Наплавка простых деталей: Наплавка металла электродом — виды (способы): это
Содержание
Наплавка металла электродом — виды (способы): это
27.03.2020
- Особенности технологии наплавки
- Методы наплавки металла
- Виды наплавки металла по деталям
- Применяемое оборудование
- Расход материалов
- Электроды для наплавки
Наплавка металла электродом — что это такое? Это одна из наиболее часто применяемых на практике технологий обработки заготовок. Сегодня мы обратим на нее внимание. Рассмотрим, какими способами проводится, что за детали можно восстанавливать теми или иными ее методами. Информация нужна, чтобы вы понимали важность станков, ее выполняющих, и могли выбрать оборудование, лучше всего подходящее для решения конкретно ваших задач.
Сразу отметим, зачем нужна такая работа:
- для возврата исходного качества уже изношенной поверхности;
- для утолщения и упрочнения рабочих плоскостей;
- для создания биметаллических структур – пар с медью, чугуном, бронзой или с хромом, кобальтом, никелем.


При правильном подборе материалов и строгом соблюдении техпроцесса удается обеспечить готовому изделию необходимые физико-химические характеристики.
По своей сути, наплавка – это разновидность сварки, потому что принципы их проведения во многом сходны. Отличие в используемых инструментах и решаемых задачах. Если в первом случае, как правило, нужно добиться прочного сцепления двух соединяемых деталей или устранить повреждение, то во втором зачастую еще и необходимо определенным образом изменить состав основного слоя, придать ему новые свойства.
При этом оба вида работ настолько актуальны, что для их проведения создают и совершенствуют специальные станки. Передовые мобильные наплавочные станки представлены у целого ряда производителей, например, у ижевского завода «Сармат»: НК450 и НК750, а также у расточных комплексов РНК и РНК-2. Они отличаются надежностью, удобной скоростью подачи, широким диапазоном регулировки. Также они мобильны, что расширяет сферу их применения.
Особенности технологии наплавки
Как процесс, она представляет собой нанесение предварительно расплавленного металла на поверхность элемента – равномерно, узкими полосками, так, чтобы два материала надежно сцепились в сплошной слой. Толщина последнего зависит от того, для чего предназначено покрытие: защитное может быть тонким и составлять десятые доли мм, а восстанавливающее – доходить до 10 мм. Важно, чтобы сохранялся запас, достаточный для последующей расточки или фрезерования заготовки.
Также необходимо соблюдать следующие требования:
- как можно меньше проплавлять саму деталь;
- минимизировать деформации и остаточные напряжения на участке стыка;
- по максимуму понижать припуски, оставляя их приемлемыми.
Методы наплавки металла
Важно выбрать способ, который будет достаточно простым, быстрым и безопасным в реализации и при этом обеспечит качество соединения, предотвращая возможную деформацию. Понимая это, мы предлагаем вашему вниманию только актуальные варианты с экономичным расходом материала, энергии, трудовых затрат. Большинство из них предназначены для работы со стальными деталями, на поверхность которых необходимо нанести покрытие из цветмета. Рассмотрим каждый – с его характерными особенностями, преимуществами, недостатками (если они есть), применяемым оборудованием – чтобы вы могли сделать выбор.
Понимая это, мы предлагаем вашему вниманию только актуальные варианты с экономичным расходом материала, энергии, трудовых затрат. Большинство из них предназначены для работы со стальными деталями, на поверхность которых необходимо нанести покрытие из цветмета. Рассмотрим каждый – с его характерными особенностями, преимуществами, недостатками (если они есть), применяемым оборудованием – чтобы вы могли сделать выбор.
Электродуговая наплавка
Может быть двух видов:
- Ручная – используются обычные инверторы и выпрямители, минус которых заведен на заготовку, а плюс – на электрод. Такая сборка, несмотря на свою простоту, эффективно снижает общий нагрев и неглубоко проплавляет основной слой. При добавлении смеси-присадки можно равномерно упрочнить обрабатываемую поверхность.
- Механизированная. Работа производится с помощью сварочных полуавтоматов, подающих сплошную или порошковую проволоку, позволяя работать под флюсом. Среди достоинств – высокая производительность и отличное качество стыка: если аккуратно зачистить участок прямошлифовальной машинкой и подогреть его, шов получится идеально ровным.

Вибродуговой метод наплавления с применением проволоки
Позволяет наносить цветные металлы тонким слоем (до 1 мм), практически не нагревая при этом основное покрытие. В течение непрерывного процесса электрод с амплитудой 0,3-3 мм и частотой до 100 Гц совершает колебания по направлению к оси. Таким образом он создает дугу на протяжении 1/5 от общего времени технологического цикла и переносящую на рабочую поверхность малый объем цветмета. Результат – качественный стык без глубокого провара и негативного теплового воздействия.
Выполняется полуавтоматами, снабженными электромеханикой с прерывистой подачей проволоки диаметром 1,6-2 мм. Проводить работы необходимо в защитной среде, состоящей из водного раствора, безопасного газа или пены.
