Наплавка валов реферат: «Восстановление шлицевых валов наплавкой в среде углекислого газа с последующей нитроцементацией», Технические науки
Содержание
«Восстановление шлицевых валов наплавкой в среде углекислого газа с последующей нитроцементацией», Технические науки
- Выдержка
- Другие работы
- Помощь в написании
Восстановление шлицевых валов наплавкой в среде углекислого газа с последующей нитроцементацией (реферат, курсовая, диплом, контрольная)
ВОССТАНОВЛЕНИЕ ШЛИЦЕВЫХ ВАЛОВ НАПЛАВКОЙ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА С ПОСЛЕДУЮЩЕЙ НИТРОЦЕМЕНТАЦИЕЙ В. В. Бедин, В. И. Ко. тыков, Л. Х. Балдаев, А. Н. Гончаров, А. Ю. Молодкин Аннотация. Разработана технология восстановления шлицевых валов наплавкой низколегированной проволокой в среде углекислого газа с последующей нитроцементацией в пастообразном карбюризаторе. Показана эффективность и экономичность метода, а также высокие эксплуатационные качества восстановленных деталей.
Ключевые слова: шлицевые валы, нитроцемента-ция, наплавка, упрочнение стальных деталей, восстановление деталей машин.
Основными дефектами шлицевых валов (полуосей, карданных валов, валов коробок передач тракторов и автомобилей и др. ), которые они получают в процессе работы, являются износ и повреждение шлицев, режеизнос опорных поверхностей под подшипники и повреждение резьбы.
), которые они получают в процессе работы, являются износ и повреждение шлицев, режеизнос опорных поверхностей под подшипники и повреждение резьбы.
Шлицы в подавляющем большинстве случаев изнашиваются по боковым поверхностям (по ширине), их износы в зависимости от размеров валов могут изменяться от 0,4…0,6 мм до 3…4 мм. В процессе эксплуатации шлицевые валы (полуоси, карданы и др.) могут получить деформацию (изгиб) до 1.1,5 мм [1].
Традиционная технология восстановления изношенных валов состоит в наплавке шлицевой части легированной проволокой (типа 30ХГСА) под слоем флюса, что обеспечивает достаточно высокую твердость и качество наплавленного металла. При этом обычно срезают изношенные шлицы, производят наплавку в 3.4 слоя и на наплавленной части нарезаются новые шлицы. В некоторых случаях проводится поверхностная термическая обработка — закалка шлицев токами высокой частоты для повышения твердости.
Такая технология наиболее подходит для крупных ремонтных предприятий, имеющих специализированные цеха восстановления изношенных деталей и соответствующее оборудование.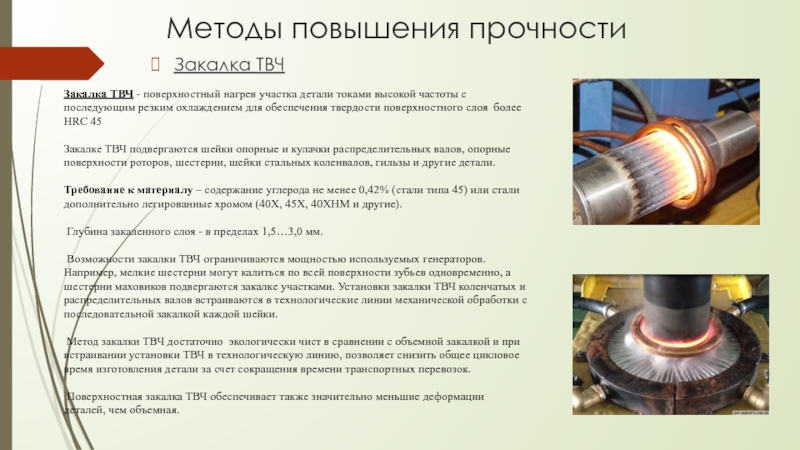 Операции наплавки валов при этом выполняются на автоматизированных установках, что позволяет восстанавливать большие партии однотипных деталей.
Операции наплавки валов при этом выполняются на автоматизированных установках, что позволяет восстанавливать большие партии однотипных деталей.
