Расчет электродов на 1 метр шва онлайн: Расчет расхода электродов на 1 метр шва — таблица и калькулятор
Содержание
Расход электродов на 1 м шва калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм. Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
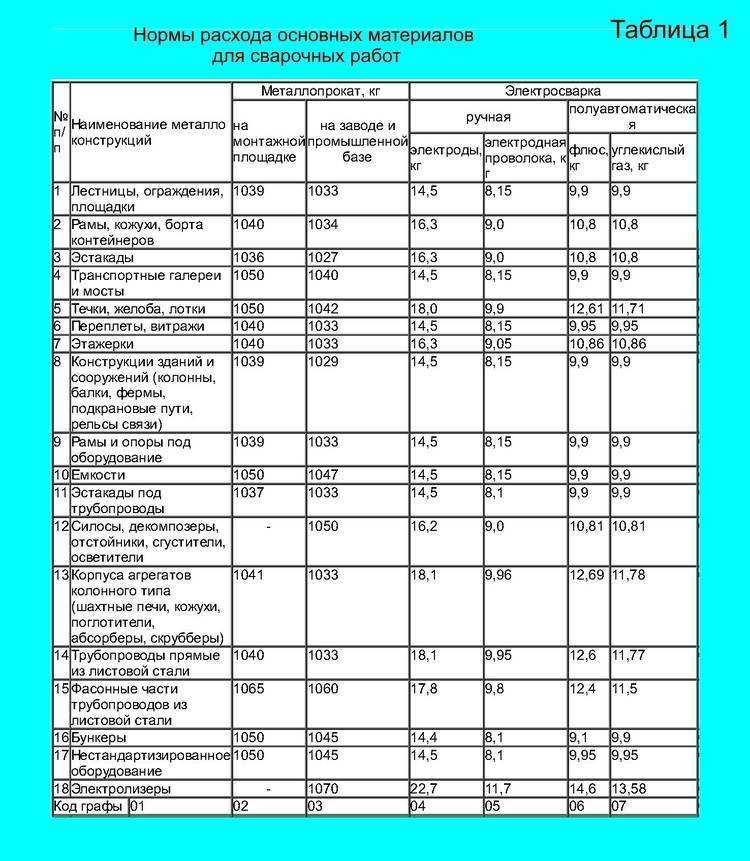
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Пример
Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Влияющие факторы
Таблица расхода электрода в зависимости от положения шва
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл.
1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Можно ли перфоратором мешать раствор
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Норма расхода электродов на 1 стык
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C18 вертикальных стыков трубопроводов сo скосом кромок нa съемной подкладке.
Смотрите остальные таблицы норм расxода: Нормы ВСН-452-84 >>>
Таблица 05. Норма расхода электродов нa 1 стык.
| Размеры трубы, мм | ll | Масса наплавленного металла, кг | | | Электроды пo группам, кг | ll | Код стрoки | ||||||||
| ll | | | I I | I I I | | | I V | l | V | | | V I | ll | ||||
| 45 ´ 3 | ll | 0,027 | | | 0,06 | l | 0,054 | | | 0,058 | l | 0,061 | | | 0,064 | ll | 1 |
| 45 ´ 4 | ll | 0,034 | | | 0,062 | l | 0,066 | | | 0,07 | l | 0,074 | | | 0,079 | ll | 2 |
| 57 ´ 3 | ll | 0,035 | | | 0,064 | l | 0,069 | | | 0,073 | l | 0,077 | | | 0,082 | ll | 3 |
| 57 ´ 4 | ll | 0,044 | | | 0,079 | l | 0,085 | | | 0,09 | l | 0,095 | | | 0,1 | ll | 4 |
| 76 ´ 5 | ll | 0,077 | | | 0,14 | l | 0,149 | | | 0,158 | l | 0,168 | | | 0,177 | ll | 5 |
| 89 ´ 6 | ll | 0,13 | | | 0,235 | l | 0,251 | | | 0,266 | l | 0,282 | | | 0,298 | ll | 6 |
| 108 ´ 6 | ll | 0,158 | | | 0,287 | l | 0,306 | | | 0,325 | l | 0,344 | | | 0,363 | ll | 7 |
| 133 ´ 6 | ll | 0,195 | | | 0,354 | l | 0,377 | | | 0,401 | l | 0,425 | | | 0,448 | ll | 8 |
| 133 ´ 8 | ll | 0,268 | | | 0,483 | l | 0,516 | | | 0,548 | l | 0,58 | | | 0,613 | ll | 9 |
| 159 ´ 6 | ll | 0,234 | | | 0,424 | l | 0,453 | | | 0,481 | l | 0,509 | | | 0,537 | ll | 10 |
| 159 ´ 8 | ll | 0,32 | | | 0,58 | l | 0,619 | | | 0,658 | l | 0,697 | | | 0,735 | ll | 11 |
| 219 ´ 6 | ll | 0,323 | | | 0,586 | l | 0,625 | | | 0,664 | l | 0,703 | | | 0,742 | ll | 12 |
| 219 ´ 8 | ll | 0,442 | | | 0,803 | l | 0,856 | | | 0,91 | l | 0,963 | | | 1,017 | ll | 13 |
| 219 ´ 10 | ll | 0,599 | | | 1,088 | l | 1,16 | | | 1,233 | l | 1,305 | | | 1,376 | ll | 14 |
| 219 ´ 12 | ll | 0,787 | | | 1,428 | l | 1,523 | | | 1,619 | l | 1,714 | | | 1,809 | ll | 15 |
| 273 ´ 8 | ll | 0,553 | | | 1,003 | l | 1,071 | | | 1,138 | l | 1,205 | | | 1,272 | ll | 16 |
| 273 ´ 10 | ll | 0,75 | | | 1,361 | l | 1,452 | | | 1,542 | l | 1,633 | | | 1,724 | ll | 17 |
| 273 ´ 12 | ll | 0,985 | | | 1,788 | l | 1,907 | | | 2,026 | l | 2,145 | | | 2,265 | ll | 16 |
| 273 ´ 15 | ll | 1,592 | | | 2,89 | l | 3,082 | | | 3,275 | l | 3,467 | | | 3,66 | ll | 19 |
| 325 ´ 8 | ll | 0,659 | | | 1,196 | l | 1,276 | | | 1,357 | l | 1,436 | | | 1,516 | ll | 20 |
| 325 ´ 10 | ll | 0,894 | | | 1,623 | l | 1,731 | | | 1,839 | l | 1,947 | | | 2,055 | ll | 21 |
| 325 ´ 12 | ll | 1,175 | | | 2,133 | l | 2,275 | | | 2,417 | l | 2,559 | | | 2,701 | ll | 22 |
| 325 ´ 15 | ll | 1,902 | | | 3,453 | l | 3,683 | | | 3,913 | l | 4,144 | | | 4,374 | ll | 23 |
| 377 ´ 8 | ll | 0,765 | | | 1,389 | l | 1,482 | | | 1,576 | l | 1,667 | | | 1,76 | ll | 24 |
| 377 ´ 10 | ll | 1,039 | | | 1,885 | l | 2,01 | | | 2,136 | l | 2,261 | | | 2,387 | ll | 25 |
| 377 ´ 12 | ll | 1,365 | | | 2,478 | l | 2,643 | | | 2,808 | l | 2,973 | | | 3,138 | ll | 26 |
| 377 ´ 15 | ll | 2,211 | | | 4,013 | l | 4,281 | | | 4,548 | l | 4,816 | | | 5,083 | ll | 27 |
| 426 ´ 10 | ll | 1,175 | | | 2,132 | l | 2,274 | | | 2,416 | l | 2,558 | | | 2,7 | ll | 28 |
| 426 ´ 12 | ll | 1,545 | | | 2,804 | l | 2,99 | | | 3,177 | l | 3,364 | | | 3,551 | ll | 29 |
| 426 ´ 16 | ll | 2,759 | | | 4,991 | l | 5,324 | | | 5,655 | l | 5,988 | | | 6,321 | ll | 30 |
| 465 ´ 18 | ll | 3,598 | | | 6,531 | l | 6,966 | | | 7,401 | l | 7,836 | | | 8,271 | ll | 31 |
Еще одни нормы расxода: Нормы ВСН-416-81 >>>
Другие страницы по теме:
- Нормы расхода топлива (Украина).
- Таблица 2 — нормы расхода электродов на 1 метр сварочного шва.
- Таблица 3 — норма электродов на 1 стык труб (С18 -соединения вертикальных стыков трубопроводов).
- Таблица 4 — норма электродов на 1 метр шва
- Таблица 6 — нормы расхода на 1 метр шва (С5 — Соединения вертикальных стыков трубопроводов).
- Таблица 7 — нормы расхода на 1 стык (С5 — Соединения вертикальных стыков трубопроводов).
- Таблица 8 — нормы расхода электродов на 1 метр шва (С10 — Соединения горизонтальных стыков трубопроводов).
- < Нормы расхода электродов — Таблица 6 из ВСН 452-84
- Нормы расхода электродов — Таблица 4 из ВСН 452-84 >
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Расход сварочной проволоки на 1 метр шва таблица
Главная » Статьи » Расход сварочной проволоки на 1 метр шва таблица
Расчет расхода сварочных материалов
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 1 | 0 | 2 | 0,02 |
| 1,5 | 0,5 | 3 | 0,02 |
| 2 | 1 | 4 | 0,03 |
| 3 | 1,5 | 7 | 0,05 |
| 4 | 2 | 22 | 0,17 |
| 5 | 2,5 | 25 | 0,20 |
| 6 | 3 | 32 | 0,25 |
| 7 | 3 | 42 | 0,33 |
Угловой сварной шов
| Толщина пластины, t, мм | Размер профиля, s, мм2 | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 2 | 4 | 6 | 0,05 |
| 2,5 | 6,5 | 8,5 | 0,07 |
| 3 | 9 | 12,5 | 0,10 |
| 4 | 16 | 21 | 0,16 |
| 5 | 25 | 31,5 | 0,25 |
| 6 | 36 | 42 | 0,33 |
| 7 | 49 | 57 | 0,45 |
| 8 | 64 | 73,5 | 0,58 |
| 9 | 81 | 94 | 0,74 |
| 10 | 100 | 114 | 0,89 |
| 11 | 121 | 138 | 1,08 |
| 12 | 144 | 162 | 1,27 |
| 13 | 169 | 190 | 1,49 |
| 14 | 196 | 224 | 1,76 |
| 15 | 225 | 248 | 1,95 |
Внешний угол
| Толщина пластины, t, мм | Размер профиля, s, мм2 | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 2 | 2 | 3,5 | 0,03 |
| 3 | 4,5 | 7,5 | 0,06 |
| 4 | 8 | 10,5 | 0,08 |
| 5 | 12,5 | 16 | 0,13 |
| 6 | 18 | 22 | 0,17 |
| 7 |
24,5 | 31,5 | 0,25 |
| 8 | 32 | 40,5 | 0,32 |
| 9 | 40,54 | 51 | 0,40 |
| 10 | 50 | 64 | 0,50 |
| 12 | 72 | 93 | 0,73 |
| 15 | 113 | 141 | 1,11 |
| 18 | 162 | 204 | 1,60 |
| 20 | 200 | 252 | 1,98 |
| 22 | 242 | 204 | 2,39 |
| 25 | 323 | 405 | 3,18 |
V-образный стык
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 11,5 | 0,09 |
| 5 | 1 | 16,5 | 0,13 |
| 6 | 1 | 23 | 0,17 |
| 7 | 1,5 | 33,5 | 0,26 |
| 8 | 1,5 | 33,5 | 0,26 |
| 9 | 1,5 | 51 | 0,38 |
| 10 | 2 | 66,5 | 0,49 |
| 11 | 2 | 78,5 | 0,56 |
| 12 | 2 | 91 | 0,65 |
| 14 | 2 | 120 | 0,86 |
| 15 | 2 | 135 | 0,97 |
| 16 | 2 | 151 | 1,04 |
| 18 | 2 | 189 | 1,33 |
| 20 | 2 | 227 | 1,63 |
| 25 | 2 | 341 | 2,46 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 13 | 0,10 |
| 5 | 1 | 19,5 | 0,15 |
| 6 | 1 | 27 | 0,20 |
| 7 | 1,5 | 39 | 0,30 |
| 8 | 1,5 | 49 | 0,37 |
| 9 | 1,5 | 60,5 | 0,44 |
| 10 | 2 | 77,5 | 0,57 |
| 11 | 2 | 92 | 0,66 |
| 12 | 2 | 107 | 0,77 |
| 14 | 2 | 141 | 1,02 |
| 15 | 2 | 160 | 1,15 |
| 16 | 2 | 180 | 1,23 |
| 18 | 2 | 223 | 1,60 |
| 20 |
2 | 271 | 1,94 |
| 25 | 2 | 411 | 2,94 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 15 | 0,13 |
| 5 | 1 | 22,5 | 0,19 |
| 6 | 1 | 31 | 0,29 |
| 7 | 1,5 | 45 | 0,38 |
| 8 | 1,5 | 57 | 0,47 |
| 9 | 1,5 | 70 | 0,59 |
| 10 | 2 | 90 | 0,76 |
| 11 | 2 | 107 | 0,89 |
| 12 | 2 | 125 | 1,05 |
| 14 | 2 | 165 | 1,34 |
| 15 | 2 | 188 | 1,55 |
| 16 | 2 | 211 | 1,75 |
| 18 | 2 | 263 | 2,17 |
| 20 | 2 | 320 | 2,62 |
| 25 | 2 | 488 | 4,00 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 17,5 | 0,14 |
| 5 | 1 | 26 | 0,22 |
| 6 | 1 | 36 | 0,30 |
| 7 | 1,5 | 51,5 | 0,44 |
| 8 | 1,5 | 65,5 | 0,55 |
| 9 | 1,5 | 81,5 | 0,69 |
| 10 | 2 | 104 | 0,86 |
| 11 | 2 | 124 | 1,02 |
| 12 | 2 | 145 | 1,23 |
| 14 | 2 | 193 | 1,60 |
| 15 | 2 | 219 | 1,81 |
| 16 | 2 | 245 | 2,02 |
| 18 | 2 | 308 | 2,51 |
| 20 | 2 | 376 | 3,11 |
| 25 | 2 | 577 | 4,76 |
ckmt. ru
ru
Расход материалов при сварочных работах – методы расчета
В этой статье рассмотрим расход электродов и газов, рекомендуемые нормы расхода и как подсчитать расход самостоятельно. Рассмотрим и некоторые особенности вычисления расхода материалов при сварочных работах, по каким причинам расход может увеличится. Приведем в нашей статье и пару формул, как можно самостоятельно рассчитать рекомендуемый расход сварочных материалов.
Расчет расхода электродов для сварки – один из важных этапов подготовительных работ. Воспользовавшись одной из существующих методик расчета расхода электродов, можно не волноваться, что придется прерывать сварочный процесс из-за нехватки присадочного материала, что, несомненно, скажется на качестве выполненных работ.
В наше время сварка занимает главенствующие позиции в соединение металлоизделий. Сварочные работы составляют основу в машиностроении, в строительстве и пр. Таким образом, приобретают важность знания о сварочных процессах и применении таких материалов, как флюсы. В данной статье вы ознакомитесь с принципом действия флюсов и особенностями их использования во время сварки алюминия.
В данной статье вы ознакомитесь с принципом действия флюсов и особенностями их использования во время сварки алюминия.
stalevarim.ru
Расход сварочной проволоки — Полуавтоматическая сварка — MIG/MAG
Отправлено 11 Март 2014 20:14
Господа технологи, вопрос вам!
Варим каркасы сидений автомобилей полуавтоматом. Согласно КД катет швов 2 мм (проволока ф0.8мм), как Вы считаете нормы расхода проволоки, если во всех расчетах нет коэффициента учета квалификации сварщика о_О, то есть площадь поперечного сечения вместо 4-5 мм2 выходит более 8 мм2 у всех сварщиков.
Спасибо за ответ, надеюсь все поняли, что я имею ввиду
Отправлено 12 Март 2014 08:30
Норматив расхода сварочной проволоки на 1 м шва определяется по номинальным конструктивным размерам шва, массе наплавленного металла с учетом потерь и отходов и рассчитывается по формуле:
Нn= Кn*QH
где Нn — норматив расхода сварочной проволоки на I м шва, кг; Кn — коэффициент перехода, учитывающий технологические потери (на угар и разбрызгивание) и отходы проволоки при сварке.
Масса наплавленного на 1 м шва зависит от конструктивных элементов кромок деталей, марки применяемых электродов и определяется по формуле: QH=FH*g/1000
где Qн — масса наплавленного металла на I м шва, кг; Fн — площадь наплавки, мм2; g — плотность металла, принятая в расчетах равной 7,85 г/см3 — для углеродистых и низколегированных сталей и 7,9 г/см3 — для высоколегированных.
Отправлено 12 Март 2014 09:05
попробуйте варить единичкой. Естественно, скорость подачи проволоки уменьшить, скорость движения горелки вдоль шва увеличить. ПА какой?
Отправлено 12 Март 2014 19:21
Норматив расхода сварочной проволоки на 1 м шва определяется по номинальным конструктивным размерам шва, массе наплавленного металла с учетом потерь и отходов и рассчитывается по формуле:
Нn= Кn*QH
где Нn — норматив расхода сварочной проволоки на I м шва, кг; Кn — коэффициент перехода, учитывающий технологические потери (на угар и разбрызгивание) и отходы проволоки при сварке.
Масса наплавленного на 1 м шва зависит от конструктивных элементов кромок деталей, марки применяемых электродов и определяется по формуле: QH=FH*g/1000
где Qн — масса наплавленного металла на I м шва, кг; Fн — площадь наплавки, мм2; g — плотность металла, принятая в расчетах равной 7,85 г/см3 — для углеродистых и низколегированных сталей и 7,9 г/см3 — для высоколегированных.
Спасибо. ее и использую,
попробуйте варить единичкой. Естественно, скорость подачи проволоки уменьшить, скорость движения горелки вдоль шва увеличить. ПА какой?
Спасибо за советы. Единица не вариант. ПА — линкольн powertec 365s+Lf24mpro. Сегодня его настроил так, что выдерживал (варил сам) катет 3 мм и шов красивый и ровный и по шлифу проплавление идеальное. После обеда пришел сварщик, покрутил и начал варить с 5ью мм катетом. Те режимы ему не нравились. (разница в токе была в пределах технологии). В итоге решил обсудить все с производственниками
websvarka. ru
ru
Расход электродов: на 1 тонну металлоконструкций, на 1 метр шва при сварочных работах, таблицы, при сварке труб, нормы, количество
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
При выполнении бытовой сварки, при создании небольших конструкций и при других подобных ситуациях этот параметр не актуален, а соответственно, он не применяется.
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М — масса свариваемой конструкции; К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F — площадь поперечного сечения; L — длина сварочного шва; M — масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Совет! Чтобы избежать перерывов в работах, необходимо увеличить полученные данные на 5-7 %. Это гарантировано обезопасить исполнителя от различного рода форс-мажорных обстоятельств.
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла — это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М — масса металла; К расхода — табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм.
 — 15%;
— 15%; - свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Группа электродов | Коэффициент расхода электродов | Марка электродов |
II | 1,5 | ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
III | 1,6 | ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
IV | 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
V | 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
VI | 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Важно! В зависимости от вида соединяемых стыков, наличия или отсутствия скосов, нормы расхода электродов для сварки трубопроводов могут разниться.
Полный перечень справочных норм представлен на сайте — https://znaytovar.ru/gost/2/vsn_45284_proizvodstvennye_nor.html.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов: 1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
1. 5 5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0.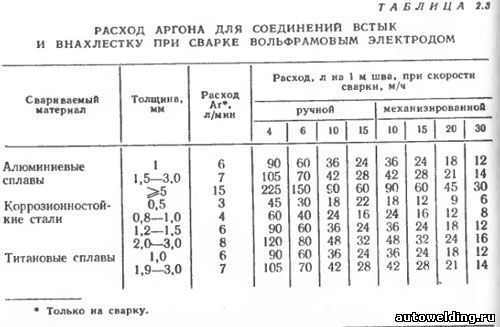 11 11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0. 09 09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1. 12 12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм | Нижнее 50° | Нижнее 60° | Вертикальное 70° | Потолочное 80° | Горизонтальное60° |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1. 34 34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
Первый и подварочный проход при сварке V-образного соединения
| Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,10 | 3,0 |
| Нижнее | > 12 | 0,15 | 4,0 |
| Вертикальное | > 8 | 0,15 | 3,0 |
| Горизонтальное | > 8 | 0,15 | 3,0 |
| Потолочное | >10 | 0,10 | 3,0 |
weldelec. com
com
Расчет расхода сварочной проволоки на метр шва: как проводится, формула, таблицы
Чтобы приступить к сварке, под рукой необходим сам аппарат, сопутствующие материалы, клеммы, проволока.
Чтобы заняться процессом, нужно включить агрегат в розетку и творить, пока есть желание и вдохновение на работу. А сопутствующие материалы могут закончиться в самую неподходящую минуту.
Во избежание таких неприятных сюрпризов, нужно знать соотношение между количеством расходников с объёмом работ.
Надо заранее рассчитывать предполагаемый расход. Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Сварочная проволока продается в катушках или бобинах. Иногда обрабатывается раствором для увеличения срока хранения.
В нашем обзоре мы подробно расскажем, как рассчитать метраж проволоки, покажем наглядно в расчетах.
Содержание статьиПоказать
- Специфика проволоки
- Расход проволоки
- Как произвести расчет
- Пример
- Подведем итог
Специфика проволоки
Чтобы правильно определить расход сварочной проволоки, нужно знать все ее характеристики эксплуатации, состав, качество.
Присадочный материал должен быть чист от примесей, содержать минимум газов и шлаков, иметь различные показатели плавки, что формирует расчет.

При сварке автоматом или полуавтоматом над созданием шва работают без отрыва. Поэтому нужно точно определить метраж проволоки, которая будет израсходована.
В противном случае, результат без дефектов не будет достигнут. Во время аргонодуговой сварки просчеты рекомендуемы, но не обязательны.
Хотя настоящие профи, не приступают к работе, пока не рассчитают количество требуемого материала.
Есть фиксированные рамки использования расходуемого материала. При расчете метража присадочной проволоки, обращают внимание и на такие нюансы как брак в работе.
Естественно его нужно исправлять, и не важно, возник он по вине специалиста или под влиянием посторонних факторов.
А для этого потребуется дополнительный объем рабочего материала. Необходимо брать в расчет пробную сварку перед стартом основного процесса.
Как работодатель, так и исполнитель, обязаны располагать данными о требуемых материалах, а соответственно и финансах для завершения объекта. Для этого и составляют проектно-финансовую документацию.
Для этого и составляют проектно-финансовую документацию.
Расход проволоки
Каждый вид сварочных работ имеют свою специфику. При той или иной сварке используются материалы, у каждого из которых свои физико-химические свойства.
Чтобы правильно составить таблицу их расхода нужно учитывать все факторы, вид сварного аппарата, шва, присадочного материала, квалификацию мастера.
То есть индивидуально подходить к каждому варианту. Конечно невозможно идеально произвести расчет расхода используемых в работе средств.
Но благодаря исследованиям в этой отрасли, опираясь на всевозможные показатели, все-таки выведены среднестатистические данные.
Вы можете взять их за основу, но все показатели просчитывать рекомендуется самостоятельно, исходя из конкретного задания.
Самый удобный способ расчета расхода проволоки – это ее расход на один метр шва. Зная расход присадочной проволоки на 1 метр, даже новичок сможет правильно прикинуть, сколько ее уйдет на весь шов.

И как мы уже упоминали, нужно закладывать в смету немного большее количество материалов.
Как произвести расчет
Существует специальная формула для расчета количества рабочего материала на один метр шва:
N = G*К
Где «N» — это определяемая величина, то есть количество расхода сварных расходников на метр шва. «G» — это масса наплавленного металла на метровом сварном шве.
«К» – показатель перехода от массы продукта наплавки к расходу металла, использованного в работе.
Для вычисления показателя G нужно воспользоваться такой системой:
G = F*y*L
«F» — это площадь поперечного сечения шва в мм2. «у» — удельный вес материала, из которого произведена проволока.
Величина «у» особенно важна.
Сегодня много производителей сварочной проволоки. У каждого своя специфика и технология производства. Поэтому сварная проволока отличается своими свойствами. В зависимости от металла, из которого она изготовлена, проволока имеет определенную толщину.
Величина «L» подразумевает цифру 1, расчет происходит на один метр. Соответственно от количества метража, который нужно определить меняется “L”.
Этот способ подходит для расчета расхода проволоки при сварке в нижнем положении. При остальных видах работ показатель «N» необходимо умножить на величину «К».
Для правильного определения формулы, нужно зать, что существуют определенные положения сварки. Для каждого из них величина “K” своя:
- при нижнем — 1
- при полувертикальном — 1.05
- при вертикальном — 1.1
- при потолочном — 1.2
При сварке полуавтоматом в расчет нужно брать специфику эксплуатации аппарата для сварки, защитный газ, толщину сечения сварочной проволоки, характеристики деталей.
Уважаемые читатели, в своих расчетах расхода будьте грамотны и внимательно применяйте данные рекомендации, учитывать все нюансы и сопутствующие факторы. Тогда Вы сможете безошибочно и с легкостью получить искомые величины и цифры.
Пример
Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Подведем итог
Ознакомившись с нашими материалами, вы узнали, как подготовить предварительный расчет количества присадочной проволоки при работе автоматом, полуавтоматом, аргоном при разных положениях.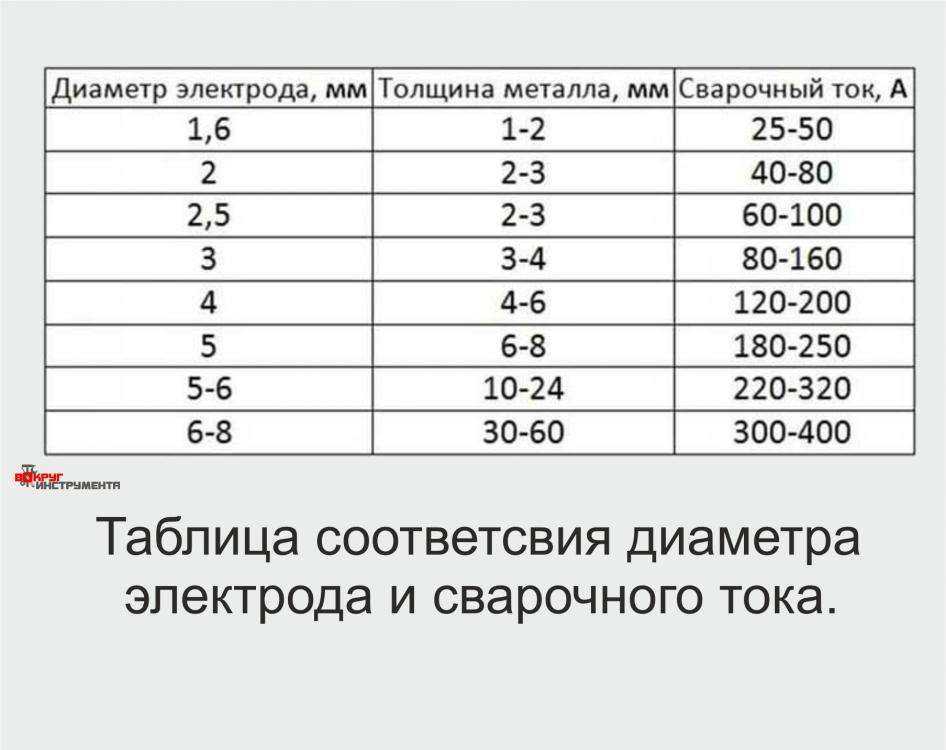
Эта информация будет очень полезна для вашей дальнейшей работы.
Будет здорово, если Вы поделитесь своими знаниями просчетов расхода с начинающими сварщиками. Всем легкой работы!
Расчет норм расхода сварочной проволоки
Невозможно создать сварной шов без использования каких-либо дополнительных материалов и средств, которые рано или поздно заканчиваются. Использовать сварочную проволоку нужно с умом. Уметь рассчитывать необходимый объем очень важно, так как это нужно для того, чтобы определить перед выполнением сварки, сколько расходного материала вам потребуется.
В случае если вы хотите выполнить сварку один раз и не занимаетесь этим часто, то вам в обязательном порядке нужно приобрести необходимый объем, это, банально, поможет вам сэкономить денежные средства.
Естественно, что различные модели присадочной проволоки имеют разные коэффициенты наплавки, говоря простым языком, одна модель присадочного материала может расходоваться гораздо быстрее, нежели другая. Вне зависимости от метода сварки, используемого вами, будь то классическая ручная или же в автоматическом режиме, прерывать создания шва на половину процесса категорически нельзя. Это в значительной степени повлияет на качество итогового результата. Поэтому лучше купить проволоку с небольшим запасом.
Вне зависимости от метода сварки, используемого вами, будь то классическая ручная или же в автоматическом режиме, прерывать создания шва на половину процесса категорически нельзя. Это в значительной степени повлияет на качество итогового результата. Поэтому лучше купить проволоку с небольшим запасом.
Норма расхода – это определение, которое указывает на количество материалов необходимых для выполнения данной манипуляции. В это значение уже учитываются разнообразные отходы, потери материала, погрешности при работе и т.д. Проще говоря, значение нормы включает в себя все этапы создания сварного шва. Точный учет напрямую оказывает влиянию на качество работы.
Каждый метод сварки имеет свою норму расходы присадочных материалов. Для каждых методов сварки, включая сварку в среде защитного облака из инертных газов, нормы расходов были определены длительным опытом работы. Каждый метод сварки имеет свои особенности выполнения, что, естественно, сказывается на потерях и расходах присадочного материала.
Эталоном можно считать количество проволоки, которое необходимо для создания сварного соединения длинной в один метр, используя тот или иной метод сварки. В качестве несложного примера можно привести сварочные работы, в процессе которых требуется выполнить минимальное количество процедур, без выполнения каких-либо дополнительных манипуляций, с созданием временных швов и т.д. Норма расхода присадочного материала рассчитывается согласно государственным стандартам.
Существует несложная специально разработанная формула, следуя которой можно рассчитать необходимое количество присадочного материала для выполнения той или иной манипуляции. Она принимает вид: N = GK.
Символ «N» означает эталонный параметр, если точнее, то это значение требуемого количества присадочного материала, требуемого для создания сварного шва размером в один метр. Символ «G» — это вес сварного соединения после выполнения всех сварочных работ. K – это коэффициент перехода, этот параметр определяется значением массы наплавочного материала к общему расходу металла, который использовался в процессе сварочных работ. Значение длины в один метр берется для упрощения расчетов.
Значение длины в один метр берется для упрощения расчетов.
Для того чтобы узнать «G», потребуется выполнить вычисления по следующей формуле: G = FyL.
Буква «Ф» обозначает размеры поперечного сечения готового сварного шва. Значение должно исчисляться в миллиметрах в квадрате. Буква «у» означает долю массы метала в составе присадочной проволоки. Этот параметр может принимать значение из достаточно широкого диапазона. Это обусловлено тем, что существует большое количество разнообразных моделей присадочных проволок для сварки. Последний параметр «L» — это длина сварного соединения, по умолчанию она принимается за один метр, однако именно изменения этого значения можно вычислить нужное количество расходного материала для выполнения той или иной сварочной манипуляции.
Вышеописанный способ вычисления подходит для вычисления количества расходного материала при выполнении сварочных работ в нижнем положении. Для других положения, дополнительно получившийся параметр нужно умножать на значение коэффициента поправки:
- нижнее положение – 1;
- полувертикальная сварка – 1,05;
- вертикальная сварка – 1,1
- потолочная сварка – 1,2.

При вычислении объема требуемого присадочного материала для сварки в полуавтоматическом режиме нужно также учитывать следующие параметры:
- применение защитного облака из инертного газа;
- тип используемого газа;
- технические характеристики сварочного аппарата;
- размер сечения присадочной проволоки;
- основные физические характеристики свариваемого объекта.
С помощью несложных манипуляций и подсчетов без особых проблем можно узнать требуемое количество расходного материала. Большинство нужных параметров для вычисления можно узнать самостоятельно, однако в некоторых случаях может потребоваться специализированная литература.
Можно рассмотреть пример проведения вычислений. Для начала нужно определить вес наплавленного материала с помощью формулы G=FyL. Допустим, что F равно 0,0000055 метра в квадрате (так как предстоит умножать площадь сварного шва на длину соединения, необходимо принимать это значение именно в метрах в квадрате). Пускай масса будет равно 7850 килограмм и будем считать, что длина металлического лица равна одному метру.
Пускай масса будет равно 7850 килограмм и будем считать, что длина металлического лица равна одному метру.
После того вычисления мы узнаем что произведение трех вышеописанных значений равно сорока терм тысячным килограмма. Далее значение 0,043 можно подставить в основную формулу и после выполнения второго действия мы сможем узнать количество необходимого материала.
В нашем случае длина равняется одному, следовательно, значение 0,043 нужно умножить на единицу. Результата будет точно таким же. Таким образом, мы узнаем количество проволоки необходимой для выполнения предстоящей операции.
Если сварка будет выполняться в нижнем положении, что полученное значение оставляется таким как есть. Однако если вы будете использовать другое положение, то полученное количество проволоки в килограммах, нужно умножить на коэффициент положения, значения для которого были описаны выше.
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Балочные системы. Определение реакций опор и моментов защемления
|
⇐ ПредыдущаяСтр 4 из 7Следующая ⇒
Для определения себестоимости сварных изделий очень важно правильно рассчитать расход материалов при сварочных работах. Кроме того, количество необходимых электродов, сварочной проволоки, флюсов, защитных газов и других расходных материалов необходимо знать и для того, чтобы обеспечить непрерывность рабочего процесса, создав на складе достаточный их запас. Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки. Норма расхода сварочных материалов – это их количество, необходимое для полного изготовления сварного изделия с учетом всех потерь и отходов. Данная норма включает в себя расход материалов на всех этапах технологического процесса, связанного со сваркой, а именно – во время проведения подготовительных работ (изготовление прихваток), ведения самих сварочных работ, а также возможной последующей правки конструкции. Для каждого типа сварного шва и каждого метода сварки существуют свои нормативы расхода материалов. Кроме того, при определении количества нужных материалов учитываются и неизбежные при ведении сварки потери, причем существует также определенная норма таких потерь, которая зависит от применяемого метода сварки и ее режима, длины шва и сложности всей сварной конструкции.
