Наплавка дуговая: Дуговая наплавка металлов | Строительный справочник | материалы — конструкции
Содержание
Дуговая наплавка самозащитной порошковой проволокой в ОАО «ДМК»
В. И. Титаренко, ЧНПКФ «РЕММАШ» (Днепропетровск), А. А. Голякевич, Л. Н. Орлов,
канд. техн. наук, 000 «ТМ.ВЕЛТЕК» (Киев), Ю. М. Гитин, ДМК им. Дзержинского (Днепродзержинск)
Опубликовано в журнале «Сварщик» №3, 2005
Самозащитная порошковая проволока имеет ряд преимуществ перед другими наплавочными материалами: нет необходимости в дополнительной защите в виде флюса или газа, реализация процесса наплавки проволокой малого диаметра более технологична, что в ряде случаев расширяет технологические возможности восстановительной наплавки внутренних и наружных поверхностей цилиндрических деталей малого диаметра, есть возможность визуального контроля за процессом наплавки. Самозащитную порошковую проволоку легко адаптировать к применяемому на предприятиях оборудованию, поэтому не требуются дополнительные финансовые вложения на приобретение специализированного оборудования.
В связи с ограниченностью оборотных фондов перед ремонтными службами стоит задача поддержания работоспособности оборудования при минимальных затратах. Решению этой задачи способствует применение для дуговой наплавки взамен покрытых электродов самозащитной порошковой проволоки.
В ОАО «ДМК» (Днепродзержинск) было предложено выполнить восстановительную наплавку роликов МНЛЗ самозащитной
порошковой проволокой ВЕЛТЕК-Н470С диаметром 2,4 мм с системой легирования C-Si-Mn-Cr-Ni-Mo-V-Nb. Ролики МНЛЗ изготовлены из стали 40Х и представляют собой полую деталь диаметром 140 мм и менее. Наплавку под флюсом и в защитном газе нельзя было применить из-за отсутствия соответствующей комплектации на имеющейся наплавочной установке МКПН-2, модернизированной под наплавку самозащитной порошковой проволокой. Наплавку выполняли в два слоя на режиме: Iсв=240-260 А, Uд=28 В, Vсв=30-34 м/ч. Выбор наплавочного материала основан на имеющемся девятилетием положительном опыте применения на ММК им.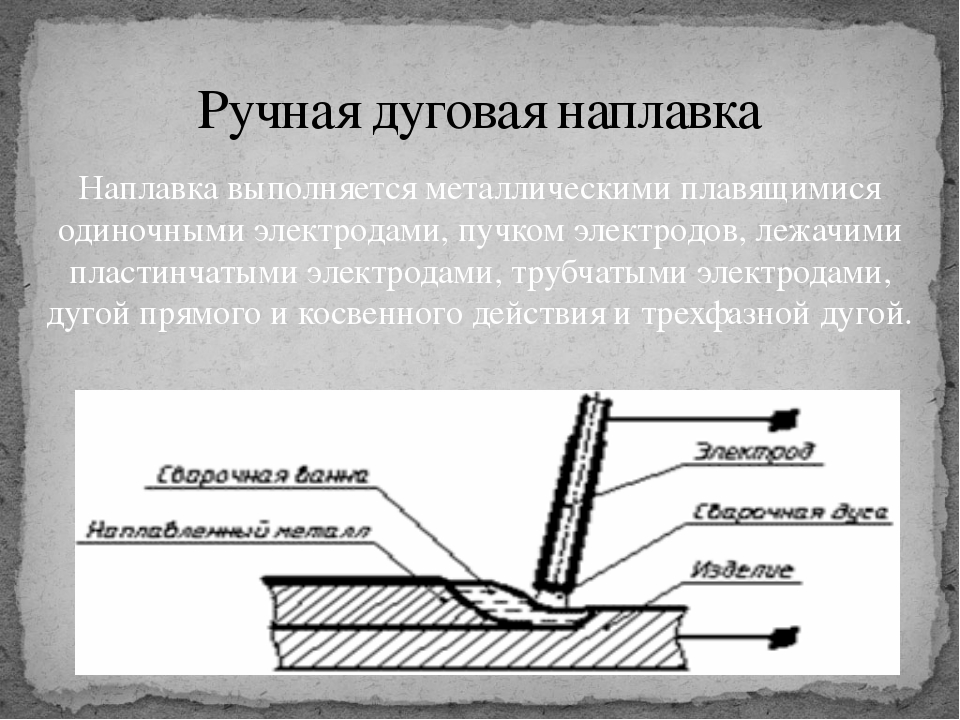 Ильича (Мариуполь) порошковой проволоки ВЕЛТЕК-Н470 с аналогичной системой легирования для наплавки роликов МНЛЗ под флюсом АН-20С. Сопоставительные испытания с зарубежными аналогами, проведенные на НКМЗ (Краматорск) показали, что по техническим характеристикам наплавленного металла (структурное состояние, твердость, теплостойкость, разгаростойкость, износостойкость) ВЕЛТЕК-Н470 не уступает проволокам ОК 15.73 (ESAB), 4142MM-S HC (Welding Alloys). Эксплуатация опытной партии валков, наплавленных проволокой ВЕЛТЕК-Н470 диаметром 2,4 мм на предприятии «Северсталь» (Череповец), показала, что ресурс роликов находится на уровне зарубежных аналогов. Срок службы роликов, наплавленных самозащитной проволокой в ОАО «ДМК» (рисунок), увеличился в четыре раза.