Однако, в настоящее время, когда крупные ремонтные предприятия (бывшей системы «Сельхозтехника») практически не функционируют, а ремонт машин производится на мелких сервисных частных предприятиях, традиционная технология не находит применения, в основном по экономическим причинам. Сплошная кольцевая наплавка шлицевых частей предполагает повышенный расход дорогостоящей легированной проволоки, повышенные затраты электроэнергии и повышенную трудоемкость механической обработки.
На мелких предприятиях в условиях индивидуального производства, когда приходится восстанавливать самые различные валы в единичных экземплярах, более подходящей может быть наплавка изношенных поверхностей каждого шлица без срезания их с вала. При этом наплавку возможно проводить только в среде защитных газов, так как наплавлять продольные валики на боковых поверхностях шлицев под слоем флюса невозможно.
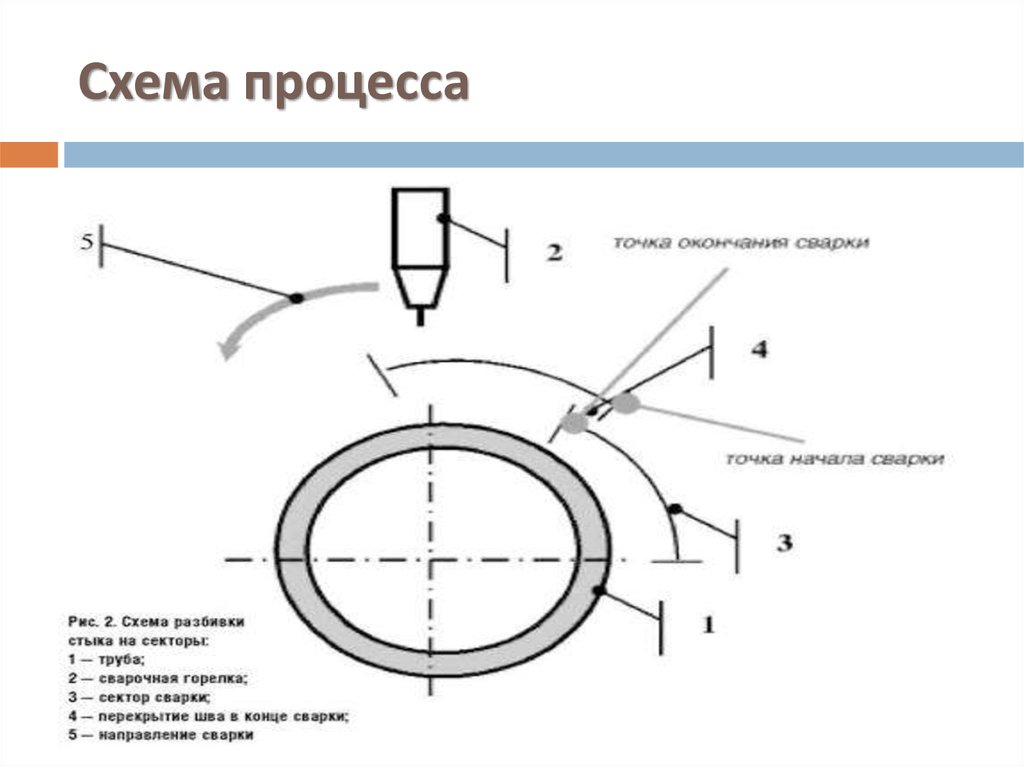
При продольной наплавке шлицев валики следует накладывать поочередно с диаметрально противоположных сторон и в определенном порядке (рисунок 1).
При таком виде ремонта валики рекомендуется наплавлять на неизношенную (противоположную действию нагрузок) сторону шлица с тем, чтобы после обра;
ботки новая рабочая поверхность была представлена основным (а не наплавленным) металлом. Кроме того, состав наплавленного металла (содержание углерода и легирующих элементов) должен, по возможности, точно соответствовать металлу основы |2|.
Рисунок 1 — Порядок наплавки шлицев при восстановлении изношенного вала: 1.4 — порядок чередования валиков на шлицах- 1… Ш — порядок наложения валиков на впадинуа — точка начала наложения валикаб — конец наплавленного валика Общим недостатком всех методов восстановления шлицевых валов является недостаточно высокое качество наплавленного металла (дефектная структура, растягивающие напряжения на поверхности и др.), в результате чего долговечность восстановленных валов значительно ниже новых. Эта проблема остается даже при самом точном соблюдении технологии восстановления валов, так как высокий нагрев металла при наплавке значительно изменяет его структуру, что приводит к снижению прочности. Наплавленный металл, в силу процессов, происходящих в сварочной ванне, также не получает свойств, соответствующих свойствам основного исходного металла даже при полной идентичности их составов.
