Наплавка в среде углекислого газа: 5.3. Сварка и наплавка деталей в среде защитных газов
Содержание
Сварка и наплавка в среде углекислого газа
Углекислый газ (С02) при этом методе сварки и наплавки подается в зону сварки, тем самым оттесняет воздух и предохраняет металл от воздействия кислорода и азота. Схема наплавки в углекислом газе приведена на рисунке 8.
Наплавку в среде углекислого газа целесообразно применять для восстановления наружных и внутренних поверхностей деталей цилиндрической формы небольшого диаметра.
Сварку в среде углекислого газа применяют при ремонте тонколистовых конструкций. Наибольшее применение этот сварочный процесс получил для заварки трещин и приварки заплат при ремонте облицовки, кабин тракторов, автомобилей и сельскохозяйственных машин.
Сварка и наплавка в углекислом газе осуществляются автоматическим и полуавтоматическим способами. При полуавтоматической сварке и наплавке механизированы только операции подачи углекислого газа и электродной проволоки, при автоматической сварке механизирована также операция перемещения электрода относительно детали.
Материалы. Для сварки и наплавки в среде углекислого газа применяют проволоки следующих марок: Св-08ГС, Св-08Г2С, Св-12ГС, Св-10ХГ2С, Св-18ХГСА, Нп-ЗОХГСА, ПП-АН4, ПП-АН5, ПП-АН8, ПП-ЗХ2В8Т, ПП-Р18Т, ПП-Х12ВФТ и другие. Выбор электродной проволоки производится по содержанию элементов раскислителей. Основные раскислители в проволоке для сварки и наплавки углеродистых и низколегированных сталей — кремний и марганец. Сварка и наплавка проволокой, не содержащей достаточного количества раскислителей и с большим содержанием углерода, сопровождается повышенным разбрызгиванием, металл шва становится пористым, появляется опасность возникновения трещин.
Для обеспечения защитной среды углекислый газ получают обычно из пищевой углекислоты или специальной осушенной углекислоты. В баллонах содержится 20… 25 кг жидкой углекислоты под давлением 5,0… 6,0 МПа. В нормальных условиях из одного килограмма углекислоты при ее испарении получают 509 л СОг.
Рис. 8. Наплавка в среде углекислого газа:
8. Наплавка в среде углекислого газа:
Оборудование. Для сварки и наплавки в среде углекислого газа выпускаются комплекты специального оборудования различных конструкций. В комплект входят автоматическая головка, подающий механизм, пульт управления, подогреватель, осушитель. Пост автоматической и полуавтоматической сварки и наплавки в углекислом газе, кроме узлов, входящих в комплект, дополнительно оборудуется понижающим редуктором, баллоном с СО2, резиновыми шлангами для подачи газа к горелкам, расходомером для определения расхода газа при сварке или наплавке.
Для сварки и наплавки в углекислом газе используют аппараты А-547-Р, А-547-У, А-929, ПДПГ-300, А-577-У.
Полуавтомат А-547-Р предназначен для сварки и наплавки электродной проволокой диаметром 0,5… 1,2 мм. Скорость подачи проволоки можно регулировать в пределах 120 … 140 м/ч. В качестве источника питания полуавтомат комплектуется селеновым сварочным выпрямителем ВС-200, рассчитанным на номинальный ток 200 А и напряжение 17 … 25 В.
Полуавтомат А-547-У. Диаметр применяемой электродной проволоки 0,6… 1,2 мм. Скорость подачи ее 140… 600 м/ч. Номинальный сварочный ток 300 А. Источник питания — выпрямитель ВС-300. Полуавтомат обеспечивает качественную сварку металла толщиной 0,8 … 4 мм.
Полуавтомат А-929. Диаметр электродной проволоки 1…2 мм. Скорость подачи проволоки 120… 620 м/ч. Толщина свариваемого металла 1 … 8 . мм. Номинальный сварочный ток питания дуги 350 А, напряжение 17… 30 В. А-929 работает от сварочного преобразователя ПСГ-500.
Аппарат ПДПГ-300 работает с электродной проволокой диаметром 0,8 … 2 мм. Скорость ее подачи 90… 960 м/ч. Номинальный ток 300 А. Толщина свариваемого металла 0,8 … 6 мм.
Аппарат А-577-У работает с электродной проволокой диаметром 1,6 … 2 мм. Скорость ее подачи 80 … 600 м/ч. Ток питания дуги 500 А. Толщина свариваемого металла свыше 3 мм.
Специально для сварки в среде углекислого газа выпускаются сварочные преобразователи ПСГ-300, ПСГ-500 от privod. szemo.ru, сварочные выпрямители ВС-200, ВС-300, ВС-500, ВС-600 и др.
szemo.ru, сварочные выпрямители ВС-200, ВС-300, ВС-500, ВС-600 и др.
Для поворота узлов и деталей в удобное для сварки или наплавки положение используют наплавочные станки или манипуляторы. Установки для автоматической наплавки в среде углекислого газа монтируют также на токарных станках. Наплавляемую деталь закрепляют в патроне станка, на суппорте станка устанавливают наплавочный аппарат, к которому подводят мундштук для подачи углекислого газа в зону наплавки. Для наплавки деталей используют любую автоматическую головку со специальным мундштуком.
При выходе из баллона температура углекислого газа резко падает, так как жидкая углекислота испаряется и поглощает тепло. Снижение температуры углекислого газа может привести к замерзанию влаги и закупорке каналов вентиля и редуктора и перекрытию доступа газа к соплу горелки. В связи с этим углекислый газ подогревают с помощью электрических подогревателей. Для удаления влаги из углекислого газа применяют осушители. Реагенты (силикагель или медный купорос), заполняющие осушитель, нужно периодически (не менее одного раза в неделю) прокаливать при температуре 200… 250 °С в течение двух часов.
Режимы сварки и наплавки. Качество сварного шва и наплавленного слоя, их химический состав и структура зависят не только от материала наплавочной проволоки, но и от режимов сварки и наплавки. Основные параметры режимов: сила сварочного тока, напряжение дуги, диаметр, величина вылета и скорость подачи электродной проволоки, скорость сварки, расход углекислого газа.
Сварка и наплавка в среде углекислого газа производятся на постоянном токе обратной полярности. Сварочный ток и диаметр электродной проволоки определяют в зависимости от химического состава и толщины свариваемого металла, числа слоев шва и применяемого сварочного оборудования. В зависимости от величины, сварочного тока, напряжения дуги, диаметра и химического состава электродной проволоки выбирают скорость подачи электродной проволоки с таким расчетом, чтобы обеспечить устойчивое горение дуги.
Вылет электрода должен быть в пределах 8… 14 мм. Он зависит от удельного электрического сопротивления проволоки, ее диаметра, силы тока и существенно влияет на качество сварного шва. Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 7… 10 л/мин, с возрастанием плотности тока расход газа увеличивается.
Расход углекислого газа, достаточный для защиты зоны сварки от воздуха, составляет 7… 10 л/мин, с возрастанием плотности тока расход газа увеличивается.
Таблица 6. Режимы сварки тонколистовой стали
| Толщина металла, мм | Диаметр электродной проволоки, мм | Сила ного | свароч-тока, А | Напряжение дуги, В | Скорость подачи проволоки, м/ч | Скорость сварки, м/ч | |||
|---|---|---|---|---|---|---|---|---|---|
| 1,0.. | .1,5 | 0,8 | 70. | …110 | 17.. | .19 | 110. | ..120 | 30…40 |
| 1,5.. | .2,5 | 0,8 | 100. | …150 | 18.. | .21 | 120. | ..150 | 25…35 |
| 1,0.. | .2,0 | 1,0 | 100 | …180 | 18.. | .22 | 110. | ..150 | 30…40 |
| 2,0.. | . 3,0 3,0 | 1,0 | 125, | …180 | 19.. | .22 | 130. | ..160 | 30…40 |
| 3,0.. | .4,0 | % 1,0 | 150 | …270 | 18.. | .22 | 150. | ..300 | 25…30 |
| 2,0.. | .3,0 | 1,2 | 140 | …250 | 20.. | .23 | 250. | ..220 | 30…45 |
| 3,0.. | .4,0 | 1,2 | 170 | …300 | 22.. | .28 | 200. | ..300 | 30…40 |
Механизированную наплавку в среде углекислого газа целесообразно применять для восстановления цилиндрических деталей диаметром 10… 40 мм и глубоких отверстий, когда затруднительно применять другие способы. Наплавку во всех случаях проводят при напряжении 17… 20 В, силе тока 75… 90 А. Электродную проволоку применяют диаметром 0,8 … 1,0 мм, вылет электрода составляет 8 … 15 мм, смещение электрода должно быть в пределах 3… 8 мм, скорость подачи проволоки 175… 230 м/ч.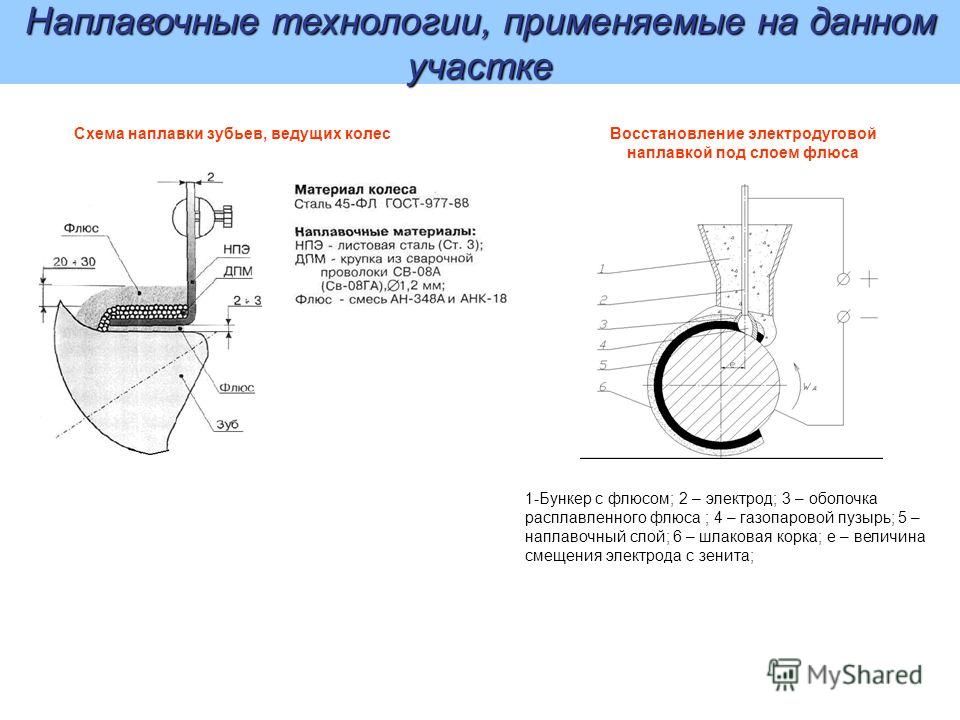 Скорость наплавки — 35… 45 м/ч, шаг — 2,5— 3,5 мм, толщина наплавленного слоя достигает 0,8 … 1,0 мм. Применяя данные режимы, этот способ широко используют для восстановления гладких и шлицевых валов. Наплавка деталей, для которых требуется высокая твердость (до HRC 50), осуществляется проволоками Нп-ЗОХГСА, Св-18ХГСА и другими с последующей закалкой токами высокой частоты. Наряду с проволокой сплошного сечения применяются порошковые проволоки с введением титана и углерода.
Скорость наплавки — 35… 45 м/ч, шаг — 2,5— 3,5 мм, толщина наплавленного слоя достигает 0,8 … 1,0 мм. Применяя данные режимы, этот способ широко используют для восстановления гладких и шлицевых валов. Наплавка деталей, для которых требуется высокая твердость (до HRC 50), осуществляется проволоками Нп-ЗОХГСА, Св-18ХГСА и другими с последующей закалкой токами высокой частоты. Наряду с проволокой сплошного сечения применяются порошковые проволоки с введением титана и углерода.
Источник: rusbolt.ru и по материалам справочника о ТО и ремонте машин и автомобильной техники, 1989 год.
Автоматическая наплавка в среде защитных газов (сущность процессов, оборудование, применяемые материалы, достоинства, недостатки). — Студопедия
Поделись
Этот способ восстановления деталей отличается от наплавки под флюсом тем, что в качестве защитной среды используется углекислый газ. Сущность способа наплавки в среде углекислого газа (рис. 13.5) заключается в том, что электродная проволока из кассеты непрерывно подается в зону сварки. Ток к
13.5) заключается в том, что электродная проволока из кассеты непрерывно подается в зону сварки. Ток к
электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. При наплавке металл
электрода и детали перемешивается. В зону горения дуги под давлением 0,05…0,2 МПа по трубке подается углекислый газ, который, вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха. При наплавке используют токарный станок, в патроне которого устанавливают деталь 8, на суппорте крепят наплавочный аппарат 2
(рис. 13.6). Углекислый газ из баллона 7 подается в зону горения. При выходе из баллона 7 газ резко расширяется и переохлаждается. Для подогрева его пропускают через электрический подогреватель б. Содержащуюся в углекислом газе воду удаляют с помощью осушителя 5, который представляет собой патрон, наполненный обезвоженным медным купоросом или силикагелем. Давление газа понижают с помощью кислородного редуктора, расход его контролируют расходомером 3.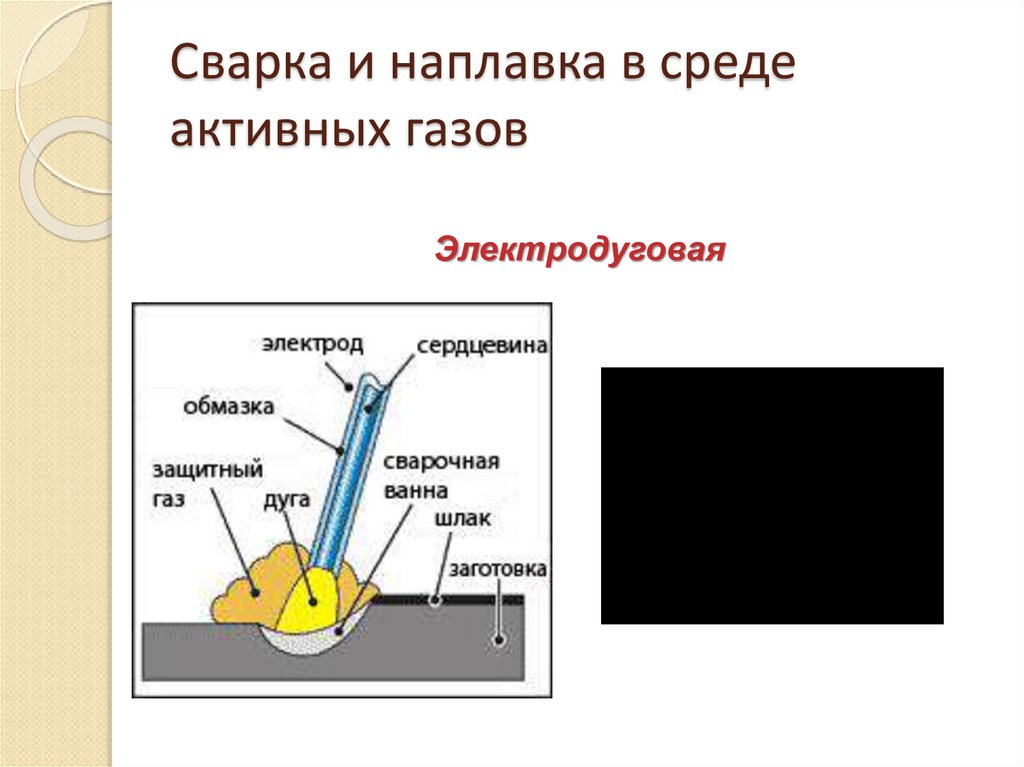
Наплавка в среде защитных газов отличается тем, что в зону горения электрической дуги подают под давлением газ, который защищает столб дуги и ванну расплавленного металла от кислорода и азота воздуха. Для создания защитной среды используют аргон, гелий, диоксид углерода и их смеси.
Наиболее распространена наплавка в среде СО2, которая обеспечивает хорошее формирование шва, наплавленный металл при этом получается плотным, а зона термического влияния малая. Благодаря последнему фактору этот способ применяют для наплавки нежестких деталей.
При сварке и наплавке применяют проволоку с повышенным содержанием кремния и марганца.
Автоматическая наплавка в среде СО2 по сравнению с автоматической наплавкой под слоем флюса имеет такие преимущества: меньший нагрев заготовки, возможность наплавки заготовок диаметром от 10 мм, большую производительность по площади покрытия на 30…40 %, отсутствие перехода отделения шлаковой корки, она в 1,2… 1,5 раза экономичнее. Однако наплавка в среде защитных газов требует применения легированной проволоки и защиты сварщика от излучения дуги.
Однако наплавка в среде защитных газов требует применения легированной проволоки и защиты сварщика от излучения дуги.
Вибродуговая наплавка отличается тремя особенностями. Во- первых, в цепь нагрузки источника питания включена индуктивность, во-вторых, его напряжение и мощность недостаточны для поддержания непрерывного дугового разряда и, в-третьих, электродная проволока совершает колебания с амплитудой 1…3 мм относительно заготовки и ее касание с частотой 50… 100 Гц. Введение индуктивности в цепь нагрузки обеспечивает накопление электрической энергии в индуктивности в начале короткого замыкания цепи и ее расходование на зажигание и горение дуги в течение расчетного времени. В зону наплавки подают охлаждающую жидкость.
Состав электродной проволоки выбирают в зависимости от требуемых механических свойств наплавленного металла. При наплавке стальных и чугунных заготовок для получения покрытия твердостью 51…56 HRC применяют проволоку Нп-65, Нп-80. Для получения твердости 37…41 HRC наплавку ведут проволокой Нп-ЗОХГСА, а твердости 180…240 НВ – проволокой Св-08.
Для получения твердости 37…41 HRC наплавку ведут проволокой Нп-ЗОХГСА, а твердости 180…240 НВ – проволокой Св-08.
Вибродуговая наплавка позволяет получать покрытия высокой твердости и износостойкости без последующей термической обработки. Заготовка нагревается до температуры не выше 100 °С, поэтому не деформируется. Наплавленный металл имеет равномерную толщину. Низкое напряжение процесса уменьшает опасность работ. Однако процесс снижает усталостную прочность деталей и не обеспечивает одинаковую твердость на различных участках покрытия.
Сущность процесса сварки в среде защитных газов заключается в том, что дуга горит в среде защитного газа (аргона, гелия, углекислого газа или их смесей). Газ подается от баллона по шлангу к сварочной головке и выполняет роль флюса. Сварка в среде защитных газов бывает с плавящимся и неплавящимся электродом. В последнем случае электрод изготовляют из тугоплавкого материала, например из вольфрама, присадочный материал подается дополнительно. Кроме того, сварку в среде защитных газов подразделяют на ручную и автоматическую.
Кроме того, сварку в среде защитных газов подразделяют на ручную и автоматическую.
По свариваемости стали иногда подразделяют на хорошо, удовлетворительно, ограниченно и плохо сваривающиеся. К хорошо сваривающимся относят малоуглеродистые (с содержанием углерода до 0,25%) и низколегированные стали, к сваривающимся удовлетворительно — среднеуглеродистые (с содержанием углерода до 0,35%).
Хорошо сваривающиеся стали соединяют без подогрева, а удовлетворительно сваривающиеся с подогревом до 100—150° С. Стали, содержащие углерода от 0,35 до 0,45%, свариваются ограниченно и требуют подогрева до 350° С. Плохо свариваются высокоуглеродистые и высоколегированные стали, чугуны, цветные металлы и их сплавы.
Вибродуговая наплавка в струе жидкости получила распространение при наращивании деталей типа валов для компенсации изношенного слоя небольшой толщины. В настоящее время сваркой и наплавкой восстанавливают более 55% деталей.
Полуавтоматическая наплавка — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Характерной особенностью наплавки в среде углекислого газа является простота процесса в сочетании с высокой производительностью, маневренностью и универсальностью. Для ремонта деталей проточного тракта наиболее рациональной является полуавтоматическая наплавка в среде углекислого газа проволокой диаметром 1 2 — 1 6 мм с использованием шланговых полуавтоматов, предназначенных для сварки в среде защитных газов.
Для ремонта деталей проточного тракта наиболее рациональной является полуавтоматическая наплавка в среде углекислого газа проволокой диаметром 1 2 — 1 6 мм с использованием шланговых полуавтоматов, предназначенных для сварки в среде защитных газов.
[31]
Разработаны и применяются порошковые проволоки трех типов: для наплавки под флюсом, в среде защитных газов и открытой дугой в атмосфере воздуха. Первую применяют для автоматической наплавки под флюсом, вторую — для шланговой полуавтоматической наплавки.
[32]
Полуавтоматическая наплавка в среде углекислого газа имеет преимущества перед ручной дуговой наплавкой и полуавтоматической наплавкой под слоем флюса. Прежде всего производительность полуавтоматической наплавки в среде углекислого газа в 2 5 — 6 раз выше, чем при наплавке качественными электродами, которая в среднем составляет 1 — 2 кг / час. При ручной дуговой наплавке валиков, расположенных рядом, возможно загрязнение наплавленного металла шлаковыми включениями.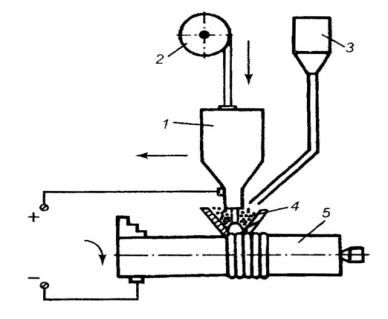 Очистка же от шлака поверхности каждого предыдущего валика перед наложением последующего валика значительно увеличивает трудоемкость. Наплавка вручную больше утомляет сварщика, чем полуавтоматическая наплавка.
Очистка же от шлака поверхности каждого предыдущего валика перед наложением последующего валика значительно увеличивает трудоемкость. Наплавка вручную больше утомляет сварщика, чем полуавтоматическая наплавка.
[33]
| Дуговая наплавка угольным.
[34] |
Механизированная наплавка внутренних поверхностей глубоких отверстий, когда нужно исключить образование шлаковой корки на наплавленном валике, а также полуавтоматическая наплавка деталей сложной формы являются областями применения наплавки в защитном газе. Чаще всего применяется полуавтоматическая наплавка в углекислом газе. Электродом служит легированная проволока подходящего состава или порошковая проволока.
[35]
Механизированная наплавка внутренних поверхностей глубоких отверстий, когда нужно исключить образование шлаковой корки на наплавленном валике, а также полуавтоматическая наплавка деталей сложной формы являются областями применения наплавки в защитном газе. Чаще всего применяется полуавтоматическая наплавка в углекислом газе. Электродом служит легированная проволока подходящего состава или порошковая проволока.
Чаще всего применяется полуавтоматическая наплавка в углекислом газе. Электродом служит легированная проволока подходящего состава или порошковая проволока.
[36]
Полуавтоматическая наплавка в среде углекислого газа имеет преимущества перед ручной дуговой наплавкой и полуавтоматической наплавкой под слоем флюса. Прежде всего производительность полуавтоматической наплавки в среде углекислого газа в 2 5 — 6 раз выше, чем при наплавке качественными электродами, которая в среднем составляет 1 — 2 кг / час. При ручной дуговой наплавке валиков, расположенных рядом, возможно загрязнение наплавленного металла шлаковыми включениями. Очистка же от шлака поверхности каждого предыдущего валика перед наложением последующего валика значительно увеличивает трудоемкость. Наплавка вручную больше утомляет сварщика, чем полуавтоматическая наплавка.
[37]
Флюс КС-ГШ имеет химический состав: 3 5 % ферромарганца, 1 0 % ферросилиция, 10 0 % ферротитана, 4 0 % феррохрома, 47 5 % мрамора, 14 0 % полевого шпата, 20 % плавикового шпата. Замес флюса производится на жидком стекле. Он применяется при полуавтоматической наплавке штампов для горячей штамповки. Металл, наплавленный на поделочную углеродистую сталь, при использовании этого флюса легируется хромом, марганцем, кремнием и титаном.
Замес флюса производится на жидком стекле. Он применяется при полуавтоматической наплавке штампов для горячей штамповки. Металл, наплавленный на поделочную углеродистую сталь, при использовании этого флюса легируется хромом, марганцем, кремнием и титаном.
[38]
При наплавке этой проволокой применение флюса или защитного газа не требуется, поэтому способ отличается простотой и маневренностью и создается возможность восстановления деталей сложной формы, глубоких внутренних поверхностей, деталей малых диаметров и пр. В настоящее время имеются различные конструкции аппаратуры, а также разработана технология упрочнения деталей широкой номенклатуры. Расход проволоки составляет 1 15 — 1 35 кг на 1 кг наплавленного металла. Производительность при полуавтоматической наплавке повышается в, 2 — 3 раза по сравнений с наплавкой штучными электродами.
[39]
При наплавке этой прэ-волоксй применение флюса или защитного газа не требуется, поэтому способ отличается простотой и маневренностью и создается возможность восстановления деталей сложной формы, глубоких внутренних поверхностей, деталей малых диаметров и пр. В настоящее время имеются различные конструкции аппаратуры, а также разработана технология упрочнения деталей широкой номенклатуры. Расход проволоки составляет 1 15 — 1 35 кг на 1 кг наплавленного металла. Производительность при полуавтоматической наплавке повышается в 2 — 3 раза по сравнению с наплавкой штучными электродами.
В настоящее время имеются различные конструкции аппаратуры, а также разработана технология упрочнения деталей широкой номенклатуры. Расход проволоки составляет 1 15 — 1 35 кг на 1 кг наплавленного металла. Производительность при полуавтоматической наплавке повышается в 2 — 3 раза по сравнению с наплавкой штучными электродами.
