Направление фрезерования: Попутное и встречное фрезерование
Содержание
Сервис Северные Стрелы —
Основные принципы
Фасонное фрезерование (фрезерование) является методом обработки материала, в соответствии с которым материал удаляется в виде стружек с помощью вращательного движения режущего инструмента. При фрезеровании используется вращающийся режущий инструмент, расположенный вертикально к обрабатываемой детали, которая подается под прямым углом к оси вращения режущего инструмента поперек обрабатываемой детали. Могут фрезероваться все поддающиеся механической обработке (со съемом стружки) материалы. Ручные вертикальные фрезерные машины (ручные фрезеры) главным образом используются для работы с древесиной и древесными материалами. При использовании инструмента с соблюдением всех правил и с безупречной технологической оснасткой, вертикальные фрезерные машины могут обеспечивать такое качество обработки поверхности, которое не требует последующей механической обработки.
Ручные электроинструменты для фрезерования известны под общим названием «вертикальная фрезерная машина» или «погружной фрезер». Термин «погружной фрезер» означает то, что фасонная фреза сначала располагается над обрабатываемой деталью и для начала фрезерования ее необходимо опускать.
Термин «погружной фрезер» означает то, что фасонная фреза сначала располагается над обрабатываемой деталью и для начала фрезерования ее необходимо опускать.
Вертикальные фрезерные машины
Ручные фрезерные машины отличаются по цели применения и потребляемой мощности. Наиболее часто применяются — многофункциональные электроинструменты — кромочные фрезеры — вертикальные фрезерные машины Многофункциональные электроинструменты состоят из цилиндрического двигателя, который сам по себе может быть использован в качестве прямой шлифмашины. При установке на него фрезерной оснастки он превращается в полнофункциональный фрезерный станок, однако, с эргономическими компромиссами. Многофункциональные электроинструменты распространены в среде домашних мастеров, их потребляемая мощность обычно составляет 600 Ватт. Вместо прямого основания кромочные фрезеры снабжены регулируемой угловой направляющей, с помощью которой они направляются вдоль края обрабатываемых объектов.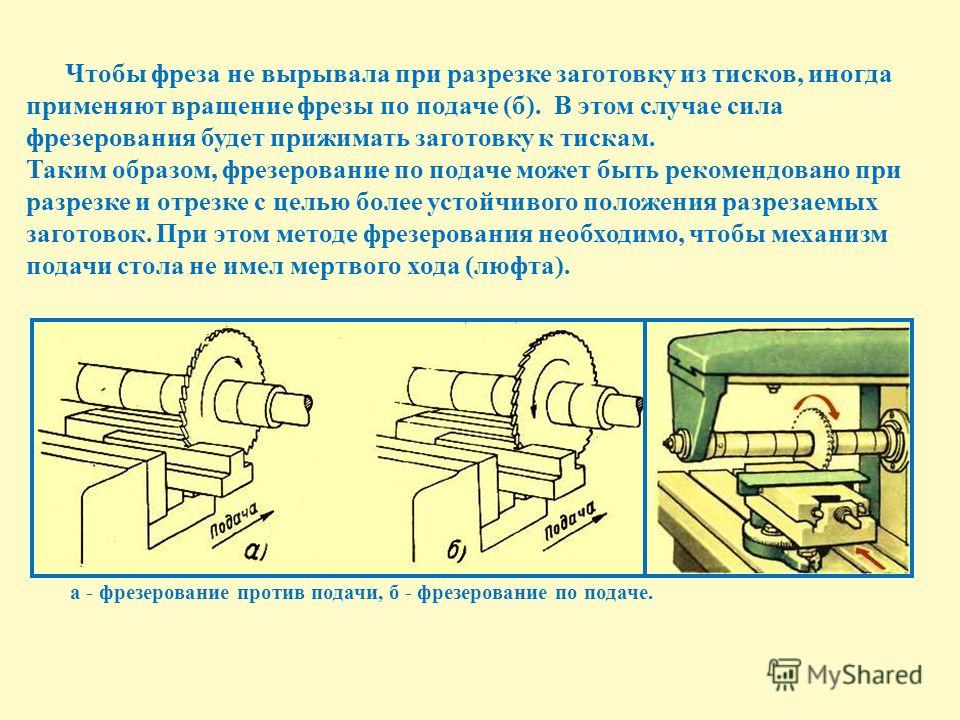 Имея потребляемую мощность приблизительно 700 Ватт, кромочные фрезеры оптимизированы для конкретной области применения и просты в обращении. Вертикальные фрезерные машины (погружные фрезеры (вертикальные) – это инструменты узкоцелевого назначения, которые конструктивно и эргономично оптимизированы для соответствующей области применения. Категории производительности изменяются