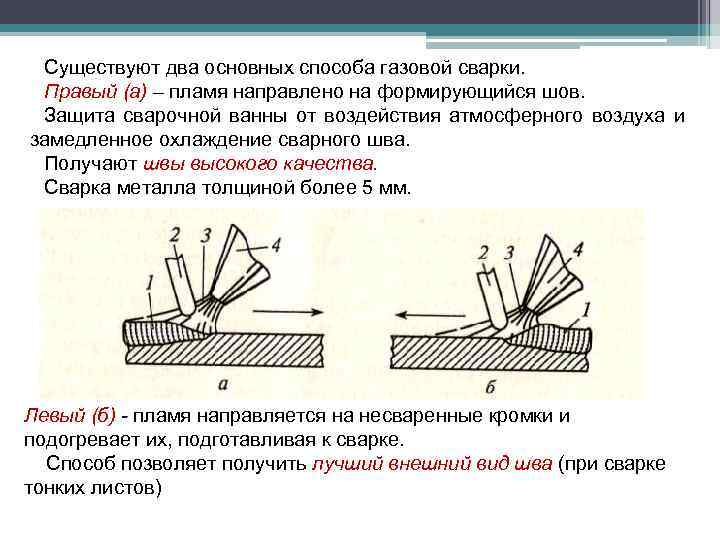
Газопламенная (газовая) наплавка
Наиболее простой, а значит и традиционно используемый, доступный метод обработки, обладающий следующими особенностями:
- пропан-бутановая смесь или горящий ацетилен в качестве источника тепла;
- проволока или прутки (подаваемые вручную или механизированным путем) в роли присадки;
- смесь на базе борной кислоты или буры для флюсов.
При этом мелкие детали приваривают сразу, а крупные – предварительно разогревают до температуры 500 0С и выше. Также полезными добавками могут быть порошковые смеси, их тоже допустимо вводить, направляя в струю пламени, чтобы они мелкими каплями оседали на рабочей поверхности.
Выполняется на плазмотронах – специальных аппаратах для сварки, оборудованных мощной горелкой, активное вещество в которой достигает нескольких тысяч градусов по Цельсию.
Естественно, в таком случае нужно обезопаситься от любых контактов, поэтому присадки подаются только механизированным путем. В их роли, кстати, могут выступать как гранулированные, так и более традиционные порошковые составы.
Объективные преимущества – неглубокий провар и однородная структура получающегося стыковочного слоя. Минусом можно считать относительную дороговизну плазмы и тот факт, что она разогревается до таких серьезных температур.
Электрошлаковая наплавка
Представляет собой термический процесс, в ходе которого:
- полезная добавка доходит до нужной вязкости в шлаковой ванне – емкости с катализатором, передвигаемой вдоль заготовки;
- в этот резервуар помещается электрод или гранулированный присадочный состав;
- осуществляется повышение температуры, причем под флюсом и шлаком, которые становятся своеобразным защитным слоем, предохраняющим рабочий участок от вредного воздействия газа.

Ванна расположена вертикально – чтобы воздушные пузырьки сразу всплывали и не образовывали пор. Разбрызгивания и потерь тепла тоже нет (из-за образующегося на третьем шаге буфера) – это очень экономичный вариант. Единственный минус в том, что он сравнительно трудоемок и слабо подходит для деталей со сложной конфигурацией и/или малым размером.
Лазерная наплавка поверхности металла
У этого способа тот же принцип, что и у плазменного или газового. Состав присадки тот же, есть порошок и флюс, разница только в доведении ее до нужной вязкости – это осуществляется при помощи узконаправленного излучения. Его испускает специальная головка, у которой также есть:
- сопло – в нем нагревается поток газа;
- инжектор – он впрыскивает полезную добавку.

Это вариант с максимальной точностью результата, отличающийся стабильным качеством получаемого покрытия, но он и наиболее дорог в использовании, поэтому актуален в самых ответственных случаях, например, при производстве функциональных узлов прецизионного оборудования.
Индукционный метод наплавления
Реализуется по следующей схеме:
- цветмет вместе с флюсом наносится на рабочий участок;
- над ними располагают медную трубку в несколько витков – индуктор – и напряжение с высокой частотой;
- возникают вихревые токи, сваривающие основу и присадку в единое целое.
Налицо впечатляющая производительность при достаточно небольшом нагреве.
Электроискровая наплавка
Технология основана на воздействии кратковременных разрядов тока и позволяет наносить ультратонкие покрытия (толщиной буквально в несколько мкм). Претворяется в жизнь на специальной установке с осциллятором. Заготовку в ней заводят на минус, электрод – на плюс. При разрядах частицы материала вырываются и свариваются в плотный мелкопористый шов.
Заготовку в ней заводят на минус, электрод – на плюс. При разрядах частицы материала вырываются и свариваются в плотный мелкопористый шов.
Вариант сравнительно недорогой и удобен тем, что нагрев поверхности практически отсутствует – изменения структуры или деформации попросту нет, даже окисления не наблюдается. Это максимизирует срок службы обработанного изделия.
