Направление фрезерования: Попутное и встречное фрезерование — Рекомендации от экспертов
Содержание
Встречная и попутная фрезеровка. Различия и особенности
Основными критериями эффективности фрезерования являются время обработки и качество получаемых поверхностей. Различные материалы и инструменты требуют настройки соответствующих режимов резания для достижения максимального результата.
Понимание особенностей встречного и попутного направления фрезерования позволяет более точно учитывать условия технологической задачи и добиваться более высокого качества обработки.
При работе, фреза вращается вокруг собственной оси, а так же совершает поступательное движение относительно заготовки. Если направление вращения совпадает с направлением движения заготовки – это попутное фрезерование, если нет – встречное. Наглядно это продемонстрировано на рисунке:
Встречная фрезеровка характеризуется плавным вхождением фрезы в материал. Стружка формируется от тонкой — в начале реза, до толстой — в конце. Это позволяет равномерно нагружать фрезу, что длительно сохраняет режущие свойства ее ножей. Необходимо правильно выбрать шаг и глубину одного прохода, чтобы избежать перегрева фрезы из-за трения при постоянном контакте с заготовкой.
Необходимо правильно выбрать шаг и глубину одного прохода, чтобы избежать перегрева фрезы из-за трения при постоянном контакте с заготовкой.
Попутная фрезеровка имеет обратную последовательность съема материала и формирования стружки – от толстой к тонкой. Это направление характеризуется ударной начальной нагрузкой на режущую грань инструмента с последующим уменьшением усилия. Кроме того, в месте реза материал уплотняется за счет деформационных сил, которые передает заготовке фреза. При большем количестве режущих граней у фрезы, ударные нагрузки будут меньшими (при равных скоростях вращения шпинделя и подачи фрезы).
Считается, что попутная фрезеровка больше подходит для чистовой обработки, а встречная – для черновой и быстрого раскроя материалов. Но здесь необходимо учитывать особенности инструмента и другие параметры машинной резки, а так же свойства обрабатываемого материала. Например, дерево, в отличие от металла может давать сколы на выходе фрезы из контакта в момент отрыва стружки.
Для долгосрочного и качественного использования инструмента, направление реза необходимо учитывать вместе с выбором фрезы по количеству режущих граней и обрабатываемому материалу. Нужно правильно задавать скорость вращения, подачи и глубину одного прохода. Все это взаимосвязано и требует значительной начальной подготовки. При неправильно заданном режиме, в любом случае, не удастся добиться качественной обработки и можно испортить инструмент.
Небольшой нюанс связан и с креплением заготовки к рабочему столу. Встречное фрезерование дополнительно прижимает заготовку к поверхности, а попутное – наоборот, способствует ее отрыву. Но по причине незначительности этих сил, необходимо просто надежно закрепить заготовку на столе, тем более, что в процессе обработки могут чередоваться встречное и попутное движение инструмента.
Говорить о достоинствах и недостатках встречного, и попутного фрезерования и выбирать какой применить имеет смысл только тогда, когда есть правильное понимание других важнейших параметров и фрезерное оборудование имеет необходимую жесткость конструкции и отсутствие люфтов. Только тогда это будет дополнительным фактором, улучшающим качество фрезеровки.
Только тогда это будет дополнительным фактором, улучшающим качество фрезеровки.
← Для чего нужны спиральные фрезы с удалением стружки вниз? Несколько слов о ЧПУ фрезерах →
Встречное и попутное фрезерование
Инструкции
Встречное и попутное фрезерование
Разбираемся в разнице качества фрезерования при встречном и попутном направлении режущих граней относительно материала.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием.
Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала.
В зависимости от направления вращения фрезы выделяют 2 типа фрезерования: встречное и попутное.
Попутным называют такой способ фрезерования, при котором подача материала совпадает с направлением вращения фрезы, рис.1.
Рис. 1. Встречное фрезерование — А. Попутное фрезерование- Б.