Ильича (Мариуполь) порошковой проволоки ВЕЛТЕК-Н470 с аналогичной системой легирования для наплавки роликов МНЛЗ под флюсом АН-20С. Сопоставительные испытания с зарубежными аналогами, проведенные на НКМЗ (Краматорск) показали, что по техническим характеристикам наплавленного металла (структурное состояние, твердость, теплостойкость, разгаростойкость, износостойкость) ВЕЛТЕК-Н470 не уступает проволокам ОК 15.73 (ESAB), 4142MM-S HC (Welding Alloys). Эксплуатация опытной партии валков, наплавленных проволокой ВЕЛТЕК-Н470 диаметром 2,4 мм на предприятии «Северсталь» (Череповец), показала, что ресурс роликов находится на уровне зарубежных аналогов. Срок службы роликов, наплавленных самозащитной проволокой в ОАО «ДМК» (рисунок), увеличился в четыре раза.
Самозащитную порошковую проволоку ВЕЛТЕК-Н250-РМ диаметром 1,6-3,0 мм успешно применяют при восстановлении подушек прокатных клетей и ножниц, шпинделей и муфт приводов прокатных валков, звездочек, втулок, валов, ступиц, и др.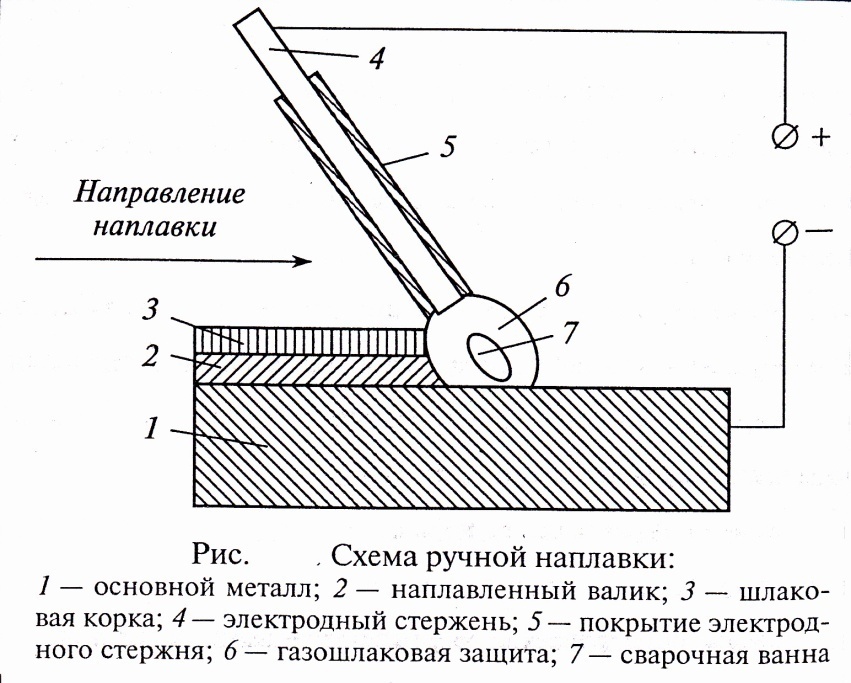 По своим характеристикам она не уступает известной порошковой проволоке UTP DUR 250-FD (Bohler).
По своим характеристикам она не уступает известной порошковой проволоке UTP DUR 250-FD (Bohler).
Фрагмент ролика МНЛЗ диаметром 140 мм, наплавленный порошковой проволокой ВЕЛТЕК-Н470С
Взамен наплавки электродами Т-590 и Т-620 предложена механизированная наплавка самозащитной порошковой проволокой ВЕЛТЕК-Н480С диаметром 2,0 мм с системой легирования C-Cr-W-Mо-V-Ti кернов клещевых кранов и губок стрипперного крана. Данные детали в процессе эксплуатации испытывают ударные и сжимающие нагрузки в условиях высоких температур. Керны контактируют с металлом, разогретым до 800-1250 °С, и подвергаются периодическому охлаждению в баках с водой. Металл, наплавленный проволокой диаметром 2,4 мм, имеет твердость после наплавки 50-54 НДСэ, горячую твердость 40-44 HRCэ при 600 °С и высокую стойкость к трещинообразованию (100 термоциклов до появления первой трещины). Наплавку выполняли полуавтоматом ПДО-517 с источником питания ВДУ506 на режиме Iсв=240. ..260 А, Uд=24…26 В. На специальной установке, разработанной и изготовленной ЧНПКФ «РЕММАШ», можно устанавливать под наплавку одновременно 30 заготовок кернов. Время наплавки одного керна составляет 1,5-2,0 мин. Применение механизированной наплавки проволокой ВЕЛТЕК-Н480С позволило повысить эффективность использования наплавочного материала, снизить затраты на ремонт и повысить срок службы кернов в 4-5 раз.
..260 А, Uд=24…26 В. На специальной установке, разработанной и изготовленной ЧНПКФ «РЕММАШ», можно устанавливать под наплавку одновременно 30 заготовок кернов. Время наплавки одного керна составляет 1,5-2,0 мин. Применение механизированной наплавки проволокой ВЕЛТЕК-Н480С позволило повысить эффективность использования наплавочного материала, снизить затраты на ремонт и повысить срок службы кернов в 4-5 раз.