Виды наплавки металла по деталям
Есть настолько распространенные части механизмов, что унифицированным стал не только их выпуск, но даже ремонт. Специфику их восстановления мы и рассмотрим ниже.
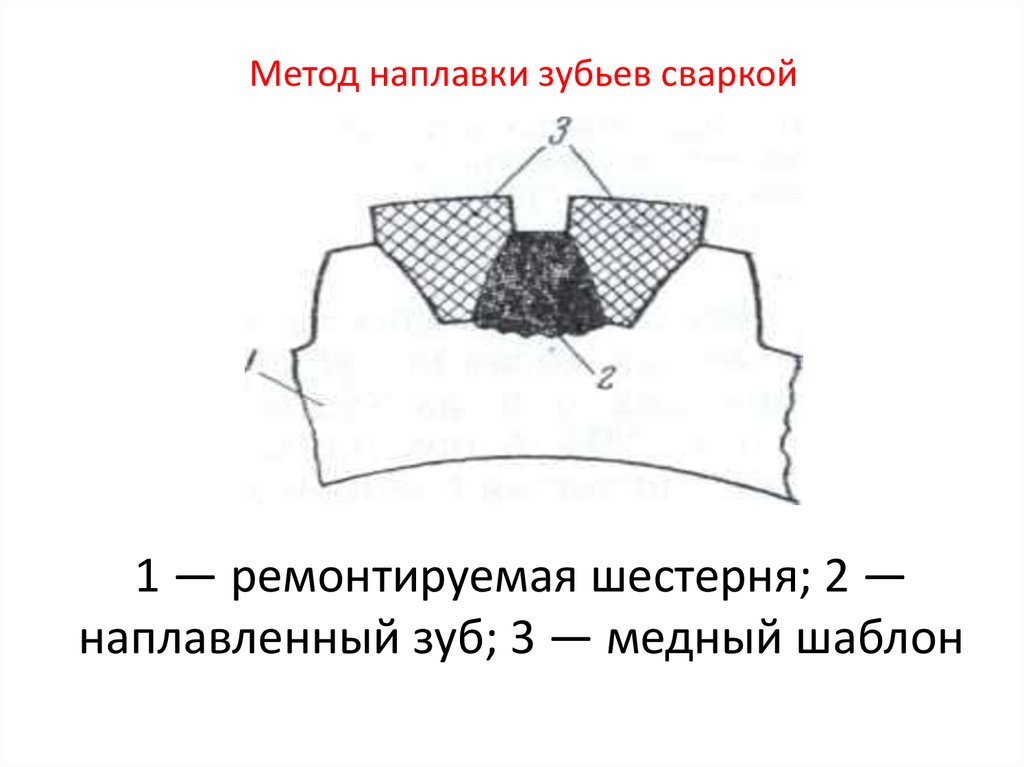
Шестерня зубьев
Актуальна, когда ломается не больше 2 подряд идущих резцов. В этом случае нужно:
- вырезать дефективные элементы;
- просверлить пару отверстий в получившемся зазоре и сделать резьбу;
- изготовить шпильки и ввернуть их в посадочные места;
- наплавить электросваркой металл и сформировать из него зуб.

Также допустимо использовать специальные электроды – ОЗН-300 или их аналоги. Важно хорошо очистить шестеренку перед выполнением работ.
Если из строя вышло сразу несколько резцов, можно попытаться восстановить их изношенные стороны с помощью Сормайта, приварив его с применением ЦС-1 или ЦС-2. Место стыка затем нужно отшлифовать. Еще один вариант – сталинит, размягчать который следует при постоянном обратном токе, а наносить – с бурой в роли флюса, слоем в 3-4 мм. Если необходимо отремонтировать торцы зубьев, сделать это лучше автоматическим путем, с порошковой проволокой в качестве присадки.
Рельсовые концы
Элементы железнодорожного полотна неизбежно деформируются под воздействием ударных нагрузок от ЖД-транспорта. Поэтому им требуется возвращать исходную геометрию, и сделать это можно несколькими способами:
- Вручную, дуговой сваркой – с использованием штучных К-2-55 или ОЗН-330, с наложением валиков поперек, вдоль или диагонально.
 Ширина стыка зависит от силы тока, сечения стержня и других сопутствующих факторов.
Ширина стыка зависит от силы тока, сечения стержня и других сопутствующих факторов. - Полуавтоматически, электродуговым методом: в данном случае наплавленный металл – это порошковая самозащитная проволока. Это самый производительный и стабильный вариант из трех, но требующий наличия определенного оборудования.
- Пучком – начиная с торца, с отступом, возбуждая дугу по внутренней стороне. Кратер заделывается при стыковке концов валиков (с перекрытием в 15-20% ширины).
Что бы вы ни выбрали, нужно провести обработку правильно, то есть измерить дефект, подготовить станок, зашлифовать место и подогреть его, выполнить основную работу, дождаться естественного остывания и зачистить абразивом для достижения необходимой гладкости.