Если же направление фрезерования и подача противоположно направлены, то имеем дело со встречным фрезерованием
Как недостатки, так и преимущества есть у обоих способов.
При попутном фрезеровании зуб фрезы в момент входа в заготовку нагружается скачкообразно, происходит удар о поверхность обрабатываемого материала. Как следствие из этого получаем повышенный износ инструмента. Наиболее существенно этот эффект проявляется при обработке поверхностно уплотненного материала и обработке поверхности прямозубыми цилиндрическими фрезами.
При попутном фрезеровании происходит уплотнение обрабатываемой поверхности. Это, конечно, нельзя однозначно отнести к достоинствам или недостаткам. Уплотнение связано с тем, что непосредственно в зоне обработки происходят пластические деформации срезаемого слоя материала, а благодаря тому, что силы давления фрезы и реакции заготовки в зоне обработки направлены встречно, происходит сминание (то самое уплотнение) слоя материала заготовки.
Благодаря тому, что фреза в процессе работы давит на заготовку, прижимая ее к опорной поверхности и тем самым увеличивая жесткость сопряжения, точность обработки получается выше, по сравнению со встречным фрезерованием.
Во время встречного фрезерования зуб фрезы во время снятия стружки с обрабатываемого материала нагружается плавно, благодаря чему ресурс инструмента исчерпывается гораздо дольше по сравнению с попутным фрезерованием. Такой способ фрезерования также поможет продлить срок службы фрезы в случае с поверхностно уплотненной заготовкой, так как снятие стружки начинается с неплотного подкоркового слоя материала. В области же плотной корки (выделена область «А» на рис.1 б) разделение материала происходит во многом за счет сил растяжения и изгиба. Эти виды нагрузки требуют гораздо меньшего усилия для разрушения материала, в отличие от сминания, которое имеем в случае с попутным фрезерованием.
В области же плотной корки (выделена область «А» на рис.1 б) разделение материала происходит во многом за счет сил растяжения и изгиба. Эти виды нагрузки требуют гораздо меньшего усилия для разрушения материала, в отличие от сминания, которое имеем в случае с попутным фрезерованием.
При встречном способе фрезерования изменение плотности обрабатываемого слоя материала происходит в меньшей степени. Однако при этом возможно проскальзывание зуба по поверхности заготовки, что приведет к упрочнению продавленного слоя и последующему увеличению требуемой для обработки нагрузки.
При встречном способе обработки материала фреза в процессе работы стремится вытянуть слой материала из заготовки. При этом толщина срезаемой стружки непостоянна. Из-за вызываемых при этом упругих деформаций возникает вибрация и, как следствие, снижается качество обрабатываемой поверхности.
Итак, учитывая названные преимущества и недостатки рассматриваемых способов фрезерования можно сделать выводы, что попутное фрезерование больше подходит для:
— чистовой обработки;
— в случаях, когда снимается тонкий слой за проход;
— обработки поверхностно не уплотненных материалов.
Встречное фрезерование больше подходит для:
— черновой обработки материала;
— обработки поверхностно уплотненных материалов.
04.12.2018 23:11:58
0
15390
Комментарии:
Попутное фрезерование по сравнению с обычным фрезерованием (подлые трюки с ЧПУ)
Что такое попутное фрезерование по сравнению с обычным фрезерованием (попутное фрезерование по сравнению с встречным фрезерованием)?