приблизительно в пределах 800…2000 Ватт. В качестве приспособления для зажима оснастки используются цанговые патроны. Типичная вертикальная фрезерная машина состоит из — приводного электродвигателя — основания — цилиндрических направляющих — приспособления для зажима оснастки — блокировки шпинделя — регулятора глубины фрезерования — ограничителя глубины фрезерования Приводной электродвигатель вертикальной фрезерной машины формирует корпус электроинструмента. Он заставляет вращаться фрезу. На корпусе электроинструмента располагаются рукоятки и элементы управления, необходимые для управления электроинструментом.
Имея потребляемую мощность приблизительно 700 Ватт, кромочные фрезеры оптимизированы для конкретной области применения и просты в обращении. Вертикальные фрезерные машины (погружные фрезеры (вертикальные) – это инструменты узкоцелевого назначения, которые конструктивно и эргономично оптимизированы для соответствующей области применения. Категории производительности изменяются приблизительно в пределах 800…2000 Ватт. В качестве приспособления для зажима оснастки используются цанговые патроны. Типичная вертикальная фрезерная машина состоит из — приводного электродвигателя — основания — цилиндрических направляющих — приспособления для зажима оснастки — блокировки шпинделя — регулятора глубины фрезерования — ограничителя глубины фрезерования Приводной электродвигатель вертикальной фрезерной машины формирует корпус электроинструмента. Он заставляет вращаться фрезу. На корпусе электроинструмента располагаются рукоятки и элементы управления, необходимые для управления электроинструментом. Основание направляет вертикальную фрезерную машину над обрабатываемой деталью и на нем устанавливаются приспособления. Цилиндрические направляющие установлены на основании, на котором располагается подвижный кожух инструмента. Их можно перемещать вверх и вниз и фиксировать по высоте по отношению к основанию. Эта регулировка также называется высотой хода вертикальной фрезерной машины. Так называемые цанговые патроны используются в качестве приспособления для крепления оснастки на вертикальной фрезерной машине. Назначение цангового патрона – установка фасонной фрезы точно в центре вертикальной фрезерной машины на вале двигателя. Блокировка шпинделя предназначена для предотвращения проворачивания вала двигателя во время остановки электроинструмента. Если шпиндель заблокирован, Вы можете открыть и затянуть гайку цангового патрона, используя только один вильчатый гаечный ключ. Регулировка глубины фрезерования используется, чтобы расположить кожух электроинструмента точно над основанием и установить глубину фрезерования.
