Наплавка полуавтоматом: Полуавтоматическая наплавка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Содержание
Пайка сварочным полуавтоматом, MIG-пайка, MIG-brazing — особенности метода доступным языком
0
На сумму:
0 р.
Работники авторемонтных мастерских, монтажники и другие специалисты по сварочным работам сегодня активно обращаются к пайке сварочным полуавтоматом. За подобным методом будущее, технология во многом сравнима со сваркой MIG/MAG. И отличается, в основном, применяемой присадочной проволокой сплошного сечения, а также тем, что при пайке MIG не происходит расплавления основного материала. Подробнее о положительных моментах метода, его нюансах и сферах его применения предлагаем узнать из нашей статьи.
Содержание
- Метод пайки полуавтоматом (MIG-пайка)
- Особенности процесса MIG-brazing
- Разница пайки в защитном газе от обычной сварки полуавтоматом
- Настройка полуавтомата для MIG-пайки
- Области применения пайки сварочным полуавтоматом
- Выбор оборудования и материалов для MIG-пайки полуавтоматом
Что такое пайка полуавтоматом
Пайка методом MIG в инертном газе, или MIG-пайка в защитном газе, как он иногда называется в соответствии с имеющимися международными стандартами, представляет собой процесс пайки твёрдым припоем в виде медной проволоки. Электрическая дуга устанавливается между постоянно плавящимся припоем из проволоки и свариваемым металлом. Подаваемый газ защищает дугу и расплавленный припой от воздействия окружающего воздуха, а именно кислорода, который имеется в воздухе и который стремительно окисляет расплавленный металл и в разы снижает качество сварки.
Электрическая дуга устанавливается между постоянно плавящимся припоем из проволоки и свариваемым металлом. Подаваемый газ защищает дугу и расплавленный припой от воздействия окружающего воздуха, а именно кислорода, который имеется в воздухе и который стремительно окисляет расплавленный металл и в разы снижает качество сварки.
Особенности пайки полуавтоматом
Пайка полуавтоматом высокотехнологичный процесс, имеющий свои особенности.
- Осуществляя пайку методом MIG/MAG, в качестве электрода нужно использовать специальную сварочную проволоку из бронзы, включающую алюминий или кремний. К примеру, CuSi3, или более качественный аналог ESAB OK Autrod 19.12, 19.30, 19.40. Проволока на основе бронзы или меди достаточно дорогостоящая, и разница в цене между европейского производства или к примеру, китайского не будет существенной. Если MAG сварка (в атмосфере активного газа) характеризуется обилием брызг, наличием пористости, нестабильной дугой и сильным парообразованием, то в процессе MIG пайки, напротив, основной металл не плавится, поэтому цинк испаряется в гораздо меньшей степени.
 Так происходит за счет того, что температура плавления бронзовой проволоки намного меньше, чем у стали, и поэтому свариваемые детали не расплавляются. Из-за низкого тепловложения снижается риск деформации, даже на очень тонких листах от 0,3 миллиметров толщиной. То есть процесс, фактически являясь пайкой, обеспечивает скорость работы и прочность соединений как при сварке.
Так происходит за счет того, что температура плавления бронзовой проволоки намного меньше, чем у стали, и поэтому свариваемые детали не расплавляются. Из-за низкого тепловложения снижается риск деформации, даже на очень тонких листах от 0,3 миллиметров толщиной. То есть процесс, фактически являясь пайкой, обеспечивает скорость работы и прочность соединений как при сварке. - В связи с тем, что при пайке полуавтоматом тонкий металл не проплавляется, можно спаять листы стали с покрытием (фосфатированным, гальванизированным, алюминизированным) и без покрытия, листы из двухслойной стали и из нержавейки.
- Получившийся шов является крепким, Такое паяное соединение имеет более высокую механическую прочность, если сравнивать со швом, образованным в процессе MAG сварки. Степень термической деформации деталей в ходе паяного процесса существенно ниже, чем при сварке, поэтому на готовом изделии меньше заметно коробление. Шов практически не подвержен коррозии, так как цинковый слой оказывается целым даже в месте сварного шва.
 Еще одним достоинством такой технологии является хорошая способность по перекрытию зазора.
Еще одним достоинством такой технологии является хорошая способность по перекрытию зазора. - Паять рекомендуется в «точечном», импульсном режиме или методом «углом назад», при котором сварщик ведет электрод слева направо. В обоих случаях необходимо соблюдать «короткую» дугу.
В чем принцип метода пайки полуавтоматом и разница от MIG сварки?
Основной принцип пайки-сварки МИГ-МАГ заключается в том, что металлическая проволока в ходе процесса подается посредством сварочной горелки и расплавляется под воздействием электрической дуги. Если говорить о разнице технологий сварки и пайки, то в первом случае разрушенное цинковое покрытие образует шлак с расплавленным металлом шва, а также различные раковины и поры. Это говорит о пониженном качестве шва и отсутствии цинкового покрытия в месте сварки. Приходится отправлять детали на гальваническую операцию повторно с целью восстановления антикоррозионного покрытия. Открытие метода МИГ-пайки позволило избежать таких проблем.
Метод MIG-пайки отличается от метода полуавтоматической-сварки в среде защитных газов еще и видом применяемой проволоки. Для MIG –braizing используют медную проволоку CuSi3. Из-за небольшой температуры плавления, как говорилось выше, основной металл не плавится. Цинковое покрытие в итоге образует на ее поверхности химическое соединение, защищающее сварочный шов от коррозийных процессов.
Настраиваемся на работу
Прежде, чем начать работу, важно корректно настроить сварочный полуавтомат:
- Определите силу сварочного тока в зависимости от толщины свариваемого металла. В инструкции к агрегату представлена таблица соответствия этих величин. В случае недостатка сварочного тока полуавтомат сваривает не достаточно хорошо.
- По имеющейся инструкции определите требуемую скорость подачи сварочной проволоки. Этот показатель возможно отрегулировать, воспользовавшись сменными шестернями в агрегате. Он напрямую будет влиять на скорость наложения свариваемого шва.
 Сегодня в продаже представлены модели, оснащенные специальными коробками скоростей.
Сегодня в продаже представлены модели, оснащенные специальными коробками скоростей. - Настройте источник тока на нужные вам параметры (напряжение и силу тока). Рекомендуем проверить ваши настройки на каком-либо примере. Основанием того, безошибочности действий, устойчивая сварная дуга, нормальное формирование валика. В этом случае уже можно действовать на основном материале.
- Настройка проволоки не вызовет затруднений. Ее поступление по специальному шлангу в мундштук либо в обратном направлении обусловлено положением рычага, который вы увидите на аппарате.
- Важным моментом является и регулировка расхода защитного газа. Для этого надо медленно открыть вентиль, и выкрутить его до упора. Это необходимо для того, чтобы из вентиля не происходило утечек. Затем нужно нажать на клавишу, находящуюся на рукояти сварочной горелки. Проволока должна остаться «стоять», а газовый клапан открыться. Будет слышно лёгкое шипение газа, который выходит из сопла газовой горелки.
 В это время расход газа (его величину можно видеть на манометре по шкале расхода) должен равняться 8 -10 л в мин. Это оптимальный показатель при пайке металла толщиной 0,8мм. Поэтому нужно скорректировать величину расхода газа исходя из вашей задачи.
В это время расход газа (его величину можно видеть на манометре по шкале расхода) должен равняться 8 -10 л в мин. Это оптимальный показатель при пайке металла толщиной 0,8мм. Поэтому нужно скорректировать величину расхода газа исходя из вашей задачи.
Где чаще всего применяется MIG пайка?
Данная технология имеет широкий диапазон применения в различных областях.
Автосервис и автомобилестроение. Пайка MIG используется и в ремонте автокузовов, поскольку цинковое покрытие стальных листов при этом не повреждается. В крупносерийном производстве автомобилей этот метод применяют как в установках с ручным управлением, так и в полностью автоматизированных системах.
Кроме того, к пайке сварочным полуавтоматом прибегают для различных целей малые и средние промышленные предприятия, осуществляя:
- монтаж систем кондиционирования, вентиляции и охлаждения,
- выпуск легких металлоконструкций, элементов фасадов и кровли, труб, корпусов электроагрегатов, дымоходов.

Для пайки подходят все сварочные позиции в среде защитного газа и все виды сварочных швов. Швы в вертикальном и потолочном положении получаются одинаково безупречными при должном умении обращаться со сварочной горелкой. Благодаря незначительному тепловложению метод эффективен как при соединении листов из нелегированных сталей и оцинкованных листов, так и листов хромоникелевой.
Какое оборудование и материалы подойдут для пайки полуавтоматом
Материалы для пайки полуавтоматом:
- проволока — медь с добавками,
- газ — аргон.
Необходимость в применении каких-либо стандартных флюсов, используемых в стандартных технологиях сварки и способных вызывать серьезные проблемы, отсутствует. Дуга самостоятельно активизирует поверхность.
- Проволока при данном методе является одновременно и токопроводящим электродом, и присадочным материалом.
- Производя МИГ-пайку оцинкованных деталей, наиболее часто пользуются проволокой SG-CuSi3.
 Её достоинство заключается в незначительной твердости паяного шва, что позволяет без труда осуществлять механообработку. За счет присутствия в составе проволоки 3% кремния существенно повышается жидкотекучесть наплавляемого материала.
Её достоинство заключается в незначительной твердости паяного шва, что позволяет без труда осуществлять механообработку. За счет присутствия в составе проволоки 3% кремния существенно повышается жидкотекучесть наплавляемого материала. - Медная проволока состава SG-CuSi2Mn также применяется для пайки оцинкованных деталей, но наплавленный материал довольно жёсткий, поэтому последующая механообработка усложняется.
- Сварочные проволоки SG-CuAL18Ni2 и SG-CuAL18 используют, если необходимо спаять сталь с алюминизированным покрытием.
Сварочные проволоки для MIG-пайки более мягкие в сравнении со стальными, поэтому механизм подачи проволоки должен быть 4-х роликовым, оснащенным гладкими полукруглыми канавками. Для небольшого трения в шланговом механизме горелки нужно применять тефлоновый направляющий канал и массивные токосъёмники.
- Как правило, в процессе пайки в качестве защитного газа используется аргон с небольшими добавками кислорода и углекислоты.
 Защитный газ, подаваемый в зону сварки, защищает дугу и сварочную ванну с расплавленным металлом.
Защитный газ, подаваемый в зону сварки, защищает дугу и сварочную ванну с расплавленным металлом.
Наш интернет-магазин предлагает ознакомиться с большим ассортиментом сварочного оборудования, используемого для MIG-пайки.
- Модели с уже заложенной функцией полуавтоматической пайки. Чаще всего, такие инверторные аппараты отличаются упрощенным способом настройки, который подходит для неопытных сварщиков и углубленным — для настоящих профессионалов.
- Модели, пайка которыми возможна, хотя специальные программы по ней и не заложены, тут усложняется процесс настройки аппарата.
Вам достаточно лишь выбрать устройство, отвечающее вашим требованиям, задачам и финансовым возможностям. У нас представлены полуавтоматы зарекомендовавших себя производителей.
Kemppi — это модели премиум класса с адаптивным микропроцессорным управлением MinarcMig Evo 200, Kempact 253A, Kempact 323A.
Продвинутые аппараты гаранта немецкого качества EWM Phoenix 351 Puls и Alpha Q 330 — с плавной регулировкой сварочного тока.
Полуавтоматы BlueWeld с важностью сварки различным диаметром сварочной проволоки, которые можно отнести к бюджетным из-за их доступной стоимости. Это BlueWeld STARMIG 180 Dual Synergic оснащенный простой функцией регулировки «One Touch», позволяющей настроить толщину материала. Универсальные полуавтоматы с возможностью MMA, TIG и SPOT сварки BlueWeld GALAXY 220 и GALAXY 330 Wave с иновационной технологией АТС обеспечивает полный контроль при сварке тонколистового металла. BlueWeld STARMIG 210 Dual Synergic, BlueWeld MEGAMIG 270S, которые часто выбирают именно для MIG пайки, в частности для оцинкованных кузовов автомобилей. BlueWeld MEGAMIG 220S, используемый для протяженных швов и сварки точками с электронной регулировкой продолжительности протекания тока.
Позвоните нам по телефонам: +7 (495) 663-72-84 или 8 (812) 309-38-95 (бесплатный звонок)! Компетентные специалисты магазина Тиберис ответят на любые вопросы, касающиеся сварочного оборудования.
Спасибо за подписку!