Несмотря на то, что многие операторы ЧПУ имеют привычку всегда указывать попутное фрезерование, бывают случаи, когда нужно попутное фрезерование, а бывают случаи, когда предпочтение отдается обычному фрезерованию. Прежде чем мы перейдем к тому, когда использовать каждый из них, давайте кратко рассмотрим различия.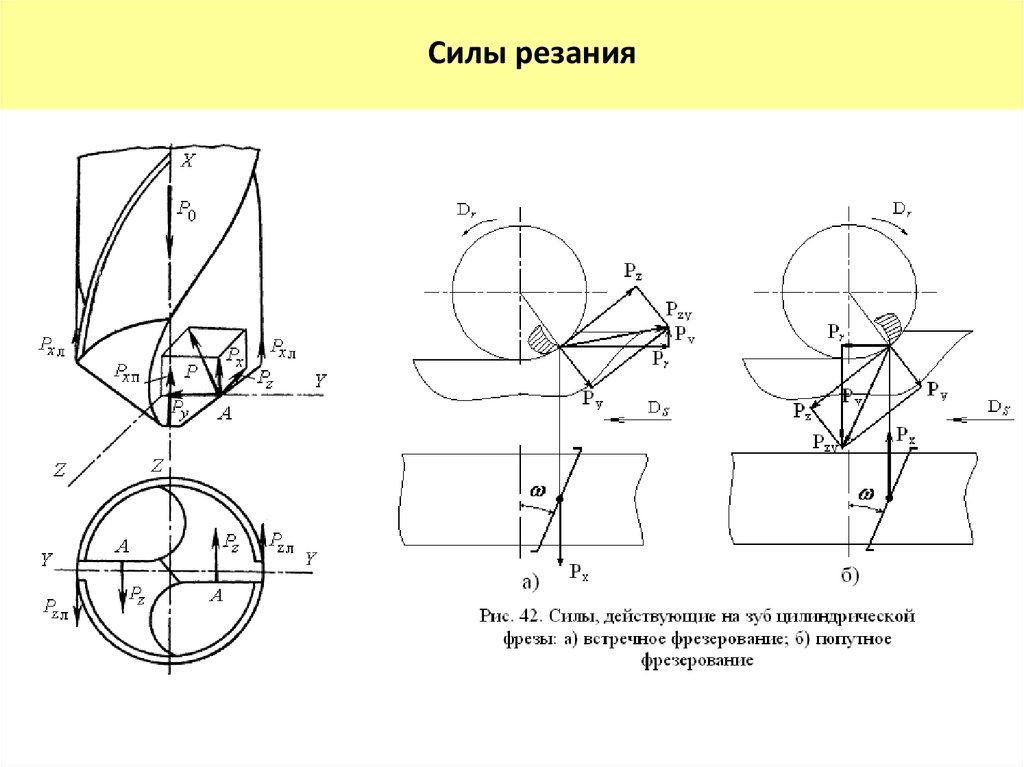 Первое, на что следует обратить внимание, это терминология. Некоторые скажут: «Попутное фрезерование против обычного фрезерования», в то время как другие скажут: «Попутное фрезерование против фрезерования вверх». Это одно и то же:
Первое, на что следует обратить внимание, это терминология. Некоторые скажут: «Попутное фрезерование против обычного фрезерования», в то время как другие скажут: «Попутное фрезерование против фрезерования вверх». Это одно и то же:
- Попутное фрезерование = попутное фрезерование
- Обычное фрезерование = встречное фрезерование
Попутное фрезерование — это когда направление резания и вращение фрезы объединяются, чтобы попытаться «засосать» фрезу вверх (отсюда это называется «попутное» фрезерование) или в сторону от обрабатываемой детали. Обеспечивает наилучшее качество поверхности. Вот диаграмма, показывающая подъем по сравнению с обычным фрезерованием для ряда ориентаций: Стрелки показывают движение заготовки, а не движение шпинделя! Имейте в виду, что на этой иллюстрации движется заготовка, а не шпиндель. На некоторых машинах, таких как портальный фрезер, шпиндель перемещается, поэтому этикетки переворачиваются. Я придерживаюсь прямолинейности, думая о шпинделе как о прижимном ролике, который может либо помочь перемещать заготовку в направлении, в котором она уже двигалась (попутное фрезерование), либо препятствовать этому движению (стандартное или обычное фрезерование). Попробуйте поэкспериментировать на своем фрезерном станке с двусторонним фрезерованием, и вы увидите, что попутное фрезерование получается намного более гладким и дает лучшее качество поверхности (в большинстве случаев; бывают случаи, когда обычное фрезерование дает лучшее качество — см. ниже). Обратите внимание, что в зависимости от того, каким образом вы фрезеруете, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Попробуйте поэкспериментировать на своем фрезерном станке с двусторонним фрезерованием, и вы увидите, что попутное фрезерование получается намного более гладким и дает лучшее качество поверхности (в большинстве случаев; бывают случаи, когда обычное фрезерование дает лучшее качество — см. ниже). Обратите внимание, что в зависимости от того, каким образом вы фрезеруете, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Преимущества и недостатки встречного и попутного фрезерования (обычное по сравнению с попутным)
Преимущества обычного (встречного фрезерования):
- Ширина стружки начинается с нуля и увеличивается по мере того, как фреза заканчивает нарезку.