[40]
Для этой цели применяют порошковую проволоку с внутренней защитой, которая позволяет расширить область применения механизированной износостойкой наплавки. При наплавке этой проволокой применение флюса или защитного газа не требуется, поэтому способ отличается простотой и маневренностью и создается возможность восстановления деталей сложной формы, глубоких внутренних поверхностей, деталей малых диаметров и пр. В настоящее время имеются различные конструкции аппаратуры, а также разработана технология упрочения деталей широкой номенклатуры. Расход проволоки составляет 1 15 — 1 35 кг на 1 кг наплавленного металла. Производительность при полуавтоматической наплавке повышается в 2 — 3 раза по сравнению с наплавкой штучными электродами.
[41]
Для выполнения сварочных работ на деталях автосцепного устройства применяется специальная технологическая оснастка. Вращение на винт передается от электродвигателя 2 через зубчатую и червячную передачи. Корпус автосцепки устанавливают хвостовиком в прямоугольное отверстие диска 3 поворотной рамки и закрепляют. Это позволяет устанавливать любую ремонтируемую поверхность корпуса в нужное положение для удобного и высококачественного выполнения работ. Особенно это важно при автоматической или полуавтоматической наплавке, когда необходимо точно соблюдать предусмотренные технологией углы наклона наплавляемых поверхностей. Стенд позволяет устанавливать корпус в поворотном диске при отсутствии в кабине сварщика подъемного устройства. Корпус устанавливают вертикально хвостовиком вверх, на него опускают рамку так, чтобы хвостовик вошел в отверстие диска, закрепляют в этом положении, после чего поднимают на нужную высоту.
[42]
Полуавтоматическая наплавка в среде углекислого газа имеет преимущества перед ручной дуговой наплавкой и полуавтоматической наплавкой под слоем флюса. Прежде всего производительность полуавтоматической наплавки в среде углекислого газа в 2 5 — 6 раз выше, чем при наплавке качественными электродами, которая в среднем составляет 1 — 2 кг / час. При ручной дуговой наплавке валиков, расположенных рядом, возможно загрязнение наплавленного металла шлаковыми включениями. Очистка же от шлака поверхности каждого предыдущего валика перед наложением последующего валика значительно увеличивает трудоемкость. Наплавка вручную больше утомляет сварщика, чем полуавтоматическая наплавка.
Прежде всего производительность полуавтоматической наплавки в среде углекислого газа в 2 5 — 6 раз выше, чем при наплавке качественными электродами, которая в среднем составляет 1 — 2 кг / час. При ручной дуговой наплавке валиков, расположенных рядом, возможно загрязнение наплавленного металла шлаковыми включениями. Очистка же от шлака поверхности каждого предыдущего валика перед наложением последующего валика значительно увеличивает трудоемкость. Наплавка вручную больше утомляет сварщика, чем полуавтоматическая наплавка.
[43]
| Стальная наплавочная проволока и ее примерное назначение.
[44] |
Для наплавки применяют проволоку как в сочетании с флюсом, так и са. Оболочку из мягкой стальной ленты заполняют смесью ферросплавов и железного порошка, масса к-рой составляет от 15 до 45 % массы проволоки. Наплавку осуществляют только в нижнем положении. Ее используют для полуавтоматической и автоматической наплавки. Полуавтоматическая наплавка порошковой проволокой повышает производительность труда в два-четыре раза по сравнению с наплавкой покрытыми электродами.
Полуавтоматическая наплавка порошковой проволокой повышает производительность труда в два-четыре раза по сравнению с наплавкой покрытыми электродами.
[45]
Страницы:
1
2
3
Сварка и наплавка в защитных газах
7.4. Сварка и наплавка в защитных газах
Сущность способа сварки и наплавки в защитных газах. В зону горения дуги под небольшим давлением подают газ, который вытесняет воздух из этой зоны и защищает сварочную ванну от кислорода и азота воздуха. В зависимости от применяемого газосварку в защитных газах разделяют на сварку в активных и инертных газах (рис. 7.7), Сварку (наплавку) в защитных газах ведут как плавящимся, так и неплавящимся электродом. В первом случае металл электрода плавится и участвует в образовании сварного шва. При сварке неплавящимся электродом (обычно вольфрамовым) металл электрода не плавится и с металлом шва не реагирует, а присадочный материал вводят в зону дуги отдельно. Сварку неплавящимся электродом широко применяют при восстановлении деталей из алюминия и его сплавов. Наибольшее распространение при восстановлении автомобильных деталей получили сварка и наплавка в среде углекислого газа и аргона.
Сварку неплавящимся электродом широко применяют при восстановлении деталей из алюминия и его сплавов. Наибольшее распространение при восстановлении автомобильных деталей получили сварка и наплавка в среде углекислого газа и аргона.
Сварка и наплавка деталей в среде углекислого газа. Сварка (наплавка) в углекислом газе — это способ сварки плавящимся электродом с защитой сварочной ванны от воздуха углекислым газом. Сварка в углекислом газе голой, сплошной проволокой от носится к самым дешевым способам сварки углеродистых и низколегированных деталей. Поэтому по объему производства она занимает первое место среди механизированных способов сварки плавлением.
При сварке в среде углекислого газа (рис. 7.8) из сопла горелки, охватывающего поступающую в зону горения дуги электродную проволоку, вытекает струя газа, достаточная для оттеснения воздуха от реакционной зоны сварки. Защитные свойства струи зависит от физических свойств газа, в частности, от соотношения его плотности к плотности воздуха, Плотность углекислого газа достаточно высокая, приблизительно в 1,5 раза больше плотности воздуха что позволяет обеспечить защиту реакционного пространства дуги от воздуха при относительно небольших расходах газа в струе.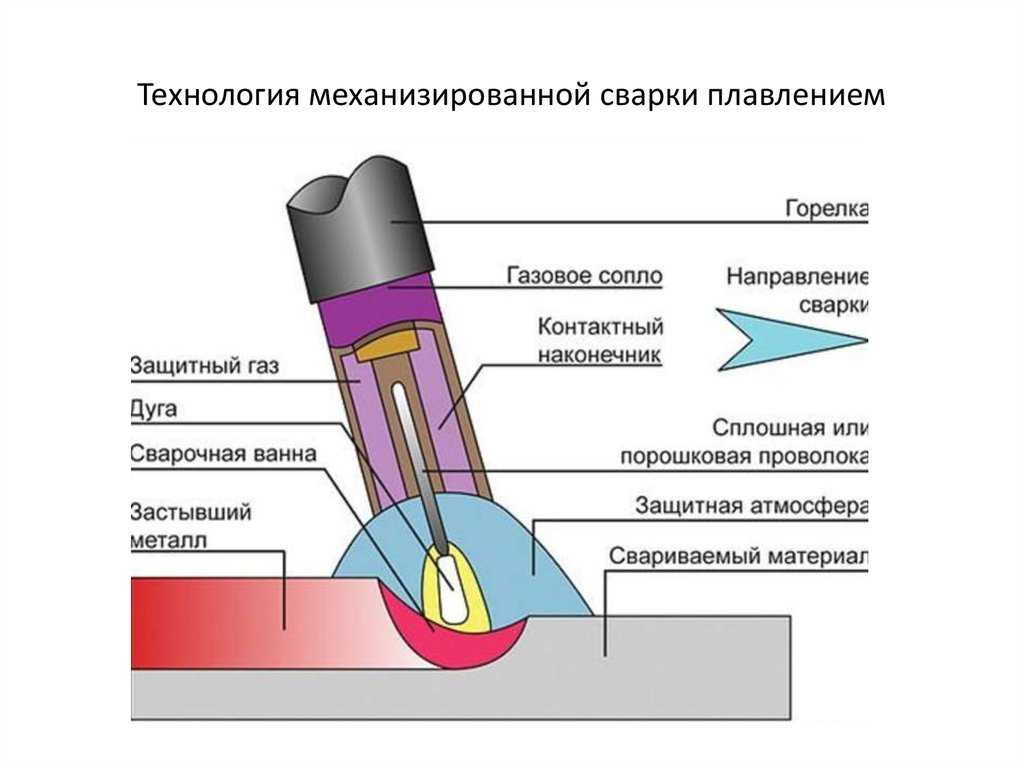 Исследованиями установлено, что расход, газа в объёме 10л/мин уже обеспечивает достаточную защиту реакционного пространства.
Исследованиями установлено, что расход, газа в объёме 10л/мин уже обеспечивает достаточную защиту реакционного пространства.
Однако в процессе сварки углекислый газ, попавший в зону горения дуги, диссоциирует:2СО2=2С0+О2.
Поэтому сварка уже происходит не в чистом углекислом газе, а в равновесной смеси газов СО2, СО и О2. Количественное соотношение объемов N этих газов зависит от температуры (рис. 7.9). Из рис. 7.9 видно, что при температурах Т капель металла (приблизительно 2600 — 2800 К) содержание кислорода в продуктах диссоциации углекислого газа только несколько меньше, чем в атмосфере воздуха. Следовательно, при сварке в среде углекислого газа обеспечивается практически полная защита расплавленного металла от азота воздуха. Однако сохраняется Почти такой же окислительный характер газовой смеси, каким бы он был при сварке голой электродной проволокой в атмосфере воздуха.
Таким образом, при сварке в среде СО2 необходимо предусматривать меры по раскислению наплавляемого металла. Раскисление можно проводить двумя методами: специальной обработкой металла шлаком в результате дополнительного введения флюса; применением электродной проволоки, в состав которой входят хорошие раскислители.
Раскисление можно проводить двумя методами: специальной обработкой металла шлаком в результате дополнительного введения флюса; применением электродной проволоки, в состав которой входят хорошие раскислители.
В практике сварочно-наплавочных работ распространение получил второй способ. В основном при сварке в среде СО2 в качестве раскислителей используют кремний (0,6— 1,0 %) и марганец(1 — 2 %).
При использовании таких электродных проволок диаметром около 2 мм в наплавленном металле конечное содержание кислорода составляет 0,03 — 0,05 %, при содержании 0,3 — 0,4 % кремния и 1 % марганца. Таким образом, потеря кремния составляет в среднем 0,8 — 0,35 = 0.45 %; а марганца 1,7—1,0 = 0,7%. Если пренебречь потерями на испарение, то расчетное количество раскислителей может связать кремний в SiO2 =
=0,5 %О2 и марганец в МnО=0,2 %О2, т. е. в сумме 0,7 %.
Рекомендуемые материалы
При охлаждении наплавленного металла углерод, содержащийся в стали, окисляясь будет способствовать образованию оксида углерода по следующим реакциям: С + О =СО и FеО + С = СО + Fе.
Образующийся при кристаллизации наплавленного металла угарный газ (СО) выделяется в виде пузырьков, часть из которых, вследствие быстрой кристаллизации сварочной ванны, не успевает выделиться и задерживается в металле. В результате в наплавке могут образоваться поры.
Если электродная проволока содержит кремний и марганец, то окислы железа раскисляются не за счет углерода с образованием СО, а за счет более лучших раскислителей из проволоки 8 и Мn. Это предотвращает образование пор. Раскисление окислов железа идет по реакциям: 2FеО + Si=SiO,,+2Fе и FеО+Мn=МnО + Fе.
Образующиеся в процессе раскисления окислы кремния и марганца всплывают и скапливаются на поверхности сварочной ванны в виде шлаков.
Сварочные материалы, используемые для сварки и наплавки в среде углекислого газа, это — электродные проволоки, содержащие раскислители Св-0,8ГС, Св-08Г2С, Св-10ГС, СВ-18ХГС, Нп-ЗОХГСА, ПП-АН4, ПП-АН5, ПП-АН8, ПП-ЗХ2В8Т и др. Сварка(наплавка)электродной проволокой, которая не содержит достаточного количества раскислителей 31 и Мn и происходит с большим содержанием углерода, сопровождается значительным разбрызгиванием расплава, в наплавленном металле наблюдается пористость, повышается опасность образования трещин.
Промышленное производство углекислого газа основано на его извлечении из газов, образующихся при взаимодействии серной кислоты и мела, при обжиге известняка (около 40 % добычи СО2), сжигании кокса и антрацита в специальных топках (до 18 % СО2) из дымовых газов котельных установок (до 12 % СО2) и пр.
Углекислый газ при атмосферном давлении может находиться либо в газообразном состоянии, либо в твердом при температуре ниже —78,9 °С (сухой лед). В жидкое состояние углекислоту переводят при повышенном давлении. Для сварки и наплавки наиболее удобна ее поставка в виде жидкости.
При испарении 1 л жидкой углекислоты при температуре О °С и атмосферном давлении получается 506,8л газа. В стандартный баллон с водяной вместимостью 40 л заливается 25 кг жидкой углекислоты, которая при нормальном давлении занимает 67,5 % объема баллона и дает при испарении около 12,5 м3 газа. В верхней части баллона вместе с газообразной углекислотой скапливается воздух. Вода как более тяжелая, чем жидкая углекислота, собирается в нижней части баллона.
Вода как более тяжелая, чем жидкая углекислота, собирается в нижней части баллона.
Для сварки и наплавки углекислый газ поставляется по соответствующим техническим условиям, хотя после дополнительной очистки можно пользоваться и пищевой углекислотой.
При использовании пищевой углекислоты в баллонах для удаления примесей воздуха рекомендуется перед сваркой выпускать первые порции газа в атмосферу, а Затем после отстаивания баллона в перевернутом положении (вентилем вниз) слить воду, осторожно открывая вентиль. После удаления воды и первых загрязненных объемов газовой фазы такая пищевая углекислота дает удовлетворительные результаты при сварке и наплавке.
На крупных ремонтных заводах организовано централизованное снабжение углекислым газом сварочных постов из стационарных вместимостей большого объема. При такой схеме газораспределения жидкая углекислота доставляется потребителю в специальных цистернах и затем переливается в эти вместимости. По специальным трубопроводам пары углекислоты поступают на рабочие посты.
Оборудование для сварки и наплавки в среде углекислого газа — это серийно выпускаемые комплекты (рис. 7.10) различных конструкций: А-547-У, А-547-Р, А-577-У, А-929, ПДПГ-30, аппараты советско-австрийского производства «Варио-Стар».
На ремонтных предприятиях наиболее широко используется полуавтомат А-547-У, который обеспечивает качественную сварку металла толщиной 0,8 — 4,0 мм. Диаметр применяемой электродной проволоки может изменяться в широких пределах от 0,6 до 1,2 мм при скорости ее подачи 140 — 600 м/ч. Номинальный сварочный ток — 300 А. В качестве источника питания используется сварочный селеновый выпрямитель ВС-300.
Сварочный аппарат А-577-У позволяет использовать электродную проволоку диаметром 1,6 — 2 мм при скорости ее подачи 80 — 600 м/ч. Номинальный сварочный ток питания дуги — 500 А.
Рис. 7.16. Схема установки для сварки (наплавки) в среде СО2:
1 — баллон с углекислым газом; 2 — осушитель; 3 — подогреватель газа; 4 — газовый редуктор; 5 — расходомер газе;6 — клапан; 7 — электромагнит; 8 — аппаратный ящик; 9 — механизм подачи проволоки; 10 — горелка; 11 — восстанавливаем а и деталь; 12 — источник тока
При выходе из баллона углекислый газ резко расширяется и переохлаждается. При определенном расходе газа его температура снижается до такой степени, что может произойти замерзание влаги в газопроводах. Это приводит к прекращению доступа газа в горелку и соответственно в зону сварки. Для предотвращения закупорки газопроводов углекислый газ подогревают при помощи специального устройства — подогревателя газа (рис. 7.11).
При определенном расходе газа его температура снижается до такой степени, что может произойти замерзание влаги в газопроводах. Это приводит к прекращению доступа газа в горелку и соответственно в зону сварки. Для предотвращения закупорки газопроводов углекислый газ подогревают при помощи специального устройства — подогревателя газа (рис. 7.11).
Подогреватель газа присоединяется к вентилю баллона при помощи накидной гайки. Углекислый газ после открытия вентиля проходит по змеевику и нагревается от спирали, питаемой электрическим током напряжением 36 В. Подогретый газ выходит через штуцер и поступает в понижающий редуктор.
Для удаления влаги из углекислого газа используют осушитель (рис. 7.12). В качестве поглотителя влаги, как правило, используют силикагель.
Режимы сварки и наплавки во м ногой определяют качество деталей, восстановленных сваркой или наплавкой. К основным параметрам сварки или наплавки в СО2 относятся: сила сварочного тока, напряжение питания дуги, диаметр, вылет и скорость подачи электродной проволоки, скорость сварки, расход углекислого газа.
Сварочный ток и диаметр электродной проволоки находятся в зависимости от толщины свариваемого металла ,и наплавки, числа слоев шва, химического состава наплавляемой детали, В зависимости от сварочного тока, напряжения питания дуги, диаметра и состава проволоки выбирают скорость подачи электродной проволоки с таким расчетом, чтобы обеспечить устойчивое горение дуги. Следует использовать источники питания с жесткой внешней характеристикой: ПСГ-500-1, ПСУ-500, ВС-300, ВДГ-301, ВДГ-502, ВСЖ-303 и др.
Вылет электрода должен быть в пределах 8 — 15 мм и зависит от удельного электрического сопротивления электродной проволоки, ее диаметра, силы тока. Расход углекислого газа, достаточный для защиты зоны сварки от азота воздуха, составляет 7— 10 л/мин. С возрастанием плотности сварочного тока расход газа должен увеличиваться.
В практике ремонтного производства режимы сварки (наплавки) можно определить по типовым таблицам режимов. Например, в табл. 7.9 приведены режимы сварки тонколистовой стали в зависимости от толщины свариваемого металла, а в табл. 7.10 — режимы наплавки цилиндрических поверхностей в зависимости от диаметра детали и толщины слоя наплавки.
Механизированную наплавку применяют для восстановления деталей диаметром 10 — 30 мм, а также для наплавки глубоких отверстий, когда трудно применить другие способы.
В авторемонтном производстве сварка в среде СО2 является незаменимым способом восстановления рам, кабин и кузовов. Наплавкой восстанавливают десятки наименований деталей: гладкие и шлицевые участки валов, вилки переключения коробок передач, сошки рулевого управления и пр. За период 1985 — 1990 гг. электродуговой сваркой (наплавкой) в среде СО2 было восстановлено около 20 % от всего объема, поступивших в ремонт деталей.
Аргонно-дуговая сварка и наплавка. Свойства некоторых металлов и сплавов заметно ухудшаются при воздействии на них при высоких температурах кислорода, а в отдельных случаях азота и водорода. Для исключения такого вредного воздействия применяют сварку в инертных газах. Защиту реакционного сварочного пространства в этих случаях осуществляют либо струей защитного инертного газа, оттесняющего воздух из зоны горения дуги, либо проведением сварки в специальных камерах с созданием в них атмосферы требуемого состава.
Таблица 7.9. Типовые режимы сварки в СО2 тонколистовой стали
Наиболее универсальным защитным газом является аргон. В ряде случаев к инертному газу для улучшения устойчивости дугового разряда, формирования шва, повышения производительности добавляют различные активные газы.
Таблица 7.10. Режимы наплавки цилиндрических поверхностей в зависимости от диаметра детали и толщины наплавленного шара металла
Для восстановления автомобильных деталей сварка в смеси инертных и активных газов не используется и поэтому в данном учебнике не рассматривается.
Благодаря надежной защите расплавленного металла от вредного воздействия кислорода и азота воздуха при аргонно-дуговой сварке появляются возможности восстановления деталей из трудносвариваемых материалов, в том числе алюминия и его
сплавов, бронзы, латуни, нержавеющих сталей и прочих материалов. В ремонтном производстве сварка с защитой аргоном наиболее широко используется для восстановления автомобильных деталей из алюминия и его сплавов.
При сварке и наплавке деталей из алюминия и его сплавов возникают серьезные трудности, связанные с наличием на поверхности деталей тугоплавкой окисной пленки, температура плавления которой 2050 °С. Плотная, механически прочная пленка окислов не позволяет соединить свариваемые части детали, так как температура плавления самого алюминия значительно ниже и составляет 660 °С. Коэффициент линейного расширения алюминия в 2, а теплопроводность в 3 раза больше в сравнений со сталью, что приводит к значительным деформациям свариваемых (наплавляемых) деталей. Кроме того, при нагревании алюминий и его сплавы не изменяют своего цвета, а в расплавленном состоянии имеют большую жидкотекучесть, что затрудняет формирование сварочного шва или наплавляемого металла.
Аргонно-дуговая сварка осуществляется неплавящимся или плавящимся электродами. При восстановлении используется в основном сварка неплавящимся вольфрамовым электродом с ручной или механической подачей присадочного материала в зону горения дуги (рис. 7.13).
Сварочные материалы, используемые при этом виде сварки, — это вольфрамовые электроды, присадочный материал и газ. При сварке неплавящимся электродом последний не должен участвовать в формировании состава наплавленного металла или металла шва. Основной задачей неплавящихся электродов является обеспечение устойчивого горения дуги при минимальном их расходовании.
Наибольшее распространение в качестве неплавящихся электродов получили вольфрамовые стержни. Такие электроды имеют необходимую электропроводность, высокую механическую прочность, что позволяет их использовать в виде стержней малого диаметра. Температура плавления наиболее тугоплавкого из металлов — вольфрама — равна 3377 °С,
а температура его кипения около 4700 °С. Такие свойства обеспечивают неплавящимся электродам высокую стойкость.
Электроды изготавливаются из порошка вольфрама прессованием, спеканием и последующей проковкой, что приводит к свариванию частиц между собой. Затем из таких заготовок получают волочением электродные стержни требуемого диаметра.
Неплавящиеся электроды из вольфрама относятся к дорогостоящим и дефицитным сварочным материалам. Поэтому при сварке вольфрамовыми электродами необходимо выполнять определенные условия для снижения расхода вольфрама в процессе горения дуги. Так усиливается расходование электродов в результате плавления вследствие образования на их торце более легкоплавких сплавов вольфрама с составляющими свариваемого металла. Эти составляющие попадают на торец электрода как в результате прямого контакта электрода со свариваемым изделием при коротком замыкании во время зажигания дуги, так и в результате конденсации паров и попадании капель из сварочной ванны на торец электрода. Поэтому обычно стремятся исключить контакт электрода с изделием при зажигании дуги. Зажигание выполняют на дополнительной графитовой пластине или наложением в момент зажигания на дуговой промежуток высокого напряжения большой частоты, вызывающего пробей межэлектродного пространства без контакта. Для облегчения возбуждения дуги неплавящийся электрод должен содержать вещества с малой работой выхода электронов. Хорошие результаты дает добавка в порошок вольфрама перед прессованием двуокиси тория (ТНО2) в количестве 1,5 — 2 %. Такие тарированные электроды марки ВТ-15 значительно более стойки против оплавления торца.
В последние годы разработаны и широко используются лантанированные и иттрированные вольфрамовые электроды, обладающие высокими служебными свойствами. Такие электроды по стойкости превосходят тарированные. Ориентировочные нормы расхода вольфрамовых электродов при аргонно-дуговой сварке приведены в табл. 7.11.
В качестве присадочного материала используют прутки, проволоку, полосу из того же алюминиевого сплава, что и свариваемый (наплавляемый) материал, либо применяют электродную проволоку, содержащую кремний Св-АК5, Св-АК10, Св-АК12 и др. (табл. 7.12).
Инертный газ аргон получают из воздуха методом ректификации в специальных разделительных колонках. Полученный таким образом «сырой» аргон содержит значительное количество примесей, в частности кислорода. Дальнейшая его очистка осуществляется беспламенным соединением кислорода с добавляемым водородом в присутствии катализаторов. В чистом аргоне в качестве примесей остается небольшое количество азота, кислорода и влаги. В табл. 7.13 приведены составы различных сортов аргона (А, Б, В), поставляемых для сварки.
Аргон сорта А предназначен для сварки химически активных металлов (титана, циркония, ниобия), сплавов на их основе, а также для сварки алюминиевых сплавов плавящимся электродом. Аргон сорта Б используется для сварки неплавящимся электродом сплавов алюминия, магния и других материалов, чувствительных к примесям кислорода и азота. Аргон сорта В применяют для сварки нержавеющих сталей различных классов.
Аргон, являясь более тяжелым, чем воздух, своей струей лучше защищает металл при сварке в нижнем положении. Растекаясь по поверхности свариваемого изделия, он защищает достаточно длительное время широкую и протяженную зону как расплавленного, так и нагретого при сварке металла.
Таблица 7.12. Составы электродных проволок для сварки (наплавки) деталей из алюминия и его сплавов
Аргон поставляется в баллонах, в которые он нагнетается под давлением 15 МПа. Для исключения попадания воздуха и влаги в баллоны их запрещается использовать до полного снижения избыточного давления. При, наличии остаточного давления, равного 0,3 — 0,5 МПа, попадание в баллон влаги и воздуха маловероятно, и при последующем наполнении аргон будет иметь требуемую чистоту. Оборудование, режимы и техника сварки, применяемые при аргонно-дуговой сварке, во многом определяют качество восстановленных деталей. Для восстановления автомобильных деталей из алюминия и его сплавов используют специальные установки УДГ-301, УДГ-501,-УДАР-
500, работающие на переменном токе. Техническая характеристика первых двух Приведена в табл. 7.14.
Для аргонно-дуговой сварки в зависимости от силы сварочного тока, диаметра неплавящегося электрода используют различные горелки с водяным и естественным охлаждением (табл. 7.15). Режимы аргонно-дуговой сварки алюминия и его сплавов определяются в первую очередь толщиной соединяемых металлов. При выборе режимов сварки можно руководствоваться табл. 7.16.
Аргонно-дуговую сварку выполняют наклонной горелкой углом вперед, угол наклона к поверхности изделия составляет 70 — 80°, а присадочную проволоку подают под углом 10 — 30° (см. табл. 7.13). Дуга возбуждается замыканием электрода и металла угольным стержнем или кратковременным разрядом высокой частоты при помощи осциллятора. Диаметр отверстия сопла горелки должен соответствовать диаметру вольфрамового электрода.