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки -
Выбираем газ для сварки полуавтоматом -
Проволока для сварки полуавтоматом -
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат -
Настройка полуавтомата для сварки на живом примере -
Подготовительный этап и процесс сварки аппаратом -
Направление и скорость движения для идеального сварочного шва -
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат -
Горелка для сварки полуавтоматом -
Баллон с газом и редуктором -
Газовый шланг -
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПОЛЕЗНЫЙ СОВЕТ.При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
|
|
|
|
|
|
|
|
|
|
|
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN -
Выбираем газ – смесь аргона и углекислоты -
Выбираем диаметр сварочной проволоки – 0,8 мм -
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки. -
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Восстановительная наплавка Статьи
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы. Одним из методов восстановления и упрочнения деталей является наплавка. Наплавка — это нанесение слоя металла на поверхность заготовки или изделия посредством сварки плавлением. Различают наплавку восстановительную и изготовительную. Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам основному металлу. Изготовительная наплавка служит для получения многослойных изделий. Такие изделия состоят из основного металла (основы) и наплавленного рабочего слоя. Основной металл обеспечивает необходимую конструкционную прочность. Слой наплавленного металла придает особые заданные свойства: износостойкость, термостойкость, коррозионную стойкость и т.д. Таким образом наплавку производят не только при восстановлении изношенных, но и при изготовлении новых деталей машин и механизмов. Наиболее широко наплавка применяется при ремонтных работах. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т.д. наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки. Важнейшие требования, предъявляемые к наплавке, заключаются в следующем: 1)минимальное проплавление основного металла; 2)минимальное значение остаточных напряжений и деформаций металла в зоне наплавки; Занижение до приемлемых значений припусков на последующую обработку деталей. Однако не все способы наплавки могут обеспечить выполнение предъявляемых требований. Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и механических свойств, а также характером и допустимой величиной износа. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Несмотря на невысокие показатели приведенных характеристик ручная дуговая наплавка штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм и может выполняться во всех пространственных положениях. Для наплавки используют электроды диаметром 3 — 6 мм.
Различают наплавку восстановительную и изготовительную. Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам основному металлу. Изготовительная наплавка служит для получения многослойных изделий. Такие изделия состоят из основного металла (основы) и наплавленного рабочего слоя. Основной металл обеспечивает необходимую конструкционную прочность. Слой наплавленного металла придает особые заданные свойства: износостойкость, термостойкость, коррозионную стойкость и т.д. Таким образом наплавку производят не только при восстановлении изношенных, но и при изготовлении новых деталей машин и механизмов. Наиболее широко наплавка применяется при ремонтных работах. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т.д. наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки. Важнейшие требования, предъявляемые к наплавке, заключаются в следующем: 1)минимальное проплавление основного металла; 2)минимальное значение остаточных напряжений и деформаций металла в зоне наплавки; Занижение до приемлемых значений припусков на последующую обработку деталей. Однако не все способы наплавки могут обеспечить выполнение предъявляемых требований. Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и механических свойств, а также характером и допустимой величиной износа. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Несмотря на невысокие показатели приведенных характеристик ручная дуговая наплавка штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм и может выполняться во всех пространственных положениях. Для наплавки используют электроды диаметром 3 — 6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4 — 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12 А/мм2. Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста. К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла. Для ручной дуговой наплавки применяют как специальные наплавочные электроды, так и обычные сварочные, предназначенные для сварки легированных сталей (ГОСТ 1005-75). Выбор электрода для наплавки определяется составом основного металла.
При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4 — 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12 А/мм2. Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста. К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла. Для ручной дуговой наплавки применяют как специальные наплавочные электроды, так и обычные сварочные, предназначенные для сварки легированных сталей (ГОСТ 1005-75). Выбор электрода для наплавки определяется составом основного металла. Например, для наплавки слоя низколегированной стали с содержанием углерода менее 0,4 % применяются электроды следующих марок: 03Н-250У; ОЗН-ЗООУ; ОЗН-350У; ОЗН-400У и др. В маркировке буква Н обозначает «наплавочный». Для наплавки слоя низколегированной стали с содержанием углерода более 0,4% применяются электроды: ЭН60М, ОЗШ-3, 13КН/ЛИВТ и др. При дуговой наплавке неплавящимися электродами применяются лише присадочные прутки по ГОСТ21449-75: Пр-С1; Пр-С2; Пр-С27; ПрВЗК; Пр-ВЗК-Р и др. (Пр — обозначает пруток). Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т.д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45Х4ВЗФ , Нп-45Х2В8Т и др. (Нп — обозначает наплавочная). Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки следующих марок: ПП-Нп-200Х12М; ПП-Нп-200Х12ВФ и т.
Например, для наплавки слоя низколегированной стали с содержанием углерода менее 0,4 % применяются электроды следующих марок: 03Н-250У; ОЗН-ЗООУ; ОЗН-350У; ОЗН-400У и др. В маркировке буква Н обозначает «наплавочный». Для наплавки слоя низколегированной стали с содержанием углерода более 0,4% применяются электроды: ЭН60М, ОЗШ-3, 13КН/ЛИВТ и др. При дуговой наплавке неплавящимися электродами применяются лише присадочные прутки по ГОСТ21449-75: Пр-С1; Пр-С2; Пр-С27; ПрВЗК; Пр-ВЗК-Р и др. (Пр — обозначает пруток). Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т.д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45Х4ВЗФ , Нп-45Х2В8Т и др. (Нп — обозначает наплавочная). Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки следующих марок: ПП-Нп-200Х12М; ПП-Нп-200Х12ВФ и т. д. (ПП — обозначает проволока порошковая). : Для плазменной наплавки комбинированной дугой вольфрамовым электродом широко применяются наплавочные порошки. Порошки изготавливаются на основе железа, никеля и кобальта. По ГОСТ 21448-75 выпускаются порошки на основе железа типа «сормайт»: ПГ-С1; ПГ-УС25; ПГ-С27; ПГ-АН1. Порошки на основе никеля выпускаются трех марок: ПГ-СР2; ПГ-СРЗ; ПГ-СР4. Порошки на основе кобальта выпускаются также трех марок: ПР-К60ХЗОВС; ПН-АН35; ПГ-ЮК-1. В качестве источников питания плазменной дуги при наплавочных работах чаще применяются серийные выпрямители: ВД-306, ВД-303, ВДУ-504, ВДУ-505; ВДУ-506, ИПН-160/100 и др. При электродуговой наплавке в качестве источников питания могут быть использованы и сварочные трансформаторы.
д. (ПП — обозначает проволока порошковая). : Для плазменной наплавки комбинированной дугой вольфрамовым электродом широко применяются наплавочные порошки. Порошки изготавливаются на основе железа, никеля и кобальта. По ГОСТ 21448-75 выпускаются порошки на основе железа типа «сормайт»: ПГ-С1; ПГ-УС25; ПГ-С27; ПГ-АН1. Порошки на основе никеля выпускаются трех марок: ПГ-СР2; ПГ-СРЗ; ПГ-СР4. Порошки на основе кобальта выпускаются также трех марок: ПР-К60ХЗОВС; ПН-АН35; ПГ-ЮК-1. В качестве источников питания плазменной дуги при наплавочных работах чаще применяются серийные выпрямители: ВД-306, ВД-303, ВДУ-504, ВДУ-505; ВДУ-506, ИПН-160/100 и др. При электродуговой наплавке в качестве источников питания могут быть использованы и сварочные трансформаторы.
Полуавтоматический вид сварки включает в себя аргоновую сварку, газовую, а также дуговую. Нужно отметить, что чугун представляет собой сплав железа с углеродом. Также стоит отметить, что в этом сплаве содержание углерода значительно низкое. В настоящее время техническая промышленность получает различные виды чугуна, обладающие необходимыми в той или иной отрасли его применения, характеристиками и соответственно разным содержанием углерода в его составе. При добавлении в сплав чугуна магния и других веществ, получают модифицированных чугун. Который в свою очередь необходим для выполнения деталей требующих повышенную прочность. Технология сварки чугуна определяется его физико-химеческими свойствами такими как:
Поэтому существует множество способов и приемов выполнения соединений деталей из чугуна.
Также используются флюсы и присадки, и флюсы, относящиеся по своим химическим характеристикам к десульфирующим фторидным видам. А также сварке с применением порошковой проволоки. Применение порошковой проволоки, возможно, при выполнении все видов сварки, с подогревом, с частичным подогревом и без подогрева. Сварка в свою очередь с успехом выполняется холодным и горячем методом. Для выполнения качественной электрошлаковой сварки применяются обезсеривающие фторидные и неокислительные флюсы. Основным отличающим свойством электрошлаковой сварки является получение сварных швов без отбеливания, закаленных участков и трещин, что в свою очередь принято считать удовлетворительным сварным соединением чугуна. |
 Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения. При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана. На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом.
Благодаря отличным литейным качествам он находит широкое применение в различных отраслях промышленности и тяжелого машиностроения. При разливке массивных отливок возможно появление поверхностных дефектов литья. Одна из самых распространенных это раковина. Переплавка большой массы металла из-за незначительной выемки на поверхности не оправдана. На помощь производственникам в такой ситуации приходит сварка, способная справиться с мелким недочетом. Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны. Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.
Полуавтомат при помощи автоматики подает проволоку в свариваемое место наложения шва с ранее установленной сварщиком скоростью. Защитная среда газов позволяет избежать контакта кислорода из окружающей среды и металлической расплавленной ванны. Уменьшение количества шлака и газовых пузырьков в толще застывшего металла приводит к улучшению качественных и механических характеристик соединения.

 Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки.
Визуализацией качества сварного соединения является отсутствие трещин и микротрещин на поверхности шва, отсутствие раковин при снятии верхнего слоя металла после механической обработки. Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений.
Именно такой технологический ход сохраняет, ожидаемую, ферритно-перлитную структуру без изменений. Занимаюсь ремонтом токарного станка, был когда-то выломан фартук суппорта. Как-то уже варил я его полуавтоматом но мне не понравилось. Шов получился на мой взгляд слабый. Решил переделать. Сделал канавку и буквально залил ее из полуавтомата. Подскажите будет ли такой шов выдерживать нагрузку?
Занимаюсь ремонтом токарного станка, был когда-то выломан фартук суппорта. Как-то уже варил я его полуавтоматом но мне не понравилось. Шов получился на мой взгляд слабый. Решил переделать. Сделал канавку и буквально залил ее из полуавтомата. Подскажите будет ли такой шов выдерживать нагрузку? Проваривалось с двух сторон. сварка полуавтоматом чугуна
Проваривалось с двух сторон. сварка полуавтоматом чугуна На фото видно бугры и непровар.
На фото видно бугры и непровар. Как-то блок варил (дырка в блоке) размороженный от японского трактора, всё как обычно но пришлось сверху клеить так как потёк. А вот кулак дружбы заваривал в блоках дизелей получалось лучше но со временем масло появлялось всёравно.
Как-то блок варил (дырка в блоке) размороженный от японского трактора, всё как обычно но пришлось сверху клеить так как потёк. А вот кулак дружбы заваривал в блоках дизелей получалось лучше но со временем масло появлялось всёравно. Толщина там в некоторых местах до 30мм.
Толщина там в некоторых местах до 30мм.
 drive2.ru
drive2.ru Весьма большой популярностью пользуется полуавтоматическая сварка чугуна. Этот вид сварочных работ на изделиях из чугуна, возможен, с применяем электрошлаковой сварки с применением электродов имеющих вид пластин. Пластины что в свою очередь выполнены из чугуна.
Весьма большой популярностью пользуется полуавтоматическая сварка чугуна. Этот вид сварочных работ на изделиях из чугуна, возможен, с применяем электрошлаковой сварки с применением электродов имеющих вид пластин. Пластины что в свою очередь выполнены из чугуна.
Восстановление деталей погрузочных машин сваркой и наплавкой
Восстановление деталей погрузочных машин сваркой и наплавкой
Электродуговая сварка и наплавка характеризуются высокой производительностью и низкой стоимостью процесса, возможностью получения высокого качества соединения деталей и наплавленного слоя металла и поэтому имеют большое значение при ремонте машин. Наплавкой восстанавливают до 60% изношенных деталей, сваркой заделывают трещины и пробоины, соединяют и закрепляют отломанные части и дополнительные детали.
При ремонте машин применяют ручную и механизированную электродуговую сварку и наплавку, качество которых зависит от выбора электрода или электродной проволоки, режима сварки (наплавки), подготовки поверхности и от химического состава металла. Малоуглеродистые и низколегированные стали, содержащие до 0,3 % углерода, свариваются хорошо, без предварительного нагрева. Углеродистые и легированные стали относятся к удовлетворительно сваривающимся, такие детали перед сваркой желательно нагревать до температуры 150—300 °С, а после сварки подвергать высокому отпуску.
Сварка и наплавка в основном выполняются плавящимися электродами с толстой (качественной) обмазкой, в состав которой входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие компоненты. Стержни электродов изготовляют из углеродистых или легированных сварочных проволок (Св-08, Св-10Г2 и др.) и наплавочных (Нп-40, Нп-50, Нп-10ГЗ и др.) диаметром от 2 до 6 мм.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Марки электродов выбирают в соответствии с химическим составом восстанавливаемой детали и требованиями к прочности сварного шва или износостойкости наплавленного металла. Для сварки металлоконструкций грузоподъемных машин применяются электроды типа Э-42А-Ф марки УОНИИ-13/45, СМ-11, ОЗС-2 и другие, а при наплавке — 03H-250, ОЗН-ЗОО, ЦН-250, Т-590 и др. Высокую твердость наплавленного слоя можно получить применением трубчатых электродов марок ЭТН-1, ЭТН-2 и др.
Для сварки металлоконструкций грузоподъемных машин применяются электроды типа Э-42А-Ф марки УОНИИ-13/45, СМ-11, ОЗС-2 и другие, а при наплавке — 03H-250, ОЗН-ЗОО, ЦН-250, Т-590 и др. Высокую твердость наплавленного слоя можно получить применением трубчатых электродов марок ЭТН-1, ЭТН-2 и др.