- Зуб встречается с заготовкой в нижней части выреза.
- Создаются направленные вверх силы, стремящиеся поднять заготовку во время торцевого фрезерования.
- Для обычного фрезерного станка требуется больше энергии, чем для подъемного.
- Качество поверхности хуже, потому что стружка поднимается зубьями вверх и падает перед фрезой.
 Там много переделки чипов. Потоковое охлаждение может помочь!
Там много переделки чипов. Потоковое охлаждение может помочь! - Инструменты изнашиваются быстрее, чем при попутном фрезеровании.
- Обычное фрезерование предпочтительно для шероховатых поверхностей.
- Отклонение инструмента во время обычного фрезерования будет иметь тенденцию быть параллельным резу (дополнительную информацию см. на ).
Преимущества попутного (попутного) фрезерования:
- Ширина стружки начинается с максимума и уменьшается.
- Зуб встречается с заготовкой в верхней части реза.
- Стружка сбрасывается за фрезой — меньше перерезки.
- Меньший износ, инструменты служат на 50 % дольше.
- Улучшенное качество поверхности из-за меньшего количества дорезов.
- Требуется меньше энергии.
- Попутное фрезерование создает прижимную силу во время торцевого фрезерования, что упрощает закрепление и крепление. Прижимная сила также может помочь уменьшить вибрацию в тонких полах, потому что она помогает удерживать их на поверхности под ними.
- Попутное фрезерование снижает деформационное упрочнение. Однако это может привести к выкрашиванию при фрезеровании горячекатаных материалов из-за закаленного слоя на поверхности.
- Отклонение инструмента во время попутного фрезерования будет иметь тенденцию быть перпендикулярным резанию, поэтому это может увеличить или уменьшить ширину реза и повлиять на точность.
Попутное фрезерование Боковой ход
Существует проблема попутного фрезерования, заключающаяся в том, что могут возникнуть проблемы с люфтом, если усилия фрезы достаточно велики. Проблема в том, что стол будет втягиваться в фрезу при попутном фрезеровании. Если есть какой-либо люфт, это позволяет увеличить величину люфта. Если люфта достаточно, а фреза работает на пределе своих возможностей, это может привести к поломке и потенциальной травме от разлетающихся осколков. По этой причине многие магазины просто запрещают попутное фрезерование на любых ручных станках, имеющих люфт. Некоторые машины даже оснащены «компенсатором люфта», основной задачей которого является обеспечение возможности фрезерования с попутным движением и его преимуществ. Один из способов подумать об этом — рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зуб концевой фрезы. Типичные значения для чистовой обработки составляют от 0,001 до 0,002 дюйма на зуб. Для черновой работы это может увеличиться до 0,005 дюйма. Теперь, в худшем случае, попутное фрезерование может захватить стол и врезать заготовку в фрезу на полную величину люфта в тот момент, когда один зуб режется. Таким образом, вы можете добавить люфт к нагрузке чипа, чтобы увидеть, какой может быть ваша новая эффективная нагрузка чипа в этом наихудшем случае. Предположим, вы выполняете черновую обработку 0,005 дюйма на зуб и имеете люфт 0,003 дюйма. В худшем случае загрузка вашего чипа возрастет до 0,008 дюйма. Возможно, это не конец света, но напряжение. Теперь предположим, что у вас есть более старая машина с 0,020-дюймовым люфтом и нагрузкой на стружку 0,005 дюйма. Если там произойдет самое худшее, ваша стружкообразование поднимется до 0,025 дюйма, что, вероятно, сломает концевую фрезу, что очень опасно.