По окончании сварки дугу обрывают постепенно для заварки кратера. Это осуществляют при ручной сварке постепенным растяжением дуги, а при автоматической — специальным устройством заварки кратера, обеспечивающим плавное уменьшение сварочного тока. Длина сварочной дуги при сварке алюминия должна быть в пределах 1,5 — 3 мм, а ее диаметр должен составлять 0,8— 1,5 диаметра электрода.
В ремонтном производстве используют для восстановления алюминиевых деталей аргонно-дуговую сварку плавящимся электродом. Сварка происходит с капельным и струйным переносом, С повышением тока капельный перенос металла электродной проволоки сменяется струйным, и глубина проплавления увеличивается. Критическое значение тока, при котором капельный перенос сменяется струйным, составляет при сварке алюминия 70 А.
Наиболее высокое качество сварки и наплавки плавящимся электродом обеспечивает гамма универсальных сварочных полуавтоматов «Варио-Стар» производства СП «Фрониус-Факел». Компактные сварочные полуавтоматы обеспечивают высококачественную сварку как стальных (защитный газ СО2), так и алюминиевых (защитный газ аргон) автомобильных деталей. Техническая характеристика полуавтоматов «Варио-Стар» для сварки и наплавки плавящимся электродом приведена в табл. 7.17. Полуавтоматы «Варио-Стар» имеют широкий диапазон регулирования сварочного тока, напряжения и скорости подачи электродной проволоки (1 — 22 м/мин) и надежное электронное управление.
Таблица 7.17. Техническая характеристика полуавтоматов для сварки и наплавки
Сварку и наплавку в среде аргона используют при восстановлении блоков цилиндров из алюминиевых сплавов двигателей автомобилей ГАЗ-24-10, УАЗ-469А, ГАЗ-53, картера сцеплений и других деталей. В качестве примера рассмотрим технологию устранения характерных дефектов в блоке цилиндров двигателя автомобиля УАЗ-469. При поступлении в ремонт блок цилиндров (материал — алюминиевый сплав АЛ-4) часто имеет дефекты в виде пробоин и трещин на стенках, обломы на фланцах крепления картера сцепления, масляного картера и на плоскости крепления головки блока, которые устраняются аргонно-дуговой сваркой.
Пробоины на стенках, не захватывающие перегородки, ребра жесткости и масляные каналы устраняют постановкой заплат, которые вырезают из листового алюминия АМЦ толщиной 1,5 — 2 мм. Затем на кромках пробоины снимают фаски таким образом, чтобы зазор в стыке с заготовленной заплатой и кромками пробоины был не более 2 — 3 мм. Блок устанавливают на кантователь ОБ-2001 для выполнения сварки. Металлической щеткой зачищают края пробоины и заплаты на ширине 15 — 20 мм и обезжиривают уйатспиритом или ацетоном. Приваривают заплату в четырех-пяти точках, после чего приваривают по всему периметру на установке Удар-500, Удар-300 или УДГ-301 для аргонно-дуговой сварки деталей.
Для сварки используют вольфрамовый электрод марки ВА-1А или ВП-1 диаметром 4 — 5 мм, выходное сопло для аргона диаметром 9—12 мм, присадочный пруток из проволоки АЛ-4 диаметром 4 — 5 мм. Режим работы: сила тока — 180 — 250 А, расход аргона — 8—11 л/мин, давление — 0,02 — 0,04 МПа, полярность — обратная.
Шов зачищают металлической щеткой, промывают горячей водой или содовым раствором. Качество сварки проверяют внешним осмотром и при наличии раковин или пор места, имеющие дефекты, переваривают.
Испытание блока на герметичность проводят на стенде АКТБ-169 под давлением 0,2 — 0,3 МПа в течение 2 мин; при этом течь и отпотевание сварных швов не допускают. При приварке заплат и заварке пробоин, не захватывающих рубашку охлаждения, проверять герметичность можно керосином. При этом появление пятен керосина на поверхностях, покрытых меловым раствором, не допускается.
Трещины на стенках блоков цилиндров, не проходящие через масляные каналы и не выходящие на резьбовые отверстия шпилек поршневых подшипников, заваривают. Для этого разделывают трещину под углом 90° на глубину 3 — 4 мм по всей длине, применяя пневматическую шлифовальную машинку ИП-2009А и торцовую фрезу. Затем поворачивают блок
Информация в лекции «Стратегии туроперейтинга на туристическом рынке» поможет Вам.
в положение, удобное для сварки, зачищают металлической щеткой поверхность вдоль трещины по ширине 25 — 30 мм, обезжиривают зачищенную поверхность уйатспиритом или ацетоном и заваривают трещину по всей длине аргонно-дуговой сваркой, ведя ее от середины к концам трещины. Заварку отверстий на концах трещины осуществляют после заварки трещины с усилением шва на 2—3 мм.
В процессе сварки блок поворачивают, обеспечивая нижнее положение сварочного шва. Способ сварки, режим очистки шва и проверка на герметичность, а также используемое оборудование те же, что для устранения пробоин.
Обломы на фланцах крепления картера сцепления масляного картера и на плоскости крепления головки блока устраняют двумя способами.
Первый способ — приварка приставок, отрезанных из списанных блоков. Для определения формы и размера приставки обрубают зубилом неровные края облома. Отрезают ножовочным станком приставку из части списанного блока и подгоняют ее при помощи напильника к блоку с обломом для приварки встык. Зазор между приставкой и краями облома не дол жен превышать 2 — Змм.
С наружной стороны облома и приставки под углом 45° делают фаски на глубину 3 — 4 мм и зачищают металлической щеткой поверхность вдоль краев облома и приставки по ширине 20 — 25 мм. Обезжиривают зачищенную поверхность уайтспиритом или ацетоном. Прихватывают приставку в трех-четырех местах и приваривают аргонно-дуговой сваркой, начиная с мест, наиболее доступных для работы, с усилением шва на 3 — 4 мм, В процессе сварки блок поворачивают, обеспечивая нижнее положение сварочного шва. Используемое оборудование, режим сварки, очистки шва и проверка на герметичность указаны в дефекте для устранения пробоин на стенках блока.
Второй способ — наплавка обломов по формующим шаблонам. Для наплавки наиболее часто встречающихся обломов изготавливаются стальные формующие шаблоны, восполняющие обломанную часть блока. Устанавливают шаблон на блок и наплавляют по нему место облома. Выдерживают блок до полного охлаждения наплавленного металла и снимают шаблон. Используемое оборудование, режим сварки, очистки шва и проверка на герметичность аналогичны первому способу.
Полуавтоматическая сварка в среде углекислого газа (защитного)
Теория и химические закономерности
Технология сварки в углекислом газе была создана в СССР еще в середине двадцатого века. Впоследствии она получила широкое распространение в промышленности, в строительстве, а также в быту, благодаря низкой себестоимости углекислого газа, универсальности, и высокой производительности.
Полуавтомат для работы с углекислотой
Принцип действия этого метода таков: в сварочную зону поступает углекислый газ, распадаясь под воздействием высоких температур на составляющие — кислород (О2) и угарный газ (СО).
Формула процесса выглядит так: 2СО2=2СО+О2.
Таким образом, в сварочной зоне присутствуют сразу три газа: углекислый, угарный и кислород. Данная комбинация защищает металл от нежелательного воздействия со стороны находящегося в атмосфере воздуха, но и вступает в активное взаимодействие с углеродом и железом, содержащимися в стали.
С целью нейтрализации углекислого газа применяется особая сварочная проволока, содержащая марганец и кремний. Они активнее железа, и вступают в реакцию окисления первыми, не допуская окисления углерода и железа.
Марганец и кремний вносятся в соотношении 1.5 к 2, образуя в процессе сварки легкоплавкое соединение и выводясь в виде шлака на поверхность.
Особенности полуавтоматической сварки в среде углекислого газа
Работа сварочного аппарат с углекислотой
В углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар.
А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью.
Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Подготовка металла к сварке в среде углекислого газа
Зачистка металла перед сваркой
Листы из углеродистой или низколегированной стали хорошо свариваются в углекисло-газовой среде. При толщине листов от 0.6 до 1.0 мм рекомендуется проводить отбортовку кромок. Если отбортовка не выполняется, тогда зазор между подлежащими сварке кромками не должен быть более 0.3-0.5 мм.
При толщине листов от 1 до 8 мм кромки можно не разделывать. Максимальный зазор, который можно при этом допускать — не более 1.0 мм. Для листов толщиной от 8 до 12 мм принято делать V-образную разделку, а при толщине более 12 мм — Х-образную разделку.
До начала сварочного процесса необходимо зачистить на кромке краску, окалину, масло, грязь, или другие загрязнения. Это можно сделать вручную, либо с использованием пескоструйной обработки.
О сварочной проволоке
Для полуавтоматической сварки используется проволока, обладающая повышенным содержанием таких добавок как марганец и кремний. Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
Режимы полуавтоматической сварки в среде защитных газов
На выбор режима напрямую влияет толщина свариваемого металла. Чем она больше, тем ниже получается скорость сварочного процесса, и тем больше нужна сила тока. Сварочная дуга должна быть как можно более короткой (от 1.5 до 4 мм), иначе она становится неустойчивой, повышается разбрызгивание металла, повышается вероятность насыщения азотом и окисления жидкой ванны.
Сварка в среде защитных газов
Скорость подачи проволоки зависит от напряжения и силы сварочного тока. На величину ее вылета влияет и диаметр — при значении 0.5-1.2 мм вылет равняется 8-15 мм, а при 1.2-3 мм вылет увеличивается до 15-35 мм.
Что касается расстояния от мундштука горелки до металла, то оно равняется 7-15 мм при силе тока до 150А, а при значениях до 500А — 15-25 мм.
Техника полуавтоматической сварки в углекислой среде
Чтобы предотвратить во время сварки риск возникновения горячих трещин, корневой шов лучше всего сваривать при небольшой величине тока.
Сварка в углекислой среде
Можно выполнять сварку полуавтоматом справа налево («углом вперед»), либо слева направо («углом назад»). В первом случае получается широкий сварной шов и уменьшенная глубина проплавления. Такая техника хорошо подходит для тонкостенных изделий, а также для сварки сталей, при которых могут образовываться закалочные структуры.
При сварочной технике «углом назад» возрастает глубина проплавления, а ширина шва — уменьшается. Угол, под которым нужно держать горелку к свариваемой детали — 15°.
Рекомендуется завершать сварной шов заполнением кратера металлом, после чего остановить подачу проволоки и завершить подачу тока. А вот спешить завершать подачу углекислого газа не стоит до того момента, пока расплавленный металл не затвердеет окончательно.
Приемы для увеличения производительности
Для повышения производительности полуавтоматической сварки увеличивать величину сварочного тока допускается лишь при создании швов в нижнем положении. Использовать этот прием для потолочных и вертикальных швов можно лишь при увеличении скорости кристаллизации сварочной ванны (например, периодически отключая подачу проволоки или колебательными движениями вдоль и поперек шва).
Профессиональный полуавтомат для сварки углекислотой
Еще один способ увеличения производительности полуавтоматической сварки, производимой в среде углекислого газа, — повышение вылета сварочной проволоки.
Лучше всего эта техника работает при использовании тонкой проволоки. В таком случае она подается в сварочную зону уже разогретой до высоких температур, а значит увеличивается ее скорость плавления и объем расплавленного металла.
Избавиться от самопроизвольных движений конца проволоки при большом вылете можно с помощью специальных фарфоровых или керамических наконечников.
Повышение длины вылета проволоки на 40-50 мм может поднять производительность до 30-40%, однако при этом снижается глубина проплавления металла.
Особенности импульсно-дуговой сварки в среде углекислого газа
При создании различных металлоконструкций объем работ с угловыми швами может достигать 80%. Не менее половины из них свариваются при наклонном или вертикальном положении. Подобные швы делаются «на подъем», чтобы обеспечивался тщательный провар корня шва. Благодаря этому достигается усиление шва (до 25% от общего сечения шва).
Баллоны для сварочной углекислоты
Однако такое усиление не повышает прочность шва и не увеличивает работоспособность конструкции, поэтому рекомендуется делать его минимальным.
Импульсно-дуговая сварка в углекислой среде позволяет снизить усиление шва или избавиться от него вовсе.
Благодаря особенностям горения дуги и переносу электродного металла можно выполнять автоматическую и полуавтоматическую сварку наклонных и вертикальных угловых швов, а также тавровых соединений с толщиной металла до 12 мм «сверху-вниз» на спуск. Это позволяет обеспечивать равномерный провар по всей длине соединения. Такой прием дает возможность обеспечить слегка вогнутую или нормальную форму шва, и уменьшить его сечение на 25-30%. При этом значительно снижается расход электроэнергии и до трех раз увеличивается скорость сварки.
Видео: Подготовка к работе сварочного полуавтомата
youtube.com/embed/gsBDcZWozYE» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Сварка в среде углекислого газа
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.
Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Содержание страницы
- 1 Режим и техника сварки
- 2 Особенности процесса сваривания
- 3 Комплектность оборудования
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва.
 К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой. - Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
youtube.com/embed/kKPoN2fVfFE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Часто задаваемые вопросы о наплавке твердым сплавом
Детали и оборудование всех отраслей промышленности подвергаются разрушительному износу в той или иной степени.
Наплавка — экономичный инструмент, который сводит к минимуму износ и увеличивает срок службы. На первый взгляд, наплавка может показаться запутанной и хлопотной. На самом деле это не так. Понимание некоторых основ наплавки может иметь большое значение для уверенности в выборе продукта для наплавки.
Компания Postle Industries, производитель продуктов для наплавки, обнаружила, что следующие 22 ответа на часто задаваемые вопросы могут помочь вам выбрать продукты для наплавки, наиболее подходящие для вашей области применения.
1. Что такое наплавка?
Металлические детали часто выходят из строя не по назначению не из-за того, что они ломаются, а из-за истирания, ударов, контакта металла с металлом или какого-либо другого вида износа, что приводит к потере их размеров и функциональности. Наплавка, также известная как наплавка твердым сплавом, представляет собой нанесение наплавленного или износостойкого металла сварного шва на поверхность детали с помощью сварки для продления срока службы детали. Наплавленный металл может наноситься в виде сплошной поверхности или в виде узора, такого как вафельный узор, елочка, точечный узор и т. д.
Наплавка приобретает все большее значение во многих отраслях промышленности для защиты оборудования, подверженного износу и истиранию. Postle Industries производит продукцию, используемую в горнодобывающей промышленности, дноуглубительных работах, переработке, сельском хозяйстве, железных дорогах, землеройных и строительных работах, цементе, лесозаготовках, производстве электроэнергии, бурении нефтяных и газовых скважин, а также в производстве стали и ковке. Продление срока службы изнашиваемых деталей сэкономит тысячи долларов и повысит производительность. Наплавку можно использовать для восстановления деталей, которые уже подвергались износу и утратили свой срок службы, или использовать при производстве новых деталей для увеличения срока их службы перед их вводом в эксплуатацию.
Существует три основных типа наплавки:
- Наплавка или восстановление
- Наплавка или наплавка
- Комбинация наплавки и наплавки
2. На какую основу можно наносить наплавку?
Углеродистые и низколегированные стали с содержанием углерода менее 1% могут подвергаться наплавке. Среднеуглеродистые и низколегированные стали очень распространены, поскольку они обеспечивают более высокую прочность, чем мягкие стали, и лучшую стойкость к истиранию. Высокоуглеродистые сплавы могут потребовать специального буферного слоя.
Следующие базовые металлы могут быть жестко:
- нержавеющие стали
- марганцевые стали
- Углеродные и сплавные стали
- Чистовые утюги
- Никелевые сплавы
- Mapper-Base-Base Alloys
2-leloys
сильно магнитны, и их легко отличить от немагнитной аустенитной марганцовистой стали. Существует множество низколегированных и высокоуглеродистых сталей, которые используются для производства оборудования и запасных частей, особенно для оборудования, требующего повышенной прочности и стойкости к истиранию. Их нелегко отличить, но их следует идентифицировать, чтобы определить правильную температуру предварительного и последующего нагрева. По мере увеличения содержания сплава потребность в предварительном и последующем нагреве становится все более важной.Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400ºF (200ºC). Сталь, используемая для рельсов, обычно содержит больше углерода и требует минимального предварительного нагрева от 600ºF до 700ºF (от 315ºC до 370ºC). Марганцевая сталь не требует предварительного нагрева. На самом деле необходимо предпринять шаги для поддержания температуры основного металла ниже 500ºF (260ºC).
3 . Какие наиболее популярные процессы сварки используются для нанесения твердосплавного покрытия?
В порядке популярности используются следующие процессы сварки:
- Дуговая сварка флюсовой проволокой (FCAW) открытой дугой или наплавочной проволокой в защитных газах
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) проволокой в защитных газах
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка под флюсом (SAW) )
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Газокислородная сварка (OFW) или кислородно-ацетиленовая сварка
- Плазменная дуговая сварка, лазерная сварка, термическое напыление, распыление и плавление
Существует широкий спектр оборудования и источников питания на рынке. Текущая тенденция заключается в использовании полуавтоматических и автоматических процессов сварки с использованием FCAW и GMAW, которые примерно одинаковы по популярности. GMAW, использующая сплошную проволоку или сварочную проволоку с металлическим сердечником, должна использоваться с газовой защитой, тогда как FCAW используется сварочная проволока, которая используется с открытой дугой или без газа, а также с газовой защитой. Дуговая сварка защитным металлом электродами с флюсовым покрытием по-прежнему очень популярна, особенно для наплавки на месте в полевых условиях — оборудование недорогое и портативное. Факторы, которые следует учитывать при выборе подходящего процесса сварки:
- Наличие сварочного оборудования, включая размер источника питания. Сварка штучным электродом или полуавтоматической проволокой.
- Наличие расходных материалов для наплавки. Размер сварочного материала.
- Место сварки – в помещении или на открытом воздухе
- Размер детали, форма и область наплавки Толщина наплавки
- Скорость наплавки
- Положение сварки – можно ли перемещать деталь для сварки в горизонтальном положении Требования к механической обработке, если таковые имеются
- Желаемая отделка (поддуговое качество?)
- Подготовка компонентов для ранее наплавленных деталей
- Предварительный нагрев и обработка после сварки (отпуск/медленное охлаждение/охлаждение на воздухе)
самый экономичный?
Многие факторы влияют на экономику наплавки, но основным фактором является скорость наплавки. Таблица 1 показывает расчетную скорость осаждения для каждого процесса.
5. Износ — такой всеобъемлющий термин. Можно ли разбить его на более управляемые категории?
Да. Существует множество различных категорий износа — их слишком много, чтобы охватить в одной статье — но наиболее типичными видами износа являются следующие (проценты — это оценка общего износа):
Замковое соединение с твердосплавным покрытием Duraband® NC, не образующим трещин
Большинство изнашиваемых деталей выходят из строя не из-за одного вида износа, например, удара, а из-за комбинации видов износа, например истирания. и воздействие. Например, зубья горного ковша обычно подвергаются истиранию и ударам, и в зависимости от того, какой тип материала добывается (мягкая или твердая порода), одна мода может преобладать над другой. Это будет определять используемый продукт для сварки твердосплавным покрытием.
Определение режима износа или понимание окружающей среды, которой подвергается деталь, имеет решающее значение для выбора сплава для твердосплавного покрытия, который лучше всего подходит для применения. Выбор продуктов для твердосплавного покрытия может быть сложным и может потребовать испытаний и испытаний.
Наиболее распространенные виды износа:
- Абразивный износ возникает, когда такие материалы, как зерно, почва или песок, уголь или минералы, скользят по металлической поверхности. Абразивный износ можно разделить на истирание при выдалбливании, истирание при шлифовании с высоким напряжением или истирание с царапанием при низком напряжении.
- Ударный износ возникает, когда объект ударяется о другой объект, например, деталь дробилки или колесо железнодорожного вагона, катящееся по марганцевому переезду, что приводит к отслаиванию или отслаиванию материала.
- Износ металла по металлу или адгезионный износ — это происходит, когда две металлические поверхности скользят друг относительно друга под давлением, создавая условия микросварки из-за теплоты трения. Как правило, используются в условиях без смазки или в сухих условиях
Ротор Grizzly и лезвия для измельчения шин — наплавлены Postle 2834 для предотвращения износа
6. Существует ли удобный способ классифицировать множество доступных сплавов для упрочнения при выборе сплава для упрочнения?
Да. Сплавы на основе железа можно разделить на четыре основные категории:
- Мартенситные – К ним относятся все закаливаемые стали с твердостью по Роквеллу от 20 до 65 HRC. К проволочным изделиям относятся Postalloy® 2892-MCG, 2898-MCG и Super Edge. Электроды включают Postalloy® 21 и 27. Эта группа, как и инструментальная сталь, затвердевает при охлаждении. Они хороши для износа металла по металлу и абразивного износа. Они также могут выдерживать большие нагрузки. Сплавы ниже 45 HRC обычно используются для наплавки перед наплавкой или для восстановления размеров, а после сварки деталь должна подвергаться механической обработке. Мартенситные сплавы с более высокой твердостью, выше 50 HRC, используются для сопротивления истиранию.
- Аустенитный — Аустенитные сплавы включают упрочняемые марганцевые стали и нержавеющие стали, такие как проволока Postalloy® 2850-FCO и Frogtuff-FCO или электроды 205 и 207. Эта группа, как правило, мягкая при сварке и затвердевает только после многократной обработки металла шва под воздействием ударов.
Обладают хорошей ударопрочностью и умеренной стойкостью к истиранию. Аустенитная марганцевая сталь обычно встречается вокруг дробилок, крестовин и крестовин железнодорожных путей, а также зубьев лопат. Нержавеющие стали хороши для коррозионной стойкости.
- Карбид металла и мягкая аустенитная матрица – Эти сплавы содержат большое количество карбидов металлов в более мягкой матрице и подходят для применения в тяжелых условиях истирания. Сплавы, которые содержат большое количество хрома и углерода, известны как семейство карбида хрома и ближе к чугуну или белому чугуну. Иногда они содержат дополнительные количества ниобия, ванадия и других элементов. Их твердость варьируется от 40 HRC до 65 HRC. Сплавы, содержащие большое количество вольфрама и углерода, относятся к семейству карбидов вольфрама. Некоторые из них содержат небольшое количество бора, который образует бориды и подходит для применения в условиях сильного истирания. Продукция включает проволоку Postalloy 2832-MCO, 2834-MCO, 2836-MCO и электроды 214, 215HD или 218HD.
- Карбид металла в твердой мартенситной матрице – Мартенситная матрица представляет собой инструментальную сталь с твердостью от 45 HRC до 60 HRC. Эти сплавы содержат добавки ниобия, ванадия, молибдена или титана. При надлежащих процедурах их обычно можно наносить без трещин вследствие напряжения. Продукты включают Postalloy 2826NC-MCG и 2828NCTi-FCO.
7. Многие наплавочные сплавы трескаются. Это нормально?
Зависит от наплавочного сплава. Многие сплавы карбида хрома, такие как Postalloy® 2834-MCO, дают трещины при охлаждении до умеренных температур; это нормально. Другие, такие как аустенитные и мартенситные группы, не трескаются при соблюдении правил сварки.
8. Что такое взлом чеков?
Растрескивание, или, как его иногда называют, растрескивание, происходит в семействах карбида хрома и может быть идентифицировано как трещины, перпендикулярные длине валика. Обычно они возникают на расстоянии от 3/8 дюйма (8 мм) до 2 дюймов (50 мм) друг от друга и являются результатом высоких напряжений, вызванных сокращением металла сварного шва при его охлаждении.
Трещины распространяются по толщине наплавленного валика и останавливаются у основного металла, если он не является хрупким. В случаях, когда основной металл твердый или хрупкий, следует выбрать буферный слой из более мягкого и прочного металла сварного шва. Семейство аустенитных сплавов является хорошим выбором для буферных отложений.
Трещины под напряжением в карбиде хрома.
9. Что такое наплавка карбидом хрома?
Как правило, это сплавы на основе железа, которые содержат большое количество хрома (более 15 процентов) и углерода (более 3 процентов). Эти элементы образуют твердые карбиды (карбиды хрома), устойчивые к истиранию. Отложения часто трескаются примерно через каждые 1/2 дюйма, что помогает снять напряжение при сварке. Их низкий коэффициент трения также делает их желательными в тех случаях, когда требуется материал с хорошим скольжением.
Изделия из проволоки включают Postalloy 2820-MCO, 2832-MCO и 2834-MCO. Электроды включают 214 и 215HD.
Вообще говоря, сопротивление истиранию увеличивается по мере увеличения количества углерода и хрома, хотя углерод оказывает наибольшее влияние. Значения твердости варьируются от 40 HRC до 65 HRC. Они также могут содержать другие элементы, которые могут образовывать другие карбиды или бориды, повышающие износостойкость при высоких температурах. Эти сплавы ограничены двумя или тремя слоями.
10. Что такое сложные карбиды?
Сложные карбиды обычно связаны с отложениями карбида хрома, которые имеют добавки колумбия (ниобия), молибдена, вольфрама или ванадия. Добавление этих элементов и углерода образует их собственные карбиды и/или соединяется с существующими карбидами хрома для повышения общей стойкости сплава к истиранию. Они могут иметь все эти элементы или только один или два. Они используются в условиях сильного истирания или высоких температур.
Продукты включают Postalloy 2836-MCO или 218HD
11. Что такое карбиды в мартенсите?
Это сплавы типа инструментальной стали с многочисленными плотно упакованными карбидами титана, ниобия, ванадия или других элементов. Твердые сплавы в мартенсите являются отличным выбором для областей применения, требующих образования отложений без трещин с хорошими характеристиками износа. Наплавленные наплавки обычно обладают такими же характеристиками износостойкости, которые ожидаются от продуктов для твердосплавного покрытия из карбида хрома. Поскольку эти сплавы не трескаются, их легче применять с точки зрения повторного применения.