Основные формулы для расчета нормы расходов сварочных материалов. Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N = G * K, где N – норма расхода сварочных материалов на один метр сварного шва G – масса наплавленного металла сварного шва, длина которого равна 1 метру K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где: F – площадь поперечного сечения сварного шва (в мм2) y – удельная масса металла (г/см3) L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва: для нижнего положения шва этот коэффициент равен 1,00 при полувертикальном положении шва берется коэффициент 1,05 при вертикальном (горизонтальном) положении шва коэффициент равен 1,10 при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа. Как рассчитать расход сварочной проволоки. Для того, чтобы рассчитать количество сварочной проволоки, которое потребуется для изготовления сварной конструкции, необходимо учесть следующие параметры: Если применяется полуавтоматический метод сварки, то количество сварочной проволоки зависит от следующих факторов: характеристик подвергаемого сварке металла диаметра сварочной проволоки особенностей и технических характеристик самого сварочного оборудования присутствия или отсутствия защитного газа. Расчет расхода сварочной проволоки можно произвести, исходя из массы всей сварной конструкции – как правило, максимальное количество проволоки равняется 1,5% массы сварной конструкции. Также массу проволоки можно определить, исходя из массы наплавляемого металла. При этом методе расчета учитывается, что требуемая масса проволоки превышает вес наплавляемого металла на 2-6%.
Расчет расходов защитного газа. Правильный расчет количества необходимого для ведения сварочных работ защитного газа дает возможность добиться высокого качества и непрерывности сварных работ в среде защитного газа. Количество необходимого газа зависит от того, какой именно металл подвергается сварке: для сварки конструкции из алюминия потребуется 15-20 литров защитного газа (аргона) в минуту сварка медной конструкции в среде защитных газов потребует 10-12 литров газа в минуту для магниевых сплавов потребуется 12-14 литров аргона в минуту при сварке сплавов никеля «уйдет» 10-12 литров газа в минуту титан и его сплавы требуют более значительного расхода газа при проведении сварочных работ – 35-50 литров в минуту.
А вот для сварки изделий из стали защитный газ расходуется более экономно. Для того, чтобы не расходовать лишнее количество газа при сварке, баллоны с газом снабжаются специальным регулятором.
В заключение хотелось бы отметить, что правильный расчет расхода материалов для сварочных работ дает возможность не только обеспечить сварщика вовремя всем необходимым, но и сэкономить затраты на производство сварных конструкций, а значит, снизить себестоимость продукции и повысить конкурентоспособность ее на рынке.
Вывод: при правильном расчете расходных материалов, можно уменьшить себестоимость конструкции.
⇐ Предыдущая1234567Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Тактические действия в защите История Олимпийских игр История развития права интеллектуальной собственности |
|
|
Последнее изменение этой страницы: 2021-05-11; просмотров: 120; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|

 Все правила по сольфеджио
Все правила по сольфеджио


 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.045 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 176.9.44.166 (0.045 с.)Расчет массы наплавленного металла — FINDOUT.SU
Поможем в ✍️ написании учебной работы
Имя
Поможем с курсовой, контрольной, дипломной, рефератом, отчетом по практике, научно-исследовательской и любой другой работой
Выберите тип работыЧасть дипломаДипломная работаКурсовая работаКонтрольная работаРешение задачРефератНаучно — исследовательская работаОтчет по практикеОтветы на билетыТест/экзамен onlineМонографияЭссеДокладКомпьютерный набор текстаКомпьютерный чертежРецензияПереводРепетиторБизнес-планКонспектыПроверка качестваЭкзамен на сайтеАспирантский рефератМагистерская работаНаучная статьяНаучный трудТехническая редакция текстаЧертеж от рукиДиаграммы, таблицыПрезентация к защитеТезисный планРечь к дипломуДоработка заказа клиентаОтзыв на дипломПубликация статьи в ВАКПубликация статьи в ScopusДипломная работа MBAПовышение оригинальностиКопирайтингДругое
Нажимая кнопку «Продолжить», я принимаю политику конфиденциальности
Расчет массы наплавленного металла ведут на один погонный метр длины сварного шва (1 п.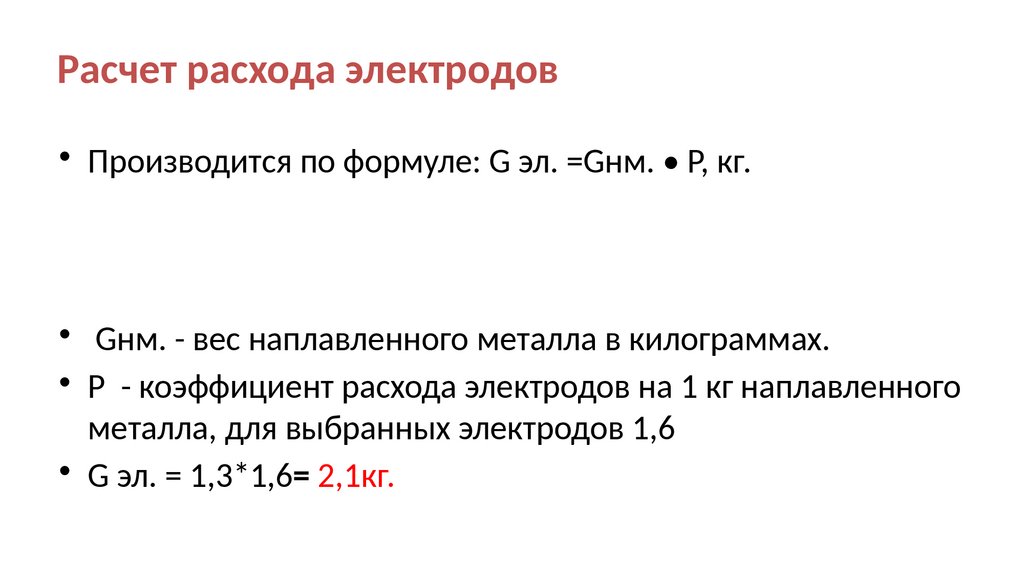 м.) или на всю конструкцию, учитывая общую длину сварных швов.
м.) или на всю конструкцию, учитывая общую длину сварных швов.
Масса наплавленного металла в сварных соединениях рассчитывается по формуле (11):
(гр.), (11)
где – масса наплавленного металла на единицу продукции, гр.;
— масса наплавленного металла прихваток, гр.;
— масса наплавленного металла сварных швов, гр.;
( ) — коэффициент, учитывающий долю наплавленного металла прихваток в общей массе наплавленного металла сварных швов;
– площадь поперечного сечения шва в ;
— плотность металла, для стали ;
— общая длина свариваемых швов, м (см. п. 1.1).
Расчет массы наплавленного металла является частью нормирования сборочно-сварочных работ. При расчете по укрупненным показателям масса наплавленного металла выбирается из данных таблицы 2.13.12 (см. ПРИЛОЖЕНИЕ данных методических указаний).
Расчет площади наплавки.
Расчет площади наплавки проводят для ручной, механизированной и автоматической сварки по следующей методике.
Определяется площадь наплавки как сумма площадей элементарных геометрических фигур, составляющих сечение шва выполненного по зазору.
Для стыковых односторонних швов площадь определяется по формуле (12):
( ), (12)
где — площадь поперечного сечения стыкового шва (площадь наплавки), ;
S – толщина деталей, мм;
b – зазор между деталями, мм;
e – ширина сварного шва, мм;
g – высота усиления, мм.
Геометрические параметры сварного соединения, к которым относят толщину металла, зазор между заготовками, ширина валика, высота шва, тип и угол разделки кромок, величина притупления, выбираются для соответствующего типа соединения по ГОСТу на сварку.
Для стыковых швов с разделкой двух кромок и подваркой корня шва, площадь наплавки определяется по формуле (13):
( ), (13)
Где с – высота притупления, мм;
— угол разделки кромок, градусы;
— ширина подварочного слоя, мм;
— высота подварочного шва, мм.
При сварке многопроходных швов необходимо определить число проходов по формуле (14):
(шт.), (14)
где П – количество проходов, шт.;
— площадь поперечного сечения всего шва (всей наплавки), ;
— площадь поперечного сечения первого прохода, ;
— площадь поперечного сечения последующих проходов, .
При ручной дуговой сварке многопроходных швов первый проход выполняется электродами диаметром 3 – 4 мм, так как применение электродов большого диаметра затрудняет провар корня шва. При определении числа проходов следует учитывать что сечение первого прохода не должно превышать 30 – 35 , и может быть определено по формуле (15):
( ), (15)
где — диаметр электрода, мм.
Площадь наплавки последующих проходов определяется по формуле (16):
( ). (16)
(16)
При сварке многопроходных швов сварку проходов стремятся выполнить на одних и тех же режимах, за исключением первого прохода.
В угловых, тавровых и нахлесточных соединениях находятся угловые швы.
Для угловых швов площадь наплавки определяют по формуле (17):
( ), (17)
где — катет (высота) углового шва, мм.
Катет углового шва принимается по ГОСТ на соответствующий способ сварки по минимальной толщине свариваемого металла, или по формуле (18):
(мм), (18)
где S – минимальная толщина свариваемых деталей, мм.
Расчетную величину катета углового шва необходимо округлить до целого числа.
Для определения наплавки в выпуклых угловых швах применяют формулу (19):
( ), (19)
где g – усиление шва по ГОСТ на сварные соединения, мм.
2.13.2 Нормирование затрат основных и вспомогательных (сварочных) материалов.
Целью данного раздела является расчет потребности материалов, который ведется по двум направлениям: основные материалы и вспомогательные (сварочные) материалы. К основным материалам относятся прокат, трубы, другие элементы, составляющие основу металлоконструкции.
К вспомогательным (сварочным) материалам относятся сварочная проволока, электроды, флюс, углекислый газ, аргон, кислород и др.
Затраты на материалы определяют из расчета на единицу сварной конструкции и на годовую программу выпуска в зависимости от назначенных видов материалов в технологическом процессе по техническим условиям на изготовление сварной конструкции.
Расчет основных материалов (металлопроката) в представленной методике ведется по укрупненным показателям с применением коэффициента перерасчета.
Расчет сварочных материалов проводится на основе расчетной массы наплавленного металла и общей длины сварных швов единицы сварной конструкции.
2.13.2.1 Расчет затрат металлопроката.
Для изготовления металлоконструкции, требуется металл определенной прокатки, формы и размеров. Эти данные по металлопрокату указываются в спецификации на сборочный чертеж, а также регламентируют в технических условиях на изготовление сварной конструкции. В экономических расчетах по затратам на металлопрокат для сварной конструкции, определяют его стоимость, что в свою очередь входит в смету цеховой себестоимости изделия.
Расчет потребности проката на единицу продукции определяют по формуле (20):
(т), (20)
где — масса проката (сырья) на единицу продукции, т;
— коэффициент перерасчета массы готовой продукции в массу до ее обработки (в черный вес), принимают ;
— масса изделия (берется из сборочного чертежа на конструкцию или других технологических документов), т. (см. п. 1.1).
Одномерный поток бактерий на электродной рейке с помощью диэлектрофореза: к анализу на основе отдельных клеток
Микромашины (Базель). 2021 февраль; 12(2): 123.
2021 февраль; 12(2): 123.
Опубликовано в сети 24 января 2021 г. doi: 10.3390/mi12020123
Антонио Рамос, академический редактор
Информация об авторе Примечания к статье Информация об авторских правах и лицензиях Отказ от ответственности и медицина, помимо других дисциплин, требуют быстрого подсчета бактерий, желательно с использованием миниатюрных портативных устройств. Ожидается, что микрожидкостная технология решит эту проблему миниатюризации. При подсчете бактерий в микрожидкостных устройствах метод выравнивания бактерий в одну линию перед подсчетом является ключом к точному подсчету при разрешении одной бактерии. Здесь мы описываем числовую и экспериментальную оценку устройства, использующего силу диэлектрофореза для выстраивания бактерий в одну линию, что позволяет легко их подсчитывать. Устройство содержит канал для потока бактерий, два противоэлектрода и захватный электрод шириной несколько микрон или меньше для размещения бактерий в одну линию. Когда захватывающий электрод уже, чем диаметр бактерии, эффективность захвата одномерной матрицы составляет 80% или более в течение 2 с. Кроме того, поскольку некоторые приложения для сортировки клеток требуют, чтобы бактерии двигались против потока жидкости, мы продемонстрировали, что бактерии могут двигаться по одной линии в неосевом направлении под углом 30° к направлению потока. Наши результаты служат основой для разработки миниатюрных портативных устройств для оценки бактерий с точностью до одной клетки.
Кроме того, поскольку некоторые приложения для сортировки клеток требуют, чтобы бактерии двигались против потока жидкости, мы продемонстрировали, что бактерии могут двигаться по одной линии в неосевом направлении под углом 30° к направлению потока. Наши результаты служат основой для разработки миниатюрных портативных устройств для оценки бактерий с точностью до одной клетки.
Ключевые слова: диэлектрофорез, микрофлюидика, одиночная клетка, одиночная бактерия, проточный цитометр
Технологии измерения количества бактерий в образце важны в биотехнологии, медицине, пищевой промышленности и управлении гигиеной. Например, в области медицины измерение количества бактерий в слизистой оболочке пациента может быть использовано для обнаружения аномалии в организме. В пищевой промышленности количество бактерий контролируется для контроля ферментации и предотвращения пищевых отравлений [1,2]. Такие приложения требуют быстрых и точных методов измерения бактерий, предпочтительно с использованием небольших и портативных устройств, которые, таким образом, подходят для анализа на месте, например, для мониторинга окружающей среды и оказания медицинской помощи [3,4]. Эта потребность привела к недавней разработке и широкому использованию небольших устройств для измерения бактерий с использованием технологии микрофлюидики и особенно миниатюрных проточных цитометров для разделения и подсчета типов клеток на уровне отдельных клеток. Были разработаны различные методы, основанные на оптическом обнаружении [5,6], отклике электрического импеданса [7,8], методе счетчика Коултера (измерение нанопор) [9].], рамановская спектроскопия [10,11] и магнитный метод, заключающийся в связывании магнитных шариков с бактериями [12,13]. Все эти методы требуют разделения бактерий в одну линию, которая подается в измерительную часть проточного цитометра, где бактерии обрабатываются индивидуально. Это реализуется простым способом путем ограничения диаметра канала бактериальным [14], но такие каналы имеют тенденцию забиваться бактериями. Традиционно диаметр потока ограничивается диаметром потока бактерии с использованием метода обтекания, оборачивающего поток образца другим потоком [15,16].
Эта потребность привела к недавней разработке и широкому использованию небольших устройств для измерения бактерий с использованием технологии микрофлюидики и особенно миниатюрных проточных цитометров для разделения и подсчета типов клеток на уровне отдельных клеток. Были разработаны различные методы, основанные на оптическом обнаружении [5,6], отклике электрического импеданса [7,8], методе счетчика Коултера (измерение нанопор) [9].], рамановская спектроскопия [10,11] и магнитный метод, заключающийся в связывании магнитных шариков с бактериями [12,13]. Все эти методы требуют разделения бактерий в одну линию, которая подается в измерительную часть проточного цитометра, где бактерии обрабатываются индивидуально. Это реализуется простым способом путем ограничения диаметра канала бактериальным [14], но такие каналы имеют тенденцию забиваться бактериями. Традиционно диаметр потока ограничивается диаметром потока бактерии с использованием метода обтекания, оборачивающего поток образца другим потоком [15,16]. Этот подход позволяет проводить подсчет с высокой пропускной способностью, но его трудно миниатюризировать из-за сложной системы доставки жидкости. Стабильный поток через оболочку требует точного контроля скорости потока и разбавления образца потоком через оболочку. Кроме того, были отмечены такие проблемы, как повреждение клеток, вызванное воздействием высокого давления и сил сдвига, вызванных потоком оболочки [17]. Также исследовались безоболочные методы, такие как поверхностные акустические волны [18,19].], использование инерционной силы [20,21] и электростатической силы диэлектрофореза (ДЭП). Однако оборудование для генерации поверхностных акустических волн является дорогим и одноразовым, а оборудование для использования силы инерции должно быть переработано для каждого типа бактерий и не идеально подходит для субмикронных частиц, таких как бактерии. Есть много сообщений о расположении клеток млекопитающих в одну линию с использованием DEP [22,23,24], но мало сообщений о расположении бактерий.
Этот подход позволяет проводить подсчет с высокой пропускной способностью, но его трудно миниатюризировать из-за сложной системы доставки жидкости. Стабильный поток через оболочку требует точного контроля скорости потока и разбавления образца потоком через оболочку. Кроме того, были отмечены такие проблемы, как повреждение клеток, вызванное воздействием высокого давления и сил сдвига, вызванных потоком оболочки [17]. Также исследовались безоболочные методы, такие как поверхностные акустические волны [18,19].], использование инерционной силы [20,21] и электростатической силы диэлектрофореза (ДЭП). Однако оборудование для генерации поверхностных акустических волн является дорогим и одноразовым, а оборудование для использования силы инерции должно быть переработано для каждого типа бактерий и не идеально подходит для субмикронных частиц, таких как бактерии. Есть много сообщений о расположении клеток млекопитающих в одну линию с использованием DEP [22,23,24], но мало сообщений о расположении бактерий. Кроме того, в большинстве предыдущих работ использовался отрицательный ДЭП [25]. Отрицательный DEP действует на слабую часть электрического поля, преимущество которого состоит в том, что оно вызывает меньшее повреждение клеток из-за электрического поля. Однако у этого подхода есть недостаток, заключающийся в том, что для стабильного создания силы требуется стерическая и сложная структура электрода [26]. Кроме того, проводимость растворителя должна быть выше, чем проводимость ячейки, что вызывает износ электрода из-за электродной реакции и большого количества выделяемого тепла, что затрудняет создание сильной диэлектрофоретической силы [27]. Напротив, положительный DEP действует по направлению к краю электрода, где электрическое поле наиболее сильное. Однако потенциальным недостатком этого подхода является то, что он может повредить клетки из-за сильного электрического поля и потому, что проводимость растворителя должна быть ниже, чем у клетки [28].
Кроме того, в большинстве предыдущих работ использовался отрицательный ДЭП [25]. Отрицательный DEP действует на слабую часть электрического поля, преимущество которого состоит в том, что оно вызывает меньшее повреждение клеток из-за электрического поля. Однако у этого подхода есть недостаток, заключающийся в том, что для стабильного создания силы требуется стерическая и сложная структура электрода [26]. Кроме того, проводимость растворителя должна быть выше, чем проводимость ячейки, что вызывает износ электрода из-за электродной реакции и большого количества выделяемого тепла, что затрудняет создание сильной диэлектрофоретической силы [27]. Напротив, положительный DEP действует по направлению к краю электрода, где электрическое поле наиболее сильное. Однако потенциальным недостатком этого подхода является то, что он может повредить клетки из-за сильного электрического поля и потому, что проводимость растворителя должна быть ниже, чем у клетки [28].
В то же время низкая электропроводность раствора дает то преимущество, что можно применять сильный ДЭП, так как тепловыделение и электродная реакция подавляются сильнее, чем при отрицательном ДЭП.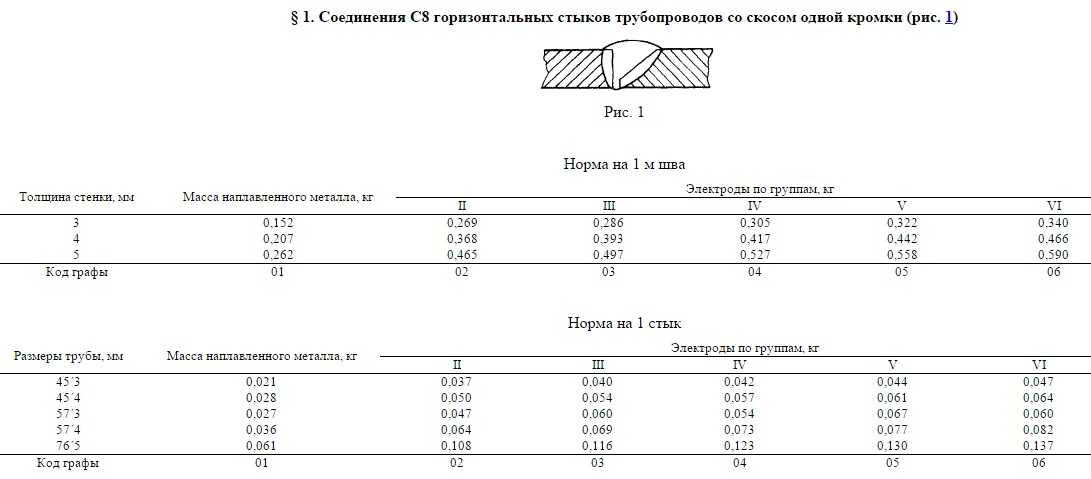 Объем бактериальной клетки составляет менее 1/1000 объема клеток млекопитающих, и, таким образом, положительная диэлектрофоретическая сила предпочтительнее для эффективного использования объемной силы диэлектрофоретической силы. Тем не менее, было немного сообщений о выравнивании бактерий с помощью положительного DEP и нет сообщений о методе, в котором бактериальные клетки непрерывно располагаются в одну линию и питаются индивидуально вниз по течению, хотя один пример создания единого потока кластера, состоящего из небольшого сообщалось о количестве клеток [29].
Объем бактериальной клетки составляет менее 1/1000 объема клеток млекопитающих, и, таким образом, положительная диэлектрофоретическая сила предпочтительнее для эффективного использования объемной силы диэлектрофоретической силы. Тем не менее, было немного сообщений о выравнивании бактерий с помощью положительного DEP и нет сообщений о методе, в котором бактериальные клетки непрерывно располагаются в одну линию и питаются индивидуально вниз по течению, хотя один пример создания единого потока кластера, состоящего из небольшого сообщалось о количестве клеток [29].
Здесь мы предлагаем структуру электрода-рельса для реализации метода размещения бактериальных клеток в одну линию с использованием положительного DEP. Наш подход уменьшает повреждения, вызванные электрическим полем, избегая краев электродов, где электрическое поле вызывает наибольшие повреждения. Мы демонстрируем генерацию одной линии бактерий на электродной рейке, сначала анализируя предлагаемое устройство с использованием метода конечных элементов, затем изготавливая устройство и экспериментально оценивая его на основе условий, полученных в результате численного анализа.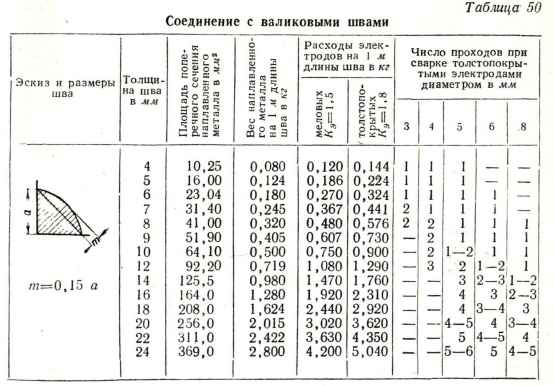
2.1. Конструкция устройства
Принципиальная схема устройства показана на а. Это устройство доставляет бактерии по одной линии к проточному цитометру и другим устройствам для анализа отдельных клеток бактерий. Устройство содержит проточный канал для протекания бактерий, два противоэлектрода и захватывающий электрод (электродную рейку) шириной несколько микрон или меньше для размещения бактерий в один ряд.
Открыть в отдельном окне
Схема устройства для формирования линии бактериальных клеток: ( a ) вид сверху на устройство и подключение источника питания переменного тока к электродам и ( b ) вид устройства в разрезе. Пунктирные линии указывают линии электрического поля, которые проходят через стенку микроканала, создавая большой градиент электрического поля для создания диэлектрофореза (DEP). Бактерии притягиваются к захватывающему электроду (электродной рейке).
Электрическое поле создается с помощью одного захватывающего электрода и двух противоэлектродов, расположенных вне микроканала. В микроканале находится только захватывающий электрод, и, таким образом, в микроканале увеличивается градиент электрического поля по направлению к захватывающему электроду. Это достигается электрическим полем, приложенным через изолятор за счет использования высокочастотного электрического поля в ДЭП (б). Таким образом, бактерии, протекающие по пути потока, собираются улавливающим электродом через DEP и текут вниз по потоку, в результате чего бактерии движутся по одной линии вблизи выходного отверстия ниже по потоку. Поскольку канал используется только для протекания образца, засорение бактериями можно предотвратить, используя канал с достаточно большой площадью поперечного сечения, но совместимый с диапазоном силы диэлектрофореза.
В микроканале находится только захватывающий электрод, и, таким образом, в микроканале увеличивается градиент электрического поля по направлению к захватывающему электроду. Это достигается электрическим полем, приложенным через изолятор за счет использования высокочастотного электрического поля в ДЭП (б). Таким образом, бактерии, протекающие по пути потока, собираются улавливающим электродом через DEP и текут вниз по потоку, в результате чего бактерии движутся по одной линии вблизи выходного отверстия ниже по потоку. Поскольку канал используется только для протекания образца, засорение бактериями можно предотвратить, используя канал с достаточно большой площадью поперечного сечения, но совместимый с диапазоном силы диэлектрофореза.
Сила диэлектрофореза представляет собой электростатическую силу, действующую на частицу и возникающую из-за дипольного момента, индуцированного в частице приложенным внешним гетерогенным электрическим полем [30,31].
Equation (1) represents the dielectrophoretic force F DEP acting on particles of radius r p :
FDEP=2πrp3εmRe[K(ω)]∇|E2
(1)
где ε m — диэлектрическая проницаемость растворителя, ∇ — оператор векторной производной, Re [ K ( ω )] – действительная часть уравнения Клациуса–Моссотти, представленного уравнением (2):
K(ω)=εp*−εm*εp*+2εm*
( 2)
где ε p * и ε m * — комплексные диэлектрические проницаемости частиц и растворов, представленные уравнением (3): )
где ε — диэлектрическая проницаемость, σ — проводимость, ω — угловая частота, а f — частота приложенного переменного тока.
Из уравнений (2) и (3), поскольку Re [ K ( ω )] зависит от частоты, сила, действующая на частицу, также зависит от частоты. Если Re [ K ( ω )] положителен, применяется положительная диэлектрофоретическая сила, и частицы выталкиваются в направлении увеличения напряженности электрического поля. В предлагаемом устройстве, как показано на рис. b, электрическое поле концентрируется на захватывающем электроде, а положительная сила диэлектрофореза используется для сбора бактерий в пути потока на захватывающий электрод, на котором сосредоточено электрическое поле.
2.2. Численный анализ
Мы спроектировали форму и расположение электродов и микроканала, анализируя движение частиц под действием силы диэлектрофореза в микроканале с использованием коммерчески доступного пакета программного обеспечения для анализа методом конечных элементов COMSOL (COMSOL 5.6, COMSOL Inc., Стокгольм, Швеция). ). Предполагается, что приложенный электрический потенциал остается постоянным вдоль захвата и противоэлектродов.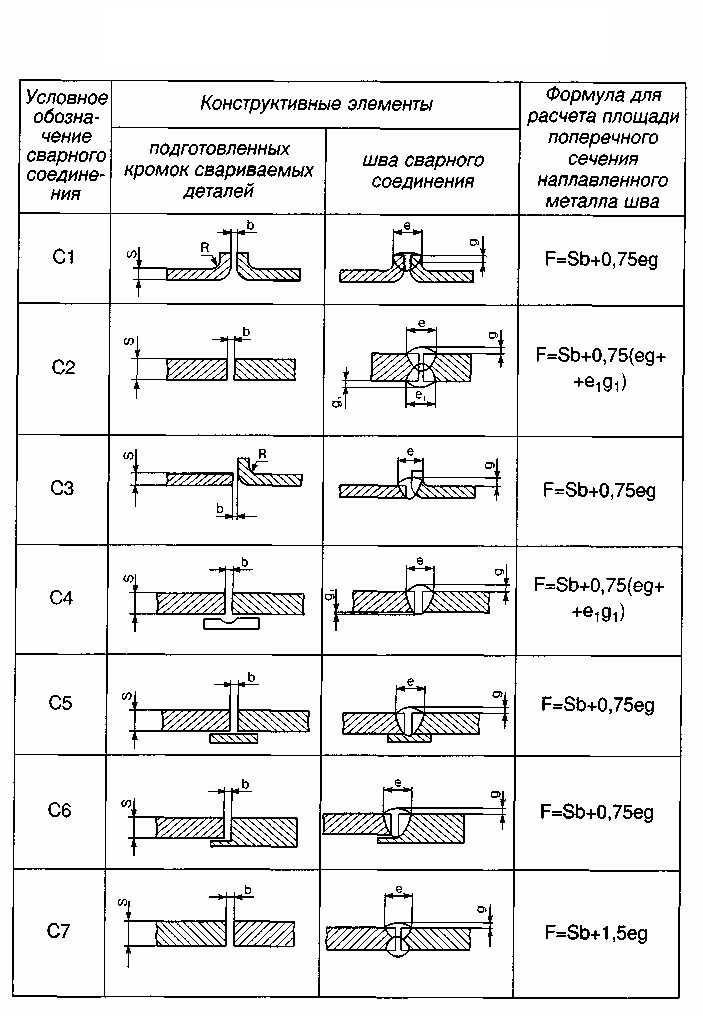 Поэтому численный расчет можно свести к двумерной задаче любого сечения. Расчет был проведен для расчета поведения захвата с учетом только силы диэлектрофореза и силы сопротивления Стокса в отсутствие потока жидкости. Модель пространства анализа показана на , а физические свойства показаны на . Электропроводность ( σ m ) и значения диэлектрической проницаемости ( ε m ) соответствуют воде. Значения проводимости ( σ p ) и диэлектрической проницаемости ( ε p ) частиц были основаны на физических свойствах Escherichia coli [32], а внешние силы, действующие на частицы, равны сила диэлектрофореза, определяемая уравнением (1), и сила сопротивления Стокса F D , определяемая уравнением (4).
Поэтому численный расчет можно свести к двумерной задаче любого сечения. Расчет был проведен для расчета поведения захвата с учетом только силы диэлектрофореза и силы сопротивления Стокса в отсутствие потока жидкости. Модель пространства анализа показана на , а физические свойства показаны на . Электропроводность ( σ m ) и значения диэлектрической проницаемости ( ε m ) соответствуют воде. Значения проводимости ( σ p ) и диэлектрической проницаемости ( ε p ) частиц были основаны на физических свойствах Escherichia coli [32], а внешние силы, действующие на частицы, равны сила диэлектрофореза, определяемая уравнением (1), и сила сопротивления Стокса F D , определяемая уравнением (4).
FD=18μρpdp2mp(u−v)
(4)
где μ — кинематическая вязкость, м p — масса бактерии, v — скорость бактерии, u — скорость жидкости, ρ p — скорость плотность бактерии, а d p диаметр бактерии.
Открыть в отдельном окне
Анализ пространства в численном анализе.
Таблица 1
Физические свойства для численного анализа.
| Параметр | Значение |
|---|---|
| rp | 0,5 (мкм) |
| εp | 60 |
| εm | 80 |
| σp | 0,44 (См/м) |
| σм | 5,56 (мкСм/м) |
| мк | 1 (мПа) |
| ρp | 1000 (кг/м3) |
| dp | 1 (мкм) |
Открыть в отдельном окне
Физические свойства структуры канала основаны на свойствах полидиметилсилоксана (ПДМС), силиконового каучука [33,34]. Толщина электрода составляла 100 нм, прикладывалось переменное напряжение. В качестве начальных условий бактерии помещали в решетку 9 × 19 с интервалом 5 мкм в канале без потока жидкости. При указанной выше границе, физическом свойстве и начальных условиях мы определили зависимость состояния захвата от ширины электрода на электроде захвата.
Толщина электрода составляла 100 нм, прикладывалось переменное напряжение. В качестве начальных условий бактерии помещали в решетку 9 × 19 с интервалом 5 мкм в канале без потока жидкости. При указанной выше границе, физическом свойстве и начальных условиях мы определили зависимость состояния захвата от ширины электрода на электроде захвата.
Численный анализ электрического поля и диэлектрофореза в среде COMSOL выполнялись в интерфейсе электрического тока с использованием уравнений (5)–(7).
∇·J=Q
(5)
J=σE+jωD+Je
(6)
E=−∇V
(7)
где σ, ω, D, V, J и Q — проводимость, угловая частота, электрическое смещение, напряжение, плотность внешнего тока и плотность заряда соответственно. На всех границах, кроме электродов, задавались электроизолирующие граничные условия. Все три электрода моделируются как идеальные проводники. Граничное условие электродов захвата задавалось как клемма напряжения с напряжением ±100 В pp , в то время как 0 В подавали на два противоэлектрода. Интерфейс отслеживания частиц был связан с интерфейсом электрического тока и интерфейсом ламинарного потока для прогнозирования внешних сил F D , действующих на частицы. Интерфейс отслеживания частиц вычислил импульс и траекторию частицы, решив движение, заданное уравнением (8).
Интерфейс отслеживания частиц был связан с интерфейсом электрического тока и интерфейсом ламинарного потока для прогнозирования внешних сил F D , действующих на частицы. Интерфейс отслеживания частиц вычислил импульс и траекторию частицы, решив движение, заданное уравнением (8).
d(mpv)dt=Ft
(8)
На всех граничных стенках внутри канала задавались граничные условия промерзания.