Один из способов подумать об этом — рассмотреть концепцию загрузки чипа. Это мера того, сколько материала пытается разрезать каждый зуб концевой фрезы. Типичные значения для чистовой обработки составляют от 0,001 до 0,002 дюйма на зуб. Для черновой работы это может увеличиться до 0,005 дюйма. Теперь, в худшем случае, попутное фрезерование может захватить стол и врезать заготовку в фрезу на полную величину люфта в тот момент, когда один зуб режется. Таким образом, вы можете добавить люфт к нагрузке чипа, чтобы увидеть, какой может быть ваша новая эффективная нагрузка чипа в этом наихудшем случае. Предположим, вы выполняете черновую обработку 0,005 дюйма на зуб и имеете люфт 0,003 дюйма. В худшем случае загрузка вашего чипа возрастет до 0,008 дюйма. Возможно, это не конец света, но напряжение. Теперь предположим, что у вас есть более старая машина с 0,020-дюймовым люфтом и нагрузкой на стружку 0,005 дюйма. Если там произойдет самое худшее, ваша стружкообразование поднимется до 0,025 дюйма, что, вероятно, сломает концевую фрезу, что очень опасно. Во-вторых, необходимо учитывать, достаточно ли велика сила резания, чтобы в первую очередь протянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть причудливая линейная машина с низким коэффициентом трения, она может легко схватиться. Если у вас в столе много железа, и, возможно, вы бежите с немного затянутыми жгутами, будет сложнее. Есть способы рассчитать усилие фрезы, но, как правило, концевые фрезы меньшего размера, меньшая глубина резания, меньшая подача и более низкая скорость шпинделя уменьшают силу резания и снижают вероятность того, что фреза утащит люфт с вашего стола. и создать проблему. В целом станки с ЧПУ не должны иметь заметного люфта, так что это больше для ручных станков.
Во-вторых, необходимо учитывать, достаточно ли велика сила резания, чтобы в первую очередь протянуть стол через люфт. Многое будет зависеть от точного сценария резки вместе с вашей машиной. Если у вас есть причудливая линейная машина с низким коэффициентом трения, она может легко схватиться. Если у вас в столе много железа, и, возможно, вы бежите с немного затянутыми жгутами, будет сложнее. Есть способы рассчитать усилие фрезы, но, как правило, концевые фрезы меньшего размера, меньшая глубина резания, меньшая подача и более низкая скорость шпинделя уменьшают силу резания и снижают вероятность того, что фреза утащит люфт с вашего стола. и создать проблему. В целом станки с ЧПУ не должны иметь заметного люфта, так что это больше для ручных станков.
При определенных условиях попутное фрезерование приводит к отрицательной геометрии резания
До сих пор у вас, вероятно, возникала мысль о том, что попутное фрезерование следует делать всегда. В конце концов, он оставляет более качественную поверхность, требует меньше энергии и с меньшей вероятностью отклонит фрезу. И наоборот, ручных машинистов часто учат никогда не подниматься на фрезу, потому что это опасно делать на машине с люфтом. Истина где-то посередине. Компания AB Tools, производитель популярных ножей Aluma-Hog и Shear-Hog, указывает на некоторые важные практические правила:
И наоборот, ручных машинистов часто учат никогда не подниматься на фрезу, потому что это опасно делать на машине с люфтом. Истина где-то посередине. Компания AB Tools, производитель популярных ножей Aluma-Hog и Shear-Hog, указывает на некоторые важные практические правила:
- При резке половины диаметра фрезы или меньше, вам обязательно следует подняться на фрезу, при условии, что ваш станок имеет низкий люфт или вообще не имеет люфта, и это безопасно!