Основание направляет вертикальную фрезерную машину над обрабатываемой деталью и на нем устанавливаются приспособления. Цилиндрические направляющие установлены на основании, на котором располагается подвижный кожух инструмента. Их можно перемещать вверх и вниз и фиксировать по высоте по отношению к основанию. Эта регулировка также называется высотой хода вертикальной фрезерной машины. Так называемые цанговые патроны используются в качестве приспособления для крепления оснастки на вертикальной фрезерной машине. Назначение цангового патрона – установка фасонной фрезы точно в центре вертикальной фрезерной машины на вале двигателя. Блокировка шпинделя предназначена для предотвращения проворачивания вала двигателя во время остановки электроинструмента. Если шпиндель заблокирован, Вы можете открыть и затянуть гайку цангового патрона, используя только один вильчатый гаечный ключ. Регулировка глубины фрезерования используется, чтобы расположить кожух электроинструмента точно над основанием и установить глубину фрезерования.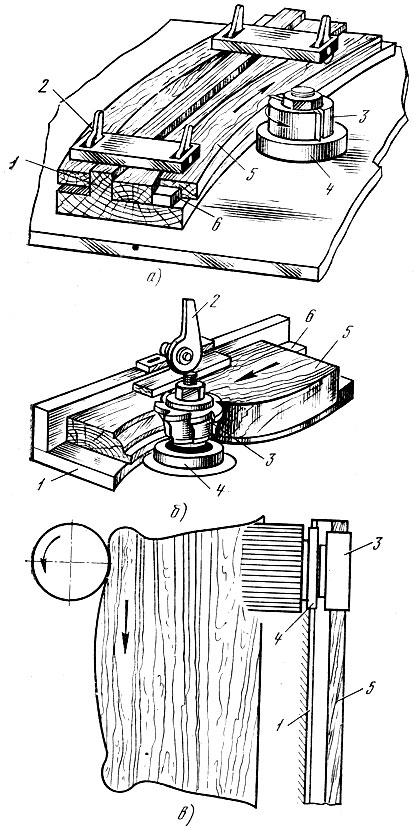 Ограничитель глубины ограничивает длину хода вертикальной фрезерной машины вниз и поэтому устанавливает максимальную глубину погружения фрезы. Обычно ограничитель глубины регулируется ступенчато и обеспечивает предварительно установленные часто применяемые глубины фрезерования.
Ограничитель глубины ограничивает длину хода вертикальной фрезерной машины вниз и поэтому устанавливает максимальную глубину погружения фрезы. Обычно ограничитель глубины регулируется ступенчато и обеспечивает предварительно установленные часто применяемые глубины фрезерования.
Обычно частота вращения вертикальных фрезерных машин изменяется приблизительно в пределах 12000…27000 оборотов в минуту, промежуточную частоту вращения можно выбирать вручную. Частоту вращения можно изменять таким образом, чтобы окружная скорость фрезы соответствовала материалу и ее рабочему диаметру. Общее правило: для меньших фрез необходимы более высокие скорости вращения, для больших фрез – меньшие скорости вращения. Для фрезы требуется определенная минимальная скорость, обычно выше 10 000 оборотов в минуту, чтобы она могла работать без вибрации. Поэтому регулировка числа оборотов не начинается с нуля. Если бы скорость вращения была слишком низкая, то могли бы быть повреждены фреза, вертикальная фрезерная машина и обрабатываемая деталь.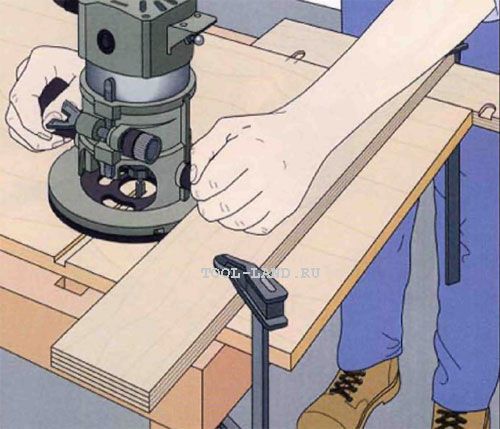
Электронная стабилизация скорости вращения постоянно поддерживает заданное значение скорости вращения, несмотря на увеличение или уменьшение нагрузки. Она помогает лучше использовать мощность двигателя, уменьшает риск перегрузки и улучшает качество работы.
