достаточно велик, чтобы справиться с большинством сварочных работ, но достаточно мал, чтобы его можно было использовать в домашней мастерской.
Дополнительная информация
СВЕНСКАЯ ………………………………………………………. ……3 ДАНСКИЙ …………………………………………….. ……………10 НОРСК………………
Caddy 150 и Caddy Tig 150 LHQ 150, LTV 150 SVENSKA ………………………………. ……………..3 ДАНСКИЙ ………………………………. …………………………..10 НОРСК ………………….. ……………………………..17
Дополнительная информация
Обрабатывающий центр с ЧПУ Accord 20 FX
Обрабатывающий центр с ЧПУ Accord 20 FX Обрабатывающий центр с ЧПУ Accord 20 FX Модульный обрабатывающий центр нового поколения, предназначенный для операций механической обработки, включающих резку тяжелых материалов с высокой точностью и точностью. 0022
Дополнительная информация
8.2 СВАРКА ПЛАВЕНИЕМ. Виды сварочных процессов. Газокислородная сварка
Валерий Марьино, Технология производства Сварка плавлением 153 8.2 СВАРКА ПЛАВЕНИЕМ Виды сварочных процессов Сварка – это процесс соединения материалов для неразъемного соединения двух (или более) деталей, который
Дополнительная информация
Функции. Светодиодный источник света высокой яркости
www.edison-opto.com Твердотельные светильники серии 6 Вт MR16 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Характеристики Светодиод высокой яркости Источник света Экологически чистый Энергоэффективный Общая информация… 1 Размеры продукта… 2 Продукт
Дополнительная информация
5-Другая дуговая сварка СВАРОЧНЫЕ ИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ
СВАРОЧНЫЕ ИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ -Другая дуговая сварка ДУГОВАЯ СВАРКА ПРОЧЕЕ Кабели и разъемы. .. 80 — 81 Зажимы… 82 — 83 Магнитные зажимы заземления… 84 — 8 Молотки / щетки… 86 Разное… 87 Аксессуары. ..
Дополнительная информация
СТЮАРТ ГИЛЛ КОНВЕЙОРС Лтд.
STEWART GILL CONVEYORS Ltd 550M STS SYSTEM подвесные — перевернутые — боковые — напольные — СПЕЦИАЛИСТЫ ПО ПОДВЕСНЫМ КОНВЕЙЕРНЫМ СИСТЕМАМ 2 Индекс О 550M STS… 3 Гусеницы… 4 Опоры гусениц… 5 Изгибы…
Дополнительная информация
Линейка сварочных горелок FE/MMT/PMT/WS MIG/MAG
Высококачественные материалы и эффективная конструкция Ключевые особенности Наилучшее сочетание веса и баланса позволяет сварщикам с комфортом применять свои навыки сварка за сваркой. Выберите из широкого спектра
Дополнительная информация
СТАНКИ ПЛАЗМЕННОЙ РЕЗКИ СЕРИИ PL
СТАНКИ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ СЕРИИ PL СТАНКИ ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ Плазменные станки обеспечивают лучшее качество смешанных газов, эффективность, более низкую стоимость резки и широкий спектр для резки мягкой стали, нержавеющей стали и стали
Дополнительная информация
Непрерывный тепловой мониторинг для минимизации переноса шлака в сталеплавильное производство.
Система обнаружения шлака
Непрерывный термический мониторинг для сведения к минимуму уноса шлака в сталеплавильном производстве Система обнаружения шлака При выпуске жидкой стали из кислородной или электродуговой печи важно свести к минимуму
Дополнительная информация
КРАТКАЯ ИНФОРМАЦИЯ О ПРОЕКТЕ ПО ПРОИЗВОДСТВУ СВАРОЧНЫХ ЭЛЕКТРОДОВ. Поставщики проектов «под ключ» EUREKA SYSTEMS AND ELECTRODES PVT.LTD.
КРАТКИЙ ПРОФИЛЬ ПРОЕКТА ПО ПРОИЗВОДСТВУ ЭЛЕКТРОДОВ Поставщики проектов под ключ EUREKA SYSTEMS AND ELECTRODES PVT.LTD. M A C H I N E R Y D I V I S I O N 11/15A, SELVARAJAPURAM, CHINTHAMANI PUDUR COIMBATORE
Дополнительная информация
ПЛАМЯНАЯ РЕЗКА ТЕ ЛА П ОТТИНГ B c
ПЛАМЕННАЯ РЕЗКА Оба кислородно-газовых и кислородно-ацетиленовых процесса приемлемы для резки BISPLATE любой толщины. Для этих процессов рекомендуются следующие методы: Давление газа должно соответствовать
Дополнительная информация
Основы притирки и полировки
Лабораторный отчет по основам притирки и полировки 54 Притирка и полировка 1. 0: Введение Притирка и полировка — это процесс точного удаления материала с заготовки (или образца)
Дополнительная информация
Сварка пластмасс. Амит Мукунд Джоши. (B.E. Mechanical, A.M.I.Prod.E)
Сварка пластмасс Амит Мукунд Джоши (B.E Mechanical, A.M.I.Prod.E) Введение Механические крепления, клеи и сварочные процессы могут использоваться для образования соединений между конструкционными пластиками.