- До 3/4 диаметра фрезы, не имеет значения, каким способом вы режете.
- При резке от 3/4 до 1 диаметра фрезы предпочтение отдается обычному фрезерованию.
Причина в том, что геометрия фрезы приводит к эквиваленту резания с отрицательным передним углом для тяжелых резов диаметром от 3/4 до 1x. Похоже, что корпорация Dapra впервые заговорила об этом явлении еще в 19 веке.71. G-Wizard теперь напоминает вам с небольшой подсказкой, какой из них вы должны использовать:
Подсказки G-Wizard говорят вам, что делать: «Использовать попутное фрезерование». Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, воспользуйтесь моментом прямо сейчас, чтобы подписаться на 30-дневную пробную версию.
Если вы никогда не играли с нашим программным обеспечением G-Wizard Speeds and Feeds, воспользуйтесь моментом прямо сейчас, чтобы подписаться на 30-дневную пробную версию.
Отклонение инструмента и точность резания при попутном и обычном фрезеровании
Как попутное и обычное фрезерование влияет на отклонение и точность инструмента? На следующем рисунке показаны маленькие стрелки (часто называемые векторами), показывающие направление отклонения инструмента при перемещении фрезы по траектории:
Стрелки показывают, где сила резания пытается отклонить резак.
Обычный вырез вверху, подъемный вырез внизу. Обратите внимание, что вектор силы отклонения более близок к резанию при обычном фрезеровании (хотя стрелки длиннее, что указывает на более высокие силы резания). При попутном фрезеровании стрелка почти перпендикулярна пропилу. Если ваш резак отклоняется на 0,001 дюйма, не лучше ли вам, чтобы он был почти в направлении движения? В качестве альтернативы фреза может врезаться глубже в стену или отходить от стены. В любом случае будет больше ошибок в обрабатываемой детали. Противоположный момент заключается в том, что длина векторов больше при обычном фрезеровании. Это говорит о том, что силы резания больше, и инструмент с большей вероятностью отклонится. Попробуйте набор высоты для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а влияние отклонения инструмента на точность не имеет значения — точность обеспечит чистовой проход. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль стружки от толстой к тонкой отводит тепло на стружку. Этот переход от толстого к тонкому + отвод тепла особенно важен для жестких материалов, подвергающихся деформационному упрочнению, таких как нержавеющая сталь. Это также приводит к более качественному покрытию, если вы можете позволить себе подняться на финишный проход.
В любом случае будет больше ошибок в обрабатываемой детали. Противоположный момент заключается в том, что длина векторов больше при обычном фрезеровании. Это говорит о том, что силы резания больше, и инструмент с большей вероятностью отклонится. Попробуйте набор высоты для черновой обработки, потому что вы можете выполнять черновую обработку быстрее, а влияние отклонения инструмента на точность не имеет значения — точность обеспечит чистовой проход. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль стружки от толстой к тонкой отводит тепло на стружку. Этот переход от толстого к тонкому + отвод тепла особенно важен для жестких материалов, подвергающихся деформационному упрочнению, таких как нержавеющая сталь. Это также приводит к более качественному покрытию, если вы можете позволить себе подняться на финишный проход.