К режимам ручной дуговой сварки и наплавки относятся вид и полярность тока, диаметр электрода, длина дуги, скорость сварки (наплавки).
Вид и полярность тока зависят от толщины и марки металла и электрода. При сварке постоянным током дуга более устойчива и получается более качественный шов. В этом случае можно регулировать распределение тепла, образующегося при горении дуги (на аноде выделяется 43 % тепла, на катоде — 37%), что позволяет, применяя обратную полярность («минус» на деталь и «плюс» на электрод), сваривать тонкостенные детали.
Диаметр электрода при сварке выбирают в зависимости от толщины свариваемых элементов, типа сварного шва и положения его в пространстве в момент сварки, а при наплавке — в зависимости от толщины наплавляемого слоя.
Длина дуги (расстояние между кондом электрода и сварочной ванной) находится в пределах 0,5—1,2 диаметра электрода и зависит от марки электрода, положения шва в пространстве. При очень короткой дуге шов плохо формируется, при чрезмерно большой уменьшается глубина провара, увеличивается разбрызгивание и образуются поры.
Подготовка деталей под сварку (рис. 78) заключается в разделке фасок стыкуемых деталей, разделке трещин, тщательной очистке деталей в зоне сварки до металлического блеска. Перед наплавкой изношенные поверхности деталей очищают металлическим песком или щеткой, удаляют нагревом до температуры 250 —300 °С остатки нефтепродуктов, стачивают старую наплавку и изношенную резьбу. При незначительном износе с поверхности детали, подлежащей наплавке, снимают слой металла 0,5—1 мм, что обеспечивает образование однородной и качественной структуры наплавленного слоя.
Рис. 78. Схема подготовки деталей под сварку
Сварку и наплавку следует вести так, чтобы не допустить или свести к минимуму искривление деталей. Для этого накладывают швы в такой последовательности, чтобы деформация от предыдущего шва ликвидировалась обратной деформацией следующего шва (рис. 79). В этом случае применяют кондукторы для сварки деталей в закрепленном состоянии и др.
Для этого накладывают швы в такой последовательности, чтобы деформация от предыдущего шва ликвидировалась обратной деформацией следующего шва (рис. 79). В этом случае применяют кондукторы для сварки деталей в закрепленном состоянии и др.
Рис. 79. Способы уравновешивания напряжений при сварке:
а, б — симметричных сечений; в — несимметричных сечений
Наплавка под флюсом, характеризующаяся более высокой производительностью и стабильным качеством, является одним из наиболее распространенных способов восстановления деталей. В качестве присадочного материала используется голая проволока, а функции обмазки выполняют флюсы. Процесс ведется в автоматическом (механизированы подача электродной проволоки и перемещение дуги вдоль наплавляемой поверхности) или полуавтоматическом (перемещение дуги осуществляется вручную) режиме.
Наплавку цилиндрических поверхностей и шлицев обычно выполняют на токарно-винторезных станках (рис. 80), снабженных редуктором, понижающим частоту вращения шпинделя до 0,5—5 об/мин. На суппорте станка на диэлектрической прокладке устанавливается наплавочная головка 2 и бункер для флюса. Ток (постоянный обратной полярности) поступает на сварочную головку от преобразователя типа ПСО, ПСГ или селенового выпрямителя. Перемещение дуги осуществляется включением ходового валика, вращение детали — включением шпинделя. Наплавка шлицев производится при выключенном шпинделе.
На суппорте станка на диэлектрической прокладке устанавливается наплавочная головка 2 и бункер для флюса. Ток (постоянный обратной полярности) поступает на сварочную головку от преобразователя типа ПСО, ПСГ или селенового выпрямителя. Перемещение дуги осуществляется включением ходового валика, вращение детали — включением шпинделя. Наплавка шлицев производится при выключенном шпинделе.
Для наплавки наибольшее применение находят сварочные головки А-580М, ПШ-54, А-874Н. Сварочная головка, показанная на рис. 81, используется для наплавки и сварки под флюсом плоских деталей, круглых поверхностей сплошной и порошковой проволокой диаметром до б мм, ленточным электродом шириной до 120 мм.
Наплавка под флюсом широко применяется при восстановлении шеек валов и осей диаметром более 50 мм, шлицев, катков, колес, шкивов, барабанов и других деталей, имеющих износ более 1—1,5 мм на сторону.
Наплавка деталей диаметром до 50 мм затруднена из-за сте- кания металла, осыпания флюса, возможности прожога и коробления деталей.
Качество наплавленного металла зависит от марки электродной проволоки, флюса, режима наплавки и качества подготовки поверхности.
Выбор марки флюса и проволоки определяется требованиями, предъявляемыми к наплавленному слою. Детали из малоуглеродистых и низколегированных сталей наплавляют проволокой диаметром 1,2—2,5 мм марок Св-08, Св-ЮА, Нп-30, Нп-40 и др., а из легированных сталей —марок Св-18ХГСА, Нп-ЗОХГСА, порошковыми проволоками марок ПП-ЗХ2В8, ПП-Х42ВФ и др. Высокую износостойкость наплавленного слоя можно получить наплавкой проволоки Нп-2Х14.
Обычно для наплавки применяют плавящиеся марганцовистые флюсы марок АН-348А и ОСЦ-45, с помощью которых наплавляемый слой легируется марганцем, повышающим его вязкость и твердость. Наплавкой проволокой Св-08 под керамическим флюсом АНК-19 можно получить твердость наплавленной поверхности HRC 45—49.
Рис. 80. Установка для автоматической наплавки под слоем флюса
Совмещение процесса наплавки под флюсом с упрочнением наплавленного слоя накатными роликами (рис. 82) повышает качество наплавленного слоя.
82) повышает качество наплавленного слоя.
Режимы наплавки шеек диаметром 50—300 мм приводятся в табл. 18.
Наплавляемую поверхность и электродную проволоку необходимо перед наплавкой обезжирить, зачистить до металлического блеска, выправить погнутые детали, заварить трещины и удалить наклеп. При необходимости исправляют центровые отверстия.
Цилиндрические поверхности наплавляются по винтовой линии с перекрытием предыдущего валика на V2—V3 его ширины; перед наложением последующего валика с предыдущего удаляют шлак.
По сравнению с ручной наплавка и сварка под флюсом имеют ряд существенных преимуществ: более высокая производительность и экономичность, высокое качество и однородность наплавленного слоя. К недостаткам метода относятся: определенные трудности при восстановлении отверстий, невозможность ведения процесса непосредственно на машине (механизме).
Сварка и наплавка в среде защитных газов являются высокопроизводительным процессом, сущность которого заключается в том, что защиту расплавленного [металла от вредного действия кислорода и азота воздуха осуществляет газ (давление 0,05—0,2 МПа), вытесняющий при выходе из сопла газоэлектрической горелки воздух из зоны сварки (рис. 83). При сварке стальных и чугунных деталей обычно применяется углекислый газ (С02). Установка для сварки и наплавки деталей в среде углекислого газа показана на рис. 84.
83). При сварке стальных и чугунных деталей обычно применяется углекислый газ (С02). Установка для сварки и наплавки деталей в среде углекислого газа показана на рис. 84.
Окисляющее действие кислорода, образующегося при сгорании углекислого газа, приводит к повышенному выгоранию элементов основного металла (углерода, марганца, кремния идр.), что ухудшает качество шва и вызывает образование пор. Для нейтрализации реакции окисления при сварке в среде углекислого газа применяются проволоки (диаметром 0,8—-2,5 мм) с повышенным содержанием марганца и кремния (Св-08Г2С, Св-12Г2С, Нп-ЮГЗ и др.).
Рис. 81. Сварочная головка А874Н
Сварка и наплавка в среде углекислого газа ведутся полуавтоматами, например А-547, постоянным током обратной поляр-
Таблица 18
Рис. 82. Схема наплавки и накатки роликами шеек вала: 1 — накатные ролики; 2 — деталь; 8 — мундштук; 4 — флюсопровод; 5 — шлако- удаляющий резец; 6 — шлаковая корка
ности при плотности тока 150—200 А/мм2. В качестве источника тока применяются сварочные преобразователи типа ПСГ и выпрямители ВС-400.
В качестве источника тока применяются сварочные преобразователи типа ПСГ и выпрямители ВС-400.
Сваркой в среде углекислого газа сваривают детали толщиной 0,6 мм в любом пространственном положении, а также непосредственно на машинах. Наплавкой восстанавливают резьбы, шлицы, вилки кардана и другие детали диаметром от 10 до 60 мм. Наплавку ведут в автоматическом режиме, для чего сварочные головки устанавливают на суппорте токарно-винторезного станка.
Рис. 83. Схема сварки в среде защитного газа: 1 — газовое сопло; 2 — плавящийся электрод; 3 — дуга; 4 — защитный газ
Сварка и наплавка в среде водяного пара нашли широкое применение в ремонтных предприятиях. В отличие от сварки в среде углекислого газа функцию защиты расплавленного металла от воздуха в этом случае выполняет водород, получаемый при распаде пара при температуре около 4000 °С. Преимущество этого метода заключается в ведении процесса без защитных средств (флюса, газа), что упрощает и удешевляет его.
Рис. 84. Схема установки для полуавтоматической наплавки в среде углекислогогаза:
1 — баллон с газом; 2 — осушитель; 3 — нагреватель; 4 редуктор; 5 — расходомер; 6 — регулятор давления газа; 7 — электромагнитный клапан; 8 — аппаратный ящик; 9 — механизм подачи проволоки; 10 — горелка; 11 — восстанавливаемая деталь; 12 — источник тока
Для наплавки в среде водяного пара применяют шланговые полуавтоматы ПШ-54, предназначенные для сварки под флюсом; вместо бункера к ним подсоединяют шланг, подводящий пар под давлением 0,02—0,03 МПа от ресивера парообразователя. Источники питания тока и сварочные проволоки применяют те же, что и при сварке в среде углекислого газа.
Наплавкой в среде водяного пара восстанавливают стальные и чугунные детали с твердостью до НВ 275—285 с износом более 1 мм на сторону (опорные катки, поддерживающие ролики, кривошипы и др.), заваривают трещины и раковины в корпусных деталях из чугуна и прочие детали.
Автоматическая вибродуговая наплавка ведется электродом, имеющим продольные колебания, создаваемые электрическим или механическим вибратором, в струе жидкости, углекислого газа, в воздушной среде или под слоем флюса. Деталь 3 (рис, 85) устанавливают в центрах токарно-винторезного станка. Электродная проволока из кассеты подается в зону сварки подающим механизмом через мундштук под углом к оси детали. С помощью вибратора электрод колеблется (90—100 колебаний в секунду) и в результате этого он периодически замыкается и размыкается с деталью, и расплавившийся конец электрода в виде капли металла переходит в сварочную ванну на детали.
Деталь 3 (рис, 85) устанавливают в центрах токарно-винторезного станка. Электродная проволока из кассеты подается в зону сварки подающим механизмом через мундштук под углом к оси детали. С помощью вибратора электрод колеблется (90—100 колебаний в секунду) и в результате этого он периодически замыкается и размыкается с деталью, и расплавившийся конец электрода в виде капли металла переходит в сварочную ванну на детали.
Рис. 85. Схема установки для вибродуговой наплавки
Наплавку предпочтительно вести постоянным током (напряжение 14—20 В, плотность тока 60—80 А/мм2) обратной полярности с включением в цепь регулируемого индуктивного резистора, который стабилизирует процесс и повышает его к. п. д. Охлаждающая жидкость (4—6%-ный водный раствор кальцинированной соды), подаваемая в зону наплавки с помощью электродвигателя и насоса, интенсивно охлаждает и одновременно закаляет наплавленный слой металла.
Станок оборудуется редуктором, понижающим частоту вращения шпинделя в пределах 0,5—10 об/мин. Для автоматической вибродуговой наплавки выпускаются несколько типов головок. Наибольшее применение получили головки УАНЖ-6, КУМА-5М, ГВМК-2. Наплавку стальных деталей ведут электродной проволокой диаметром 1—2,4 мм марок Св-ЮГ, Св-Г2С (твердость до НВ 300), Нп-40, Нп-30, ХГСА (твердость НВ 300—450), для деталей из чугуна применяют проволоку Св-08, Св-10ГА. Вибрацию электрода устанавливают в пределах 0,75—1 его диаметра, а угол наклона р = 35ч-45°.
Для автоматической вибродуговой наплавки выпускаются несколько типов головок. Наибольшее применение получили головки УАНЖ-6, КУМА-5М, ГВМК-2. Наплавку стальных деталей ведут электродной проволокой диаметром 1—2,4 мм марок Св-ЮГ, Св-Г2С (твердость до НВ 300), Нп-40, Нп-30, ХГСА (твердость НВ 300—450), для деталей из чугуна применяют проволоку Св-08, Св-10ГА. Вибрацию электрода устанавливают в пределах 0,75—1 его диаметра, а угол наклона р = 35ч-45°.
Особенность этого процесса заключается в мелкокапельном переходе металла с электрода на деталь, образования минимально возможной сварочной ванны и получения при этом прочного сплавления электродного металла с основным. Небольшой нагрев детали (70—90 °С) и незначительная глубина зоны термического влияния исключают деформацию ее в процессе наплавки. Однако вибродуговая наплавка не дает хорошего перемешивания присадочного металла с основным, наплавленный слой неоднороден по твердости и структуре. Охлаждение металла жидкостью создает в нем термические напряжения, образующие трещины, предел выносливости детали значительно снижается.