Эта проблема остается даже при самом точном соблюдении технологии восстановления валов, так как высокий нагрев металла при наплавке значительно изменяет его структуру, что приводит к снижению прочности. Наплавленный металл, в силу процессов, происходящих в сварочной ванне, также не получает свойств, соответствующих свойствам основного исходного металла даже при полной идентичности их составов.
Решить проблему повышения долговечности шли-цевых валов, восстановленных наплавкой, можно, по нашему мнению, химико-термической обработкой, которая изменяет состав и свойства рабочих поверхностей. В условиях ремонтного производства для этих целей наиболее рационально использовать низкотемпературную нитроцементацию [3].
При совместном насыщении азотом и углеродом сталей (как легированных, так и простых углеродистых) при температурах 600…700°С на их поверхностях образуются диффузионные слои с большим количеством карбонитридов и мартенситно-аустенитной матрицей (рисунок 2).
Карбонитрид е ^е2−3ЫС) и карбонитрид, изоморфный с цементитом (FeзNC), присутствующие на поверхности нитроцементованных слоев, обладают очень высокой твердостью и низким коэффициентом трения (в 1,5. 2 раза ниже, чем у закаленной стали). Это обеспечивает нитроцементованным поверхностям высокую твердость и стойкость против износа и схватывания (без смазки). Кроме того, нагрев до температуры нит-роцементации, соответствующей температуре высокого отпуска, устраняет все напряжения в сечении детали, вызванные наплавкой и рихтовкой вала, улучшает структуру наплавленного металла и металла основы в зоне термического влияния, не изменяя структуры и прочности сердцевины.
2 раза ниже, чем у закаленной стали). Это обеспечивает нитроцементованным поверхностям высокую твердость и стойкость против износа и схватывания (без смазки). Кроме того, нагрев до температуры нит-роцементации, соответствующей температуре высокого отпуска, устраняет все напряжения в сечении детали, вызванные наплавкой и рихтовкой вала, улучшает структуру наплавленного металла и металла основы в зоне термического влияния, не изменяя структуры и прочности сердцевины.
возможности наплавлять мелкие шлицы без заваривания канавок.
Таблица 1 — Перечень операций при традиционной и предлагаемой технологии восстановления шлицевых валов а) б) Рисунок 2 — Микроструктуры покрытий, наплавленных проволокой СВ-08ХГ2С, нитроцементованных при низких температурах: а) 600°Сб) 700 °C (* 500)
Для нитроцементации наплавленных валов в условиях ремонтного производства наиболее удобным будет пастообразный карбюризатор на основе аморфного углерода (сажи) и железосинеродистого калия (азотсодержащего компонента). В качестве пастообразователя в этом карбюризаторе используется нитроцеллюлозный лак НЦ-222, представляющий собой раствор нитроцеллюлозы в ацетоне и служащий дополнительным поставщиком азота при нитроцементации [4] [«https://bakalavr-info.ru», 13].
В качестве пастообразователя в этом карбюризаторе используется нитроцеллюлозный лак НЦ-222, представляющий собой раствор нитроцеллюлозы в ацетоне и служащий дополнительным поставщиком азота при нитроцементации [4] [«https://bakalavr-info.ru», 13].