Продукты включают Postalloy 2826NC-MCG, Ultrashred 580, 2828-FCO
12. Что такое MIG Carbide?
Это также известно как вставка из карбида вольфрама. Частицы карбида вольфрама подаются из бункера непосредственно в расплавленную сварочную ванну PS98. Когда наплавленный валик остывает, образующийся наплавленный металл содержит большие объемы частиц карбида вольфрама, внедренных в матрицу из инструментальной стали твердостью от 55 до 60 HRC. Эти чрезвычайно твердые и износостойкие частицы защищают отвалы бульдозеров и грейдеров, ковши драглайнов и погрузчиков, а также многие другие типы молотов от преждевременного износа во многих сложных и высокоабразивных условиях.
13. Что подразумевается под рисунком наплавки?
При работе в каменистой почве, руде или шлаке цель состоит в том, чтобы НЕ улавливать почву на поверхности, а защищать поверхность под ней от истирания, вызванного движением камней по поверхности. Это можно сделать, нанеся ряд гребней или сварных швов параллельно потоку материала, например, рельсы. Это предотвратит соприкосновение каменистой почвы с поверхностью.
При работе в грязи или песке нанесите валики твердого покрытия на расстоянии от 1/4″ (6,4 мм) до 1-1/2″ (38 мм) друг от друга и перпендикулярно или против потока абразивного материала. Принуждение материала к уплотнению между валиками сварного шва хорошо работает для мелкозернистых песков и почв.
Нанесите точечный рисунок на участки, не подверженные сильному истиранию, но подверженные износу, или труднодоступные места сварки. Точечный рисунок также используется на тонких основных металлах, когда деформация и коробление могут быть вызваны перегревом основного металла.
При работе в почве с небольшим содержанием глины цель состоит в том, чтобы использовать рисунок наплавки, который захватывает почву на поверхности, образуя слой захваченной почвы, который защитит поверхность под ней. Лучше всего это сделать с помощью штриховки или вафельного рисунка. Эта схема также хорошо работает, когда есть комбинация мелкой и грубой почвы.
14. Можно ли использовать значения твердости для прогнозирования сопротивления истиранию?
Нет, это плохая идея. Мартенситный сплав и сплав карбида хрома могут иметь одинаковую твердость, скажем, 58 HRC, и вести себя совершенно по-разному в одних и тех же абразивных условиях. Сплав карбида хрома обеспечивает лучшую стойкость к истиранию, чем мартенситный сплав. Металлургическая микроструктура является лучшим мерилом, но он не всегда доступен.
Единственная временная твердость может использоваться для прогнозирования износа, когда оцениваемые сплавы принадлежат к одному и тому же семейству. Например, в мартенситном семействе сплав с твердостью 55 HRC будет иметь лучшую стойкость к истиранию, чем сплав с твердостью 35 HRC. Это может быть, а может и не быть как в аустенитных, так и в карбидных семействах. Опять же, вы должны учитывать микроструктуру. Вы должны проконсультироваться с производителем для получения рекомендаций.
15. Если твердость ненадежна, то как измеряется износ?
Зависит от типа износа, но в случае абразивного износа — наиболее распространенного механизма износа — ASTM Intl. G65 Испытание резинового колеса на сухом песке широко используется. По сути, это тест, в котором образец взвешивают до и после теста, а результат обычно выражается в граммах потери веса или потери объема.
Образец удерживается на вращающемся резиновом колесе с известной силой в течение заданного числа оборотов. Особый тип песка, размер которого тщательно подобран, просачивается между образцом и резиновым колесом. Это имитирует чистое истирание, а цифры используются в качестве ориентира при выборе материала.
Испытательный прибор ASTM G65
16. Какой тип газа используется при наплавке методом GMAW?
Низкое проникновение и разбавление являются основными задачами при наплавке, поэтому чистый аргон и смеси аргона с кислородом или углекислым газом обычно дают желаемый результат. Вы также можете использовать чистый углекислый газ, но вы можете получить больше брызг, чем со смесью аргона.
17. Что такое шаровидный или глобулярный перенос и почему он важен?
Сварочная проволока обеспечивает либо струйный, либо шариковый (шаровой) перенос расплавленного металла поперек сварочной дуги. Перенос распылением представляет собой дисперсию мелких капель расплавленного металла и может быть охарактеризован как перенос с плавным звучанием. Эти провода желательны для соединений, требующих хорошего проникновения.
Проволока для переноса шариков рассеивает более крупные капли или шарики расплавленного металла. Этот тип переноса способствует низкому проникновению и разбавлению, подходит для наплавки. Он имеет более шумную дугу, которая издает слышимый потрескивающий звук, и, как правило, имеет более высокий уровень разбрызгивания, чем проволока для распыления. Параметры сварки, такие как электрический вылет, газ (если есть), сила тока и напряжение, могут влиять на размер шара и его перемещение. Все безгазовые или открытые дуговые проволоки имеют шаровидный или шариковый перенос.
18. Нужно ли предварительно нагревать детали перед наплавкой?
Растрескивание в зоне термического влияния всегда является проблемой при сварке низколегированных и высокоуглеродистых сталей, а также деталей, подвергающихся высоким нагрузкам, или деталей сложной формы. Как правило, все детали должны быть сварены, по крайней мере, при комнатной температуре. Вы должны выбрать более высокие температуры предварительного нагрева и промежуточного прохода в зависимости от химического состава основного металла и используемого продукта для твердосплавного покрытия. Высокоуглеродистые стали требуют предварительного нагрева. Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400°F (200°C). Сталь для рельсов обычно является высокоуглеродистой и требует минимального предварительного нагрева от 600°F до 700°F (от 315°C до 370°C).
Марганцевая сталь и некоторые нержавеющие стали НЕ требуют предварительного нагрева, а температура сварки должна поддерживаться как можно ниже.
На самом деле, должны быть предприняты шаги, чтобы поддерживать температуру основного металла марганца ниже 500°F (260°C).
Вам следует проконсультироваться с производителем, чтобы выбрать наилучшую комбинацию для предотвращения растрескивания и отслаивания.
Предварительный нагрев пропаном
19. Когда используется кобальтовый или никелевый упрочняющий сплав?
Кобальтовые сплавы содержат много типов карбидов и хорошо противостоят сильному истиранию при высоких температурах. Они также обладают хорошей коррозионной стойкостью для некоторых применений. Твердость наплавки колеблется от 25 HRC до 55 HRC. Доступны также упрочняющие сплавы.
Сплавы на основе никеля могут содержать бориды хрома, устойчивые к истиранию. Они могут быть особенно хороши в агрессивных средах и при высоких температурах, когда истирание является проблемой.
20. Почему некоторые продукты для твердосплавного покрытия ограничены двумя или тремя слоями?
Карбид хрома, такой как проволока Postalloy 2834-MCO, или сложные карбиды, такие как проволока 2836-MCO, как правило, ограничены в количестве слоев, которые могут быть нанесены. Электроды включают 214, 215HD или 218HD. Хрупкая природа карбидов металлов приводит к растрескиванию, и по мере нанесения нескольких слоев напряжение продолжает расти, концентрируясь в корне трещин до тех пор, пока не произойдет разделение или выкрашивание между основным металлом или буфером и наплавкой.
Если иное не указано изготовителем, и при соблюдении правильных процедур, мартенситные сплавы для твердосплавной наплавки, такие как электроды Postalloy 21 или проволока 2898-FCO, могут наноситься в несколько слоев. Аустенитно-марганцевые наплавочные материалы, такие как Postalloy 2850-FCO, можно наносить в неограниченном количестве слоев, если изготовитель не указывает иное.
Обязательно следуйте рекомендациям производителя относительно количества слоев. Если требуется большее количество слоев, следует использовать буферный или наплавляемый сплав.
21. Что означает наплавка или буферный сплав?
Эти сплавы аналогичны сплаву исходного металла по твердости и прочности и выполняют две основные функции.
К этой категории относятся электрод Postalloy® 27 и проволока 2891-MCG.
- Наносятся на сильно изношенные детали, чтобы восстановить их размеры, когда после сварки необходимо использовать механическую обработку. Твердость варьируется от 30 HRC до 45 HRC.
- Применяются в качестве буфера для последующих слоев более износостойкой наплавки. Если сплав для твердосплавного покрытия, такой как сплав карбида хрома, образует чешуйчатые трещины, то разумно использовать прочный марганцевый продукт в качестве буфера, чтобы притупить и предотвратить проникновение чешуйчатых трещин в основной металл.
Электрод из мягкой стали или проволока типа 7018 или E70S6 никогда не должны использоваться для наплавки или в качестве буферного слоя. Хотя продукты для сварки низкоуглеродистой стали отлично подходят для соединения и изготовления, они не обладают достаточной прочностью и твердостью для поддержки наплавки. Буферный слой из мягкой низкоуглеродистой стали разрушается под слоем твердого покрытия, в результате чего слой твердого покрытия отслаивается и выходит из строя.
22. Можно ли наплавлять чугун?
Да, но необходимо учитывать температуру предварительного нагрева и межпроходную температуру. Никелевые и никель-железные изделия обычно подходят для восстановления чугуна. На эти продукты не влияет содержание углерода в основном металле, и они остаются пластичными. Возможно несколько слоев. Если требуется дополнительная защита от износа, продукты из карбида металла могут хорошо работать поверх никелевого или железоникелевого покрытия.
Эти часто задаваемые вопросы только начинают касаться наплавки. Производители и специалисты по наплавке могут внести свой вклад в более глубокое понимание наплавки и помочь вам в выборе продукта и процесса для вашего приложения.
Postalloy® является зарегистрированным товарным знаком Postle Industries, Inc.
Грунтовка для твердосплавного металла
Сварщики, которые помогают обслуживать оборудование, используемое в строительстве и горнодобывающей промышленности, вероятно, знакомы с наплавкой, потому что этот процесс помогает продлить срок службы часто используемых компонентов. Getty Images
Наплавка — это экономичный способ минимизировать износ и увеличить срок службы промышленных деталей и оборудования. На первый взгляд, наплавка может быть запутанной и хлопотной, но на самом деле это не так, как только вы узнаете факты.
Следующие ответы на 22 часто задаваемых вопроса могут помочь вам понять основы технологии, чтобы вы могли выбрать продукты для наплавки, наиболее подходящие для вашей области применения.
1. Что такое наплавка?
Металлические детали часто не могут использоваться по назначению не потому, что они ломаются, а потому, что они изнашиваются в результате истирания, ударов или контакта металла с металлом, что приводит к потере их размеров и функциональности. Наплавка, также известная как наплавка твердым сплавом, представляет собой нанесение наплавленного или износостойкого металла сварного шва на поверхность детали с помощью сварки для продления срока службы детали. Наплавленный металл может быть нанесен в виде сплошной поверхности или в виде узора, такого как вафля, елочка или точечный узор.
Наплавка становится все более важной во многих отраслях промышленности для защиты оборудования, подверженного износу и истиранию. Продление срока службы изнашиваемых деталей может сэкономить вам тысячи долларов и повысить производительность. Наплавку можно использовать для восстановления деталей, которые уже подвергались износу и утратили свой срок службы, или его можно использовать при изготовлении новых деталей для увеличения срока их службы перед их вводом в эксплуатацию. Существует три основных типа наплавки:
Наращивание или восстановление.
Наплавка или наплавка.
Комбинированное наращивание и наложение.
2. Какие основные металлы можно наплавлять?
Углеродистые и низколегированные стали с содержанием углерода менее 1 процента могут подвергаться наплавке. Среднеуглеродистые и низколегированные стали очень распространены, так как они обеспечивают более высокую прочность, чем мягкие стали, и лучшую стойкость к истиранию. Для высокоуглеродистых сплавов может потребоваться специальный буферный слой. Наплавке подлежат следующие основные металлы: нержавеющая сталь, марганцевая сталь, углеродистая и легированная сталь, чугун, сплавы на основе никеля и сплавы на основе меди.
Углеродистые и низколегированные стали обладают сильными магнитными свойствами, и их легко отличить от немагнитной аустенитной марганцовистой стали. Многие низколегированные и высокоуглеродистые стали используются для изготовления оборудования и запасных частей, особенно оборудования, требующего повышенной прочности и стойкости к истиранию. Их нелегко отличить, но их следует идентифицировать, чтобы определить правильную температуру предварительного и последующего нагрева.
По мере увеличения содержания сплава потребность в предварительном и последующем нагреве становится все более важной. Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400 градусов по Фаренгейту. Сталь, используемая для рельсов, обычно имеет более высокое содержание углерода и требует минимального предварительного нагрева от 600 до 700 градусов по Фаренгейту. Марганцевая сталь не требует предварительного нагрева. На самом деле должны быть предприняты шаги, чтобы температура основного металла не превышала 500 градусов по Фаренгейту.0003
Рисунок 1
Многие факторы влияют на экономику наплавки, но основным фактором является скорость наплавки, рассчитанная здесь для каждого процесса.
3. Какие сварочные процессы наиболее популярны для нанесения наплавки?
В порядке популярности для нанесения наплавки используются следующие процессы сварки:
Дуговая сварка с флюсовой проволокой (FCAW) с открытой дугой или проволокой для наплавки в среде защитного газа
Gas metal arc welding (GMAW) with gas-shielded wire
Shielded metal arc welding (SMAW)
Submerged arc welding (SAW)
Gas tungsten arc welding (GTAW)
Газокислородная сварка (OFW) или кислородно-ацетиленовая сварка
Плазменная дуговая сварка, лазерная сварка, термическое напыление, распыление и плавление
В настоящее время наблюдается тенденция к использованию полуавтоматических и автоматических процессов сварки с использованием FCAW и GMAW, популярность которых примерно одинакова. GMAW, использующая сплошную проволоку или сварочную проволоку с металлическим сердечником, требует газовой защиты, тогда как FCAW использует сварочную проволоку, которая используется с открытой дугой или без газа, а также с газовой защитой. SMAW с электродами с флюсовым покрытием по-прежнему очень популярен, особенно для наплавки на месте в полевых условиях, поскольку это оборудование недорогое и портативное.
Рассмотрим следующие коэффициенты при выборе процесса сварки:
Доступность сварочного оборудования, включая размер источника питания
Использование электрода из палочки или полуавтоматического провода
Доступность труда расходных материалов
Использование проволоки в среде защитного газа, проволоки для открытой дуги или проволоки под флюсом
Навыки оператора Доступны
Место сварки — в Индии или на открытом воздухе
Размер и форму компонента, а также область, которая должна быть заинтересованной
Толщина депозита
.
Скорость осаждения- 20202020202.
.
Требования к механической обработке
Желаемая отделка
Подготовка компонентов для ранее наплавленных деталей
. сварочные материалы
• Предварительный нагрев и обработка после сварки (отпуск/медленное охлаждение/охлаждение на воздухе)
4. Какие сварочные процессы являются наиболее экономичными?
Многие факторы влияют на экономику наплавки, но основным фактором является скорость наплавки. На рис. 1 показана расчетная скорость наплавки для каждого процесса сварки.
5. Какие существуют категории износа?
Ниже приведены три наиболее распространенных типа износа:
Абразивный износ, составляющий от 40 до 50 процентов всех случаев износа, возникает, когда такие материалы, как зерно, почва или песок, уголь или минералы, скользят по металлической поверхности. Абразивный износ можно разделить на истирание при выдалбливании, истирание при шлифовании с высоким напряжением и истирание с царапанием при низком напряжении.
Ударный износ (20 процентов) возникает, когда объект ударяется о другой объект, например, о деталь дробилки или колесо железнодорожного вагона, перекатывающее марганцевый переезд, что приводит к отслаиванию или отслаиванию материала.
Адгезионный износ (металл к металлу) (15 процентов) происходит, когда две металлические поверхности скользят друг относительно друга под давлением, создавая условия микросварки из-за теплоты трения. Обычно это происходит в условиях отсутствия смазки или в сухих условиях.
Нагрев и коррозия являются двумя другими видами износа, каждый из которых составляет около 5 процентов всех случаев.
Большинство изнашиваемых деталей выходят из строя не из-за одного типа износа, такого как удар, а из-за комбинации, такой как истирание и удар. Например, зубья горнодобывающего ковша обычно подвергаются как истиранию, так и ударам, хотя один тип может преобладать над другим. Тип износа определяет, какой продукт для сварки с твердым покрытием используется. Определение режима износа и понимание окружающей среды, которой подвергается деталь, имеют решающее значение для выбора наиболее подходящего сплава для твердосплавного покрытия.
6. Какие существуют категории сплавов для твердосплавных наплавок?
Сплавы на основе железа можно разделить на четыре основные категории:
Мартенситные. В эту группу входят все закаливаемые стали с твердостью по Роквеллу от 20 до 65 HRC. Эти сплавы, подобно инструментальной стали, твердеют при охлаждении. Они хороши для износа металла по металлу и абразивного износа. Они также могут выдерживать большие нагрузки. Сплавы с HRC менее 45 обычно используются для наплавки перед наплавкой или для восстановления размеров, а после сварки деталь должна подвергаться механической обработке. Мартенситные сплавы с более высокой твердостью, более 50 HRC, используются для сопротивления истиранию.
Аустенитная. К аустенитным сплавам относятся упрочняемые марганцевые стали и нержавеющие.
Эти сплавы обычно мягкие при сварке и затвердевают только после многократной обработки металла шва. Они обладают хорошими ударными характеристиками и умеренной стойкостью к истиранию. Аустенитная марганцевая сталь обычно встречается вокруг дробилок, крестовин и крестовин железнодорожных путей, а также зубьев лопат.Карбид металла и мягкая аустенитная матрица. Эти сплавы содержат большое количество карбидов металлов в более мягкой матрице и хорошо подходят для применения в условиях сильного истирания. Сплавы, содержащие большое количество хрома и углерода, семейство карбида хрома, ближе к чугуну или белому чугуну. Иногда они содержат дополнительные количества ниобия и ванадия. Их твердость составляет от 40 до 65 HRC. Сплавы, которые содержат большое количество вольфрама и углерода, семейство карбида вольфрама, иногда содержат небольшое количество бора, который образует бориды и хорошо подходит для применения в условиях сильного истирания.
Карбид металла в твердой мартенситной матрице.
Мартенситная матрица представляет собой инструментальную сталь с твердостью от 45 до 60 HRC. Эти сплавы содержат добавки ниобия, ванадия, молибдена или титана. При надлежащих процедурах их обычно можно наносить без трещин вследствие напряжения.
7. Нормально ли растрескивание сплавов для наплавки?
Многие сплавы карбида хрома дают трещины при охлаждении до умеренных температур, и это нормально. Другие, такие как аустенитные и мартенситные группы, не трескаются при соблюдении правил сварки.
8. Что такое взлом чеков?
Когда происходит растрескивание или растрескивание, трещины образуются перпендикулярно длине борта. Обычно возникающие на расстоянии от 3/8 до 2 дюймов друг от друга, они возникают в результате высоких напряжений, вызванных сокращением металла сварного шва при его охлаждении. Трещины распространяются по толщине наплавленного валика и останавливаются на основном металле, если он не является хрупким. Если основной металл твердый или хрупкий, выберите буферный слой из более мягкого и прочного металла сварного шва, например из аустенитного сплава.
9. Что такое наплавка карбидом хрома?
Как правило, карбиды хрома представляют собой сплавы на основе железа, которые содержат большое количество хрома (более 15 процентов) и углерода (более 3 процентов). Эти элементы образуют твердые карбиды, устойчивые к истиранию. Отложения часто образуют трещины примерно через каждые ½ дюйма, что помогает снять напряжение при сварке. Их низкий коэффициент трения также делает их желательными в тех случаях, когда требуется материал с хорошим скольжением.
Вообще говоря, сопротивление истиранию увеличивается по мере увеличения количества углерода и хрома, хотя углерод оказывает наибольшее влияние. Значения твердости составляют от 40 до 65 HRC. Они также могут содержать другие элементы, которые могут образовывать другие карбиды или бориды, повышающие износостойкость при высоких температурах. Эти сплавы ограничены двумя или тремя слоями.
10. Что такое сложные карбиды?
Сложные карбиды обычно связаны с отложениями карбида хрома, которые имеют добавки колумбия (ниобия), молибдена, вольфрама или ванадия. Эти элементы и углерод образуют свои собственные карбиды или объединяются с существующими карбидами хрома для повышения общей стойкости сплава к истиранию. Они могут иметь все эти элементы или только один или два. Они используются для работы в условиях сильного истирания и высоких температур.
11. Что такое карбиды в мартенсите?
Эти сплавы инструментальной стали содержат многочисленные плотно упакованные карбиды титана, ниобия или ванадия. Твердые сплавы в мартенсите являются отличным выбором для областей применения, требующих образования отложений без трещин с хорошими характеристиками износа. Наплавленные наплавки обычно обладают такими же износостойкими характеристиками, которые ожидаются от продуктов для твердосплавной наплавки из карбида хрома. Поскольку эти сплавы не трескаются, их, как правило, легче наносить повторно.
12. Что такое MIG Carbide?
В этом процессе, также известном как заливка карбида вольфрама, частицы карбида вольфрама подаются из бункера непосредственно в расплавленную сварочную ванну PS9. 8. Когда наплавленный валик остывает, образовавшийся наплавленный металл содержит большие объемы частиц карбида вольфрама, внедренных в матрицу из инструментальной стали твердостью от 55 до 60 единиц по шкале Роквелла. Эти чрезвычайно твердые и износостойкие частицы защищают отвалы бульдозеров и грейдеров, ковши драглайнов и погрузчиков, а также многие другие типы молотов от преждевременного износа во многих сложных и высокоабразивных условиях.
13. Что такое рисунок наплавки?
При работе в каменистой земле, руде или шлаке цель состоит в том, чтобы защитить металлическую поверхность от истирания, вызванного движением камней по ней. Это можно сделать, нанеся ряд гребней или сварных швов параллельно потоку материала, например, рельсы, которые предотвращают контакт каменистой почвы с поверхностью.
При работе в грязи или песке нанесите наплавленные валики твердого сплава на расстоянии от ¼ до 11/2 дюйма друг от друга перпендикулярно или против потока абразивного материала. Принуждение материала к уплотнению между валиками сварного шва хорошо работает для мелкозернистых песков и почв. Нанесите точечный рисунок на участки, которые не подвергаются сильному истиранию, но подвержены износу, или на труднодоступные места сварки.
Точечный рисунок также используется на тонких основных металлах, когда деформация и деформация могут быть вызваны перегревом основного металла. Для работы в почве с небольшим содержанием глины цель состоит в том, чтобы использовать схему наплавки, которая захватывает почву на поверхности, образуя слой захваченной почвы, который защитит поверхность под ней. Лучше всего это сделать с помощью штриховки или вафельного рисунка. Эта схема также хорошо работает, когда есть комбинация мелкой и грубой почвы.
14. Указывают ли значения твердости на сопротивление истиранию?
Нет. Мартенситный сплав и сплав карбида хрома могут иметь одинаковую твердость, скажем, 58 HRC, и вести себя по-разному в одних и тех же абразивных условиях. Сплав карбида хрома обеспечивает лучшую стойкость к истиранию, чем мартенситный сплав. Металлургическая микроструктура является лучшим мерилом, но он не всегда доступен.
Единственная временная твердость может использоваться для прогнозирования износа, когда оцениваемые сплавы принадлежат к одному и тому же семейству. Например, в мартенситном семействе сплав с твердостью 55HRC будет иметь лучшую стойкость к истиранию, чем сплав с твердостью 35HRC. Это может быть, а может и не быть как в аустенитных, так и в карбидных семействах. Опять же, вы должны учитывать микроструктуру.
15. Если твердость недостоверна, то как измеряется износ?
Это зависит от типа износа, но в случае абразивного износа — наиболее распространенного механизма износа — ASTM Intl. Испытание на сухое песчаное резиновое колесо G65 широко используется. Образец взвешивают до и после испытания, и результат обычно выражается в граммах потери веса или потери объема. Образец прижимают к вращающемуся резиновому колесу с известной силой в течение заданного числа оборотов. Особый тип песка, размер которого тщательно подобран, просачивается между образцом и резиновым колесом. Это имитирует чистое истирание, а цифры используются в качестве ориентира при выборе материала.
16. Какой тип газа используется при наплавке методом GMAW?
Низкое проникновение и разбавление являются основными задачами при наплавке, поэтому чистый аргон и смеси аргона с кислородом или углекислым газом обычно дают желаемый результат. Вы также можете использовать чистый CO2, но вы можете получить больше брызг, чем при использовании аргоновой смеси.
17. Что такое шаровой (глобулярный) перенос и почему он важен?
Сварочная проволока обеспечивает либо струйный, либо шариковый (шаровой) перенос расплавленного металла поперек сварочной дуги.
Аэрозольный перенос представляет собой дисперсию мелких капель расплавленного металла, характеризующуюся плавным переносом. Эти провода желательны для соединений, требующих хорошего проникновения.
Проволока для переноса шариков рассеивает более крупные капли или шарики расплавленного металла. Этот тип переноса способствует низкому проникновению и разбавлению, подходит для наплавки. Он имеет более шумную дугу, которая издает слышимый потрескивающий звук, и, как правило, имеет более высокий уровень разбрызгивания, чем проволока для распыления. Параметры сварки, такие как электрический вылет, газ, сила тока и напряжение, могут влиять на размер шара и его перемещение. Все безгазовые или дуговые проволоки имеют шаровидную или шаровидную передачу.
18. Нужно ли предварительно нагревать детали перед наплавкой?
Растрескивание в зоне термического влияния всегда является проблемой при сварке низколегированных и высокоуглеродистых сталей, деталей, подвергающихся высоким нагрузкам, и деталей сложной формы. В общем, все детали должны быть сварены как минимум при комнатной температуре; вам могут потребоваться более высокие температуры предварительного нагрева и промежуточного прохода в зависимости от химического состава основного металла и продукта для твердосплавного покрытия, который вы используете.