Предел выносливости может быть повышен поверхностным наклепом или одновременным с наплавкой воздействием пластической деформации накатными роликами, а также наплавкой без охлаждения жидкостью.
Вибродуговая наплавка применяется для восстановления цилиндрических поверхностей диаметром 15—80 мм при износах до 2 мм на сторону, склонных к короблению при наплавке другими способами, подвергавшихся термической обработке и испытывающих статическую нагрузку (шейки под сальники, шейки распределительных валов и подобные).
Рис. 86. Схема газовой сварочной установки:
1 — горелка; 2 — деталь; 3 — присадочный материал; 4 — шланги; 5 — редуктор; б — баллон с кислородом; 7 — ацетиленовый генератор; 8 — очиститель; 9 — водный затвор
Газовая сварка (рис. 86) применяется главным образом для сварки деталей толщиной до 3 мм, деталей из чугуна и цветных металлов. Сварка происходит путем нагрева деталей и присадочного материала до расплавленного состояния пламенем, образующимся при сгорании газов в струе кислорода. В качестве горючих газов обычно применяются ацетилен и пропан-бутан, создающие температуру сварочного пламени до 3250 и 2000 °С соответственно.
В качестве горючих газов обычно применяются ацетилен и пропан-бутан, создающие температуру сварочного пламени до 3250 и 2000 °С соответственно.
В зависимости от соотношения количества кислорода и горючего газа пламя может быть нейтральное, восстановительное (с избытком газа) и окислительное (при избытке кислорода). Сварку стальных деталей ведут нейтральным пламенем, деталей из чугуна и цветных металлов —с небольшим избытком ацетилена, резка металла выполняется окислительным пламенем. Сварочную горелку выбирают таким образом, чтобы обеспечивалась мощность пламени из расчета расхода 100—120 л/ч ацетилена на 1 мм толщины металла. Наконечники к горелкам выбирают по толщине металла.
В качестве присадочного материала при сварке деталей из стали и цветных металлов применяют прутки того же химического состава, что и основной металл. Для защиты расплавленного металла от окисления применяют флюсы различных марок. После сварки шов следует зачистить до полного удаления остатков флюса.
Сварка чугуна связана с определенными трудностями, обусловленными такими его свойствами, как неоднородность его состава и структуры, значительное содержание углерода и кремния, низкая пластичность и др. При сварке (вследствие местного нагрева и быстрого охлаждения) в деталях возникают напряжения, результатом которых может быть появление трещин в шве и околошовной зоне.
Уменьшение отрицательного воздействия высоких температур сварки достигается общим нагревом детали до температуры 600— 700 °С, в процессе сварки деталь не должна охлаждаться ниже 500 °С.
Газовую сварку чугуна выполняют восстановительным пламенем, присадочным материалом при этом являются прутки типов А и Б, в качестве флюса используется прокаленная бура.
Электросварку нагретых деталей ведут в нижнем положении постоянным током обратной полярности с применением чугунных прутков диаметром 3—5 мм с обмазкой, состоящей из мела и графита (по 50%) и жидкого стекла, электродом ОМЧ-1. После сварки детали подвергают отжигу при температуре 600—650 °С с постепенным охлаждением в печи. ЦН-4, медно-железноникелевыми МНЧ-1, а также электродами ОЗЧ-1, АНЧ-1, ЖНБ-1 и другими прерывистыми участками длиной 30—50 мм вразброс с промежуточным охлаждением и проковыванием шва в горячем состоянии, постоянным током обратной полярности при пониженной плотности тока (30—35 А/мм2).
ЦН-4, медно-железноникелевыми МНЧ-1, а также электродами ОЗЧ-1, АНЧ-1, ЖНБ-1 и другими прерывистыми участками длиной 30—50 мм вразброс с промежуточным охлаждением и проковыванием шва в горячем состоянии, постоянным током обратной полярности при пониженной плотности тока (30—35 А/мм2).
При сварке деталей из ковкого чугуна применяются латунные стержни‘2Л-62 или электроды МНЧ-1.Во всех случаях перед сваркой трещины разделывают под углом 120—140° на глубину 3—5 мм, по концам трещин сверлят отверстия диаметром 3—5 мм, зону сварки очищают от грязи, масла, продуктов коррозии.
Охватываемые поверхности чугунных деталей восстанавливают наплавкой под флюсом с помощью расплавляемой оболочки из малоуглеродистой стали толщиной до 1 мм. Этой оболочкой покрывают восстанавливаемую поверхность. Оболочка препятствует прямому воздействию дуги на чугун, уменьшает глубину про- плавления детали, снижает температуру расплавленного чугуна. Наплавленный таким способом слой металла не имеет пор, раковин, трещин, повышается износостойкость, а предел выносливости снижается значительно меньше, чем при других способах наплавки.
В последнее время в ремонтное производство внедряется новый высокопроизводительный метод полуавтоматической сварки деталей из серого, ковкого и высокопрочного чугуна без нагрева самозащитной проволокой ПАНЧ-11.
Этим методом заваривают трещины на водяных рубашках, в масляных каналах блоков цилиндров, в перемычках между цилиндрами и клапанными гнездами, заваривают пробоины, приваривают отбитые несущие части в деталях с толщиной стенки 5—15 мм.
Сварка проволокой ПАНЧ-11 диаметром 1,2 мм выполняется открытой дугой (без дополнительной защиты газом или флюсом), постоянным током прямой полярности (ток 100—140 А, напряжение 14—18 В и скорость сварки 0,15—0,25 см/с). Эта проволока изготовлена из специального сплава на основе никеля, образует шов, отличающийся высокой прочностью, пластичностью и хорошей обрабатываемостью любым режущим инструментом.
При выборе формы и разделки трещин необходимо учитывать, что глубина проплавления проволокой составляет 2 мм. Способы разделки сквозных трещин приводятся на рис. 87. Разделка должна производиться строго по трещине. Сварка ведется участками длиной 30—50 мм, а с предварительным нагревом до температуры 150—250 °С—-участками до 80—120 мм шланговыми полуавтоматами А-547 и другими в комплекте с выпрямителями или преобразователями, дающими жесткую характеристику сварочного тока.
87. Разделка должна производиться строго по трещине. Сварка ведется участками длиной 30—50 мм, а с предварительным нагревом до температуры 150—250 °С—-участками до 80—120 мм шланговыми полуавтоматами А-547 и другими в комплекте с выпрямителями или преобразователями, дающими жесткую характеристику сварочного тока.
Рис. 87. Схема разделки сквозных трещин в деталях из чугуна под сварку проволокой ПАНЧ-11
Сварка деталей из алюминия и его сплавов ведется с помощью электрической дуги или пламенем газовой горелки. Лучшие результаты могут быть получены электродуговой сваркой в защитной среде аргона неплавящимся вольфрамовым электродом (аргонодуговая сварка). Сварка может производиться с присадочным материалом или без него — за счет расплавления кромок основного металла.
В качестве присадочного материала применяются стержни того же состава, что и основной металл, или специальные, в состав которых входит 92—95% алюминия и 8—5% кремния.
Рис. 88. Схема установки для электролитического осаждения металлов
Электросварку алюминиевых сплавов можно выполнять плавящимися электродами марок ОЗА-1 и ОЗА-2, в состав обмазки которых входят флюсы, растворяющие тугоплавкие окислы. Сварку ведут постоянным током обратной полярности, короткой дугой без перерыва при плотности тока до 40 А/мм2. Перед сваркой деталь нагревают до температуры 170—190 °С. Детали сложной формы после сварки подвергают отжигу при температуре 300— 350 °С с медленным охлаждением.
Сварку ведут постоянным током обратной полярности, короткой дугой без перерыва при плотности тока до 40 А/мм2. Перед сваркой деталь нагревают до температуры 170—190 °С. Детали сложной формы после сварки подвергают отжигу при температуре 300— 350 °С с медленным охлаждением.
—-
Электродуговая сварка и наплавка характеризуются универсальностью, высокой производительностью, низкой стоимостью процесса, а также возможностью получения высокого качества соединения деталей и наплавленного слоя металла и поэтому широко распространены при ремонте машин. Сваркой и наплавкой восстанавливают до 60% изношенных деталей, при этом большую часть неисправностей восстанавливают наплавкой. Сваркой заделывают трещины и пробоины, соединяют части сломанных деталей.
Наплавке и сварке подвергаются, как правило, стальные и чугунные детали. Основными признаками, характеризующими свариваемость сталей, является склонность к образованию трещин и механические свойства сварного соединения или наплавленной поверхности. По свариваемости условно различают четыре группы сталей и в соответствии с этим выбирают условия наплавки и сварки.
По свариваемости условно различают четыре группы сталей и в соответствии с этим выбирают условия наплавки и сварки.
Хорошо, без предварительного нагрева, свариваются и наплавляются детали из малоуглеродистой (до 0,3%) стали. Удовлетворительно, с предварительным или сопутствующим нагревом или без нагрева, но с последующим отпуском свариваются или наплавляются детали из углеродистой (до 0,4%) и легированной сталей. Плохо, только с предварительным и сопутствующим подогревом с обязательной последующей термической обработкой, наплавляются и свариваются детали из высокоуглеродистой легированной стали. Чугунные детали обладают плохой свариваемостью и поэтому их сваривают и наплавляют с применением специальной технологии с обязательной термической обработкой.
При ремонте машин применяют ручную и механизированную наплавку постоянным и переменным током прямой полярности, когда деталь подключают к положительному полюсу, и обратной, когда деталь подключают к отрицательному полюсу.
Вид и полярность тока определяются маркой металла, конструкцией детали. При сварке постоянным током дуга более устойчива и получается более качественный шов. В этом случае можно регулировать распределение тепла, образующегося при горении дуги: на аноде выделяется 43% тепла, на катоде — 37%, что обусловливает применение обратной полярности при сварке и наплавке тонкостенных деталей.
При сварке постоянным током дуга более устойчива и получается более качественный шов. В этом случае можно регулировать распределение тепла, образующегося при горении дуги: на аноде выделяется 43% тепла, на катоде — 37%, что обусловливает применение обратной полярности при сварке и наплавке тонкостенных деталей.
Ручная наплавка в основном выполняется плавящимися электродами с толстой (качественной) обмазкой, в состав которой входят стабилизирующие, газо- и шлакообразующие, раскисляющие.
легирующие и связующие компоненты. Стержни электродов изготовляют из углеродистых или легированных сварочных проволок (Св-08, Св-1012 и др.) или наплавочных (Нп-40, Нп-50, Нп-1073 и др.) диаметром от 2 до 6 мм.
Марки электродов выбирают в соответствии с химическим составом восстанавливаемой детали и требованиями к прочности сварного шва или износостойкости наплавленного металла. Для сварки металлоконструкций грузоподъемных машин используют электроды типа Э-42А-Ф марок УОНИИ-13/45, СМ-11, ОЗС-2 и др. , а при наплавке — 03H-250, ОЗН-ЗОО, ЦН-250, Т-590 и др. Высокую твердость наплавленного слоя можно получить применением трубчатых электродов марок ЭТН-1, ЭТН-2 и др.
, а при наплавке — 03H-250, ОЗН-ЗОО, ЦН-250, Т-590 и др. Высокую твердость наплавленного слоя можно получить применением трубчатых электродов марок ЭТН-1, ЭТН-2 и др.
К режимам ручной дуговой сварки и наплавки относятся вид и полярность тока, диаметр электрода, длина дуги, скорость сварки (наплавки). Диаметр электрода при сварке выбирают в зависимости от толщины свариваемых элементов, а при наплавке — в зависимости от толщины наплавляемого слоя. Сварочный ток определяется главным образом диаметром электрода.
Длина дуги (расстояние между концом электрода и сварочной ванной) находится в пределах 0,5—1,2 диаметра электрода и зависит от марки электрода, положения шва в пространстве. При очень короткой дуге шов плохо формируется, при чрезмерно большой уменьшается глубина провара, увеличивается разбрызгивание и образуются поры.
Подготовка деталей под сварку заключается в разделке фасок стыкуемых деталей, разделке трещин, тщательной очистке деталей в зоне сварки до металлического блеска. Перед наплавкой изношенные поверхности деталей очищают металлическим песком или щеткой, удаляют нагревом до 250—300 °С остатки нефтепродуктов, стачивают старую наплавку или снимают слой металла 0,5—1 мм, что обеспечивает образование однородной и качественной структуры наплавленного слоя.
Перед наплавкой изношенные поверхности деталей очищают металлическим песком или щеткой, удаляют нагревом до 250—300 °С остатки нефтепродуктов, стачивают старую наплавку или снимают слой металла 0,5—1 мм, что обеспечивает образование однородной и качественной структуры наплавленного слоя.
Чтобы не допустить искривление деталей, швы накладывают в такой последовательности, что деформация от предыдущего компенсируется обратной деформацией следующего шва. С этой целью применяют кондукторы для сварки деталей в закрепленном состоянии.
Широкое распространение при ремонте деталей получила наплавка под слоем флюса. Сущность этого метода состоит в том, что в зону дуги подается флюс толщиной 50—60 мм, который закрывает дугу и плавится под воздействием ее тепла. Это позволяет полностью или частично автоматизировать наплавку поверхностей.