Модель пространства анализа была построена с использованием чрезвычайно мелкой свободной треугольной сетки с максимальным и минимальным размером элементов 2 мкм и 0,004 мкм соответственно для расчетной области, всего 32 743 элемента сетки. Интерфейс электрического тока первоначально был решен в частотной области. Приложенный электрический потенциал V аппроксимировался полиномом низкого порядка в каждой точке расчетной сетки. Значения параметров, описывающих диэлектрофоретическое поведение частиц, таких как электрическое поле E и градиент E 2 можно получить из численного решения.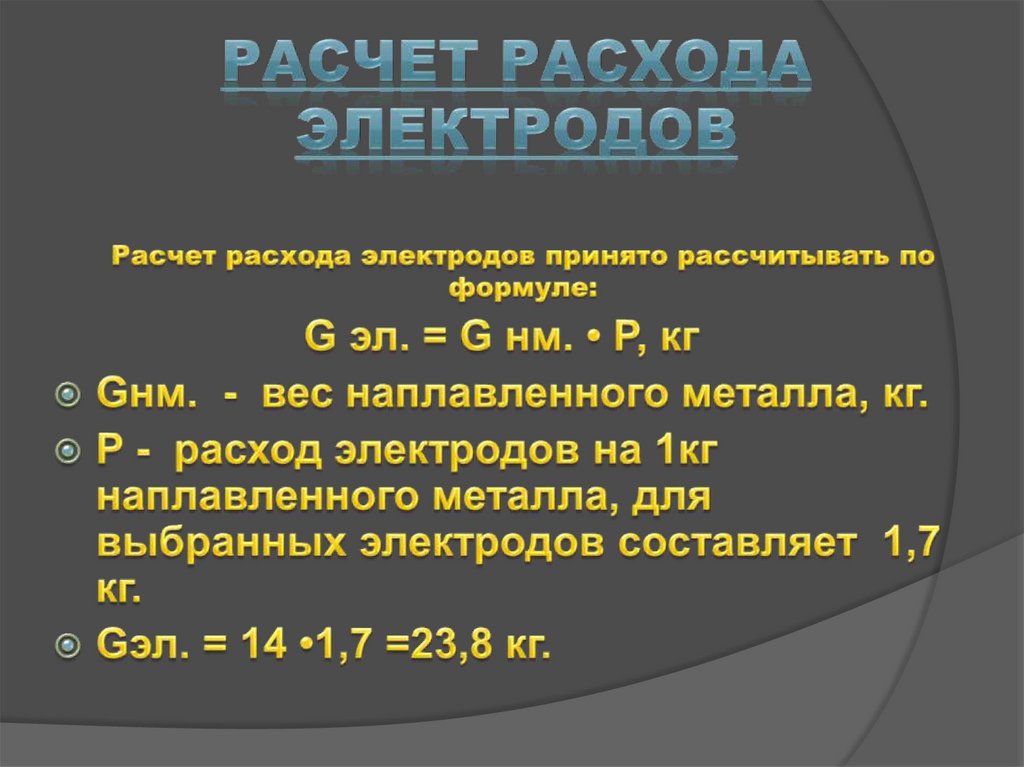 Затем мы рассчитали интерфейс отслеживания частиц в режиме, зависящем от времени, чтобы оценить распределение электрического поля, чтобы предсказать силу DEP и силу сопротивления Стокса, действующую на частицы, чтобы получить траекторию частиц внутри микроканала.
Затем мы рассчитали интерфейс отслеживания частиц в режиме, зависящем от времени, чтобы оценить распределение электрического поля, чтобы предсказать силу DEP и силу сопротивления Стокса, действующую на частицы, чтобы получить траекторию частиц внутри микроканала.
2.3. Изготовление
Устройство было изготовлено с помощью обычной фотолитографии и микроформования.
Это устройство содержит канальный чип и электродный чип, соединенные вместе. Способ изготовления является обычным и поэтому описан кратко. Канальный чип был изготовлен из силиконового эластомера PDMS (KE-106, Shin-Etsu Chemical, Токио, Япония). Во-первых, негативный резист SU-8 (SU-8 3050, KAYAKU Advanced Materials, Токио, Япония) был нанесен центрифугированием на 4-дюймовую кремниевую пластину при 3000 об/мин в течение 30 с. Затем его предварительно выпекали на плите при 95 °С в течение 15 мин и экспонировали через фотошаблон микроканала УФ-светом с длиной волны 365 нм при 240 мДж. Затем канал нагревали на горячей плите при 95 °C в течение 5 минут и проявляли (проявитель SU-8, KAYAKU Advanced Materials, Токио, Япония) для формирования негативной структуры микроканала. Разделительный состав (DURASURF831-TH, Daikin, Осака, Япония) наносили на поверхность формы погружением на несколько секунд. КЭ-106 смешивали с полимеризатором в объемном соотношении 10:1, заливали в форму, дегазировали в эксикаторе, а затем термоотверждали при 120°С в течение 2 ч в печи. Размеры изготовленного канального чипа: ширина канала 100 мкм, высота канала 50 мкм и длина канала 20 мм.
Разделительный состав (DURASURF831-TH, Daikin, Осака, Япония) наносили на поверхность формы погружением на несколько секунд. КЭ-106 смешивали с полимеризатором в объемном соотношении 10:1, заливали в форму, дегазировали в эксикаторе, а затем термоотверждали при 120°С в течение 2 ч в печи. Размеры изготовленного канального чипа: ширина канала 100 мкм, высота канала 50 мкм и длина канала 20 мм.
Электродный чип был изготовлен путем нанесения рисунка Cr (толщиной около 100 нм) на стеклянную подложку с использованием обычной фотолитографии. Сначала фоторезист АЗП-1350 наносился методом центрифугирования на поверхность вакуумно-испаренного хрома на предметном стекле из кварцевого стекла при 3000 об/мин в течение 30 с. Фотошаблон в форме электрода переносили на фоторезист путем облучения УФ-светом с длиной волны 365 нм, 60 мДж, через фотошаблон. Затем фоторезист проявляли с помощью проявителя (NMD-3, TOKYO OHKA KOGYO, CO., LTD., Канагава, Япония) и формировали Cr по форме электрода путем травления травителем Cr. Покрывающий агент на основе фтора (SFE-DP02H, AGCs) наносили методом центрифугирования при 2000 об/мин в течение 30 с на изготовленный электрод для предотвращения неспецифической адгезии бактерий. Наконец, изготовленный канальный чип был совмещен и герметично соединен с электродным чипом и использован в качестве устройства. Общая фотография изготовленного устройства и увеличенный вид вокруг захватывающего электрода показаны на б.
Покрывающий агент на основе фтора (SFE-DP02H, AGCs) наносили методом центрифугирования при 2000 об/мин в течение 30 с на изготовленный электрод для предотвращения неспецифической адгезии бактерий. Наконец, изготовленный канальный чип был совмещен и герметично соединен с электродным чипом и использован в качестве устройства. Общая фотография изготовленного устройства и увеличенный вид вокруг захватывающего электрода показаны на б.
Открыть в отдельном окне
Устройство для сбора отдельных бактерий: ( a ) иллюстрация устройства и ( b ) фотография устройства и увеличенный вид вокруг захватывающего электрода.
2.4. В качестве образцов бактерий использовали штамм
К-12 штамма Escherichia coli (20135, RIKEN BRC) и молочнокислую бактерию Pediococcus pentosaceus (AOK-L4140, Akita Konno Co., Ltd., Акита, Япония). Среду LB (12780-052, Thermo Fisher, MA, USA) использовали для культивирования E. coli , которую культивировали в инкубаторе при 37 °C в течение 4 часов. Среду MRS (288130, Becton Dickinson, NJ, USA) использовали для P . pentosaceus, , который культивировали при 25°C в течение 24 часов. После инкубации 1 мл культуры центрифугировали при 5000 g в течение 2 мин, осадок суспендировали в чистой воде, затем клетки окрашивали SYBR Gold (S11494, Thermo Fisher) в конечной концентрации 0,5 %. Наконец, к образцу добавляли поверхностно-активное вещество Triton-X (9002-93-1, Sigma-Aldrich, MI, USA) в конечной концентрации 0,05% для предотвращения адгезии бактерий на внутренней поверхности микроканала.
Среду MRS (288130, Becton Dickinson, NJ, USA) использовали для P . pentosaceus, , который культивировали при 25°C в течение 24 часов. После инкубации 1 мл культуры центрифугировали при 5000 g в течение 2 мин, осадок суспендировали в чистой воде, затем клетки окрашивали SYBR Gold (S11494, Thermo Fisher) в конечной концентрации 0,5 %. Наконец, к образцу добавляли поверхностно-активное вещество Triton-X (9002-93-1, Sigma-Aldrich, MI, USA) в конечной концентрации 0,05% для предотвращения адгезии бактерий на внутренней поверхности микроканала.
2.5. Экспериментальная установка
Скорость потока бактерий в канале контролировали путем приложения отрицательного давления к выходному отверстию с помощью микронасоса (RP-HX01S-1A-DC3VS, Aquatech, Осака, Япония), а затем поведение бактерий в микроканал наблюдался при приложении силы диэлектрофореза. Электрические параметры задавались на основе предварительных экспериментов и результатов моделирования. Используемое напряжение находилось в диапазоне, при котором не происходил электролиз электрода и не выделялось тепло. Была выбрана частота 1 МГц, так как эта частота создает достаточно сильную положительную силу диэлектрофореза в пределах полосы пропускания усилителя. Генерировалось напряжение (форма волны 1 МГц, 10 В стр. ) с использованием функционального генератора (SG4322, IWATSU ELECTRIC CO., LTD., Токио, Япония) и усиленного до 200 В стр. с помощью усилителя (BA4825, NF CORPORATION, Токио, Япония). Движение бактерий наблюдали под флуоресцентным микроскопом (LG-PS2, Olympus Corporation, Токио, Япония), чтобы определить, как бактерии транспортируются к электроду с помощью DEP при протекании в микроканале. Весь вид установки показан на дополнительном рисунке S1.
Используемое напряжение находилось в диапазоне, при котором не происходил электролиз электрода и не выделялось тепло. Была выбрана частота 1 МГц, так как эта частота создает достаточно сильную положительную силу диэлектрофореза в пределах полосы пропускания усилителя. Генерировалось напряжение (форма волны 1 МГц, 10 В стр. ) с использованием функционального генератора (SG4322, IWATSU ELECTRIC CO., LTD., Токио, Япония) и усиленного до 200 В стр. с помощью усилителя (BA4825, NF CORPORATION, Токио, Япония). Движение бактерий наблюдали под флуоресцентным микроскопом (LG-PS2, Olympus Corporation, Токио, Япония), чтобы определить, как бактерии транспортируются к электроду с помощью DEP при протекании в микроканале. Весь вид установки показан на дополнительном рисунке S1.
3.1. Численный анализ движения бактерий
Напряжение возбуждения и частота силы ДЭП, используемые в численном анализе и экспериментах, были получены на основе предварительных экспериментов и результатов расчетов. Используемое приложенное напряжение 200 В pp было максимальным напряжением в диапазоне, при котором в предварительных экспериментах не происходило ни электролиза электродом, ни выделения тепла. Частота 1 МГц была определена максимально возможной в диапазоне положительного диэлектрофореза для исключения электролиза электрода из численного расчета, как показано на рис. Мы также подтвердили, что 1 МГц была лучшей в предварительном эксперименте, и использовали ее для численного анализа и эксперимента.
Открыть в отдельном окне
Расчетные значения уравнения Клазиуса-Моссотти с использованием параметров в : частота 1 МГц была определена максимально возможной в диапазоне положительного диэлектрофореза для подавления электролиза электрода от этого.
Результаты конечно-элементного анализа показаны на , который представляет собой потенциальную энергию силы диэлектрофореза (U D ), представленную уравнением (9).
UD=−∫ FDEP·dr= −2πrp3εmRe[K(ω)]|E2|
(9)
Открыть в отдельном окне
Результаты анализа: ( а ) потенциальная энергия диэлектрофоретической силы в поперечном сечении микроканала, ( б ) увеличенный вид окрестности микроканала электрод захвата, ( c ) траектория отслеживания частиц и ( d ) представление результатов захвата для каждой ширины электрода. Плохой контраст между частицами, фоном и электродом затруднял различение этих компонентов, поэтому фон окрашивался в голубой цвет.
Бактерии в канале в конечном итоге захватываются электродом, потому что они перемещаются в точку с самым низким потенциалом. b показывает потенциальную энергию силы ДЭП вблизи электрода, где электрическое поле наиболее сильно на краю электрода, как показано на c. Поэтому, если улавливающий электрод широкий, бактерии располагаются в два ряда по обоим краям электрода, как показано на d. С другой стороны, если электрод узкий, расстояние между краями уменьшается, и бактерии располагаются на электроде в один ряд. Мы также рассчитали размер поперечного сечения микроканала, в котором эффективно действует ДЭП. Как видно из а, поскольку локальные минимумы потенциалов формируются в центре, левом и правом углах потолка канала, бактерии в этих окрестностях не могут быть собраны захватывающим электродом, так как бактерии притягиваются к потолку. Это затрудняет сбор бактерий на 100% площади поперечного сечения канала: около 80% площади было доступно для сбора бактерий в эксперименте. показывает коэффициент сбора бактерий, собранных при первоначальном размещении 171 бактерии в 9× 19 решеток с интервалом 5 мкм в микроканале для каждой ширины захватывающего электрода. Результаты показывают, что тенденция количества захваченных бактерий остается практически неизменной независимо от ширины захватывающего электрода: более 80% бактерий в канале собирается примерно за 10 с для P. pentosaceus и примерно за 16 с для E. coli при использовании захватывающего электрода с поперечным сечением 100 мкм в ширину и 50 мкм в высоту.
Открыть в отдельном окне
Эволюция скорости захвата бактерий во времени с помощью численного моделирования: временной тренд скорости захвата остается практически неизменным независимо от ширины электрода.
3.2. Одномерное расположение бактерий
Мы измерили временную эволюцию количества бактерий, захваченных на захватывающем электроде, используя внешнюю силу диэлектрофореза в условиях отсутствия потока, чтобы оценить эффективность захвата. Количество бактерий, собранных с течением времени, показано на рис. Численный анализ рассчитывали по эквивалентному диаметру молочнокислых бактерий (1,3 мкм для молочнокислых бактерий и 1 мкм для E. coli ) [35]. Время, необходимое для захвата 80% бактерии, составляло около 10 с для P. pentosaceus и около 16 с для E. coli в численном анализе, тогда как требуемое время составляло около 1 с для P. pentosaceus и около 2 с для E. coli в экспериментах. По сравнению с экспериментальными и расчетными значениями тенденция изменения скорости захвата во времени аналогична как для численного анализа, так и для экспериментов. Однако время, необходимое для экспериментального захвата 80% бактерий, было более чем в 8 раз быстрее, чем при моделировании. Несмотря на различия между численным анализом и реальными экспериментами, мы тем не менее продемонстрировали основную концепцию.
Открыть в отдельном окне
Изменение количества захваченных бактерий во времени: измерения проводились не менее трех раз для подтверждения воспроизводимости. Величина захвата достигает значения более 80% примерно за 2 с.
показывает, как бактерии собираются на электроде при изменении ширины захватного электрода. был получен при скорости потока 590 мкм/с для E. coli и 560 мкм/с для P. pentosaceus . Обе грамотрицательные бактерии E. coli и грамположительные бактерии P. pentosaceus были аналогичным образом расположены в два ряда по краям обеих сторон электрода, когда электрод был толстым (от 3 мкм до 5 мкм). С другой стороны, когда ширина электрода составляла 1 мкм или менее, бактерии располагались на электроде в один ряд, как показано на рисунке. Следовательно, бактерии можно упорядочить в одномерном порядке, если ширина электрода составляет примерно 1 мкм, что равно или меньше размера бактерии.
Открыть в отдельном окне
Зависимость захваченных бактерий от ширины электрода: Обе E. coli при скорости потока 590 мкм/с и P. pentosaceus при скорости потока 590 мкм/с расположены одинаково в один ряд, когда электрод был шириной около 1 мкм или менее, и расположены в два ряда по обоим краям электрода, когда электрод был толстым (от 3 мкм до 5 мкм).
3.3. Внеосевые манипуляции с бактериями
В некоторых случаях, например при сортировке клеток, для фракционирования клеток требуется движение бактерий против потока жидкости. Таким образом, мы оценили устройство с бактериями, движущимися в направлении вне оси, путем протекания бактерий, удерживая их на электроде, изогнутом вправо под углом 30° к направлению потока. Результаты подтвердили, что бактерии могут двигаться в направлениях, отличных от направления потока вдоль края электрода. показывает внеосевое манипулирование E. coli и P. pentosaceus . Бактерии могут течь либо параллельно потоку, либо под углом 30° к электроду. Хотя взаимосвязь между углом потока, скоростью потока и приложенным напряжением в настоящее время неясна, движение бактерий можно четко контролировать в направлении вне оси.
Открыть в отдельном окне
Внеосевое манипулирование бактериями: бактерии движутся вдоль электрода в направлении, наклонном к потоку.
Экспериментально нам удалось собрать бактерии намного быстрее, чем предполагалось численным анализом. Хотя желательно собирать бактерии быстрее, проблематично то, что предсказание скорости сбора с помощью численного расчета не увенчалось успехом. Экспериментальные результаты могут включать эффекты двойного электрического слоя (EDL) и электрогидродинамической (EHD) конвекции [36,37]. Микрочастицы в жидкостях, такие как клетки, бактерии и заряженные небиочастицы, окружены EDL. Релаксация и проводимость противоионов в ДЭС существенно влияют на поведение частиц в диэлектрофоретической силе. По мере уменьшения размера частиц толщина ДЭС становится больше по сравнению с размером частиц, особенно когда проводимость растворителя низкая, например, при низкой концентрации электролита, используемого в положительном ДЭП в этой работе. При численном анализе диэлектрофоретического сбора не учитывались эффекты ДЭС и ЭГД-конвекции, что приводило к большой разнице в расчетных и экспериментально определенных скоростях сбора. Эксперименты проводились при напряжениях и частотах, при которых явной конвекции не было, но могла иметь место слабая ЭГД-конвекция, не обнаруживаемая микроскопическим наблюдением. Известно, что умеренная ЭГД-конвекция увеличивает эффективность сбора субмикронных частиц за счет диэлектрофоретической силы [38], что также позволяет предположить, что ЭГД-конвекция могла помочь увеличить эффективность сбора. Оценка эффекта ЭГД-конвекции является задачей будущего, поскольку ее нельзя было наблюдать под микроскопом, хотя она, по-видимому, повышала эффективность сбора.
Подробные экспериментальные характеристики устройства будут опубликованы в будущем. Настоящие результаты, тем не менее, демонстрируют, что бактерии могут течь либо параллельно потоку жидкости, либо под углом 30° к электроду, предполагая, что этот метод также можно использовать для процедур разделения, например, сортируя выходы для их сбора в зависимости от типа бактерий.
Хотя диэлектрофоретические силы имеют тот недостаток, что прилагаемая сила уменьшается по мере уменьшения размера частиц, поскольку они являются объемными силами, также известно, что они эффективно действуют на частицы нанометрового размера, такие как белки. Следовательно, можно перемещать вирусные и экзосомальные бионаночастицы, расположенные в одну линию, с помощью захватного электрода меньшего размера. Поскольку такими бионаночастицами трудно манипулировать с помощью существующих проточных цитометров, этот подход не только уменьшит размеры традиционных методологий, но и найдет ценность в качестве базовой технологии для манипуляций с бионаночастицами.
Здесь мы предложили и продемонстрировали микрожидкостное устройство для манипулирования одномерными массивами бактерий с использованием силы диэлектрофореза, создаваемой на электродной рейке. Сначала мы показали осуществимость нашего метода с помощью численного анализа с использованием метода конечных элементов. Основываясь на различных параметрах, полученных в результате численного анализа, мы экспериментально оценили устройство и обнаружили, что, когда ширина электрода меньше диаметра бактерии, как показал численный анализ, раствор может быть доставлен вниз по потоку при размещении бактерий. в один ряд на захватном электроде. Эффективность захвата одномерной матрицы составляла 80% и более в течение 2 с. Кроме того, поскольку некоторые приложения для сортировки клеток требуют, чтобы бактерии двигались против потока жидкости, например, во время фракционирования, мы продемонстрировали, что бактерии могут двигаться в осевом направлении под углом 30° к направлению потока. В будущем мы разработаем устройство для оценки бактерий с точностью до одной клетки, включив датчик после этого устройства и применяя его к сортировщикам бактерий и связанным с ними устройствам.
Часть этой работы была проведена совместно с Консорциумом четырех университетов по производству нано-микроматериалов Kawasaki (Fab-4U Kawasaki) при поддержке Министерства образования, культуры, спорта, науки и технологий (MEXT) Японии. Эта работа была частично поддержана программой LNest Grant. Escherichia coli был предоставлен RIKEN BRC в рамках Национального проекта биоресурсов MEXT/AMED, Япония.
Следующее доступно в Интернете по адресу https://www. mdpi.com/2072-666X/12/2/123/s1, рисунок S1: Экспериментальная установка.
Щелкните здесь, чтобы просмотреть файл дополнительных данных. (853K, pdf)
Ю.Ю. провел экспериментальную работу и проанализировал данные, а Т.Ю. разработал эксперимент и написал статью. Все авторы прочитали и согласились с опубликованной версией рукописи.
Эта работа была поддержана грантом на научные исследования (KAKENHI) (№ 20H02160) от Японского общества содействия развитию науки (JSPS).
Авторы заявляют об отсутствии конфликта интересов.
Примечание издателя: MDPI сохраняет нейтралитет в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
1. Ласка О., Кампо Ф.Дж.Д., Муньос Ф.Х. Обнаружение патогенов: перспектива традиционных методов и биосенсоров. Биосенс. Биоэлектрон. 2007; 22:1205–1217. doi: 10.1016/j.bios.2006.06.036. [PubMed] [CrossRef] [Google Scholar]
2. Леонард П., Харти С. , Бреннан Дж., Данн Л., Куинн Дж., Чакраборти Т., О’Кеннеди Р. Достижения в области биосенсоров для обнаружения патогенов в пище и воде. фермент. микроб. Технол. 2003; 32:3–13. дои: 10.1016/S0141-0229(02)00232-6. [CrossRef] [Google Scholar]
3. Foudeh A.M., Fatanat Didar T., Veres T., Tabrizian M. Микрожидкостные конструкции и методы с использованием устройств «лаборатория на чипе» для обнаружения патогенов в диагностических целях. Лабораторный чип. 2012;12:3249–3266. doi: 10.1039/c2lc40630f. [PubMed] [CrossRef] [Google Scholar]
4. Ло Дж.В.-Ф., Аб Муталиб Н.-С., Чан К.-Г., Ли Л.-Х. Экспресс-методы обнаружения бактериальных патогенов пищевого происхождения: принципы, применение, преимущества и ограничения. Фронт. микробиол. 2015;5:770. дои: 10.3389/fmicb.2014.00770. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
5. Piyasena M.E., Graves S.W. Пересечение проточной цитометрии с микрофлюидикой и микрофабрикацией. Лабораторный чип. 2014; 14:1044–1059. doi: 10. 1039/C3LC51152A. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
6. Bene M.C. Микрофлюидика в проточной цитометрии и родственных методах. Междунар. Дж. Лаб. Гематол. 2017;39:93–97. doi: 10.1111/ijlh.12669. [PubMed] [CrossRef] [Google Scholar]
7. Бернабини С., Холмс Д., Морган Х. Микроимпедансная цитометрия для обнаружения и анализа микронных частиц и бактерий. Лабораторный чип. 2011; 11:407–412. дои: 10.1039/C0LC00099J. [PubMed] [CrossRef] [Google Scholar]
8. Petchakup C., Tay H.M., Li K.H.H., Hou H.W. Встроенная инерционно-импедансная цитометрия для быстрого выделения лейкоцитов без меток и профилирования нейтрофильных внеклеточных ловушек (NETs) Lab Chip. 2019;19:1736–1746. doi: 10.1039/C9LC00250B. [PubMed] [CrossRef] [Google Scholar]
9. Apetrei A., Ciuca A., Lee J.-k., Seo CH, Park Y., Luchian T. Подход на основе белковых нанопор для обнаружения бактерий. Наномасштаб Res. лат. 2016;11:501. doi: 10.1186/s11671-016-1715-z. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
10. Вальтер А., Марц А., Шумахер В., Рош П., Попп Дж. На пути к быстрой, высокоспецифичной и надежной дискриминации бактерий на уровне штаммов с помощью SERS в микрофлюидном устройстве. Лабораторный чип. 2011;11:1013–1021. doi: 10.1039/c0lc00536c. [PubMed] [CrossRef] [Google Scholar]
11. Лю Ю., Юань Х., Глидл А., Фу Ю., Фурушо Х., Ян Т., Инь Х. Автоматизированная рамановская сортировка клеток с помощью трехмерной микрофлюидики. Лабораторный чип. 2020;20:4235–4245. doi: 10.1039/D0LC00679C. [PubMed] [CrossRef] [Академия Google]
12. Лин Г., Макаров Д., Шмидт О.Г. Технологии платформы магнитных датчиков для биомедицинских приложений. Лабораторный чип. 2017; 17:1884–1912. doi: 10.1039/C7LC00026J. [PubMed] [CrossRef] [Google Scholar]
13. Chicharo A., Martins M., Barnsley L.C., Taouallah A., Fernandes J., Silva B.F.B., Cardoso S., Dieguez L., Espina B., Freitas P.P. Усовершенствованный магнитный микроцитометр с трехмерной фокусировкой потока для подсчета клеток. Лабораторный чип. 2018;18:2593–2603. doi: 10.1039/C8LC00486B. [PubMed] [CrossRef] [Академия Google]
14. Song Y., Zhang H., Chon C.H., Chen S., Pan X., Li D. Подсчет бактерий на микрофлюидном чипе. Анальный. Чим. Акта. 2010; 681:82–86. doi: 10.1016/j.aca.2010.09.035. [PubMed] [CrossRef] [Google Scholar]
15. Lopez P.A., Hulspas R. Специальный выпуск по повышению воспроизводимости и строгости. Цитом. Часть А. 2020; 97: 105–106. doi: 10.1002/cyto.a.23972. [PubMed] [CrossRef] [Google Scholar]
16. Куан Д.-Х., Хуанг Н.-Т. Последние достижения в области микрофлюидики, которые интегрируют электрические датчики для анализа цельной крови. Анальный. Методы. 2020;12:3318–3332. дои: 10.1039/D0AY00413H. [PubMed] [CrossRef] [Google Scholar]
17. Huang C.-T., Weng C.-H., Jen C.-P. Трехмерное клеточное фокусирование с использованием комбинации диэлектрофореза на основе изолятора и металла. Биомикрофлюидика. 2011;5:044101. дои: 10.1063/1.3646757. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
18. Zhao S., Wu M., Yang S., Wu Y., Gu Y., Chen C., Ye J., Xie Z. , Тиан З., Бахман Х. и др. Одноразовый акустожидкостный чип для разделения нано/микрочастиц с использованием однонаправленных акустических преобразователей. Лабораторный чип. 2020;20:1298–1308. doi: 10.1039/D0LC00106F. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
19. Witte C., Reboud J., Wilson R., Cooper J.M., Neale S.L. Микрожидкостные резонаторы позволяют проводить акустофорез на одноразовом суперстрате. Лабораторный чип. 2014; 14:4277–4283. doi: 10.1039/C4LC00749B. [PubMed] [CrossRef] [Google Scholar]
20. Zhang J., Yan S., Yuan D., Alici G., Nguyen N.-T., Ebrahimi Warkiani M., Li W. Основы и приложения инерциальной микрофлюидика: обзор. Лабораторный чип. 2016;16:10–34. дои: 10.1039/C5LC01159K. [PubMed] [CrossRef] [Google Scholar]
21. Zhou Y., Ma Z., Ai Y. Динамически перестраиваемая упруго-инерционная фокусировка и сортировка частиц в микрофлюидике. Лабораторный чип. 2020; 20: 568–581. doi: 10.1039/C9LC01071H. [PubMed] [CrossRef] [Google Scholar]
22. Фидлер С., Ширли С.Г., Шнелле Т., Фур Г. Диэлектрофоретическая сортировка частиц и клеток в микросистеме. Анальный. хим. 1998; 70: 1909–1915. doi: 10.1021/ac971063b. [PubMed] [CrossRef] [Google Scholar]
23. Choongho Y., Vykoukal J., Vykoukal D.M., Schwartz J.A., Li S., Gascoyne P.R.C. Трехмерный диэлектрофорезный канал фокусировки частиц для приложений микроцитометрии. Дж. Микроэлектромех. Сист. 2005; 14: 480–487. дои: 10.1109/JMEMS.2005.844839. [CrossRef] [Google Scholar]
24. Muller T., Gradl G., Howitz S., Shirley S., Schnelle T., Fuhr G. Трехмерная микроэлектродная система для обработки и изоляции одиночных клеток и частиц. Биосенс. Биоэлектрон. 1999; 14: 247–256. doi: 10.1016/S0956-5663(99)00006-8. [CrossRef] [Google Scholar]
25. Xuan X., Zhu J., Church C. Фокусировка частиц в микрожидкостных устройствах. Микрофлюид. Нанофлюидика. 2010; 9:1–16. doi: 10.1007/s10404-010-0602-7. [CrossRef] [Академия Google]
26. Чу Х., Дох И., Чо Ю.-Х. Трехмерный (3D) канал фокусировки частиц с использованием положительного диэлектрофореза (pDEP), управляемый диэлектрической структурой между двумя плоскими электродами. Лабораторный чип. 2009; 9: 686–691. doi: 10.1039/B812213J. [PubMed] [CrossRef] [Google Scholar]
27. Ченг И.-Ф., Чанг Х.-К., Хоу Д., Чанг Х.-К. Встроенный диэлектрофорезный чип для непрерывной фильтрации биочастиц, фокусировки, сортировки, улавливания и обнаружения. Биомикрофлюидика. 2007; 1:021503. дои: 10.1063/1.2723669. [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
28. Атея Д.А., Эриксон Дж.С., Хауэлл П.Б., Хиллиард Л.Р., Голден Дж.П., Лиглер Ф.С. Хорошее, плохое и крошечное: обзор микропроточной цитометрии. Анальный. Биоанал. хим. 2008; 391:1485–1498. doi: 10.1007/s00216-007-1827-5. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
29. Kim M., Jung T., Kim Y., Lee C., Woo K., Seol J.H., Yang S. Микрофлюидное устройство для маркировки — свободное обнаружение Escherichia coli в питьевой воде с помощью положительного диэлектрофоретического фокусирования, захвата и измерения импеданса. Биосенс. Биоэлектрон. 2015;74:1011–1015. doi: 10.1016/j.bios.2015.07.059. [PubMed] [CrossRef] [Google Scholar]
30. Морган Х., Хьюз М.П., Грин Н.Г. Разделение субмикронных биочастиц методом диэлектрофореза. Биофиз. Дж. 1999; 77: 516–525. doi: 10.1016/S0006-3495(99)76908-0. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
31. Петик Р. Обзорная статья — Диэлектрофорез: состояние теории, технологии и приложений. Биомикрофлюидика. 2010;4:022811. doi: 10.1063/1.3456626. [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
32. Holzel R. Неинвазивное определение свойств отдельных бактериальных клеток с помощью электровращения. Биохим. Эт Биофиз. Акта Мол. Сотовый рез. 1999;1450:53–60. doi: 10.1016/S0167-4889(99)00036-1. [PubMed] [CrossRef] [Google Scholar]
33. Национальная астрономическая обсерватория Японии. Хронологические научные таблицы. Марузен; Токио, Япония: 2020. [Google Scholar]
. Зависимые от частоты диэлектрические и механические свойства эластомеров для приводов. Дж. Заявл. физ. 2009 г.;106:054112. doi: 10.1063/1.3211957. [CrossRef] [Google Scholar]
35. Джонс Р. Б. Электромеханика частиц. Издательство Кембриджского университета; Cambridge, UK: 2008. [Google Scholar]
36. Washizu M., Suzuki S., Osamu K., Nishizaka T., Shinohara T. Молекулярный диэлектрофорез биополимеров. IEEE транс. инд. заявл. 1994; 30:835–843. doi: 10.1109/28.297897. [CrossRef] [Google Scholar]
37. Мюллер Т., Джерардино А., Шнелле Т., Ширли С.Г., Бордони Ф., Гасперис Г.Д., Леони Р., Фур Г. Улавливание микрометровых и субмикрометровых частиц с помощью высоких -частотные электрические поля и гидродинамические силы. Дж. Физ. Д заявл. физ. 1996;29:340–349. doi: 10.1088/0022-3727/29/2/010. [CrossRef] [Google Scholar]
38. Dash S., Mohanty S. Диэлектрофоретическое разделение микронных и субмикронных частиц: обзор. Электрофорез. 2014;35:2656–2672. doi: 10.1002/elps.201400084. [PubMed] [CrossRef] [Google Scholar]
Электрохимическая система с прямым соединением для улавливания и преобразования CO2 из океанской воды
Введение
Улавливание и преобразование CO 2 из антропогенных выбросов становится все более важной социальной ответственностью, поскольку концентрация атмосферного CO 2 продолжает расти выше рекордно высокого уровня 1,2 . CO 2 из атмосферы, морской воды и точечных источников считается основным сырьем для последующих процессов улавливания и переработки 3 . Поскольку 1000 крупнейших электростанций выбрасывают> 20% от общего объема выбросов CO 2 из ископаемого топлива в мире 4 , улавливание CO 2 из точечных источников, например, дымовых газов, которые часто содержат более высокие концентрации CO 2 (10 %), был в центре внимания подхода к улавливанию и секвестрации углерода 5,6 . Однако для достижения отрицательных выбросов в долгосрочной перспективе улавливание CO 2 непосредственно из воздуха 7,8,9,10,11,12,13,14 или морской воды 15,16,17,18,19 будет вероятно, играют гораздо большую роль 20,21,22,23 . Мировой океан представляет собой крупнейший поглотитель углерода, поглощающий около 40% антропогенного CO 2 с начала индустриальной эры 24,25,26 с эффективной концентрацией CO 2 2,1 ммоль кг −1 , или 0,095 кг м −3 в океанской воде, что в 120 раз больше, чем в атмосфере 27,28,29 . Таким образом, улавливание CO 2 из океанской воды обеспечивает альтернативный и уникальный подход к прямому улавливанию воздуха (DAC) в глобальном технологическом ландшафте удаления углерода 30 . Однако улавливание CO 2 из морской воды сопряжено со многими проблемами. Например, оценочная стоимость забора, предварительной обработки и сброса морской воды в наземной автономной системе высока и составляет ~1,40 долл. США за кг 9 .0267 −1 СО 2 19 . В то время как совместное размещение с опреснительной установкой может снизить эту стоимость 19 , масштаб системы для удаления CO 2 будет ограничен менее 100 кт-CO 2 год −1 на основе крупнейшей в настоящее время опреснительной установки 31 . Разработка морской автономной системы, работающей на возобновляемых источниках энергии, может снизить конкурентоспособность землепользования, обеспечить уникальный доступ к морским хранилищам CO 2 и может стать источником CO 2 для повышения нефтеотдачи на шельфе.