Высокоуглеродистые стали требуют предварительного нагрева. Например, сталь, изготовленная из 4130, обычно требует предварительного нагрева до 400 градусов по Фаренгейту. Сталь для рельсов обычно является высокоуглеродистой и требует минимального предварительного нагрева от 600 до 700 градусов по Фаренгейту.0003
Марганцевая сталь и некоторые нержавеющие стали не требуют предварительного нагрева, а температура сварки должна поддерживаться как можно ниже. На самом деле, вы должны стараться поддерживать температуру марганцевого основного металла ниже 500 градусов по Фаренгейту. Проконсультируйтесь с производителем по поводу наилучшего сочетания для предотвращения растрескивания и отслаивания.
19. Когда используется кобальтовый или никелевый сплав для твердосплавной наплавки?
Сплавы кобальта содержат много типов карбидов и хороши для сильного истирания при высоких температурах. Они также обладают хорошей коррозионной стойкостью для некоторых применений. Твердость наплавки составляет от 25 до 55 HRC. Доступны также упрочняющие сплавы. Сплавы на основе никеля могут содержать бориды хрома, устойчивые к истиранию. Они могут быть особенно хороши в агрессивных средах и при высоких температурах, когда истирание является проблемой.
20. Почему некоторые продукты для наплавки ограничены двумя или тремя слоями?
Карбид хрома и комплексные карбиды, как правило, имеют ограничения по количеству слоев, которые можно нанести. Хрупкая природа карбидов металлов приводит к растрескиванию, и по мере нанесения нескольких слоев напряжение продолжает расти, концентрируясь в корне трещин до тех пор, пока не произойдет разделение или выкрашивание между основным металлом или буфером и наплавкой.
Если иное не указано изготовителем, и при соблюдении правильных процедур, мартенситные упрочняющие сплавы можно наносить в несколько слоев. Аустенитно-марганцевые наплавочные материалы можно наносить неограниченным количеством слоев, если изготовителем не указано иное. Если требуется больше слоев, используйте наплавляемый или буферный сплав.
21. Что такое наплавляемые и буферные сплавы?
Сплавы для наплавки и буфера аналогичны сплаву основного металла по твердости и прочности. Они применяются к сильно изношенным деталям, чтобы восстановить их размеры, когда после сварки необходимо использовать механическую обработку. Имея твердость от 30 до 45 HRC, они применяются в качестве буфера для последующих слоев более износостойкой наплавки. Если сплав для твердосплавного покрытия дает трещины, используйте прочный марганцевый продукт в качестве буфера, чтобы притупить и предотвратить проникновение трещин в основной металл.
Электрод или проволока из мягкой стали никогда не должны использоваться для наплавки или в качестве буферного слоя. Хотя продукты для сварки низкоуглеродистой стали отлично подходят для соединения и изготовления, они не обладают достаточной прочностью и твердостью для поддержки наплавки. Буферный слой из мягкой низкоуглеродистой стали разрушается под слоем твердого покрытия, в результате чего слой твердого покрытия отслаивается и выходит из строя.
22. Можно ли наплавлять чугун?
Да, но обязательно учитывайте температуру предварительного нагрева и межпроходную температуру. Никелевые и никель-железные изделия обычно подходят для восстановления чугуна. На них не влияет содержание углерода в основном металле, и они остаются пластичными. Возможно несколько слоев. Если требуется дополнительная защита от износа, продукты из карбида металла могут хорошо работать поверх никелевого или никель-железного нароста.
Эти часто задаваемые вопросы только начинают касаться наплавки. Производители и специалисты по наплавке могут внести свой вклад в более глубокое понимание наплавки и помочь вам выбрать продукты и процессы для вашего приложения.
Боб Миллер был инженером по материалам и приложениям в Postle Industries Inc., 5500 W. 164th St., Cleveland, OH 44142, 216-265-9000, postle.com.
Дымы и газы : Ответы по охране труда
Что такое сварочный дым?
Сварочный дым представляет собой сложную смесь металлических оксидов, силикатов и фторидов. Дым образуется, когда металл нагревается выше точки кипения, и его пары конденсируются в очень мелкие частицы (твердые частицы). Сварочные дымы обычно содержат частицы электрода и свариваемого материала.
Может ли изменяться состав сварочного дыма?
Да, состав сварочного дыма определяется металлами в свариваемом материале, составом электрода, покрытий и другими факторами, такими как:
- Флюсы, содержащие диоксид кремния или фторид, образуют аморфный диоксид кремния, силикаты металлов и пары фторидов.
- Дымы от сварки низкоуглеродистой стали содержат в основном железо с небольшими добавками металлов (хром, никель, марганец, молибден, ванадий, титан, кобальт, медь и т.д.).
- Нержавеющая сталь может содержать большее количество хрома, включая шестивалентный хром, или никеля в дыме и меньшее количество железа.
- Никелевые сплавы содержат гораздо больше никеля в выхлопных газах и очень мало железа.
Как покрытия влияют на состав сварочного дыма?
Пары или пары могут исходить от покрытий и остатков на свариваемом металле. Некоторые ингредиенты покрытий могут оказывать токсическое воздействие. Эти ингредиенты включают:
- жидкости для обработки металлов, масла и ингибиторы ржавчины
- цинк на оцинкованной стали (испаряется с образованием паров оксида цинка)
- кадмирование
- хроматы
- пары красок и растворителей
- грунтовки на основе оксида свинца
- пластиковые покрытия
металлические покрытия – источник вредных паров
Как удалить покрытия?
- Удалите покрытия из зоны сварки, чтобы свести к минимуму выделение дыма. Удаление покрытия также улучшит качество сварки.
- Используйте чистящие средства для удаления покрытий. Перед сваркой обязательно удалите все остатки.
- Использовать методы вакуумного удаления влажной суспензии для удаления очень токсичных покрытий.
- Не шлифовать покрытия. Шлифовальная пыль может быть токсичной.
- Соблюдайте соответствующие процедуры безопасности и используйте необходимые средства индивидуальной защиты во время процесса удаления покрытия, который будет основываться на оценке рисков, инструкциях производителя и потенциальном воздействии.
Какие факторы влияют на воздействие сварочного дыма на рабочих?
- Тип сварочного процесса.
- Состав сварочной проволоки.
- Используемые фильтрующие металлы и недрагоценные металлы.
- Тип покрытия.
- Расположение (открытая площадка или замкнутое пространство).
- Тип управления вентиляцией (механическое или местное).
- Методы работы сварщика (например, удаление покрытий, очистка поверхностей, надлежащее положение во избежание вдыхания паров и газов, например, стояние против ветра при сварке на открытом воздухе или на открытом воздухе).
Что такое сварочные газы?
Сварочные газы – это газы, используемые или образующиеся в процессах сварки и резки, такие как защитные газы или газы, образующиеся при разложении флюсов или при взаимодействии ультрафиолетового света или высоких температур с газами или парами в воздухе.
Какие примеры сварочных газов?
Газы, используемые в процессах сварки и резки, включают:
- защитные газы, такие как двуокись углерода, аргон, гелий и т. д.
- горючие газы, такие как ацетилен, пропан, бутан и т. д. также в небольших количествах в некоторых смесях защитных газов
Газы, образующиеся в процессах сварки и резки, включают:
- двуокись углерода при разложении флюсов
- оксид углерода в результате распада защитного газа на диоксид углерода при дуговой сварке
- озон в результате взаимодействия электрической дуги с кислородом воздуха
- оксиды азота в результате нагревания атмосферного кислорода и азота ультрафиолетовое излучение и пары обезжиривающих растворителей на основе хлорированных углеводородов (например, трихлорэтилен, трихлорэтилен)
При термическом разрушении покрытий также образуются газы:
- Полиуретановые покрытия могут выделять цианистый водород, формальдегид, двуокись углерода, окись углерода, оксиды азота и пары изоцианата.
- Эпоксидные покрытия могут выделять двуокись углерода и окись углерода.
- Виниловые краски могут выделять хлористый водород.
- Фосфатные антикоррозионные краски могут выделять фосфин во время сварочных процессов.
- Сведение к минимуму воздействия паров обезжиривающих растворителей.
| Таблица 1 Источник и воздействие сварочного дыма на здоровье | ||
|---|---|---|
| Тип дыма | Источник | Воздействие на здоровье |
| Алюминий | и наполнители. | Респираторный раздражитель. |
| Бериллий | Отвердитель, содержащийся в медных, магниевых, алюминиевых сплавах и электрических контактах. | «Лихорадка металлического дыма». Канцероген. Другие хронические последствия включают поражение дыхательных путей. |
| Оксиды кадмия | Нержавеющая сталь, содержащая кадмий или материалы с покрытием, сплав цинка. | Раздражение дыхательной системы, боль и сухость в горле, боль в груди и затрудненное дыхание. Хронические эффекты включают повреждение почек и эмфизему. Подозрение на канцероген. |
| Хром | Большинство нержавеющих и высоколегированных материалов, сварочные прутки. Также используется в качестве облицовочного материала. Превращается в шестивалентный хром во время сварки. | Повышенный риск рака легких. У некоторых людей может развиться раздражение кожи. Некоторые формы являются канцерогенами (шестивалентный хром). |
| Медь | Сплавы, такие как монель, латунь, бронза. Также несколько сварочных стержней. | Острые эффекты включают раздражение глаз, носа и горла, тошноту и «металлическую лихорадку». |
| Фториды | Общее электродное покрытие и флюс для низко- и высоколегированных сталей. | Острый эффект — раздражение глаз, носа и горла. Длительное воздействие может привести к проблемам с костями и суставами. Хронические эффекты также включают избыток жидкости в легких. |
| Оксиды железа | Основной загрязнитель во всех процессах сварки железа или стали. | Сидероз – доброкачественная форма заболевания легких, вызываемая частицами, отложившимися в легких. Острые симптомы включают раздражение носа и легких. Имеет тенденцию проясняться, когда воздействие прекращается. |
| Свинец | Припой, сплавы латуни и бронзы, грунтовка/покрытие на стали. | Хроническое воздействие на нервную систему, почки, пищеварительную систему и умственные способности. Может вызвать отравление свинцом. |
| Марганец | Большинство процессов сварки, особенно высокопрочных сталей. | «Лихорадка металлического дыма». Хронические эффекты могут включать проблемы с центральной нервной системой. |
| Молибден | Стальные сплавы, железо, нержавеющая сталь, никелевые сплавы. | Острые эффекты: раздражение глаз, носа и горла и одышка. |
| Никель | Нержавеющая сталь, инконель, монель, хастеллой и другие высоколегированные материалы, сварочные прутки и сталь с покрытием. | Острый эффект – раздражение глаз, носа и горла. Повышенный риск рака был отмечен в профессиях, отличных от сварки. Также связан с дерматитом и проблемами с легкими. |
| Ванадий | Некоторые сплавы стали, железо, нержавеющая сталь, никелевые сплавы. | Острое действие – раздражение глаз, кожи и дыхательных путей. Хронические эффекты включают бронхит, ретинит, жидкость в легких и пневмонию. |
| Цинк | Оцинкованный и окрашенный металл. | Металлическая лихорадка. |
| Таблица 2 Эффект источника и здоровья сварки газов | ||
|---|---|---|
| Газовый тип | Источник | . Эффект Здоровья | . | Легко всасывается в кровоток, вызывая головную боль, головокружение или мышечную слабость. Высокие концентрации могут привести к потере сознания и смерти |
| Фтористый водород | Разложение покрытий стержней. | Раздражает глаза и дыхательные пути. Чрезмерное воздействие может вызвать повреждение легких, почек, костей и печени. Хроническое воздействие может привести к хроническому раздражению носа, горла и бронхов. |
| Оксиды азота | Образуются в дуге. | Раздражение глаз, носа и горла в низких концентрациях. Аномальная жидкость в легких и другие серьезные последствия при более высоких концентрациях. Хронические эффекты включают проблемы с легкими, такие как эмфизема. |
| Дефицит кислорода | Сварка в замкнутом пространстве и вытеснение воздуха защитным газом. | Головокружение, спутанность сознания, удушье и смерть. |
| Озон | Образуется в сварочной дуге, особенно при плазменной дуге, процессах MIG и TIG. | Острые эффекты включают жидкость в легких и кровотечение. Очень низкие концентрации (например, одна часть на миллион) вызывают головную боль и сухость глаз. Хронические эффекты включают значительные изменения функции легких. |
| Table 3 Source and Health Effect of Organic Vapours as a result of Welding | ||
|---|---|---|
| Gas Type | Source | Health Effect |
| Aldehydes (such as formaldehyde) | Metal coating со связующими и пигментами. Обезжиривающие растворители | Раздражает глаза и дыхательные пути. |
| Диизоцианаты | Металл с полиуретановой краской. | Раздражение глаз, носа и горла. Высокая вероятность сенсибилизации, вызывающей астматические или другие аллергические симптомы, даже при очень низком воздействии. |
| Фосген | Металл с остаточными обезжиривающими растворителями. (Фосген образуется в результате реакции растворителя и сварочного излучения. ) | Сильное раздражение глаз, носа и дыхательной системы. Симптомы могут проявиться позже. |
| Фосфин | Металл, покрытый ингибиторами ржавчины. (Фосфин образуется в результате реакции ингибитора коррозии со сварочным излучением.) | Раздражает глаза и дыхательную систему, может повредить почки и другие органы. |
Источник: Таблицы с 1 по 3 взяты из Справочника по опасностям сварочных газов и дыма Work Safe Alberta’s Welder’s, 2009 г.
Чем опасны сварочные газы?
Опасности от сварочных газов включают:
- удушье (недостаток кислорода)
- пожар или взрыв
- токсичность
Как предотвратить воздействие сварочного дыма и газов?
Важно следовать инструкциям производителя, паспортам безопасности (SDS) и мерам контроля опасностей, чтобы свести к минимуму риски и опасности, связанные со сварочным дымом и газами.
- Используйте материалы-заменители, такие как очистители на водной основе или растворители с высокой температурой воспламенения.
- Рассмотрите возможность использования менее дымообразующего или менее токсичного процесса или материала
- Накройте ванны или контейнеры обезжиривателя.
- Не выполняйте сварку на поверхностях, которые еще влажны обезжиривающим растворителем.
- Не проводить сварку рядом с ваннами для обезжиривания.
- Не используйте обезжириватели на основе хлорированных углеводородов.
- Безопасное удаление покрытий перед сваркой.
- Обеспечьте достаточную вентиляцию на рабочем месте, чтобы предотвратить вытеснение или обогащение кислородом и предотвратить накопление опасных веществ и легковоспламеняющихся атмосфер.
- Использовать местные вытяжные системы вентиляции, расположенные вблизи источника дыма, для удаления паров и газов из зоны дыхания сварщика.
- Носите соответствующие средства защиты органов дыхания в соответствии с программой защиты органов дыхания вашей компании. Средства защиты органов дыхания не должны использоваться вместо искусственной вентиляции легких.
- Соблюдение безопасных рабочих процедур, например, рабочие занимают положение, исключающее вдыхание сварочного дыма и газов
- Можно проводить оценку рисков и отбор проб гигиены труда для определения потенциального воздействия на рабочих и других опасностей, а также для определения необходимых мер контроля. См. применимые пределы воздействия на рабочем месте в вашей юрисдикции.
Экспериментальное исследование коррозионной стойкости сварных швов ГНКТ в условиях высоких температур и давлений
. 2021 22 января; 16 (1): e0244237.
doi: 10.1371/journal.pone.0244237.
Электронная коллекция 2021.
Шаоху Лю
1
2
, Лю Юаньлян
1
, Чжун Хун
2
, Цзоу Цзяян
2
, Ян Донг
1
Принадлежности
- 1 Школа машиностроения, Университет Янцзы, Цзинчжоу, Китай.
- 2 Государственная ключевая лаборатория геологии и разработки нефтяных и газовых месторождений, Юго-Западный нефтяной университет, Чэнду, КНР, Китай.
PMID:
33481831
PMCID:
PMC7822278
DOI:
10.1371/journal.pone.0244237
Бесплатная статья ЧВК
Шаоху Лю и др.
ПЛОС Один.
.
Бесплатная статья ЧВК
. 2021 22 января; 16 (1): e0244237.
doi: 10.1371/journal.pone.0244237.
Электронная коллекция 2021.
Авторы
Шаоху Лю
1
2
, Лю Юаньлян
1
, Чжун Хун
2
, Цзоу Цзяян
2
, Ян Донг
1
Принадлежности
- 1 Школа машиностроения, Университет Янцзы, Цзинчжоу, Китай.
- 2 Государственная ключевая лаборатория геологии и разработки нефтяных и газовых месторождений, Юго-Западный нефтяной университет, Чэнду, КНР, Китай.
PMID:
33481831
PMCID:
PMC7822278
DOI:
10.1371/journal.pone.0244237
Абстрактный
Колтюбинг (ГНКТ) широко используется для добычи нефти и газа, однако часто сообщалось о коррозии ГТ в условиях высокого давления и высокой температуры (ВДВТ), а также часто наблюдались вызванные коррозией разрушения сварных швов ГЛТ во время эксплуатации. Поведение сварных швов CT, связанное с коррозией, неясно. Поэтому проводится исследование коррозионной стойкости сварных швов CT в среде HPHT. Для эффективной оценки коррозионной стойкости сварных швов некоторые образцы для испытаний были получены путем линейной вырезки из СТ110, находящегося в эксплуатации на объекте. Пробы воды из газового месторождения использовались в качестве тестового реагента для имитации реальной агрессивной среды. По результатам испытаний на потерю массы в агрессивной среде ВДВТ и испытаний на растяжение в комнатных условиях сравнивали коррозионную чувствительность сварного шва и основного материала при различных температурах и парциальных давлениях СО2, а также механические свойства корродированных КТ. оценивали количественно, морфологию коррозии и продукты материала испытуемых образцов анализировали с помощью сканирующего электронного микроскопа (СЭМ). Результаты испытаний показали, что скорость коррозии сварного шва в ВДВТ-котле была в 1,7, 2,0 и 1,2 раза больше, чем у основного металла при общем давлении 4 МПа, температуре 30°С, 60°С и 9°С.0°С соответственно. Скорость коррозии сварного шва в 2,0, 2,1 и 2,0 раза выше, чем у основного металла при парциальном давлении СО2 0,1 МПа, 0,2 МПа и 0,3 МПа соответственно. Установлено, что предел текучести сварного шва после коррозионных испытаний снизился на 4,8 % (предел текучести основного металла – на 4,0 %), предел текучести – на 8,2 % (основной металл – на 7,1 %). ). Это указывает на то, что сварной шов РЛ более подвержен коррозии, чем основной материал РЛ в условиях эксплуатации.
Заявление о конфликте интересов
Авторы заявили об отсутствии конкурирующих интересов.
Цифры
Рис. 1. Коррозионная морфология КТ после…
Рис. 1. Коррозионная морфология ГЛТ после эксплуатации в морской среде.
(а) Новый ТТ…
Рис. 1. Коррозионная морфология ГЛТ после эксплуатации в морской среде.
(а) Новый КТ (не использовался), (б) После использования КТ, (в) Внешний вид КТ после коррозии, (г) Коррозионное растрескивание вдоль сварного шва.
Рис. 2. Пример рисунка.
(a)Стандартный образец на растяжение…
Рис. 2. Пример рисунка.
(a) Размер стандартного образца для растяжения и (b) Физический чертеж положения разреза…
Рис 2. Пример рисунка.
(а) Размер стандартного образца при растяжении и (б) Физический чертеж положения разреза образца.
Рис. 3. Стандартные образцы для испытаний на растяжение…
Рис. 3. Стандартные образцы для испытаний на растяжение РМ и БМ КТ.
(а) ВМ,…
Рис. 3. Стандартные образцы для испытаний на растяжение РМ и БМ ГЛТ.
(а) БМ, (б) БМ.
Рис. 4. Основные инструменты эксперимента.
Рис. 4. Основные инструменты эксперимента.
(a) Реактор высокой температуры и высокого давления, (b) Сканирующий электрон…
Рис 4. Основные инструменты эксперимента.
(a) Реактор высокой температуры и высокого давления, (b) Сканирующий электронный микроскоп и (c) Электронные весы.
Рис. 5. Гидравлическая универсальная испытательная машина МТС.
Рис. 5. Гидравлическая универсальная испытательная машина МТС.
Рис. 5. Гидравлическая универсальная испытательная машина МТС.
Рис. 6. Сравнение макроморфологии образца…
Рис. 6. Сравнение макроморфологии поверхности образца до и после коррозии.
(a) Морфология БВ и…
Рис. 6. Сравнение макроморфологии поверхности образцов до и после коррозии.
(а) Морфология WM и (b) морфология BM до и после коррозии.
Рис. 7. Микроморфология образца…
Рис. 7. Микроморфология поверхности образца и Диаграмма анализа энергетического спектра области ЭДС …
Рис. 7. Микроморфология поверхности образца и EDS Диаграмма анализа энергетического спектра области после коррозии БМ.
(а) Морфология микрокоррозии поверхности, (б) Линейное сканирование элементов продуктов коррозии на поверхности и (в) Распределение продуктов коррозии на поверхности.
Рис. 8. Микроморфология образца…
Рис. 8. Микроморфология поверхности образца и ЭЦП Диаграмма анализа энергетического спектра области…
Рис. 8. Микроморфология поверхности образца и диаграмма анализа энергетического спектра области ЭДС после коррозии РМ.
(а) Морфология микрокоррозии поверхности, (б) Линейное сканирование элементов продуктов коррозии на поверхности и (в) Распределение продуктов коррозии на поверхности.
Рис. 9. Скорость коррозии СТ110 при различных…
Рис. 9. Скорость коррозии CT110 при различных температурах.
Рис. 9. Скорость коррозии СТ110 при различных температурах.
Рис. 10. Скорость коррозии СТ110 при различных…
Рис. 10. Скорость коррозии СТ110 при различном СО 2 парциальное давление.
Рис. 10. Скорость коррозии CT110 при различном парциальном давлении CO 2 .
Рис. 11. Морфология излома образца после…
Рис. 11. Морфология разрушения образца после испытания на растяжение.
(а) До коррозии и (б) После коррозии.
Рис. 11. Морфология разрушения образца после испытания на растяжение.
(а) до коррозии и (б) после коррозии.
Рис. 12. CT110 WM и BM напряжение-деформация…
Рис. 12. Кривая напряжения-деформации CT110 WM и BM до и после коррозии.
Рис. 12. Кривые деформации СТ110 WM и BM до и после коррозии.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Прочность на растяжение и коррозионная стойкость паяных и лазерно-сварных соединений кобальт-хромового сплава.
Жупанчич Р., Легат А., Фундук Н.
Зупанчич Р. и соавт.
Джей Простет Дент. 2006 г., октябрь; 96 (4): 273–82. doi: 10.1016/j.prosdent.2006.08.006.
Джей Простет Дент. 2006.PMID: 17052472
Экспериментальное исследование коррозионных характеристик стали для нефтяных труб в проточной среде HPHT, содержащей O 2 и CO 2 .
Доу Ю, Ли З, Ченг Дж, Чжан Ю.
Доу Ю и др.
Материалы (Базель). 2020 18 ноября; 13 (22): 5214. дои: 10.3390/ma13225214.
Материалы (Базель). 2020.PMID: 33218137
Бесплатная статья ЧВК.«Исследование механических свойств лазерных сварных швов титана в стоматологии».
Лу Дж., Го Т., Ван Б.
Лу Дж. и др.
Чжунхуа Коу Цян И Сюэ За Чжи. 1999 март; 34(2):120-2.
Чжунхуа Коу Цян И Сюэ За Чжи. 1999.PMID: 11834178
Китайский язык.
Экспериментальное исследование влияния температуры и контактного давления на свойства сварного соединения ТВЧ.
Эггер С., Кролл М., Керн К., Штаймер Ю., Шрайнер М., Тилманн В.
Эггер С. и др.
Материалы (Базель). 2022 18 мая; 15 (10): 3615. дои: 10.3390/ma15103615.
Материалы (Базель). 2022.PMID: 35629647
Бесплатная статья ЧВК.Микроструктура, стойкость к точечной коррозии и ударная вязкость дуплексной нержавеющей стали, полученные подводной сухой гипербарической дуговой сваркой порошковой проволокой.
Ху И, Ши Ю.Х., Шэнь С.К., Ван З.М.
Ху Ю и др.
Материалы (Базель). 2017 18 декабря; 10(12):1443. дои: 10.3390/ma10121443.
Материалы (Базель). 2017.PMID: 2
62
Бесплатная статья ЧВК.
Посмотреть все похожие статьи
использованная литература
Нестор Молеро, Серхио Гарсия, Эдуардо Завала и др. Перфорация на ГНКТ для работы в условиях высокого давления/высокой температуры в морских условиях Мексики. SPE 107108. Этот документ был подготовлен для презентации на конференции и выставке SPE/ICoTA по колтюбинговым технологиям и внутрискважинным работам 2007 г., проходившей в Вудлендсе, штат Техас, США, 20–21 марта 2007 г.
Лю Лэй, Хуан Сясин, Хан Цзюнь и др. Исследование и полевые испытания внутреннего антикоррозионного процесса для морских ГНКТ [J].
Китайская морская нефть и газ, 2019, 31 (6): 132–137.
Юань Файонг, Ма Вэйго. Технология проектирования ГНКТ в горизонтальной скважине [М]. Пекин: Science Press, 2018: 1–19..
Шаокай Тонг, Дели Гао, Яньфан Юэ. Динамический отклик перфорации ГНКТ при нестабильной закачке жидкости [J]. Арабский журнал науки и техники, 2019, 44 (12): 10467–10480.
Лю Шаоху, Гуань Фэн, Ву Сяньцзинь и др. Теоретические и экспериментальные исследования несущей способности и усталостной долговечности ГНКТ под действием внутреннего давления [Дж]. Анализ технических отказов, 2019 г., 104: 1133–1142.
Типы публикаций
термины MeSH
вещества
Грантовая поддержка
Эта работа была поддержана Фондом естественных наук Китая (№ 51974036 и № 51604039) и Фондом Янцзы для молодежных команд научных и технологических инноваций (№ 2016cqt01).