Фрезы
Так же, как и у всех других видов технологической оснастки для обработки резанием, характерные свойства фрезы главным образом определяются геометрией режущей кромки инструмента. Следующие конкретные критерии оказывают влияние на скорость выполнения работ, качество обработки поверхности, срок службы, пригодность материала и усилие подачи: — угол стружечной канавки — задний угол — угол заострения — угол резания — зазор на свободное резание. Рабочие характеристики фрезы зависят от оптимизации этих индивидуальных критериев в соответствии с обрабатываемым материалом. Проблема заключается в том, что затраты по оптимизации входят в себестоимость продукции. На практике это означает, что высококачественные фрезы значительно дороже так называемых фрез неизвестной марки. Однако так как технологическая оснастка более высокого качества всегда обеспечивает лучшие рабочие результаты и более высокую скорость выполнения работ, возможно более дорогая технологическая оснастка, в конечном счете, будет более выгодным приобретением, чем «дешевая». Угол стружечной канавки Большие углы стружечной канавки улучшают проникновение режущей кромки в обрабатываемый материал, меньшие или отрицательные углы стружечной канавки затрудняют проникновение. Чем больше угол стружечной канавки, тем меньше необходимое усилие подачи и лучше качество кромки разреза для обработки древесины с наклоном волокон. Меньшие углы стружечной канавки увеличивают необходимое усилие подачи и часто приводят к более низкому качеству кромки разреза в древесине с наклоном волокон. Угол стружечной канавки влияет на выбрасывание стружки. Величина угла стружечной канавки, поэтому в значительной степени зависит от обрабатываемого материала.
На практике это означает, что высококачественные фрезы значительно дороже так называемых фрез неизвестной марки. Однако так как технологическая оснастка более высокого качества всегда обеспечивает лучшие рабочие результаты и более высокую скорость выполнения работ, возможно более дорогая технологическая оснастка, в конечном счете, будет более выгодным приобретением, чем «дешевая». Угол стружечной канавки Большие углы стружечной канавки улучшают проникновение режущей кромки в обрабатываемый материал, меньшие или отрицательные углы стружечной канавки затрудняют проникновение. Чем больше угол стружечной канавки, тем меньше необходимое усилие подачи и лучше качество кромки разреза для обработки древесины с наклоном волокон. Меньшие углы стружечной канавки увеличивают необходимое усилие подачи и часто приводят к более низкому качеству кромки разреза в древесине с наклоном волокон. Угол стружечной канавки влияет на выбрасывание стружки. Величина угла стружечной канавки, поэтому в значительной степени зависит от обрабатываемого материала. Задний угол Большие задние углы делают режущую кромку более агрессивной, но также и увеличивают риск ее поломки. Трение задней грани режущей кромки в материале низкое. Хотя маленькие задние углы увеличивают прочность режущей кромки, они также увеличивают трение в материале и, следовательно, температуру обрабатываемого материала. Поэтому задний угол определяет качество кромки разреза. Слишком большие углы стружечной канавки приводят к созданию маленьких углов заострения, что делает режущую кромку более чувствительной к нагрузке. Стабильность и теплоотдача сильно снижаются. Уменьшение заднего угла на оснастке с большими углами стружечной канавки также уменьшает угол заострения, что увеличивает нагрузочную способность режущей кромки. Поэтому угол заострения влияет на срок службы фрезы. Угол резания Угол резания образуется углом стружечной канавки и положением режущей кромки по отношению к поверхности материала. Маленькие углы резания облегчают проникновение режущей кромки в обрабатываемый материал, в то время как большие углы – затрудняют.