Для наплавки деталей, подвергающихся абразивному износу в сочетании с умеренными ударами, традиционно используют порошковую проволоку ПП-Нп-80Х20Р3Т (ПП-АН170) и электроды Т620. Наплавку выполняют 1-2 слоями. При выполнении многослойной наплавки (более двух слоев) проявляется склонность к трещинообразованию и сколам. В то же время для восстановления отдельных деталей необходима многослойная наплавка 4-5 слоями с целью повышения межремонтного ресурса детали. Для решения данной задачи предложены самозащитные порошковые проволоки ВЕЛТЕК-Н600 (C–Cr–Mo–V–Nb–Ti–B), ВЕЛТЕК-Н620 (C–Cr–Mo–V–Ti–B), которые позволяют выполнять многослойные наплавки до пяти слоев без образования трещин, обеспечивают твердость наплавленного металла 56-63 HRCэ. Наплавленный металл обладает хорошей износостойкостью при повышенных температурах до 600 °С. Износостойкость рабочего слоя детали повысилась на 30-50% по сравнению с износостойкостью при применении проволоки ПП-Нп-80Х20Р3Т (ПП-АН170). Проволоки выпускают диаметром от 2 до 5 мм. С помощью механизированной и автоматизированной наплавки порошковой проволокой ВЕЛТЕК-Н600 диаметром 3,0 мм была восстановлена поверхность большого конуса доменной печи, достигнуто значительное повышение износостойкости по сравнению с износостойкостью при применении электродов Т590, а также в два раза сокращено время ремонта. При автоматической наплавке малого конуса порошковой проволокой ВЕЛТЕК-Н620 диаметром 4,0 мм получена более высокая износостойкость по сравнению с наплавкой лентой ПЛ-АН101. Эти проволоки успешно применяли при упрочняющей наплавке зубьев ковшей экскаваторов, ножей бульдозеров, челюстей грейфера.
Наплавленный металл обладает хорошей износостойкостью при повышенных температурах до 600 °С. Износостойкость рабочего слоя детали повысилась на 30-50% по сравнению с износостойкостью при применении проволоки ПП-Нп-80Х20Р3Т (ПП-АН170). Проволоки выпускают диаметром от 2 до 5 мм. С помощью механизированной и автоматизированной наплавки порошковой проволокой ВЕЛТЕК-Н600 диаметром 3,0 мм была восстановлена поверхность большого конуса доменной печи, достигнуто значительное повышение износостойкости по сравнению с износостойкостью при применении электродов Т590, а также в два раза сокращено время ремонта. При автоматической наплавке малого конуса порошковой проволокой ВЕЛТЕК-Н620 диаметром 4,0 мм получена более высокая износостойкость по сравнению с наплавкой лентой ПЛ-АН101. Эти проволоки успешно применяли при упрочняющей наплавке зубьев ковшей экскаваторов, ножей бульдозеров, челюстей грейфера.
Порошковую проволоку изготавливают серийно согласно ГОСТ 26101-84 и действующей нормативно-технической документации, продукция сертифицирована Укр-СЕПРО. ООО «ТМ.ВЕЛТЕК» 12.04.2004 г. получил сертификат на систему управления качеством продукции согласно ДСТУ ТБО 9001-2001.
ООО «ТМ.ВЕЛТЕК» 12.04.2004 г. получил сертификат на систему управления качеством продукции согласно ДСТУ ТБО 9001-2001.
Технология дуговой наплавки — презентация онлайн
Похожие презентации:
Дуговая наплавка. Особенности процесса наплавки
Назначение, сущность и область применения наплавочных работ. Особенности наплавки и ее отличие от сварки
Задачи. Наплавка металла
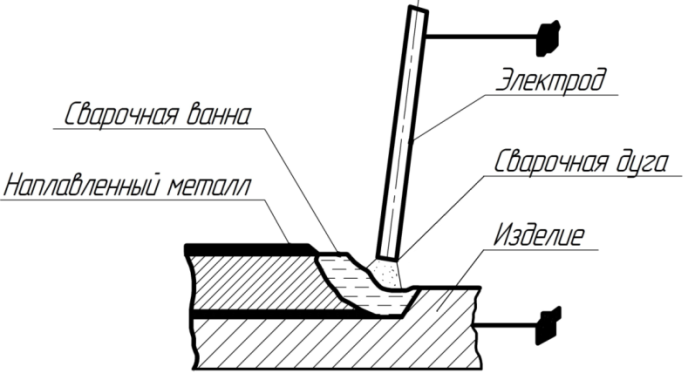
Ручная дуговая наплавка металла
Наплавочные работы. Понятие о наплавке и виды наплавки. Технология наплавки
Контактные способы сварки. Наплавка. Металлизация
Советы при наплавке
Специальные автоматы для дуговой сварки
Восстановление деталей из стали
Техника и технология ручной дуговой сварки, наплавки, резки покрытыми электродами. Способы выполнения швов
1. ДИПЛОМНАЯ РАБОТА НА ТЕмУ: “Технология дуговой наплавки”
КРАМАТОРСКОЕ ВЫСШЕЕ ПРОФЕССИОНАЛЬНОЕ УЧИЛИЩЕ
Учащегося группы ОМП 14-4
Касимова Станислава
Г. КРАМАТОРСК-2017
КРАМАТОРСК-2017
Наплавка предусматривает
нанесение расплавленного
металла на оплавленную
металлическую поверхность с
последующей его
кристаллизацией для создания
слоя с заданными свойствами и
геометрическими параметрами.
