Проходной расточной резец: Резец расточной для сквозных отверстий ГОСТ 18882–73 – купить в Москве
Содержание
Расточные резцы, их назначение и устройство — Растачивание цилиндрических отверстий на токарном станке — Комплексные работы
Главная / Слесарное дело / Комплексные работы / Растачивание цилиндрических отверстий на токарном станке / Расточные резцы, их назначение и устройство
2 апреля 2012
Растачивают отверстия на токарных станках тогда, когда сверление и рассверливание не обеспечивают необходимой точности размеров отверстий и чистоты обработанной поверхности.
| Расточной резец для сквозного отверстия |
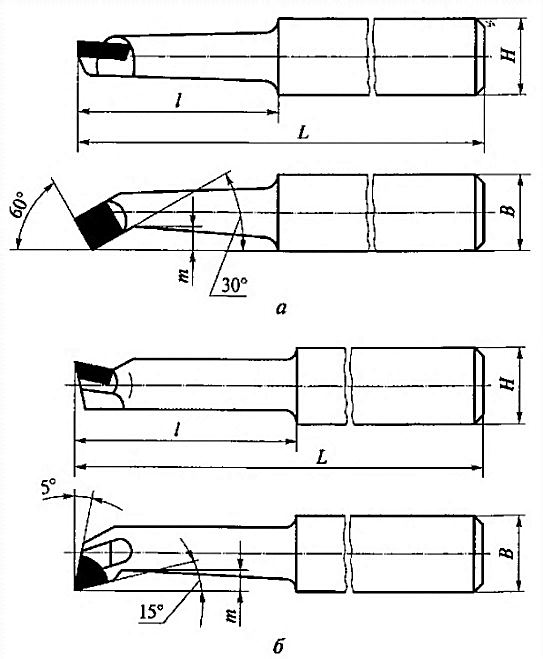
При черновой и чистовой обработке растачивают отверстия расточными резцами. В зависимости от вида растачиваемых отверстий различают расточные резцы для сквозных отверстий (смотрите рисунок выше) и для глухих отверстий (смотрите рисунок ниже).
| Расточной резец для глухого отверстия |
Эти резцы отличаются между собой главным углом в плане φ (фи).
При растачивании сквозных отверстий главный угол в плане φ = 60°. Если растачивают глухое отверстие с уступом 90°, то главный угол в плане φ = 90°.
Резцы бывают для чернового, чистового и тонкого растачивания. Отверстия глубже (длиннее) 100 мм растачивают резцами, закрепленными в специальных оправках (смотрите рисунок ниже), размеры которых зависят от диаметра и длины отверстий.
| Оправка с резцом |
Вопросы
- Для чего предназначены расточные резцы?
- Как различают резцы в зависимости от растачиваемых отверстий?
- Чем отличаются резцы для растачивания глухих отверстий от резцов для растачивания сквозных отверстий?
Устанавливают расточной резец так. Закрепляют резец в четырехместном поворотном резцедержателе параллельно оси центров станка. Головку резца направляют в сторону патрона.
Вершина резца должна располагаться на линии центров (смотрите рисунок ниже) станка или несколько выше. Если вершина резца расположена ниже линии центров, возникнет трение задней поверхности резца о заготовку.
Если вершина резца расположена ниже линии центров, возникнет трение задней поверхности резца о заготовку.
| Установка расточного резца |
Контролируют положение вершины резца по высоте, подводя резец к вершине центра передней или задней бабки. Регулируют положение вершины резца подкладками разной толщины. Подкладок должно быть не больше двух, иначе резец будет вибрировать.
Резец нужно закреплять с наименьшим вылетом (выступанием) из резцедержателя, который обеспечивал бы удобную и безопасную обработку заготовки. Большой вылет уменьшает прочность резца и дает возможность появлению вибрации при растачивании. Резец должен быть закреплен надежно не менее чем двумя болтами.
Запомните! Устанавливайте вершину резца по линии центров станка.
Вопросы
- Как правильно устанавливают резец в резцедержателе?
- Почему вершина резца должна располагаться по линии центров станка?
«Слесарное дело», И. Г.Спиридонов,
Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
отверстие, материал изготовления и область применения
Геометрические характеристики
Расточной токарный резец включает державку, служащую для монтажа инструмента в станке, и рабочую поверхность. Рабочая поверхность для врезания в материал имеет клинообразную форму. Она сформирована тремя углами, суммарно образующими 90°.