Задний угол Большие задние углы делают режущую кромку более агрессивной, но также и увеличивают риск ее поломки. Трение задней грани режущей кромки в материале низкое. Хотя маленькие задние углы увеличивают прочность режущей кромки, они также увеличивают трение в материале и, следовательно, температуру обрабатываемого материала. Поэтому задний угол определяет качество кромки разреза. Слишком большие углы стружечной канавки приводят к созданию маленьких углов заострения, что делает режущую кромку более чувствительной к нагрузке. Стабильность и теплоотдача сильно снижаются. Уменьшение заднего угла на оснастке с большими углами стружечной канавки также уменьшает угол заострения, что увеличивает нагрузочную способность режущей кромки. Поэтому угол заострения влияет на срок службы фрезы. Угол резания Угол резания образуется углом стружечной канавки и положением режущей кромки по отношению к поверхности материала. Маленькие углы резания облегчают проникновение режущей кромки в обрабатываемый материал, в то время как большие углы – затрудняют.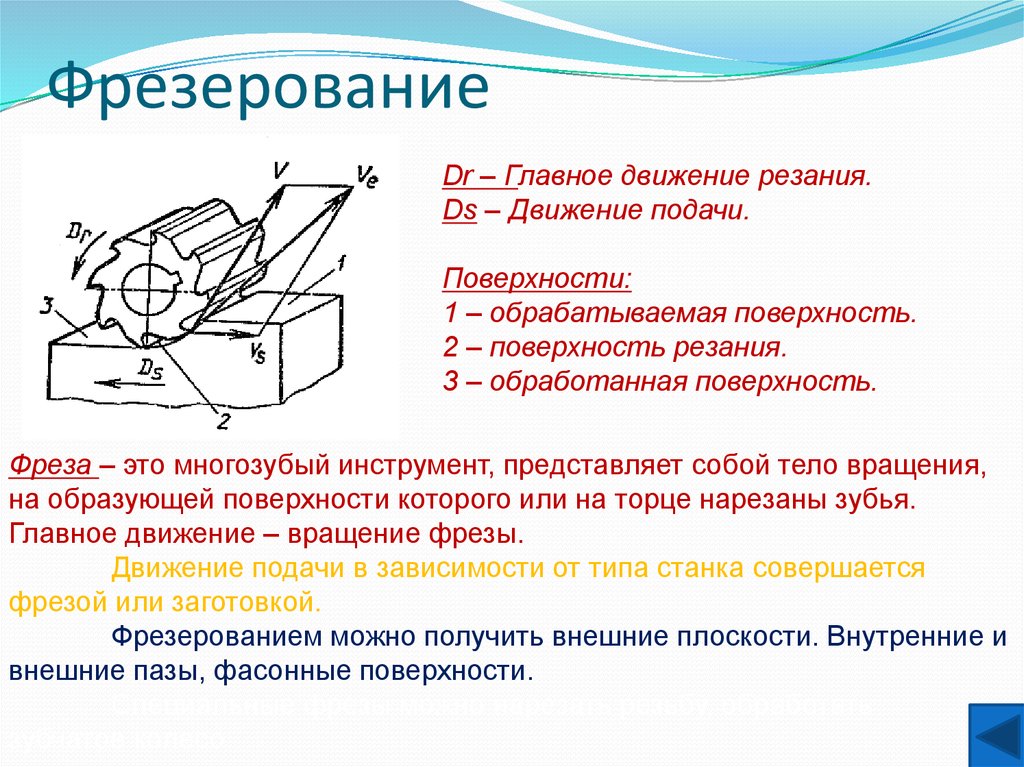 Зазор на свободное резание Зазор на свободное резание необходим, чтобы предотвратить заклинивание фрезы во время фрезерования пазов. Зазор на свободное резание создается затыловочным шлифованием или более широкими зубьями (TC).
Зазор на свободное резание Зазор на свободное резание необходим, чтобы предотвратить заклинивание фрезы во время фрезерования пазов. Зазор на свободное резание создается затыловочным шлифованием или более широкими зубьями (TC).