Наплавку применяют для
восстановления изношенных
деталей, а также при
изготовлении новых деталей с
целью получения
поверхностных слоев,
обладающих повышенными
твердостью, износостойкостью,
жаропрочностью,
кислотостойкостью или другими
свойствами.
3. Основные способы наплавки
Ручная дуговая наплавка электродами
Дуговая наплавка под флюсом
Дуговая наплавка в защитных газах
Дуговая наплавка порошковыми проволоками
Плазменная наплавка
Электрошлаковая наплавка
Вибродуговая наплавка
4. Общие требования к наплавке
При наплавке должен выполняться ряд технологических требований.
В первую очередь таким требованием является минимальное
разбавление направленного слоя основным металлом,
расплавляемым при наложении валиков. Поэтому в процессе
Поэтому в процессе
наплавки необходимо получение наплавленного слоя с минимальным
проплавлением основного
металла, так как в противном
случае возрастает доля
основного металла в
формировании наплавленного
слоя. Далее при наплавке
необходимо обеспечение
минимальной зоны
термического влияния и
минимальных напряжений и
деформации.
5. Наплавка плоских и фасонных поверхностей
Перед наплавкой поверхность тщательно очищают от масла, краски,
окалины и других загрязнений. Поверхностные дефекты, в том числе
и ранее наклепанный слой, удаляют механическим путем или резаком
для поверхностной кислородной резки.
С целью снижения сварочных
напряжений необходимо добиваться
равномерной толщины
наплавленного слоя. Поверхность,
имеющую неравномерную
выработку с большими колебаниями
по высоте, выравнивают
механическим путем на
металлорежущем оборудовании.
6. Подготовка поверхностей под наплавку
Правильная (П) и неправильная (Н) подготовка поверхностей
под наплавку; 1. ..6 — последовательность наложения
..6 — последовательность наложения
валиков
7. Защита наплавленного металла
В процессе наплавки в изделии появляются значительные
внутренние напряжения, которые приводят к его короблению, а
иногда и к разрушению. К мерам, принимаемым для
предотвращения возникновения напряжений или снятия их с
целью уменьшения деформации изделия, относятся следующие:
предварительный подогрев до 200…400 °С;
ведение наплавки с погружением изделия в воду без
смачивания наплавляемой поверхности;
ведение процесса при жестком закреплении изделия в
приспособлении;
предварительный изгиб изделия в направлении, обратном
ожидаемому изгибу;
высокотемпературный отпуск после наплавки с нагревом до
650…680 °С.
8. Рисунок нанесения валиков
При износостойкой наплавке применяют способы, различающиеся по
рисунку нанесения валиков:
Сплошная наплавка – имеет наибольшее
распространение как при восстановлении
изношенных деталей, так и при
изготовлении новых с заданными
свойствами поверхностных слоев;
Линейчатая наплавка — сочетание
разнообразных наплавочных материалов
(твердых сплавов, коррозионно-стойкой,
перлитной стали и др. ) предотвращает
) предотвращает
образование трещин и отрыва
наплавленного металла от основного;
9. Рисунок нанесения валиков
Сетчатая наплавка — способствует снижению
погонной энергии и чувствительности к трещинам;
при попадании грунта в узлы сетки повышается
стойкость к абразивному изнашиванию;
Полосчатая наплавка – равноценна сетчатой
наплавке;
Точечная наплавка — снижает вредное влияние на
основной металл, сокращает потребление
наплавочных материалов и повышает
износостойкость покрытий; отличается
трудоемкостью, поскольку наплавка не является
непрерывной.
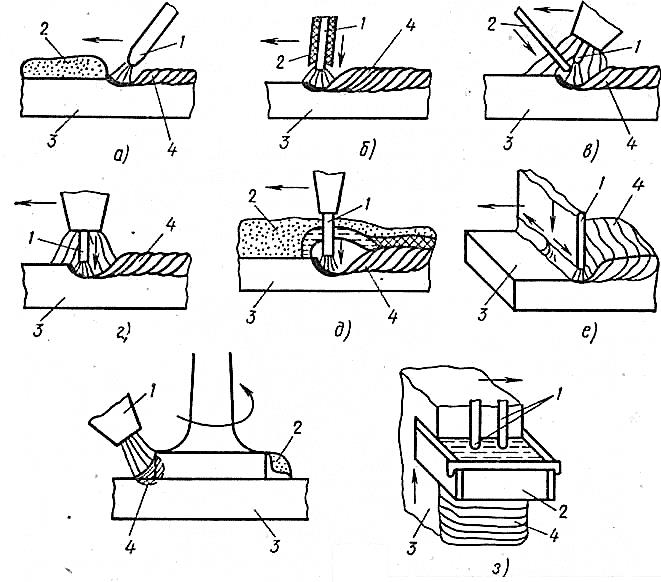
10. Наплавка криволинейных поверхностей
Наплавку
криволинейных
поверхностей
тел
вращения
выполняют тремя способами:
А)
наплавкой
валиков
вдоль
образующей тела вращения.
Б) наплавка по окружностям также
выполняется отдельными валиками
до полного замыкания начального и
конечного участков.