- Основной задний угол, разделяющий заднюю поверхность и режущую плоскость, сокращает трение обрабатываемого предмета и задней поверхности. Твердость материалов связана обратной зависимостью с величиной этого угла и прямой с их шероховатостью.
- Угол заострения, разделяющий заднюю и переднюю поверхности, определяет прочность резца.
- Основной передний угол, разделяющий переднюю поверхность и перпендикулярную режущей поверхности плоскость, определяет степень деформации удаляемого материала.
Размеры определяются ГОСТ. Так, ГОСТ 18882-73 описывает токарные расточные резцы с твердосплавными пластинами для сквозных отверстий. ГОСТ 18883-73 определяет параметры аналогичных инструментов с пластинами из твердых сплавов, рассчитанных на создание глухих отверстий.
ГОСТ 18883-73 определяет параметры аналогичных инструментов с пластинами из твердых сплавов, рассчитанных на создание глухих отверстий.
Скачать ГОСТ 18882-73
Скачать ГОСТ 18883-73
В ГОСТ 9795-83 описаны державочные резцы для сквозных отверстий, рассчитанные на косое и прямое крепление.
Скачать ГОСТ 9795-83
Виды и назначение расточных резцов
Резцы расточные нужны, чтобы обрабатывать любые круглые отверстия как глухого типа, так и сквозные. Основные части – это рабочая область, или головка, на которой непосредственно закреплен режущий элемент, и державка – элемент, при помощи которого расточный инструмент крепится в станок. Отверстия бывают разными, и требуются разного рода обработки, поэтому сам инструмент тоже отличается друг от друга.
Выделено несколько подгрупп, куда можно включить тот или иной тип оснастки. В первую очередь резцы можно подавать в разных направлениях. Исходя из этого, созданы правые и левые режущие элементы. По конструктивным признакам бывают резцы:
Исходя из этого, созданы правые и левые режущие элементы. По конструктивным признакам бывают резцы:
- Расточные прямые. В них ось режущей головки и ось хвостовика (державки) будут совпадать.
- Расточные отогнутые. Отогнутый элемент не имеет совпадения в осях между рабочей зоной и державкой.
- Режущие элементы с державкой, имеющей изогнутую форму.
- Расточные оттянутые. У них головка по размерам уже, нежели державка инструмента.
Если деталь сложная по конструкции, то может понадобиться совершенно оригинальный инструмент для расточки. Такая оснастка, как правило, не входит в основную классификацию и изготавливается по индивидуальным чертежам.
Резцы расточные также могут различаться по форме хвостовика. Здесь можно выделить круглые державки либо с квадратным или прямоугольным поперечником. Когда для изготовления всех элементов был применен один металл, такой инструмент называется цельным. В случае использования вставных режущих кромок инструмент является составным.
Если внутри отверстия нужно выполнить канавки, применяют расточной канавочный резец.
Резцы для глухих отверстий
Согласно технической документации резец расточной для глухих отверстий изготавливается из инструментальных сталей с твердосплавными пластинами. Сплавы, которые применяются для изготовления пластин: Т5К10, Т15К6 и ВК8. Конструктивно резец такого инструмента имеет форму треугольной пластины и может относиться как к прямому, так и к отогнутому типу.
При обработке глухих отверстий важно правильно закрепить оснастку в держателе станка. Если, кроме расточки канала, необходимо выполнить еще подрезку торца, элемент выставляют четко соосно относительно центра отверстия. В этом случае после обработки в центре торцовой плоскости не останется бобышки. Для предотвращения порчи отверстия величина режущего элемента не должна превышать половины диаметра обрабатываемого канала.
Резцы для сквозных отверстий
Расточной резец, который призван обрабатывать отверстия, просверленные насквозь, имеет режущие кромки из напаек твердого сплава.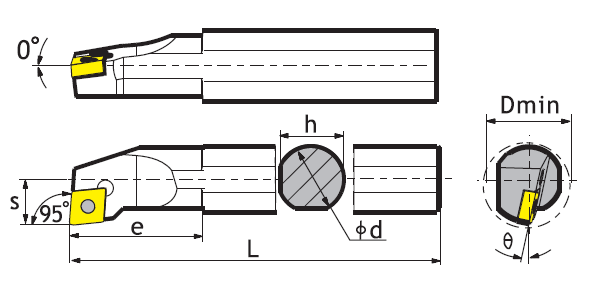 В зависимости от величины угла переднего у расточной оснастки ею можно обрабатывать те или иные поверхности. Так, угол в 0 градусов позволяет резать вязкие металлы, стали и другой материал. Если угол составляет 10 градусов, под силу работа с хрупкими металлами и чугуном. Наиболее распространены режущие элементы с углом кромки в 60 градусов. Они бывают двух исполнений:
В зависимости от величины угла переднего у расточной оснастки ею можно обрабатывать те или иные поверхности. Так, угол в 0 градусов позволяет резать вязкие металлы, стали и другой материал. Если угол составляет 10 градусов, под силу работа с хрупкими металлами и чугуном. Наиболее распространены режущие элементы с углом кромки в 60 градусов. Они бывают двух исполнений:
- С рабочей частью конической формы (позволяют работать с диаметрами 34–14 миллиметров).