До сих пор сообщалось о двух типах конструкций электродиализа для улавливания CO 2 из морской воды 15,16,17 . Основной принцип работы электродиализа для улавливания CO 2 заключается в подталкивании равновесия CO 2 /бикарбоната к растворенному CO 2 путем подкисления океанской воды. Затем подкисленный поток проходит через мембранный контактор жидкость-газ, который улавливает газообразный CO 9 .0044 2 из растворенного CO 2 в водном потоке. Непреднамеренная реакция разделения воды, т.е. реакция выделения водорода (HER) на катоде и реакция выделения кислорода (OER) на аноде, в ранее описанных устройствах 15,17 часто приводила к дополнительным потерям напряжения и дополнительному потреблению электрохимической энергии. для CO 2 удаление. Здесь разработана, построена и оценена новая конструкция ячейки биполярного мембранного электродиализа (BPMED), в которой HER и OER на электродах заменены обратимыми окислительно-восстановительными реакциями с минимальными термодинамическими и кинетическими потерями напряжения. При рабочей плотности тока 3,3 мА см −2 и скорости потока морской воды 37 мл мин −1 , достигается рекордно низкое потребление электрохимической энергии 155,4 кДж моль −1 или 0,98 кВтч кг −1 CO 2 . Напротив, термодинамический предел потребления электрохимической энергии для преобразования CO 2 в топливо намного больше. Например, для преобразования CO 2 в метан требуется 13,9 кВтч кг -1 CO 2 . Следовательно, электрохимическая энергия, необходимая для CO 2 улавливание из океанской воды будет составлять лишь малую долю от общего количества энергии улавливания и преобразования. Продемонстрированная ячейка BPMED также демонстрирует высокую эффективность улавливания CO 2 , составляющую 71% от общего растворенного неорганического углерода (DIC). Кроме того, мы демонстрируем прямую связь между захватом CO 2 из океанской воды с помощью BPMED и электрохимическим восстановлением CO 2 (CO 2 R) в топливо и химикаты. Паровая ячейка CO 2 R преобразует CO 2 из морской воды в топливо и химические вещества, такие как монооксид углерода, этилен, этанол и пропанол, с общим фарадеевским КПД (FE) до 73% при плотности тока 58 мА см −2 с использованием электрокатализатора Cu и в CO с КЭ до 95% при плотности тока 11,15 мА см -2 с использованием электрокатализатора Ag.
Результаты
Проектирование и изготовление ячейки BPMED для CO
2 улавливание из океанской воды
На рис. 1a схематически показана ячейка BPMED для CO 2 захват из морской воды. Ячейка BPMED содержала два отсека с морской водой, разделенные биполярной мембраной (BPM), два отсека с обратимой окислительно-восстановительной парой, каждый из которых отделен от отсека с морской водой катионообменной мембраной (CEM), и два электрода для электрохимических реакций. Электрохимические реакции на электродах, перенос ионов через мембраны и диссоциация воды на границе раздела BPM показаны на рис. 1a. В середине клетки BPMED BPM, который генерирует протон (H + ) и потоки ионов гидроксида (OH — ) через реакции диссоциации воды на границе раздела BPM использовались для преобразования входящей океанской воды в выходные потоки подкисленной и подщелаченной океанской воды. Электродный раствор, т.е. католит и анолит, содержал раствор обратимой окислительно-восстановительной пары, ферро/феррицианид калия (K 3 /K 4 [Fe(CN) 6 )]) и рециркулировал в минимизировать любые поляризационные потери, связанные с концентрационными перенапряжениями на электродах. Затем были использованы два CEM для балансировки заряда подкисленных или подщелаченных потоков океанской воды путем селективного переноса катионов из анолита или в сторону католита соответственно. Электродные реакции в ячейке BPMED представляли собой одноэлектронную обратимую окислительно-восстановительную реакцию, как показано ниже: 9-.$$
(2)
Одно из уникальных преимуществ этой новой конфигурации BPMED заключается в том, что ее можно использовать и масштабировать как в конфигурации с одним стеком, так и в конфигурации с несколькими стеками без введения каких-либо непреднамеренных химических реакций или каких-либо дополнительных потери напряжения. Напротив, конфигурация BPMED на дополнительном рисунке 1a 17 может использоваться только в конфигурации с одним стеком с нерегулируемым соотношением скорости захвата CO 2 и H 2 , в то время как конфигурация BPMED, как показано на дополнительном рисунке 1b 15 , может использоваться только в конфигурации с несколькими стеками, чтобы минимизировать потери напряжения, связанные с реакциями разделения воды.
Рис. 1: Электродиализ BPM и система улавливания CO 2 .
a Схематическое изображение электродиализной ячейки BPM. b Технологическая схема экспериментальной установки для улавливания CO 2 из океанской воды.
Изображение полного размера
На рисунке 1b показана экспериментальная блок-схема электрохимического захвата и преобразования CO 2 из океанской воды. Растворенные газы во входящем потоке морской воды, например, O 2 и N 2 , удаляли в вакууме с использованием трех коммерческих мембранных контакторов (3M™ Liqui-Cel™ MM-0,5 × 1, каждый с максимальным рабочим расходом жидкости 30 мл мин -1 ), соединенных последовательно перед входом в отсек для подкисления. Подкисленную океанскую воду направляли на другую серию из трех мембранных контакторов для удаления растворенного CO 9 .0044 2 вакуумным насосом. Холодная ловушка, окруженная сухим льдом, использовалась для конденсации влаги из выходящего газа. Затем подкисленную океанскую воду подавали в базовый отсек, где pH восстанавливался близко к исходному значению, а сточные воды утилизировались как отходы в сборном резервуаре.
Поляризационные потери в ячейке BPMED
Электрохимические характеристики BPM являются ключом к работе ячейки BPMED, и для понимания потерь напряжения в ячейке BPM была использована мультифизическая модель для имитации плотности тока и напряжения. характеристики, электрохимические потенциалы и парциальные плотности тока, переносимые различными ионами в системе (дополнительное примечание 1). На рисунке 2а показано, что смоделированные и экспериментальные данные показали хорошее соответствие во всем диапазоне плотностей тока. Полная плотность тока ( 9- }} \right)\) в решении. — }\), стали доминирующей парциальной плотностью тока в системе. В этом исследовании рабочая плотность тока устройства была установлена на уровне >3,3 мА см 9- }\) с минимальным вкладом коионных кроссоверов.
Рис. 2: Характеристики электродиализа BPM.
a Моделированное напряжение BPM в зависимости от полной плотности тока (черная линия), а также парциальной плотности тока, переносимого основными ионами, включая протон и гидроксид для диссоциации воды (синяя линия), Na + (зеленая линия) и Cl − (фиолетовая линия) в синтетической океанской воде. Черные точки показывают экспериментально измеренное напряжение BPM в зависимости от плотности приложенного тока с поправкой на омическое сопротивление в океанской воде. 9- }} /j_{\mathrm{total}} \right)\) через BPM в зависимости от общей плотности тока ( j total ). c Экспериментально измеренные вольт-амперные характеристики электродиализной ячейки BPM с использованием 0,5 M Na 2 SO 4 электродного раствора при скорости потока 40 мл мин −1 (красные точки), 0,4 M K 3 /K 4 [Fe(CN) 6 ] при расходе 40 мл мин −1 (черные точки) и 20 мл мин −1 (синие точки), 0,2 M K 3 /K 4 [Fe(CN) 6 ] при скорости потока 40 мл мин −1 (зеленые точки) и 20 9мл 7мин 1 (фиолетовые точки). Пунктирные линии используются для направления взгляда. d Экспериментально измеренное (черные точки) и рассчитанное (линии) значение рН подкисленного потока в зависимости от плотности приложенного тока для электродиализной ячейки BPM с электродом и активной площадью мембраны 64 см 2 .
Полноразмерное изображение
На рис. 2c показано общее напряжение ячейки в зависимости от плотности рабочего тока с использованием различных электродных растворов и условий потока. Термодинамический предел полного напряжения ячейки ( В ячейки, идеальное ) в ячейке BPMED может быть выражен в следующем уравнении:
$$V_{{\mathrm{cell,}}\;{\mathrm{ идеально}}} = \ frac{{RT}}{F}\left( {\mathrm{pH}}_{{\mathrm{basified}}} — {\mathrm{pH}}_{{\mathrm{ подкисленный}}}} \right),$$
(3)
где R — это универсальная константа газа (8,3144 J K -1 моль -1 ), T — температура, F — константа Фарадея (9,6485 × 100267 4
8 — константа Фарадея (9,6485 × 4 66666666666866866866866866866866866866868. 4
8 — 6698. ), pH подщелоченный представляет собой pH раствора в подщелаченном отделении и pH подкисленный pH раствора в подкисленном отделении. Для сравнения, практическое общее напряжение ячейки ( В ячейки, практическое ) может быть выражено следующим уравнением:0003
$$V_{{\mathrm{ячейка,}}\;{\mathrm{практический}}} = \, \frac{{RT}}{F}\left({{\mathrm{pH}}_{ {\ mathrm {основанный}}} — {\ mathrm {pH}} _ {{\ mathrm {подкисленный}}}} \right) + V_ {{\ mathrm {BPM}} \; {\ mathrm {потеря}}} + V_{{\mathrm{CEMs}}} \\ + V_{{\mathrm{океанская вода}}} + V_{{\mathrm{электролит}}} + V_{{\mathrm{электрод}}}, $$
(4)
где В Потеря BPM — потеря напряжения на BPM, В CEM , — потеря напряжения на CEM, В океанская вода и В электролит — это потери напряжения в отсеке для морской воды и электролита соответственно, а В электрод — потери напряжения на двух электродах. Преобладающее снижение напряжения в электродиализной ячейке на основе BPM связано с кинетикой диссоциации воды и потерями поляризации в BPM. Как показано на рис. 2c, напряжение электродиализной ячейки с традиционным 0,5 M Na 2 SO 4 раствор электрода был значительно выше, чем любая из конфигураций ячейки на основе окислительно-восстановительной пары во всех диапазонах плотности тока из-за требуемого окна термодинамического напряжения (1,23 В) для разделения воды, а также кинетических перенапряжений для OER И ее. Устранение реакции расщепления воды в электродиализной ячейке на основе BPM путем замены традиционного электродного электролита растворами K 3 /K /K 4 [Fe(CN) 6 ] окислительно-восстановительные пары значительно снижены В электрод и, следовательно, уменьшил общее рабочее напряжение ячейки.
Рисунок 2с также показывает, что поляризационные потери, связанные с перенапряжением концентрации в отсеках окислительно-восстановительной пары, можно свести к минимуму за счет увеличения концентрации и скорости потока растворов окислительно-восстановительной пары. Общее напряжение ячейки было очень близко к разности потенциалов на BPM при концентрации 0,4 М и скорости потока 40 мл мин -1 , особенно в режиме низкой плотности тока. Основное различие между \(V_{{\mathrm{cell,}}\;{\mathrm{practical}}}\) и \(V_{{\mathrm{cell,}}\;{\mathrm{ideal}} }\) было \(V_{{\mathrm{BPM}}\;{\mathrm{loss}}}\), когда остальные потери напряжения были сведены к минимуму за счет оптимизированной конструкции ячейки. В линейной области вольтамперных кривых плотность тока несоответствие между напряжением БПМ и напряжением ячейки в основном связано с сопротивлением СЭМ и 0,4 M K 3 /K 4 [Fe(CN) 6 ] раствор. Преобладающее снижение напряжения в электродиализной ячейке на основе BPM происходит из-за кинетики диссоциации воды и потери поляризации внутри BPM. Аналогичные или более высокие потери напряжения на БПМ во время работы наблюдались в предыдущих отчетах 32,33,34,35 .
Расчетное и экспериментально измеренное значение pH (рис. — }\), в общую плотность тока были значимо, когда рабочая плотность тока была ниже 0,4 мА см 9- }\), был основным носителем заряда в процессе при более высоких плотностях тока. Как показано на рис. 2d, для достижения желаемых значений pH в подкисленном потоке требуемая плотность течения была выше для океанской воды, которая текла с большей скоростью. pH раствора оказывает значительное влияние на концентрацию растворенного CO 2 и, следовательно, на эффективность улавливания электродиализной ячейки BPM. В синтетической океанской воде концентрация растворенного CO 2 увеличивается с 0,016 до 3,08 мМ при снижении pH раствора с 8,1 до 4 (дополнительный рисунок 4). Следовательно, для эффективного улавливания CO 2 из морской воды, pH раствора необходимо было поддерживать близким к 4. Обратите внимание, что pH подкисленного потока определялся исключительно рабочим током, нормализованным с объемным расходом океанской воды (дополнительный рисунок 6). Все заявленные электродиализные ячейки при рабочих условиях, близких к оптимальным, давали нормализованный рабочий ток 5,71 мА мин мл -1 .
Во время эксперимента чистое движение ионов между электролитом и океанской водой заменило K + ионов с ионами Na + в электролите, в результате чего Na 3 –/Na 4 –Fe(CN) 6 раствор в электродном отсеке, свободный от K + через некоторое время операции. Обмен катионов в окислительно-восстановительных парах не влиял на эффективность BPMED. Из-за гораздо более высокой концентрации Na + (~0,4 M) в океанской воде по сравнению с H + при мягком pH ~5 (10 -5 M) число переноса было близко к единице для Na + через СЕМ, а перенос H + в электролит был незначительным. Кроме того, католит и анолит циркулировали во время операции. В результате изменения рН католита или анолита в условиях эксплуатации не наблюдалось. Тем не менее, важно поддерживать подкисленную часть морской воды при умеренных значениях pH, чтобы между океанской водой и католитом происходил минимальный перенос H + .
Характеристики электродиализной ячейки на основе BPM для CO
2 улавливание из океанской воды
Одним из важнейших показателей для оценки производительности ячейки BPMED для улавливания CO 2 из океанской воды является электрохимическое потребление энергии посредством электродиализа. Электрохимический расход энергии определяется как количество электрической энергии, необходимой (в киловатт-часах, кВтч) для электродиализа, деленное на количество захваченного СО 2 (в массе, кг). На рисунке 3а показано расчетное потребление электрохимической энергии в зависимости от плотности приложенного тока и скорости потока океанской воды. Экспериментально измеренные вольт-амперные характеристики ячейки с оптимизированным K 3 /K 4 [Fe(CN) 6 ] раствор электрода (рис. 2c), расчетные отношения pH-плотность тока (рис. 2d) и равновесие концентрация-pH CO 2 (дополнительное Примечание 2) использовались для определения потребления электроэнергии и полученного в результате растворенного CO 2 в океанской воде, который можно уловить с помощью традиционного жидкостно-газового мембранного контактора. Подробный расчет и блок-схема с описанием шагов расчета представлены в дополнительном примечании 3 и дополнительном рисунке 7 соответственно. В этом расчете плотность тока более 0,4 мА см -2 , где диссоциация воды на границе раздела BPM преобладала над ионным транспортом (рис. 2b). Как показано на рис. 3а, при любом заданном расходе океанской воды существует оптимальная рабочая плотность тока ячейки, которая обеспечивает наименьшее потребление электрохимической энергии для захвата CO 2 . Улучшение кинетики диссоциации воды на границе раздела BPM, а также снижение последовательного сопротивления при высоких плотностях тока за счет улучшения конструкции ячейки еще больше снизит потребление электрохимической энергии для CO 2 захват из морской воды.
Рис. 3: Оптимизация условий работы электродиализа BPM.
a Контурные графики расчетного расхода электрохимической энергии на CO 2 улавливание (кВтч кг −1 ) и b расчетная скорость выхода идеального CO 2 из электродиализной ячейки BPM в зависимости от применяемая плотность тока и входной расход морской воды. Электродиализная ячейка BPM имеет активный электрод и площадь мембраны 64 см 9 .0267 2 . c Расчетное электрохимическое потребление энергии и идеальная скорость выхода CO 2 в зависимости от плотности рабочего тока при расходе морской воды 37 мл мин −1 .
Изображение полного размера
Другим важным параметром электродиализного аппарата на основе BPM является скорость выхода захваченного CO 2 . На рисунке 3b показана расчетная скорость идеального выхода CO 2 в зависимости от плотности приложенного тока и скорости потока океанской воды. Идеальный CO 9Производительность 0044 2 предполагает, что весь растворенный CO 2 может быть уловлен из подкисленной морской воды с помощью мембранных контакторов. При любом заданном расходе океанской воды скорость выхода CO 2 увеличивалась по мере увеличения рабочей плотности тока ячейки до тех пор, пока не была достигнута максимальная скорость захвата CO 2 . При более высоком расходе океанской воды требовалась более высокая рабочая плотность тока, чтобы подкислить океанскую воду до pH, при котором большая часть ионов карбоната и бикарбоната превращалась в растворенный CO 9 .0044 2 . На рисунке 3в показано, что при заданном расходе морской воды 37 мл мин −1 существует оптимальный режим рабочей плотности тока между ~1,5 и ~3,5 мА см −2 , при котором достигается наименьшее потребление электрохимической энергии. . При более низкой рабочей плотности тока pH потока морской воды был недостаточно низким для преобразования большей части DIC в растворенный CO 2 , что приводило к низкой эффективности улавливания и высокому потреблению электрохимической энергии. При более высоких рабочих плотностях тока, когда поток океанской воды был достаточно подкислен, повышенное напряжение на BPMED приводило к увеличению потребления электрохимической энергии. Выход СО 2 скорость потока увеличивалась линейно в зависимости от рабочей плотности тока до тех пор, пока не была достигнута точка поворота, где подавляющее большинство DIC было преобразовано в растворенный CO 2 . В результате при расходе морской воды 37 мл мин -1 рабочая плотность тока была установлена на уровне 3,3 мА см -2 , чтобы свести к минимуму электрохимическое потребление энергии, при этом максимально увеличить выходную скорость потока CO 2∙.
На рис. 4а показано экспериментально измеренное содержание CO 2 скорость захвата в ячейке BPMED при плотности приложенного тока 3,3 мА см −2 (или абсолютном токе 211,2 мА) и скорости потока морской воды 37 мл мин −1 . В этих рабочих условиях pH подкисленного потока составлял 4,7, измеренное общее напряжение на ячейке составляло ~ 1 В (дополнительный рис. 8), скорость DIC была рассчитана как 2,8 см3/мин, а идеальный выход CO 2 скорость составила 2,6 см3 (дополнительное примечание 3). Первоначальный общий выход газа составлял ~3 куб. см и стабилизировался на уровне 2,1 куб. эвакуирован.
Рис. 4: CO 2 производительность захвата.
CO 2 характеристики улавливания в зависимости от времени при рабочей плотности тока 3,3 мА см −2 и расходе морской воды 37 мл мин −1 (pH 4,7). a Экспериментально измеренный общий расход газа и захваченный CO 2 выходной расход. Красная пунктирная линия указывает скорость DIC при данном расходе океанской воды, а зеленая пунктирная линия указывает идеальную скорость CO 2 вывод при данных условиях эксплуатации. b Состав газа на выходе. c Эффективность улавливания и мембранного контактора CO 2 . d Электрохимическое потребление энергии.
Изображение полного размера
Для точного количественного определения концентрации CO 2 поток выходящего газа перед подачей в газовый хроматограф (ГХ) разбавляли чистым газом N 2 в смесительной камере. На рисунке 4b показано, что в течение первого часа эксперимента выход CO 2 постепенно увеличивалась до постоянной концентрации 93%, а О 2 и N 2 уменьшалась до стабильной концентрации 1,5% и 5,5% соответственно. Первоначально низкая концентрация CO 2 объяснялась неполным удалением растворенного воздуха из поступающей морской воды и неполным удалением воздуха из линии газового потока. После 1 часа работы оставшиеся O 2 и N 2 , измеренные в выходящем газе, были, вероятно, из-за небольшой утечки в мембранных контакторах, поскольку соотношение между O 2 и N 2 было примерно 1:4. В отсутствие стадии вакуумной отгонки перед установкой BPMED захваченный газ содержал более 30% газовых смесей N 2 и O 2 (дополнительный рисунок 9).
На рисунке 4c показаны эффективность улавливания CO 2 и эффективность мембранного контактора в течение 2 часов. Эффективность улавливания CO 2 определяется как измеренная скорость выхода газообразного CO 2 , деленная на скорость общего DIC в океанской воде, которая была введена в ячейку BPMED. Общий DIC в синтетической океанской воде составлял 3,12 мМ (дополнительное примечание 2). Эффективность мембранного контактора определяется как измеренная скорость газообразного CO 2 разделить на скорость растворенного газа CO 2 , присутствующего в подкисленном потоке при соответствующем значении pH и расходе морской воды. После того, как выходной газ достиг стабильной скорости и состава, эффективность улавливания CO 2 и эффективность мембранного контактора составили 71% и 76% соответственно. Небольшое расхождение между эффективностью улавливания СО 2 и эффективностью мембранного контактора свидетельствует о том, что в этих условиях эксплуатации (при плотности приложенного тока 3,3 мА см −2 , или при абсолютном токе 211,2 мА и скорости потока океанской воды 37 мл мин −1 ), большая часть DIC в океанской воде была преобразована в растворенный CO 2 . Важно отметить, что на входе (для удаления растворенных газов, таких как O 2 и N 2 , из пресной морской воды) использовались последовательно три мембранных контактора (3M™ Liqui-Cel™ MM-0,5×1). ) и выход (для улавливания CO 2 ) кислотного отсека ячейки BPMED, каждый с максимальным рабочим расходом жидкости 30 мл мин -1 , для отделения растворенного CO 2 от океанской воды с приведенной здесь эффективностью. Использование только 1 мембранного контактора также позволило разделить и удалить CO 2 , но с более низкой эффективностью (дополнительный рис. 10), и по крайней мере потребовалось две серии мембранных контакторов для улавливания CO 2 с эффективностью более чем 70% (дополнительный рис. 11). Наивысшая экспериментально зарегистрированная эффективность улавливания CO 2 в этом исследовании составила 77% при рН океанской воды 3,7, где ~99% DIC было преобразовано в растворенный CO 2 (дополнительный рисунок 12). Добавление большего количества мембранных контакторов может увеличить утечку воздуха в мембранные контакторы и существенно не улучшит эффективность улавливания, поскольку максимальное удаление растворенного CO 2 путем вакуумной отгонки через контактор этого типа обычно составляет ~80% 15 , что составляет также соответствует спецификации, предоставленной производителем. На рис. 4d показано электрохимическое потребление энергии для CO 9.0044 2 улавливание в кВтч кг −1 и кДж моль −1 . После 1 ч работы электрохимическое потребление энергии стабилизировалось на уровне 0,98 кВтч кг -1 или 155,4 кДж моль -1 CO 2 . Низкий электрохимический расход энергии был достигнут за счет устранения потерь напряжения на электродах.
Для того чтобы поддерживать улавливание CO 2 из океанской воды в масштабе, отходы океанской воды от BPMED должны возвращаться в океан при восстановленной щелочности, чтобы обеспечить непрерывное поглощение атмосферного CO 2 . Удаление CO 2 из океанской воды позволяет восстановить равновесие карбонатных видов и побуждает рН океанской воды приспосабливаться к новым условиям равновесия. При расходе морской воды 37 мл мин −1 , и плотности тока 3,3 мА см −2 pH подкисленного потока составлял 4,7 и повышался до 5,3 после улавливания CO 2 с эффективностью 71%. Согласно скорости образования гидроксида в базовом отсеке, которая равна скорости образования протонов в кислотном отсеке, выход океанской воды в подщелаченном потоке должен иметь рН 10,46. Однако экспериментальные измерения показали pH 8,5, близкий к исходному pH океанской воды. Это несоответствие было приписано присутствию значительных количеств Mg 2+ и Ca 2+ в океанской воде (дополнительная таблица 4), которые преимущественно реагировали с OH — и образовывали белые осадки двухвалентных гидроксидов и карбонатов, как наблюдалось в ходе экспериментов. В отсутствие Mg 2+ и Ca 2+ рН подщелачивающего потока достигнет ~ 10,46 (дополнительное примечание 4). Используя упрощенную океанскую воду без Mg 2+ или Ca 2+ , измеренные значения pH в подкисленном потоке и подщелаченном потоке показали хорошее соответствие с расчетными значениями. Напротив, когда синтетическая океанская вода, содержащая Mg 2+ и Ca 2+ , подщелачивающий поток демонстрировал меньшее увеличение pH, чем расчетное значение, из-за преимущественной реакции между OH — и Mg 2+ /Ca 2+ (дополнительный рис. 13). Умягчение подачи морской воды перед BPMED решит эту проблему и восстановит щелочность морской воды, но воздействие на окружающую среду возврата декарбонизированной океанской воды с pH> 10 с тем же уровнем соли в настоящее время недостаточно изучено. Последующие процессы должны быть разработаны и реализованы, чтобы левитировать любое воздействие на жизнь в океане.
Рабочие параметры экспериментального устройства ограничены лабораторным оборудованием. В результате при расходе морской воды 37 мл мин -1 рабочая плотность тока была установлена на уровне 3,3 мА см -2 для минимизации электрохимического потребления энергии при максимальном выходе CO ⋅. В увеличенном масштабе устройства гораздо более высокая скорость подачи морской воды потребует более высокой рабочей плотности тока для достижения оптимального pH в подкисленном отсеке и для улавливания большей части CO 2 . Более высокая плотность рабочего тока в практическом устройстве снижает стоимость BPM на килограмм CO 2 , уловленного в системе, но увеличивает потребление электрохимической энергии из-за увеличения поляризационных потерь. Компромисс между стоимостью электрохимической энергии и стоимостью мембраны в общей стоимости улавливания CO 2 в системе BPMED при различных плотностях тока был проанализирован в дополнительном примечании 5.
Электрохимическая конверсия CO
2 в устройстве с паровым питанием
CO с паровым питанием 2 R элементы имеют несколько преимуществ для CO 2 R, такие как способность преодолевать ограничения массопереноса CO 2 растворимость в водных электролитах 36 . Примеры ячеек CO 2 R с паровой подачей продемонстрировали большие плотности тока, повышенную селективность и высокую скорость преобразования CO 2 R за один проход на электродах на основе меди 37,38,39,40,41,42 . Чтобы протестировать экспериментальную конструкцию, парообразный CO 2 Использовалась ячейка R, аналогичная другим ранее описанным ячейкам 38 . Выходящий поток CO 2 из ячейки BPMED подавался непосредственно через тандемные ячейки с паровой подачей, первая для реакции восстановления кислорода (ORR), а вторая для CO 2 R. Первая ячейка предварительного электролиза ORR использовалась для удаления любой остаток O 2 от потока в паровую ячейку CO 2 R (дополнительный рис. 17), поскольку любой O 2 будет выборочно восстановлен и снизит FE CO 2 Р сот. В работе использовали два типа катализаторов СО 2 R. Катализатор Cu наносили на газодиффузионный слой (GDL, Sterlitech PTFE) методом магнетронного напыления, а катализатор Ag наносили на GDL на основе углерода (Ion Power, Sigracet 29 BC) методом капельного литья наночастиц Ag 43 . Использовалась традиционная трехэлектродная конфигурация с катализаторами CO 2 R в качестве рабочего электрода, Pt-сеткой в качестве противоэлектрода и Ag/AgCl (1 M KCl) в качестве электрода сравнения в резервуаре с анолитом [9].0267 44 . Объемный электролиз проводили при приложенном потенциале -1,14 В по отношению к обратимому водородному электроду (ОВЭ) в течение 2 ч со средней скоростью потока CO 2 2,2 см3/мин из системы BPMED и скоростью потока анолита 5 мл мин . −1 . Результирующие плотности тока варьировались от 53 до 77 мА см -2 (дополнительный рисунок 18). Во время объемного электролиза аликвоты электролита по 0,5 мл отбирали каждые 10 мин для наблюдения за распределением жидкого продукта во времени. Как показано на рис. 5а, при использовании катализатора Cu 73% электронов были селективны по отношению к CO 9.0044 2 продуктов R, в то время как ~20% ушло на HER. Остальные 7% электронов были потеряны за счет переокисления жидких продуктов до СО 2 в анодной камере, либо от поглощения в анионообменной мембране (АЭМ) и ГДЛ 44 . Распределение продуктов как для жидких, так и для газообразных продуктов является относительно стабильным в течение 2-часового объемного электролиза со средней степенью конверсии за один проход ~ 6,7% для меди. Ряд продуктов восстановления был получен с использованием катализатора Cu, и получение единственного целевого продукта либо за счет повышения селективности реакции, либо за счет последующего разделения продуктов является ключевой областью CO 2 R, который в настоящее время находится в стадии интенсивных исследований и разработок. Электроды из серебра использовались для селективного восстановления CO 2 до CO при высоком FE как в водной, так и в газодиффузионной конфигурациях 43,45,46,47,48 . Как показано на рис. 5b, при -0,6 В по сравнению с RHE, FE по отношению к CO увеличился до> 90% для большой части объемного электролиза, с HER всего 5%, а средняя скорость преобразования за один проход ~ 9,7%. Рабочая плотность тока CO 9 на основе Ag с подачей паров0044 2 Р-ячейка варьировалась от 7,6 до 11,7 мА см -2 (дополнительный рисунок 19). Селективность СО падала, а HER увеличивалась со временем из-за затопления ГДЛ. В отдельном эксперименте мы протестировали подачу CO 2 непосредственно с выхода BPMED с присутствием O 2 с использованием ячейки CO 2 R на основе Ag и обнаружили, что более 80% электронов направляются в сторону ORR (дополнительный рис. 20). В результате подача газа CO 2 не содержит O 2 примеси важны для высокой селективности по CO 2 R вместо паразитных потерь от ORR.
Рис. 5: Электрохимическая конверсия CO 2 из морской воды.
Распределение газообразных и жидких продуктов превращенного CO 2 газа из морской воды в зависимости от времени с использованием a на основе Cu-катализатора и b на основе Ag-катализатора с паровой подачей CO 2 R.
Полноразмерное изображение
Для оперативного соответствия CO 2 потока в BPMED и паровой ячейке CO 2 R соотношение между плотностью тока восстановления CO 2 и плотностью тока захвата CO 2 было оценено равным 4, при условии, что 6- электронный процесс со 100% использованием CO 2 и селективностью (дополнительное примечание 6). Например, если паровая ячейка CO 2 работает при 300 мА см -2 , согласованный по площади BPMED должен работать при ~ 75 мА см -2 . Наш анализ затрат показал, что существует компромисс между стоимостью электрохимического потребления энергии и стоимостью мембраны, и BPMED экономически эффективен, когда работает при плотности тока >60 мА см9. 0267 -2 (дополнительное примечание 5 и дополнительный рисунок 14). Успешное соединение электрохимической ячейки CO 2 R и блока улавливания CO 2 показало, что CO 2 , уловленный из океанской воды, может быть потенциальным углеродным сырьем для возобновляемого производства топлива или химикатов.
Обсуждение
Энергетические штрафы, связанные с откачкой океанской воды, отгонкой газа и охлаждением для реализации крупномасштабного захвата океана, рассчитываются в дополнительном примечании 7. В наземной автономной системе, где должна собираться океанская вода из открытого океана, энергия для забора морской воды, предварительной обработки и перекачивания составляет большую часть энергетического штрафа, а общее потребление энергии, исключая систему BPMED, было рассчитано как 4,6 кВтч кг −1 СО 2 . За счет совместного размещения установки по улавливанию океана с опреснительной установкой потребление энергии без учета BPMED может быть снижено до 0,075 кВт ч кг −1 CO 2 . Потребление электрохимической энергии для BPMED, работающего при плотности тока в промышленных масштабах, оценивается в 1,22 кВтч кг 90 267 -1 90 268 CO 2 (дополнительное примечание 7). Чтобы представить эти потери энергии в перспективе, промышленному предприятию DAC требуется общая энергия в диапазоне от 1,54 до 2,45 кВтч кг −1 СО 2 8 . В результате совместно расположенная установка по улавливанию океана с общей расчетной мощностью 1,30 кВтч кг −1 CO 2 энергетически выгоднее DAC.