В) При винтовой наплавке деталь
вращается непрерывно, при этом
источник
нагрева
перемещается
вдоль оси тела со скоростью, при
которой одному обороту детали
соответствует смещение источника
нагрева, равное шагу наплавки.
11. Смещение электрода при наплавке тел вращения
При наплавке тел вращения
необходимо учитывать
возможность стекания
расплавленного металла в
направлении вращения
детали. В этом случае
целесообразно источник
нагрева смещать в сторону,
противоположную
направлению вращения,
учитывая при этом длину
сварочной ванны и диаметр
изделия.
12. Основные Способы дуговой наплавки
13. Ручная дуговая наплавка покрытыми электродами
Эта технология наплавки при
меняется наиболее часто
благодаря свой универсальности:
детали могут быть практически
любой формы, находиться в любом
пространственном положении.
Простота применяемого
оборудования (обычное
сварочное), возможность
получения наплавки практически
любой системы легирования
делают способ весьма
распространенным.
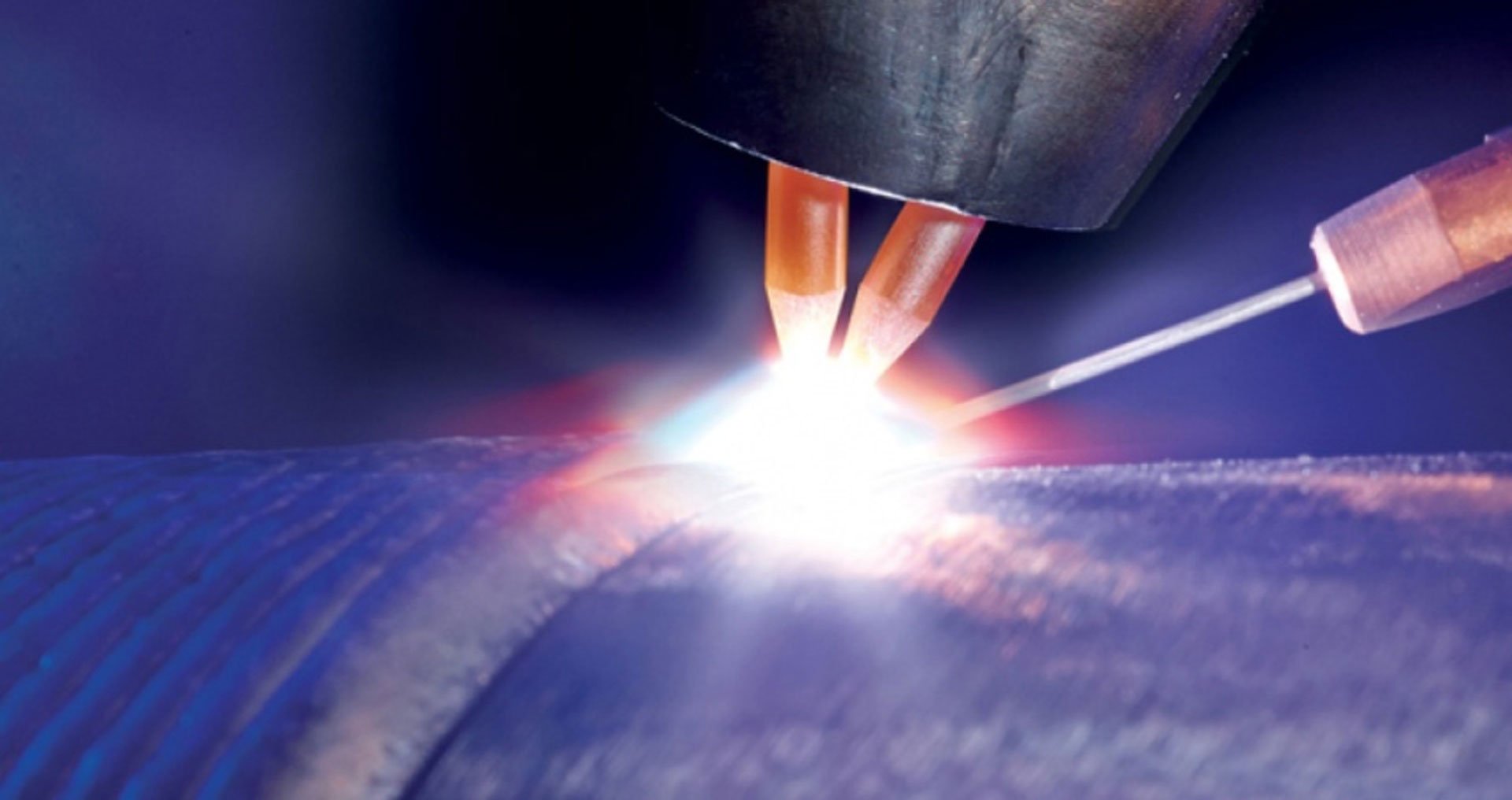
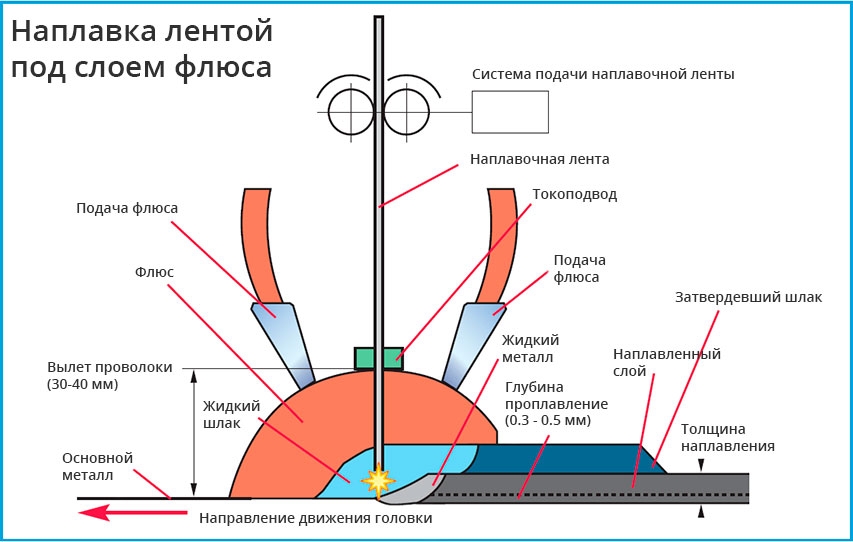
14. Дуговая наплавка под флюсом
15. Дуговая наплавка в защитных газах
16. Дуговая наплавка порошковыми проволоками
17.