Нитроцементующая паста (или краска) наносится на упрочняемые поверхности и высушивается. Слой пасты толщиной 1___1,5 мм достаточен для нитроцементации в течение 58 часов. Изделия с высушенным нитроцемен-тующим покрытием помещаются в герметичный контейнер и засыпаются нейтральным наполнителей, в качестве которого можно использовать чугунную стружку, песок, смешанный с сажей, золу и т. п. Контейнер помещается в нагретую печь (любой конструкции) и выдерживается там необходимое время. При наличии на ремонтных предприятиях печей с герметизированными ретортами (типа «Ц» или «США») нитроцементацию можно проводить без контейнеров, что значительно сокращает время обработки. Детали с нитроцементующим покрытием загружаются непосредственно в печь, в которую подается бескислородная атмосфера (природный газ или продукты диссоциации жидких углеводородов, например, керосина).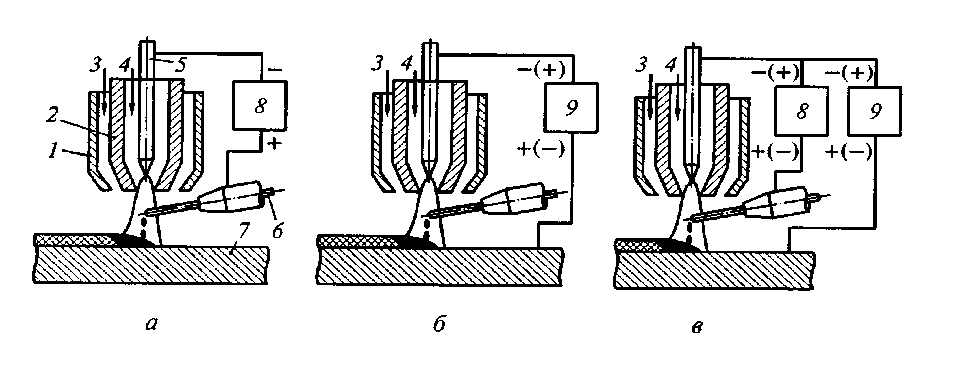 При этом не требуется довольно длительная выдержка для прогрева контейнера с наполнителем.
При этом не требуется довольно длительная выдержка для прогрева контейнера с наполнителем.
При использовании для восстановления изношенных деталей наплавки в среде углекислого газа с последующей нитроцементацией типовая технология, предполагающая сплошную кольцевую наплавку под слоем флюса, изменяется в сторону упрощения и удешевления (таблица 1).
Как видно из таблицы, при восстановлении валов с индивидуальной наплавкой шлицев количество технологических операций сокращается и уменьшается время восстановления за счет отсутствия длительного смягчающего отжига и предварительной механической обработки. При продольной наплавке изношенных шлицев можно использовать простое сварочное оборудование: шланговые полуавтоматы (А-547, А-825М и др.) и любые источники постоянного тока. Для наплавки используется дешевая сварочная проволока с минимальным легированием (СВ-08Г2, СВ-08Г2С, СВ-08ХГС и др.), а также сварочный углекислый газ, который во много раз дешевле флюса. При этом диаметр проволоки должен быть небольшим (11, 2 мм) для обеспечения высокой плотности сварочного тока и устойчивости процесса наплавки, а также для получения Типовая технология Предлагаемая технология
1. Очистка 1. Очистка
Очистка 1. Очистка
2. Смягчающий отжиг (650 °С, 6 ч) не требуется
3. Срезание изношенных шлицев не требуется
4. Кольцевая многослойная наплавка шлицевой части проволокой Нп-30ХГСА под флюсом А-348 2. Наплавка боковых поверхностей шлицев проволокой СВ-08ХГ2С в среде углекислого газа
5. Отпуск (650 °С, 3 ч) не требуется
6. Нарезание новых шлицев на наплавленной части 3. Механическая обработка наплавленных шлицев
7. Контроль (рихтовка) 4. Контроль (рихтовка)
8. Термообработка — поверхностная закалка ТВЧ 5. Нитроцементация (650 °С, 3 ч) с непосредственной закалкой
9. Финишная обработка шлицев 6. Финишная обработка шлицев
10. Контроль 7. Контроль Металл, наплавленный низкоуглеродистыми проволоками, легко обрабатывается резанием без смягчающей термообработки, а окончательные свойства (твердость и износостойкость) приобретает после нит-роцементации.
Нитроцементацию можно проводить в стандартных камерных печах (Н30_Н60, в контейнерах), либо в шахтных печах (Ц-25_Ц-105). После нитроцементации детали необходимо охладить в воде или в масле. Для этого содержимое контейнера после извлечения из печи, без охлаждения, высыпается в емкость с соответствующей жидкостью. На поверхности, в зоне, насыщенной азотом и углеродом (азотистый аустенит), происходит закалка, а в сердцевине не происходит фазовых превращений и структура основы не изменяется.