Что такое дуговая сварка порошковой проволокой (FCAW, также известная как сварка с двумя экранами)?
Дуговая сварка флюсовой проволокой (FCAW), также известная как сварка с двойным экраном, представляет собой полуавтоматический процесс дуговой сварки, аналогичный сварке металлическим активным газом (MAG). FCAW использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG.
Этот процесс был впервые разработан в 1950-х годах в качестве альтернативы ручной дуговой сварке металлическим электродом (ММА), которую также называют сваркой электродугой. FCAW преодолевает многие ограничения, связанные с MMA, поскольку в нем используется проволочный электрод с непрерывной подачей.
При дуговой сварке под флюсом обычно используется защитный газ, аналогичный тому, который используется при сварке MAG, но ее также можно выполнять без защитного газа. Она более производительна, чем сварка MAG.
Как работает дуговая сварка под флюсом?
Дуговая сварка с флюсовой проволокой использует тепло, выделяемое электрической дугой, для сплавления основного металла в зоне сварного шва. Эта дуга зажигается между металлической заготовкой и непрерывно подаваемой расходуемой присадочной проволокой с трубчатым сердечником, при этом проволока и металлическая заготовка сплавляются вместе, образуя сварное соединение. Это похоже на сварку MAG, за исключением того, что при сварке FCAW используется полый трубчатый электрод, заполненный флюсом, а не сплошной металлический электрод.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса. Таким образом, процесс, неофициально известный как сварка с двойным экраном, был в первую очередь разработан для сварки конструкционных сталей. Наиболее часто используемыми защитными газами являются двуокись углерода или смеси аргона и двуокиси углерода. Наиболее часто используемая смесь состоит из 75% аргона и 25% углекислого газа. Этот метод двойного экрана предпочтителен для сварки более толстых материалов или для сварки в неустановленном положении. Этот процесс при одинаковых настройках позволяет получать сварные швы с более стабильными механическими свойствами и с меньшим количеством дефектов, чем в процессах MMA или MAG. Трубчатый электрод с непрерывной подачей также обеспечивает более высокую производительность по сравнению со сплошной проволокой или стержневым электродом. Однако метод газовой защиты может не подходить для использования в ветреную погоду, поскольку нарушение газовой защиты может привести к ухудшению свойств металла сварного шва.
Второй вариант этого процесса не использует внешний защитный газ, а вместо этого полагается на защиту, обеспечиваемую самим порошковым электродом. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве. Сердечник присадочной проволоки содержит шлакообразующие флюсы и материалы, выделяющие защитные газы при сгорании под действием тепла сварочной дуги. Защитный флюс означает, что этот процесс можно легко использовать на открытом воздухе даже в ветреную погоду без необходимости использования внешнего защитного газа. Это делает процесс чрезвычайно портативным и, следовательно, подходящим для сварки на открытом воздухе.
Какие металлы можно сваривать FCAW?
Дуговая сварка с флюсовой проволокой хорошо подходит для большинства углеродистых сталей, чугуна, нержавеющей стали и сплавов для наплавки/наплавки.
Однако цветные экзотические металлы, такие как алюминий, не могут быть сварены с использованием этого метода сварки.
Ознакомьтесь с часто задаваемыми вопросами о том, как сваривать алюминий, чтобы получить дополнительную информацию.
Каковы преимущества?
Метод сварки с флюсовым сердечником имеет ряд преимуществ по сравнению с другими методами. FCAW предпочтительнее сварки MAG для наружных работ, а также для соединения более толстых материалов. Встроенная защита, обеспечиваемая присадочной проволокой, может выдерживать сильный ветер, а при использовании без внешнего защитного газа FCAW является портативным и удобным. Этот процесс сварки также обеспечивает большую гибкость в отношении составов сплавов, чем MAG. Он также обеспечивает более высокую скорость наплавки проволоки и повышенную стабильность дуги, что позволяет работать на высоких скоростях без отрицательного влияния на качество сварного шва.
Дуговая сварка с флюсовой проволокой может выполняться во всех положениях, а также требует от операторов меньших навыков, чем MMA и MAG. Он также требует меньшей предварительной очистки металлов, чем другие процессы. Шансы на пористость также очень низки, если FCAW применяется правильно.
Каковы недостатки/ограничения?
Этот процесс имеет несколько недостатков по сравнению с другими методами сварки, включая образование ядовитого дыма, из-за которого трудно увидеть сварочную ванну. FCAW производит больше дыма, чем другие процессы, такие как MMA или MAG.
Пористость также может быть проблемой, если газы из металла сварного шва не могут выйти наружу до того, как металл сварного шва затвердеет.
Электроды FCAW требуют лучшего обращения и процедур хранения по сравнению с электродами из сплошной проволоки. Из-за трубчатой природы наполнитель иногда может быть дороже, чем твердые аналоги.
Необходимо выбрать правильный присадочный металл, чтобы обеспечить требуемые механические свойства. Кроме того, необходимо обеспечить постоянную подачу проволоки, чтобы избежать связанных со сваркой проблем.
Другим недостатком является образование шлака, который необходимо удалять перед нанесением каждого последующего слоя. Наконец, хотя FCAW отлично подходит для соединения более толстых металлов, его не рекомендуется использовать для материалов тоньше 20 калибра.
Для чего используется FCAW?
Это гибкий сварочный процесс, подходящий для сварки во всех положениях при условии правильного состава присадочного материала и флюса. Обладая высокой производительностью за счет высоких скоростей наплавки, он обеспечивает высокое качество сварных швов с хорошим внешним видом. Благодаря высокой скорости сварки и портативности этого метода сварки он широко используется в строительстве. Это также подтверждается тем фактом, что процесс можно легко проводить на открытом воздухе, даже в ветреную погоду.
Поскольку дуговая сварка с флюсовой проволокой может использоваться для различных сплавов, углеродистых, нержавеющих и дуплексных сталей, она также часто используется для наплавки и наплавки.
Сопутствующие услуги
Что такое наплавка?
Процесс наплавки стал востребован многими производственными предприятиями. Но что за таинственный успех скрывается за этим?
Из этого полного руководства по наплавке вы узнаете и узнаете о ней все.
Вы не только получите лучшее представление о наплавке твердым сплавом при сварке; вы также узнаете другие вещи, которые могут помочь вам в вашем бизнесе!
Что такое наплавка или наплавка в сварке?
Проще говоря, наплавка — это процесс нанесения твердых материалов на поверхность.
Края ковша наплавлены для предотвращения чрезмерного износа, поскольку они наиболее часто используются
Цель состоит в том, чтобы деталь или компонент не подвергались чрезмерному износу; будь то коррозия, истирание, трение и т. д.
Различные электроды для наплавки
Если вам нужно выполнить наплавку, вы можете выбрать одну из трех (3) категорий электродов. Это:
На этом изображении показаны результаты использования различных электродов для наплавки твердым сплавом
- Электроды на основе кобальта
- Электроды на основе железа
- Электроды на основе никеля
Какой бы электрод вы ни выбрали, он будет подвергаться легированию другими элементами для наплавки.
Можно ли выполнять наплавку проволокой MIG?
Да, вы можете использовать металлическую проволоку для инертного газа (MIG) для процедуры наплавки.
Сварщик использует проволоку MIG для подготовки заготовки к наплавке MIG
На самом деле лучшие проволоки MIG, рекомендованные экспертами: ER70S-6 и ER70S-3. Но ваши возможности не ограничиваются только этим; Вы также можете выбрать другие типы и виды проволоки MIG!
Дело в том, что проволоку MIG можно рассматривать как электрод, который можно использовать для наплавки.
В приведенном ниже видео показано, как выполнять наплавку проволокой MIG.
Что означают цифры на сварочном стержне для наплавки?
Если вам интересно, что означают цифры на сварочных электродах, вы не одиноки.
Различные сварочные электроды с разными номерами, означающими разные свойства
Многие люди не знают, что это такое, но на самом деле это не то, на чем нужно акцентировать внимание!
Эти номера представляют собой коды, которые можно использовать для идентификации конкретного сварочного электрода.
Для начала есть 4-значные и 5-значные числа. В 4-значном номере электрода первые два (2) обозначают прочность на растяжение , которую может обеспечить электрод; это первые три (3) цифры для 5-значных чисел.
Следующее число, четвертое и пятое (для 5-значных номеров) указывают на то, как его следует использовать.
Номер один (1) означает, что его можно использовать во всех положениях; два (2) можно использовать только для горизонтальных и плоских сварных швов и т. д. , или даже оба), а также тип покрытия, которое он имеет.
В идеале номера на сварочном электроде помогают понять и идентифицировать этот конкретный электрод.
Что такое сварочные аппараты для наплавки?
Это машины, которые вы можете использовать для выполнения необходимой вам наплавки или наплавки.
Различные сварочные аппараты для наплавки, которые Waldun предлагает
У вас есть возможность выбрать из широкого спектра сварочных аппаратов для наплавки; имеются:
- Машины и оборудование для наплавки труб
- Машины для наплавки с одной и двумя головками
- Роботизированные и автоматические машины для наплавки
- Оборудование для наплавки арматуры
- И другие!
Поскольку наплавка твердым сплавом — это процесс, который можно выполнять с помощью различных методов, для него можно использовать множество машин и оборудования!
Можно ли выполнять наплавку кислородом?
Это тип сварочного процесса, в котором для сварки используется кислород в сочетании с горючими газами.
Процесс сварки кислородом, что означает, что он применим для наплавки твердых сплавов
Поскольку это одна из самых известных и наиболее известных стратегий сварки, вы можете использовать ее для наплавки твердых сплавов.
Подобно тому, как вы выполняете наплавку MIG, SMAW и PAW, вы также выполняете кислородную сварку с использованием сварочной горелки!
Вот краткий видеоролик о том, как можно использовать кислородную смесь для твердого покрытия.
Какие материалы можно подвергать сварке с твердой поверхностью?
Наиболее распространенные типы основных металлов или материалов, которые могут подвергаться наплавке, включают:
Сварочный патрон, сжимающий сплав при наплавке
- Марганцевые стали
- Чугун и сталь
- Сплавы на основе меди
- Сплавы на основе никеля
- Нержавеющие стали
Как вы заметили, эти материалы используются многими промышленными предприятиями и компаниями.
Какие методы сварки можно использовать для наплавки?
Вы действительно можете выполнять наплавку различными методами сварки.
Наплавка трубы методом традиционной газовой дуговой сварки металлическим электродом (GMAW)
Наиболее распространенные методы, которые вы можете использовать для достижения этой цели, включают:
- Дуговая сварка металлическим газом (GMAW)
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка кислородом
- Термическое напыление
- И другие!
Плазменный перенос 900 Сварка (PTA)
Метод, который вам нужен, не может быть выбран случайным образом.
Фактически, процесс, который вам придется пройти, будет зависеть от многих вещей, таких как материал, который вы будете наносить на поверхность, тип крепления, который вы хотите для него, и так далее.
Hard Surfacing — это одно и то же?
Наплавка твердым сплавом и наплавка твердым сплавом — два (2) похожих термина.
Известно, что оба процесса можно использовать для нанесения нового материала на поверхность. Вы можете думать об этом как о наплавке, что является более коротким термином для наплавки.
Сварка с наплавкой и сварка с наплавкой
Многие люди знают, что наплавка при сварке — это то же самое, что наплавка. Однако на самом деле это два (2) разных процесса.
Покрытие трубы другим типом более твердого материала
Плакирование или Наплавка в оболочке представляет собой процесс наплавки, который позволяет получить новую поверхность. Это процесс «облицовки» или интеграции другого материала поверх существующего.
Обычно при наплавке на поверхность заготовки наносится другой материал.
Наплавка твердым сплавом или сварка твердой поверхностью — это процесс, который вы используете для обновления или восстановления поверхности. В отличие от облицовки, вам понадобится материал почти того же типа или с такими же свойствами, что и заготовка.
Вот чем отличаются эти два процесса; в некотором смысле они одинаковы, но дают разные результаты.
Чем похожи наплавка и сварка твердых поверхностей?
Теперь, когда вы знаете, чем они отличаются, также важно знать, как они стали двумя (2) похожими процессами.
Мы можем обобщить эту партию, указав на следующие факторы:
- Вы можете достичь обоих процессов с помощью следующего:
- Дуговая сварка с флюсовой проволокой (FCAW)
- Плазменная дуговая сварка (PTA)
- Лазерное напыление
- Термическое напыление
- Используется многими компаниями и предприятиями в различных секторах
- У них одна и та же конечная цель или видение: защитить деталь или компонент или продлить срок его службы
- Оба могут использовать широкий спектр сварочных электродов
Каковы преимущества сварки наплавкой?
По сути, твердое покрытие делается из-за его преимуществ и преимуществ.
Наплавленный край ковша остается полностью неповрежденным
Наиболее распространенные из этих преимуществ включают, но не ограничиваются:
Увеличение срока службы деталей и компонентов
что это может помочь продлить и продлить срок службы деталей. Независимо от того, является ли деталь новой или изношенной, она может дать это преимущество или преимущество.
Устранение необходимости замены деталей
Если ваши детали не изнашиваются быстро, то вы сразу устраняете необходимость их замены.
Сварка твердых поверхностей позволяет получить детали, которые вам нужны, более прочные, прочные и долговечные.
Повышение производительности и эффективности
Если детали и компоненты будут как новые, вы можете быть уверены, что ваша производительность и эффективность возрастут.
Вам не нужно беспокоиться о приобретении или поиске запчастей. Вместо этого вы можете сосредоточиться на своем бизнесе и своих операциях.
Экономьте на затратах и издержках
Если суммировать все преимущества, которые это может нам дать, то все сведется к тому, что вы сэкономите деньги.
Меньшее количество деталей, требующих замены, меньше компонентов для покупки и меньше работы — все это означает, что вы экономите на дополнительных затратах и расходах.
Вот некоторые из наиболее распространенных преимуществ, которые можно получить при наплавке твердым сплавом.
В этом нет ничего особенного; это не повысит вашу производительность и не принесет вам прибыли внезапно. На самом деле это медленное, но постоянное дополнение, которое вы можете рассматривать как большие инвестиции.
Типы сварочных стержней для наплавки
При сварке наплавкой вам не нужно слишком беспокоиться о типе сварочных стержней, которые вы будете использовать.
Несколько сварочных стержней, которые можно использовать для наплавки твердых сплавов
Вы можете выбирать из множества вариантов, которые можете использовать. Вы можете использовать электроды с никелевой основой, железной основой и кобальтовой основой.
Отрасли, в которых необходимо использовать наплавку
Независимо от того, работаете ли вы в строительной, промышленной, производственной или любой другой отрасли, вам наверняка понадобится наплавка.
Горнодобывающая промышленность нуждается в наплавке для продления срока службы своих машин
Многим предприятиям требуется наплавка из-за преимуществ, которые она дает. Люди думают, что это как-то связано с дизайном, но на самом деле это нечто большее.
Некоторые отрасли промышленности, которые считают наплавку полезной и эффективной, включают:
- Угольная и горнодобывающая промышленность
- Энергетика и генерация
- Металлургия и металлообработка
- Судостроительная и судостроительная промышленность
- Морская и морская промышленность
Существуют и другие отрасли промышленности, в которых применение твердого покрытия эффективно.
Часто эти предприятия подвергаются обычному износу машин и оборудования.
Для каких приложений можно использовать Hard Surfacing?
Вы можете использовать наплавку для многих вещей. Одним из самых востребованных является его способность продлевать срок службы деталей ваших машин или оборудования.
Кроме того, вы также можете выбрать твердое покрытие для:
- Повышения стойкости основного или основного металла
- Восстановления поверхности изношенных деталей или компонентов
- Улучшения или развития физических свойств деталей; и
- Многие другие!
Как избавиться от старой наплавки?
Существует множество способов удаления или избавления от старой наплавки. Однако самый распространенный и быстрый способ — через систему ARCAIR.
ARCAIR, сокращение от Air-Carbon-Arc, представляет собой процесс сварки, при котором металл режется и плавится. В этой процедуре используется угольная дуга, и тепло от этой дуги выполняет всю работу.
Чаще всего расплавленную часть удаляют и уничтожают с помощью воздуха под высоким давлением.
Это самый быстрый и разумный способ удалить или избавиться от старой наплавки.
Что такое наплавка?
В мире металлообработки почти всегда можно встретить или услышать наплавку. Многие люди имеют малейшее представление о том, что это такое, а есть и те, кто этого не знает! В сегодняшнем руководстве мы сосредоточимся на обсуждении всего, что вам нужно знать о наплавке. В конце этого руководства вы обязательно сможете понять это! Не говоря уже о том, чтобы быть мастером того, что это такое!
Проще говоря, наплавка твердым сплавом или «наплавка твердым сплавом» — это процесс металлообработки, при котором на поверхность основного металла наносится все более и более твердый материал. Пример ковша экскаватора с наплавкой. Основные цели наплавки — общее улучшение основного металла. Вы можете выполнить наплавку, если:
- Вы хотите продлить срок службы своих деталей и/или компонентов
- Ваши детали уже изношены, чтобы восстановить их
- Вы хотите улучшить характеристики любой имеющейся у вас детали
- Вы хотите нанести на поверхность износостойкий материал
Представьте себе: металлическая часть вашего оборудования, которую вы используете от 6 до 8 часов ежедневно. Как вы думаете, эта часть будет идеальной круглый год? Без прав?
Прекрасный пример того, что такое наплавка и что она делает с деталями и компонентами. Здесь на помощь приходит наплавка. Наплавка, более известная как наплавка, представляет собой процесс нанесения износостойкого материала на поверхность с помощью сварка. Основной целью наплавки является продление срока службы детали. Возвращаясь к нашему примеру, если металлическая часть вашего оборудования имеет наплавку, то «сама» часть еще не будет повреждена, потому что наплавка будет тем, что будет взаимодействовать во время бизнес-процессов. Мы здесь, в WALDUN, считаются лучшими и пользующимися наибольшим доверием производителями твердосплавных изделий. Мы можем производить и производить материалы для железных дорог, землеройных работ, добычи полезных ископаемых, дноуглубительных работ, сельского хозяйства, переработки, производства цемента и других отраслей, которые обычно подвергаются экстремальному износу.
Что можно наплавить?
Наплавку можно разделить на три (3) различных области применения: наплавка или наплавка, восстановление или наплавка, а также их комбинация. Вы можете наплавить многие детали и компоненты, которые обычно подвергаются истиранию. Очевидно, что продление срока службы детали — не единственная ее цель. Наплавка также используется, если вы хотите восстановить или восстановить детали и компоненты , если вы хотите восстановить размеры ваших машин / оборудования и т. д. Чаще всего низколегированные и углеродистые стали являются основными металлами, которые вы используете. можно хардфейсить. Вот краткий список основных металлов и материалов:
- Сплавы на основе меди
- Чугуны
- Нержавеющие стали
- Углеродистые и легированные стали
- Сплавы на основе никеля
- Марганцевые стали
900 – Потому что они легко магнитятся. Кроме того, их легко отличить от немагнитного металла, аустенитной марганцовистой стали – среди прочих. Цель их понимания и различения заключается в том, что необходимо определить температуры предварительного и последующего нагрева; они будут иметь решающее значение для процедуры наплавки. Чтобы вы лучше поняли, марганцевая сталь действительно не требует предварительной термообработки, в то время как сталь для перил содержит больше углерода и требует предварительного нагрева примерно от 315 до 370 градусов по Цельсию (от 600 до 700 градусов по Фаренгейту).
Какие сварочные процессы можно использовать для нанесения наплавки?
Вот краткий список наиболее известных и наиболее известных процессов сварки, которые можно использовать для процедуры наплавки: При наплавке можно использовать множество процессов сварки
- Плазменная дуговая сварка (PTA)
- Лазерная сварка, сварка струйным плавлением и термическое напыление
- Газокислородная сварка (OFW) или кислородно-ацетиленовая сварка
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW или сварка TIG)
- Дуговая сварка под флюсом (SAW)
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка металлическим газом (GMAW или MIG) с экранированной проволокой
- Дуговая сварка флюсовой проволокой (FCAW) с наплавкой открытой дугой или в среде защитного газа Проволока
В настоящее время наиболее эффективными и наиболее эффективными считаются процессы полуавтоматической и автоматической сварки. Тем не менее, вы по-прежнему можете свободно выбирать конкретный тип сварочной процедуры для своего применения в зависимости от других факторов, а не только процесса.
Какие факторы следует учитывать при выборе сварочного процесса?
Но из всех различных факторов и соображений при выборе сварочных процедур, как бы вы выбрали то, что будете использовать и использовать? ПРИМЕЧАНИЕ: Процесс является одним, если не самым влиятельным фактором, влияющим на результат сварки или наплавки. Вот несколько факторов, которые вы можете учитывать:
- Квалификация оператора или сварщика
- Толщина того, что вы собираетесь наплавлять
- Скорость наплавки
- Размер сварочного материала
- Место сварки, которое будет использоваться
- Доступность материала для наплавки
- Место сварки (внутри или снаружи)
- Размер компонента
- Требования к механической обработке
- Требования до и после сварки
- Подготовка детали или компонента
20020 Площадь детали или компонента Отделка, которую вы хотите получить
Это факторы, которые вы должны учитывать, прежде чем выбрать процедуру сварки. Итак, прежде чем вы решите, какой именно сварочный процесс вы хотите выполнить, вам необходимо рассмотреть и проверить все эти факторы. Вы можете быть отмечены всеми преимуществами и преимуществами, и вы можете забыть и о других недостатках.
Какие сварочные процессы самые экономичные?
Хотя экономический фактор сварочных процессов зависит от многих факторов, наиболее важным из них является скорость наплавки. Газокислородная сварка является одним из самых экономичных способов сварки, но не самым лучшим. Итак, какие из них вы можете считать наиболее практичными с точки зрения этого фактора? Вот краткий список процессов или процедур сварки вместе с их скоростью наплавки:
- Газокислородная сварка (OFW) — от 5 до 10 фунтов в час
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) – от 3 до 5 фунтов в час
- Дуговая сварка порошковой проволокой (FCAW) – от 8 до 25 фунтов в час
- Дуговая сварка под флюсом (SAW) – от 8 до 25 фунтов в час
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW) – от 3 до 5 фунтов в час
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) – от 5 до 12 фунтов в час
Таким образом, мы можем сказать, что наиболее экономичной и наиболее практичной скоростью наплавки будет либо FCAW, либо SAW.
Существуют ли разные виды одежды?
Обсуждать износ слишком расплывчато — из-за того, что это всеобъемлющий термин, в нем может быть много смысла. Адгезионный износ – один из наиболее распространенных видов и классификаций износа На самом деле существует несколько типов и классификаций износа, в том числе:
- Коррозия – 5 процентов
- Тепловой износ – 5 процентов
- Металлический или Адгезионный износ (металл к металлу) – 15 %
- Удар – 20 %
- Истирание – от 40 до 50 %
- Другие виды износа – 5 процентов
Если подумать, различные детали и узлы машин и оборудования не выходят из строя только при одном виде износа; они изнашиваются, когда задействованы комбинации различных типов и классификаций износа. Например, зубья шахтного ковша подвержены ударам и истиранию, так как используются грубо. Классификация износа представляет собой комбинацию абразивного и ударного износа, но может включать и другие типы и виды износа.
Какие виды одежды наиболее распространены?
Помимо этих различных классификаций износа, существуют наиболее распространенные виды износа, в том числе: Коррозия является одним из наиболее распространенных видов износа и встречается во многих отраслях — Металлический или адгезионный износ
Этот тип износа возникает и происходит, когда две (2) или более металлических поверхности скользят и двигаются относительно друг друга. Это классификация износа, который происходит и возникает под давлением, при котором затем используется тепло трения для создания условия микросварки.
Коррозия (коррозионный износ)
Коррозионный износ — это тип износа, также известный как химический износ или окисление. Обычно это вызвано электрохимическими и химическими реакциями между окружающей средой и поверхностью. Ущерб от коррозии возникает из-за синергетического воздействия износа.
Абразивный износ
Этот тип износа возникает, когда абразивный материал скользит по металлу. Это может быть что угодно, от почвы, угля, песка, стекла, зерна и других минералов, которые являются грубыми и жесткими по своей природе. Следовательно, этот тип износа возникает только тогда, когда зернистые материалы царапают металлическую поверхность.
Ударный износ
Ударный износ — это вид износа, который возникает, когда один объект ударяется о другой объект с силой, ударом или ударом. Этот тип износа происходит из-за повторяющегося динамического контакта.
Существуют ли различные категории сплавов для твердосплавных покрытий, чтобы знать, какой конкретный сплав использовать?
Да, вы можете классифицировать и разделить наплавочные сплавы на основе железа на четыре (4) различных основных категории, а именно:
Двухголовочный станок для наплавки WALDUN , способный обрабатывать более крупные заготовки и детали Аустенитные Аустенитные сплавы представляют собой группы сплавов, которые представляют собой упрочняющие марганцевую нержавеющую сталь и стали. Однако, вообще говоря, они упрочняются только при последовательной обработке металла шва при повторном ударе. В своей истинной форме они мягкие и податливые. Благодаря этому они, как известно, обладают отличным уровнем ударопрочности, а также имеют умеренную стойкость к истиранию. Если вы не знаете, аустенитная марганцевая сталь обычно используется в тяжелых земляных работах и строительных отраслях. Общие области применения включают зубья лопат, дробилки, экскаваторы, железнодорожные пути и т.п.
Мартенситные
В состав мартенситных сплавов для твердосплавных наплавок входят все стали, имеющие признаки закалки. Обычно сплавы мартенситной группы имеют уровни твердости по Роквеллу в диапазоне от 20 до 65 HRC. Хотя они близки к стали, они другие и слишком твердеют при охлаждении. Мартенситные сплавы лучше всего подходят для абразивного износа, а также металла по металлу. Кроме того, они также оказывают большое влияние. Мартенситные сплавы твердостью 50 HRC и выше обладают лучшей стойкостью к истиранию. Однако те, которые ниже 45 HRC, предназначены для восстановления и наплавки перед наплавкой.