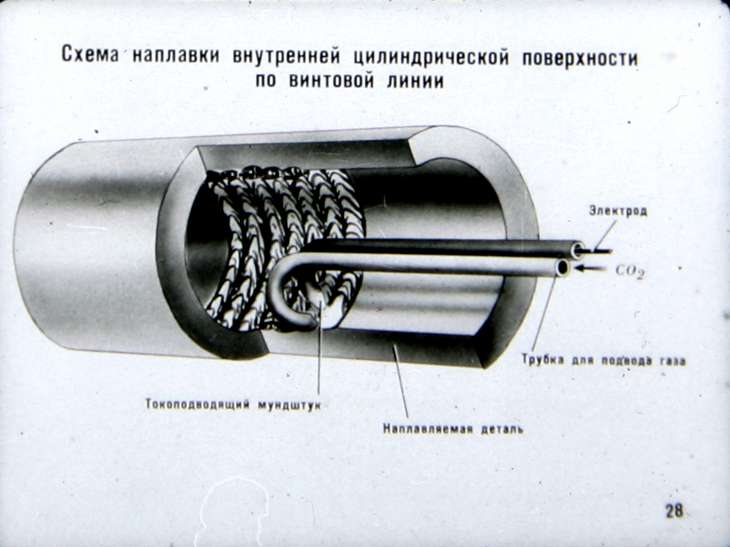
Цилиндры и плоскости
Восстановление деталей наплавкой в этом случае можно выполнять одним из двух способов:
- Электродами с обмазкой – валиками, либо продольно, либо вкруговую, либо по винтовой линии.
 Первый вариант подходит для длинных, но малых в диаметре элементов, второй подразумевает постоянные повороты заготовки, третий – ее равномерное вращение.
Первый вариант подходит для длинных, но малых в диаметре элементов, второй подразумевает постоянные повороты заготовки, третий – ее равномерное вращение. - Автоматически под флюсом – таким образом получается прочное покрытие, особенно если использовать качественную порошковую проволоку или ленту. Наносить присадку можно как по оси, так и по спирали.
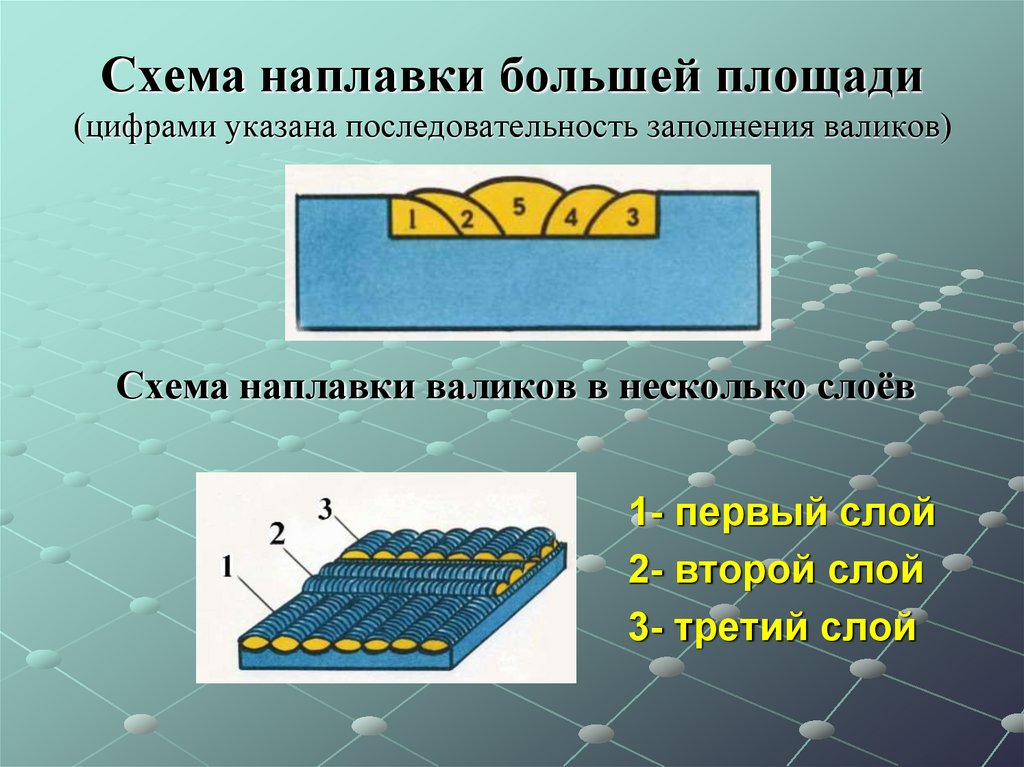
Под плоскостями подразумеваются простые поверхности большой площади. Их ремонтируют при помощи узких валиков, располагая каждый так, чтобы он перекрывал предыдущий на 30-40% ширины и своевременно удалял шлак. Еще один вариант – напайка в несколько слоев, с сообщением электродному пучку (ленте) нужного размаха поперечных колебаний. Во втором случае нет корки.