В качестве присадочного материала используется неизолированная проволока, а функции обмазки электродов выполняют флюсы. Если подача электродной проволоки и перемещение дуги вдоль наплавляемой поверхности механизированы — говорят об автоматической наплавке; если же механизирована только подача электродной проволоки, а дуга перемещается вручную — говорят об полуавтоматической наплавке.
Марка флюса и проволоки определяется требованиями, предъявляемыми к наплавленному слою. Детали из малоуглеродистых и низколегированных сталей наплавляют проволокой диаметром 1,2—2,5 мм марок Св-08, Св-ЮА, Нп-30, Нп-40 и др., а из легированных сталей — марок Св-18ХГСА, Нп-ЗОХГСА, порошковыми проволоками марок ПП-ЗХ2В8, ПП-Х42ВФ и др. Высокую износостойкость наплавленного слоя можно получить наплавкой проволоки Нп-2Х14.
Для наплавки применяют плавящиеся марганцовистые флюсы марок АН-348А и ОСЦ-45, с помощью которых наплавляемый слой легируется марганцем, повышающим его вязкость и твердость. Наплавкой проволокой Св-08 под керамическим флюсом АНК-19 можно получить твердость наплавленной поверхности HRC 45—49. Наибольшее применение находят сварочные головки А-580М, ПШ-54, А-874Н. Сварочную головку, показанную на рис. 47, используют для наплавки и сварки под флюсом плоских деталей, круглых поверхностей сплошной и порошковой проволокой диаметром до 6 мм, ленточйым электродом шириной до 120 мм.
Наплавка под флюсом широко применяется при восстановлении валов, осей и других деталей диаметром более 50 мм, имеющих износ более 1—1,5 мм на сторону. Наплавка деталей диаметром до 50 мм затруднена из-за стекания металла, осыпания флюса, возможности прожога и коробления деталей.
Наплавляемую поверхность и электродную проволоку необходимо перед наплавкой обезжирить, зачистить до металлического блеска, выправить погнутые детали, заварить трещины и удалить наклеп. При необходимости исправляют центровые отверстия.
Совмещение процесса наплавки под флюсом с применением накатных роликов (рис. 48) повышает качество наплавленного слоя.
Один из эффективных способов получения наплавленных поверхностей при ремонте деталей — это наплавка в среде защитных (инертных) газов. Сущность метода состоит в том, что в зону дуги, горящей между наплавляемой деталью и электродом, непрерывно подастся защитный газ (рис. 49). При сварке используют углекислый газ (С02), для нейтрализации реакции окисления при сварке применяют проволоки (диаметром 0,8—2,5 мм) с повышенным содержанием марганца и кремния (Св-08Г2С, Св-12Г2С, Нп-10ГЗ и др. ), а при наплавке деталей — проволоки 18ХГСА, Нп-ЗОХГСА, Нп-65Г и др. Для наплавки в среде защитных газов используют специальные автоматы (АДПГ-500, АТП-2 и др.) и полуавтоматы (А-547Р, ПШП-10 и др.).
), а при наплавке деталей — проволоки 18ХГСА, Нп-ЗОХГСА, Нп-65Г и др. Для наплавки в среде защитных газов используют специальные автоматы (АДПГ-500, АТП-2 и др.) и полуавтоматы (А-547Р, ПШП-10 и др.).
К разновидностям наплавки в среде защитных газов относится наплавка в среде водяного пара. В отличие от сварки в среде углекислого газа функцию защиты расплавленного металла от воздуха выполняет водород, получаемый в результате распада пара при температуре около 4000°С. Для наплавки в среде водяного пара применяют шланговые полуавтоматы ПШ-54, предназначенные для сварки под флюсом. Вместо бункера к ним подсоединяют шланг, подводящий пар под давлением 0,02—0,03 МПа от ресивера парообразователя.
Сущность автоматической вибродуговой наплавки состоит в том, что электроду сообщаются продольные колебания, создаваемые электрическим или механическим способом, в струе жидкости, углекислого газа, в воздушной среде или под слоем флюса. Деталь (рис. 50) устанавливают в центрах токарно-винторезного станка. Электродная проволока из кассеты подается в зону сварки подающим механизмом через мундштук под углом к оси детали. С помощью вибратора электрод совершает 90—100 колебаний в секунду, в результате чего происходит периодическое замыкание и размыкание его с деталью, а расплавившийся конец электрода в виде капли металла переходит в сварочную ванну на детали. Наплавку предпочтительно вести постоянным током (напряжение 14—20 В, плотность тока 60—80 А/мм2) обратной полярности с включением в цепь регулируемого индуктивного резистора, который стабилизирует процесс и повышает его к.п.д. Охлаждающая жидкость (4—6%-ный водный раствор кальцинированной соды), подаваемая в зону наплавки с помощью электродвигателя и насоса, интенсивно охлаждает и одновременно закаляет наплавленный слой металла. Обработанная жидкость собирается в резервуар.
Электродная проволока из кассеты подается в зону сварки подающим механизмом через мундштук под углом к оси детали. С помощью вибратора электрод совершает 90—100 колебаний в секунду, в результате чего происходит периодическое замыкание и размыкание его с деталью, а расплавившийся конец электрода в виде капли металла переходит в сварочную ванну на детали. Наплавку предпочтительно вести постоянным током (напряжение 14—20 В, плотность тока 60—80 А/мм2) обратной полярности с включением в цепь регулируемого индуктивного резистора, который стабилизирует процесс и повышает его к.п.д. Охлаждающая жидкость (4—6%-ный водный раствор кальцинированной соды), подаваемая в зону наплавки с помощью электродвигателя и насоса, интенсивно охлаждает и одновременно закаляет наплавленный слой металла. Обработанная жидкость собирается в резервуар.
Рис. 47. Сварочная головка А-874Н
Рис. 48. Схема наплавки и накатки роликами шейки вала:
1 — накатные ролики; 2 — деталь- 3 — мундштук; 4 – флюсопровод; 5 – ‘шлако-удаляющий резец; 6 — шлаковая корка
Рис. 49. Схема сварки в среде защитного газа:
49. Схема сварки в среде защитного газа:
1 — газовое сопло; 2 — плавящийся электрод; 3 — дуга; 4 — защитный газ
Рис. 50. Схема установки для вибродуговой наплавки
Для автоматической вибродуговой наплавки выпускается несколько типов головок. Наибольшее применение получили головки УАНЖ-6, КУМА-5М, ГВМК-2. Наплавку стальных деталей ведут электродной проволокой диаметром 1—2,4 мм марок Св-10Г. Св-Г2С (твердость до НВ 300), Нп-40, Нп-30, ХГСА (твердость НВ 300—450), для деталей из чугуна применяют проволоки Св-08, Св-ЮГА. Вибрацию электрода устанавливают в пределах 0,75—1 его диаметра, а угол наклона р = 35—45°.
Вибродуговая наплавка не обеспечивает хорошего перемешивания присадочного металла с основным, наплавленный слой неоднороден по твердости и структуре. Этот способ наплавки применяется для восстановления цилиндрических поверхностей диаметром 15—80 мм при износах до 2 мм на сторону, склонных к короблению при наплавке другими способами, подвергающихся термической обработке и испытывающих статическую нагрузку.
Помимо рассмотренных, весьма перспективными при восстановлении деталей являются такие процессы, как наплавка электродной лентой, электроконтактное напекание порошка, электроконтактная наплавка проволоки или ленты, а также плазменная наплавка.
Сварка чугуна связана с определенными трудностями, обусловленными такими его свойствами, как неоднородность состава и структуры, значительное содержание углерода и кремния, низкая пластичность и др. При сварке (вследствие местного нагрева и быстрого охлаждения) в деталях возникают напряжения, результатом которых может быть появление трещин в шве и околошовной зоне.
Уменьшение отрицательного воздействия высоких температур сварки достигается общим нагревом детали до температуры 600— 700 °С, в процессе сварки деталь не должна охлаждаться ниже 500 °С.
Электросварку нагретых деталей ведут в нижнем положении постоянным током обратной полярности с применением чугунных прутков диаметром 3—5 мм с обмазкой, состоящей из мела и графита (по 50%) и жидкого стекла, а также электродом ОМЧ-1. После сварки детали отжигают при температуре 600—650 °С с постепенным охлаждением в печи.
После сварки детали отжигают при температуре 600—650 °С с постепенным охлаждением в печи.
Холодную электросварку (сварку с местным нагревом) чугуна выполняют стальными электродами УОНИ-13/45 (при многослойной наплавке), чугунными электродами ЦН-4, медно-железонике-левыми МНЧ-1, а также электродами ОЗЧ-1, АНЧ-1, ЖНБ-1 и другими прерывистыми участками длиной 30—50 мм вразброс с промежуточным охлаждением и приковыванием шва в горячем состоянии, постоянным током обратной полярности при пониженной плотности тока (30—35 А/мм2).
Восстановление деталей из ковкого чугуна, наиболее склонного к отбеливанию, рекомендуется производить пайкой — сваркой ацетилено-кислородным пламенем латунным электродом марок ЛОМНА-54, Л-62 с использованием флюса ФПСН-2 с нагревом кромок детали до 700—750 °С.
Широкое распространение в практике ремонта машин получил метод сварки базовых деталей из серого, ковкого и высокопрочного чугуна без нагрева самозащитной проволокой ПАНЧ-11. Этим методом заваривают трещины, приваривают отбитые несущие части в деталях с толщиной стенки 5—15 мм. Сварка проволокой ПАНЧ-11 диаметром 1,2 мм выполняется открытой дугой (без дополнительной защиты газом или флюсом), постоянным током прямой полярности (ток 100—140 А, напряжение 14—18 В и скорость сварки 0,15—0,25 см/с). Проволока изготовлена из специального сплава на основе никеля. Шов отличается высокой прочностью, пластичностью и хорошей обрабатываемостью режущим инструментом.
Сварка проволокой ПАНЧ-11 диаметром 1,2 мм выполняется открытой дугой (без дополнительной защиты газом или флюсом), постоянным током прямой полярности (ток 100—140 А, напряжение 14—18 В и скорость сварки 0,15—0,25 см/с). Проволока изготовлена из специального сплава на основе никеля. Шов отличается высокой прочностью, пластичностью и хорошей обрабатываемостью режущим инструментом.
При выборе формы и разделки трещин необходимо учитывать, что глубина проплавления проволокой 2 мм. Схема разделки сквозных трещин показана на рис. 51. Разделка должна производиться строго по трещине. Сварка ведется участками длиной 30—50 мм, а с предварительным нагревом до 150—250 °С — участками до 80—120 мм шланговыми полуавтоматами в комплекте с выпрямителями или преобразователями, дающими жесткую характеристику сварочного тока.
Сварка деталей из алюминия и его сплавов ведется с помощью электрической дуги или пламенем газовой горелки. Лучшие результаты могут быть получены электродуговой сваркой в защитной среде аргона неплавящимся вольфрамовым электродом (арго-нодуговая сварка). Сварка может производиться с присадочным материалом или без него — за счет расплавления кромок основного металла. В качестве присадочного материала применяют стержни того же состава, что и основной металл, или специальные, в состав которых входит 92—95% алюминия и 8—5% кремния.
Сварка может производиться с присадочным материалом или без него — за счет расплавления кромок основного металла. В качестве присадочного материала применяют стержни того же состава, что и основной металл, или специальные, в состав которых входит 92—95% алюминия и 8—5% кремния.
Электродуговую сварку деталей из сплавов алюминия можно выполнять плавящимися электродами марок ОЗА-1 и ОЗА-2, в состав обмазки которых входят флюсы, растворяющие тугоплавкие окислы. Сварку ведут постоянным током обратной полярности, короткой дугой без перерыва при плотности тока 35—40 А/мм2. Перед сваркой детали нагревают до 200—250°С, а после сварки подвергают отжигу при температуре 300—350 °С и медленно охлаждают.
Рис. 51. Схема разделки сквозных трещин в деталях из чугуна под сварку проволокой ПАНЧ-11
Рис. 52. Схема газовой сварочной установки:
1 — горелка; 2 — деталь; 3 — присадочный материал; 4 — шланги; 5 — редуктор; 6 — баллон с кислородом; 1 — ацетиленовый генератор; 8 — очиститель; 9 —водный затвор
Газовую сварку (рис. 52) применяют главным образом для сварки стальных деталей толщиной до 3 мм, деталей из чугуна и цветных металлов. Сварка происходит нагревом деталей и присадочного материала до расплавленного состояния пламенем, образующимся при сгорании газов в струе кислорода. В качестве горючих газов обычно применяют ацетилен и пропан-бутан, создающие температуру сварочного пламени до 3250 и 2000 °С соответственно.
52) применяют главным образом для сварки стальных деталей толщиной до 3 мм, деталей из чугуна и цветных металлов. Сварка происходит нагревом деталей и присадочного материала до расплавленного состояния пламенем, образующимся при сгорании газов в струе кислорода. В качестве горючих газов обычно применяют ацетилен и пропан-бутан, создающие температуру сварочного пламени до 3250 и 2000 °С соответственно.