Дополнительная информация
Руководство по проверке сварки в полевых условиях
Руководство по инспекции сварки в полевых условиях Помощь в толковании любых спецификаций или вопросов, касающихся вопросов сварки в полевых условиях, можно получить в Отделе управления материалами, сварка конструкций
Дополнительная информация
Дуговая сварка вольфрамовым электродом в среде защитного газа (40 часов)
Дуговая сварка вольфрамовым электродом в среде защитного газа GTAW (40-часовой курс) Содержание Дуговая сварка вольфрамовым электродом в среде защитного газа (40-часовой курс). ..1 ОБЩИЙ ОБЗОР…1 1. КРАТКОЕ ОПИСАНИЕ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ ПРОЦЕССОВ СВАРКИ…3 1.1
Дополнительная информация
ОПТИМАГ. Сварочное оборудование MIG/MAG с системой OPTI. Простота и производительность. www.saf-fro.com 2008-036 2008-202
Сварочное оборудование OPTIMAG MIG/MAG с системой OPTI. Простота и производительность. 008-0 008-036 www.saf-fro.com Ассортимент OPTIMAG и система opti 1881-047 Сварочное оборудование MIG/MAG, предназначенное для тяжелых условий эксплуатации
Дополнительная информация
3-валковые листогибочные машины ROUNDO, тип PS
3-валковые листогибочные станки ROUNDO Тип PS Универсальный станок, используемый для всех листогибочных станков Конструкция с двойным зажимом 1. Выровняйте лист, используя выравнивающие канавки в нижних валках или относительно заднего валка.
Дополнительная информация
Глава 31. Процессы сварки в твердом теле
Глава 31. Процессы сварки в твердом состоянии Склеивание валков Рис. 31.1. Схематическое изображение процесса склеивания валков или наплавки. Ультразвуковая сварка Рисунок 31.2 (a) Компоненты ультразвуковой сварки
Дополнительная информация
Railtrac 1000. Уникальная, гибкая, многоцелевая система для сварки и резки. Глобальные решения для местных клиентов во всем мире
1000 Уникальная, гибкая, многоцелевая система для сварки и резки. Глобальные решения для местных заказчиков во всем мире 1 SAB Гибкий ответ на жесткие требования — система компонентов, которые могут быть
Дополнительная информация
СТЕПЕНИ И СЕРТИФИКАТЫ ПО ТЕХНОЛОГИИ СВАРКИ. Диплом технологии сварки.
Сертификат на экранированную металлическую дуговую пластину и трубу (270 часов)
Область: Техническое образование Декан: доктор Триш Колдуэлл Телефон: (916) 484-8354 Консультация: (916) 484-8572 www.arc.losrios.edu/~welding/ Американское общество сварщиков (AWS) аккредитовало American River на национальном уровне
Дополнительная информация
СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла
(Это документ, состоящий из двух частей: сначала общая сварка TIG, а затем раздел, посвященный алюминию.) СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла 1. Чем больше стержень, тем легче его подавать. Используйте стержни большего диаметра (3/32
Дополнительная информация
Глава 5 ПОРОШКОВЫЕ СИСТЕМЫ БЫСТРОГО ПРОТОТИПИРОВАНИЯ
Глава 5 ПОРОШКОВЫЕ СИСТЕМЫ БЫСТРОГО ПРОТОТИПИРОВАНИЯ 5.1 3D СИСТЕМЫ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЕКАНИЯ (SLS) 5.1.1 Компания 3D Systems Corporation была основана Чарльзом У. Халлом и Рэймондом С. Фридом в 1986. Основание
Дополнительная информация
Вертикальный обрабатывающий центр с ЧПУ Alpha-Center HD Конструкция из тяжелого чугуна, точные направляющие, высокопроизводительный редуктор, предназначенный для тяжелой обработки
Вертикальный обрабатывающий центр с ЧПУ Alpha-Center HD Тяжелая конструкция из чугуна, точные направляющие, высокопроизводительный редуктор, предназначенный для тяжелой обработки Дополнительный шпиндельный пакет: максимальная мощность 31 кВт, макс. 870 Нм. крутящий момент
Дополнительная информация
Durmazlar стремится к постоянному развитию с 1956 года.
Штаб-квартира и предприятие Durmazlar стремится к постоянному развитию с 1956 г. Обладает одним из самых современных в мире производственных предприятий в области производственных технологий. 3 различных завода, ориентированных на
Дополнительная информация
Ролики. от крупнейшего производителя роликов в Великобритании. Качество Производительность Надежность
Катки от крупнейшего производителя роликов в Великобритании Качество Производительность Надежность 42 Гравитационные ролики с индексом Легкие и средние нагрузки 4 Тяжелые 5 Пластиковые ролики 6 Ролики из нержавеющей стали 7 Рифленые ролики
Дополнительная информация
Руководство для начинающих по дуговой сварке порошковой проволокой
Руководство для начинающих по дуговой сварке с флюсовой проволокой Когда дело доходит до дуговой сварки с флюсовой проволокой или FCAW, многие люди думают, что это другой процесс сварки, хотя на самом деле это не так! Хоть есть книги, классы
Дополнительная информация
Основы работы с сосудами под давлением для всех инженеров
Шарджил Аслам Фаиз: основы работы с сосудами под давлением для всех инженеров 1. Содержание 2. Эскизный проект… 3 3. Нагрузки… 3 4. Детальный проект… 3 5. Информация, поступающая в производственный чертеж… 4 6. Информация
Дополнительная информация
А2, А6. Панель управления ПЭК. Инструкция по эксплуатации
A2, A6 PEK Панель управления Инструкция по эксплуатации 0460 949 174 RU 111222 Действительно с версии программы 2.00 1 ВВЕДЕНИЕ… 5 1.1 Панель управления… 5 1.1.1 Кнопки и ручки… 6 1.2 Первый шаг… 7 1.2.1 Выбор
Дополнительная информация
Инструкции по монтажу силовых модулей SP4
Инструкции по монтажу силовых модулей SP4 Пьер-Лоран Думерг Инженер по исследованиям и разработкам Microsemi Power Module Products 26 rue de Campilleau 33 520 Брюгге, Франция Введение.0022
Дополнительная информация
Сварка.