После нитроцементации детали необходимо охладить в воде или в масле. Для этого содержимое контейнера после извлечения из печи, без охлаждения, высыпается в емкость с соответствующей жидкостью. На поверхности, в зоне, насыщенной азотом и углеродом (азотистый аустенит), происходит закалка, а в сердцевине не происходит фазовых превращений и структура основы не изменяется.
В случае использования нитроцементации для исправления структуры наплавленного металла припуск на механическую обработку можно значительно сократить с учетом только неровностей, которые остаются на поверхности наплавленного металла. Нитроцементация устраняет дефекты наплавленного металла и не вызывает коробления детали (ввиду низкой температуры и короткого времени нагрева), поэтому припуск на обработку при наплавке может быть минимальным, что значительно снижает затраты на наплавку и механическую обработку.
Необходимо отметить, что эффект от восстановления шлицевых валов наплавкой с последующей нитро-цементацией практически не зависит от системы легирования наплавочной проволоки (рисунок 3).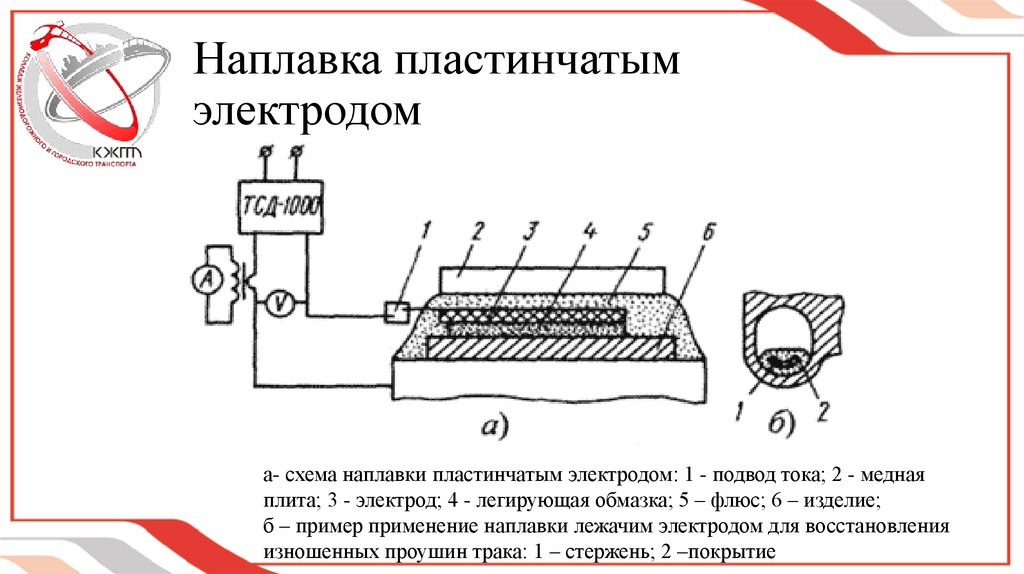
о о Рисунок 3 — Интенсивность изнашивания наплавленных покрытий марганцовистой и хромомарганцови-стой проволоками без нитроцементации (I) и после нитроцементации (II)
Производственная проверка эффективности разработанного метода восстановления шлицевых валов, проведенная на вторичном вале коробки передач трактора Т-25, показала, что этот вал, восстановленный наплавкой проволокой СВ-08ХГ2С в среде углекислого газа и подвергнутый нитроцементации при 650 °C, имел примерно в 1,5 раза большую долговечность, чем новая деталь.
Список использованных источников
1 Авдеев М. В., Воловик Е. И., Ульман И. Е. Технология ремонта машин и оборудования. — М.:Агропромиздат, 1986. — 248 с.
2 Хасуи А., Моригаки О. Наплавка и напыление. — М.: Машиностроение, 1985. — 240 с.
3 Износостойкость и усталостная прочность сталей после низкотемпературной нитроцементации / С. С. Исхаков,
B.Г. Лаптев, Л. М. Семенова и др. // Металловедение и термическая обработка металлов. — 1981. — № 1. — С.2−5.
— № 1. — С.2−5.
4 Трусова Е. В., Колмыков В. И. Карбонитрирование инструментальной стали Х12Ф в активной пасте // Материалы и упрочняющие технологии — 2011. — Курск: ЮЗГУ, 2011. ;
C.151−155.