Металлорежущий инструмент и штампы
Здесь актуальна дуговая сварка:
- ручная – с применением ОЗИ-3, 5 или 6, или ЦИ-1М, или ЦС-1;
- полуавтоматическая или полностью механизированная – с использованием легированной проволоки, паст, флюсов.

Детали, работающие на истирание как под ударными нагрузками, так и без них
Если какое-то изделие эксплуатируется очень интенсивно и испытывает значительные физические воздействия, рекомендуется использовать следующие электроды:
- ОМГ-Н – полностью соответствует ГОСТам;
- ОЗН (7М, 300М, 400М) – поверхность будет отличаться твердостью, стойкостью к износу и трещинам;
- ЦНИИН-4 – доступный, популярный, недорогой;
- Т-590, Т-620 – дают повышенную прочность, покрывая особым ферро-слоем.
Нержавеющая сталь
В данном случае лучшие материалы для наплавки – стержни из высоколегированной проволоки серии ЦН (6Л или 12М-67). Полученный благодаря им стык обладает антикоррозионными свойствами и не станет собирать задиры – очень удобное решение для арматуры. Возможно, придется проводить предварительный прогрев и дальнейшую термообработку.
Чугун и его сплавы
Здесь популярны следующие варианты электродов:
- ОЗЧ-2 – для серых и ковких сортов;
- ЦЧ-4 – легко зажигаются, стабильно горят, обеспечивают малое разбрызгивание;
- ОЗЖН (1 и 2) – для высокопрочных марок;
- МНЧ-2 – делают стык плотным и аккуратным после чистовой обработки.
Медь и ее сплавы (бронза)
В этом случае актуальны прутки, состав которых сходен с основным материалом, или стержни серии Комсомолец-100. Рекомендован нагрев до 300-500 градусов Цельсия и проковка, если температура превысит этот показатель.
При использовании бронзы хорошо себя показывают ОЗБ-2М: они дают высокую износостойкость. Работу нужно проводить под постоянным током с обратной полярностью.
Алюминий и материалы на его основе
Наиболее востребован дуговой способ наплавки металла – электродами ОЗА (дают антикоррозионные свойства), УАНА или ОЗАНА (не позволяют образоваться оксидной пленке).
Чтобы упростить регулировку структуры, берут порошковые стержни, потому что они повышают практические характеристики готового покрытия.
Применяемое оборудование
Эту нишу занимают станки, которые отличаются от сварочных установок наличием дополнительных устройств, подающих и распределяющих присадки. Они могут обеспечивать нанесение прутками, проволокой, через сопло, поддерживать функцию центробежного распределения или спиральной укладки.
Они могут обеспечивать нанесение прутками, проволокой, через сопло, поддерживать функцию центробежного распределения или спиральной укладки.
В качестве примера можно привести модели ижевского производителя «Сармат»: НК450 и НК750 осуществляют восстановление отверстий наплавкой, подходят как для плоских заготовок, так и для сложных форм или тел вращения. Отличаются мобильностью, высокой производительностью и точностью, возможностью регулировки скорости.
Расход материалов
Его нужно уметь рассчитывать, чтобы определить стоимость готовой детали (или партии). Зная, сколько расходников понадобится, вы сможете обеспечить непрерывный производственный процесс.
При сварке этот показатель берется на 1 м шва. Следует воспользоваться формулой:
G = F x L x y, где:
- F – площадь сечения стыка, мм2;
- L – длина созданного покрытия;
- y – удельная масса выбранной присадки, г/см3.
Расход стержней тоже необходимо учитывать, но сделать это проще, ведь этот показатель для каждой марки стабилен и составляет 1,4-1,8 кг на 1 кг присадки.
Электроды для наплавки
Сегодня, в силу актуальности, существует огромное их разнообразие как от российских заводов-изготовителей, так и от зарубежных брендов. В числе наиболее ходовых вариантов: серии ЛЭЗ, СЗСМ, СпецЭлекторд (Москва, Волгодонск), Lincoln Electric ESAB и другие. Можно без труда выбрать наиболее подходящие стержни для создания нужного покрытия.
Теперь вы знаете, чем дуговая сварка отличается от плазменной или газопламенной, и в каких случаях стоит отдать предпочтение первой, второй или третьей. Также мы постарались как можно более подробно осветить вопросы восстановления деталей, наплавки металла электродами, технологии создания прочных стыков на стали, чугуне, алюминии. Мы позаботились о том, чтобы у вас была вся информация для работы на качественных станках вроде НК450 и НК750 от завода «Сармат».