- С рабочей частью прямоугольной формы, которая имеет скос и позволяет обрабатывать диаметры 110–40 миллиметров.
Работа расточным инструментом осуществляется в направлении вращающейся оси. Закрепление державки в станке осуществляется таким образом, чтобы элемент был смещен от центра обрабатываемого отверстия.
Классификация
Расточные резцы по возможности обработки материалов классифицируют на два вида:
- Быстрорежущие модели рассчитаны на легкие материалы, такие как фторопласт, алюминий, текстолит.

- На более прочные и тяжелые материалы рассчитаны монолитный и твердосплавный варианты. Так, они подходят для стали (сырой, каленой, нержавеющей), бронзы и др.
Кроме того, существуют модели с механически закрепленным либо напаянным алмазом. Для данных вариантов материал режущей части представлен алмазом, а стержень состоит из стали.
Еще два типа рассматриваемых инструментов выделяют по назначению:
- Расточной резец для глухих отверстий помимо обработки внутренних стенок отверстий рассчитан на проточку и шлифовку дна. К тому же данные модели называемые упорными, подходят для расточки ступенчатых отверстий.
- Проходные варианты представлены расточными резцами для работ со сквозными отверстиями и цилиндрическими деталями.
Наконец, рассматриваемые инструменты дифференцируют по форме державки на квадратные, прямоугольные и круглые. Наиболее оптимальными считают варианты второго типа ввиду простой установки и удобной заточки.
Следует отметить, что существуют модели со сменными пластинами.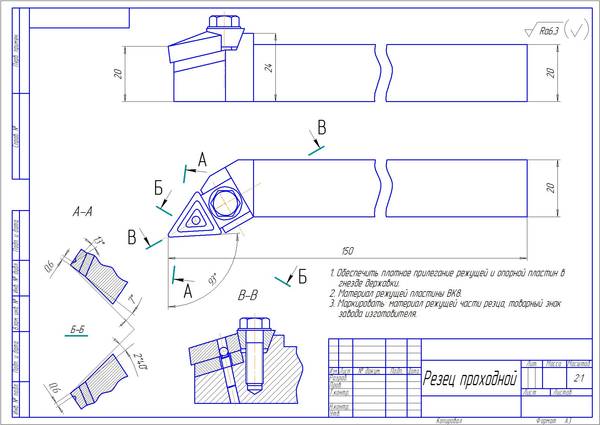 Они укомплектованы запасными частями для смены изношенных пластин.
Они укомплектованы запасными частями для смены изношенных пластин.
Предисловие
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и оВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2021 г. N 93-П) За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузстандарт |
| Киргизия | KZ | Кыргызстандарт |
| Россия | RU | Росстандарт |
| Таджикистан | TJ | Таджикстандарт |
| Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 марта 2021 г. N 134-ст межгосударственный стандарт ГОСТ 34010-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2021 г.
N 134-ст межгосударственный стандарт ГОСТ 34010-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2021 г.
5 ВЗАМЕН ГОСТ 18062-72 и ГОСТ 18063-72 Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Рабочие режимы
Режим резания определяется несколькими факторами, основные среди которых – расточка инструмента, тип материала, диаметр углубления. Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Незакрепленная часть инструмента, представленная расстоянием между пластиной и хвостовиком, определяет глубину растачивания.
Однако чрезмерно большой вылет сказывается на качестве поверхности, так как вызывает вибрации и упругие деформации, а также ведет к быстрому износу пластины. В большинстве случаев оптимальна расточная оправка с наибольшей жесткостью. Под ней понимают способность к сопротивлению деформациям под внешним влиянием. Данный показатель дифференцируют на два типа. Статистическая жесткость относится к упругим деформациям, динамическая – к вибрациям. В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
Для растачивания используется консольный способ крепления инструмента, характеризующийся малой жесткостью, вследствие чего наблюдаются вибрации. С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.