Плоский прокат ArcelorMittal Europe. Определения сварки и свариваемости. Последствия сварки
ArcelorMittal Europe Сварка плоского проката Определения сварки и свариваемости Сварка металлических деталей — это процесс соединения, предназначенный для обеспечения сплошности металла в месте соединения. Эта непрерывность
Дополнительная информация
Медь. Расходные материалы. Медь и медные сплавы. Сварочные процессы
Расходные материалы и сплавы — это металл с некоторыми очень важными свойствами, основными из которых являются его высокая электропроводность, высокая теплопроводность, отличная стойкость к коррозии и его
Дополнительная информация
Фотоэлектрический блок солнечной энергии EESFB
Техническое учебное оборудование Солнечная фотоэлектрическая установка EESFB Продукция Ассортимент продукции Установки 5. -Энергия Электронная консоль СХЕМА ПРОЦЕССА И РАСПРЕДЕЛЕНИЕ ЭЛЕМЕНТОВ УСТАНОВКИ Worlddidac Member ISO 9000: Качество
Дополнительная информация
ГЛАВА 2 ПРОЦЕСС ТРЕБУЕМОГО ЛИТЬЯ
ГЛАВА 2 ПРОЦЕСС ЛИТЬЯ ДЛЯ ИНЖЕКЦИИ Литье под давлением является наиболее широко используемым процессом изготовления полимеров. Он возник в результате литья металлов под давлением, однако, в отличие от расплавленных металлов, полимерные расплавы обладают высокой
Дополнительная информация
Роботизированная сварочная горелка
Т е Х Н О Л О Г И Ф О Р Т е В е Л д е Р с В О Р Л d. Роботизированная сварочная горелка W W Роботизированная сварочная горелка… Универсальная система MIG/MAG-горелок для роботизированной сварки: новый интерфейс и кабельная сборка
Дополнительная информация
www.
klmtechgroup.com СОДЕРЖАНИЕ
Страница : 1 из 45 Инженерный стандарт проекта www.klmtechgroup.com KLM Technology #03-12 Block Aronia, Jalan Sri Perkasa 2 Taman Tampoi Utama 81200 Johor Bahru Malaysia СОДЕРЖАНИЕ 1.0 ОБЛАСТЬ ПРИМЕНЕНИЯ 2 2.0 КОНФЛИКТЫ
Дополнительная информация
ТЕНЗОДАТЧИК ДАВЛЕНИЯ
ТЕНЗОДАТЧИК ДАТЧИК ДАВЛЕНИЯ В датчиках давления используются различные чувствительные устройства для обеспечения электрического выходного сигнала, пропорционального приложенному давлению. Чувствительное устройство, используемое в преобразователях
Дополнительная информация
Конструкция штампа для резки и резки Конструкция штампа для резки
Производственные процессы 2 Д-р Алаа Хасан Али Конструкция штампа для резки и резки Конструкция штампа для резки Штамповочный штамп — это специальный, единственный в своем роде прецизионный инструмент, который режет и формирует листовой металл в желаемую форму
Дополнительная информация
Концевые выключатели SICONT Тип 3SE3 до 500 В перем.
тока, 600 В пост. тока, 10 А
s Концевые выключатели SICONT, тип 3SE3, до 500 В переменного тока, 600 В постоянного тока, 10 А Введение Техническая и описательная информация о функции, конструкции и выборе новых типов концевых выключателей 3SE3:
Дополнительная информация
ТБи Индастриз. Сварочные горелки MIG/MAG TBi Expert 0. 1
TBi Industries MIG/MAG Сварочные горелки TBi Expert 1 0. 1 СОДЕРЖАНИЕ. TBi Expert Горелки с газовым охлаждением TBi 150 Classic Series 60% (10 мин.) Смесь: 150 A CO 2 : 180 A Ø 0,6–1,0 мм Горелки с водяным охлаждением TBi 240
Дополнительная информация
ponto trasso ОПИСАНИЕ ХАРАКТЕРИСТИКИ — ПРОЖЕКТОРЫ ПРЕИМУЩЕСТВА ВЕРСИИ
ponto trasso ponto trasso ХАРАКТЕРИСТИКИ — ПРОЖЕКТОРЫ Ponto Trasso Герметичность: IP 67 (*) Ударопрочность (стекло): IK 10 (**) Устойчивость к статической нагрузке: 500 кг (*) Номинальное напряжение: 230 В переменного тока Электрический
Дополнительная информация
Дуговая сварка вольфрамовым электродом, обычно называемая TIG (вольфрамовый инертный газ), создает дугу между
КОНСТРУКТИВНЫЕ СООБРАЖЕНИЯ ДЛЯ СВАРКИ Помимо контактной точечной сварки (RSW), для сварки металлических штамповок и изделий чаще всего используются три процесса: дуговая сварка металлическим газом (GMAW) или MIG; газ
Дополнительная информация
НОВЕЙШАЯ ЭЛЕКТРОДНАЯ ТЕХНОЛОГИЯ, ОБЕСПЕЧИВАЮЩАЯ УЛУЧШЕННУЮ ЭФФЕКТИВНОСТЬ ЭЛЕКТРОДОВ В ДУГОВЫХ ПЕЧЯХ ПОД ПЛАВОМ
НОВЕЙШАЯ ТЕХНОЛОГИЯ ЭЛЕКТРОДОВ, ОБЕСПЕЧИВАЮЩАЯ УЛУЧШЕННУЮ ЭКСПЛУАТАЦИЮ ЭЛЕКТРОДОВ В ДУГОВЫХ ПЕЧЯХ С ПОГРУЖЕННОЙ ДУГОЙ Хенк ван дер Бийл, Алан Карпентер, Шон Роджерс и Юджин Сидорски Pyromet (Pty) Ltd, PO Box 61582, Marshalltown,
Дополнительная информация
Устройство смены инструмента.