II. Описание трудовых функций, которые содержит профессиональный стандарт (функциональная карта вида трудовой деятельности) \ КонсультантПлюс
- Главная
- Документы
- II. Описание трудовых функций, которые содержит профессиональный стандарт (функциональная карта вида трудовой деятельности)
Приказ Минтруда России от 28.11.2013 N 701н
(ред. от 10.01.2017)
«Об утверждении профессионального стандарта «Сварщик»
(Зарегистрировано в Минюсте России 13.02.2014 N 31301)
II. Описание трудовых функций, которые содержит
профессиональный стандарт (функциональная карта вида
трудовой деятельности)
Обобщенные трудовые функции | Трудовые функции | ||||
код | наименование | уровень квалификации | наименование | код | уровень (подуровень) квалификации |
A | Подготовка, сборка, сварка и зачистка после сварки сварных швов элементов конструкции (изделий, узлов, деталей) | 2 | Проведение подготовительных и сборочных операций перед сваркой и зачистка сварных швов после сварки | A/01. | 2 |
Газовая сварка (наплавка) (Г) простых деталей неответственных конструкций | A/02.2 | 2 | |||
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД) простых деталей неответственных конструкций | A/03.2 | 2 | |||
Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) простых деталей неответственных конструкций | A/04.2 | 2 | |||
Частично механизированная сварка (наплавка) плавлением простых деталей неответственных конструкций | A/05.2 | 2 | |||
Термитная сварка (Т) простых деталей неответственных конструкций | A/06.2 | 2 | |||
Сварка ручным способом с внешним источником нагрева (сварка нагретым газом (НГ), сварка нагретым инструментом (НИ), экструзионная сварка (Э)) простых деталей неответственных конструкций из полимерных материалов (пластмасс, полиэтилена, полипропилена и т. | A/07.2 | 2 | |||
B | Сварка (наплавка, резка) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов, полимерных материалов) | 3 | Газовая сварка (наплавка) (Г) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками | B/01.3 | 3 |
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками | B/02. | 3 | |||
Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками | B/03.3 | 3 | |||
Частично механизированная сварка (наплавка) плавлением сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками | B/04.3 | 3 | |||
Термитная сварка (Т) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) | B/05. | 3 | |||
Сварка ручным способом с внешним источником нагрева (сварка нагретым газом (НГ), сварка нагретым инструментом (НИ), экструзионная сварка (Э)) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из полимерных материалов (пластмасс, полиэтилена, полипропилена и т.д.) | B/06.3 | 3 | |||
C | Сварка (наплавка, резка) конструкций (оборудования, изделий, узлов, трубопроводов, деталей) любой сложности | 4 | Газовая сварка (наплавка) (Г) конструкций (оборудования, изделий, узлов, трубопроводов, деталей) любой сложности | C/01.4 | 4 |
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД) конструкций (оборудования, изделий, узлов, трубопроводов, деталей) любой сложности | C/02.4 | 4 | |||
Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и плазменная дуговая сварка (наплавка, резка) (П) конструкций (оборудования, изделий, узлов, трубопроводов, деталей) любой сложности | C/03. | 4 | |||
Частично механизированная сварка плавлением (наплавка) конструкций (оборудования, изделий, узлов, трубопроводов, деталей) любой сложности | C/04.4 | 4 | |||
D | Руководство бригадой сварщиков | 4 | Руководство бригадой сварщиков | D/01.4 | 4 |
 2
2 д.)
д.) 3
3 3
3 4
4Отнесение к видам экономической деятельности
III. Характеристика обобщенных трудовых функций
Наплавка металлических деталей на прочность и долговечность
27 апреля, 18 14:42 ·
Оставить комментарий ·
Red-D-Arc Welderentals
Металлические детали иногда выходят из строя при использовании по назначению при более низком напряжении, чем они предназначены.
Различные формы износа, такие как истирание, удары, контакт металла с металлом, нагрев и коррозия, могут снизить прочность металлических деталей. Вот тут и приходит на помощь наплавка. Наплавка — это метод, который можно применять для минимизации повреждений от этих видов износа, помогая продлить срок службы металлических деталей.
Вот тут и приходит на помощь наплавка. Наплавка — это метод, который можно применять для минимизации повреждений от этих видов износа, помогая продлить срок службы металлических деталей.
Что такое наплавка?
Наплавка — часто называемая наплавкой — представляет собой покрытие металлической детали износостойким металлом путем сварки. Сплавы, которые обычно нуждаются в наплавке, включают углеродистые легированные и низколегированные стали, содержание углерода в которых составляет менее 1 %. К ним относятся нержавеющие стали, марганцевые стали, чугун, а также сплавы на основе никеля и меди.
Металлические детали иногда выходят из строя при использовании по назначению при более низком напряжении, чем они предназначены.
Методы, материалы и стоимость
Конкретный метод наплавки зависит от геометрии детали и относительной стоимости метода наплавки. Затраты могут варьироваться в зависимости от скорости осаждения материала.
Эти изменения стоимости можно резюмировать следующим образом:
- Дуговая сварка флюсовой проволокой (FCAW) от 8 до 25 фунтов/ч
- Дуговая сварка защитным металлом (SMAW) от 3 до 5 фунтов/ч
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW), включая сварку в среде защитного газа и сварку открытой дугой от 5 до 12 фунтов/ч
- Газокислородная сварка (OFW) от 5 до 10 фунтов/час
Применяемые материалы обычно включают сплавы на основе кобальта, такие как STELITE, и материалы на основе никеля, такие как сплавы карбида хрома. Также могут использоваться более современные материалы, такие как сложные карбиды, содержащие колумбий, молибден, вольфрам или ванадий, которые обеспечивают более высокую общую стойкость к истиранию. Они также имеют очень низкий коэффициент трения, что позволяет использовать их в ситуациях, связанных с сильным истиранием.