С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.
В процессе работ следует создать минимальную силу резания. Для этого подбирают геометрию расточного резца. Так, рекомендуется применять варианты с формами СМП типа V и D. К тому же следует выбирать модели с положительной геометрией передней поверхности пластин и радиусом при вершине заднего угла равным 90°. При эксплуатации для задней поверхности допустим износ до 0,3 мм. Наконец, лучшую виброустойчивость обеспечивают твердые сплавы с износостойкими покрытиями.
Величина прогиба определяется также моментом инерции поперечного сечения державки, который зависит от его формы и размеров.
Современные модели оснащены державками круглой формы. При этом существуют варианты с квадратным сечением державок. Например, расточные резцы Семинского, консольная часть державки которых закручена относительно оси на 45°.

Ввиду этого жесткость таких моделей выше, чем у вариантов с круглой державкой. Это позволяет значительно повысить скорость резания в отсутствии вибраций даже при большом вылете. К тому же допустимо повышение сечения стружки до 5 раз. Наконец, в изготовлении такие расточные резцы проще, чем обычные.
Угол заточки расточного внутреннего резца определяется типом работ (черновые, чистовые). Задний угол связан обратной зависимостью с диаметром отверстия.
Геометрические параметры
Как упоминалось выше, расточной резец имеет тело, за которое он фиксируется в резцедержателе, и рабочую часть для резки.
Геометрия любого расточного инструмента имеет такие основные компоненты:
- Кромку режущую главную. В ее задачу входит основная работа по удалению слоя металла. По форме главная часть может быть фасонной либо прямой.
- Кромку режущую вспомогательную.
- Вершину схождения режущих кромок.
Кроме этого, режущий инструмент может быть тангенциальным или радиальным. В первом случае рабочая область располагается к обрабатываемой поверхности под углом касательно, во втором такое расположение имеет перпендикулярный характер относительно оси канала. Самые широко применяемые в технологических операциях машиностроения режущие элементы – это радиальные резцы для токарных станков. Их особенность в том, что они легко устанавливаются в резцедержатель и имеют удобную геометрию пластин для резки. Тангенциальную оснастку применяют в тех случаях, когда необходимо добиться чистоты поверхности высокого уровня.
В первом случае рабочая область располагается к обрабатываемой поверхности под углом касательно, во втором такое расположение имеет перпендикулярный характер относительно оси канала. Самые широко применяемые в технологических операциях машиностроения режущие элементы – это радиальные резцы для токарных станков. Их особенность в том, что они легко устанавливаются в резцедержатель и имеют удобную геометрию пластин для резки. Тангенциальную оснастку применяют в тех случаях, когда необходимо добиться чистоты поверхности высокого уровня.
Чтобы отличить левый резец от правого, который имеет иную геометрию, необходимо применить метод ладони. Если наложить ладонь на режущий элемент, то главная режущая кромка левого резца будет под большим пальцем левой руки, а правого, соответственно, правой.
Маркировка
Для расточных резцов применяется система маркировки с буквенными и цифровыми символами. Первые отражают геометрические параметры (2140-0043), вторые — тип материала (т15к6 для варианта для глухих отверстий). Например, 2140-0042 ВК6.
Например, 2140-0042 ВК6.
В магазинах вместо цифровой маркировки используют значения геометрических параметров, приводя размеры (например, 20×20×170 для твердосплавной модели для сквозных отверстий) и угол заточки (10×10×40 ВК8 (YG8) 60°, 10×10×40 мм Т5К10 (YT5) 90°). К тому же в маркировках отражают тип и исполнение инструмента.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий межгосударственный стандарт: ГОСТ 18064-2016 Резцы расточные цельные твердосплавные со стальным хвостовиком. Технические условия Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочного стандарта в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Расточные оправки и расточные головки
Расточные оправки и расточные головки
Подпишитесь, чтобы получать последние обновления о новых продуктах и предстоящих распродажах.