Информация об авторах Бедин Василий Викторович, соискатель ФГБОУ ВПО «Российский государственный аграрный заочный университет», Московская область, г. Балашиха.
Колмыков Валерий Иванович, доктор технических наук, профессор ФГБОУ ВПО «Юго-Западный государственный университет».
Балдаев Лев Христофорович, доктор технических наук, генеральный директор ООО «Технологические системы защитных покрытий», Московская область, г. Щербинка.
Гончаров Александр Николаевич, кандидат технических наук, доцент ФГБОУ ВПО «Курская ГСХА».
Молодкин Артем Юрьевич, аспирант ФГБОУ ВПО «Курская ГСХА».
Показать весь текст
Заполнить форму текущей работой
1 2 3 4 5 6 7 8 9 10 Bog’liq
1 2 3 4 5 6 7 8 9 10 Ma’lumotlar bazasi mualliflik huquqi bilan himoyalangan ©hozir.org 2023 | Bosh sahifa |

 Назначение и устройство
Назначение и устройство
 Расширение их производства, новых запасных частей связано с увеличением материальных и трудовых затрат . Вместе с тем около 75% деталей выбрасываются при первом капитальном ремонте автомобилей , являются ремонтно-пригодными, либо могут быть использованы вообще без восстановления . Поэтому целесообразной альтернативой расширению производства запасных частей являются вторичное использование изношенных деталей , восстанавливаемых в процессе ремонта автомобиля и его агрегатов.
Расширение их производства, новых запасных частей связано с увеличением материальных и трудовых затрат . Вместе с тем около 75% деталей выбрасываются при первом капитальном ремонте автомобилей , являются ремонтно-пригодными, либо могут быть использованы вообще без восстановления . Поэтому целесообразной альтернативой расширению производства запасных частей являются вторичное использование изношенных деталей , восстанавливаемых в процессе ремонта автомобиля и его агрегатов.
Усовершенствованный алгоритм обнаружения дефектов поверхности поперечного вала на основе Yolov5 Чжу Юнцзянь, Дэн Вейбо, Кун Тан, Ян Синьбо :: SSRN
Скачать эту статью
Открыть PDF в браузере
 ssrn.com» data-abstract-auth=»false»/>
ssrn.com» data-abstract-auth=»false»/>
Добавить бумагу в мою библиотеку
Делиться:
16 страниц
Опубликовано: 3 декабря 2022 г.
Просмотреть все статьи Zhu Yongjian
Шанхайский технологический институт
Чжэцзянский университет науки и технологий
Чаншаский университет науки и технологий
Zhejiang University of Science and Technology
Abstract
Поперечный вал является ключевым компонентом в системе трансмиссии автомобильного шасси, для которого требуется высокое качество внешнего вида поверхности. В этой статье YOLOv5 используется в качестве базовой линии алгоритма обнаружения дефектов, и, поскольку поверхностные дефекты имеют небольшой размер по сравнению с поперечным валом, для создания новых привязок применяется алгоритм K-средних, а механизм внимания канала SENet в магистральной сети вводится повышение значимости целевых признаков; В то же время модуль C3 в магистральной и шейной сети заменяется модулем репараметризации DBB, что сокращает этап вывода после репараметризации количества параметров в сети и повышает скорость вывода. Экспериментальные результаты показывают, что улучшенная модель YOLOv5 увеличивает mAP на 4%, сокращает время вывода на 37% и размер модели на 42% по сравнению с исходной моделью, что значительно повышает эффективность обнаружения модели.
Экспериментальные результаты показывают, что улучшенная модель YOLOv5 увеличивает mAP на 4%, сокращает время вывода на 37% и размер модели на 42% по сравнению с исходной моделью, что значительно повышает эффективность обнаружения модели.
Ключевые слова: Дефект поверхности поперечного вала, Глубокое обучение, Обнаружение объектов, YOLOv5
Рекомендуемое цитирование:
Рекомендуемая ссылка
Юнцзянь, Чжу и Вейбо, Дэн и Тан, Кун и Синьбо, Ян, Усовершенствованный алгоритм обнаружения дефектов поверхности поперечного вала на основе Yolov5. Доступно на SSRN: https://ssrn.com/abstract=4292744 или http://dx.doi.org/10.2139/ssrn.4292744
У вас есть вакансия, которую вы хотели бы рекламировать в SSRN?