Прочный и долговечный. Для универсального использования. Полезная нагрузка до 800 кг
Устройство смены инструмента TK-Series Прочный и долговечный Для универсального использования Грузоподъемность до 800 кг 02 собственный отдел разработки собственный производственный отдел. Непревзойденный по надежности. Ассортимент продукции, устанавливающий стандарты
Дополнительная информация
Одногнездная пресс-форма. Базовая конструкция пресс-формы. Система выброса. Многоместная пресс-форма
Базовая конструкция пресс-формы Базовая конструкция пресс-формы: Плита сердечника и сердечник (подвижные) Плита с полостью и полость (фиксированные) Другие особенности включают направляющие стойки / направляющую втулку Литниковая втулка Установочное кольцо Одинарная полость
Дополнительная информация
Базовые станции Mitel DECT
Базовые станции Mitel DECT Мобильность на месте для профессионалов Линейка базовых станций Mitel BS300 предлагает различные схемы покрытия для различных ситуаций. Выбрав правильную смесь базы
Дополнительная информация
Роликовый сварочный аппарат — WALDUN
Оборудование для непрерывной сварки валков основано на внедрении передовых зарубежных технологий в сочетании с реальной ситуацией в стране и годами технического накопления, специально разработанными для валков непрерывного литья, валков и наплавки. устройство. Оборудование для наплавки включает в себя: балочную раму, линейный подвижный стол сварочной горелки с вертикальной регулировкой, линейный подвижный стол с горизонтальной регулировкой сварочной горелки, подвижный ящик для хранения флюса, систему охлаждения сварочной горелки с циркулирующей водой, узел передачи мощности, платформу для укладки проволоки и механизм самовращения, ряд Дымовая труба, механизм подачи проволоки с регулируемой скоростью, сварочная горелка с водяным охлаждением, встроенный электрический шкаф и ручное беспроводное дистанционное управление и т. д. Вся конструкция машины красива и эргономична. Наплавочный станок отличается стабильной работой, простотой эксплуатации, простотой обслуживания, мощными функциями и передовыми технологиями.
Преимущества заключаются в следующем:
- Интеллектуальность: Высокоуровневая аппаратная конфигурация и система функционального управления, состоящая из полностью цифровой системы управления процессом PLC, могут адаптироваться к потребностям различных процессов. После наплавки поверхность заготовки получается более ровной и красивой. WLD-WL2000 использует передовую систему управления движением с ПЛК и полностью цифровую технологию управления технологическим процессом, поэтому он имеет множество функций управления, таких как: интеллектуальная автоматическая настройка параметров процесса; функция хранения параметров процесса. Предварительно сконфигурированное программное обеспечение позволяет выполнять кольцевую разливку, одномоментную и волновую наплавку валков непрерывного литья заготовок, валков и кольцеобразных заготовок.

- Простота управления: в оборудовании WLD-WL2000 используется человеко-машинный интерфейс с широким сенсорным экраном высокой четкости, тщательно разработанное окно и человеко-машинный диалог, что делает параметры процесса и программные настройки очень простыми, можно управлять несколькими, а в куча Состояние процесса в процессе сварки хорошо видно через оконный экран. Для системы управления оборудованием траектория движения горелки задается в цифровом виде на дисплее TECO, а траектория движения отображается в процессе сварки, что делает работу оператора более удобной и простой.
- Стабильность подачи проволоки: механизм подачи проволоки имеет два активных колеса подачи проволоки, которые могут подавать сварочную проволоку разных размеров. Благодаря режиму двойного привода усилие подачи проволоки увеличивается, а скорость становится более стабильной. В то же время уникальная конструкция колеса подачи проволоки больше подходит для подачи порошковой проволоки. Устройство подачи проволоки имеет характеристики равномерной и стабильной подачи проволоки и удобной замены колеса подачи проволоки, а эффект в процессе фактического использования достиг уровня импортных аналогичных продуктов.
- Легко удалить дым: из-за использования процесса сварки с самозащитой открытой дугой во время процесса наплавки будет образовываться большое количество дыма, что влияет на производственную среду и здоровье оператора, поэтому каждая горелка оснащена курительная трубка, каждая курительная трубка встречается. Затем она разряжается вентилятором. Цель состоит в том, чтобы автоматически исключить большую часть сварочного дыма извне, тем самым снизив воздействие на окружающую среду и оператора.
- Простота обслуживания: оборудование WLD-WL2000 легко монтируется, несложно обслуживать и имеет низкий уровень отказов благодаря использованию гладких линейных направляющих и систем управления.
Характеристики оборудования:
С наплавкой открытой дугой, наплавкой под флюсом, наплавкой колебанием, кольцевой наплавкой, спиральной наплавкой и другими функциями.
- Функция памяти положения процесса наплавки, самостабилизация наконечника и саморегулирующийся контроль сварки
- Процесс подачи проволоки стабилен, а крутящий момент подачи проволоки велик, что позволяет реализовать высокую ускорить стабильную наплавку и наплавку с поворотом, а также увеличить глубину проникновения и эффективность осаждения.
- В процессе плавной наплавки усиливается электромагнитное и механическое воздействие дуги на сварочную ванну, благодаря чему структура валика становится более разумной и однородной, а валик
- Все параметры процесса в процессе сварки
- Беспроводной пульт дистанционного управления
- Система управления станком использует средний (или английский) сенсорный экран диалога человек-машина. данные, которые могут установить скорость движения, скорость поворота, ширину поворота, скорость сварки, скорость вращения, длину ролика непрерывного литья и т. д. для реализации автоматического
- Оборудование использует TECO PLC в качестве основного блока управления, а взаимодействие человека с компьютером использует
- 10,2-дюймовый сенсорный экран и оснащено беспроводным устройством дистанционного управления для облегчения работы. Главный блок управления поддерживает CANopen, Modbus, RS-232 и стандартную промышленную связь. Может завершить управление расширением с помощью главного компьютера. Ось X приводится в движение японским высокоинерционным сервоприводом Panasonic A6, а ось Z — приводом Yamashita. Что касается обработки, оператору оборудования нужно только ввести необходимые параметры, такие как ширина и длина сварного шва. Система автоматически рассчитывает параметры наплавки, и вся операция предельно проста.
Инверторный цифровой источник питания для наплавки
Благодаря разработке специальной технологии управления плоскими характеристиками для наплавки, оборудование имеет преимущества непрерывного использования и сильной защиты от помех, а наплавочная промышленность имеет высокую заполняемость.