Для оценки жизнеспособности системы подтверждения концепции был проведен технико-экономический анализ (ТЭА) на основе метода дисконтированных денежных потоков (дополнительное примечание 8). В принципе, интенсификация процесса, такая как совместное размещение установки улавливания CO 2 с опреснительной установкой, приведет к значительной экономии как капитальных, так и эксплуатационных затрат (капитальные и эксплуатационные) 19 . Наш ТЭА дал приведенные затраты в диапазоне от 0,5 до 0,54 долл. США за кг −1 CO 2 для системы, расположенной рядом с опреснительной установкой, и приведенные затраты в диапазоне от 1,87 до 2,05 долл. США за кг −1 CO 2 для автономной системы, которые близки к ранее заявленным значениям для аналогичных систем 19 . Хотя текущая стоимость улавливания в океане значительно выше, чем улов CO 2 из точечных источников (от 0,06 до 0,08 доллара США за кг −1 CO 2 ) 49 и DAC (от 0,094 до 0,232 долл. США за кг −1 CO 2 ) 8 , в этой области до сих пор проведено очень мало исследований и разработок. спорно для крупномасштабного развертывания. Например, разбивка капитальных затрат (CapEx) совместно расположенной системы (дополнительный рисунок 22) показала, что мембранный контактор составляет ~ 60% от общей стоимости оборудования. Снижение затрат на существующий мембранный контактор или потенциальное устранение блока мембранного контактора за счет прямого преобразования растворенного CO 2 в океанской воде значительно снизит общую стоимость системы. Кроме того, как описано в дополнительном примечании 10, хотя для получения подкисленного потока и подщелачивающего потока при оптимальном pH требуется всего <0,36 В, в большинстве описанных систем BPMED, включая эту работу, требовалось более 0,6 В для работы даже при относительно низких плотностях тока. . Улучшение скорости диссоциации воды и снижение требований к напряжению в системе BPMED также улучшит общую стоимость CO 2 захват из морской воды.
Таким образом, мы продемонстрировали экспериментальную электрохимическую систему с прямым соединением, в которой использовалась ячейка BPMED и ячейка CO 2 R с паровой подачей для электрохимического улавливания и преобразования CO 2 из океанской воды. Наш BPMED заменил обычно используемую реакцию расщепления воды одноэлектронными обратимыми окислительно-восстановительными реакциями на электродах и продемонстрировал рекордно низкое потребление электрохимической энергии 155,4 кДж моль -1 или 0,98 кВтч кг −1 CO 2 . pH подкисленного потока из BPMED был оптимизирован на уровне 4,7 путем регулирования рабочей плотности тока и расхода морской воды на входе, чтобы обеспечить наименьшее потребление электрохимической энергии и максимальную скорость выхода CO 2 . Подкисленный поток пропускали через три последовательно соединенных мембранных контактора, в которых улавливался газообразный СО 2 с эффективностью 71%. Как экспериментальные измерения, так и результаты мультифизического моделирования показали, что падение напряжения на BPM во время работы значительно отклонялось от идеальных требований к напряжению, а медленная кинетика диссоциации воды на границе раздела BPM объясняет большую часть потери напряжения ячейки. Новая конструкция ячейки BPMED может использоваться и масштабироваться как в конфигурации с одним стеком, так и в конфигурации с несколькими стеками без введения каких-либо непреднамеренных химических реакций. Захваченный СО 9Затем 0044 2 напрямую подавали в ряд соединенных паровых ячеек для электрохимического восстановления CO 2 . Ячейка с паровым питанием на основе Cu-катализатора показала полную рабочую плотность тока 58 мА см −2 и КЭ для CO 2 R для газообразных и жидких продуктов до 73% при −1,14 В по сравнению с RHE. , в то время как паровая ячейка на основе Ag-катализатора показала рабочую плотность тока 11,15 мА см −2 и КЭ для CO 2 конверсии в CO до 95% при -0,6 В по сравнению с RHE. Система проверки концепции обеспечивает уникальный технологический путь для улавливания и преобразования CO 2 из океанской воды только с помощью электрохимических процессов.
Методы
Химические вещества
Все химические вещества использовались в том виде, в каком они были получены. Instant Ocean ® морская соль (Instant Ocean), феррицианид калия (K 3 [Fe(CN) 6 ], сертифицированный кристалл ACS, Fisher Chemical), тригидрат ферроцианида калия (K 4 [Fe(CN) 6 ]·3H 2 O, 98,5–102,0%, кристаллы, AR ® ACS, Macron Fine Chemicals™), сульфат натрия (Na 2 SO 4 , реактив плюс 9,0267 ® 9026 ≥ 9,0268 %, Sigma-Aldrich), бикарбонат калия (KHCO 3 , BioUltra, ≥99,5%, Sigma-Aldrich) и гидроксид калия (KOH, ч. д.а., VWR).
Подготовка электродов
Электроды для установки электродиализа BPM представляли собой титановые (Ti) пластины с платиновым (Pt) покрытием. Pt наносили на титановые пластины (0,89толщиной мм, отожженный, 99,7% металлической основы, Alfa Aesar) с использованием радиочастотного (ВЧ) магнетронного распыления AJA из Pt-мишени (Kurt J. Lesker, 99,95%, диаметр 2 дюйма). Поток аргона (Ar) поддерживался на уровне 20 см3/мин, а рабочее давление поддерживалось на уровне 5 мкбар. ВЧ-мощность составляла 100 Вт, а скорость осаждения ~0,667 Å с -1 . Время осаждения было установлено равным 25 мин, а толщина полученной пленки Pt составляла ~100 нм.
Электрохимическое восстановление O 2 (ORR) проводили в специальной ячейке с газодиффузионным электродом (GDE) с подачей пара с использованием отлитого в виде капель Ag-катализатора. Ag-GDE был изготовлен с использованием ранее описанных процедур 43 . Вкратце, раствор коммерчески доступных наночастиц Ag суспендировали в метаноле с помощью ультразвука в течение 30 мин. 150 микролитров этого раствора наливали на GDL (Ion Power, Sigracet 29 BC) и давали высохнуть при 200°C на воздухе в течение 1 часа. После охлаждения до комнатной температуры Ag-GDE был готов к использованию.
Электрохимическое восстановление CO 2 (CO 2 R) проводили в специальной ячейке GDE с паровой подачей с использованием 200-нм слоя катализатора Cu или Ag. Катализатор Cu наносили на газодиффузионный слой (ПТФЭ, Sterlitech) с помощью высокочастотного магнетронного распыления медной мишени (Kurt J. Lesker 9).9,95%, 2 дюйма. диаметр). Условия напыления Cu были такими же, как и при осаждении Pt. Скорость осаждения составляла ~0,556 Å с -1 , а время осаждения составляло 1 ч, в результате чего была получена пленка Cu толщиной приблизительно 200 нм.
Изготовление ячейки BPMED
Электродиализная установка представляла собой самодельную ячейку с одним блоком, состоящую из четырех отсеков; подкисленное отделение, щелочное отделение, отделение католита и отделение анолита, закрытые акриловыми пластинами толщиной 1,5 см. Отсеки для раствора были изготовлены из резиновых листов из этилен-пропилен-диенового мономерного каучука (EPDM). Эти отсеки были заполнены полиэтиленовой сеткой толщиной 1,5 мм и герметизированы от протечек осевым давлением. Католитный и анолитный отсеки были идентичны и имели расстояние 5 мм, в то время как подкисленное и подщелачивающее отсеки имели расстояние 2 мм. Отделения с подкисленной и щелочной морской водой были разделены биполярной мембраной Fumasep (BPM, FuMa-Tech), а каждое отделение с электролитом было отделено от отделения с морской водой с помощью CEM (Nafion 9).0267 TM N324, тефлон TM Армированный тканью, ионная энергия). Катод, анод, КЭМ и БПМ имели одинаковую активную площадь 64 см 2 .
Электродиализное измерение
Исходные растворы морской воды, использованные в экспериментах, представляли собой синтетическую океанскую воду, приготовленную путем добавления 35,95 г морской соли Instant Ocean ® на литр деионизированной воды. Океанская вода загружалась в подкисленный отсек с помощью перистальтического насоса (Simply Pumps TM Perimax PMP200), а подкисленный поток сначала собирался в контейнер-резервуар перед подачей в подщелачивающийся отсек с помощью другого перистальтического насоса (Simply Pumps 9).0267 ТМ Perimax PMP200). Расход подкисленного и подщелачиваемого потоков поддерживался одинаковым для обеспечения баланса давлений во всех отсеках морской воды ячейки BPMED. Выходной щелочной поток удаляли в ведро для сбора отходов. Электролит подавался в электродные отсеки с помощью перистальтического насоса (Cole-Parmer Masterflex L/S), который был разделен Т-образным переходом для разделения потоков католита и анолита. Выходы электродных отсеков собирались в одном и том же резервуаре, чтобы обеспечить смешивание и непрерывную рециркуляцию электродного раствора. К ячейке BPMED подавался постоянный электрический ток с использованием измерителя источника Keithley 2400 (Tektronix ® ), а напряжение регистрировали с использованием программного обеспечения I-V (разработанного Майклом Кельзенбергом, Калифорнийский технологический институт). рН морской воды измеряли с помощью рН-метра (Denver Instrument UB-10).
Измерение напряжения BPM проводилось в отдельной ячейке, состоящей из такого же количества отсеков и конфигурации, но с активной площадью мембраны и электрода 4 см 2 и расстоянием между отсеками 1 см. Напряжение BPM определяли путем измерения разности потенциалов между двумя электродами сравнения Ag/AgCl (1 M KCl, приборы CH), каждый из которых был помещен в подкисленное и подщелачиваемое отделение, при подаче электрического тока на электроды с использованием измерителя источника Keithley 2400 (Tektronix). ® ) в четырехпроводном режиме измерения. Омическое сопротивление в растворе определяли отдельно с помощью спектроскопии электрохимического импеданса.
CO
2 измерение улавливания
Растворенный CO 2 в подкисленном потоке морской воды улавливали с помощью вакуумного насоса (Ulvac DTC-120E) через ряд мембранных контакторов (3 M™ Liqui-Cel™ MM- 0,5×1), каждый с максимальным рабочим расходом жидкости 30 мл мин -1 . Перед входом в подкисленный отсек пресная океанская вода была дегазирована с помощью другого вакуумного насоса (Edwards RV3) для удаления атмосферных газов, растворенных в океанской воде. Между мембранными контакторами и вакуумным насосом использовалась самодельная холодная ловушка, окруженная сухим льдом, для конденсации влаги из выходящего газового потока. Расход выходящего газа контролировался с помощью массового расходомера, изготовленного по индивидуальному заказу Alicat Scientific, и регистрировался с помощью Flow Vision SC 9.Программное обеспечение 0267 ТМ . Выходящий газ разбавляли 88 куб. см N 2 в смесительной камере объемом 25 мл, а состав газовой смеси определяли с помощью газового хроматографа (ГХ, модель 8610C), изготовленного по заказу SRI Instruments.
Конструкция ячейки CO
2 R
Две пластины из полиэфирэфиркетона (PEEK) служили катодным и анодным отделениями ячейки GDE. Сетку Pt и Cu-GDE механически прижимали к противоположным сторонам АЭМ (Fumatech, FAA-3-50) для формирования узла мембранного электрода между двумя пластинами PEEK, которые были свинчены вместе. Для контакта электродов с потенциостатом два тонких проволочных вывода, один из Pt и один из Ti, были введены в заднюю часть Pt-сетки и Cu-GDE соответственно и подключены к потенциостату для электрохимических измерений (SP300, Bio-Logic). Для СО 2 R, анодная камера содержала 1,0 M водный электролит KOH для ОЭР с расходом 5 мл мин −1 , а в катодную камеру вводили газ CO 2 с расходом 1,5 куб. Выход из ячейки ORR.
В ячейке предварительного электролиза ORR, используемой для уменьшения потока O 2 в ячейку CO 2 R GDE, использовалась Ag-GDE. Эта ячейка была собрана таким же образом, как и ячейка CO 2 R. Ячейку ORR использовали в конфигурации с тремя электродами, используя Ag-GDE в качестве рабочего электрода, Pt-сетку в качестве противоэлектрода и Ag/AgCl (1 M KCl) в качестве электрода сравнения (CH Instruments). Анодная камера содержала 1,0 M KHCO 3 водный электролит для ОЭР с расходом 5 мл мин −1 . К Ag-GDE был приложен потенциал -0,6 В по сравнению с RHE, который, как было установлено, является минимальным потенциалом для работы в ограниченной области массопереноса для ORR, как определено с помощью вольтамперометрии с линейной разверткой (дополнительный рисунок 21).
Анализ продукта
Газовые продукты были измерены с помощью онлайн-ГХ (модель 8610C), настроенного на основе приборов SRI. Для обнаружения H 2 9 использовали детектор теплопроводности (TCD).0045 , O 2 , N 2 и CO, в то время как для обнаружения продуктов CH 4 и C 2 H 4 использовали пламенно-ионизационный детектор (FID). Конфигурация параллельных колонок с использованием колонки Molsieve 5 A применялась для разделения H 2 , O 2 , N 2 и CO, а колонка Haysep 5D использовалась для разделения CH 4 , CO, CO . 2 , C 2 H 4 и C 2 H 6 . Использовался изотермический метод при температуре печи 90 °C, температура TCD 120 °C, температура FID 390 °C и температура инжекторного клапана 60 °C. Газ-носитель Ar был настроен на 20 фунтов на квадратный дюйм, газ-метанизатор H 2 был настроен на 20 фунтов на квадратный дюйм, а воздушный насос был настроен на 5 фунтов на квадратный дюйм.
КЭ были рассчитаны по уравнению: количество электронов, необходимое для конкретного продукта (например, 2 для CO, 8 для CH 4 и т. д.), F — постоянная Фарадея (96,485 C моль −1 e), χ — доля продукта, I — ток (А), F м — молярный расход (моль с −1 ), определяемый формулой:
$$F_{\rm{m}} = \frac{{PF_v}}{{RT}},$$
(6)
где P давление (атм), F v — объемный расход (л мин -1 ), R — газовая постоянная (0,08205 л атм моль -1 K -1 ) и T – температура (К).
Жидкие продукты анализировали с анодной стороны ячейки с помощью высокоэффективной жидкостной хроматографии (ВЭЖХ, Dionex UltiMate 3000) каждые 10 мин. Элюент представлял собой 1 мМ H 2 SO 4 в воде при скорости потока 0,6 мл мин -1 и давлении в колонке 76 бар. Колонка представляла собой Aminex HPX 87-H от Biorad, выдерживаемую при 60 °C с внутренним нагревателем. Детектор представлял собой УФ-детектор, настроенный на 250 нм. Объем инъекции составлял 10 мкл. КЭ жидких продуктов рассчитывали по уравнению:
$${\mathrm{FE}} = \frac{{nFz}}{Q},$$
(7)
где z — количество молей измеренного продукта, а Q — общий заряд прошел (C) во время отбора проб.
Ссылки
Friedlingstein, P. et al. Глобальный углеродный бюджет 2019. Earth Syst. науч. Данные 11 , 1783–1838 (2019).
ОБЪЯВЛЕНИЕ
СтатьяGoogle ученый
Rogelj, J. et al. при глобальном потеплении на 1,5 °C. Специальный отчет МГЭИК о последствиях глобального потепления на 1,5 °C по сравнению с доиндустриальным уровнем и соответствующих глобальных путях выбросов парниковых газов в контексте усиления глобального реагирования на угрозу изменения климата, устойчивого развития и усилий по искоренению бедности (ред. Массон-Дельмотт, В. и др.) 93–174 (2018).
Уммель, К. Новый взгляд на Карму: обновленная база данных о выбросах углекислого газа электростанциями по всему миру. ССРН Электрон. Дж . https://doi.org/10.2139/ssrn.2226505 (2012 г.).
Чу, С. Улавливание и секвестрация углерода.
 Наука 325 , 1599 (2009).
Наука 325 , 1599 (2009).КАС
пабмед
СтатьяGoogle ученый
Буи, М. и др. Улавливание и хранение углерода (CCS): путь вперед. Энергетика Окружающая среда. науч. 11 , 1062–1176 (2018).
КАС
СтатьяGoogle ученый
Кейт Д. В. Зачем улавливать CO 2 из атмосферы? Наука 325 , 1654–1655 (2009).
ОБЪЯВЛЕНИЕ
КАС
пабмед
СтатьяGoogle ученый
Кит, Д. В., Холмс, Г., Сент-Анджело, Д. и Хайдель, К. Процесс улавливания CO 2 из атмосферы. Дж 2 , 1573–1594 (2018).
КАС
СтатьяGoogle ученый
Гепперт, А. и др. Улавливание углекислого газа из воздуха регенерируемым твердым адсорбентом на основе полиамина.
Дж. Ам. хим. соц. 133 , 20164–20167 (2011).КАС
пабмед
СтатьяGoogle ученый
Rau, G.H. et al. Прямое электролитическое растворение силикатных минералов для смягчения выбросов CO 2 в атмосферу и производства с отрицательным выбросом H 2 . Проц. Натл акад. науч. США 110 , 10095–10100 (2013 г.).
ОБЪЯВЛЕНИЕ
КАС
пабмед
Статья
ПабМед ЦентральныйGoogle ученый
Sanz-Pérez, E. S., Murdock, C. R., Didas, S. A. & Jones, C. W. Прямое улавливание CO 2 из окружающего воздуха. Хим. Ред. 116 , 11840–11876 (2016 г.).
ПабМед
Статья
КАСGoogle ученый
Brethome, F.M., Williams, NJ, Seipp, C.A., Kidder, M.K. & Custelcean, R.
Прямой улавливание CO 2 в воздухе посредством поглощения водной фазы и высвобождения кристаллической фазы с использованием концентрированной солнечной энергии. Нац. Энергия 3 , 553–559 (2018).ОБЪЯВЛЕНИЕ
Статья
КАСGoogle ученый
Смит, В. А., Бурдыни, Т., Вермаас, Д. А. и Герлингс, Х. Пути получения промышленного топлива из воздуха из электролиза CO 2 . Джоуль 3 , 1822–1834 (2019).
КАС
СтатьяGoogle ученый
Sen, R., Goeppert, A., Kar, S. & Prakash, G.K.S. Комплексное улавливание CO на основе гидроксида 2 из воздуха и преобразование в метанол. Дж. Ам. хим. соц. 142 , 4544–4549 (2020).
КАС
пабмед
СтатьяGoogle ученый
Eisaman, M.
D. et al. CO 2 извлечение из морской воды с использованием электродиализа с биполярной мембраной. Энергетика Окружающая среда. науч. 5 , 7346 (2012).КАС
СтатьяGoogle ученый
Уиллауэр, Х. Д., ДиМасио, Ф., Харди, Д. Р. и Уильямс, Ф. В. Осуществимость CO 2 извлечение из морской воды и одновременное получение газообразного водорода с использованием нового надежного модуля электролитического катионного обмена на основе технологии непрерывной электродеионизации. Индивидуальный инж. хим. Рез. 53 , 12192–12200 (2014).
КАС
СтатьяGoogle ученый
Уиллауэр, Х. Д., ДиМаскио, Ф., Харди, Д. Р. и Уильямс, Ф. В. Разработка электролитического катионообменного модуля для одновременного извлечения углекислого газа и газообразного водорода из природной морской воды.
Энергетическое топливо 31 , 17:23–17:30 (2017).КАС
СтатьяGoogle ученый
де Ланнуа, К.-Ф. и другие. Косвенное улавливание атмосферного CO 2 океаном : Часть I. Прототип технологии отрицательных выбросов. Междунар. Дж. Грин. Газ-контроль 70 , 243–253 (2018).
Артикул
КАСGoogle ученый
Eisaman, M.D. et al. Косвенный захват океаном атмосферного CO 2 : Часть II. Понимание стоимости отрицательных выбросов. Междунар. Дж. Грин. Газ-контроль 70 , 254–261 (2018).
КАС
СтатьяGoogle ученый
Вичи, М., Наварра, А. и Фольи, П. Г. Корректировка естественного углеродного цикла океана с отрицательными уровнями выбросов. Клим. Изменение 118 , 105–118 (2013).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
Тавони, М. и Соколов, Р. Моделирование встречается с наукой и технологией: введение в специальный выпуск об отрицательных выбросах. Клим. Изменение 118 , 1–14 (2013).
ОБЪЯВЛЕНИЕ
СтатьяGoogle ученый
Realmonte, G. et al. Межмодельная оценка роли прямого захвата воздуха в глубоких путях смягчения последствий. Нац. коммун. 10 , 3277 (2019).
ОБЪЯВЛЕНИЕ
КАС
пабмед
ПабМед Центральный
СтатьяGoogle ученый
Лакнер, К. С. и др. Актуальность разработки улавливания СО 2 из атмосферного воздуха. Проц. Натл акад. науч. 109 , 13156–13162 (2012).
ОБЪЯВЛЕНИЕ
КАС
пабмед
Статья
ПабМед ЦентральныйGoogle ученый
DeVries, T. Океанический антропогенный поглотитель CO 2 : хранение, воздушно-морские потоки и транспорт в индустриальную эпоху. Глоб. Биогеохим. Циклы 28 , 631–647 (2014).
ОБЪЯВЛЕНИЕ
КАС
СтатьяGoogle ученый
DeVries, T., Holzer, M. & Primeau, F. Недавнее увеличение поглощения углерода океаном, вызванное более слабым опрокидыванием верхних слоев океана. Природа 542 , 215–218 (2017).
ОБЪЯВЛЕНИЕ
КАС
пабмед
СтатьяGoogle ученый
Zeebe, R. E. & Wolf-Gladrow, D. CO 2 в Seawater: Equilibrium, Kinetics, Isotopes (Elsevier, 2001).
Бейтс, Н. Р. Распределение химического состава карбонатов морской воды в восточной части южной части Тихого океана, отобранного в рамках проекта GEOTRACES, и изменения в химическом составе морских карбонатов за последние 20 лет. Фронт. мар. 5 , 1–18 (2018).
ОБЪЯВЛЕНИЕ
СтатьяGoogle ученый
Pilson, ME Q. Введение в химию моря (Cambridge Univ. Press, 2012).
Patterson, B.D. et al. Возобновляемый CO 2 переработка и производство синтетического топлива в морской среде. Проц. Натл акад. науч. США 116 , 12212–12219 (2019).
КАС
пабмед
Статья
ПабМед ЦентральныйGoogle ученый
Беннет А., Авербух Л., Панкрац Т., Ротэрмель Дж. и Шарма М. Технология опреснения при производстве электроэнергии.
Фильтр. Сентябрь 9069 г.8 . (2016).Мафе, С. и Рамфаз, П. Электрохимическая характеристика полимерных ионообменных биполярных мембран. Акта Полим. 48 , 234–250 (1997).
Артикул
Google ученый
Wilhelm, F.G., Pünt, I., Vegt, N.F.A. Van Der, Wessling, M. & Strathmann, H. Стратегии оптимизации для приготовления биполярных мембран с уменьшенной утечкой солевых ионов в кислотно-основном электродиализе. Дж. член. науч. 182 , 13–28 (2001).
КАС
СтатьяGoogle ученый
Макдональд, М. Б., Ардо, С., Льюис, Н. С. и Фройнд, М. С. Использование биполярных мембран для поддержания стационарных градиентов рН при разделении воды, поддерживаемом мембраной, за счет солнечной энергии. ChemSusChem 7 , 3021–3027 (2014).
КАС
пабмед
СтатьяGoogle ученый
Хиггинс, Д., Хан, С., Сян, С., Джарамилло, Т. Ф. и Вебер, А. З. Газодиффузионные электроды для восстановления диоксида углерода: новая парадигма. ACS Energy Letter. 4 , 317–324 (2019).
КАС
СтатьяGoogle ученый
Динь, К.-Т. и другие. CO 2 электровосстановление до этилена посредством катализа меди с помощью гидроксида на резкой границе раздела. Наука 360 , 783–787 (2018).
КАС
пабмед
СтатьяGoogle ученый
Люк В. и др. Двумерные медные нанолисты для электрохимического восстановления монооксида углерода до ацетата. Нац. Катал. 2 , 423–430 (2019).
КАС
СтатьяGoogle ученый
Рипатти, Д. С., Вельтман, Т. Р. и Канан, М. В. Диффузионный электролиз угарного газа с получением концентрированного C 2 продукты с высокой однопроходной конверсией. Дж 3 , 240–256 (2019).
КАС
СтатьяGoogle ученый
Hoang, T. T. H. et al. Нанопористые медно-серебряные сплавы электроосаждением с контролируемым присадкой для селективного электровосстановления CO 2 до этилена и этанола.
Дж. Ам. хим. соц. 140 , 5791–5797 (2018).КАС
пабмед
СтатьяGoogle ученый
García de Arquer, F. P. et al. CO 2 электролиз до многоуглеродных продуктов при активностях более 1 А см -2 . Наука 367 , 661–666 (2020).
ОБЪЯВЛЕНИЕ
пабмед
Статья
КАСGoogle ученый
Ченг, В.-Х. и другие. CO 2 восстановление до CO с эффективностью 19% в проточной ячейке с газодиффузионным электродом, работающей от солнечной энергии, при наружном солнечном освещении. ACS Energy Letter. 5 , 470–476 (2020).
КАС
СтатьяGoogle ученый
Салливан И. и др. Гибридное мембранное устройство, связанное с катализатором, для электрохимического восстановления монооксида углерода при различной относительной влажности.
ACS Sustain. хим. англ. 7 , 16964–16970 (2019).КАС
СтатьяGoogle ученый
Делакур, К., Риджуэй, П.Л., Керр, Дж.Б. и Ньюман, Дж. Проект электрохимической ячейки, производящей синтез-газ (CO + H 2 ) из восстановления CO 2 и H 2 O при комнатной температуре. Дж. Электрохим. соц. 155 , B42 (2008 г.).
КАС
СтатьяGoogle ученый
Сингх, М. Р., Квон, Ю., Лум, Ю., Агер, Дж. В. и Белл, А. Т. Гидролиз катионов электролита усиливает электрохимическое восстановление CO 2 над Ag и Cu. Дж. Ам. хим. соц. 138 , 13006–13012 (2016).
КАС
пабмед
СтатьяGoogle ученый
Хацукаде, Т., Куль, К.П., Кейв, Э.Р., Абрам, Д.Н. и Джарамилло, Т.
Ф. Взгляд на электрокаталитическое восстановление CO 2 на металлических серебряных поверхностях. Физ. хим. хим. физ. 16 , 13814–13819 (2014).КАС
пабмед
СтатьяGoogle ученый
Verma, S., Lu, X., Ma, S., Masel, R.I. & Kenis, P.J.A. Влияние состава электролита на электровосстановление CO 2 до CO на газодиффузионных электродах на основе Ag. Физ. хим. хим. физ. 18 , 7075–7084 (2016).
КАС
пабмед
СтатьяGoogle ученый
Рубин, Э. С., Дэвисон, Дж. Э. и Херцог, Х. Дж. Стоимость улавливания и хранения CO 2 . Междунар. Дж. Грин. Газ-контроль 40 , 378–400 (2015).
КАС
СтатьяGoogle ученый
Peters, G. P. et al. Выбросы углекислого газа продолжают расти на фоне медленно формирующейся политики в области климата. Нац. Клим. Изменение 10 , 3–6 (2020).
ОБЪЯВЛЕНИЕ
Статья
Google ученый
Khatiwala, S. et al. Мировое океанское хранилище антропогенного углерода. Биогеонауки 10 , 2169–2191 (2013).
ОБЪЯВЛЕНИЕ
КАС
Статья
Google ученый
Рейтер, Р. С., Уайт, В. и Ардо, С. Связь — электрохимическая характеристика коммерческих биполярных мембран в электролитных условиях, имеющих отношение к технологиям солнечного топлива. Дж. Электрохим. соц. 163 , h4132–h4134 (2016 г.).
КАС
Статья
Google ученый
Gabardo, C.M. et al. Непрерывное электровосстановление диоксида углерода до концентрированных полиуглеродных продуктов с использованием сборки мембранных электродов. Дж 3 , 2777–2791 (2019).
КАС
Статья
Google ученый
Ссылки на скачивание
Руководство пользователя ионо-селективного электрода-Vernier
Код заказа: CL-BTA
- Перейти к продукту Page
- Руководство по загрузке PDF
ЭЛЕКТИРИВА. измерить концентрацию хлорида (Cl − ) ионов в водных образцах.
Примечание. Изделия Vernier предназначены для использования в образовательных целях. Наши продукты не предназначены и не рекомендуются для каких-либо промышленных, медицинских или коммерческих процессов, таких как жизнеобеспечение, диагностика пациентов, контроль производственного процесса или промышленные испытания любого рода.
Что включено
- Ионоселективный хлоридный электрод, упакованный в бутыль для хранения
- Флакон 30 мл раствора High Standard с SDS (1000 мг/л Cl — )
- Флакон 30 мл раствора низкого стандарта с SDS (10 мг/л Cl –)
- Бутылка для кратковременного замачивания ISE
Совместимое программное обеспечение и интерфейсы
Выберите платформу ниже, чтобы просмотреть ее требования совместимости.
LabQuest
| Интерфейс | Приложение LabQuest |
|---|---|
| LabQuest 3 | Полная поддержка |
| LabQuest 2 (discontinued) | Full support |
| LabQuest (discontinued) | Full support |
Computers
| Software | |||
|---|---|---|---|
| Interface | Graphical Analysis App for Компьютеры | Logger Pro | Logger Lite |
| LabQuest Mini | Полная поддержка | Полная поддержка | Full support |
| LabQuest 3 | Full support | Full support | Incompatible |
| LabQuest 2 (discontinued) | Full support | Full support | Full support |
| LabQuest Stream | Полная поддержка 1 | Полная поддержка | Полная поддержка 1 |
| Go!Link | Полная поддержка | Full support | Full support |
| LabQuest (discontinued) | Full support | Full support | Full support |
| LabPro (discontinued) | Incompatible | Full support | Full поддержка |
Примечания о совместимости
- Подключить LabQuest Stream через USB. Беспроводное соединение не поддерживается.
Хромбук
| Software | |
|---|---|
| Interface | Graphical Analysis App for Chrome |
| LabQuest Mini | Full support |
| LabQuest 3 | Full support |
| LabQuest 2 (discontinued) | Полная поддержка |
| LabQuest Stream | Полная поддержка 1 |
| Go!Link | Полная поддержка |
| LabQuest (снято с производства) | Полная поддержка |
Примечания по совместимости
- Подключение LabQuest Stream через USB. Беспроводное соединение не поддерживается.
IOS
| Программное обеспечение | ||
|---|---|---|
| Интерфейс | Графический приложение для IOS | Графический анализ GW для IOS | Графический анализ GW для IOS | Графический анализ GW для IOS | Графический анализ GW для IOS | . 0181 | Full support |
| LabQuest 3 | Full support 1 | Full support 1 |
| LabQuest 2 (discontinued) | Full support 1 | Full support 1 |
Примечания по совместимости
- Устройства iOS и Android ™ могут подключаться к LabQuest 2 или LabQuest 3 только через Wireless Data Sharing.
Андроид
| Software | ||
|---|---|---|
| Interface | Graphical Analysis App for Android | Graphical Analysis GW for Android |
| LabQuest Stream | Full support | Incompatible |
| LabQuest 3 | Full support 1 | Полная поддержка 1 |
| LabQuest 2 (снято с производства) | Полная поддержка 1 | Полная поддержка 1 |
Примечания по совместимости
- Устройства iOS и Android ™ могут подключаться только к LabQuest 2 или LabQuest 3 через Wireless Data Sharing.
Arduino
Примечания к совместимости
- Требуется расширенное программирование для сбора данных
Labview
| .0171 | SensorDAQ (discontinued) | Full support 1 |
|---|---|---|
| Vernier myDAQ Adapter | Full support 1 2 | |
| Go!Link | Full support 1 | |
| LabQuest Mini | Полная поддержка | |
| LabQuest Stream | Полная поддержка | |
| LabQuest 3 | Полная поддержка | |
| Полная поддержка | ||
| LabQuest (DESSUTED) | COMPATICAL |
выходное напряжение этого датчика. Вы должны выполнить программирование для преобразования в соответствующие единицы измерения датчика.Texas Instruments
| Программное обеспечение | |||||
|---|---|---|---|---|---|
| Interface | EasyData | DataMate | TI-84 SmartView | DataQuest | TI-Nspire Software |
| EasyLink | Full support 1 | Incompatible | Full support 2 | Full поддержка | Полная поддержка 2 |
| CBL 2 | Полная поддержка 3 | Полная поддержка 3 4 | Incompatible | Incompatible | |
| LabPro (discontinued) | Full support 3 | Full support 3 4 | Incompatible | Incompatible | Incompatible |
| TI-Nspire Lab Cradle (снято с производства) | Несовместимый | Несовместимый | Несовместимый | Полная поддержка | Полная поддержка |
Примечания по совместимости
- Используйте только с калькуляторами TI-84 Plus.
- Требуется Easy to Go! адаптер
- Интерфейсы CBL 2 и LabPro нельзя использовать с калькуляторами TI-84 Plus CE.
- DataMate нельзя использовать с калькуляторами TI-84 Plus с цветным экраном; используйте EasyData с этими калькуляторами.
Начало работы
- Подготовьте электрод, погрузив его в раствор High Standard на
30 минут. Обратитесь к следующему разделу для получения дополнительной информации. - Подключите датчик к интерфейсу (LabQuest Mini, LabQuest 3 и т. д.)
- Запустите соответствующее программное обеспечение для сбора данных (Graphical Analysis, LabQuest App, Logger Pro ), если оно еще не запущено. Программное обеспечение идентифицирует датчик и загрузит настройки сбора данных по умолчанию.
- Выполните калибровку по двум точкам, используя растворы высокого и низкого стандарта. Обратитесь к следующему разделу для получения дополнительной информации.
Если вы собираете данные с помощью Chromebook™, мобильного устройства, например iPad ® или планшета Android™, либо беспроводного датчика или интерфейса Vernier, перейдите по следующей ссылке для получения актуальной информации о подключении:
www.vernier.com/start/cl-bta
Подготовка ИСЭ с хлоридом к использованию
Примечание : Выполните этот процесс, состоящий из двух частей, прежде чем проводить измерения с помощью ISE.
Часть I: Замачивание электрода
Замочите электрод в растворе High Standard (поставляется с ISE) примерно на 30 минут. ИСЭ не должен лежать на дне контейнера, а маленькие белые эталонные контакты возле кончика электрода должны быть погружены в воду. Убедитесь, что пузырьки воздуха не попали под ISE. Важно : Не оставляйте ISE замачиваться более чем на 24 часа. Важно : Если вы планируете использовать электрод за пределами диапазона предоставленных стандартов, вам нужно будет подготовить свои собственные стандарты и использовать их для замачивания.