Рассмотрите традиционное фрезерование для чистовых проходов
Этот вариант противоречит здравому смыслу для многих машинистов, которые на протяжении большей части своей карьеры обучались тому, что подъем обеспечивает лучшую чистовую обработку, чем обычная. При прочих равных условиях это верно, но все прочие редко бывают равными! Проблема в том, что прогиб также влияет на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллели», очень мала. Таким образом, инструмент будет иметь небольшую склонность отклоняться и создавать волны на стене, которую вы отделываете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабые! Таким образом, вам следует переключиться на обычное фрезерование для чистового прохода, если вы испытываете трудности с отклонением (используйте G-Wizard, чтобы увидеть, приводят ли диаметр вашего инструмента и вылет к достаточно малому отклонению для чистового прохода). По крайней мере, избегайте слишком большой глубины резания при попутном фрезеровании, чтобы не вызвать отклонение. В той же статье предлагается, чтобы, когда отклонение должно быть сведено к минимуму, используйте не более 30 процентов диаметра фрезы для обычного фрезерования и 5 процентов для попутного фрезерования. Конечно, и здесь, если у вас есть G-Wizard, вы будете знать, какого отклонения ожидать и стоит ли беспокоиться. Восхождение к черновому и обычному к чистовому также соответствует общему мнению Практического Машиниста. Надлежащее управление прогибом может помочь вам избежать необходимости дополнительной пружинной обрезки, что сэкономит время и деньги.
При прочих равных условиях это верно, но все прочие редко бывают равными! Проблема в том, что прогиб также влияет на чистоту поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллели», очень мала. Таким образом, инструмент будет иметь небольшую склонность отклоняться и создавать волны на стене, которую вы отделываете. Обратите внимание, что это может быть особенно важно при тонкостенных работах, где стены слабые! Таким образом, вам следует переключиться на обычное фрезерование для чистового прохода, если вы испытываете трудности с отклонением (используйте G-Wizard, чтобы увидеть, приводят ли диаметр вашего инструмента и вылет к достаточно малому отклонению для чистового прохода). По крайней мере, избегайте слишком большой глубины резания при попутном фрезеровании, чтобы не вызвать отклонение. В той же статье предлагается, чтобы, когда отклонение должно быть сведено к минимуму, используйте не более 30 процентов диаметра фрезы для обычного фрезерования и 5 процентов для попутного фрезерования. Конечно, и здесь, если у вас есть G-Wizard, вы будете знать, какого отклонения ожидать и стоит ли беспокоиться. Восхождение к черновому и обычному к чистовому также соответствует общему мнению Практического Машиниста. Надлежащее управление прогибом может помочь вам избежать необходимости дополнительной пружинной обрезки, что сэкономит время и деньги.
Рассмотрите возможность обычного фрезерования при микрофрезеровании
По тем же причинам, но с учетом того, что отклонение намного хуже при микрофрезеровании, при микрофрезеровании в большинстве случаев следует использовать обычное фрезерование с попутным перемещением. Посетите нашу страницу Micromachining для получения дополнительной информации. Этот пост изначально появился в блоге CNC Cookbook.
Сравнение попутного и обычного фрезерования
Сравнение попутного и обычного фрезерования
Одна из основных концепций, которые необходимо понимать при выполнении любой фрезерной операции, — это Направление резки . Его можно охарактеризовать тем, как канавки режущего инструмента взаимодействуют с материалом заготовки и образуют стружку , которая удаляется во время резания. Во многих стратегиях траекторий MecSoft CAM для 2½ и 3 осей вы увидите, что Направление резания определяется выбором одного из трех вариантов: Подъем , Обычный или Смешанный . Рассмотрим характеристики каждого варианта.
Попутное фрезерование
Рассматривайте каждую удаляемую стружку как клин материала с широким и узким концами. При попутном фрезеровании (также называемом попутным резанием) взаимосвязь между направлением шпинделя и направлением подачи при резке сочетается таким образом, что широкий конец стружки удаляется первым, а узкий конец удаляется последним. Это означает, что когда зуб фрезы впервые соприкасается с заготовкой, он удаляет максимальное количество материала (максимальная ширина стружки). По мере выполнения резания количество снимаемого материала уменьшается, и непосредственно перед тем, как канавка теряет контакт с заготовкой, ширина стружки равна нулю. Это создает эффект подъема режущего инструмента по материалу заготовки, как показано на этом рисунке. Линейное расстояние широкого конца чипа называется Подача на зуб .