Большинство фрез имеют две противоположно расположенные режущие кромки, и в результате получаются большие стружечные канавки, которые улучшают транспортировку стружки, особенно при обработке материалов, образующих длинную стружку. Специальные фрезы (например, для алюминия) и фрезы малого диаметра часто имеют только одну стружечную канавку, чтобы гарантировать идеальную транспортировку стружки. Во фрезах с пониженным съемом стружки, например, фрезах для кромочного фрезера, часто используются 3 режущие кромки, чтобы достичь высокого качества обработанной поверхности. Фрезы, используемые в ручных фрезерах, обычно имеют диаметры в диапазоне от 3 мм до 30 мм максимум.
Типичные формы: — прямая режущая кромка — наклонная режущая кромка — винтовая режущая кромка. Прямые режущие кромки не оказывают тянущих усилий на вертикальную фрезерную машину или обрабатываемую деталь. Поэтому ламинированные или облицованные поверхности не будут отрываться от поверхности обрабатываемой детали. Стружки отбрасываются радиально. Для стандартных операций фрезерования фрезы с прямыми режущими кромками являются недорогим решением. Наклонные (загнутые кверху) режущие кромки оказывают легкие тянущие усилия на вертикальную фрезерную машину и поддерживают прикладываемую вручную прижимающую силу. Стружки отбрасываются по диагонали вверх и радиально. Эти фрезы также подходят для небольших фрезеровочных работ на цветных металлах. Винтовые режущие кромки, аналогичные стружечным канавкам спирального сверла, оказывают сильное тянущее усилие на вертикальную фрезерную машину, вот почему должна быть очень туго затянута блокировка глубины (используйте ограничитель глубины). Стружки перемещаются вверх, поэтому эти фрезы очень хорошо подходят для глубокого фрезерования и прорезания пазов.
Прямые режущие кромки не оказывают тянущих усилий на вертикальную фрезерную машину или обрабатываемую деталь. Поэтому ламинированные или облицованные поверхности не будут отрываться от поверхности обрабатываемой детали. Стружки отбрасываются радиально. Для стандартных операций фрезерования фрезы с прямыми режущими кромками являются недорогим решением. Наклонные (загнутые кверху) режущие кромки оказывают легкие тянущие усилия на вертикальную фрезерную машину и поддерживают прикладываемую вручную прижимающую силу. Стружки отбрасываются по диагонали вверх и радиально. Эти фрезы также подходят для небольших фрезеровочных работ на цветных металлах. Винтовые режущие кромки, аналогичные стружечным канавкам спирального сверла, оказывают сильное тянущее усилие на вертикальную фрезерную машину, вот почему должна быть очень туго затянута блокировка глубины (используйте ограничитель глубины). Стружки перемещаются вверх, поэтому эти фрезы очень хорошо подходят для глубокого фрезерования и прорезания пазов. Винтовые режущие кромки могут быть изготовлены только из быстрорежущей инструментальной стали, и поэтому могут использоваться для обработки только относительно мягких типов древесины. Особая форма этих фрез может быть использована для обработки алюминиевых листов.
Винтовые режущие кромки могут быть изготовлены только из быстрорежущей инструментальной стали, и поэтому могут использоваться для обработки только относительно мягких типов древесины. Особая форма этих фрез может быть использована для обработки алюминиевых листов.
Ограничение глубины резания уменьшает риск несчастного случая и нагрузку на фрезу. Без ограничения глубины резания могут быть превышены допустимые напряжения фрезы, и в результате может произойти заклинивание вертикальной фрезерной машины или поломка фрезы.
Преобладающее количество фрез имеют метрический диаметр хвостовика 6; 8; 10; 12 мм, наиболее часто используемые диаметры 8 и 12 мм. В англоговорящих странах, однако, распространена дюймовая (имперская) система мер. Размеры – соответственно 1/4″; 3/8″; 1/2″.