Примечание : Если ИСЭ необходимо транспортировать в поле во время процесса замачивания, используйте бутыль для кратковременного замачивания ИСЭ. Снимите крышку с бутылки и наполните ее на 3/4 High Standard. Наденьте колпачок флакона на ISE, вставьте его в флакон и затяните.
Для длительного хранения, более 24 часов, убедитесь, что датчик хранится в бутылке для хранения со слегка влажной губкой.
Часть II: Калибровка ISE
Калибровка ISE для хлоридов в графическом анализе 4
- Подключите датчик в соответствии с разделом «Начало работы».
- Нажмите или коснитесь счетчика показаний в реальном времени и выберите «Калибровать».
- Точка калибровки высокого стандарта : Chloride ISE должен все еще пропитываться высоким стандартом. ИСЭ не должен лежать на дне контейнера, а 2 маленьких белых эталонных контакта рядом с кончиком электрода должны быть погружены в воду. Убедитесь, что пузырьки воздуха не попали под ISE.
- Введите значение концентрации высокого стандарта (например, 100 для 100 мг/л) в поле редактирования и щелкните или коснитесь Сохранить.
- Точка калибровки низкого стандарта : Снимите ИСЭ с высокого стандарта, хорошо промойте дистиллированной водой и осторожно промокните ИСЭ насухо бумажным полотенцем. Поместите ISE в низкий стандарт. Убедитесь, что ИСЭ не лежит на дне контейнера, белые эталонные контакты рядом с кончиком электрода погружены в воду, а под ИСЭ не скопились пузырьки воздуха.
- Введите значение концентрации для нижнего стандарта (например, 1 для 1 мг/л) и щелкните или коснитесь Сохранить .
- Щелкните или коснитесь Применить, чтобы завершить процесс калибровки.
Калибровка ISE для хлоридов в Logger
Pro 3
- Подключите датчик в соответствии с разделом «Начало работы».
- Выберите «Калибровать» в меню «Эксперимент» и нажмите .
- Точка калибровки высокого стандарта : Chloride ISE должен все еще пропитываться высоким стандартом. ИСЭ не должен лежать на дне контейнера, а 2 маленьких белых эталонных контакта рядом с кончиком электрода должны быть погружены в воду. Убедитесь, что пузырьки воздуха не попали под ISE.
- Введите значение концентрации высокого стандарта (например, 100 для 100 мг/л) в поле редактирования.
- После того, как показания напряжения для Показания 1 стабилизируются (~2 минуты), нажмите .
- Точка калибровки низкого стандарта : Снимите ИСЭ с высокого стандарта, хорошо промойте дистиллированной водой и осторожно промокните ИСЭ насухо бумажным полотенцем. Поместите ISE в низкий стандарт. Убедитесь, что ИСЭ не лежит на дне контейнера, белые эталонные контакты рядом с кончиком электрода погружены в воду, а под ИСЭ не скопились пузырьки воздуха.
- Введите значение концентрации для нижнего стандарта (например, 1 для 1 мг/л).
- После того, как показания напряжения стабилизируются, нажмите .
- Чтобы сохранить калибровку датчика, выполните следующие действия:
- Щелкните вкладку Calibration Storage в верхней части диалогового окна.
- Щелкните . Щелкните .
- Нажмите, чтобы продолжить. Нажмите, чтобы завершить процесс.
Калибровка ISE для хлоридов с помощью приложения LabQuest
- Подключите Chloride ISE к LabQuest. Выберите «Калибровать» в меню «Датчики» и выберите «Калибровать сейчас».
- Точка калибровки высокого стандарта : Chloride ISE должен все еще пропитываться высоким стандартом. ИСЭ не должен лежать на дне контейнера, а маленькие белые эталонные контакты возле кончика электрода должны быть погружены в воду. Убедитесь, что пузырьки воздуха не попали под ISE.
- Введите концентрацию высокого стандарта (например, 100 для 100 мг/л) для чтения 1.
- После того, как показания напряжения стабилизируются (примерно 2 минуты), коснитесь «Сохранить».
- Точка калибровки низкого стандарта : Снимите ИСЭ с высокого стандарта, хорошо промойте дистиллированной водой и осторожно промокните ИСЭ насухо бумажным полотенцем. Поместите ISE в низкий стандарт. Убедитесь, что ИСЭ не лежит на дне контейнера, белые эталонные контакты рядом с кончиком электрода погружены в воду, а под ИСЭ не скопились пузырьки воздуха.
- Введите концентрацию нижнего стандарта (например, 1 для 1 мг/л) для чтения 2.
- После того, как показания напряжения стабилизируются, коснитесь «Сохранить».
- Чтобы сохранить калибровку датчика, выполните следующие действия:
- Нажмите «Хранилище».
- Коснитесь «Сохранить калибровку в датчике». Коснитесь ОК.
- Нажмите OK, чтобы завершить процесс.
- Нажмите «Хранилище».
Использование изделия
Ионы хлорида обнаруживаются в пробах пресной воды в результате обтекания водой минералов, содержащих соли. Эти соли могут включать хлорид натрия (NaCl) или хлорид калия (KCl). Максимальный уровень загрязнения EPA для концентрации хлоридов в питьевой воде составляет 250 мг/л. Концентрация ионов хлора в морской воде составляет примерно 19400 мг/л — значительно ниже верхнего предела ISE для хлоридов, равного 35 500 мг/л.
Когда отклик Chloride ISE начинает замедляться, может потребоваться полировка мембраны. Отрежьте небольшой кусок (около 1 дюйма) от полировальной полоски. Тщательно смочите конец электрода и матовую сторону полировальной полоски дистиллированной водой. Используя только умеренное давление, отполируйте конец электрода, аккуратно потирая его круговыми движениями. Это удалит неактивный слой мембраны, мешающий измерению. Тщательно промойте дистиллированной водой и повторите калибровку обычным способом.
Отбор проб пресной воды для определения концентрации хлоридов
Для достижения наилучших результатов откалибруйте Chloride ISE, используя стандарты 10 мг/л и 1000 мг/л.
Как сделать так, чтобы ISE считывал выходной сигнал в мВ вместо мг/л?
Если вы хотите, чтобы ваш ISE считывал выходной сигнал в мВ вместо мг/л, уравнение амплификации:
В = 0,00727*мВ + 1,223
Таким образом, уравнение обратного усиления для мВ будет таким:
мВ = 137,55*В – 0,1682
Измерение концентрации хлоридов в соленой или солоноватой воде
При измерении концентрации хлоридов в морской или солоноватой воде откалибруйте прибор ISE для хлоридов с использованием стандарта 1000 мг/л, входящего в комплект поставки ISE для хлоридов, для одной точки калибровки (или 1,806 частей на тысячу, или ppt). Для второй точки калибровки приготовьте стандарт, содержащий 20 000 мг/л Cl –, добавив 32,96 г твердого NaCl в количество дистиллированной воды, достаточное для приготовления 1 л раствора:
Если вы выполняете калибровку в ppt, назовите это решение 36,13 ppt.
Определение солености морской или солоноватой воды
Соленость – это сумма всех солей, растворенных в воде, выраженная либо в мг/л (соответствует миллионным долям, ppm), либо в тысячных частях (ppt). Морская вода содержит довольно постоянное количество ионов хлора. Из вашего измерения концентрации ионов хлора (в предыдущем разделе) соленость можно рассчитать по следующей формуле:
Соленость (мг/л или ppm) = 1,8066 × [концентрация Cl – , мг/л]
Используя эту формулу, соленость морской воды рассчитывается как:
Соленость (мг/л или ppm) = 1,8066 × (19400 мг/л) = 35 000 мг/л
Уровень солености морской воды в частях на тысячу, или ppt, будет:
Соленость (ppt) = 35 000 / 1000 = 35 ppt
Сбор данных
- Убедитесь, что датчик правильно откалиброван. Если счетчик показывает 1,0 мг/л, а датчик не находится в растворе с концентрацией 1,0 мг/л, необходимо выполнить калибровку. После калибровки промойте кончик ISE и промокните его насухо бумажным полотенцем.
- Вставьте наконечник ИСЭ в исследуемый водный образец. Важно: Убедитесь, что ISE не лежит на дне контейнера, белые эталонные контакты рядом с кончиком электрода погружены в воду, а под ISE нет пузырьков воздуха. Примечание: Не погружайте датчик полностью. Ручка не является водонепроницаемой.
- Держите ISE неподвижно, пока показания не стабилизируются, и запишите отображаемые показания. Примечание: С некоторыми водными образцами, особенно с высокими концентрациями, может потребоваться несколько минут для стабилизации показаний ISE для хлоридов. Если вы знаете приблизительную концентрацию ваших образцов, лучше всего анализировать их от самой низкой концентрации к самой высокой.
Использование хлоридного ISE с другими датчиками нониуса
Некоторые комбинации датчиков мешают друг другу при помещении в один и тот же раствор. Степень помех зависит от многих факторов. Для получения дополнительной информации см. www.vernier.com/til/638
Использование растворов регулятора ионной силы для повышения точности
Для получения оптимальных результатов при низких концентрациях хлорид-ионов стандартным методом проведения измерений с помощью хлорид-ион-селективного электрода (ISE) является добавление растворов регулятора ионной силы (ISA) к каждому из ваших стандартных растворов и образцов.
Добавление ISA гарантирует, что общая активность ионов в каждом измеряемом растворе почти одинакова, независимо от конкретной концентрации ионов. Это особенно важно при измерении очень низких концентраций определенных ионов. ISA не содержит ионов, характерных для самого хлорида ISE. Примечание: Добавление ISA к образцам или стандартам, описанным ниже, не обязательно должно иметь высокий уровень точности — комбинирование раствора ISA и подсчета капель раствора образца с использованием одноразовой пипетки Beral работает нормально.
Используйте ISA с ISE Chloride, добавив 5,0 М NaNO 3 раствор ISA (42,50 г NaNO 3 / 100 мл раствора) к стандарту Cl – или к измеряемому раствору в соотношении 1 часть ISA (по объему) на 50 частей общего раствора (например, 1 мл ISA на 50 мл всего раствора или 2 капли ISA на 5 мл всего раствора).
Видео
Технические характеристики
Диапазон (концентрация) | от 1 до 35 000 мг/л (или частей на миллион) |
Воспроизводимость (точность) | ±10% полной шкалы (откалибровано от 10 до 1000 мг/л) |
Мешающие ионы | CN –, Br –, I –, OH –, S 2–, NH 3 |
Диапазон pH | 2–12 (без компенсации pH) |
Диапазон температур | 0–80°C (без температурной компенсации) |
Наклон электрода | –56 ±3 мВ/декада при 25°C |
Калибровочные напряжения, типовые | 2,0 В (1000 мг/л), 2,8 В (10 мг/л) |
Сопротивление электрода | от 1 до 5 МОм |
Минимальный размер выборки | Должен быть погружен в воду 2,8 см (1,1 дюйма) |
Длина электрода | 155 мм |
Диаметр корпуса | 12 мм |
Длина кабеля | 100 см |
Уход и техническое обслуживание
Хранение ионоселективного электрода
Надлежащий уход и хранение важны для оптимальной долговечности вашего Chloride ISE.
- Длительное хранение ИСЭ (более 24 часов): Смочите губку на дне бутыли для длительного хранения дистиллированной водой. Когда вы закончите использовать ISE, промойте его дистиллированной водой и промокните насухо бумажным полотенцем. Ослабьте крышку бутыли для длительного хранения и вставьте ИСЭ. Примечание: Наконечник ISE НЕ должен касаться губки. Кроме того, убедитесь, что белая отметка находится внутри бутылки. Затяните крышку. Это сохранит электрод во влажной среде, что предотвратит полное высыхание холодных спаев.
- Кратковременное влажное хранение (менее 24 часов): заполните бутыль для кратковременного замачивания ISE на 3/4 объемом High Standard. Ослабьте крышку, вставьте электрод в бутылку и затяните.
Обслуживание и замена стандартных калибровочных растворов ISE
Наличие точных стандартных растворов необходимо для выполнения качественных калибровок. Два стандартных раствора, включенных в комплект ISE, могут работать долгое время, если вы позаботитесь о том, чтобы не загрязнить их. В какой-то момент вам нужно будет пополнить свой запас стандартных растворов. Vernier продает сменные стандарты объемом 500 мл. Коды заказов:
- CL-LST: низкий стандарт содержания хлоридов, 10 мг/л
- CL-HST: высокий стандарт содержания хлоридов, 1000 мг/л
Для приготовления собственных стандартных растворов используйте информацию из следующей таблицы. Примечание: Используйте стеклянную посуду, предназначенную для точного измерения объема, такую как мерные колбы или мерные цилиндры. Вся посуда должна быть очень чистой.
| Хлорид (Cl – ) Высокий стандарт ISE | 1000 мг/л как Cl | 1,648 г NaCl/1 л раствора |
| Хлорид (Cl –) Низкий стандарт ISE | 10 мг/л как Cl | Разбавьте высокий стандарт в 100 раз (с 1000 мг/л до 10 мг/л). * |
*Выполните два последовательных разведения, как описано ниже.
- Смешайте 100 мл High Standard с 900 мл дистиллированной воды. Хорошо смешать.
- Смешайте 100 мл раствора, приготовленного на предыдущем шаге, с 900 мл дистиллированной воды. Хорошо смешать.
Не оборачивайте кабель плотно вокруг датчика при хранении. Повторные действия могут привести к непоправимому повреждению проводов и не покрываются гарантией.
Как работает датчик
Вернье-хлоридный ионоселективный электрод (ISE) представляет собой электрод на основе мембраны, который измеряет определенный ион (Cl – ) в водном растворе. Когда мембрана электрода находится в контакте с раствором, содержащим определенный ион, на мембране возникает напряжение, зависящее от уровня этого иона в растворе. ISE представляет собой электрод комбинированного типа. Напряжение развивается относительно внутреннего электрода сравнения Ag/AgCl. ISE напрямую измеряет конкретную концентрацию ионов. Образцы должны быть водными, чтобы избежать загрязнения или растворения мембраны. Ионоселективный электрод Vernier Chloride имеет твердую полимерную мембрану. Мембрана представляет собой пористый пластиковый диск, проницаемый для ионита, но непроницаемый для воды. Это позволяет сенсорной ячейке контактировать с раствором пробы и отделяет внутренний заполняющий раствор от пробы.
Напряжение, возникающее между чувствительным электродом и электродом сравнения, является мерой концентрации измеряемого реактивного иона. Поскольку концентрация иона, реагирующего на чувствительном электроде, меняется, меняется и напряжение, измеренное между двумя электродами.
Как описано в уравнении Нернста, отклик ISE представляет собой линейное уравнение:
E = E o + m ( ln a )
, где E — измеренное напряжение , E o — стандартный потенциал комбинации двух полуячеек, m — наклон, ln — натуральный логарифм, a — активности измеряемых видов ионов.
Предполагая, что ионная сила достаточно постоянна, уравнение Нернста можно переписать, чтобы описать реакцию электрода на концентрацию C измеренных видов ионов:
E = E o + м ( ln C )
Поиск и устранение неисправностей
Информацию об устранении неполадок и ответы на часто задаваемые вопросы см. на сайте www.vernier.com/til/1433
Информация о ремонте
Если вы просмотрели соответствующие видеоролики о продукте, выполнили шаги по устранению неполадок, но по-прежнему испытываете проблемы с ион-селективным электродом на основе хлора, обратитесь в службу технической поддержки Vernier по адресу [email protected] или позвоните по телефону 888-837-6437. Специалисты службы поддержки будут работать с вами, чтобы определить, нужно ли отправить устройство на ремонт. В это время будет выдан номер разрешения на возврат товара (RMA) и будут сообщены инструкции о том, как вернуть устройство для ремонта.
Аксессуары/Запасные части
Дополнительные нониусные ионоселективные электроды
Vernier продает ионоселективные электроды для измерения концентрации аммония (NH 4 + ), кальция (Ca 2+ ), нитрата (NO 3 – ) и калия (K + ). ) ионы в водных растворах. Коды заказов:
Гарантия
Информацию о гарантии на этот продукт можно найти на вкладке «Поддержка» по адресу www.vernier.com/cl-bta/#support
Общую информацию о гарантии можно найти на сайте www.vernier.com/warranty
Утилизация
При утилизации этого электронного изделия не обращайтесь с ним как с бытовыми отходами. Его утилизация регулируется правилами, которые различаются в зависимости от страны и региона. Этот предмет следует сдать в соответствующий пункт сбора для утилизации электрического и электронного оборудования. Обеспечивая правильную утилизацию этого продукта, вы помогаете предотвратить возможные негативные последствия для здоровья человека или окружающей среды. Переработка материалов поможет сохранить природные ресурсы. Для получения более подробной информации об утилизации данного изделия обратитесь в местное городское управление или в службу утилизации.
Информацию об утилизации аккумуляторов можно найти на сайте www.call2recycle.org
.
Показанный здесь символ указывает на то, что данное изделие нельзя выбрасывать в стандартный контейнер для отходов.
Связаться со службой поддержки
Заполните нашу онлайн-форму поддержки или позвоните нам по бесплатному номеру 1-888-837-6437.
A-Z терминов по сварке — Глоссарий по сварке
Огромный список терминов по сварке!
А
Активные флюсы — Активные флюсы вызывают изменения в химическом составе металла сварного шва при изменении сварки. Активные флюсы ограничены однократной или минимальной многопроходной сваркой.
Приемлемый сварной шов — Сварной шов, отвечающий применимым требованиям
Фактический шов — Кратчайшее расстояние между корнем сварного шва и лицевой стороной углового шва.
Старение – Процесс выдержки металлов или сплавов при комнатной температуре после их формообразования или термической обработки с целью увеличения стабильности размеров или улучшения их твердости и прочности посредством структурных изменений, таких как осаждение.
Воздушно-угольная дуга Резка — Разновидность процесса дуговой резки углеродом, при которой расплавленный металл удаляется струей воздуха.
Закалка на воздухе – Характеристика стали, заключающаяся в том, что она становится частично или полностью закаленной (мартенситной) при охлаждении на воздухе выше ее критической точки. Не обязательно применимо, когда объект, который необходимо упрочнить, имеет значительную толщину.
Аллотропный – Материал, в котором атомы способны трансформироваться в две или более кристаллические структуры при разных температурах.
Аллотропное изменение — Изменение одной кристаллической структуры металла на другую, имеющую другие физические свойства.
Переменный — Электрический ток, который попеременно течет в любом направлении в проводнике тока. При частоте переменного тока 60 циклов в секунду (60 Гц), используемой в США, направление тока меняется на противоположное 120 раз каждую секунду.
Ампер – Единица электрического расхода. Сила тока обычно упоминается как “ ток ” в электрической цепи.
Отжиг – Процесс нагревания металла до температуры ниже критического диапазона с последующим относительно медленным циклом охлаждения для придания ему мягкости и снятия напряжений.
Отжиг – Подвергнут термической обработке. Обычно это включает нагрев с последующим относительно медленным охлаждением металлов или сплавов с целью уменьшения твердости и увеличения простоты обработки или характеристик холодной обработки. Отжиг можно использовать для (а) устранения эффектов деформационного упрочнения, возникающего в результате холодной обработки, (б) устранения напряжений, возникающих в отливках, поковках, сварных изделиях и холоднодеформированных металлах, (в) улучшения обрабатываемости и характеристик холодной обработки, (г) улучшить механические и физические свойства за счет изменения внутренней структуры, например, за счет измельчения зерна, а также повысить однородность структуры и исправить сегрегацию, полосчатость и другие структурные характеристики. Ознакомьтесь с нашим ассортиментом бывших в употреблении систем предварительного и последующего нагрева для продажи здесь.
Арбид – Химическое соединение углерода с каким-либо другим элементом. Металлический карбид принимает форму очень твердых кристаллов.
Дуговая продувка — сварка постоянным током может создать магнитное поле в свариваемом стальном листе. Это магнитное поле заставляет дугу трепетать и перегорать, что затрудняет управление дугой.
Энергия дуги – Ссылки на характеристики выгорания. Умеренная энергия дуги типична для атомной дуги. Электрод 316L имеет меньшую энергию дуги, чем электрод 7018, тогда как у электрода 6010 она больше.
Длина дуги — Расстояние от электрода до точки крепления на заготовке.
Время дуги – Время, в течение которого дуга поддерживается при выполнении дуговой сварки.
Напряжение дуги — Напряжение на сварочной дуге
Эффективность дугового наплавления — Отношение массы присадочного металла, нанесенного в сварной шов, к массе расплавленного присадочного металла, выраженное в процентах.
Дуговая сварка – Группа сварочных процессов, при которых происходит сращивание заготовок путем их нагрева дугой. Процессы используются с приложением давления или без него, а также с присадочным металлом или без него.
Электрод для дуговой сварки — Компонент сварочной цепи, через который проходит ток и который заканчивается дугой.
Пистолет для дуговой сварки — Устройство, используемое для передачи тока на постоянно подаваемый расходуемый электрод, направления электрода и направления защитного газа.
Горелка для дуговой сварки — Устройство, используемое для подачи тока на неподвижный сварочный электрод, позиционирования электрода и направления потока защитного газа.
Литые конструкции – Кристаллическая структура перед снятием напряжений путем прокатки или ковки в молотке.
После сварки – Относится к состоянию металла шва, сварных соединений и сварных соединений после сварки, но до любой последующей термической, механической или химической обработки.
Аустенит — высокотемпературная кристаллическая структура углеродистой стали или структура
при комнатной температуре хромоникелевой стали.
B
Обратная выемка — Удаление металла шва и основного металла со стороны корня шва сварного соединения для облегчения полного сплавления и полного проплавления стыка при последующей сварке с этой стороны.
Сварка наотмашь – Метод сварки, при котором пламя сварочной горелки или пистолета направляется на готовый сварной шов.
Опорное кольцо — Опорное кольцо в форме кольца, обычно используемое при сварке труб.
Основной металл – Металл или сплав, который подвергается сварке, пайке или резке.
Фаска – Угловая форма кромки.
Угол скоса — Угол, образованный между поверхностью среза и теоретической плоскостью, перпендикулярной поверхности пластины. Плазменно-дуговая резка имеет тенденцию удалять больше металла сверху, чем снизу, создавая угол среза. (Также называется углом среза).
Резка со скосом — Метод плазменной дуговой резки, в котором используется наклонная горелка для создания угла на кромке разрезаемых деталей.
Сварной шов с разделкой кромок – Тип сварки с разделкой кромок.
Бинарный сплав – Сплав, состоящий из двух элементов.
Прорыв – Дефект металла, вызванный слишком быстрым охлаждением горячего металла при избыточном содержании газа. В частности, при сварке газовый карман в металле сварного шва возникает в результате затвердевания горячего металла без выхода всех газов на поверхность.
Флюсы на связке — Флюсы на связке изготавливаются путем связывания различных порошков вместе с последующим обжигом при низкой температуре. Основное преимущество заключается в том, что в смесь можно добавлять дополнительные легирующие ингредиенты.
Пайка — Сварной шов, полученный путем нагрева сборки до температуры пайки с использованием присадочного металла с температурой ликвидуса выше 450°C (840°F) и ниже солидуса основного металла. Присадочный металл распределяется между плотно прилегающими друг к другу поверхностями соединения за счет капиллярного действия.
Хрупкость – Склонность материала к внезапному разрушению в результате разрушения без какой-либо остаточной деформации материала перед разрушением.
Наплавка – Вариант наплавки, при котором наплавляемый материал наносится для достижения требуемых размеров. См. также нанесение масла, плакирование и наплавку.
C
Карбид – Химическая комбинация углерода с каким-либо другим элементом. Металлический карбид принимает форму очень твердых кристаллов.
Осаждение карбида — В результате длительного нагрева или медленного охлаждения после частичного или полного превращения атомы углерода и металлического элемента мигрируют к границам зерен. Атомы здесь собираются и объединяются в виде карбидов. В высокохромистых сплавах сродство (притяжение) хрома и углерода друг к другу приводит к образованию тонкого межкристаллитного слоя карбидов хрома.
Осаждение карбида – образование карбида хрома в аустенитной нержавеющей стали, что способствует межкристаллитной коррозии в коррозионной среде.
Углеродистая сталь – Сталь, физические свойства которой в основном зависят от содержащегося в ней углерода; и сплав железа с углеродом, в котором углерод является наиболее важным компонентом, в диапазоне от 0,04% до 1,40%. Ее также называют простой углеродистой сталью или прямой углеродистой сталью. В углеродистой стали также присутствуют второстепенные элементы, включая марганец, фосфор, серу и обычно кремний.
Цементная закалка – Процесс термообработки, применяемый к стали или железоуглеродистым сплавам, с помощью которого получается более твердая внешняя поверхность по сравнению с более мягкой внутренней частью; глубина или повышенная твердость зависят от продолжительности лечения.
Отливка электродов для непрерывной сварки — Диаметр окружности, которую принимает длина электрода, лежащего свободно на гладкой поверхности.
Литая сталь – Расплавленная сталь, охлажденная и затвердевшая в форме.
Целлюлоза – химическое соединение углерода, водорода и кислорода. Используемый в покрытиях электродов из мягкой стали, он состоит из древесной массы или муки.
Цементит – Химическое соединение железа и углерода, содержащее 93,33% железа в сочетании с 6,67% углерода по весу; также называется карбидом железа. Химическая формула цементита: Fe3C.
Тест на стружку – Тест, используемый для идентификации металла. Металл откалывается с помощью холодного зубила и молотка. Полученный в результате основной рисунок в металле уникален для нескольких классов черных металлов.
Прерыватель – Высокопроизводительный источник питания плазменной дуги с использованием полупроводниковой технологии переключения.
Плакирование – Разновидность покрытия, при котором наносится или наносится покрытие, обычно для улучшения коррозионной или термостойкости. Ознакомьтесь с нашим ассортиментом бывших в употреблении систем Weld Cladding для продажи здесь
Чистая лужа – Лужа, не заполненная шлаком или неустойчивой дугой.
Концентричность покрытия – Относится к одинаковой толщине покрытия на сердечнике проволоки/прутка.
Коэффициент трения — Величина, используемая в инженерных расчетах, которая указывает способность одного материала скользить по другому. Низкий коэффициент трения указывает на низкую скорость износа между поверхностями скольжения.
Холодное волочение — Уменьшение поперечного сечения металла путем протягивания его через матрицу, когда его температура ниже температуры рекристаллизации.
Холодная прокатка — Уменьшение поперечного сечения металла с помощью прокатного стана, когда металл холодный или ниже его температуры рекристаллизации.
Холодная обработка – Остаточная деформация или кристаллическая деформация металла ниже его самой низкой температуры рекристаллизации, приводящая к деформационному упрочнению.
Полная сварка — Сварка по всем поверхностям сварки и между всеми прилегающими сварными швами.
Полное проникновение в шов – Состояние корня соединения в сварном шве с разделкой кромок, при котором металл шва проходит через толщину соединения.
Полный шов с проплавлением — Сварной шов с разделкой кромок, в котором металл шва проходит через толщину шва.
Композитный электрод – Электрод из присадочного металла, используемый в дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, которые защищают расплавленный металл от атмосферы, улучшают свойства металла сварного шва или стабилизируют дугу.
Прочность на сжатие — Сопротивление материала силе, стремящейся деформировать или разрушить его путем раздавливания. электрическое давление). Металлы являются хорошими проводниками.
Постоянный ток — (Применительно к сварочным аппаратам.) Источник сварочного тока, который обеспечивает относительно небольшое изменение силы тока, несмотря на изменения напряжения, вызванные переменной длиной дуги. Используется в основном для сварки электродами с покрытием.
Источник питания постоянного тока — Источник питания для дуговой сварки с зависимостью вольт-ампер, обеспечивающей небольшое изменение сварочного тока при большом изменении напряжения дуги.
Постоянное напряжение — (применительно к сварочным аппаратам) Источник сварочного тока, который производит относительно небольшое изменение напряжения при существенном изменении силы тока. Используется в основном для сварки твердыми или порошковыми электродами.
Источник постоянного напряжения – Источник питания для дуговой сварки с зависимостью вольтампер, обеспечивающий большое изменение сварочного тока при небольшом изменении напряжения дуги.
Сжатая дуга — Столб плазменной дуги, сформированный сужающим отверстием в сопле плазменной дуговой горелки или пистолета для плазменного распыления.
Расходные материалы – Детали резака, подвергшиеся эрозии или иному износу во время обычных операций резки или строжки, такие как электроды, сопла, экраны, колпачки и вихревые кольца.
Контактный наконечник — часть горелки для дуговой сварки металлическим газом или горелки для дуговой сварки с флюсовой проволокой, которая передает сварочный ток на сварочную проволоку непосредственно перед тем, как проволока входит в дугу.
Контактная трубка – Устройство, передающее ток на непрерывный электрод.
Отступ контактной трубки — Расстояние от контактной трубки до конца газового сопла.
Выпуклый угловой шов – Угловой шов с выпуклой поверхностью.
Выпуклость — Максимальное расстояние от поверхности выпуклого углового шва перпендикулярно линии, соединяющей выступы сварного шва.
Электрод с покрытием – Электрод из композитного присадочного металла, состоящий из сердечника электрода без покрытия или электрода с металлическим сердечником, на который нанесено покрытие, достаточное для образования слоя шлака на металле сварного шва. Покрытие может содержать материалы, обеспечивающие такие функции, как экранирование от атмосферы, раскисление и стабилизация дуги, а также может служить источником металлических добавок к сварному шву.
Трещина – Неоднородность типа трещины, характеризующаяся острой вершиной и высоким отношением длины и ширины к смещению раскрытия.
Кратер – Впадина на поверхности сварного шва на конце сварного валика.
Ползучесть – Медленная деформация (например, удлинение) металла под длительным напряжением. Не путать с деформацией, которая возникает сразу после приложения напряжения.
Критическая скорость охлаждения – Скорость охлаждения, достаточная для превращения аустенита в 100% мартенсит.
Криогенные температуры – Чрезвычайно низкие температуры, обычно связанные со сжиженными газами в диапазоне от -100°F до -400°F.
Ток (сварка) — Количество электрического заряда, протекающего через указанную точку цепи в единицу времени Ток является основным параметром для сварки и должен быть выбран в зависимости от толщины листа и скорости сварки с учетом качества сварки. Сварочный ток влияет на скорость проплавления и наплавки. Высокий ток приводит к более высокому и узкому сварному шву с большей глубиной проплавления. Слишком большой сварочный ток может привести к подрезам, неравномерной выпуклости шва, прожогам, термическим трещинам, несоответствующему углу сращивания с материалом корпуса и подрезам.
Плотность тока — мера степени сжатия дуги, достигаемая с помощью плазменной горелки. Ампер на квадратный дюйм площади поперечного сечения электрода. Высокая плотность тока приводит к высокой скорости плавления электрода и концентрированной глубоко проникающей дуге.
Угол среза — Угол, образованный между поверхностью среза и теоретической плоскостью, перпендикулярной поверхности листа. Плазменно-дуговая резка имеет тенденцию удалять больше металла сверху, чем снизу, создавая угол среза. (Также называется углом скоса).
Режущий газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется плазменным газом или дроссельным газом).
Цилиндрическая конструкция сопла – Простое цилиндрическое дозирующее отверстие. Они работают при давлении 25–60 фунтов на кв. дюйм в зависимости от производителя.
D
DCEN – Расположение проводов для дуговой сварки постоянным током, в котором электрод является отрицательным полюсом, а заготовка – положительным полюсом сварочной дуги.
DCEP – Расположение проводов для дуговой сварки постоянным током, в котором электрод является положительным полюсом, а заготовка – отрицательным полюсом сварочной дуги.
Дефект – Неоднородность или неоднородности, которые по своей природе или по совокупности причин (например, общая длина трещины) делают деталь или изделие несоответствующими минимальным применимым стандартам приемки или спецификациям. Этот термин означает неприемлемость.
Раскислители – Элементы, такие как марганец, кремний, алюминий, титан и цирконий, используемые в сварочных электродах и проволоках для предотвращения образования кислородом вредных оксидов и пористости в металле сварного шва.
Наплавленный металл — Присадочный металл, добавленный во время сварки, пайки или пайки.
Эффективность наплавки – Отношение используемого электрода к количеству наплавленного металла, выраженное в процентах, т.е.; DE = вес наплавленного металла ÷ вес используемого электрода
Скорость наплавки — Вес наплавленного металла по сравнению со временем сварки. Обычно выражается в фунтах в час.
Глубина скоса — Перпендикулярное расстояние от поверхности основного металла до кромки корня или начала поверхности основания.
Глубина плавления — Расстояние, на которое плавление проникает в основной металл или предыдущий валик от поверхности, расплавленной во время сварки.
Копание — Относится к характеристикам дуги, которые вы обычно видите с электродом 6010 . Дуга «копания» — это дуга, в которой вы можете видеть, как основной металл проникает в дугу.
Разбавление – Изменение химического состава сварочного присадочного металла, вызванное примесью основного металла или металла предыдущего сварного шва в валике сварного шва. Измеряется процентным содержанием основного металла или металла предыдущего сварного шва в валике сварного шва.
Постоянный ток — Электрический ток, который течет только в одном направлении в проводнике. Направление тока зависит от электрических подключений к аккумулятору или другому источнику питания постоянного тока. Клеммы на всех устройствах постоянного тока обычно помечены (+) или (-). Изменение направления отведений изменит направление тока.
Прерывистость – Нарушение типичной структуры материала, например отсутствие однородности его механических, металлургических или физических характеристик. Разрыв не обязательно является дефектом.
Деформация – Все методы сварки плавлением производят сварку путем перемещения расплавленной ванны вдоль сварного соединения. Когда нагретый металл остывает, усадка приводит к искажению (или изменению формы) сварной конструкции.