Карбид металла в твердой мартенситной матрице
Это мартенситные сплавы с твердостью от 45 до 60 HRC. Это инструментальная сталь с добавками титана, молибдена, ниобия и ванадия. Если вы сможете правильно применить его, вы можете быть свободны от любых трещин от напряжения, которые являются нормальными для этой категории матрицы.
Металлический карбид (мягкая аустенитная матрица)
Поскольку они относятся к категории с более «мягкой» аустенитной матрицей, твердость этих сплавов может составлять от 40 до 65 HRC. Эти сплавы имеют огромное количество карбидов металлов в более мягкой матрице. Более того, вы можете ожидать, что они хороши для тяжелых условий истирания. Также стоит отметить, что эти сплавы с большим содержанием углерода и хрома ближе либо к белому, либо к чугуну.
Является ли растрескивание наплавленных сплавов нормальным явлением?
Трещины — это нормально, но это зависит от используемого сплава для твердосплавного покрытия. Растрескивание является нормальным явлением, но зависит от сплава для наплавки. В случае сплавов карбида хрома при охлаждении до умеренных и низких температур они растрескиваются. С другой стороны, сплавы, которые являются частью мартенситных и аустенитных семейств, этого не делают.
Что такое взлом чеков?
Похоже ли это на обычное растрескивание, с которым мы сталкиваемся? Ну, если говорить формально, проверка или проверка-трещина — это растрескивание, которое происходит с семействами карбида хрома. Вы можете легко идентифицировать их как трещины, которые проходят по всей длине борта. Чаще всего они имеют диаметр от 8 мм или 3/8 дюйма до 50 мм или 2 дюйма. Появление растрескивания является результатом высокого напряжения, вызванного усадкой металла шва на стадии охлаждения. Чаще всего контрольные трещины появляются по толщине наплавленного валика и останавливаются у основного металла, если они не хрупкие. Также бывают случаи, когда основной металл является хрупким или твердым, и в этом случае вы должны выбрать буферный слой из более прочного и более мягкого металла сварного шва. При выборе наиболее эффективного для буферного покрытия наилучшего и наиболее идеального выбора будет выбор из аустенитного семейства.
Что такое наплавка карбидом хрома?
У вас уже есть представление о том, что это такое — только по названию. Изображение карбида хрома, готовящегося к интеграции. Процедура наплавки деталей и материалов сплавами карбида хрома. Карбид хрома представляет собой сплавы на основе железа с высоким содержанием хрома и углерода (хром > 15% и углерод > 3%). Благодаря этому химическому составу они способны образовывать твердые карбиды, способные противостоять высокоабразивным средам. Часто наплавленные отложения карбида хрома дают трещины; они делают примерно каждые ½ дюйма. Что это делает, так это помогает снять стресс от процедуры сварки. Кроме того, они выглядят лучше и более желательны в тех случаях, когда требуются хорошие скользящие материалы из-за их низкого коэффициента трения. Однако в целом уровень стойкости к истиранию повышается, когда также увеличивается уровень содержания хрома и углерода. Тем не менее, углерод востребован и, как известно, оказывает наибольшее влияние на стойкость к истиранию. Помимо этих двух (2), существуют другие элементы, способные образовывать другие бориды и карбиды, способствующие повышению износостойкости в условиях окружающей среды и при высоких температурах.
Определение сложных карбидов
Сложные карбиды связаны и связаны с отложениями карбида хрома, которые содержат добавки ванадия, молибдена, вольфрама, а также колумбия. Эти добавленные элементы либо образуют свои собственные карбиды, либо объединяют свои карбиды с карбидами хрома, которые они должны добавить к стойкости карбидов к истиранию. Сложные карбиды могут содержать один элемент, два элемента, три элемента и даже все элементы. Эти сложные карбиды применяются в тяжелых условиях, а также в условиях сильного истирания и нагревания.
Что такое мартенситные карбиды?
Мартенсит или мартенситные карбиды представляют собой карбиды с большим количеством упакованных карбидов, которые обычно: трещины, а также те, которые имеют лучшие показатели степени износа. Кроме того, они идеальны и идеально подходят для таких ситуаций, потому что наплавленные наплавки обычно обладают такими же характеристиками износостойкости, которые ожидаются от продуктов для твердосплавного покрытия из карбида хрома. Из-за того, что эти сплавы далеки от растрескивания, их легче наносить и наносить, когда дело доходит до повторного нанесения.
Что такое MIG Carbide?
Это тип, в котором частицы карбида вольфрама отправляются в расплавленную сварочную ванну PS98 непосредственно из бункера. После того, как наплавленный валик остынет, наплавленный металл будет иметь огромное количество частиц карбида вольфрама, прикрепленных к матрице из инструментальной стали с твердостью от 55 до 60 HRC. Благодаря твердости эти карбиды способны защитить ковши погрузчиков, молоты, отвалы бульдозеров и грейдеров, а также другие детали и компоненты, подверженные ударам и абразивному износу.
Что такое узоры для наплавки?
Как мы пытаемся помнить, цель наплавки – защитить поверхность детали или компонента от всех различных типов износа.
Пример рисунка наплавки для ковша экскаватора. Поэтому, если вы работаете в среде с песком или грязью, наплавку следует наносить в виде сварных швов, расположенных на расстоянии от 6,4 до 38 мм друг от друга. Кроме того, они также должны быть перпендикулярны потоку абразивов. С другой стороны, если вы работаете в среде с рудой, шлаком или каменистой землей, наплавка должна представлять собой гребни сварного шва, параллельные или идущие по течению материалов. Эти узоры защищают металлическую поверхность от истирания, не задерживая такие материалы, как грязь, пыль, камни или почва. Однако, если вы собираетесь работать с глиной или почвой, вам понадобится рисунок твердосплавного покрытия, который удерживает почву на поверхности. Затем ему нужно будет сформировать захваченный слой почвы, который не только задержит почву, но и защитит ее под собой.
Можно ли использовать значения твердости для прогнозирования стойкости сплава к истиранию?
Вопреки распространенному мнению, значения твердости не определяют стойкость к истиранию конкретного сплава. Например, сплав карбида хрома и мартенситный сплав могут иметь одинаковую твердость. В этом случае допустим, что это 60 HRC. Несмотря на то, что они имеют одинаковый уровень твердости, они работают по-разному, когда они (1) подвергаются воздействию высокой температуры, (2) находятся в одинаковых абразивных условиях и (3) когда вы используете их и скользите по почве и камням. В этом отношении сплавы карбида хрома лучше и более устойчивы к истиранию по сравнению с мартенситным сплавом. Тем не менее, вы сможете учесть эту идею, если собираетесь прогнозировать износ сплавов, если они принадлежат к одному семейству. Например, сплав карбида хрома с уровнем твердости 50 HRC определенно будет работать лучше и будет более устойчивым к истиранию, чем сплав карбида хрома с уровнем твердости 40 HRC. Чтобы просто резать, необходимо учитывать микроструктуру сплава; и чтобы узнать это, лучше всего связаться и узнать об этом у вашего производителя.
Как измеряется износ?
Как мы знаем, твердость — не единственное, что делает металл «прочным» и «долговечным». Помимо твердости, есть несколько факторов, позволяющих измерить износ. На самом деле, это будет зависеть от используемой классификации износа. Например, в отношении абразивного износа ASTM Intl. G65 Испытание резинового круга на сухом песке — это испытание, используемое для измерения количества абразива, которое может получить деталь.
Какой газ вы используете для наплавки GMAW?
Поскольку это более ответственный процесс сварки, смеси аргона с небольшим количеством кислорода и/или углекислого газа и чистого аргона являются лучшими газами, которые вы можете использовать для достижения наилучших результатов. Однако вы не ограничиваетесь только этим. На самом деле, вы также можете использовать чистый углекислый газ.
Что такое шаровая передача или шаровая передача? Почему это важно?
Шариковый или шаровидный перенос использует гравитацию для транспортировки больших шариков расплавленных электродов поперек сварочной дуги. Это важно, потому что эта процедура переноса капель расплавленного металла проходит гладко. Кроме того, вы можете найти его на лучших уровнях всякий раз, когда собираетесь сплавлять материалы, требующие хорошего уровня проникновения.
Нужно ли предварительно нагревать детали перед наплавкой?
Как мы упоминали выше, предварительный нагрев конкретной детали или компонента будет зависеть от того, что это такое. Однако, как правило, все детали, подлежащие сварке, должны иметь по крайней мере комнатную температуру, чтобы избежать деформации. Температура, необходимая для предварительного нагрева, будет зависеть и основываться на химическом составе основного металла, а также на заготовке, с которой вы будете работать. Если вы не уверены, требуется ли предварительный нагрев, поговорите об этом со своим производителем и спросите, нужен ли предварительный нагрев для запуска и начала работы.
Когда вы используете кобальтовые сплавы для твердосплавной наплавки?
Кобальтовые сплавы имеют много карбидов на поясе. В дополнение к этому, они также превосходны, когда речь идет о коррозионной стойкости, благодаря их хорошим магнитным свойствам. Поэтому идеально использовать их в приложениях с высокими и суровыми температурами и случаями окисления. Скорость осаждения твердости, которую они имеют, находится в диапазоне от 25 HRC до 55 HRC; у них также есть упрочняющие сплавы.
Когда вы используете никелевые сплавы для твердосплавной наплавки?
С другой стороны, лучше всего и идеально использовать никелевые сплавы для твердосплавного покрытия в высококоррозионных средах и средах. В дополнение к этому, если вы собираетесь работать при особенно повышенных температурах, лучше всего использовать никелевые сплавы для твердосплавной наплавки. Никелевые сплавы для твердосплавного покрытия также обладают свойствами, которые позволяют им противостоять трению и адгезии.
Почему в некоторых продуктах для наплавки установлено ограничение примерно в три (3) слоя?
Хотя наплавка не обязательно имеет какие-либо ограничения, существуют некоторые продукты, которые ограничены тремя (3)-пятью (5) слоями. Существуют определенные материалы, которые должны соответствовать ограничениям при наплавке. Возьмем, к примеру, карбид хрома. Карбид хрома, как правило, имеет определенные ограничения по слоям, которые можно наносить. Из-за его хрупкой природы много слоев могут привести к оркестру взламывания чеков. Чтобы вы знали, какое количество слоев является лучшим и наиболее рекомендуемым, спросите об этом у производителя. Они будут знать точное применение этого сплава и смогут сообщить вам максимальное значение сплава для твердосплавной наплавки.
Это сплавы, такие же, как основной или исходный металл, когда речь идет о прочности и твердости. Чаще всего они имеют два (2) основных применения: вы применяете их к деталям и компонентам, которые сильно изношены, чтобы восстановить размеры и фигуру; и вы можете использовать их в качестве буфера для следующих слоев, чтобы получить более износостойкое наплавочное покрытие. Если на заготовке есть трещины, вы всегда можете использовать марганцевый продукт, чтобы предотвратить проникновение трещин через основной металл. ПРИМЕЧАНИЕ: Всегда следует помнить, что электрод из мягкой стали никогда не подходит для буферного слоя или в качестве наплавки. Почему? – Потому что электроды из мягкой стали не обладают достаточной прочностью и долговечностью, чтобы выдерживать наплавку. Если вы попытаетесь использовать его, он немедленно и легко разрушится под наплавленным слоем, что приведет к его выходу из строя и повреждению.
Можете ли вы наплавить чугун?
В части основных металлов и материалов, которые можно наплавлять, да, можно абсолютно точно выполнять наплавку чугуна. Тем не менее, вы должны сначала рассмотреть вопрос о предварительном нагреве основного металла, а также о некоторых межпроходных температурах. Никель-чугунные изделия, а также никелевые изделия лучше всего подходят для восстановления чугуна. Почему? — Поскольку содержание углерода в чугуне не изменится и не изменится, он останется пластичным. Хотя вы обнаружите, что эти вопросы являются наиболее часто задаваемыми вопросами о наплавке, вы не должны просто полагаться на них для получения всей необходимой информации. В зависимости от производителя, которому вы доверяете, вы можете спросить его обо всех других процедурах и правилах наплавки, которые вам необходимо знать. Здесь с нами в WALDUN , у нас работают лучшие специалисты и лучшие специалисты по наплавке. У нас есть база знаний или информационный центр, который вы можете использовать для себя и своего бизнеса! Свяжитесь с нами и получите лучшие решения для наплавки, которые вы можете получить!
Сварочный стержень для наплавки твердым сплавом в наплавке
Сварочный стержень представляет собой электрод; и это означает, что это то, что вы откладываете на поверхность вашего основного металла.
Электроды для наплавки или сварочные стержни Без сварочного стержня для наплавки вы не сможете наносить или наносить более прочный, прочный и долговечный материал. Вы можете выбрать из широкого ассортимента сварочных стержней для наплавки, доступных на рынке; это не ограничивается одним (1) видом.
Каковы преимущества наплавки?
Зачем выполнять наплавку? Дает ли это вам какую-либо выгоду или преимущество? Поврежденный желоб из-за отсутствия наплавки Мы собрали некоторые из наиболее востребованных преимуществ, которые вы можете получить при выполнении наплавки: компоненты могут помочь ему стать прочным. Таким образом, снижается количество поломок, повреждений и простоев. Это одна из многих причин, почему многие люди выбирают наплавку.
Более долговечные и долговечные детали и компоненты
Какова наиболее распространенная причина износа некоторых основных металлов? — Из-за отсутствия защиты. С наплавкой вы не только получаете дополнительную защиту; ваши детали также могут стать устойчивыми к истиранию и коррозии, благодаря чему они прослужат дольше и станут более прочными.
Снижение затрат
Значительное снижение затрат является одним из наиболее заметных преимуществ наплавки. Из-за того, что он позволяет основным металлам быть прочнее, жестче и долговечнее, у вас будет меньше необходимости их ремонтировать и заменять, что дает вам соответствующее снижение затрат.
Лучшая производительность деталей
Представьте желоб без какой-либо твердосплавной наплавки. Как вы думаете, они будут нормально функционировать? Они точно будут, какое-то время. Однако, если вы продолжите использовать его без какой-либо защиты, он будет поврежден — и ненадолго, он может сломаться. Если он имеет твердосплавное покрытие, вы можете ожидать, что он не будет легко изнашиваться. Чтобы он работал лучше и эффективнее.
Уменьшение потребности в пространстве для хранения
Наплавка защищает детали и компоненты от износа; уменьшая потребность в хранении запасных и резервных ресурсов. Если вы спросите, что такое наплавка, эти преимущества могут дать вам ответы, которые вы ищете. Однако, чтобы вы знали, это не единственные преимущества, которые вы можете получить с наплавкой, есть намного больше! Но конечная точка этих выгод и преимуществ упадет на то, что вы получите больше сбережений и сократите расходы!
Термическое напыление и наплавка: чем они отличаются?
Наплавка и термическое напыление — это не два (2) плода с разных деревьев. Процедура термического напыления при наплавке круглой заготовки На самом деле термическое напыление является одним из процессов, используемых при наплавке. Наплавка — это более общий термин для нанесения материала на основной металл. Термическое напыление — это метод наплавки, при котором капли полурасплавленного материала осаждаются, создавая покрытие или наплавку.
Наиболее распространенные материалы, используемые для наплавки
Теперь, когда мы знаем, что для наплавки используются более жесткие и прочные материалы, какие наиболее распространенные материалы вы можете использовать для этого? Сплавы на основе никеля – один из наиболее распространенных материалов, используемых при наплавке Наиболее распространенные материалы, которые можно использовать для наплавки, включают:
- Сплавы на основе никеля
- Сплавы на основе карбида хрома
- Стеллит
- Сплавы на основе кобальта
- НОРЭМ Сплав
Что такое НОРЭМ?
Если вы запутались с тем, что такое NOREM, не волнуйтесь — вы не одиноки. NOREM известен как наплавочный материал, разработанный Исследовательским институтом электроэнергетики или EPRI. Это износостойкий сплав на основе кобальта, который, как известно, заменил другие сплавы на основе кобальта. Вы можете найти NOREM в ядерной и химической промышленности, а также в других секторах. На сегодняшний день существует восемь (8) вариантов НОРЭМ, а именно:
- 02
- 02A
- 03A
- 03B
- 04A
- 04B
- 05A
- 05B
. наплавка.
Детали строительной техники, наплавленные с помощью лазерной наплавки Некоторые из наиболее распространенных процессов сварки включают:
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Газокислородная сварка (OFW)
- Электрошлаковая сварка (ESW)
- Дуговая сварка под флюсом (SAW)
- Плазменная дуговая сварка (PTAW) или порошковая плазменная сварка
- Дуговая сварка металлическим газом (GMAW)
другие методы, а именно:
- Лазерная плакировка
- Термическое напыление
- Холодные полимерные компаунды
- Твердая краска
Цель состоит в том, чтобы иметь возможность наносить материал на поверхность, поэтому любой из этих процессов хорош.
Нужно ли нагревать заготовки перед их наплавкой?
Одним из общих правил наплавки является то, что все заготовки должны быть доведены до комнатной температуры.
Полурасплавленный материал, используемый для наплавки Однако это не то, что вы должны соблюдать в 100% случаев. Фактически, некоторые металлы и сплавы требуют предварительного нагрева перед работой с ними; это будет зависеть от химического состава этого сплава или металла.
Ограничено ли наплавление только одним (1) слоем?
Нет, наплавка может наноситься от двух (2) до пяти (5) слоев, в зависимости от продукта. Многослойная наплавка на тяжелом землеройном оборудовании Продукты, входящие в состав семейств карбидов металлов, имеют всего 2-3 слоя. С другой стороны, вы можете наносить неограниченное количество слоев, если используете аустенитные и мартенситные продукты.
Наплавка — это процедура, которую невозможно выполнить без каких-либо машин или оборудования.
Одноголовочный станок для наплавки, предлагаемый Waldun На самом деле, правильный выбор оборудования сделает работу проще, быстрее и удобнее. Машины, которые вы выберете, будут зависеть от результатов, которых вы хотите достичь. Тем не менее, вот несколько примеров машин, которые можно использовать для наплавки:
Одна и Двухголовочная машина для наплавки
. Одноголовочная содержит одну (1) сварочную головку, а двухголовочная — две (2). Кроме того, он имеет станину, на которую загружается заготовка. Это хороший тип станка, поскольку он сокращает рабочую силу, обеспечивая при этом качество процедуры наплавки.
Аппарат для дуговой сварки методом PTA или плазменной сварки
Сварочное оборудование PTA представляет собой своего рода термический процесс, при котором просветляющий материал наносится и осаждается на поверхности. По сравнению с другими, они считаются гибкими и универсальными машинами.
Оборудование для наплавки труб
Работа с трубами отличается от обработки плоской заготовки. Для работы с трубами и трубами требуется особый тип оборудования — для этого и предназначены машины для наплавки труб. Он использует автоматическую дуговую сварку и является многофункциональным. Это не единственные машины, которые вы можете использовать для выполнения наплавки — на самом деле есть и другие, намного больше! Это просто оборудование широко и наиболее часто используемое.
Можете ли вы выполнить наплавку ковшей экскаватора?
Наплавка имеет большое значение как в тяжелой промышленности, так и в строительстве.
Ковш экскаватора с наплавкой прочным и прочным материалом Таким образом, наплавка ковшей экскаватора может дать много положительных результатов с точки зрения прочности, долговечности, эффективности и результативности.
Электрод для наплавки Цена
Без электрода невозможно выполнить наплавку. Итак, вопрос на миллион долларов: сколько они стоят? Откровенно говоря, электроды и стержни для наплавки отличаются по цене. Более того, их цены будут зависеть от множества факторов, в том числе:
- Элемент электрода для наплавки
- Прочность на растяжение и твердость
- Состав
Какие виды износа может положить конец наплавке?
В зависимости от вашей отрасли и использования ваших деталей и компонентов наплавка может остановить различные виды износа. Повреждение трубы из-за отсутствия твердосплавного покрытия. Наиболее распространенными являются истирание, коррозия, удары, трение и нагревание. Выполняя наплавку, вам не придется беспокоиться об этих видах износа!
Является ли растрескивание наплавленных сплавов нормальным явлением?
Растрескивание является признаком несоответствия и поломки, поэтому, если смотреть в целом, это ненормально.
Растрескивание наплавленного сплава Однако существуют типы и случаи, когда растрескивание является частью его естественной физической природы. Например, сплавы карбида хрома показывают трещины всякий раз, когда они охлаждаются до средних температур; а в данном случае это нормально. Но всегда нужно видеть растрескивание как намек на повреждение или поломку.
Можете ли вы выполнить наплавку новых деталей?
Безусловно! На самом деле, большинство компаний делают этот выбор для того, чтобы детали имели более длительный срок службы и могли функционировать лучше и должным образом. Повышенная износостойкость, которую он имеет, оказывает эффект домино на все другие преимущества. Все преимущества и выгоды наплавки также применимы, если вы выполняете наплавку вновь изготовленных и произведенных деталей и компонентов.
Что такое наплавка?
В мире металлообработки почти всегда можно встретить или услышать наплавку. Многие люди имеют малейшее представление о том, что это такое, а есть и те, кто этого не знает!
В сегодняшнем руководстве мы сосредоточимся на обсуждении всего, что вам нужно знать о наплавке. В конце этого руководства вы обязательно сможете понять это! Не говоря уже о том, чтобы быть мастером того, что это такое!
Проще говоря, наплавка твердым сплавом или «наплавка твердым сплавом» — это процесс металлообработки, при котором на поверхность основного металла наносится все более и более твердый материал. Пример ковша экскаватора с наплавкой. Основные цели наплавки — общее улучшение основного металла. Вы можете выполнять наплавку, если:
- Вы хотите продлить срок службы своих деталей и/или компонентов
- Ваши детали уже изношены, чтобы восстановить их
- Вы хотите улучшить работу любой имеющейся у вас детали
- Вы хотите применить износостойкий материал для вашей поверхности
Представьте себе: металлическая часть вашего оборудования, и вы используете ее от 6 до 8 часов ежедневно. Как вы думаете, эта часть будет идеальной круглый год? Без прав?
Прекрасный пример того, что такое наплавка и как она влияет на детали и компоненты
Здесь на помощь приходит наплавка. Наплавка, более известная как наплавка, представляет собой процесс нанесения износостойкого материала на поверхность с помощью сварки.
Основной целью наплавки является продление срока службы детали. Возвращаясь к нашему примеру, если металлическая часть вашего оборудования имеет наплавку, то «сама» часть еще не будет повреждена, потому что наплавка будет тем, что будет взаимодействовать во время бизнес-процессов.
Компания WALDUN считается лучшим и пользующимся наибольшим доверием производителем наплавочных материалов.
Мы можем производить и производить материалы для железных дорог, землеройных работ, горнодобывающей промышленности, дноуглубительных работ, сельского хозяйства, переработки, производства цемента и других отраслей, которые обычно подвергаются экстремальному износу.
Что можно наплавить?
Наплавку можно разделить на три (3) различных области применения: наплавка или наплавка, восстановление или наплавка, а также их комбинация.
Многие детали и компоненты, которые обычно подвергаются абразивному износу, можно наплавить
Очевидно, что продление срока службы детали — не единственная ее цель. Наплавка также используется, если вы хотите восстановить или отремонтировать детали и компоненты , если вы хотите восстановить размеры ваших машин / оборудования и т. д.
Чаще всего низколегированные и углеродистые стали являются основой металлы, которые вы можете наплавить. Вот краткий список основных металлов и материалов:
- Сплавы на основе меди
- Чугуны
- Нержавеющие стали
- Углеродистые и легированные стали
- Сплавы на основе никеля
- Марганцевые стали
900 – Потому что они легко магнитятся. Кроме того, их легко отличить от немагнитного металла, аустенитной марганцовистой стали – среди прочих.
Цель их понимания и различения заключается в том, что необходимо определить температуры предварительного и последующего нагрева; они будут иметь решающее значение для процедуры наплавки.
Чтобы вы лучше поняли, марганцевая сталь действительно не требует предварительного нагрева, в то время как сталь для перил содержит больше углерода и требует предварительного нагрева примерно от 315 до 370 градусов по Цельсию (от 600 до 700 градусов по Фаренгейту).
Какие сварочные процессы можно использовать для нанесения наплавки?
Вот краткий список наиболее известных и известных процессов сварки, которые можно использовать для процедуры наплавки:
При наплавке можно использовать множество процессов сварки
- Плазменная дуговая сварка (PTA)
- Лазерная сварка, сварка струйным плавлением и термическое напыление
- Кислородно-топливная сварка (OFW) или кислородно-ацетиленовая сварка
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW или сварка TIG) Сварка (SAW)
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW или MIG) с экранированной проволокой
- Дуговая сварка порошковой проволокой (FCAW) с открытой дугой или наплавочной проволокой в среде защитного газа
В настоящее время наиболее эффективными и наиболее действенными считаются процессы полуавтоматической и автоматической сварки.
Тем не менее, вы по-прежнему можете свободно выбирать конкретный тип сварочной процедуры для вашего применения в зависимости от других факторов, а не только процесса.
Какие факторы следует учитывать при выборе сварочного процесса?
Но из всех различных факторов и соображений при выборе сварочных процедур, как бы вы выбрали то, что будете использовать и использовать?
ПРИМЕЧАНИЕ. Процесс является одним, если не самым важным фактором, влияющим на результат сварки или наплавки.
Вот несколько факторов, на которые следует обратить внимание:
- Квалификация оператора или сварщика
- Толщина наплавляемого материала
- Скорость наплавки
- Размер сварочного материала
- Используемое положение сварки
- Наличие расходных материалов для наплавки
- Место сварки (внутри или снаружи)
- Размер компонента
- Площадь детали или компонента, подлежащего наплавке
- Поверхность, которую вы хотите получить
- Требования к механической обработке
- Требования до и после сварки
- Подготовка детали или компонента
Эти факторы которые вы можете рассмотреть, прежде чем выбрать процедуру сварки.