Ваш адрес электронной почты
Все цены указаны в канадских долларах
Фильтры
Все виды инструментов для изготовления штампов
Все виды инструментов для изготовления штампов: сверлильные патроны и хвостовики, нарезные головки и цанги
Все виды инструментов для изготовления штампов: R8 5C 3C ER MT Конические цанги и аксессуары
Режущие инструменты
Режущие инструменты: расточные оправки и расточные головки
Режущие инструменты: Резка алюминия
Режущие инструменты: резка стали
Аксессуары для станков
Новые поступления
В продаже
Показаны 1 — 22 из 22 товаров
Вид
Фильтры
Все виды инструментов для изготовления штампов
Все виды инструментов для изготовления штампов: сверлильные патроны и хвостовики, нарезные головки и цанги
Все виды инструментов для изготовления штампов: R8 5C 3C ER MT Конические цанги и аксессуары
Режущие инструменты
Режущие инструменты: расточные оправки и расточные головки
Режущие инструменты: Резка алюминия
Режущие инструменты: резка стали
Аксессуары для станков
Новые поступления
В продаже
Несколько перевозчиков
Способы доставки от UPS, Canada Post и FedEx.
Дистрибьюторская сеть
У нас есть профессиональные дистрибьюторы в Канаде и США
Доставка вашими перевозчиками
Доставка заказов за счет ваших перевозчиков.
Расточные инструменты — Розетки. Сверло для дюбелей, Долота для долбления, Резцы для дюбелей – Woodline USA
Биты Форстнера
Врезные биты
Штепсельные резаки
Зенковки
Брэд Пойнтс
Биты Викс
Встроенные буровые долота
Растачивание шарнира
Каттеры для розеток
Распродажа
РОЗЕТОЧНЫЕ РЕЗКИ
От
54,25 $
64,70 $
Подробнее
Распродажа
ТВЕРДОСПЛАВНОЕ СВЕРЛО ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
От
20,95 $
29,90 $
Подробнее
Распродажа
НАБОР ВРЕЗНЫХ ЗУБИЛ И СВЕРЛ
От
22,90 $
32,65 $
Подробнее
Распродажа
РЕЗЧИКИ ДЛЯ ЗАГЛУШЕК
От
21,00 $
29,95 $
Подробнее
Распродажа
НАСАДКИ
От
3,29 $
4,15 $
Подробнее
Распродажа
ТВЕРДОСПЛАВНЫЕ НАСАДКИ ФОРСТНЕРА
От
11,95 $
17,05 $
Подробнее
Распродажа
CMT СТАЛЬНЫЕ МЕТРИЧЕСКИЕ НАСАДКИ FORSTNER
От
6,75 $
9,50 $
Подробнее
Распродажа
СТАЛЬНЫЕ НАСАДКИ ФОРСТНЕРА
От
5,65 $
8,40 $
Подробнее
Распродажа
ПЕТЛЯ-СОЕДИНЕНИЕ
10,00 $
13,95 $
Распродажа
НАБОР СВЕРЛ
19,00 $
21,95 $
Распродажа
РАСТОЧНЫЕ ФРЕЗЫ ДЛЯ ПЕТЕЛЬ ДЛЯ БУРОВОГО ПРЕССА
От
52,80 $
75,40 $
Подробнее
Распродажа
Большие стальные биты Форстнера с несколькими зубьями
От
28,15 $
40,20 $
Подробнее
- Рекомендуемые товары
- Новые продукты
- Бестселлеры
Фрезерные биты
- Прямые насадки
- Обрезка
- Кромка и врезка
- Столярные изделия
- Молдинг
- Шкафчик
- Специальность
- Наборы фрез и аксессуары
- Фрезы с ЧПУ
Аксессуары
- Шаблоны арочных панелей
- Ручной инструмент
- Гладкие листы из полиэтилена высокой плотности
- Принадлежности для ленточных пил
- Шаблоны вкладок
- Многофункциональные фрезы
- Подшипники и запасные части
- MuscleChuck™
- Строгальные и фуганочные ножи
- Шаблоны чаш и подносов
- БЕЗОПАСНОСТЬ
- Т-образный профиль и ручки
- CD и DVD
- TrueTrac
- Зажимы
пильные полотна
- Настольная пила
- Ленточная пила
- Наборы дадо
- Спиральная пила
- Кольцевая пила
- Электролобзик
- Пильный диск
- Поршневой
Фрезы
- Фрезы общего назначения
- Фрезы для обработки пазов и пазов
- Формовочные фрезы
- Фрезы для столярных изделий
- Сменные фрезы
Woodline производит и продает только качественные фрезы с твердосплавными напайками и твердосплавные фрезы, на которые распространяется ПОЖИЗНЕННАЯ ГАРАНТИЯ.