Дивергенция – Коническая часть кислородного отверстия непосредственно за горловиной в конструкциях сопла высокого давления (высокой скорости). Дивергенция позволяет высокому давлению стать близким к атмосферному, прежде чем оно покинет сопло. Это увеличивает скорость потока и улучшает качество резки за счет сохранения однородности потока. Увеличение скорости приводит к повышению скорости резания на 10–15 %.
Двойная дуга — Состояние, при котором сварочная или режущая дуга плазменной дуговой горелки не проходит через сужающее отверстие, а переходит на внутреннюю поверхность сопла. Одновременно возникает вторичная дуга между внешней поверхностью сопла и заготовкой.
Спуск – Сварка с поступательным движением вниз.
Сопротивление – Расстояние смещения между точками входа и выхода газового потока на разрезаемой пластине, измеренное на кромке реза. Сопротивление будет увеличиваться и уменьшаться в зависимости от различных условий, таких как скорость, давление кислорода, толщина пластины, чистота кислорода и т. д.
Угол сопротивления — Угол между осевой линией набегающего струйного потока и направлением, перпендикулярным поверхности пластины.
Окалина – Повторно затвердевший расплавленный металл и оксиды, прилипшие к верхней или нижней кромке во время термической резки.
Пластичность — Способность материала постоянно деформироваться без разрушения.
Рабочий цикл — Спецификация источника питания, описывающая процент времени, в течение которого система может работать при заданном уровне тока. На основе десятиминутного цикла.
E
Подготовка кромок — Подготовка кромок соединительных элементов путем резки, очистки, покрытия или другими способами. Ознакомьтесь с нашим ассортиментом оборудования для подготовки кромок, предлагаемого для продажи, здесь.
Предел упругости — Максимальное напряжение, которому может быть подвергнут материал без остаточной деформации или разрушения в результате разрушения.
Эластичность – Способность материала возвращаться к исходной форме и размерам после снятия деформирующей нагрузки.
Электрический вылет — В любом процессе сварки с использованием сплошной или порошковой проволоки электрический вылет — это расстояние от контактного наконечника до нерасплавленного конца электрода. Иногда называется «количество проводов в сопротивлении». Это расстояние влияет на скорость плавления, проплавление и форму наплавленного валика.
Электрод – Деталь плазменной дуговой горелки, из которой испускается ток дуги.
Покрытие электрода – смесь химических веществ, минералов и металлических сплавов , нанесенная на сердечник проволоки. Покрытие регулирует сварочный ток, положение сварки и обеспечивает защитную атмосферу, раскислители для очистки металла шва и сварочный шлак, который поглощает примеси из металла шва. Он также помогает придать форму сварному шву и становится изолирующим покрытием поверх сварного шва.
Проволока с сердечником электрода – Стальная проволока, на которую наносится покрытие. Размер электрода определяется диаметром жилы проволоки.
Удлинитель электрода — Длина электрода, выступающего за конец контактной трубки.
Держатель электрода — Устройство, используемое для механического удерживания и подачи тока на электрод во время сварки или резки.
Электрон – Отрицательно заряженные частицы, которые вращаются вокруг положительно заряженного ядра в атоме.
Элемент – Вещество, которое нельзя разделить на два других вещества. Все на Земле представляет собой совокупность таких элементов, которых всего 103.
Удлинение – Постоянное упругое растяжение, которому подвергается металл при испытании на растяжение; степень удлинения обычно указывается в процентах от исходной расчетной длины.
Предел выносливости — Максимальное напряжение, которое материал будет выдерживать в течение неопределенного времени в переменных и повторяющихся условиях нагрузки.
Неустойчивый – Когда характеристики дуги или прогорания не ровные и с ними трудно справиться. Не могу контролировать, куда пойдет лужа.
Эвтектический сплав – Сплав состава, который затвердевает при более низкой температуре, чем отдельные элементы сплава, и застывает или затвердевает при постоянной температуре с образованием мелкозернистой смеси кристаллов, состоящей из двух или более фаз.
Экструзия – Продавливание пластикового металла через головку для получения новой формы.
F
Лицо – Часть сварного шва между «пальцами».
Испытание на изгиб торца — Испытание, при котором поверхность сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Усиление лицевой стороны — Усиление сварного шва со стороны соединения, с которого производилась сварка.
Усталостное разрушение — Растрескивание, разрушение или другое разрушение материала в результате повторного или переменного напряжения ниже предела прочности при растяжении материала.
Предел усталости — Максимальное напряжение, которое материал будет выдерживать бесконечно в условиях переменных и повторяющихся нагрузок.
Усталостная прочность — Сопротивление материала повторяющимся или переменным нагрузкам без разрушения.
Феррит – нормальная кристаллическая структура низкоуглеродистой стали при комнатной температуре.
Феррит в аустенитной нержавеющей стали — магнитная мелкодисперсная кристаллическая структура в аустенитных сталях, которая приводит к уменьшению размера аустенитных зерен и повышению устойчивости к растрескиванию.
Ферритный номер . Ферритные числа (FN) – это принятые в настоящее время в отрасли значения для определения содержания феррита в металле сварного шва из аустенитной нержавеющей стали, утвержденные Советом по исследованиям в области сварки (WRC), Американским обществом сварщиков (AWS) и другими организациями. Принятый в 1970-х годах «ферритовый номер» не следует путать с «процент феррита» , который до сих пор используется в некоторых случаях.
Черные – Содержащие железо. Пример: углеродистая сталь, низколегированная сталь, нержавеющая сталь.
Присадочный металл — Металл или сплав, добавляемый при выполнении сварных, паяных или паяных соединений.
Присадочная проволока – Присадочный металл, поставляемый в виде проволоки на катушках или катушках. Материал и диаметр проволоки зависят от области применения сварки.
Угловой сварной шов — Сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу в соединении внахлестку, Т-образном соединении или угловом соединении.
Угловой сварной шов – Расстояние от корня шва до края углового шва.
Размер углового сварного шва — Для равнобедренных угловых швов длина катетов наибольшего равнобедренного прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва. Для неравнополочных угловых сварных швов длина катетов наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового шва.
Пламенное напыление (FLSP) — Процесс термического напыления, при котором пламя кислородного/топливного газа является источником тепла для плавления материала покрытия. Сжатый газ может использоваться или не использоваться для распыления и продвижения материала покрытия к основе.
Flashback — Когда газы «вспыхивают», пламя регрессирует снаружи (от) используемого наконечника в сам корпус горелки. Это пламя направится к точке, где газы смешаются. Пламя будет продолжать гореть в этой точке смешивания, пока топливо и кислород присутствуют и могут течь. Практически все факелы в режиме воспоминаний будут «свистеть, выть, визжать» и т. д. Если оператор НИЧЕГО не сделает, факел начнет самоуничтожаться за считанные секунды, а пламя прожжет факел в каком-то слабом месте. Кроме того, если его не остановить, пламя может продолжать двигаться вверх по течению в поисках топлива/кислорода для продолжения горения. В конечном счете, этот «фронт пламени» может оказаться у самого источника газа, по пути разрушая отдельные части. Даже если подача горючего газа отключена, а кислород все еще течет, «внутренности» горелки могут продолжать гореть.
Плоское положение сварки — Положение сварки, используемое для сварки с верхней стороны соединения в точке, где ось сварного шва приблизительно горизонтальна, а поверхность сварного шва находится примерно в горизонтальной плоскости.
Флюс . При дуговой сварке флюсы представляют собой составы, которые при воздействии дуги действуют как очищающее средство, растворяя оксиды, высвобождая захваченные газы и шлак и в целом очищая металл сварного шва, всплывая примеси на поверхность, где они затвердевают в шлаковом покрытии. Флюс также служит для уменьшения разбрызгивания и способствует формированию сварочного валика. Флюс может представлять собой покрытие на электроде, внутри электрода, как при сварке с флюсовой сердцевиной, или в гранулированной форме, как при дуговой сварке под флюсом.
Порошковые электроды – Композитный трубчатый электрод с присадочным металлом, состоящий из металлической оболочки и сердечника из различных порошкообразных материалов, образующий обширный шлаковый покров на поверхности сварного шва. Может потребоваться внешнее экранирование.
Флюсовые пустоты – Участок порошкового электрода, не содержащий флюса. Пустоты могут вызвать серьезные проблемы, особенно в низколегированных сплавах.
Ковка – Деформация в новую форму под действием силы сжатия.
Передняя сварка — Метод сварки, при котором пламя сварочной горелки или пистолета направлено в сторону от готового сварного шва
Сварка трением с перемешиванием — Процесс, при котором металлы свариваются вместе за счет трения, создаваемого вращающимся инструментом, который размягчается но не плавит металл. На самом деле металл не режется.
Топливная эффективность – Коэффициент, относящийся к объему топлива в куб. футов, необходимых для дублирования эффективности ацетилена, которая обозначена как 1,0 куб. футов
Полный отжиг — Нагрев сталей или сплавов железа до температуры, превышающей их критический диапазон, выдержка при температуре отжига до преобразования их в однородную аустенитную структуру с последующим охлаждением с заданной скоростью, в зависимости от типа сплава и необходимая структура; в целом скорость охлаждения относительно низкая.
Дым – Твердые частицы в воздухе, образующиеся в процессе сварки или резки. Частицы дыма обычно имеют субмикронный размер и, таким образом, имеют тенденцию оставаться в воздухе и дрейфовать с воздушными потоками. Обеспечьте безопасность сварщиков и персонала цеха с помощью систем удаления сварочного дыма. Ознакомьтесь с нашим ассортиментом новых и бывших в употреблении вытяжных устройств для продажи здесь
Плавленые флюсы — Плавленые флюсы представляют собой расплавленные ингредиенты, которые были охлаждены и измельчены до частиц определенного размера. Преимуществом флюса этого типа является низкое поглощение влаги и улучшенные возможности повторного использования.
Сварка – Сплавление присадочного металла и основного металла или только основного металла для получения сварного шва.
Зона сплавления — Площадь расплавленного основного металла, определяемая по поперечному сечению сварного шва.
G
Истирание – Состояние между трющимися поверхностями, при котором выступы или выступы на поверхности привариваются трением к сопрягаемой поверхности, что приводит к растрескиванию и дальнейшему износу.
Ионы газа – Атомы защитного газа, которые в присутствии электрического тока теряют один или несколько электронов и, следовательно, несут положительный электрический заряд. Они обеспечивают более электропроводящий путь для дуги между электродом и заготовкой.
Газовое сопло — Устройство на выходе из горелки или пистолета, направляющее защитный газ.
Дуговая сварка металлическим газом (GMAW) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между непрерывным (расходуемым) электродом из присадочного металла и изделием. Экранирование полностью обеспечивается за счет подаваемого извне газа или газовой смеси. Некоторые методы этого процесса называются сваркой MIG (металл в инертном газе) или сваркой CO2. Сварка MIG требует использования инертного защитного газа. Ознакомьтесь с нашим ассортиментом сварочных систем MIG для продажи здесь
Регулятор газа – Устройство для управления подачей газа при практически постоянном давлении.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Экранирование получают из газа или газовой смеси. Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (Этот процесс часто называют сваркой ВИГ.) См. наш ассортимент подержанных сварочных аппаратов ВИГ для продажи здесь
Шаровидный — Относится к переносу дуги, когда вы видите, как глобулы сгорают и падают в лужу, в отличие от «плавной дуги».
Шаровидный перенос — Режим переноса металла через дугу, при котором на кончике электрода образуется шарик расплава, размер которого превышает диаметр электрода. При отрыве он принимает неправильную форму и падает в сторону сварочной ванны, иногда образуя короткое замыкание между электродом и заготовкой через неравные промежутки времени. Возникает при использовании защитных газов, отличных от тех, которые содержат не менее 80% аргона, и при средних настройках тока
Серый чугун — Чугун с содержанием углерода от 2% до 4%, в котором углерод находится в основном в форме графита. Угол канавки — общий угол канавки между заготовками.
H
Сталь Хэдфилда – Название, иногда используемое для аустенитной марганцовистой стали, произошло от имени ее изобретателя.
Гафний – Металл, наиболее часто используемый для эмиттера электродов для воздуха или газов кислородной плазмы.
Закаливаемая сталь — сплав железа, который подвергается закалке при быстром охлаждении.
Закалка – Операция закалки сталей из аустенитного диапазона температур с целью получения мартенсита или твердой структуры.
Резкий – Считает сварочную дугу шумной, разбрызгиваемой или неустойчивой.
Зона термического влияния — область основного металла, которая не расплавилась в процессе сварки, но претерпела микроструктурное изменение в результате нагрева, подведенного к этой области. Если ЗТВ в закаливаемых сталях быстро охлаждается, эта область становится чрезмерно хрупкой.
Теплозащитный экран – Устройство, расположенное в передней части механизированного резака. Его назначение — обеспечить электрическую изоляцию от сопла во время операций прокалывания и резки. Кроме того, он обеспечивает путь, по которому защитный газ сталкивается с дугой на выходном отверстии теплозащитного экрана.
Термическая обработка — Любая операция, связанная с нагревом и охлаждением металлов или сплавов.
Зона термического влияния — Часть основного металла, примыкающая к сварному шву, структура или свойства которой были изменены теплом сварки.
Спираль электродов для непрерывной сварки – Тенденция длины электрода образовывать спираль, когда она свободно лежит на гладкой поверхности.
Герц — Герц (Гц) — это символ, заменивший термин «количество циклов в секунду». Сегодня вместо того, чтобы говорить 60 циклов в секунду или просто 60 циклов, мы говорим 60 Гц или 60 Гц.
Высоколегированные стали – Стали, содержащие более 10% легирующих элементов. Нержавеющая сталь считается высоколегированной, поскольку содержит более 10 % хрома.
Высокоуглеродистая сталь — Сталь с содержанием углерода обычно ниже 1,3%, но может варьироваться от 1,0 до 2,0%.
Высокочастотный — (применительно к дуговой сварке вольфрамовым электродом) Переменный ток, состоящий из более 50 000 циклов в секунду при высоком напряжении и малой силе тока, который накладывается на сварочную цепь в источниках питания GTAW. Он ионизирует путь для бесконтактного зажигания дуги и стабилизирует дугу при сварке переменным током.
Высокочастотный разряд — Высокое напряжение, подаваемое на плазменную горелку, разрывает воздушный зазор между соплом и электродом, чтобы инициировать поток плазмы.
Конструкция высокоскоростного сопла — Работает под давлением 60–110 фунтов на кв. дюйм в зависимости от марки. Использует высокое давление и расхождение для повышения скорости резания на 10–15 %.
Сталь с высоким содержанием серы – Сталь с содержанием серы от 0,12 до 0,33%, обладающая свойствами свободной резки. Сделано для винтовых станков
Быстрорежущая сталь – Специальная легированная сталь, используемая для высокоскоростных режущих и токарных инструментов, в качестве токарных резцов; назван так потому, что любые инструменты из него способны удалять металл намного быстрее, чем инструменты из обычной стали.
Высокопрочный чугун – Серый чугун с пределом прочности при растяжении более 30 000 фунтов на кв. дюйм (206 900 кН/м²).
Горизонтальное положение сварки — Положение сварки, при котором поверхность сварного шва находится приблизительно в вертикальной плоскости, а ось сварного шва в точке сварки расположена приблизительно горизонтально.
Горячая трещина — Также известная как «автотрещина», возникающая в результате концентрации напряжения в относительно тонком металле сварного шва, который замерзает последним. И корневые трещины, и кратерные трещины являются формами горячего растрескивания.
Горячая закалка – Охлаждение нагретых металлов или сплавов в ванне с расплавленным металлом или солью вместо использования охлаждающей жидкости или масла.
Hot Short – Хрупкий металл, непригодный для обработки при температуре выше комнатной. Сера в стали вызывает горячее короткое замыкание.
I
Включение – Захваченный посторонний твердый материал, такой как шлак, флюс, вольфрам или оксид.
Испытание на удар — Измерение количества энергии, необходимой для разрушения металлов при внезапных или ударных нагрузках.
Неполное сплавление — Неоднородность сварного шва, в котором не произошло сплавление между металлом сварного шва и поверхностями сплавления или прилегающими сварными швами.
Неполное проплавление стыка — Состояние корня шва в сварном шве с разделкой кромок, при котором металл шва не проходит через толщину стыка.
Наведенный ток или индукция — Явление, вызывающее протекание электрического тока через проводник, когда этот проводник подвергается воздействию переменного магнитного поля.
Индуктивность — (применительно к дуговой сварке с коротким замыканием) Функция источников сварочного тока, предназначенная для дуговой сварки с коротким замыканием, которая замедляет скорость нарастания тока каждый раз, когда электрод касается сварочной ванны.
Инертный газ – Газ, такой как гелий или аргон, который химически не соединяется с другими элементами. Такой газ служит эффективной защитой сварочной дуги и защищает расплавленный металл шва от загрязнения из атмосферы до его замерзания.
Слиток – Отливка стали (массой до 200 тонн), полученная на мельнице из расплава руды, лома известняка, кокса и др.
Изолятор – несколько электронов, которые будут двигаться при приложении напряжения (электрического давления). Дерево, стекло, керамика и большинство пластиков являются хорошими изоляторами.
Межпроходная температура — При выполнении многопроходных сварных швов самая низкая температура наплавленного металла в момент начала следующего прохода.
Инверторный источник питания — Высокопроизводительный плазменный источник питания, в котором используются передовые силовые полупроводниковые схемы для уменьшения размера и веса трансформатора и, следовательно, общего размера источника питания.
J
Геометрия/конструкция соединения — Форма и размеры соединения в поперечном сечении перед сваркой.
Проникновение в шов — Расстояние, на которое металл сварного шва выступает от поверхности сварного шва в стык, за исключением усиления сварного шва.
Корень соединения — Та часть соединения, которая должна быть сварена, где элементы приближаются близко друг к другу. В поперечном сечении корень сустава может быть точкой, линией или площадью.
Тип соединения — Классификация сварных соединений на основе пяти основных конфигураций соединений, таких как стыковое соединение, угловое соединение, краевое соединение, соединение внахлест и Т-образное соединение
K
пластина, с которой материал удаляется во время любой операции резки.
Спокойная сталь — Сталь, которая была достаточно раскислена во время цикла плавки, чтобы предотвратить выделение газов во время периода затвердевания.
Киловатт – 1000 Вт
л
Недостаток плавления – Нестандартный термин для неполного синтеза.
Непровар – Нестандартный термин для обозначения неполного провара.
Соединение внахлест — Соединение между двумя перекрывающимися элементами в параллельных плоскостях.
Плоская намотка — Намотанный или намотанный в рулон присадочный металл, намотанный отдельными слоями таким образом, что соседние витки соприкасаются.
Линейный разрыв — Разрыв, длина которого значительно превышает ширину.
Линейная индикация — Результат теста, в котором разрыв в тестируемом материале отображается в виде линейного или выровненного массива.
Местный предварительный нагрев – Определенная часть конструкции
Испытание на продольный изгиб — Испытание, при котором образец изгибается до заданного радиуса изгиба. содержащие небольшое количество легирующих элементов (обычно от 1½% до 5% от общего содержания сплава), что значительно улучшает их свойства.
Низкоуглеродистые электроды – Металлический электрод без наполнителя, используемый для дуговой сварки и резки, состоящий из углеродного или графитового стержня, который может быть покрыт медью или другими материалами.
Электроды с низким содержанием водорода — стержневые электроды с компонентами покрытия, содержащими очень низкое содержание водорода. Низкий уровень водорода достигается в первую очередь за счет поддержания содержания влаги в покрытии на минимальном уровне.
M
Макротравление — Испытание, при котором образец подготавливается с чистовой обработкой, травится и исследуется при малом увеличении.
Ковкование – Операция отжига, используемая в связи с заменой белого чугуна на ковкий чугун.
Ручная дуговая сварка – сварка электродом с покрытием, при которой рука оператора контролирует скорость перемещения и скорость подачи электрода в дугу.
Мартенсит – Структура, возникающая в результате превращения аустенита при температуре значительно ниже обычного диапазона, достигаемая путем быстрого охлаждения. Он состоит из сверхтвердых игольчатых кристаллов, которые представляют собой пересыщенный твердый раствор углерода в железе.
Матрица – Основная, физически непрерывная металлическая составляющая, в которую встроены кристаллы или свободные атомы других составных частей. Он служит связующим, скрепляющим всю массу.
Механизированная сварка — Относится к управлению технологическим процессом с оборудованием, которое требует ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за операцией, с горелкой, пистолетом, узлом направляющей проволоки или держателем электрода, удерживаемым механическим устройство.
Проплавление насквозь – Видимая корневая арматура, выполненная в соединении, сваренном с одной стороны.
Сварка металлов в среде активного газа (MAG) – аналогично сварке металлов в среде инертного газа (MIG).
Металлургически схожие стали — несколько составов стали, которые имеют практически одинаковую кристаллическую структуру, например аустенит или феррит.
Металлургия — Наука и технология извлечения металлов из руд, их очистки и подготовки к использованию.
Микроструктура – Структура, которая видна только при большом увеличении с помощью микроскопа после подготовки, такой как полировка или травление.
Сварка металлов в среде инертного газа (MIG) — Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между непрерывным присадочным металлическим (расходуемым) электродом и изделием. Экранирование полностью обеспечивается за счет подаваемого извне газа или газовой смеси. Сварка MIG требует использования инертного защитного газа.
Мягкая сталь — сплав, состоящий в основном из железа с низким содержанием легирующих элементов, таких как углерод и марганец.
Прокатная окалина – Покрытие из оксида железа (FeO), обычно присутствующее на поверхности горячекатаной стали.
Сварка MMA (ручная дуговая сварка металлом) — Процесс дуговой сварки, при котором коалесценция достигается путем нагревания дугой между покрытым металлическим (палочным) электродом и изделием. Экранирование получается за счет разложения покрытия электрода. Давление не используется, и присадочный металл получают из электрода.
Пятнистый чугун – Чугун со структурой, состоящей из смеси свободного цементита, свободного графита и перлита.
Н
Нейтральное пламя — Пламя кислородно-топливного газа, которое не имеет ни окислительных, ни восстановительных характеристик.
Нейтральные флюсы — Нейтральные флюсы мало изменяют механические свойства при регулировке напряжения. Лучше всего использовать при сварке листов толщиной один дюйм и более.
Неразрушающий контроль (NDE) – Действие по определению пригодности некоторого материала или компонента для использования по назначению с использованием методов, не влияющих на его пригодность к эксплуатации
Цветные – Не содержащие железа. Пример: алюминий, медь, медные сплавы.
Дуга без переноса – Дуга, возникающая между электродом и сужающим соплом плазменной дуговой горелки. Заготовка не находится в электрической цепи.
Сопло – «Расходуемая» часть горелки, содержащая отверстие или отверстие, через которое проходит дуга.
Диаметр сопла — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром отверстия).
O
Смещенный от центра — Относится к эксцентричному покрытию, которое толще на одной стороне электрода, чем на противоположной. Также называется «запиливанием гвоздями», что не всегда связано с эксцентриситетом покрытия. Может быть, результат формулировки, а также.
Ом – Единица электрического сопротивления протеканию тока.
Напряжение разомкнутой цепи — Напряжение, присутствующее на электроде в течение короткого промежутка времени перед зажиганием резака и всякий раз, когда дуга гаснет при активном источнике питания.
Диаметр отверстия — Диаметр сопла, через которое проходит плазменная дуга. (Также называется диаметром сопла).
Сопловый газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется плазменным газом или режущим газом).
Сварные швы вне положения – Сварные швы, выполненные в положениях, отличных от плоских или горизонтальных угловых.
Нахлест – Выступ металла шва за пределы основания или корня шва.
Соотношение кислород/топливо – Отношение куб. футов кислорода в куб. футов топливной газовой смеси, необходимой для достижения максимальной температуры пламени. Это соотношение зависит от характеристик топлива.
Отверстие для подачи кислорода — Отверстие в режущем сопле, через которое кислород направляется на пластину для резки. Он контролирует количество кислорода, потребляемого во время резки.
Кислородный фактор — Топливная эффективность, умноженная на соотношение кислород/топливо для данного топлива, чтобы определить количество кислорода, необходимое для дублирования производительности ацетилена. Ацетиленовый кислородный фактор равен 1,5.
P
Перлит – Эвтектоидный сплав железа и 85% углерода, состоящий из слоев или пластин феррита и цементита.
Упрочнение – Механическая обработка металла ударами молота для снятия напряжений и уменьшения деформации. Упрочнение рекомендуется для более толстых участков (более 1 дюйма или 2 дюймов) из некоторых сплавов при каждом последующем проходе. Опыт показал, что упрочнение помогает уменьшить растрескивание. Упрочнение может снизить пластичность и ударные свойства; однако следующий проход аннулирует это условие. По этой причине последние поверхностные слои не следует зачищать.
Пенетрация — (1) Глубина под поверхностью основного металла, на которую достаточно теплоты сварки, чтобы металл расплавился и стал жидким или полужидким. Также называется глубиной плавления. (2) Способность дуги или электрода проникать в корень канавки между двумя свариваемыми элементами.
Фазовые превращения – Изменения кристаллической структуры металлов, вызванные температурой и временем.
Прожиг – Метод запуска плазменной дуговой резки, при котором дуга погружается в заготовку и проходит через нее до начала резки.
Чугун – Продукт доменной печи, отлитый в блоки, удобные для обращения или хранения; железный сплав, извлеченный из руды. Хрупкий материал с высоким содержанием углерода (5%).
Пилотная дуга — Слаботочная дуга между электродом и сужающим соплом плазменной дуговой горелки для ионизации газа и облегчения запуска сварочной/режущей дуги.
Пилотное отверстие — Пробитое отверстие на (около) края пластины, из которого начинается рез плазменной дугой.
Плазма — Газ, нагретый дугой хотя бы до частично ионизированного состояния, позволяющего проводить электрический ток.
Плазменно-дуговая резка (PAC) — Процесс дуговой резки, в котором используется суженная дуга и удаление расплавленного металла высокоскоростной струей ионизированного газа, выходящей из сужающего отверстия. Плазменная дуговая резка – это процесс с отрицательным электродом постоянного тока (DCEN).
Плазменный газ — Газ, направляемый в горелку вокруг электрода, который ионизируется дугой с образованием плазмы и выходит из сопла горелки в виде плазменной струи. (Также называется дроссельным газом или режущим газом).
Плазменная строжка – Строжка с использованием плазменной дуги для удаления металла. Электрическая дуга, содержащаяся внутри газового экрана, проходит через сужающее отверстие, чтобы создать чрезвычайно высокие температуры и высокоскоростной поток ионизированного газа. Этот поток быстро плавит металл, на котором он сфокусирован, а затем сдувает расплавленный материал.
Пластичность – Способность металлического состояния подвергаться постоянной деформации без разрыва.
Плунжер – Устанавливается за съемным седлом в головке плазменной горелки для включения защитной блокировки.
Пористость — Рассеянное присутствие газовых карманов или включений в металлическом твердом теле.
Термическая обработка после сварки — Повторный нагрев сварного шва до 1100–1350 °F после сварки и выдержка при этой температуре в течение определенного периода времени. Термическая обработка позволяет удалить дополнительный водород, снижает остаточные напряжения, связанные со сваркой, и восстанавливает ударную вязкость в зоне термического влияния.
Последующий нагрев — Тепло, применяемое к основному металлу после сварки или резки с целью отпуска, снятия напряжений или отжига.
Источник питания — Устройство для подачи тока и напряжения, подходящее для сварки, резки и т. д.
Предварительный нагрев — Нагрев частей конструкции, подлежащих сварке, перед началом сварки, чтобы свести к минимуму тепловой удар и замедление скорость охлаждения.
Температура предварительного нагрева – Температура, до которой многие низколегированные стали должны быть нагреты перед сваркой. Предварительный нагрев замедляет скорость охлаждения, предоставляя больше времени для выхода водорода, что сводит к минимуму растрескивание под бортом. Температура предварительного нагрева может варьироваться от 10 ° F до 500 ° F для профилей ½ дюйма до 300 ° F до 600 ° F для тяжелых профилей, в зависимости от сплава.
Предварительный нагрев – Нагрев основного металла перед сваркой или резкой с целью минимизации теплового удара и замедления скорости охлаждения.
Процедура — Подробные элементы процесса или метода, используемые для получения определенного результата.
Протон – Положительно заряженные частицы, входящие в состав ядер атомов.
Импульсная сварка MIG – Процесс используется в основном для сварки алюминия и нержавеющей стали. Способ управления переносом капель импульсами тока от источника питания позволяет уменьшить дальность распыления. Этот процесс обеспечивает стабильную дугу без брызг.
Сварка с импульсной мощностью — Вариант процесса дуговой сварки, при котором мощность циклически запрограммирована на импульс, чтобы можно было использовать эффективные, но кратковременные значения мощности. Такие кратковременные значения значительно отличаются от среднего значения мощности. Эквивалентными терминами являются импульсное напряжение или сварка импульсным током.
Импульсный перенос – Режим переноса металла между распылением и коротким замыканием. Конкретный источник питания имеет два выходных уровня: устойчивый фоновый уровень и высокий выходной (пиковый) уровень. Последнее позволяет передавать металл через дугу. Этот пиковый выход регулируется между высокими и низкими значениями до нескольких сотен циклов в секунду. В результате такой пиковой мощности возникает струйная дуга ниже типичного переходного тока.
Угол проталкивания — Угол перемещения, когда электрод направлен в направлении продвижения сварки. Этот угол также можно использовать для частичного определения положения пушек, факелов, стержней и балок.
Q
Закалка / Закалка – Процесс быстрого охлаждения металлов или сплавов, таких как сталь в процессе закалки, как закалка на воздухе, закалка в масле, закалка в воде и т. д. Радиальная трещина – Трещина, возникающая в зоне сплавления и распространяющаяся в основной металл, обычно под прямым углом к линии сплавления. Этот тип трещин возникает из-за высоких напряжений, связанных с охлаждением жесткой конструкции.
Рентгенографическое качество – Прочность сварного шва, при котором не выявляются внутренние или подваликовые трещины, пустоты или включения при контроле с помощью рентгеновских или гамма-лучевых методов.
Выпрямитель — Электрическое устройство, используемое для преобразования переменного тока в постоянный.
Испытание на растяжение с уменьшенным сечением — Испытание, при котором поперечное сечение сварного шва расположено в центре уменьшенного сечения образца.
Остаточные напряжения — Внутренние напряжения, которые существуют в металле при комнатной температуре в результате (1) предшествующего неравномерного нагрева и расширения или (2) композитной структуры, состоящей из пластичной и хрупкой составляющих.
Обратная полярность — Состояние сварки, когда электрод подключен к положительной клемме, а изделие подключено к отрицательной клемме источника сварочного тока.
Корень — Самая узкая точка в зазоре между двумя свариваемыми элементами или точка в зазоре, наиболее удаленная от электрода. Обычно эти точки совпадают.
Испытание на изгиб корня — Испытание, при котором корень сварного шва находится на выпуклой поверхности с заданным радиусом изгиба.
Корневая трещина — Трещина сварки, возникающая в корневом валике, которая обычно меньше и содержит больше углерода, чем последующие валики. Трещина вызвана усадкой горячего металла сварного шва по мере его охлаждения, в результате чего корневой валик находится под напряжением.
Корневое отверстие — преднамеренный зазор между соединяемыми элементами для обеспечения 100% проплавления сварных швов типа разделки.
Корневой шов — начальный валик, наплавленный при многопроходной сварке, требующей высокой целостности сварного шва.
Проникновение в корень – Расстояние, на которое металл шва заходит в корень шва.
Радиус основания – Нестандартный термин для обозначения радиуса канавки.
Усиление корня – Усиление сварного шва, противоположное стороне, с которой выполнялась сварка .
Рутил – природная форма минерального диоксида титана (TiO2).
S
Источник питания SCR — Тип источника питания, в котором используется полупроводниковое устройство, известное как кремниевый управляемый выпрямитель в основной силовой цепи.
Вторичный газ — В отличие от плазмообразующего газа, вторичный газ (также называемый защитным газом) не проходит через отверстие сопла. Он проходит вокруг сопла и образует экран вокруг дуги.
Самозатвердевающие стали – Стали, которые становятся мартенситными или полностью твердыми при охлаждении на воздухе при температуре выше критической или при температуре аустенизации.
Дуговая сварка порошковой проволокой с самозащитой (FCAW-S) — Вариант процесса дуговой сварки порошковой проволокой, при котором защитный газ получается исключительно из флюса внутри электрода
Полуавтоматическая сварка — Сварка сплошным твердым телом проволока или электрод с флюсовым сердечником, при котором скорость подачи проволоки, расход защитного газа и напряжение предварительно заданы на оборудовании, а оператор направляет ручной сварочный пистолет вдоль свариваемого соединения.
Сдвиг — Сила, которая вызывает деформацию или разрушение элемента путем скольжения одной секции по другой в плоскости или плоскостях, которые по существу параллельны направлению силы.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между покрытым металлическим электродом и изделием. Экранирование получается за счет разложения покрытия электрода. Давление не используется, и присадочный металл получают из электрода.
Защитный / защитный газ — В отличие от плазмообразующего газа, вторичный газ (также называемый вторичным газом) не проходит через отверстие сопла. Он проходит вокруг сопла и образует экран вокруг дуги.
Дуговая сварка металлическим электродом с коротким замыканием (GMAW-S) — Вариант процесса дуговой сварки металлическим электродом, при котором расходуемый электрод осаждается во время повторяющихся коротких замыканий.
Перенос с коротким замыканием – Способ переноса металла при дуговой сварке в среде защитного газа при низком напряжении и силе тока. Передача происходит каждый раз, когда электрод касается или замыкает сварочную ванну, что приводит к гашению дуги. Ток короткого замыкания заставляет электрод сужаться, плавиться, а затем цикл повторяется.
Шлак – Хрупкая масса, образующаяся над наплавленным валиком на сварных швах, выполненных покрытыми электродами, электродами с флюсовой сердцевиной, дуговой сваркой под флюсом и другими сварочными процессами, образующими шлак. Сварные швы, выполненные с использованием процессов дуговой сварки металлическим электродом и газовой вольфрамовой дугой, не содержат шлака. Меньшее окисление обычно затрудняет удаление шлака. Обычно помогает снижение скорости.