Таким образом, прежде чем вы решите, какой именно сварочный процесс вы хотите выполнить, вам необходимо рассмотреть и проверить все эти факторы.
Вас могут пометить вместе со всеми достоинствами и преимуществами, и вы можете забыть и о других недостатках.
Какие сварочные процессы самые экономичные?
Хотя экономический фактор сварочных процессов зависит от многих факторов, наиболее важным из них является скорость наплавки.
Газокислородная сварка является одним из самых экономичных способов сварки, но не самым лучшим.
Итак, какие из них вы можете считать наиболее практичными с точки зрения этого фактора?
Вот краткий перечень процессов или процедур сварки вместе с их скоростью наплавки:
- Газокислородная сварка (OFW) — от 5 до 10 фунтов в час час
- Дуговая сварка порошковой проволокой (FCAW) – от 8 до 25 фунтов в час
- Дуговая сварка под флюсом (SAW) – от 8 до 25 фунтов в час
- Дуговая сварка в среде защитного металла (SMAW) – от 3 до 5 фунтов в час
- Газовая дуговая сварка металлическим электродом (GMAW) – от 5 до 12 фунтов в час
Таким образом, мы можем сказать, что наиболее экономичной и наиболее практичной скоростью наплавки будет либо FCAW, либо SAW.
Существуют ли разные виды одежды?
Обсуждать износ слишком расплывчато — из-за того, что это всеобъемлющий термин, в нем может быть много смысла.
Адгезионный износ – один из наиболее распространенных видов и классификаций износа
На самом деле существует несколько видов и классификаций износа, к ним относятся:
- Коррозия – 5 %
- Нагрев – 5 %
- Металлический или адгезионный износ (металл к металлу) – 15 %
- Удар – 20 %
- Истирание – от 40 до 50 %
Если подумать, различные детали и узлы машин и оборудования не выходят из строя только по одному типу износа; они изнашиваются, когда задействованы комбинации различных типов и классификаций износа.
Например, зубья шахтного ковша подвержены ударам и истиранию, так как используются грубо. Классификация износа представляет собой комбинацию абразивного и ударного износа, но может включать и другие типы и виды износа.
Какие виды одежды наиболее распространены?
Помимо этих различных классификаций износа, существуют наиболее распространенные виды износа, в том числе:
Коррозия является одним из наиболее распространенных видов износа и встречается во многих отраслях
Износ металла по металлу или адгезионный износ
Этот тип износа возникает и происходит, когда две (2) или более металлических поверхности скользят и двигаются относительно друг друга.
Это классификация износа, который происходит и возникает под давлением, при котором затем используется тепло трения для создания состояния микросварки.
Коррозия (коррозионный износ)
Коррозионный износ — это вид износа, также известный как химический износ или окисление.
Обычно это вызвано электрохимическими и химическими реакциями между окружающей средой и поверхностью. Ущерб от коррозии возникает из-за синергетического воздействия износа.
Абразивный износ
Этот тип износа возникает, когда абразивный материал скользит по металлу. Это может быть что угодно, от почвы, угля, песка, стекла, зерна и других минералов, которые являются грубыми и жесткими по своей природе.
Таким образом, этот тип износа возникает только тогда, когда зернистые материалы царапают металлическую поверхность.
Ударный износ
Ударный износ — это тип износа, возникающий, когда один объект ударяется о другой объект с силой, ударом или ударом.
Этот тип износа возникает из-за повторяющегося динамического контакта.
Существуют ли различные категории сплавов для твердосплавных покрытий, чтобы знать, какой конкретный сплав использовать?
Да, вы можете разделить сплавы на основе железа для наплавки на четыре (4) различных основных категории, а именно:
Двухголовочный станок для наплавки компании WALDUN, способный обрабатывать более крупные заготовки и детали
Аустенитные
Аустенитные сплавы представляют собой группы сплавов, упрочняющих марганцевую нержавеющую сталь и стали. Однако, вообще говоря, они упрочняются только при последовательной обработке металла шва при повторном ударе.
В своей истинной форме они мягкие и податливые.
В связи с этим известно, что они обладают отличным уровнем ударопрочности, а также умеренной стойкостью к истиранию.
Если вы не знаете, аустенитная марганцевая сталь обычно используется в тяжелых земляных работах и строительных отраслях. Общие области применения включают зубья лопат, дробилки, экскаваторы, железнодорожные пути и т.п.
Мартенситные
В состав мартенситных сплавов для твердосплавных наплавок входят все стали, имеющие признаки закалки.
Обычно сплавы мартенситной группы имеют уровни твердости по Роквеллу в диапазоне от 20 до 65 HRC. Хотя они близки к стали, они другие и слишком твердеют при охлаждении.
Мартенситные сплавы лучше всего подходят для абразивного износа, а также металла по металлу. Кроме того, они также оказывают большое влияние.
Мартенситные сплавы с твердостью 50 HRC и выше обладают наилучшей стойкостью к истиранию. Однако те, которые ниже 45 HRC, предназначены для восстановления и наплавки перед наплавкой.
Карбид металла в твердой мартенситной матрице
Это мартенситные сплавы с твердостью от 45 до 60 HRC. Это инструментальная сталь с добавками титана, молибдена, ниобия и ванадия.
Если вы сможете правильно применить его, вы можете быть свободны от любых трещин напряжения, которые являются нормальными для этой категории матрицы.
Карбид металла (мягкая аустенитная матрица)
Поскольку они относятся к категории с более «мягкой» аустенитной матрицей, можно ожидать, что твердость этих сплавов находится в пределах от 40 до 65 HRC.
Эти сплавы содержат большое количество карбидов металлов в более мягкой матрице. Более того, вы можете ожидать, что они хороши для тяжелых условий истирания.
Также стоит отметить, что эти сплавы с большим содержанием углерода и хрома ближе либо к белому, либо к чугуну.
Является ли растрескивание наплавленных сплавов нормальным явлением?
Трещины — это нормально, но это зависит от используемого сплава для твердосплавного покрытия.
Растрескивание является нормальным явлением, но зависит от сплава для наплавки
В случае сплавов карбида хрома при охлаждении до умеренных и низких температур образуются прерывистые трещины. С другой стороны, сплавы, которые являются частью мартенситных и аустенитных семейств, этого не делают.
Что такое взлом чеков?
Похоже ли это на обычное растрескивание, с которым мы сталкиваемся? Ну, если говорить формально, проверка или проверка-трещина — это растрескивание, которое происходит с семействами карбида хрома.
Их легко определить по трещинам, проходящим по всей длине борта.
Чаще всего они имеют диаметр от 8 мм или 3/8 дюйма до 50 мм или 2 дюйма. Появление растрескивания является результатом высокого напряжения, вызванного усадкой металла шва на стадии охлаждения.
Чаще всего контрольные трещины появляются по толщине наплавленного валика и останавливаются у основного металла, если они не хрупкие.
Также бывают случаи, когда основной металл является хрупким или твердым, и в этом случае необходимо выбрать буферный слой из более прочного и более мягкого металла сварного шва.
При выборе наиболее эффективного для буферного покрытия наилучшего и наиболее идеального выбора будет выбор из аустенитного семейства.
Что такое наплавка карбидом хрома?
У вас уже есть представление о том, что это такое, — только по названию.
Изображение карбида хрома, готовящегося к интеграции
Процедура наплавки сплавами карбида хрома деталей и материалов.
Карбид хрома представляет собой сплавы на основе железа с высоким содержанием хрома и углерода (хром > 15% и углерод > 3%).
Благодаря этому химическому составу они способны образовывать твердые карбиды, способные противостоять высокоабразивным средам.
Часто наплавленные отложения карбида хрома образуют чешуйчатые трещины; они делают примерно каждые ½ дюйма. Что это делает, так это помогает снять стресс от процедуры сварки.
Кроме того, они выглядят лучше и более желательны в тех случаях, когда требуются хорошие скользящие материалы из-за их низкого коэффициента трения.
Однако в целом уровень стойкости к истиранию повышается при увеличении содержания хрома и углерода. Тем не менее, углерод востребован и, как известно, оказывает наибольшее влияние на стойкость к истиранию.
Помимо этих двух (2), существуют другие элементы, способные образовывать другие бориды и карбиды, способствующие повышению износостойкости в условиях окружающей среды и при высоких температурах.
Определение сложных карбидов
Сложные карбиды связаны и связаны с отложениями карбида хрома, которые содержат добавки ванадия, молибдена, вольфрама, а также колумбия.
Эти добавленные элементы либо образуют свои собственные карбиды, либо объединяют свои карбиды с карбидами хрома, которые они должны добавить к стойкости карбидов к истиранию.
Сложные карбиды могут содержать один элемент, два элемента, три элемента и даже все элементы.
Применение этих сложных карбидов в тяжелых условиях, а также в условиях сильного истирания и нагревания.
Что такое мартенситные карбиды?
Мартенсит или мартенситные карбиды представляют собой карбиды, которые имеют большое количество упакованных карбидов, которые обычно представляют собой:
- Ванадий
- Титан
- Ниобий
Карбиды мартенсита являются идеальным выбором для областей применения, где требуются отложения без трещин, а также те, которые имеют наилучшие характеристики износа.
Кроме того, они идеально подходят для таких ситуаций, потому что наплавленные наплавки обычно обладают такими же характеристиками износостойкости, которые ожидаются от продуктов для твердосплавного покрытия из карбида хрома.
Из-за того, что эти сплавы далеки от растрескивания, их легче наносить и наносить при повторном нанесении.
Что такое MIG Carbide?
Это тип, в котором частицы карбида вольфрама отправляются в расплавленную сварочную ванну PS98 непосредственно из бункера.
После того, как наплавленный валик остынет, наплавленный металл будет иметь огромное количество частиц карбида вольфрама, прикрепленных к матрице из инструментальной стали с твердостью от 55 до 60 HRC.
Благодаря своей твердости эти карбиды способны защищать ковши погрузчиков, молоты, отвалы бульдозеров и грейдеров, а также другие детали и компоненты, подверженные ударам и абразивному износу.
Что такое узоры для наплавки?
Как мы пытаемся помнить, цель наплавки – защитить поверхность детали или компонента от всех различных типов износа.
Пример рисунка наплавки для ковша экскаватора
Поэтому, если вы работаете в среде с песком или грязью, наплавка должна представлять собой наплавленные валики, расположенные на расстоянии от 6,4 мм до 38 мм друг от друга. Кроме того, они также должны быть перпендикулярны потоку абразивов.
С другой стороны, если вы работаете в среде с рудой, шлаком или каменистой землей, наплавка должна представлять собой гребни сварного шва, параллельные или идущие по течению материалов.
Эти узоры защищают металлическую поверхность от истирания, не задерживая такие материалы, как грязь, пыль, камни или земля.
Однако, если вы собираетесь работать с глиной или почвой, вам понадобится наплавка, которая улавливает почву на поверхности. Затем ему нужно будет сформировать захваченный слой почвы, который не только задержит почву, но и защитит ее под собой.
Можно ли использовать значения твердости для прогнозирования стойкости сплава к истиранию?
Вопреки распространенному мнению, значения твердости не определяют стойкость к истиранию конкретного сплава.
Например, сплав карбида хрома и мартенситный сплав могут иметь одинаковую твердость. В этом случае допустим, что это 60 HRC. Несмотря на то, что они имеют одинаковый уровень твердости, они работают по-разному, когда они (1) подвергаются воздействию высокой температуры, (2) находятся в одинаковых абразивных условиях и (3) когда вы используете их и скользите по почве и камням.
В этом отношении сплавы карбида хрома лучше и более устойчивы к истиранию по сравнению с мартенситным сплавом.
Тем не менее, вы сможете учесть эту идею, если собираетесь прогнозировать износ сплавов, принадлежащих к одному семейству.
Например, сплав карбида хрома с уровнем твердости 50 HRC определенно будет работать лучше и будет более устойчивым к истиранию, чем сплав карбида хрома с уровнем твердости 40 HRC.
Для упрощения резки необходимо учитывать микроструктуру сплава; и чтобы узнать это, лучше всего связаться и узнать об этом у вашего производителя.
Как измеряется износ?
Как мы знаем, твердость — не единственное, что делает металл «прочным» и «долговечным».
Помимо твердости, есть несколько факторов, позволяющих измерить износ. На самом деле, это будет зависеть от используемой классификации износа.
Например, в отношении абразивного износа ASTM Intl. G65 Испытание резинового круга на сухом песке — это испытание, используемое для измерения количества абразива, которое может получить деталь.
Какой газ вы используете для наплавки GMAW?
Поскольку это более ответственный процесс сварки, смеси аргона с небольшим количеством кислорода и/или углекислого газа и чистого аргона являются лучшими газами, которые вы можете использовать для достижения наилучших результатов.
Однако этим вы не ограничиваетесь. На самом деле, вы также можете использовать чистый углекислый газ.
Что такое шаровая передача или шаровая передача? Почему это важно?
Шариковый или шаровидный перенос использует гравитацию для транспортировки больших шариков расплавленных электродов поперек сварочной дуги.
Это важно, потому что процедура переноса капель расплавленного металла проходит гладко. Кроме того, вы можете найти его на лучших уровнях всякий раз, когда собираетесь сплавлять материалы, требующие хорошего уровня проникновения.
Нужно ли предварительно нагревать детали перед наплавкой?
Как мы упоминали выше, предварительный нагрев конкретной детали или компонента зависит от того, что это такое. Однако, как правило, все детали, подлежащие сварке, должны иметь по крайней мере комнатную температуру, чтобы избежать деформации.
Температура, необходимая для предварительного нагрева, зависит и основывается на химическом составе основного металла, а также на заготовке, с которой вы будете работать.
Если вы не уверены, требуется ли предварительный нагрев, поговорите об этом со своим производителем и спросите, нужен ли предварительный нагрев для запуска и начала работы.
Когда вы используете кобальтовые сплавы для твердосплавной наплавки?
Кобальтовые сплавы имеют много карбидов на поясе. В дополнение к этому, они также превосходны, когда речь идет о коррозионной стойкости, благодаря их хорошим магнитным свойствам.
Поэтому идеально использовать их в приложениях с высокими и суровыми температурами и случаями окисления.
Твердость наплавки варьируется от 25 HRC до 55 HRC; у них также есть упрочняющие сплавы.
Когда вы используете никелевые сплавы для твердосплавной наплавки?
С другой стороны, лучше всего и идеально использовать никелевые сплавы для твердосплавного покрытия в высококоррозионных средах и средах.
В дополнение к этому, если вы собираетесь работать при особенно повышенных температурах, лучше всего использовать никелевые сплавы для твердосплавной наплавки.
Никелевые сплавы для твердосплавных покрытий также обладают свойствами, позволяющими им противостоять трению и адгезии.
Почему в некоторых продуктах для наплавки установлено ограничение примерно в три (3) слоя?
Хотя наплавка не обязательно имеет какие-либо ограничения, существуют некоторые продукты, которые ограничены тремя (3)-пятью (5) слоями.
Существуют определенные материалы, которые должны соответствовать ограничениям при наплавке.
Возьмем, к примеру, карбид хрома. Карбид хрома, как правило, имеет определенные ограничения по слоям, которые можно наносить.
Из-за своей хрупкости множество слоев может привести к целой череде взламывания чеков.
Чтобы узнать, какое количество слоев является наилучшим и наиболее рекомендуемым, обратитесь к производителю. Они будут знать точное применение этого сплава и смогут сообщить вам максимальное значение сплава для твердосплавной наплавки.
Это сплавы, такие же, как основной или исходный металл, когда речь идет о прочности и твердости.
Чаще всего они имеют два (2) основных применения: вы применяете их к деталям и компонентам, которые сильно изношены, чтобы восстановить размеры и фигуру; и вы можете использовать их в качестве буфера для следующих слоев, чтобы получить более износостойкое наплавочное покрытие.
Если на заготовке есть трещины, вы всегда можете использовать марганцевый продукт, чтобы предотвратить проникновение трещин через основной металл.
ПРИМЕЧАНИЕ: Всегда следует помнить, что электрод из мягкой стали никогда не подходит для буферного слоя или в качестве наплавки. Почему? – Потому что электроды из мягкой стали не обладают достаточной прочностью и долговечностью, чтобы выдерживать наплавку. Если вы попытаетесь использовать его, он немедленно и легко разрушится под наплавленным слоем, что приведет к его выходу из строя и повреждению.
Можете ли вы наплавить чугун?
В части основных металлов и материалов, которые можно наплавлять, да, можно абсолютно точно выполнять наплавку чугуна.
Тем не менее, вы должны предусмотреть предварительный нагрев основного металла, а также некоторые межпроходные температуры.
Изделия из никеля, а также изделия из никеля лучше всего подходят для восстановления чугуна. Почему? — Поскольку содержание углерода в чугуне не изменится и не изменится, он останется пластичным.
Хотя вы обнаружите, что эти вопросы являются наиболее часто задаваемыми вопросами о наплавке, вы не должны просто полагаться на них для получения всей необходимой информации.
В зависимости от производителя, которому вы доверяете, вы можете спросить и узнать у него обо всех других процедурах и правилах наплавки, которые вам необходимо знать.
Здесь, по адресу WALDUN , у нас работают лучшие специалисты и лучшие специалисты в области наплавки.
У нас есть база знаний или информационный центр, который вы можете использовать для себя и своего бизнеса!
Свяжитесь с нами и получите лучшие решения для наплавки!
Сварочный стержень для наплавки твердым сплавом в наплавке
Сварочный стержень представляет собой электрод; и это означает, что это то, что вы откладываете на поверхность вашего основного металла.
Электроды для наплавки или сварочные стержни Без сварочного стержня для наплавки вы не сможете наносить или наносить более прочный, прочный и долговечный материал. Вы можете выбрать из широкого ассортимента сварочных стержней для наплавки, доступных на рынке; это не ограничивается одним (1) видом.
Каковы преимущества наплавки?
Зачем выполнять наплавку? Дает ли это вам какую-либо выгоду или преимущество? Поврежденный желоб из-за отсутствия наплавки Мы собрали некоторые из наиболее востребованных преимуществ, которые вы можете получить при выполнении наплавки: компоненты могут помочь ему стать прочным. Таким образом, снижается количество поломок, повреждений и простоев. Это одна из многих причин, почему многие люди выбирают наплавку.
Более долговечные и долговечные детали и компоненты
Какова наиболее распространенная причина износа некоторых основных металлов? — Из-за отсутствия защиты. С наплавкой вы не только получаете дополнительную защиту; ваши детали также могут стать устойчивыми к истиранию и коррозии, благодаря чему они прослужат дольше и станут более прочными.
Снижение затрат
Значительное снижение затрат является одним из наиболее заметных преимуществ наплавки. Из-за того, что он позволяет основным металлам быть прочнее, жестче и долговечнее, у вас будет меньше необходимости их ремонтировать и заменять, что дает вам соответствующее снижение затрат.
Лучшая производительность деталей
Представьте желоб без какой-либо твердосплавной наплавки. Как вы думаете, они будут нормально функционировать? Они точно будут, какое-то время. Однако, если вы продолжите использовать его без какой-либо защиты, он будет поврежден — и ненадолго, он может сломаться. Если он имеет твердосплавное покрытие, вы можете ожидать, что он не будет легко изнашиваться. Чтобы он работал лучше и эффективнее.
Уменьшение потребности в пространстве для хранения
Наплавка защищает детали и компоненты от износа; уменьшая потребность в хранении запасных и резервных ресурсов. Если вы спросите, что такое наплавка, эти преимущества могут дать вам ответы, которые вы ищете. Однако, чтобы вы знали, это не единственные преимущества, которые вы можете получить с наплавкой, есть намного больше! Но конечная точка этих выгод и преимуществ упадет на то, что вы получите больше сбережений и сократите расходы!
Термическое напыление и наплавка: чем они отличаются?
Наплавка и термическое напыление — это не два (2) плода с разных деревьев.
Процедура термического напыления при наплавке круглой заготовки На самом деле термическое напыление является одним из процессов, используемых при наплавке. Наплавка — это более общий термин для нанесения материала на основной металл. Термическое напыление — это метод наплавки, при котором капли полурасплавленного материала осаждаются, создавая покрытие или наплавку.
Наиболее распространенные материалы, используемые для наплавки
Теперь, когда мы знаем о том, что для наплавки используются более жесткие и прочные материалы, какие наиболее распространенные материалы вы можете использовать для этого?
Сплавы на основе никеля – один из наиболее распространенных материалов, используемых при наплавке Наиболее распространенные материалы, которые можно использовать в процессе наплавки, включают:
- Сплавы на основе никеля
- Сплавы на основе карбида хрома
- Стеллит
- Сплавы на основе кобальта
- NOREM Alloy
Что такое NOREM?
Если вы запутались с тем, что такое NOREM, не волнуйтесь — вы не одиноки. NOREM известен как наплавочный материал, разработанный Исследовательским институтом электроэнергетики или EPRI. Это износостойкий сплав на основе кобальта, который, как известно, заменил другие сплавы на основе кобальта. Вы можете найти NOREM в ядерной и химической промышленности, а также в других секторах. На сегодняшний день существует восемь (8) вариантов НОРЭМ, а именно:
- 02
- 02A
- 03A
- 03B
- 04A
- 04B
- 05A
- 05B
. наносить наплавку. Деталь строительной техники, наплавленная с помощью лазерной наплавки Некоторые из наиболее распространенных процессов сварки включают:
- Лазерная наплавка
- Термическое напыление
- Холодные полимерные компаунды
- Твердая краска
Цель состоит в том, чтобы иметь возможность наносить материал на поверхность, поэтому любой из этих процессов хорош.
Нужно ли нагревать заготовки перед их наплавкой?
Одним из общих правил наплавки является то, что все заготовки должны быть доведены до комнатной температуры. Полурасплавленный материал используется для наплавки Однако это не то, что вы должны соблюдать в 100% случаев. Фактически, некоторые металлы и сплавы требуют предварительного нагрева перед работой с ними; это будет зависеть от химического состава этого сплава или металла.
Наплавка ограничивается одним (1) слоем?
Нет, наплавка может наноситься от двух (2) до пяти (5) слоев, в зависимости от продукта. Многослойная наплавка на тяжелом землеройном оборудовании Продукты, входящие в состав семейств карбидов металлов, имеют всего 2-3 слоя. С другой стороны, вы можете наносить неограниченное количество слоев, если используете аустенитные и мартенситные продукты.
Наплавка — это процедура, которую невозможно выполнить без каких-либо машин или оборудования. Одноголовочный станок для наплавки, предлагаемый Waldun На самом деле, правильный выбор оборудования сделает работу проще, быстрее и удобнее. Машины, которые вы выберете, будут зависеть от результатов, которых вы хотите достичь. Тем не менее, вот несколько примеров станков, которые вы можете использовать для наплавки:
Один и Машина для наплавки с двумя головками
Это тип машины со сварочной головкой. Одноголовочная содержит одну (1) сварочную головку, а двухголовочная — две (2). Кроме того, он имеет станину, на которую загружается заготовка. Это хороший тип станка, поскольку он сокращает рабочую силу, обеспечивая при этом качество процедуры наплавки.
Машина для дуговой сварки PTA или плазменной сварки
Сварочное оборудование PTA представляет собой разновидность термического процесса, при котором на поверхность наносится и осаждается просветляющий материал. По сравнению с другими, они считаются гибкими и универсальными машинами.
Оборудование для наплавки труб
Работа с трубами отличается от обработки плоской заготовки. Для работы с трубами и трубами требуется особый тип оборудования — для этого и предназначены машины для наплавки труб. Он использует автоматическую дуговую сварку и является многофункциональным. Это не единственные машины, которые вы можете использовать для выполнения наплавки — на самом деле есть и другие, намного больше! Это просто оборудование широко и наиболее часто используемое.
Можете ли вы выполнить наплавку ковшей экскаватора?
Наплавка имеет большое значение как в тяжелой промышленности, так и в строительстве. Ковш экскаватора с наплавкой прочным и прочным материалом. Таким образом, наплавка ковшей экскаватора может дать много положительных результатов с точки зрения прочности, долговечности, эффективности и результативности.
Электрод для наплавки Цена
Без электрода невозможно выполнить наплавку. Итак, вопрос на миллион долларов: сколько они стоят? Откровенно говоря, электроды и стержни для наплавки отличаются по цене. Более того, их цены будут зависеть от множества факторов, в том числе:
- Элемент электрода для наплавки
- Прочность на растяжение и твердость
- Состав
Какие виды износа может положить конец наплавке?
В зависимости от вашей отрасли и использования ваших деталей и компонентов наплавка может остановить различные виды износа. Повреждение трубы из-за отсутствия твердосплавного покрытия. Наиболее распространенными являются истирание, коррозия, удары, трение и нагревание. Выполняя наплавку, вам не придется беспокоиться об этих видах износа!
Является ли растрескивание наплавленных сплавов нормальным явлением?
Растрескивание является признаком несоответствия и поломки, поэтому, если смотреть в целом, это ненормально.
Растрескивание наплавленного сплава Однако существуют типы и случаи, когда растрескивание является частью его естественной физической природы. Например, сплавы карбида хрома показывают трещины всякий раз, когда они охлаждаются до средних температур; а в данном случае это нормально. Но всегда нужно видеть растрескивание как намек на повреждение или поломку.
Можете ли вы выполнить наплавку новых деталей?
Безусловно! На самом деле, большинство компаний делают этот выбор для того, чтобы детали имели более длительный срок службы и могли функционировать лучше и должным образом. Повышенная износостойкость, которую он имеет, оказывает эффект домино на все другие преимущества. Все преимущества и выгоды наплавки также применимы, если вы выполняете наплавку вновь изготовленных и произведенных деталей и компонентов.
Где можно найти хороших производителей сварочных аппаратов для наплавки?
Рынок заполнен множеством производителей и поставщиков наплавочных материалов.