В зависимости от соотношения кислорода и горючего газа пламя может быть нейтральное, восстановительное (с избытком газа) и окислительное (при избытке кислорода). Сварку стальных деталей ведут нейтральным пламенем, деталей из чугуна и цветных металлов — с небольшим избытком ацетилена, резку металла выполняют окислительным пламенем. Сварочную горелку выбирают таким образом, чтобы обеспечивалась мощность пламени из расчета расхода 100—120 л/ч ацетилена на 1 мм толщины металла. Наконечники к горелкам выбирают по толщине металла.
В качестве присадочного материала при сварке деталей из стали и цветных металлов применяют прутки того же химического состава, что и основной металл. Для защиты расплавленного металла от окисления применяют флюсы различных марок. После сварки шов следует зачистить до полного удаления остатков флюса.
Для защиты расплавленного металла от окисления применяют флюсы различных марок. После сварки шов следует зачистить до полного удаления остатков флюса.
Газовую сварку чугуна выполняют восстановительным пламенем, присадочным материалам при этом являются прутки типов А и Б, в качестве флюса используют прокаленную буру; сварку деталей из сплавов алюминия производят строго нейтральным пламенем без флюса горелкой, обеспечивающей расход ацетилена 0,075—0,1 м3/ч на 1 мм толщины свариваемого металла. Образующуюся при этом окисную пленку удаляют стальными скребками.
Как правильно настроить сварочный полуавтомат, признаки неверной настройки
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
- напряжение дуги – изменение этого параметра влияет на значение силы тока;
- сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
- расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.

Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
- незначительный ремонт оборудования, установка новых комплектующих;
- изменение химического состава газовой смеси, применяемой как защитная среда;
- перепады и скачки напряжения электрического тока, питающего аппарат;
- использование присадочной проволоки другой марки и/или с иным составом.
Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.
Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
- Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
- Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты.
 Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной. - Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
- Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
- Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
- Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
- При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы.
 При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:
Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
- Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ.
 Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков. - С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.
Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
- В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
- При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см.
 Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм. - Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:
Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
- Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
- При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
- Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
- При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
- Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
- При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.

- Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.
Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:
Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Полуавтоматическая генерация поверхностей ручья с помощью эскиза
. 2018 сен;24(9):2622-2635.
doi: 10.1109/TVCG.2017.2750681.
Epub 2017 15 сентября.
Джун Тао, Чаоли Ван
PMID:
28922122
DOI:
10.
 1109/ТВКГ.2017.2750681
1109/ТВКГ.2017.2750681
Джун Тао и др.
IEEE Trans Vis Comput Graph.
2018 Сентябрь
. 2018 сен;24(9):2622-2635.
doi: 10.1109/TVCG.2017.2750681.
Epub 2017 15 сентября.
Авторы
Джун Тао, Чаоли Ван
PMID:
28922122
DOI:
10.1109/ТВКГ.2017.2750681
Абстрактный
Мы представляем полуавтоматический подход к генерации поверхности потока. Наш подход основан на гипотезе о том, что хорошие кривые затравки можно вывести из набора линий тока. Имея набор плотно прочерченных линий потока над полем потока, мы разрабатываем интерфейс на основе эскизов, который позволяет пользователям описывать воспринимаемые ими схемы потока посредством рисования простых штрихов непосредственно поверх результатов визуализации линий потока. На основе 2D-хода мы идентифицируем 3D-кривую затравки и создаем поверхность потока, которая фиксирует схему потока линий тока в самом внешнем слое. Затем мы удаляем линии тока, узоры которых перекрываются поверхностью потока. Повторяя этот процесс, пользователи могут очищать поток, заменяя линии тока настраиваемыми поверхностями слой за слоем. Кроме того, мы предлагаем схему оптимизации для определения оптимальной кривой затравки вблизи исходной кривой затравки на основе показателей качества поверхности. Для поддержки интерактивной оптимизации мы разрабатываем параллельную стратегию оценки качества поверхности, которая оценивает качество исходной кривой без создания поверхности. Наш интерфейс на основе эскизов использует интуитивно понятную метафору рисования, с которой знакомо большинство пользователей.
Имея набор плотно прочерченных линий потока над полем потока, мы разрабатываем интерфейс на основе эскизов, который позволяет пользователям описывать воспринимаемые ими схемы потока посредством рисования простых штрихов непосредственно поверх результатов визуализации линий потока. На основе 2D-хода мы идентифицируем 3D-кривую затравки и создаем поверхность потока, которая фиксирует схему потока линий тока в самом внешнем слое. Затем мы удаляем линии тока, узоры которых перекрываются поверхностью потока. Повторяя этот процесс, пользователи могут очищать поток, заменяя линии тока настраиваемыми поверхностями слой за слоем. Кроме того, мы предлагаем схему оптимизации для определения оптимальной кривой затравки вблизи исходной кривой затравки на основе показателей качества поверхности. Для поддержки интерактивной оптимизации мы разрабатываем параллельную стратегию оценки качества поверхности, которая оценивает качество исходной кривой без создания поверхности. Наш интерфейс на основе эскизов использует интуитивно понятную метафору рисования, с которой знакомо большинство пользователей. Мы представляем результаты с использованием нескольких наборов данных, чтобы показать эффективность нашего подхода.
Мы представляем результаты с использованием нескольких наборов данных, чтобы показать эффективность нашего подхода.
Похожие статьи
FlowNet: платформа глубокого обучения для кластеризации и выбора линий тока и поверхностей потоков.
Хань Дж., Тао Дж., Ван С.
Хан Дж. и др.
IEEE Trans Vis Comput Graph. 2020 апр; 26(4):1732-1744. doi: 10.1109/TVCG.2018.2880207. Epub 2018 12 ноября.
IEEE Trans Vis Comput Graph. 2020.PMID: 30418910
Меры сходства для улучшения интерактивного упорядоченного заполнения.
Маклафлин Т., Джонс М.В., Ларами Р.С., Малки Р., Мастерс I, Хансен К.Д.
Маклафлин Т. и др.
IEEE Trans Vis Comput Graph. 2013 авг; 19 (8): 1342-53. doi: 10.1109/TVCG.2012.150.
IEEE Trans Vis Comput Graph. 2013.
2013.PMID: 23744264
Параллельное размещение потоков для 2D-полей потока.
Чжан В., Ван Ю., Чжан Дж., Лю Б., Нин Дж.
Чжан В. и др.
IEEE Trans Vis Comput Graph. 2013 июль; 19 (7): 1185-98. doi: 10.1109/TVCG.2012.169.
IEEE Trans Vis Comput Graph. 2013.PMID: 22889829
Иерархические потоковые пакеты.
Ю Х., Ван С., Шен К.К., Чен Д.Х.
Ю Х и др.
IEEE Trans Vis Comput Graph. 2012 авг; 18 (8): 1353-67. doi: 10.1109/TVCG.2011.155.
IEEE Trans Vis Comput Graph. 2012.PMID: 21931177
3D-SSF: Биологический подход к динамической группировке трактов белого вещества с несколькими субъектами.

Чекир А., Хассас С., Деското М., Котэ М., Гарифалидис Э., Улебсир-Бумгар Ф.
Чекир А и др.
Компьютер Биол Мед. 2017 1 апр; 83:10-21. doi: 10.1016/j.compbiomed.2017.01.016. Epub 2017 27 января.
Компьютер Биол Мед. 2017.PMID: 28188985
Обзор.
Посмотреть все похожие статьи
Типы публикаций
Полуавтоматическое создание поверхностных и объемных сеток для биомедицинских геометрий по конкретным предметам
Сохранить цитату в файл
Формат:
Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
адрес:
(изменить)
Который день?
Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый будний день
Который день?
воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета:
SummarySummary (text)AbstractAbstract (text)PubMed
Отправить максимум:
1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Уайли
Полнотекстовые ссылки
. 2012 янв; 28(1):133-57.
2012 янв; 28(1):133-57.
doi: 10.1002/cnm.1470.
Игорь Сазонов
1
, Перумал Нитиарасу
принадлежность
- 1 Группа вычислительной биоинженерии, Инженерный колледж Университета Суонси, Суонси SA2 8PP, Великобритания [email protected]
PMID:
25830210
DOI:
10.1002/см.1470
Игорь Сазонов и др.
Int J Numer Method Biomed Eng.
2012 9 января0003
. 2012 янв; 28(1):133-57.
doi: 10.1002/cnm.1470.
Авторы
Игорь Сазонов
1
, Перумал Нитиарасу
принадлежность
- 1 Группа вычислительной биоинженерии, Инженерный колледж Университета Суонси, Суонси SA2 8PP, Великобритания [email protected]
PMID:
25830210
DOI:
10.1002/см.1470
Абстрактный
Представлен обзор методов создания поверхностных и объемных сеток для создания действительных сеток для выполнения биомедицинских потоков. Представленные методы предназначены для надежного численного моделирования потока биожидкости через предметно-специфические геометрии. Интересными приложениями являются гемодинамика в кровеносных сосудах и поток воздуха в верхних дыхательных путях человека. Описанные методы предназначены для минимизации искажения заданной границы домена. Они также предназначены для создания сначала треугольной поверхностной сетки, а затем объемной сетки (тетраэдров) с высококачественными поверхностными и объемными элементами. Для приложений кровотока также описана простая процедура создания сетки пограничного слоя. Описанные здесь методы носят полуавтоматический характер из-за того, что геометрия сложна, и автоматизация процедур может быть возможна, если используются сканы высокого качества.
Представленные методы предназначены для надежного численного моделирования потока биожидкости через предметно-специфические геометрии. Интересными приложениями являются гемодинамика в кровеносных сосудах и поток воздуха в верхних дыхательных путях человека. Описанные методы предназначены для минимизации искажения заданной границы домена. Они также предназначены для создания сначала треугольной поверхностной сетки, а затем объемной сетки (тетраэдров) с высококачественными поверхностными и объемными элементами. Для приложений кровотока также описана простая процедура создания сетки пограничного слоя. Описанные здесь методы носят полуавтоматический характер из-за того, что геометрия сложна, и автоматизация процедур может быть возможна, если используются сканы высокого качества.
Похожие статьи
Автоматическая реконструкция представления поверхности высокого порядка для конкретного пациента и ее применение для создания сетки для расчетов CFD.

Пейро Дж., Шервин С.Дж., Джордана С.
Пейро Дж. и др.
Med Biol Eng Comput. 2008 ноябрь; 46 (11): 1069-83. doi: 10.1007/s11517-008-0390-3. Epub 2008, 16 сентября.
Med Biol Eng Comput. 2008.PMID: 18795356
Обзор.
Вариационная генерация призматических сеток пограничного слоя для биомедицинских вычислений.
Дедов В., Эйнштейн Д., Цзяо Х., Купрат А., Карсон Дж., Пин Ф.Д.
Дедов В, и др.
Int J Numer Methods Eng. 2009 авг. 20;79(8):907-945. doi: 10.1002/nme.2583.
Int J Numer Methods Eng. 2009.PMID: 20161102
Бесплатная статья ЧВК.Автоматическое создание шестигранной сетки из данных биомедицинских изображений: применение в протезировании конечностей.
Захария С.Г., Сандерс Дж.
 Э., Турция Г.М.
Э., Турция Г.М.
Захария С.Г. и др.
IEEE Trans Rehabil Eng. 1996 г., июнь; 4 (2): 91–102. дои: 10.1109/86.506406.
IEEE Trans Rehabil Eng. 1996.PMID: 8798076
Построение метрического поля для адаптации анизотропной сетки с применением к моделированию кровотока.
Sauvage E, Remacle JF, Marchandise E.
Соваж Э. и др.
Int J Numer Method Biomed Eng. 2014 ноябрь;30(11):1326-46. doi: 10.1002/cnm.2660. Epub 2014 24 сентября.
Int J Numer Method Biomed Eng. 2014.PMID: 25044915
Создание сеток с гладкой поверхностью из медицинских изображений с несколькими областями.
д’Отреппе В., Боман Р., Понто Дж.П.
д’Отреппе В. и соавт.
Int J Numer Method Biomed Eng. 2012 июнь-июль;28(6-7):642-60. doi: 10.1002/cnm. 1471. Epub 2011 17 октября.
1471. Epub 2011 17 октября.
Int J Numer Method Biomed Eng. 2012.PMID: 25364843
Посмотреть все похожие статьи
Цитируется
Компьютерно-томографическая предоперационная симуляционная система фиксации транспедикулярными винтами в хирургии позвоночника.
Wi W, Park SM, Shin BS.
Ви В. и др.
J Korean Med Sci. 2020 11 мая; 35(18):e125. doi: 10.3346/jkms.2020.35.e125.
J Korean Med Sci. 2020.PMID: 32383365
Бесплатная статья ЧВК.Многомерное постоянство биомолекулярных данных.
Ся К., Вэй Г.В.
Ся К. и др.
J Comput Chem. 2015 30 июля; 36 (20): 1502-20. doi: 10.1002/jcc.23953. Epub 2015 30 мая.
J Comput Chem. 2015.PMID: 26032339
Бесплатная статья ЧВК.
Постоянный анализ гомологии белковой структуры, гибкости и укладки.
Ся К., Вэй Г.В.
Ся К. и др.
Int J Numer Method Biomed Eng. 2014 авг; 30 (8): 814-44. doi: 10.1002/cnm.2655. Epub 2014 24 июня.