Поскольку стружка отбрасывается за фрезой, шансы на повторную резку фрезой отбракованного материала уменьшаются. Попутное фрезерование также снижает износ режущего инструмента, поскольку уменьшается трение (т. е. контакт без резания) о заготовку. Кроме того, максимальное усилие на заготовку возникает, когда фреза делает наибольший откус от заготовки. Сила в этой точке направлена прямо вниз на заготовку. Это делает заготовку более стабильной и требует менее жесткого крепления. Однако из-за резкого увеличения силы необходимо активное управление люфтом инструмента.
Попутное фрезерование является предпочтительным методом резки, так как обеспечивает лучшее качество поверхности. Однако из-за больших усилий, возникающих в начале каждого резания, станки и шпиндели должны быть более жесткими.
Традиционное фрезерование
При обычном фрезеровании (называемом встречным резанием) узкий конец стружки в нижней части реза удаляется первым, а широкий конец удаляется последним. Это создает эффект резания режущего инструмента на заготовке, как показано на этом рисунке. Подача на зуб не реализуется полностью до конца удаления стружки.
Поскольку стружка отбрасывается вверх перед фрезой, может произойти повторная резка стружки, что может привести к получению более грубой поверхности. Традиционное фрезерование также может увеличить износ режущего инструмента из-за увеличения трения между инструментом и заготовкой в начале резания, когда фреза не удаляет материал.
Максимальное усилие на заготовку возникает, когда фреза делает самый большой врез, а затем теряет контакт с заготовкой. В этот момент сила на заготовке направлена вверх. Это требует более строгого крепления, чем фрезерование с подъемом. Однако силы резания увеличиваются от нуля до максимума без резкого увеличения, что приводит к меньшему отклонению инструмента.
Несмотря на то, что попутное фрезерование предпочтительнее, бывают случаи, когда используется обычное фрезерование, например, при обработке материалов с шероховатой или закаленной поверхностью. Попутное фрезерование этих материалов может привести к чрезмерным усилиям, когда зубья фрезы вступают в первый контакт с материалом заготовки.
Смешанное (попутное/обычное) фрезерование
Параметр «Смешанное» просто означает, что программное обеспечение CAM использует комбинацию двух направлений фрезерования в рамках одной и той же траектории. Этот вариант обычно используется при чистовой резке, когда удаляется очень небольшое количество материала. Смешанное направление резания может уменьшить ход инструмента и количество движений отвода и перемещения, тем самым экономя время обработки.
Давайте повторим:
- Рассмотрим каждую удаляемую стружку как клин материала заготовки.
- Расстояние до самого широкого конца стружки — это подача на зуб.
Попутное фрезерование (попутное резание):
- Меньше повторной обработки стружки, более высокое качество обработки поверхности.

- Меньший износ режущего инструмента (увеличивается срок службы инструмента).
- Инструмент больше прогибается, но требуется меньшая фиксация (сила резания направлена на заготовку).
- Станки и шпиндели должны быть более жесткими.
Традиционное фрезерование (вверх):
- Больше повторной резки стружки, более низкое качество обработки поверхности.
- Повышенный износ режущего инструмента (сокращение срока службы).
- Меньшее отклонение инструмента, но необходима большая фиксация (сила резания направлена от заготовки).
- Станки и шпиндели могут быть менее жесткими.
Смешанное (попутное/обычное) Фрезерование:
- Комбинация обоих методов используется в одной и той же траектории.
- Обычно используется в траекториях чистовой обработки.
- Может сократить перемещение инструмента и время обработки.
Дон Лакурс
Дон Лакурс (Don LaCourse) работает инженером по приложениям в MecSoft Corporation.