Механический механизм
- Привод силовой передачи
Силовой блок состоит из бесступенчатого двигателя, хромированного редуктора с закаленной поверхностью, поворотного кольца и трехкулачкового самоцентрирующегося патрона SUN.
- Блок управления перемещением по оси X
Тележка сварочной горелки, балочная рама, японский серводвигатель переменного тока Matsushita A6, планетарный редуктор, линейная направляющая, его технология обработки посредством отжига, обработка с ЧПУ для снятия напряжения и другие процессы. Каркас и основание стола образуют прочную рамную конструкцию. Верхняя часть тележки имеет левую и правую функцию управления подъемом. Движение тележки по оси Y осуществляется с помощью японского серводвигателя переменного тока Panasonic серии A6 и прецизионного планетарного редуктора. Балка с двойным приводом приводит шестерню в движение по рейке. Японская сервосистема Matsushita A6 с двойным приводом в качестве блока управления приводом оси X имеет преимущества высокой инерции, контроля абсолютного значения и отсутствия повторяющихся кумулятивных ошибок. Ось X проходит через сервопривод и 7-ступенчатый прецизионный реечный привод.
- Подъемная направляющая с ЧПУ
Подъем и опускание сварочной горелки осуществляется с помощью прецизионного шарикового винта и управляется японским приводом Yamashita + тайваньским приводом шагового двигателя OPG. Электрическое управление использует шаговый привод Japan Yamashi и шаговый двигатель Taiwan OPG в качестве блока управления по оси Z
. Сварочная горелка установлена на подъемном кронштейне с ЧПУ для перемещения и колебаний, и сварочная горелка может полностью покрыть заданный размер поверхности заготовки. область.
Technical parameters:
| 1 | Model | WLD-WL-2000 | ||
| 2 | Welding function | Submerged arc surfacing / open arc surfacing | ||
| 3 | Максимальная длина | 2000 мм | ||
| 4 | Максимальный диаметр | Φ500 мм | ||
| 5 | Максимальный диаметр наплавки14 | 72 Φ500mm | ||
| 6 | Maximum weight | 2000kg | ||
| 7 | Floor area | L10000*W2000*h33500 | ||
| 8 | Swing width | H(mm)6 、 5-50mm | ||
| 9 | Swing speed | 0.1-3.5M/min | ||
| 10 | Roll rotation speed | 0. 05-0.3r/min | ||
| 11 | Voltage | 0-45V | ||
| 12 | Current | 30-1250A | ||
| 13 | XY axis walking accuracy | ±0.1mm | ||
| 14 | Welding torch lifting accuracy | ±0.1 mm | ||
| 15 | Точность поворота | ±0,01 мм | ||
| 16 | Точность толщины сварки | ±0,5 мм | ||
| 17 |
| 8000*3750*1500mm (On the ground) | ||
| 18 | Equipment color | Blue |
Surfacing process description
- The roller works under high temperature and alternating условия нагрузки, а условия работы очень плохие. Требуется, чтобы поверхность износа имела хорошую жаропрочность, стойкость к термической усталости и износу
- Наплавка должна быть предварительно нагрета и медленно нагрета, а послесварочная термообработка необходима для облегчения обработки и повышения качества
- Технологический процесс: черновая обработка валков → ультразвуковая дефектоскопия → предварительный нагрев → автоматическая наплавка под флюсом (изоляция) → термообработка после сварки → чистовая обработка поверхности роликов → контроль твердости наплавочного слоя → ультразвуковая дефектоскопия → квалифицированное хранение для
- Наплавка под флюсом сварочная проволока и флюс: проволока диаметром Ф4мм или порошковая проволока Ф3,2мм; спеченный флюс SJ107 или SJ108.
- Оборудование для наплавки под флюсом: сварочный аппарат JHM-1250, электронагревательная печь (отжиг), электроизоляционная печь, трехголовочный автомат для наплавки, восстановление флюса
- параметры наплавки:
Температура предварительного нагрева около 350-400 °C.
Ток наплавки 400-800А, напряжение дуги 28-35В, длина вылета проволоки 30-40мм, межслойная температура 150-200°С.
После сварки отжиг составляет около 600 °C, и температура поддерживается в течение 6 часов. Сварной переходной слой, сварной шов внахлест
Готовая продукция
ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ!
Процесс контактной высокочастотной сварки VS процесс дуговой сварки под флюсом
Высокочастотная контактная сварка
Высокочастотная сварка возникла в 1950-х годах. Это новый процесс сварки, использующий скин-эффект и смежный эффект, создаваемый высокочастотным током, для соединения стальных пластин и других металлических материалов. Появление и зрелость технологии высокочастотной сварки напрямую способствовали огромному развитию производства прямошовных сварных труб, что является ключевым процессом в производстве стальных труб ERW. Качество высокочастотной сварки напрямую влияет на общую прочность, уровень качества и скорость производства сварных трубных изделий
1. Основной принцип высокочастотной контактной сварки
Так называемая высокая частота относится к частоте переменного тока 50 Гц, обычно относится к высокочастотному току 50–400 кГц. При прохождении высокочастотного тока через металлический проводник возникают два своеобразных эффекта: скин-эффект и эффект близости. Эти два эффекта используются при высокочастотной сварке для сварки стальных труб.
1) Скин-эффект означает, что при прохождении переменного тока определенной частоты по одному и тому же проводнику плотность тока не распределяется равномерно по всем участкам проводника, а в основном концентрируется на поверхности проводника. То есть, плотность тока на поверхности проводника высокая, а плотность внутри проводника низкая.
2) Эффект близости означает, что при протекании высокочастотного тока в противоположных направлениях в двух соседних проводниках ток будет течь сосредоточенно к краям двух близких друг к другу проводников. То есть два проводника имеют дополнительную более короткую сторону, и ток не течет по более короткому маршруту.