Int J Numer Method Biomed Eng. 2014.PMID: 24
0
Бесплатная статья ЧВК.Новые разработки программного обеспечения для создания и оптимизации качественных сеток на основе данных биомедицинских изображений.
Ю З., Ван Дж., Гао З., Сюй М., Хосидзима М.
Ю З и соавт.
Вычислительные методы Программы Биомед. 2014;113(1):226-40. doi: 10.1016/j.cmpb.2013.08.009. Epub 2013 4 сентября.
Вычислительные методы Программы Биомед. 2014.PMID: 24252469
Бесплатная статья ЧВК.Многомасштабное геометрическое моделирование макромолекул II: лагранжево представление.

Фэн С, Ся К, Чен З, Тонг И, Вэй ГВ.
Фэн X и др.
J Comput Chem. 2013 15 сентября; 34 (24): 2100-20. doi: 10.1002/jcc.23364. Epub 2013 29 июня.
J Comput Chem. 2013.PMID: 23813599
Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
Полнотекстовые ссылки
Уайли
Укажите
Формат:
ААД
АПА
МДА
НЛМ
Отправить на
JJS: Полуавтоматический намоточный станок — Jennerjahn
JJS: Полуавтоматический намоточный станок
Модель JJS представляет собой второй уровень автоматизации, характерный для малых рулонных перемоточных станков Jennerjahn. Уровни автоматизации включают: ручной, полуавтоматический и полностью автоматический.
Уровни автоматизации включают: ручной, полуавтоматический и полностью автоматический.
СДЕЛАТЬ ЗАПРОС
Категории: Этикетка, Чеки без вкладыша, Лотерея, POS/ATM
Теги: Бобинорезальные станки с сердечником, JJS, Бобинорезка, Станки продольно-резательные, Поверхностно-намоточные станки
Описание
видео
Характеристики
Чертежи и документы
Дополнительная двойная веб-система
Описание
Типичное использование : JJS обычно используется в средах с большими объемами производства, где необходимо избегать колебаний производительности из-за традиционного взаимодействия с оператором. Перемотчик можно использовать для широкого спектра рулонных изделий: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельное покрытие, домашнюю и автомобильную маскировку, медицинские осмотры, самоклеящиеся этикетки и многое другое.
Перемотчик можно использовать для широкого спектра рулонных изделий: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельное покрытие, домашнюю и автомобильную маскировку, медицинские осмотры, самоклеящиеся этикетки и многое другое.
Обязанности оператора Каждый цикл : Оператор отвечает за загрузку сердечников на оправку перемотки и помещение оправки в магазин. Все остальное сделает машина.
Автоматизация: Пока оправки находятся в автозагрузчике, машина вставляет оправку с сердцевиной в станцию перемотки, обрезает хвосты, оборачивает хвосты вокруг сердечников, подворачивает хвосты, наматывает рулон на нужной длины, перенесите рулоны на станцию запайки, запечатайте хвосты готовых рулонов, снимите крышку оправки с оправки и перенесите готовые рулоны на упаковочный стол. Машина, а не оператор, определяет время цикла.
Стандартные характеристики :
- Система автоматической установки оправки.

- Автоматический хвосторез.
- Автоматическая система склеивания (доступен опциональный блок для наклеивания язычков).
- Автоматическая система удаления рулонов с конвейером для передачи рулонов на встроенный упаковочный стол.
- Автоматическая система удаления колпачков оправки.
- Возможность модернизации до 2-х и 3-х слойных конфигураций.
- Можно обновить до JJF.
Видео
Спецификации
Критические спецификации:
Максимальная скорость веб- -Слой (дополнительно)……………………… 1200 футов в минуту (365 м/мин)
3-слойный (дополнительно)………………………. 1000 футов в минуту (305 миль в минуту)
Максимальная ширина полотна…………………………. . 54 дюйма (1372 мм)
. 54 дюйма (1372 мм)
Максимальный диаметр разматываемого рулона…………. 50 дюймов (1270 мм)
Максимальный вес разматываемого рулона…………….. 3000 фунтов. (1362 кг)
Минимальный диаметр перемотки (доступен вариант для 1,18” (30 мм))…………………… 1,50 дюйма (38,1 мм)
Максимальный диаметр перемотки…………………..12 дюймов (305 мм)
Минимальный наружный диаметр сердечника перемотки……………………0,563 дюйма (14 мм)
Максимальный наружный диаметр сердечника перемотки…………………….. 3,50 дюйма (88,9 мм)
Чертежи и документы
Дополнительный двойной Рулонная система
Добавив дополнительную разматывающую стойку и двойную рулонную упаковку, оператор может загружать в машину два рулона узкой ширины и обрабатывать оба рулона одновременно. Это позволяет оператору максимизировать эффективность продольной резки при обработке длинных партий мастер-валков узкой ширины.
О полуавтоматической перемоточной машине JJS
Для поддержания непрерывной работы JJS оператор должен загружать сердечники на оправку и помещать их в магазин перед станцией намотки. В магазине может размещаться до 6 комплектов оправок. Начало заправленного рулона, обрезка хвоста, запечатывание хвоста клеем или липкими язычками, выталкивание готового рулона и снятие крышки оправки — все это выполняется автоматически.
В магазине может размещаться до 6 комплектов оправок. Начало заправленного рулона, обрезка хвоста, запечатывание хвоста клеем или липкими язычками, выталкивание готового рулона и снятие крышки оправки — все это выполняется автоматически.
Отдельная подставка для разматывания и рама перематывающего устройства обеспечивают большую гибкость при добавлении дополнительных функций, таких как клейкое язычковое уплотнение, двойное полотно или запатентованная Jennerjahn технология без сердечника, а также возможность перенастройки на полностью автоматическую модель JJF.
Все малые перемоточные машины Jennerjahn оснащены двумя опорными роликами и верхним направляющим роликом, который применяет программируемый крутящий момент и регулируемое давление прижима для точного контроля натяжения и жесткости рулона на протяжении всего цикла намотки.
Применение полуавтоматической перемоточной машины JJS
JJS обычно используется в средах с большими объемами производства, где необходимо избегать изменчивости производительности из-за традиционного взаимодействия оператора. Перемотчик можно использовать для широкого спектра рулонных изделий: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельное покрытие, домашнюю и автомобильную маскировку, медицинские осмотры, самоклеящиеся этикетки и многое другое.
Перемотчик можно использовать для широкого спектра рулонных изделий: точки продаж, банкоматы, лотерейные билеты, посадочные талоны на самолет, прилавки, мясные лавки, газетную бумагу, подкровельное покрытие, домашнюю и автомобильную маскировку, медицинские осмотры, самоклеящиеся этикетки и многое другое.
Обязанности оператора Каждый цикл
Оператор отвечает за загрузку сердечников на оправку перемотки и помещение оправки в магазин. Полуавтоматическая перемоточная машина JJS сделает все остальное.
JJS Automation
Пока оправки находятся в автозагрузчике, машина вставляет оправку с сердцевиной в станцию перемотки, обрезает хвосты, оборачивает хвосты вокруг сердечников, подворачивает хвосты, наматывает рулон до нужной длины. , перенесите рулоны на станцию запайки, запечатайте хвосты готовых рулонов, снимите крышку оправки с оправки и перенесите готовые рулоны на упаковочный стол. Машина, а не оператор, определяет время цикла.
Стандартные характеристики
- Система автоматической установки оправки.

- Автоматический хвосторез.
- Автоматическая система склеивания (доступен опциональный блок для наклеивания язычков).
- Автоматическая система удаления рулонов с конвейером для передачи рулонов на встроенный упаковочный стол.
- Автоматическая система удаления колпачков оправки.
- Возможность модернизации до 2-х и 3-х слойных конфигураций.
- Можно обновить до JJF.
Полуавтоматическая перемоточная машина JJS Видео
Технические характеристики устройства перемотки JJS
Максимальная скорость полотна
1-слойный……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………. …………… 1200 футов в минуту (365 миль в минуту)
…………… 1200 футов в минуту (365 миль в минуту)
3-слойный (дополнительно)………………………. 1000 футов в минуту (305 миль в минуту)
Максимальная ширина полотна………………………….. 54 дюйма (1372 мм)
Максимальный диаметр разматываемого рулона…………. 50 дюймов (1270 мм)
Максимальный вес разматываемого рулона…………….. 3000 фунтов. (1362 кг)
Минимальный диаметр намотки (доступен вариант для 1,18 дюйма (30 мм))…………………… 1,50 дюйма (38,1 мм)
Максимальный диаметр сердечника перемотки…………………..12 дюймов (305 мм)
Минимальный наружный диаметр сердечника перемотки……………………0,563 дюйма (14 мм)
Максимальный наружный диаметр сердечника перемотки………… ……….. 3,50 дюйма (88,9 мм)
Чертежи моделей и документация JJS
Устройство перемотки поверхности JJS Опциональная система двойной ленты
Добавив дополнительную подставку для размотки и комплект двойной ленты, оператор может загружать два рулона узкой ленты в машину и обрабатывать оба рулона одновременно. Это позволяет оператору максимизировать эффективность продольной резки при обработке длинных партий мастер-валков узкой ширины.
Это позволяет оператору максимизировать эффективность продольной резки при обработке длинных партий мастер-валков узкой ширины.
Китай Производитель упаковочных машин и сопутствующего оборудования, Упаковочное оборудование, Поставщик упаковочного оборудования
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Упаковочные машины и сопутствующее оборудование | |
| Количество работников: | 324 | |
| Год основания: | 2001-01-09 | |
| Сертификация системы менеджмента: | ИСО9001:2008 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Информация отмечена
проверяется
СГС
Zhejiang Dingye Machinery Co. , Ltd. специализируется на производстве "Dingye" фирменные упаковочные машины и сопутствующее оборудование с 1991 года. Являясь одним из ведущих отечественных производителей упаковочного оборудования, мы можем похвастаться комплексными производственными мощностями, мощной технической силой, строгим управлением и эффективным обслуживанием.
, Ltd. специализируется на производстве "Dingye" фирменные упаковочные машины и сопутствующее оборудование с 1991 года. Являясь одним из ведущих отечественных производителей упаковочного оборудования, мы можем похвастаться комплексными производственными мощностями, мощной технической силой, строгим управлением и эффективным обслуживанием.
Мы выпускаем 18 серий продукции с более чем 60 видами оборудования на выбор. Наша основная серия включает в себя следующее:
1) Автоматическая запайка пленки…
Посмотреть все
Выставка Шоу
8 шт.
Мы посетили 111-ю Кантонскую ярмарку
Мы посетили 111-ю Кантонскую ярмарку
Мы посетили 111-ю Кантонскую ярмарку
Мы посетили 111-ю Кантонскую ярмарку
Мы посетили 111-ю Кантонскую ярмарку
Кантонская ярмарка
Мы представим 110-ю Китайскую ярмарку импорта и экспорта (Кантонская ярмарка)
Shanghai Propak
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Зоя
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Новый полуавтоматический 2-осевой гидравлический сверхточный плоскошлифовальный станок Acra 6 x 18 дюймов
Полуавтоматический 2-осевой прецизионный плоскошлифовальный станок Acra 618AH имеет следующие характеристики:
Все основные 8 Элементы изготовлены из отливок Meehanite GC275, которые были подвергнуты отжигу и сняты напряжения для долговременной точности и стабильности. Усиленная ребрами коробчатая конструкция основных частей обеспечивает высокую жесткость. High Precision Автоматическая система смазки Возможность шлифования пазов Пыленепроницаемая и водонепроницаемая конструкция Гидравлическая подача стола Автоматическая поперечная подача Super Precision Усовершенствованная конструкция гидравлического контура Технические характеристики Объем Стол Продольное перемещение стола Поперечное движение седла Вертикальное перемещение шлифовальной бабки Подача Шпиндель Двигатель Стандартное оборудование [ Категории оборудования Марки Технические характеристики Плоскошлифовальный станок Все основные отливки изготовлены из высококачественного чугуна Meehanite®, который подвергается отжигу для устранения внутренних напряжений Высокая точность 18 дюймов Стол-L 6 дюймов Стол-W 8 дюймов Диаметр шлифовального круга. Плоскошлифовальные станки Все необходимые отливки изготовлены из высококачественного чугуна Meehanite®, напряжение которого снято путем отжига для устранения внутренних напряжений. Обладая наибольшей жесткостью и стабильностью отливок,… 18 дюймов Стол-L 6 дюймов Стол-W 8 дюймов Диаметр шлифовального круга. Плоскошлифовальные станки Траверсы стола на линейных шарикоподшипниках и закаленные и отшлифованные направляющие D2. Усиленная ребристая колонна с закаленной и отшлифованной системой направляющих. Подъемные и поперечные ходовые винты закалены и отшлифованы… 18 дюймов Стол-L 6 дюймов Стол-W 8 дюймов Диаметр шлифовального круга.