Также могут использоваться более современные материалы, такие как сложные карбиды, содержащие колумбий, молибден, вольфрам или ванадий, которые обеспечивают более высокую общую стойкость к истиранию. Они также имеют очень низкий коэффициент трения, что позволяет использовать их в ситуациях, связанных с сильным истиранием.
Наплавка может быть нанесена как на вновь изготовленные детали, чтобы предотвратить износ, так и для укрепления и продления срока службы изношенных деталей, используемых в настоящее время.
Red-D-Arc предлагает сварочные аппараты, подходящие для наплавки с использованием таких методов, как SMAW, FCAW и GMAW.
Red-D-Arc Welderentals
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду и в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Руководство по выбору сварочного оборудования для наплавки
Weldclass предлагает ряд испытанных расходных материалов для наплавки, в том числе проволоку для наплавки MIG и прутки/электроды для наплавки.
Затраты на наплавку и время простоя
Время – деньги, и часто самая большая статья расходов в процессе наплавки; а) время и труд, затраченные на наплавку, и б) время простоя или потери производства, когда оборудование не работает. Эта стоимость часто намного выше, чем стоимость проволоки или электродов для наплавки.
Эта стоимость часто намного выше, чем стоимость проволоки или электродов для наплавки.
Вот почему Weldclass сотрудничает с ведущими производителями и экспертами в области металлургии по всему миру, чтобы разработать проволоку и электроды для твердосплавного покрытия, которые подходят для австралийских условий и обладают превосходным сроком службы, чтобы увеличить срок службы оборудования, снизить затраты во время простоя и увеличить время безотказной работы.
Чтобы достичь этого, вот руководство, которое поможет вам выбрать лучший продукт для вашего приложения.
Руководство по выбору:
1) Абразивный износ с воздействием от слабого до умеренного
Описание: Износ, в основном вызванный истиранием, с воздействием от низкого до среднего. Это наиболее распространенный сценарий для сельскохозяйственных и общих землеройных работ, когда инструмент царапает или скользит по абразивному материалу/земле.
Примеры: Землеройное оборудование, используемое на песчаных и глинистых грунтах. (Австралийские песчаные почвы являются одними из самых абразивных в мире). Может иметь низкий или средний уровень воздействия камней и т. д.
(Австралийские песчаные почвы являются одними из самых абразивных в мире). Может иметь низкий или средний уровень воздействия камней и т. д.
Рекомендуемые продукты:
Weldclass Platinum CX-1800 Проволока MIG для безгазовой сварки. Изготовлена в Европе с использованием специального карбида, не встречающегося в других проволоках, обеспечивает исключительную стойкость к истиранию и является нашим самым популярным продуктом для наплавки.
Стержневые электроды Weldclass Platinum 943: обеспечивают очень высокую стойкость к истиранию и высокую ударную вязкость. Если его нужно сваривать «палкой», это наше рекомендуемое решение № 1!
2) Абразивный износ с повышенной ударной нагрузкой (удары и удары)
Описание : Абразивный износ, сопровождающийся сильными ударами, такими как удары.
Примеры : Наземное оборудование и подобное, которое подвергается абразивному износу И частым сильным ударам о скалы, твердые поверхности или предметы.
Рекомендуемые продукты :
Сварочный класс Platinum CX-2150 Безгазовая проволока MIG: Сделано в Европе, предлагает уникальное сочетание исключительной стойкости к истиранию И высокой ударопрочности. До 6-7 раз выше износостойкость по сравнению с обычной проволокой для твердосплавной наплавки. Если вам нужен максимально возможный срок службы в сочетании с высокой ударной вязкостью – это то, что вам нужно!
Weldclass Platinum SD-980 Сплошная проволока для сварки MIG: Сделанная в Европе, эта проволока очень универсальна. Используемый с газом, SD-980 является всепозиционным и очень простым в использовании. Средняя стойкость к истиранию, высокая ударная вязкость, а также может использоваться для износа металла по металлу, где это необходимо.
В то время как проволока CX-2105 и CX-1800 обеспечивает значительно более высокую износостойкость против истирания, SD-980 является отличным универсальным вариантом и отличным вариантом там, где есть сильные удары, где требуется возможность сварки во всех положениях или где оператор предпочитает стандартную «сплошную» проволоку MIG.
Стержневые электроды Weldclass Platinum 943: обеспечивают очень высокую стойкость к истиранию и высокую ударную вязкость. Если его нужно сваривать «палкой», это наше рекомендуемое решение № 1!
Стержневые электроды Weldclass Promax 700: средняя стойкость к истиранию с ударной вязкостью от умеренной до высокой. Прочный наплавленный металл также делает этот электрод подходящим для деталей, подверженных усталости или деформации в процессе эксплуатации.