Эти два эффекта лежат в основе реализации высокочастотной сварки металлов. Высокочастотная сварка использует скин-эффект для концентрации энергии высокочастотного тока на поверхности стальной трубы и использует эффект близости для управления местоположением и диапазоном пути протекания высокочастотного тока. Скорость тока очень высока, и он может нагреть и расплавить края соседних стальных пластин за очень короткое время, а также реализовать стыковое соединение путем экструзии.
2. Характеристики технологии высокочастотной контактной сварки
1) Высокая скорость сварки и высокая эффективность
2) Ширина сварочного шва небольшая, плоская и гладкая, а внешний вид красивый
3) Высокая прочность сварного шва и хорошая обрабатываемость
3. Процесс производства труб, сваренных сопротивлением
Резка — Размотка — Выравнивание полосы — Резка головы и хвоста — Стыковая сварка полосы — Хранение петлителя — Формовка — Сварка — Удаление заусенцев — Калибровка — Дефектоскопия — Резка на лету — Предварительный контроль — Правка стальных труб — Обработка секций труб — Гидростатические испытания — Дефектоскопия — Печать и покрытие — Готовая продукция
Процесс дуговой сварки под флюсом
Дуговая сварка под флюсом (включая дуговую наплавочную сварку под флюсом и электрошлаковую наплавочную сварку и т. д.) представляет собой метод, при котором дуга горит под слоем флюса для сварки. Это процесс сварки стальной трубы LSAW и стальной трубы SSAW. Его неотъемлемые преимущества стабильного качества сварки, высокой производительности сварки, отсутствия дуги и небольшого дыма делают его основным методом сварки при производстве важных стальных конструкций, таких как сосуды под давлением, трубы сечения, коробчатые балки и колонны.
1. Сварочный процесс дуговой сварки под флюсом
При дуговой сварке под флюсом необходимо выполнить подготовку перед сваркой, включая обработку разделки сварного шва, очистку поверхности свариваемой детали, сборку сварного соединения, очистку поверхности сварного шва. сварочная проволока и сушка флюса.
①Обработка фаски
Нарезка канавок обеспечивает отсутствие неполного провара или включения шлака в корне шва, а также уменьшает количество присадочного металла. Для обработки канавки можно использовать станок для строгания кромок, механизированный или полумеханизированный станок для газовой резки, строжку угольной дугой и так далее.
②Очистка свариваемых деталей
Очистка сварных изделий в основном предназначена для удаления ржавчины, масла и влаги, а также для предотвращения образования пор. Как правило, используется пескоструйная обработка, дробеструйная обработка или удаление вручную, а при необходимости свариваемые детали прокаливаются пламенем. Перед сваркой необходимо очистить канавку, площадь 20 мм с обеих сторон канавки, а также поверхностную ржавчину, окалину и масляные пятна на свариваемой детали.
③ Сборка сварных деталей
При сборке сварных соединений убедитесь, что зазор равномерный, высота плоская, величина смещения небольшая, длина прихваточного шва обычно превышает 30 мм, а качество прихваточного шва соответствует требованиям к качеству основной шов. При необходимости используйте специальные инструменты и приспособления. Для сборки прямошовных сварных швов дугогасительные пластины и выводные пластины должны быть установлены на обоих концах сварного шва, а затем отрезаны после сварки. Их цель — получить нормальный размер участка сварного шва в начале и конце сварного соединения, а также может устранить дефекты, склонные к возгоранию дуги и окончанию.
④ Очистка сварочных материалов
Сварочная проволока и флюс, используемые при дуговой сварке под флюсом, оказывают большое влияние на состав, структуру и свойства металла шва. Поэтому оксидная пленка, ржавчина и масляные пятна на поверхности сварочной проволоки должны быть удалены перед сваркой. Флюс необходимо предохранять от влаги при хранении, а перед использованием необходимо высушить при указанной температуре.
2. Основные преимущества автоматической сварки под флюсом
(1) Высокая производительность. Длина выдвижения сварочной проволоки при дуговой сварке под флюсом (длина сварочной проволоки от конца контактного наконечника до конца дуги) намного короче, чем у электрода при ручной дуговой сварке. Как правило, речь идет о 50 мм, и это легкая сварочная проволока. Это не вызовет покраснения покрытия электрода из-за увеличения тока. Можно использовать больший ток (в 5-10 раз больше, чем при ручной сварке), поэтому глубина проплавления большая и производительность высокая. Для стыковых швов толщиной менее 20 мм не может быть разделки и зазора, что уменьшает количество присадочного металла.
(2) Качество сварки высокое. Защита сварочной ванны относительно полная, а примесей в металле сварного шва меньше. При правильном выборе процесса сварки легче получить стабильные и качественные сварные швы.
(3) Хорошие условия труда. В дополнение к снижению трудоемкости ручного управления дуговая дуга скрыта под слоем флюса, и отсутствует излучение дуги, поэтому условия работы улучшаются. Автоматическая сварка под флюсом по-прежнему является наиболее распространенным методом сварки в промышленном производстве. Он подходит для сварки больших партий, более толстых и длинных прямых и кольцевых швов большего диаметра.
У этого метода есть и недостатки. Если он не такой гибкий, как ручная сварка, он, как правило, подходит только для сварки с горизонтальным положением или небольшим наклоном; требования к качеству подготовки кромки заготовки и сборки высоки и трудоемки; поскольку это операция под флюсом, сварка Впадина и формирование шва не видны, поэтому необходимо строго контролировать спецификацию сварки.
3. Технологическая схема спирально-дуговой сварки труб под флюсом
Спирально-сварная труба SSAW представляет собой стальную трубу со спиральным швом, изготовленную из рулонной полосовой стали в качестве сырья, часто горячепрессованную и сваренную с помощью процесса автоматической двухпроволочной двусторонней дуговой сварки под флюсом.