След за шлаком – Относится к тому, как шлак следует за лужей. Если шлак близко, он «забивает» ванну, что затрудняет наблюдение за дугой для сварщика. Если шлак следует быстро, это позволяет увеличить скорость перемещения. «Хорошее» вытекание шлака — это когда лужа очищается при скорости движения, при которой лужа остается продолговатой.
Шлаковые включения — дефект сварки, при котором шлак захватывается металлом сварного шва до того, как он может всплыть на поверхность.
Управление наклоном или наклоном — необходимая функция в источниках сварочного тока, используемых для дуговой сварки с коротким замыканием. Функция Slope Control снижает ток короткого замыкания каждый раз, когда электрод касается сварочной ванны.
Гладкая – Перенос дуги очень стабильный.
Выкрашивание – Потеря частиц или кусков с поверхности из-за растрескивания.
Искровой тест — Тест, используемый для идентификации металла. Металл контактирует с высокоскоростным шлифовальным кругом с механическим приводом, который создает искровые узоры. Эти узоры уникальны для нескольких классов черных металлов.
Брызги – Усиление сварного шва с противоположной стороны, с которой производилась сварка.
Спирально-дуговая сварка (SAW) – процесс/процедура дуговой сварки, используемая в трубной промышленности.
Точечная сварка – Метод контактной сварки, обычно используемый для соединения тонких листовых материалов внахлестку. Ознакомьтесь с нашим ассортиментом бывшего в употреблении и нового оборудования для точечной сварки для продажи здесь
Перенос струйной дуги — режим переноса металла через дугу, при котором капли расплавленного металла меньше диаметра электрода и направлены в осевом направлении к сварочной ванне. Требуются высокие настройки напряжения и силы тока, а также защитный газ с содержанием аргона не менее 80 %.
Дуговая сварка струйным распылением — Процесс сварки, при котором расплавленный материал переносится в виде множества мелких капель, диаметр которых меньше диаметра присадочной проволоки.
Стабилизированная нержавеющая сталь — Сталь с высоким содержанием хрома, которая не теряет хром из твердого раствора в результате осаждения из-за добавления элементов, которые имеют большее притяжение к углероду, чем хром.
Расстояние отступа — Расстояние между самой внешней частью резака и рабочей поверхностью.
Направляющая упора – Используется с плазменными резаками для резки с перетаскиванием. Он поддерживает фиксированное расстояние от наконечника резака до заготовки.
Сталь – Сплав железа с содержанием углерода до 1,4%, обычно меньше.
Прямая полярность — Состояние сварки, когда электрод подключен к отрицательной клемме, а изделие подключено к положительной клемме источника сварочного тока.
Деформация – Физический эффект нагрузки, обычно проявляющийся растяжением или другой деформацией материала.
Напряжение — Нагрузка или величина силы, приложенной к материалу, стремящаяся деформировать или сломать его.
Трещина под напряжением – См. «радиальная трещина».
Снятие напряжения — Повторный нагрев сварного соединения до температуры ниже температуры превращения и выдержка в течение определенного периода времени. Часто используемые температура и время – 1150 °F. на 1 час. на дюйм толщины. Этот повторный нагрев снимает большую часть остаточных напряжений, возникающих в сварном соединении в результате нагрева и охлаждения во время сварки.
Вылет – Длина нерасплавленного электрода, выходящая за конец газового сопла.
Стрингерный валик – Прямой сварной валик, противоположный ткацкому валику. При наплавке ткацкий валик вызывает меньшее разбавление, поскольку сварочная ванна всегда контактирует с частью валика, образовавшейся при предыдущем колебании, а не с основным металлом.
Заглушка — Короткий отрезок присадочного металлического электрода, сварочного прутка или прутка для пайки, который остается после его использования для сварки или пайки.
Дуговая сварка под флюсом — Процесс дуговой сварки, в котором используется дуга или дуги между электродом или электродами из оголенного металла и сварочной ванной. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Этот процесс используется без давления и с присадочным металлом из электрода и иногда из дополнительного источника (сварочная проволока, флюс или металлические гранулы).
Вихревая перегородка – Служит монтажной площадкой для сопла, задает направление закрутки газа через небольшие отверстия в завихрительной перегородке и проводит электрический ток к заготовке.
T
Прихваточный шов — Сварной шов, предназначенный для удержания частей сварного соединения в правильном положении до выполнения окончательных сварных швов.
Отпуск – (1) Количество углерода, присутствующего в стали: отпуск 10 составляет 1,00% углерода. (2) Степень твердости сплава после термообработки или холодной обработки алюминиевыми сплавами. Это обычно снижает твердость и прочность и увеличивает ударную вязкость стали.
Состояние электродов для непрерывной сварки — Жесткость или прочность электрода.
Прочность на растяжение — Сопротивление материала силе, которая действует, чтобы разорвать его на части.
Испытание на растяжение — Испытание, при котором образец подвергается растяжению до тех пор, пока не произойдет его разрушение.
Торированный вольфрам – Металл, используемый в качестве эмиттера электрода плазменной резки для неокисляющего плазменного газа, такого как азот.
Горло — Цилиндрическая часть отверстия, регулирующая количество потребляемого кислорода.
Плотный – Относится к удалению шлака. Плотный означает, что он не отделяется быстро, и для его удаления потребуется умеренное стружкообразование.
Сварка ВИГ (вольфрам в инертном газе) – Процесс дуговой сварки, при котором коалесценция производится путем нагрева дугой между одним вольфрамовым (неплавящимся) электродом и изделием. Защитное покрытие получают с помощью газа или газовой смеси. Давление может использоваться или не использоваться, а присадочный металл может использоваться или не использоваться. (также называемая дуговой сваркой вольфрамовым электродом в среде защитного газа — GTAW)
Расстояние между наконечником и рабочей поверхностью — Расстояние между самой внешней частью контактной трубки или наконечника и рабочей поверхностью.
Titania – Синтетическая форма диоксида титана (TiO2). В этом тексте термины рутил и диоксид титана имеют одинаковое значение.
Т-образное соединение — Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу, в форме Т.
Носок — Точка на сварном шве, которая соприкасается с основным металлом. У каждого сварного шва есть два «пальца».
Трещина в носке — Трещина, возникающая на стыке между поверхностью сварного шва и основным металлом. Она может быть любого из трех типов: (1) радиальная трещина или трещина под напряжением; (2) подваликовая трещина, проходящая через зону закалки ниже линии сплавления; или (3) результат плохого сплавления между осажденным присадочным металлом и основным металлом.
Расстояние от резака до рабочей поверхности — Расстояние между внешней частью резака и рабочей поверхностью.
Перенесенная дуга – Между электродом дуговой плазменной горелки и заготовкой возникает плазменная дуга.
Превращение – Изменения кристаллической структуры металлов, вызванные температурой и временем.
Температура превращения – температура, при которой изменяется кристаллическая структура стали, обычно около 1600°F.
Трансформатор – Электрическое устройство, используемое для повышения или понижения напряжения и обратного изменения силы тока.
Температура перехода — температура, при которой изменяется кристаллическая структура стали, обычно в диапазоне 1500–1600°F.
Поперечная трещина — Трещина, главная ось которой ориентирована приблизительно перпендикулярно оси сварного шва.
Образец для испытания поперечного сварного шва — Образец для испытания сварного шва, большая ось которого перпендикулярна оси сварного шва.
Угол перемещения — Угол менее 90 градусов между осью электрода и линией, перпендикулярной оси сварного шва, в плоскости, определяемой осью электрода и осью сварного шва. Этот угол также можно использовать для частичного определения положения пушек, факелов, стержней и балок.
Trimix или Triple Mix — защитный газ, состоящий примерно из 90% гелия, 7-1/2% аргона и 2-1/2% диоксида углерода, используемый в основном для дуговой сварки нержавеющих сталей коротким замыканием. Поддерживает коррозионную стойкость нержавеющей стали и обеспечивает хорошее смачивание и отличную форму сварного шва.
Вольфрамовый электрод – Металлический электрод без наполнителя, используемый в дуговой сварке, дуговой резке и плазменном напылении, изготовленный в основном из вольфрама.
U
Предел прочности при растяжении – Максимальное усилие растяжения, которому может подвергаться материал без разрушения.
Ультрафиолетовый свет — Коротковолновый свет, излучаемый во время дуговой резки и сварки , который вреден для глаз и кожи.
Трещина под валиком / растрескивание – дефект сварного шва, который начинается в зоне термического влияния и возникает из-за чрезмерного количества молекулярного водорода, захваченного в этой области. Иногда его называют холодным растрескиванием, так как оно возникает после охлаждения металла шва.
Подрез — Канавка, вплавленная в основной металл рядом с носком или корнем сварного шва и оставшаяся незаполненной металлом сварного шва.
В гору – Сварка в восходящем направлении.
V
Вертикальный сварной шов – Положение сварки, при котором ось сварного шва в точке сварки приблизительно вертикальна, а поверхность сварного шва лежит приблизительно в вертикальной плоскости.
V-образный сварной шов – Тип сварного шва с разделкой кромок.
Вольт — Единица электродвижущей силы или электрического давления, которое вызывает протекание тока в электрической цепи.
Вихрь – Интенсивный вихревой газ, похожий на торнадо. В большинстве систем плазменной дуговой резки во время резки в сопле образуется вихрь.
Вт
Ватт – Единица электрической мощности. Ватты = Вольты x Амперы
Атмосферостойкая сталь — Низколегированная сталь, специально разработанная для образования тонкого плотно прилегающего слоя ржавчины. Этот начальный слой предотвращает дальнейшее ржавление и, таким образом, отпадает необходимость окрашивания стали. Основными сплавами в этой стали являются медь и хром.
Свариваемость – Способность материала быть сваренным в заданных условиях изготовления в конкретную, соответствующим образом спроектированную конструкцию и удовлетворительно выполнять предназначенные функции.
Сварка / Сварка – Локальное слияние металлов или неметаллов, полученное либо путем нагревания материалов до температуры сварки, с приложением давления или без него, либо только приложением давления и с использованием или без использования присадочного материала .
Рабочий зажим — Узел, используемый для удержания заготовки, обычно с использованием гидравлического давления для силы зажима.
Трещина сварного шва – Трещина, расположенная в металле сварного шва или в зоне термического влияния.
Сертификация сварщика — Письменное подтверждение того, что сварщик выполнил сварные швы, отвечающие установленным стандартам качества сварщика.
Поверхность сварного шва — Открытая поверхность сварного шва на той стороне, с которой производилась сварка.
Сварочная дуга — Управляемый электрический разряд между электродом и заготовкой, который формируется и поддерживается за счет образования газопроводной среды, называемой дуговой плазмой.
Сварочный присадочный металл — Металл или сплав, добавляемый при выполнении сварного соединения, который сплавляется с основным металлом с образованием металла сварного шва в сварном соединении плавлением.
Оператор сварки — Тот, кто работает с адаптивным управлением, автоматическим, механизированным или роботизированным сварочным оборудованием.
Источник сварочного тока – Устройство для подачи тока и напряжения, подходящее для сварки. См. полный ассортимент бывших в употреблении источников сварочного тока для продажи здесь
Процедура сварки — Подробные методы и приемы, связанные с производством сварного соединения
Сварочный стержень — Форма сварочного присадочного металла, обычно упаковываемая в прямые отрезки , который не проводит сварочный ток.
Символ сварки – Графическое изображение сварного шва
Техника сварки — Детали процедуры сварки, которые контролируются сварщиком или оператором сварки.
Сварочная проволока — Форма сварочного присадочного металла, обычно упакованная в виде бухт или катушек, которая может проводить или не проводить электрический ток в зависимости от процесса сварки, в котором она используется.
Сварное изделие – Сборка, составные части которой соединены сваркой.
Металл сварного шва — Часть сварного шва плавлением, полностью расплавившаяся во время сварки.
Сварочный проход — Один проход сварки вдоль стыка. Результатом прохода является сварной шов или слой.
Сварочная ванна — Локализованный объем расплавленного металла в сварном шве до его затвердевания в виде металла сварного шва.
Сварочная ванна – Нестандартный термин для обозначения сварочной ванны.
Усиление сварного шва — Сварной металл сверх количества, необходимого для заполнения шва.
Смачивание – Явление, при котором жидкий присадочный металл или флюс растекается и прилипает тонким непрерывным слоем к твердому основному металлу.
Скорость подачи проволоки — Скорость, с которой расходуется проволока при дуговой резке, термическом напылении или сварке.
Рабочий угол – Угол менее 90 градусов. между линией, перпендикулярной цилиндрической поверхности трубы в точке пересечения оси сварного шва и продолжением оси электрода, и плоскостью, определяемой осью электрода, и линией, касательной к трубе в той же точке. В Т-образном соединении линия перпендикулярна нестыкующемуся элементу. Этот угол также можно использовать для частичного определения положения орудий, факелов, стержней и балок.
Деформационное упрочнение — Способность материала упрочняться в результате холодной прокатки или другой холодной обработки, связанной с деформацией металла, такой как формование, гибка или волочение.
Заготовка — Кусок материала, подлежащий резке или выдалбливанию
Кованое железо — Прочная, ковкая и относительно мягкая форма железа; менее 0,3% углерода.
Y
Предел текучести – Точка напряжения, при которой возникает остаточная деформация.
Z
Цирконий – Элемент, используемый в некоторых электродах в качестве эмиттера электрода для плазменной дуговой резки. Цирконий, хотя и похож на гафний, имеет более короткий срок службы.
Эта запись была размещена в Ресурсы для клиентов, Информация о процессах сварки и резки. Добавьте постоянную ссылку в закладки.
Датчики силы — Spot Weld, Inc.
Для контроля качества точечной сварки используются только три основные переменные;
Текущий , Сила и Время . Большинство оборудования для точечной сварки не контролирует Force . Многие из тех, кто отслеживает «силу», на самом деле отслеживают давление воздуха и принимают решение о калибровке силы по этим показаниям.
Из-за важности наблюдения за силой необходимо иметь хотя бы один способ ее измерения. В целях устранения неполадок в высокопроизводительной среде обычно используется более одного способа измерения.
Эти портативные измерители силы зажимаются непосредственно между сварочными электродами, чтобы определить силу, где она рассчитывается.
Некоторые распространенные примеры, когда датчик усилия может быть очень полезен при поиске и устранении неисправностей:
- ход пневмоцилиндра может быть в конце его хода
- сварочный стержень, возможно, сместился и заедает (или он движется не плавно из-за плохого подшипника/втулки, смазки и т. д.)
- Возможна утечка в воздушной системе (могут быть повреждены уплотнения пневмоцилиндра, неисправен регулятор и т. д.)
Обратите внимание; как бы ни было важно усилие сварки при точечной сварке, точность +/-3% обычно достаточна. Там, где требуется более высокая точность, датчики DLC показывают +/- 0,5%. Если ваши требования к точности более жесткие, свяжитесь с нами для получения дополнительной помощи.
Доступны другие датчики с более сложными функциями (такими как показания силы тока «сквозной сварки» и т. д.) и множеством других диапазонов усилия. Пожалуйста, запросите дополнительную информацию.
Здесь мы перечисляем некоторые из наиболее распространенных датчиков силы.
Точный аналогово-гидравлический датчик силы сварки APS
Подобно аналогово-гидравлическим приборам Tuffaloy, но с более широким диапазоном настроек и диапазонов датчиков, это лишь небольшой выбор некоторых распространенных конфигураций, доступных с APS Точные датчики усилия. Если вам нужна какая-либо настройка этих конфигураций, пожалуйста, свяжитесь с нами. Мы с удовольствием познакомим вас с доступными вариантами. Номера деталей в таблице включают следующие варианты:
- Манометр диаметром 2,5 дюйма, со стрелкой (доступен диаметр 4 дюйма)
- стандартная 5-дюймовая длинная рукоятка (другие варианты включают поворотную рукоятку, короткую, длинную или жесткую рукоятку)
- работает в диапазоне от 200 до 15 000 фунтов фута
- полипропиленовая прокладка, контурная для размещения электродов (другие конфигурации включают плоские, из нержавеющей стали, «тонкие» и нестандартные)
- Отслеживаемые сертификаты NIST включены в заказ (можно заказать без них)
Датчик
Доступны электронные датчики
Диапазон датчиков LBS ЧАСТЬ №
200 FG-2550-73C
300 FG-2552-73C
600 FG-2556-73C
1000 FG-2560-73C
2000 FG-2564-73C
3 00066666666666666666666664-73C
3 00066666666666666666664-73C
3 00066666666666666666664-73C
3 00066666686. FG-2567-73C
5,000 FG-2568-73C
10 000 FG-2572-73C
15 000 FG-2574-73C
Обычно по цене от 450 до 550 долл. США с подушкой диаметром 2,5 дюйма, стандартной сцеплением, поли-падкой и сертификатом. Можно заказать в других конфигурациях. (*цены могут быть изменены, фрахт не включен, пожалуйста, запрашивайте текущие цены)
(НОВИНКА!) Цифровой датчик силы сварки APS Accurate Economy
Компания APS Accurate представила экономичный цифровой датчик силы сварки. Это фиксированная спецификация, и ее можно заказать как с сертификацией, так и без нее.
- 0 – диапазон датчика 3000lbsf
- Калибр диаметром 2,5 дюйма
- подсветка (с выключателем диафрагмы)
- Переключатель диафрагмы включения/выключения
- питание от батареек (2x «AAA») с индикатором заряда батарей
- стандартная 5-дюймовая длинная рукоятка
- полипропиленовая прокладка, профилированная для размещения электродов
- Отслеживаемые сертификаты NIST включены в заказ (можно заказать без них)
- Часть № FG-5566-73 (без сертификата)
- Деталь № FG-5566-73CD (с сертификатом)
Обычно по цене от 900 до 1100 долларов в зависимости от сертификации. Возможен заказ в других конфигурациях, уточняйте. (*цены могут быть изменены, стоимость доставки не включена, пожалуйста, запрашивайте текущие цены)
(НОВИНКА!) Цифровой гидравлический датчик силы сварки Tuffaloy
Датчики серии DLC обеспечивают доступную высокую точность с большим ЖК-дисплеем. Все модели имеют выбираемые на месте единицы измерения в фунтах, кг, ньютонах и килоньютонах. Высокопрочный весоизмерительный датчик с подпружиненным креплением имеет 150% перегрузочную способность, большую посадочную площадку для точки защемления электрода и требует межэлектродного зазора всего 9/16”. Полный 5-разрядный большой ЖК-дисплей защищен от воздействия окружающей среды для тяжелых условий эксплуатации и в стандартной комплектации поставляется с функцией удержания пиковых значений. +/-0,5% точность. Сертификация NIST Traceable. Время отклика 500 мс. Эти датчики не могут быть сварены насквозь.
- 0-3000 фунтов макс. показание
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,57″
- часть # 601-3000DLC
- Максимальное значение 0-5000 фунтов
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,57″
- часть # 601-5000DLC
Обычно по цене от 1700 до 1800 долларов. (*цены могут быть изменены, стоимость доставки не включена, пожалуйста, запрашивайте текущие цены)
Цифровой электронный датчик силы сварки Tuffaloy
подробнее о цифровом электронном датчике силы сварки Tuffaloy
Цифровой электронный датчик премиум-класса обеспечивает высочайшая точность (0,5% для 95% диапазона приборов). Выбираемые в поле единицы измерения как для фунтов (lb), так и для килограммов (kg). Датчик имеет большие показания ЖК-дисплея с возможностью удержания пика. Все функции являются электронными, что предотвращает изменения, вызванные изгибом. Аналоговый выход, автоматическое отключение, настройка отсутствия сварки не требуется («сквозная сварка», но не считывает ток).
Примечание: можно заказать только в имперских или метрических единицах измерения. Следующие номера деталей относятся только к единицам измерения в британских единицах (фунты [lbsf]). Пожалуйста, запрашивайте номера деталей в метрических единицах (кг) и цены.
- 0-1000 фунтов макс. показание
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,25″
- № 601-8010MD
- Максимальное значение 0-3000 фунтов
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,25″
- № 601-8300MD
- Максимальное значение 0-5000 фунтов
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,25″
- № 601-8500MD
- 0–10 000 фунтов макс. показание
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,25″
- № 601-8100MD
Обычно по цене от 4 до 5 тысяч долларов. (*цены могут быть изменены, стоимость доставки не включена, пожалуйста, уточняйте текущие цены)
Аналогово-гидравлический датчик силы сварки Tuffaloy
Аналогово-гидравлические датчики — это недорогой метод измерения общей силы. Эти датчики доступны в стандартном блочном стиле с расширениями. Размеры варьируются от 600 фунтов (фунтов) до 10 тонн (т) с точностью 2% в среднем и 3% за пределами среднего для 70% диапазона манометра. Эти датчики не могут быть сварены насквозь. Они не ремонтопригодны.
- Максимальное значение 0–2000 фунтов
- увеличение каждые 50 фунтов
- Между электродами требуется зазор 0,75″
- № 601-8020
- также доступен с удлинителем 12 дюймов, номер детали манометра изменен на pt# 601-8020-12
- Максимальное значение 0-3000 фунтов
- приращение каждые 20 фунтов
- Между электродами требуется зазор 0,75″
- номер 601-8030
- также доступен с удлинителем 12 дюймов, номер детали манометра изменен на pt# 601-8030-12, *снят с производства
- Максимальное значение 0-5000 фунтов
- увеличение каждые 100 фунтов
- Между электродами требуется зазор 0,75″
- номер 601-5000
- 0–10 000 фунтов макс. показание
- увеличение каждые 100 фунтов
- Между электродами требуется зазор 0,75″
- номер 601-8100
Обычно по цене от 450 до 550 долларов за базовый калибр. Можно заказать с сертификацией, удлинителем и/или стальной прокладкой за дополнительную плату. (*цены могут быть изменены, стоимость доставки не включена, пожалуйста, уточняйте текущие цены)
Цифровой гидравлический датчик силы сварки Tuffaloy (снят с производства)
подробнее о цифровом гидравлическом датчике силы
Цифровой гидравлический датчик силы обеспечивает более высокую точность, чем стандартные гидравлические датчики, но по более низкой цене, чем полностью цифровые модели. Единица измерения выбирается на месте между фунтами (lb), килограммами (kg) и ньютонами (N). Функция фиксации пикового значения позволяет считывать переменные усилия, которые обычно используются в машинах для контактной сварки. Датчики поддерживают точность 2% в диапазоне от 30% до 90% диапазона датчика.
- 0-3000 фунтов макс. показание
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,75″
- pt# 601-3000DR, *снято с производства
- также доступен с удлинителем 12 дюймов, номер детали манометра изменен на pt# 601-3000DR-12S
- Максимальное значение 0-5000 фунтов
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,75″
- pt# 601-5000DR, *снято с производства
- 0–10 000 фунтов макс. показание
- приращение каждые 1 фунт
- Между электродами требуется зазор 0,75″
- pt# 601-9999DR, * снято с производства
Обычно по цене 1300 долларов. (*цены могут быть изменены, доставка не включена, пожалуйста, запрашивайте текущие цены)
Характеристика воды и почвы – рН и электропроводность
Создано Monica Z. Bruckner, Университет штата Монтана, Бозман
Что такое рН и электропроводность?
Показать титры
Скрыть
Шахта Дэвис изначально использовалась для добычи пирита. Воды выходящего ручья кислые и богаты соединениями железа, которые затем используются различными бактериями, производящими окисленные соединения железа типичного оранжево-коричневого цвета. Изображение сайта было предоставлено Кристин Баррето с веб-сайта микроскопа.
Часто полезно охарактеризовать окружающую среду, например водоем, путем измерения его pH и электропроводности (EC). pH является мерой кислотности воды или почвы, основанной на концентрации ионов водорода, и математически определяется как отрицательный логарифм концентрации ионов водорода, или
pH = -log[H + ], где скобки вокруг H + символизируют «концентрацию» , рН 7 является нейтральным, а рН 8-14 являются основными. Более низкое значение pH соответствует более высокому [H + ], в то время как более высокое значение pH связано с более низким [H + ].
Электрическая проводимость (EC) представляет собой измерение растворенного вещества в водном растворе, которое относится к способности материала проводить через него электрический ток. Электропроводность измеряется в единицах, называемых сейменами на единицу площади (например, мСм/см или миллисименс на сантиметр), и чем выше растворенный материал в образце воды или почвы, тем выше будет электропроводность этого материала.
Как измеряют pH и электропроводность?
Для измерения pH образца можно использовать измеритель и зонд или лакмусовую бумагу. Более точным, но дорогим из этих методов является измеритель и зонд. pH-метры калибруются с использованием специальных растворов или буферов с известным значением pH. Протоколы калибровки можно найти в инструкциях производителя, но можно найти и упрощенный протокол.
Использование лакмусовой или pH-бумаги является более простым и менее дорогим способом измерения pH. В этом методе используются специальные полоски бумаги, которые меняют цвет в зависимости от pH раствора пробы. Полоски бывают разных разрешений, от простого сравнения кислот и оснований до узкого разрешения значений pH. Эти полоски бумаги могут измерять разницу рН 0,2-0,3 в образце. Лакмусовая бумажка меняет цвет в зависимости от того, является раствор пробы кислотным или щелочным, становясь красной или синей соответственно. Полоски pH указывают pH образца, также изменяя цвет; эти цвета указаны на упаковке и различаются для разных диапазонов рН и производителей.
Электропроводность также можно измерить с помощью измерителя и зонда. Зонд состоит из двух металлических электродов, расположенных на расстоянии 1 см друг от друга (таким образом, единицей измерения является микросименс или миллисименс на сантиметр ). На электроды подается постоянное напряжение, в результате чего через водный образец протекает электрический ток. Поскольку ток, протекающий через воду, пропорционален концентрации растворенных в воде ионов, можно измерить электрическую проводимость. Чем выше концентрация растворенных солей/ионов, тем более электропроводный образец и, следовательно, тем выше показания электропроводности.
Практическое руководство – Протоколы и рекомендации по измерению pH и EC
Ниже приведены общие протоколы измерения pH и EC. Следует следовать инструкциям и рекомендациям производителя, если таковые имеются.
Показать кредиты
Скрыть
Эти полоски pH могут измерять pH в ряде диапазонов, помещая образец на полоску и сравнивая изменение его цвета с цветами на коробке, которые соответствуют определенному pH. Полоса слева измеряет pH 0-7 и показывает результаты образца сильной кислоты; центральная полоса имеет диапазон pH 5-10 и показывает результаты 6,97 образец буферного раствора; полоска справа измеряет широкий диапазон (рН 1-14) и показывает результаты образца 10% раствора хлорной извести. Это изображение можно увеличить, нажав на него. Фото Моники Брукнер.
Измерение pH с помощью лакмусовой бумаги или pH-полосок:
- Поместите каплю образца на бумагу – убедитесь, что вы капаете или выливаете образец на бумагу, а не погружаете бумагу в образец, так как последний может загрязнить образец.
- : Обратите внимание на изменение цвета бумаги. При использовании лакмусовой бумаги бумага станет красной или розовой, если образец кислый, а синяя бумага указывает на щелочной образец. При использовании рН-полосок цвета, соответствующие значениям рН, должны быть указаны на упаковке.
Измерение pH жидкости с помощью pH-метра и зонда:
- Включите pH-метр и откалибруйте зонд, используя два стандартных раствора (рекомендуется pH 4, 7 и 10 буферных растворов, в зависимости от диапазон, который вы измеряете). Процедуры калибровки различаются в зависимости от прибора, поэтому настоятельно рекомендуется следовать инструкциям производителя. ОБЯЗАТЕЛЬНО ОБЯЗАТЕЛЬНО ПРОМЫВАЙТЕ ДАТЧИК МЕЖДУ БУФЕРАМИ, ИСПОЛЬЗУЯ ДЕИОНИЗИРОВАННУЮ ВОДУ, И ТЩАТЕЛЬНО ПРОДУВАЙТЕ ДАТЧИК НА СУХУ С ПОМОЩЬЮ KIM WIPE. pH-метры следует калибровать перед каждым использованием (перед каждой серией образцов, а не между каждым образцом) или при измерении pH в большом диапазоне.
- Проверьте калибровку, измерив pH стандартных растворов в режиме измерения, а не в режиме калибровки.
- Соберите пробу воды в стеклянный или пластиковый контейнер. Наберите достаточно, чтобы кончик зонда можно было погрузить в образец; либо промойте зонд деионизированной водой (и промокните насухо) или образцом перед помещением зонда в сосуд для сбора.
- Погрузите зонд в образец и подождите, пока показания рН-метра не стабилизируются. Многие измерители имеют автоматическую коррекцию температуры (ATC), которая вычисляет pH с учетом температуры. Если в вашем измерителе нет этой функции, вам может потребоваться отрегулировать ручку на измерителе, чтобы скорректировать pH в зависимости от температуры. Запишите измерение, когда показания pH стабилизируются.
Измерение электропроводности жидкого образца с помощью измерителя и зонда:
Показать кредиты
Скрыть
Эти три измерителя и зонды могут измерять pH (слева) и электропроводность (в центре и справа). Изображение можно увеличить, если нажать на него. Фото Моники Брукнер.
- Включите измеритель электропроводности и откалибруйте датчик, используя стандартный раствор с известной электропроводностью (выберите стандарт, близкий к тому, что, по вашему мнению, представляет собой образец). Процедуры калибровки различаются в зависимости от прибора, поэтому настоятельно рекомендуется следовать инструкциям производителя. ОБЯЗАТЕЛЬНО ОБЯЗАТЕЛЬНО ПРОМЫВАЙТЕ ДАТЧИК ДО И ПОСЛЕ КАЛИБРОВКИ, ИСПОЛЬЗУЯ ДЕИОНИЗИРОВАННУЮ ВОДУ, И ТЩАТЕЛЬНО ПРОДУВАЙТЕ ДАТЧИК НА СУХОЕ С ИСПОЛЬЗОВАНИЕМ KIM WIPE. Измерители ЕС следует калибровать перед каждым использованием (перед каждой серией образцов, а не между каждым образцом) или при измерении большого диапазона значений ЕС.
- Проверьте калибровку, измерив ЕС стандартных растворов в режиме измерения, а не в режиме калибровки.
- Соберите пробу воды в стеклянный или пластиковый контейнер. Наберите достаточно, чтобы кончик зонда можно было погрузить в образец; либо промойте зонд деионизированной водой (и промокните насухо) или образцом перед помещением зонда в сосуд для сбора.
- Погрузите зонд в образец и подождите, пока показания ЕС на измерителе не стабилизируются. Многие измерители имеют автоматическую температурную коррекцию (ATC), которая вычисляет ЕС с учетом температуры. Если ваш измеритель не имеет этой функции, вам может потребоваться отрегулировать ручку на измерителе, чтобы скорректировать ЕС в зависимости от температуры. Запишите измерение, когда показания EC стабилизируются.
Измерение pH почвы:
pH почвы можно измерить с помощью pH-метра (обычно смешивая образец почвы с водой или раствором соли) или путем добавления в почву красителя и наблюдения за изменением цвета, которое может сравнить с таблицей для определения рН. Последний способ можно осуществить с помощью набора, содержащего необходимые химические вещества. Для получения дополнительной информации об измерении рН почвы и о том, почему рН почвы имеет значение, посетите веб-сайт pH почвы NRCS.
Измерение EC почвы:
EC почвы можно измерить с помощью электродов, вставленных непосредственно в землю, или путем извлечения почвенной воды с помощью лизиметра (прибор, который использует всасывание для извлечения почвы или грунтовых вод из земли. EC грунтовых вод может быть также можно измерить с помощью зонда, вставленного в колодец (перфорированная трубка, вставленная в землю, которая может измерять высоту уровня грунтовых вод) или пьезометра (трубка, открытая только на дне, которая измеряет водный потенциал на глубине, где расположено отверстие). В электродном методе используется специальная серия датчиков, два из которых пропускают электрический ток через почву, а два измеряют падение напряжения. зонд, прикрепленный к измерителю, можно опустить в скважину или пьезометр, и таким образом можно измерить электропроводность жидкости. 0003
Анализ результатов
Измерения pH и EC могут сильно различаться и зависят от нескольких факторов окружающей среды, включая климат, местную биоту (растения и животных), коренные породы и геологию поверхности, а также воздействие человека на землю . Общие значения pH и EC для конкретных сред можно найти в литературе, например, в рецензируемых журнальных статьях или учебниках. Как правило, значения pH от 1 до 6 считаются кислыми, 7 — нейтральными, а 8-14 — щелочными. Относительно разбавленные воды, такие как дистиллированная вода или талая ледниковая вода, имеют низкую электрическую проводимость, в диапазоне от нуля до диапазона микросейменов, тогда как ручьи и озера умеренного пояса, особенно со значительным вкладом подземных вод, обычно имеют более высокую электрическую проводимость.
Связанные ссылки
- LakeAccess.org Информация об электропроводности (ссылка вниз) — на этом сайте представлена общая информация об электропроводности, в том числе о том, что это такое, что влияет на электропроводность и как ее измеряют.
- LakeAccess.org Информация о рН (ссылка вниз) — на этом сайте представлена общая информация о рН, в том числе о том, что это такое, что влияет на рН и как он измеряется.
- Протокол рН Вашингтонского университета — на этом сайте Вашингтонского университета представлен протокол измерения рН.
- Измерения таксономии почвы NRCS — этот веб-сайт NRCS предоставляет информацию об измерении рН почвы.
Преподавательская деятельность
- Измерение pH в жидких пробах и Измерение pH в пробах почвы — эти мероприятия от GLOBE.gov обеспечивают лабораторные работы по измерению pH в пробах почвы и жидкости соответственно.
- Ресурсы для обучения преподавателей Waterwatch — на этом веб-сайте представлена разнообразная информация и ссылки на дополнительную информацию, включая учебные материалы, компакт-диски и онлайн-ресурсы, руководства Waterwatch, оборудование, информационные бюллетени и видеоролики.