Все продукты для наплавки Weldclass
См. ниже полный ассортимент расходных материалов для наплавки Weldclass;
От 1 до 5 из 5 результатов
Электроды для наплавки PROMAX 700
Сварочные стержни для наплавки серии 700 для общей наплавки наплавляемого оборудования и аналогичных применений. Хорошая стойкость к истиранию с ударной вязкостью от умеренной до высокой, типичная твердость 53-56 HRC. Прочный наплавленный металл также делает этот электрод подходящим для деталей, подверженных усталости или деформации в процессе эксплуатации.
 Подходит для широкого спектра применений, включая наплавку шнеков для столбов, сельскохозяйственных наконечников, сошников и зубьев, отвалов грейдеров и культиваторов и т. д. Поставляется в многоразовой упаковке по 1 кг для поддержания электродов в хорошем состоянии . Для более высокой стойкости к истиранию и более длительного срока службы мы рекомендуем электроды серии Platinum 943.
Подходит для широкого спектра применений, включая наплавку шнеков для столбов, сельскохозяйственных наконечников, сошников и зубьев, отвалов грейдеров и культиваторов и т. д. Поставляется в многоразовой упаковке по 1 кг для поддержания электродов в хорошем состоянии . Для более высокой стойкости к истиранию и более длительного срока службы мы рекомендуем электроды серии Platinum 943.Подробнее >>
Электроды для наплавки PLATINUM 943
Высокопроизводительный сварочный пруток с твердосплавной наплавкой, идеально подходящий для оборудования, контактирующего с землей. Платина 943 наплавляет чрезвычайно твердые, устойчивые к истиранию карбиды CrNb, обеспечивая длительный срок службы с исключительной стойкостью к истиранию и ударной вязкостью. Идеально подходит для твердых поверхностей, где требуется устойчивость к сильному или экстремальному истиранию (в частности, к истиранию при скольжении) и ударам от умеренных до сильных.
Из-за узловатой формы сложных карбидов наплавки Platinum 943 способны выдерживать более сильные удары, чем стандартные электроды из карбида хрома. Типичные приложения включают в себя; ковши, губки, шнеки, молотки, зубья, дробильное оборудование и т. д. Типичная твердость 60-65 HRC (1-й слой). Поставляется в многоразовой упаковке весом 1 кг для поддержания электродов в хорошем состоянии .Подробнее >>
Проволока для наплавки PLATINUM CX-1800 (без газа)
Наплавка MIG с длительным сроком службы для оборудования, контактирующего с землей. Очень высокая стойкость к истиранию до В 3-4 раза выше износостойкость по сравнению с основной проволокой для наплавки *… благодаря специальные карбидные добавки, не встречающиеся в других проволоках .
Рекомендуется для соприкосновения металла с землей, когда износ в основном вызван истиранием, с ударом от низкого до среднего; наконечники, зубья, ковши, зубья, шнеки, шнеки, грунтозацепы и т. д.
д.
Безгазовая проволока для легкого применения. Доступны 1,2 мм в катушках по 15 кг или 4,5 кг. Требуется минимум 140 ампер, подходит для использования со сварочными аппаратами MIG на 200–250 А.Подробнее >>
Проволока для наплавки PLATINUM SD-980 (твердая)
Наплавочная проволока SD-980 для сварки MIG представляет собой универсальное и простое в использовании универсальное средство. Будучи сплошным проводом, PLATINUM SD-980 легко наносится и является всепозиционным. Идеально подходит для применений, где требуется стойкость к истиранию, особенно в условиях ударов и ударов. Сварной шов может выдерживать абразивный износ, удары от умеренных до сильных и износ металла по металлу. Обычно используется на ковшах и зубьях экскаваторов, шнеках и шнеках, гусеницах, дробильных щеках/колесах и т. д. Доступны катушки диаметром 1,2 мм по 15 кг или 4,5 кг.
 Требуется минимум 120 ампер. Используйте со смешанным газом Ar+CO2.
Требуется минимум 120 ампер. Используйте со смешанным газом Ar+CO2.Подробнее >>
Проволока – наплавка PLATINUM CX-2150 (без газа)
Проволока MIG для наплавки с исключительными характеристиками, обеспечивающая уникальное сочетание исключительной стойкости к истиранию И высокой ударопрочности . До Стойкость к износу в 6-7 раз выше по сравнению с основной проволокой для наплавки *… благодаря специальным карбидным добавкам, которых нет в других проволоках.
Подходит для очень широкого спектра применений, таких как; компоненты, подверженные истиранию вместе с высокой ударной нагрузкой, где стоимость простоя высока, а более длительный срок службы имеет решающее значение для снижения затрат, и где точный характер износа заранее неизвестен и требуется всесторонняя защита от абразивного износа + удара.
Типичные области применения включают в себя: металл-земля, наземное оборудование, дробление, дноуглубительные работы, горнодобывающее оборудование, колосниковые стержни и многое другое.