Связанные электронные журналы
Обратная связь
Обратная связь с SSRN
Обратная связь
(обязательный)
Эл. адрес
адрес
(обязательный)
Если вам нужна немедленная помощь, позвоните по номеру 877-SSRNHelp (877 777 6435) в США или +1 212 448 2500 за пределами США с 8:30 до 18:00 по восточному поясному времени США, с понедельника по пятницу.
Измерение потерь поверхностных вод в ручье Гоноулиули возле шахты Эва, Оаху, Гавайи
Автор: Сара Н. Роза
https://doi.org/10.3133/sir20175042
Твит
Ссылки
- Документ:
Отчет
(2,25 МБ pdf) - Скачать цитату как: РИС
|
Дублин
Ядро
Аннотация
Впервые опубликовано 30 мая 2017 г.
За дополнительной информацией обращайтесь:
Директор,
Центр водных исследований Тихоокеанских островов
Геологическая служба США
Региональный центр Иноуэ
1845 Wasp Blvd., B176
Гонолулу, Гавайи 96818
Совет по водоснабжению Гонолулу в настоящее время обеспокоен возможностью наличия бактерий в перекачиваемой воде шахты Эва (штатная скважина 3-2202-21). Подземные воды из шахты Эва потенциально могут быть использованы для удовлетворения будущих потребностей в питьевой воде в районе Ева на острове Оаху. Источник бактерий в перекачиваемой воде неизвестен, хотя предыдущие исследования показывают, что поверхностные воды могут уходить в подземные около участка. Шахта Эва состоит из вертикальной шахты, начинающейся у южного берега ручья Гоноулиули на высоте около 161 фута, и двух горизонтальных инфильтрационных туннелей на уровне моря. Шахта извлекает подземные воды из верхней части пресноводной линзы в системе водоносных горизонтов Вайпаху-Вайава в пределах большого сектора водоносных горизонтов Перл-Харбор, обозначенного как зона управления водными ресурсами.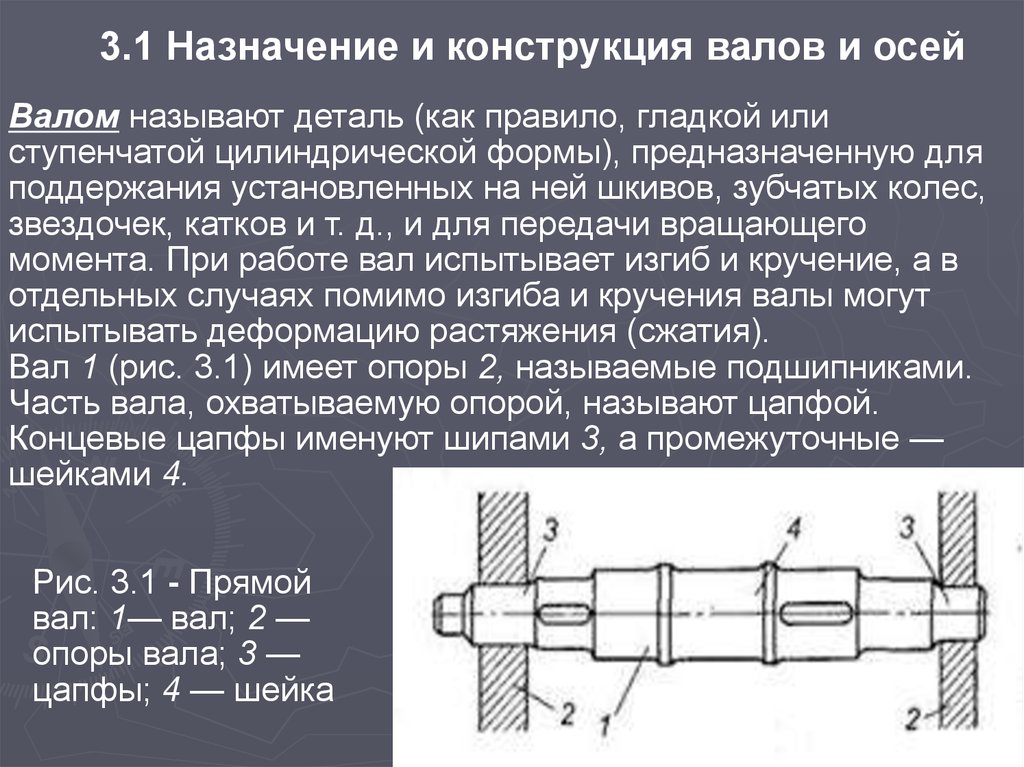
Потери поверхностных вод были оценены с использованием непрерывных данных об уровне грунтовых вод из шахты «Эва» и близлежащей контрольной скважины, непрерывных данных о расходе ручья со станции измерения расхода ручья Геологической службы США 16212490 (ручей Гоноулиули на шоссе H-1 вблизи Вайпаху), а также измерения просачивания в ручье Гоноулиули и его притоке. Во время штормов увеличивается расход на гидрометрической станции Гоноулиули, а также повышается уровень грунтовых вод в шахте Эва и ближайшем контрольном колодце. Одновременное повышение уровня воды в шахте Эва и близлежащем контрольном колодце во время штормов указывает на то, что региональные изменения уровня грунтовых вод связаны с увеличением пополнения, уменьшением водозабора (из-за снижения спроса в периоды дождей) или могут иметь место и то, и другое; хотя эти данные не исключают возможности