 Плазменная наплавка
Плазменная наплавка
18. Электрошлаковая наплавка
При электрошлаковой наплавке
для оплавления основного и
присадочного металла служит
шлаковая ванна, разогреваемая
проходящим через нее
электрическим током. Этот
способ наплавки, как правило,
сочетается с принудительным
формированием наплавляемого
слоя.
19. Вибродуговая наплавка
English
Русский
Правила
Применение электродуговой наплавки в производстве трехмерных стальных изделий
Хуанг С., Лю П., Мокасдар А. и Хоу Л., Аддитивное производство и его влияние на общество: обзор литературы , Междунар. Дж. Адв. Произв. Технол ., 2013, вып. 67, вып. 5–6, стр. 1191–1203.
Артикул
Google Scholar
Петрович, В., Гонсалес, Дж., Феррандо, О., Гордильо, Дж., Пучадес, Дж. и Гриньян, Л., Многослойное аддитивное производство: секторы промышленного применения, показанные в тематических исследованиях, Междунар.
 Дж. прод. Рез ., 2011, т. 1, с. 49, нет. 4, стр. 1061–1079.
Дж. прод. Рез ., 2011, т. 1, с. 49, нет. 4, стр. 1061–1079.Артикул
Google Scholar
Ford, S.L.N., Технология аддитивного производства: возможные последствия для конкурентоспособности производства в США, J. Int. коммер. Econ ., 2014. https://usitc.gov/publications/332/journals/vol_vi_article4_additive_manufacturing_technology.pdf. По состоянию на 6 июня 2020 г.
Гебхардт, А. и Хеттер, Дж.-С., Аддитивное производство: 3D-печать для прототипирования и производства , Мюнхен: Carl Hanser Verlag, 2016.
Книга
Google Scholar
Лю П., Хуанг С., Мокасдар А., Чжоу Х. и Хоу Л., Влияние аддитивного производства на цепочку поставок запасных частей для самолетов: справочник по работе цепочки поставок (SCOR) анализ на основе моделей, Prod. План. Контроль , 2014, т. 1, с.
 25, вып. 13–14, стр. 1169–1181.
25, вып. 13–14, стр. 1169–1181.Артикул
Google Scholar
Гебхардт, А., Быстрое прототипирование , Мюнхен: Carl Hanser Verlag, 2003.
Книга
Google Scholar
Крут, Дж.-П., Мерселис, П., ван Варенберг, Дж., Фройен, Л. и Ромбаутс, М., Механизмы связывания в селективном лазерном спекании и селективном лазерном плавлении, Rapid Prototype J. , 2005, том. 11, нет. 1, стр. 26–36.
Артикул
Google Scholar
Жуков В.В., Григоренко Г.М., Шаповалов В.А. Аддитивное производство металлических изделий (обзор), Патон Сварка. J ., 2016, №№ 5–6, стр. 137–142.
Герцог Д., Сейда В., Вициск Э. и Эммельманн С., Аддитивное производство металлов, Acta Mater ., 2016, vol. 117, стр. 371–392.
Артикул
КАСGoogle Scholar
Деброй, Т.
 , Вей, Х.Л., Зубак, Дж.С., Мукерджи, Т., Элмер, Дж.В., Милевски, Дж.О., Биз, А.М., Уилсон-Хейд, А., Де, А., и Чжан, В. ., Аддитивное производство металлических компонентов — процесс, структура и свойства, Prog. Матер. Sci ., 2018, т. 1, с. 92, стр. 112–224.
, Вей, Х.Л., Зубак, Дж.С., Мукерджи, Т., Элмер, Дж.В., Милевски, Дж.О., Биз, А.М., Уилсон-Хейд, А., Де, А., и Чжан, В. ., Аддитивное производство металлических компонентов — процесс, структура и свойства, Prog. Матер. Sci ., 2018, т. 1, с. 92, стр. 112–224.Артикул
КАСGoogle Scholar
Кнезович Н. и Топич А., Аддитивное производство проволоки и дуги (WAAM) — новое достижение в производстве, в Новые технологии, разработка и применение , Карабегович И., изд., Нью-Йорк: Springer-Verlag, 2018, том. 42, стр. 65–71.