 (опция): 8,6 дюйма/мин
(опция): 8,6 дюйма/мин 0012
0012 ПЛОСКИХ ШЛИФОВАЛЬНЫХ МАШИН | РУКОВОДСТВО | АВТОМАТИКА
{
«description»: «Ручные, автоматические, полуавтоматические и полностью шлифовальные станки с ЧПУ»,
«twitter:description»: «Ручные, автоматические, полуавтоматические и полностью шлифовальные станки с ЧПУ»,
«twitter:image»: «https://hillarymachinery.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBMm9OQmc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—3913facab01c8e55fe21e31d3e4ba0448166efc4/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFOemd3TGpCNE16VXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—d9d7541e7b29eaeea38810f2f342252e081ef9fc/FSG-2A1224%20(1). jpg»,
jpg»,
«twitter:title»: «ПОВЕРХНОШЛИФОВАЛЬНЫЕ МАШИНЫ | РУЧНЫЕ | АВТОМАТИЧЕСКИЕ | ШЛИФОВАЛЬНЫЕ СТАНКИ С ЧПУ»,
«роботы»: «все»,
«google-site-verification»: «ZLnySTuIshmfgWgunYyCYu_GwlwmcvdLJ-0k3gWU0rU»,
«twitter:card»: «резюме»
},
{
«og:description»: «Ручные, автоматические, полуавтоматические и полностью шлифовальные станки с ЧПУ»,
«og:image»: «https://hillarymachinery.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBMm9OQmc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—3913facab01c8e55fe21e31d3e4ba0448166efc4/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFOemd3TGpCNE16VXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—d9d7541e7b29eaeea38810f2f342252e081ef9fc/FSG-2A1224%20(1).jpg»,
«og:title»: «ПОВЕРХНОШЛИФОВАЛЬНЫЕ МАШИНЫ | РУЧНЫЕ | АВТОМАТИЧЕСКИЕ | ШЛИФОВАЛЬНЫЕ СТАНКИ С ЧПУ»,
«og:locale»: «en_US»,
«og:site_name»: «HILLARY MACHINERY TEXAS CNC СТАНКИ ДИЛЕР ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ ГОРИЗОНТАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ, ТОКАРНЫЕ ЦЕНТРЫ АВТОМАТИЗАЦИЯ И РОБОТОТЕХНИКА»,
«og:type»: «веб-сайт»
}
]ПОВЕРХНОШЛИФОВАЛЬНЫЕ МАШИНЫ | РУКОВОДСТВО | АВТОМАТ | ШЛИФОВАЛЬНЫЕ СТАНКИ С ЧПУ Полуавтоматический плоскошлифовальный станок Chevalier FSG-2A618
Ручные плоскошлифовальные станки Chevalier FSG-618M (серия M)

Ручные плоскошлифовальные машины Chevalier FSG-618SP (серия SP)
Прецизионный плоскошлифовальный станок с ЧПУ Chevalier FSG-B818CNCII. Все 3 оси приводятся в движение серводвигателями переменного тока, что подходит для глубинного шлифования. 3-осевое ЧПУ FANUC OiMF с 8,4-дюймовым монохромным ЖК-экраном; 2…
18 дюймов
Стол L
8 дюймов
Стол W
12 дюймов
Диаметр шлифовального круга
Chevalier Smart B818III Плоскошлифовальный и профильный шлифовальный станок с ЧПУ
Плоскошлифовальные станки
Высокоточный шпиндель патронного типа, оснащенный четырьмя радиально-упорными шарикоподшипниками класса 7 (P4), пригодными для шлифования в тяжелых условиях. Направляющая с поперечной подачей, обработанная вручную и покрытая Turcite-B…
Направляющая с поперечной подачей, обработанная вручную и покрытая Turcite-B…
18 дюймов
Table-L
8 дюймов
Стол-W
8 дюймов
Диаметр шлифовального круга.
Автоматический прецизионный плоскошлифовальный станок Chevalier FSG-3A818
Плоскошлифовальный станок
Высокоточный шпиндель патронного типа, оснащенный 4 радиально-упорными шарикоподшипниками класса 7, пригодными для шлифования в тяжелых условиях. 3-осевой полностью автоматический с циклом плоского и врезного шлифования…
18 дюймов
Стол-L
8 дюймов
Стол-W
8 дюймов
Диаметр шлифовального круга.
Ручные плоскошлифовальные станки Chevalier FSG-818SP (серия SP)
Плоскошлифовальные станки
Траверсы стола на линейных шарикоподшипниках и закаленные и отшлифованные направляющие D2. Усиленная ребристая колонна с закаленной и отшлифованной системой направляющих. Подъемные и поперечные ходовые винты закалены и отшлифованы. ..
..
18 дюймов
Стол-L
8 дюймов
Стол-W
8 дюймов
Диаметр шлифовального круга.
Chevalier FMG-B1224 Плоскошлифовальный станок колонного типа
Плоскошлифовальные станки
Группа исследований и разработок Chevalier использовала прецизионный анализ для проектирования жесткой конструкции машины, которая включает в себя подвижную колонну для эффективного повышения стабильности для высокой эффективности шлифования и надежного станка.
Стол-W
16 дюймов
Диаметр шлифовального круга.
Chevalier FSG-1224 Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальный станок
Сенсорный экран ПЛК 3-осевая полностью автоматическая система поверхностного и врезного шлифования. 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
23,6 дюйма
Стол L
11,8 дюйма
Стол W
14 дюймов
Диаметр шлифовального круга
Плоскошлифовальный станок с ЧПУ Chevalier FSG-C1224CNCII для тяжелых условий эксплуатации
Плоскошлифовальный станок
FANUC OiMF 3-осевой ЧПУ с 8,4-дюймовым монохромным ЖК-экраном; 4 полностью автоматических цикла шлифования: быстрый подход, черновое шлифование, тонкое шлифование и правка круга с автоматической компенсацией; Ось X имеет. ..
..
24 дюйма
Стол L
12 дюймов
Стол W
4 дюйма
Диаметр шлифовального круга.
Chevalier Smart B1224III Плоскошлифовальный и профильный шлифовальный станок с ЧПУ
Плоскошлифовальные станки
Высокоточный шпиндель патронного типа, оснащенный четырьмя радиально-упорными шарикоподшипниками класса 7 (P4), пригодными для шлифования в тяжелых условиях. Направляющая поперечной подачи с ручным шабрением и покрытием Turcite-B…
24 дюйма
Table-L
12 дюймов
Table-W
14 дюймов
Диаметр шлифовального круга.
Автоматический прецизионный плоскошлифовальный станок Chevalier FSG-3A1224
Плоскошлифовальный станок
Высокоточный шпиндель патронного типа, оснащенный 4 радиально-упорными шарикоподшипниками класса 7, пригодными для шлифования в тяжелых условиях. 3-осевой полностью автоматический с циклом плоского и врезного шлифования…
24 дюйма
Стол-L
12 дюймов
Стол-W
14 дюймов
Шлифовальный круг диам.
Chevalier FSG-1632ADIV Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальные станки
ПЛК с сенсорным экраном 3-осевая полностью автоматическая система плоского и врезного шлифования. 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
31,5 дюйма
Стол-L
15,7 дюйма
Стол-W
14 дюймов
Диаметр шлифовального круга.
Chevalier FSG-1640ADIV Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальный станок
Сенсорный экран ПЛК 3-осевая полностью автоматическая система плоского и врезного шлифования. 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
39,4 дюйма
Стол L
15,7 дюйма
Стол W
14 дюймов
Диаметр шлифовального круга
Chevalier FSG-2440ADIV Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальный станок
Сенсорный экран ПЛК 3-осевая полностью автоматическая система плоского и врезного шлифования. 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
39,4 дюйма
Table-L
19,7 дюйма
Стол W
14 дюймов
Диаметр шлифовального круга.
Chevalier FSG-2440DIV Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальный станок
Сенсорный экран ПЛК 3-осевая полностью автоматическая система плоского и врезного шлифования. 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
39,4 дюйма
Table-L
23,6 дюйма
Table-W
16 дюймов
Диаметр шлифовального круга.
Chevalier Smart B1640III Плоскошлифовальный и профильный шлифовальный станок с ЧПУ
Плоскошлифовальные станки
Высокоточный шпиндель патронного типа, оснащенный четырьмя радиально-упорными шарикоподшипниками класса 7 (P4), пригодными для шлифования в тяжелых условиях. Направляющая поперечной подачи с ручным шабрением и покрытием Turcite-B…
Направляющая поперечной подачи с ручным шабрением и покрытием Turcite-B…
40 дюймов
Стол-L
16 дюймов
Стол-W
14 дюймов
Диаметр шлифовального круга.
Chevalier Smart B2440III Диалоговый плоскошлифовальный станок с ЧПУ и профильный шлифовальный станок
Плоскошлифовальные станки
Высокоточный шпиндель патронного типа, оснащенный четырьмя радиально-упорными шарикоподшипниками класса 7 (P4), пригодными для шлифования в тяжелых условиях. Направляющая поперечной подачи с ручным шабрением и покрытием Turcite-B.
Плоскошлифовальные станки мостового типа с фиксированной балкой серии FSG Chevalier
Плоскошлифовальные станки
От 59 до 157 дюймов в длину и от 39 до 59 дюймов в ширину, плоскошлифовальные станки серии Chevalier FSG DC используют высокоточный патронный шпиндель, оснащенный четырьмя радиально-упорными шарикоподшипниками класса 7 (P4) и…
Chevalier FSG-2060ADIV Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальный станок
Сенсорный экран ПЛК 3-осевая полностью автоматическая система плоского и врезного шлифования.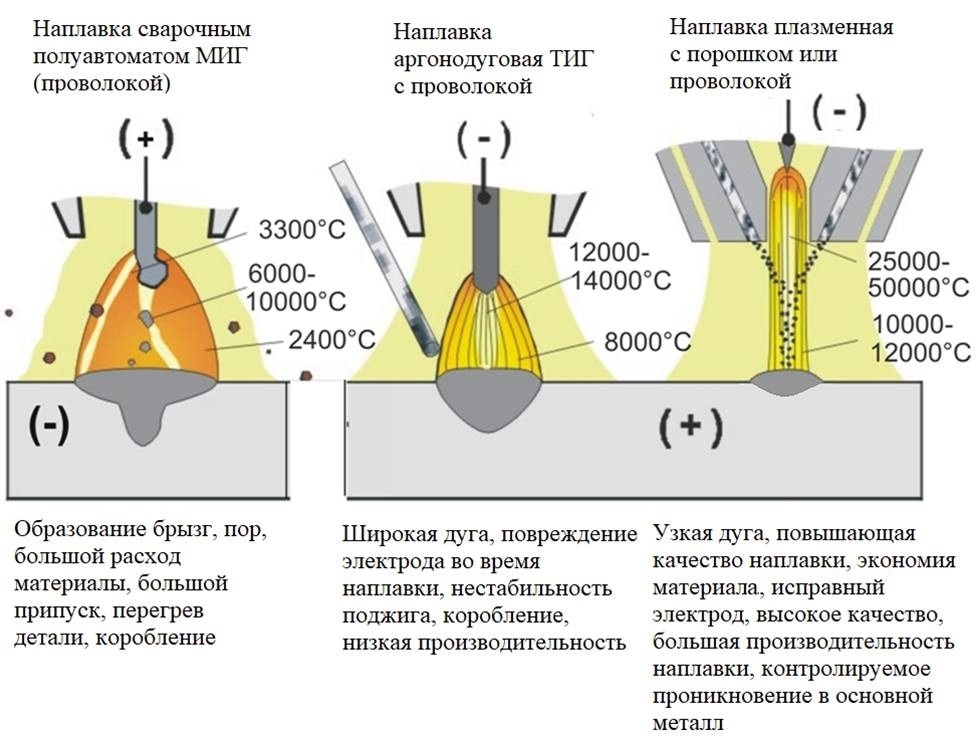 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
59,1 дюйма
Стол L
19,7 дюйма
Стол W
14 дюймов
Диаметр шлифовального круга
Chevalier FSG-2460ADIV Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальный станок
Сенсорный экран ПЛК 3-осевая полностью автоматическая система плоского и врезного шлифования. 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование патронного типа…
59,1 дюйма
Table-L
23,6 дюйма
Стол-W
16 дюймов
Диаметр шлифовального круга.
Chevalier Smart B2460III Плоскошлифовальный и профильный шлифовальный станок с ЧПУ
Плоскошлифовальные станки
Высокоточный шпиндель патронного типа, оснащенный четырьмя радиально-упорными шарикоподшипниками класса 7 (P4), пригодными для шлифования в тяжелых условиях. Направляющая поперечной подачи с ручным шабрением и покрытием Turcite-B…
Направляющая поперечной подачи с ручным шабрением и покрытием Turcite-B…
60 дюймов
Table-L
24 дюйма
Table-W
16 дюймов
Диаметр шлифовального круга.
Chevalier FSG-2480ADIV Полностью автоматический прецизионный плоскошлифовальный станок
Плоскошлифовальный станок
Сенсорный экран ПЛК 3-осевая полностью автоматическая система плоского и врезного шлифования. 10,4-дюймовый TFT-дисплей с высоким разрешением 65 536 цветов для обеспечения простоты эксплуатации. Высокоточное шпиндельное оборудование картриджного типа…
78,7 дюйма
Стол-L
23,6 дюйма
Стол-W
16 дюймов
Диаметр шлифовального круга.
Chevalier Smart B2480III Плоскошлифовальный и профильный шлифовальный станок с ЧПУ
Плоскошлифовальные станки
Высокоточный шпиндель картриджного типа, оснащенный четырьмя радиально-упорными шарикоподшипниками класса 7 (P4), пригодными для шлифования в тяжелых условиях.