местного пополнения из ручья Гоноулиули. Измерения расхода из двух просачивающихся участков показывают, что поверхностные воды в непосредственной близости от шахты Эва просачиваются в русло реки и могут позже достичь системы подземных вод, сформированной шахтой Ева. Предполагаемая скорость потерь на просачивание в районе шахты Эва из двух просачивающихся участков обычно колебалась от 0,27 до 1,78 миллиона галлонов в день на милю длины ручья; хотя более высокие скорости просачивания могут возникать в периоды более высокого расхода воды в ручье Гоноулиули. Потенциальный источник бактерий в шахте Эва может быть связан с просачиванием из ручья Гоноулиули; однако другие источники бактерий не изучались и не могут быть исключены.
Предполагаемая скорость потерь на просачивание в районе шахты Эва из двух просачивающихся участков обычно колебалась от 0,27 до 1,78 миллиона галлонов в день на милю длины ручья; хотя более высокие скорости просачивания могут возникать в периоды более высокого расхода воды в ручье Гоноулиули. Потенциальный источник бактерий в шахте Эва может быть связан с просачиванием из ручья Гоноулиули; однако другие источники бактерий не изучались и не могут быть исключены.
Рекомендуемое цитирование
Роза, С.Н., 2017 г., Измерение потерь поверхностных вод в ручье Гоноулиули возле шахты Эва, Оаху, Гавайи: Отчет о научных исследованиях Геологической службы США за 2017–5042 гг., 14 стр., https://doi.org /10.3133/сэр20175042.
ISSN: 2328-0328 (онлайн)
Область исследования
Содержание
- Abstract
- Introduction
- Purpose and Scope
- Setting
- Climate
- Hydrogeological Setting
- Surface-Water Losses
- Continuous Water-Level and Stream-Discharge Data
- Seepage Run
- Ограничения исследования и потребности в дополнительных данных
- Резюме
- Ссылки
| Тип публикации | Отчет |
|---|---|
| Подтип публикации | Пронумерованная серия USGS |
| Название | Измерение потерь поверхностных вод в ручье Гоноулиули возле шахты Эва, Оаху, Гавайи |
| Название серии | Отчет о научных исследованиях |
| Серийный номер | 2017-5042 |
| DOI | 10. 3133/сэр20175042 3133/сэр20175042 |
| Год публикации | 2017 |
| Язык | Английский |
| Издатель | Геологическая служба США |
| Адрес издателя | Рестон, Вирджиния |
| Предоставляющий(ие) офис(а) | Центр водных наук Тихоокеанских островов |
| Описание | vi, 16 стр. |
| Страна | США |
| Государственный | Гавайи |
| Прочее геопространственное | Оаху, хребет Вайанаэ |
| Только онлайн (Да/Нет) | Д |
| Аналитические метрики Google | Страница показателей |
Часть или весь этот отчет представлен в формате Portable Document Format
(PDF).