Google Scholar
Williams, S.W., Martina, F., Addison, A.C., Ding, J., Pardal, G., and Colegrove, P., Wire + Arc, аддитивное производство, Mater. науч. Технол ., 2016, вып. 32, нет. 7, стр. 641–647.
Артикул
КАСGoogle Scholar
Дин, Д.
 , Пан, З., ван Дуин, С., Ли, Х. и Шен, С., Изготовление высококачественных компонентов из NiAl-бронзы с помощью аддитивного производства с проволочной дугой, Materials , 2016, vol. 9, нет. 652, стр. 1–12.
, Пан, З., ван Дуин, С., Ли, Х. и Шен, С., Изготовление высококачественных компонентов из NiAl-бронзы с помощью аддитивного производства с проволочной дугой, Materials , 2016, vol. 9, нет. 652, стр. 1–12.Google Scholar
Нагамацу Х., Сасахара Х., Мицутаке Ю. и Хамамото Т., Разработка совместной системы для аддитивного производства и обработки проволоки и дуги, Доп. Изготовитель ., 2020, том. 31, ст. ID 100896.
Чен, X., Су, К., Ван, Ю., Сиддики, А.Н., Коновалов, С., Джаялакшми, С. и Сингх, Р.А. Холодный перенос металла (CMT) на основе проволоки и дуги Система аддитивного производства (WAAM), J. Surf. Расследование ., 2018, т. 1, с. 12, нет. 6, стр. 1278–1284.
Артикул
Google Scholar
Ван X., Фан Д., Хуанг Дж. и Хуанг Ю. Численное моделирование дуговой плазмы и сварочной ванны при сварке вольфрамовым электродом с двойным электродом в среде инертного газа, Междунар.
 Ж. Тепломассоперенос , 2015, т. 1, с. 85, стр. 924–934.
Ж. Тепломассоперенос , 2015, т. 1, с. 85, стр. 924–934.Артикул
КАСGoogle Scholar
Дин, Д., Пан, З., Куйури, Д. и Ли, Х., Аддитивное производство металлических компонентов с подачей проволоки: технологии, разработки и будущие интересы, Int. Дж. Адв. Произв. Технол ., 2015, вып. 81, вып. 1–4, стр. 465–481.
Артикул
Google Scholar
Бауфельд Б., ван дер Бист О. и Голт Р., Аддитивное производство компонентов Ti-6Al-4V путем формованного осаждения металла: микроструктура и механические свойства, Mater. Дес ., 2010, вып. 31, стр. 106–111.
Артикул
Google Scholar
Ван, Ф., Уильямс, С., Колегроув, П. и Энтонисами, А.А., Микроструктура и механические свойства проволоки и дуги, изготовленной с присадкой Ti-6Al-4V, Metall.
 Матер. Транс. А , 2012, том. 44, нет. 2, стр. 968–977.
Матер. Транс. А , 2012, том. 44, нет. 2, стр. 968–977.Артикул
Google Scholar
Clark, D., Bache, M.R., and Whittaker, M.T., Формованное металлическое напыление никелевого сплава для применения в авиационных двигателях, J. Mater. Процесс. Технол ., 2008, вып. 203, вып. 1–3, стр. 439–448.
Артикул
КАСGoogle Scholar
Панченко О.В., Жабрев Л.А., Курушкин Д.В., Попович А.А. Макроструктура и механические свойства алюминиевых сплавов Al–Si, Al–Mg–Si и Al–Mg–Mn, полученных электродуговым аддитивным ростом , Мет. науч. Термическая обработка ., 2019, вып. 60, вып. 11–12, стр. 749–754.
Артикул
КАСGoogle Scholar
Коржик В.Н., Хаскин В.Ю., Гринюк А.А., Бабич А.А., Сутковой А.Д., Олейниченко Т.В. Исследование технологических особенностей гибридной плазменно-дуговой сварки алюминиевых сплавов.
 Евро ., 2016, вып. 6, стр. 45–51.
Евро ., 2016, вып. 6, стр. 45–51.Пелещенко С., Коржик В., Войтенко О., Хаскин В., Ткачук В. Анализ современного состояния аддитивных технологий сварки для изготовления объемных металлических изделий (обзор), Восток.-Евр. Дж. Энтерп. Технол ., 2017, вып. 87, нет. 3-1, стр. 42–52.
Коновалов С.В., Кормышев В.Е., Громов В.Е., Иванов Ю.Ф., Капралов Е.В., Семин А.П. Особенности формирования структурно-фазовых состояний Cr–Nb–C–V содержащих покрытий на мартенситной стали. Дж. Прибой. Расследование ., 2016, т. 1, с. 10, нет. 5, стр. 1119–1124.
Артикул
КАСGoogle Scholar
Мишель Ф., Локетт Х., Динг Дж., Мартина Ф., Маринелли Г. и Уильямс С. Модульное решение для планирования пути для аддитивного производства Wire + Arc, Роб. вычисл. интегр. Изготовитель ., 2019, том. 60, стр. 1–11.