1) Контролировать диаметр трубы, несоосность и зазор сварки
2) Головка и хвост полосы стыкуются одинарной или двойной дуговой сваркой под флюсом, а автоматическая дуговая сварка под флюсом используется для ремонтной сварки после прокатки в стальную трубу.
3) Ультразвуковая дефектоскопия. Если есть дефект, он автоматически подаст сигнал тревоги и распылит метку, чтобы вовремя устранить дефект.
4) Выравнивание, обрезка, строгание, очистка поверхности, транспортировка и обработка перед гибкой.
5) Конвейерная лента стальная.
6) Проверьте механические свойства, химический состав, состояние проплавления сварного шва, качество поверхности стальной трубы и неразрушающий контроль
.
7) Запущен в производство.
4. Процесс формирования стальной трубы LSAW
Стальная труба LSAW производится путем прессования (раскатки) одной средней и толстой пластины в трубную заготовку в пресс-форме или формовочной машине с использованием двусторонней дуговой сварки под флюсом и расширением диаметра.
1) Стальная труба UOE: после того, как один стальной лист предварительно изогнут по краю, он подвергается U-формированию, O-формованию, внутренней сварке, внешней сварке, механическому холодному расширению и другим процессам.
2) Стальная труба JCOE: то есть предварительная сварка, формовка и холодное расширение после сварки в соответствии с «J-C-O-E».
3) Стальная труба HME: она формируется методом прокатки на оправке в соответствии с «C-C-O», а затем после сварки в холодном состоянии.
Дуговая сварка под флюсом (SAW): применение, работа, детали
Сегодня я буду обсуждать определение, применение, схему, оборудование, работу, преимущества и недостатки дуговой сварки под флюсом (SAW). Ранее была опубликована статья о дуговой сварке с флюсовой проволокой (FCAW). Проверить!
Подробнее: Принципы работы дуговой сварки порошковой проволокой
Содержание
- 1 Что такое дуговая сварка под флюсом (SAW)?
- 1.0.1 Схема сварки под флюсом:
- 2 Применение
- 3 Машины Святой СПО
- 3.0.1 Погруженная дуговая машина с затоплением:
- 4 Рабочие принципы SAW
- 4.0.1. SAW:
- 4.1 Подпишитесь на нашу рассылку новостей
- 5 Преимущества и недостатки дуговой сварки под флюсом
- 5.1 Преимущества:
- 5.2 Недостатки
- 5.3 Пожалуйста, поделитесь!
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом — это еще один тип процесса дуговой сварки, в котором используется плавящийся трубчатый электрод с непрерывной подачей. Может работать в автоматическом или механизированном режиме. Он также может эксплуатироваться на полуавтоматических (ручных) пистолетах SAW с подачей под давлением или самотёком. Этот процесс не подходит для плоских или горизонтальных положений приварки, так как горизонтальное положение было выполнено со специальной компоновкой для поддержки флюса.
В этом процессе сварки зона дуги и сварочная ванна защищены от атмосферного загрязнения за счет слоя гранулированного флюса, состоящего из извести, кремния, оксида марганца, фторида кальция и некоторых других соединений. Расплавленный флюс становится проводящим и создает ток между электродами и основным металлом. Толстый слой флюса полностью покрывает металл, предотвращая искры и брызги, а также защищая от интенсивного ультрафиолетового излучения и дыма, которые являются частью процесса сварки.
SAW был первым патентом 1935 года и касался электрической дуги под слоем гранулированного флюса. Первоначально он был разработан Джонсом, Кеннеди и Ротермундом.
Схема дуговой сварки под флюсом:
Подробнее: Дуговая сварка в среде защитного газа (SMAW)
Области применения
Ниже приведены области применения SAW: ). Он также используется для обработки низколегированных сталей, нержавеющих сталей, сплавов на основе никеля и для наплавки.
Дуговая сварка под флюсом может использоваться для сварки сосудов под давлением, таких как котлы.
Много структурных очертаний, труб, землеройных инструментов, судостроения, строительства железных дорог и локомотивов.
Наконец, дуговая сварка под флюсом может использоваться для ремонта деталей машин.
Этот процесс имеет некоторые особенности, отличающие его от других процессов дуговой сварки, в том числе:
- Сварочная головка: подает флюс и присадочный металл к сварному шву.
- Бункер для флюса: помогает хранить флюс и регулирует скорость осаждения флюса на сварной шов.
- : гранулированный флюс защищает сварной шов от атмосферного загрязнения. Он также очищает металл шва и модифицирует его химическое загрязнение. Хотя некоторые другие процессы дуговой сварки, такие как MIG, SMAW предлагают это.
- Электрод: присадочный материал – стандартная проволока, а также другие специальные формы. Толщина этих проводов обычно составляет от 1,6 мм до 6 мм.
Флюс
Подробнее: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Детали машин SAW
Дуговая сварка под флюсом состоит из основных частей или оборудования, таких как сварочная головка, бункер для флюса, флюс, блок подачи электродной проволоки, электрод и флюс. блок восстановления. Сварочная головка может быть использована для подачи наполнителя, а также флюса в сварное соединение. Другие общие части аппарата включают:
- Расходуемый электрод
- Источники питания
- Гранулированный флюс
- Основной металл
- Держатель электрода
Аппарат для дуговой сварки под флюсом:
Подробнее: Понимание электрошлаковой сварки
Принципы работы SAW
Как и другие процессы дуговой сварки, SAW также передает ток на электрод от сварочного аппарата переменного или постоянного тока. Он отдельно наносит флюс в зону сварки перед соединением. Этот флюс не является проводником электричества в холодном состоянии, но становится хорошим проводником при плавлении под действием тепла дуги. Это также позволяет протекать току между электродом и заготовкой. Поток, видимый в атмосфере, остается гранулированным (неизменным), что позволяет использовать его повторно. Нижний расплавленный флюс превращается в шлак, превращаясь в отходы, и его необходимо удалять после сварки,
С заданной скоростью электрод непрерывно подается в соединение. В то время как в полуавтоматических сварочных установках сварка производится вручную вдоль стыка. В автоматическом режиме отдельный привод перемещает либо сварочную головку над неподвижным изделием, либо изделие вращается под неподвижной сварочной головкой.