Артикул
Google Scholar
SV-08G2 Сварочная проволока с щуповым покрытием ESAB, Производство сварочной проволоки, 2019.
 http://akar.pro/images/docs/listovka_sv-08g2s.pdf. Дата обращения 10.12.2019.
http://akar.pro/images/docs/listovka_sv-08g2s.pdf. Дата обращения 10.12.2019.Проволока сварочная ЭСАБ СВ-08Г2С, официальный сайт компании НТД, 2019. https://www.ventsvar.ru/catalog/esab-sv-08g2s.html?pid=17200. По состоянию на 10 декабря 2019 г..
Проволока нержавеющая СВ-06х29Н9Т, Официальный сайт Компании РЭП, 2019. http://sarsvarka.ru/content/provoloka-nerzhaveyushchaya-sv-06kh29n9t. Проверено 10 декабря 2019 г.
Характеристика проволоки сварочной СВ-06х29Н9Т, Цветные металлы, нержавеющая, конструкционная, инструментальная, легированная и качественная сталь, прокат: официальный сайт, ООО «Терминал», 2019. http:/ /www.xn–18-qmc.xn–p1ai/page124.html. По состоянию на 10 декабря 2019 г.
Ссылки на скачивание
Surfacing — EVE University Wiki
Из EVE University Wiki
Перейти к: навигация, поиск
| Wildfire |
|---|
| Глава 1: Проход |
1. |
| Глава 2: Песни прошлого |
8 Перехват тупика |
| Глава 3: Откровение |
13 Церковь Обсидиана |
 Демонстрация.
Демонстрация.| Уровень | 4 |
| Тип | Безопасность |
| Цель | Получить 1x зашифрованную передачу (0,1 м3) |
| Фракция | Наемники |
| Лучший урон для нанесения | Kin Th |
| Устойчивость к повреждениям | Kin Th |
| Разрушение варпа | Наемные ведомые |
| EWAR | Интернет |
| Предложение корабля | Морской бой (снайперский) |
| Награды | 7M ISK + 1M ISK (6 часов) |
| Брифинг миссии |
|---|
Аналитики из племен крусуалов и таккеров проверили документы, которые вы нашли в частной резиденции нашего агента.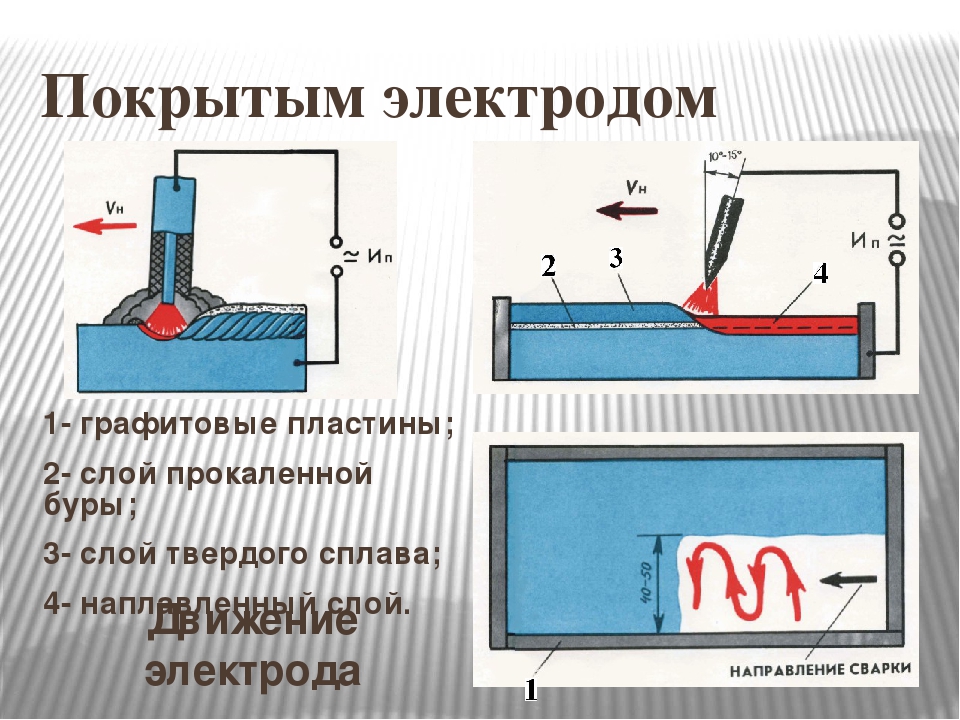 На данный момент они сделали еще одно многообещающее открытие, за которым мы хотим, чтобы вы проследили. На данный момент они сделали еще одно многообещающее открытие, за которым мы хотим, чтобы вы проследили.Они обнаружили недавнее сообщение от нашего источника в Консульстве Амматар. Кажется, она недавно отправила пакет информации о Кумааке Дикого Огня в систему Джарк для получения. Мы предполагаем, что из-за деликатности информации и количества внимания, которое она привлекает, наш агент в консульстве мог доставить ее только до границы, а не через границу. Хотя это может сыграть нам на руку. Из-за того, что он находится в созвездии Сан-Матар — сердце пространства Амматар — есть большая вероятность, что наш агент еще не выбрался туда. Мы должны быть осторожны там, где иногда видят наших оперативников. Место высадки внутри Джарка представляет собой комплекс, известный как Дворец красных фонарей Тили. Первоначальная информация такова, что это просто очередной RRdive наемника, ничего особенного. Как только вы прибудете на место, мы сообщим точное местонахождение груза. Говоря об этом, я полагаю, мне не нужно напоминать вам, насколько важными могут быть эти документы, или даже насколько конфиденциальными.  |