Подробнее: Знакомство с плазменно-дуговой сваркой (PAW)
Посмотрите видео ниже, чтобы узнать о работе SAW:
youtube.com/embed/_jdk0q9dccc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Подпишитесь на наш информационный бюллетень
Подробнее: Знакомство с дуговой сваркой шпилек и ее методами
Преимущества и недостатки дуговой сварки под флюсом
Преимущества:
Ниже приведены преимущества сварки под флюсом:
- Высокая скорость наплавки.
- Процесс автоматизирован.
- Получается меньше дыма.
- Обучение Edge не требуется.
- Можно проводить в помещении и/или на улице.
- Отсутствие искр оксида, так как он погружен во флюсовую оболочку.
Недостатки
Несмотря на хорошие преимущества SAW, все же имеют место некоторые ограничения. Ниже приведены недостатки SAW:
- Процесс незавершен для некоторых металлов.
- Может быть несовершенен для прямых швов сосудов и труб.
- Использование Flux может быть утомительным.
- Из-за флюса может возникнуть проблема со здоровьем.
- После сварки желательно удаление шлака.
Подробнее: Понимание приварки шпилек
Это все, что касается этой статьи, в которой обсуждаются определение, применение, схема, оборудование, работа, преимущества и недостатки. Я надеюсь, что вы получили много от чтения, если это так, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Влияние переменных процесса под флюсом на разжижение и геометрию валика при наплавке одиночной проволокой
- title={Влияние переменных процесса под флюсом на растворение и геометрию валика при наплавке одной проволокой},
автор={Н. Муруган и Р. С. Пармар и С. К. Суд},
journal={Журнал технологии обработки материалов},
год = {1993},
объем = {37},
страницы={767-780}
}- N. Murugan, R.S. Parmar, S.K. Sud
- Опубликовано 1 февраля 1993 г.
- Материаловедение
- Journal of Materials Processing Technology
- Х. Ом, С. Панди
Материаловедение
- 2014
В отраслях, связанных с наплавкой, используются различные процессы сварки плавлением, особенно дуговой сварки. Эти операции требуют высокой скорости наплавки, но при низких значениях глубины проникновения в основной металл.…
Влияние параметров процесса MIG на геометрию и растворение валика при автоматической наплавке.
- R. Choteborsky, M. Navrátilová, P. hrabě
Материаловая наука
- 2018
Chotěborský R., Navratilova M., Hrabue P. борта в автоматической наплавке. Рез. агр. англ., 57: 56–62. Автоматическая сварка…
Прогнозирование и оптимизация объема наплавленного валика для процесса под флюсом – Часть 1
- В. Гунарадж, Н. Муруган
Материаловедение
- 2000
Благодаря высокому качеству и надежности дуговая сварка под флюсом (SAW) является одним из основных процессов соединения металлов, используемых в промышленности для производство стальных труб, используемых для различных…
Дуговая наплавка конструкционной стали под флюсом с использованием металлических порошков, добавленных во флюс
- П. Амброза, Р. Бендикене, Л. Каваляускене
Материаловедение
- 2007
В настоящей работе исследованы наплавленные слои под флюсом, полученные полуавтоматическим сварочным аппаратом. Конструкционная сталь С45 наплавлялась под флюсом AMS1 (химический состав: подробнее…
Влияние параметров сварки на геометрию валика в наплавке из нержавеющей стали с использованием процесса дуговой сварки под флюсом
- Автар Сингх, Талджит Сингх, Дилприт К Сингх, Гуркират Сингх
Материаловедение
- 2017
Наплавка все чаще используется в обрабатывающей промышленности и энергетике из-за ее высокой надежности наплавка все чаще используется для увеличения срока службы технических компонентов, которые… R. GaneshBharathi, Giridharan P.K, Baskar Senthilkumar
- N.
Материаловедение
- 2017
Сварка является хорошо известным металлургическим скульптурным процессом для сплавления металлов, а также для улучшения свойств поверхности в случае плакирования. Дуговая сварка металлическим газом (GMAW) – это…
Обзор влияния параметров сварки дуговой сварки на механическое поведение железных металлов / сплавов 1
- B. K. Srivastava, B. K. Srivastava, J. Prakash
Материаловая наука
- 2010
4017. (SAW) используется в качестве процесса сварки со скоростью осаждения тяжелых металлов. Процесс характеризуется использованием гранулированного флюсового слоя, покрывающего…
Прогнозирование и контроль геометрии и формы валика сварного шва при дуговой сварке труб под флюсом
- Н. Муруган, В. Гунарадж
Материаловедение
- 2005
Оптимизация параметров плакирования для коррозионной стойкости низкоуглеродистых сталей с использованием алгоритма моделирования отжига
Материаловедение
Низкоуглеродистые стали, используемые в химической промышленности, часто подвергаются коррозии. Плакирование — это процесс наплавки, используемый для нанесения толстого слоя присадочного металла на высококоррозионные материалы…
Формирование поверхностных слоев с высокой износостойкостью с использованием металлических порошков
- Первый А. Регита Бендикене, Второй Б. Петрас Амброза, Третий С. Лина Каваляускене
Материаловедение
- 2007
- Гупта В., Пармар Р.С. геометрия и форма наплавленного валика для дуговой сварки под флюсом микролегированной стали в среде…
Металлургия сварки
- J. Lancaster
Материаловедение
- 1980
Влияние поверхностных сил на сцепление материалов.
40 Полученные поверхностные слои с использованием полуавтоматического сварочного аппарата. Стали Ст3, 45, У8, Х12М, Р6М5 (ГОСТ) наплавлялись под флюсом АМС1 (химический…
ПОКАЗАНЫ 1-5 ИЗ 5 ЛИТЕРАТУРЫ