Метрические размеры нельзя путать с дюймовыми размерами. Это может легко произойти, так как эти размеры отличаются лишь немного. 1/4″ ~ 6,35 мм; 3/8″ ~ 9 мм; 1/2″ ~ 12,5 мм. Если метрическая фреза вставлена в дюймовый цанговый патрон, она не может быть правильно затянута.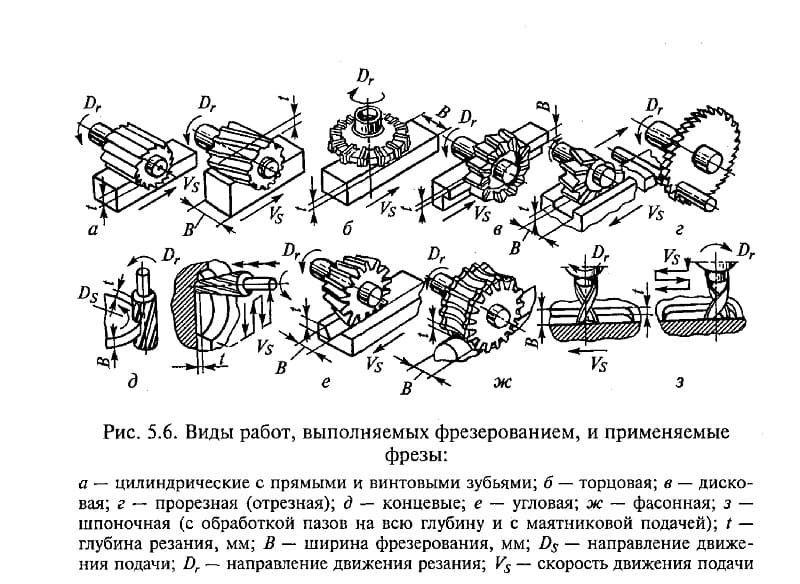 Напротив, фреза с дюймовым размером может быть вставлена в метрический цанговый патрон только с применением грубой силы, и ее посадка будет настолько плотной, что ее невозможно будет извлечь из патрона.
Напротив, фреза с дюймовым размером может быть вставлена в метрический цанговый патрон только с применением грубой силы, и ее посадка будет настолько плотной, что ее невозможно будет извлечь из патрона.
Фрезы состоят либо полностью из высококачественной инструментальной стали (HSS), или они снабжены режущими кромками, изготовленными из карбида вольфрама (TC). В частных случаях вся фреза может быть сделана из карбида вольфрама. Благодаря эластичности материала, фрезы из быстрорежущей инструментальной стали имеют очень тонкие и острые режущие кромки. Поэтому они могут обеспечивать превосходное качество обработки поверхности. Однако так как быстрорежущая инструментальная сталь довольно быстро затупляется, и в случае неправильного использования имеет склонность к перегреву, эти фрезы подходят для обработки только древесины мягких пород. Фрезы с режущими кромками из карбида вольфрама прочные и имеют длительный срок службы, даже при обработке древесины твердых пород и пластмассы. Хотя они дороже, чем фрезы из быстрорежущей инструментальной стали, они обеспечивают лучшее отношение цена – производительность для обычных фрезеровочных работ. Фрезы небольшого диаметра (<6 мм) для специальных случаев применения, такие как, например, фрезы для гравирования, часто делаются полностью из карбида вольфрама. Они часто имеют специально сформированные режущие кромки, которые не могут быть изготовлены из быстрорежущей инструментальной стали (HSS) с предполагаемым сроком службы.
Хотя они дороже, чем фрезы из быстрорежущей инструментальной стали, они обеспечивают лучшее отношение цена – производительность для обычных фрезеровочных работ. Фрезы небольшого диаметра (<6 мм) для специальных случаев применения, такие как, например, фрезы для гравирования, часто делаются полностью из карбида вольфрама. Они часто имеют специально сформированные режущие кромки, которые не могут быть изготовлены из быстрорежущей инструментальной стали (HSS) с предполагаемым сроком службы.
Фрезы, используемые в ручных фрезерах, имеют довольно маленькие размеры, и их перетачивание было бы технически слишком сложным и поэтому неэкономичным. Другой фактор, который делает перетачивание фрез практически невозможным – изменение их размеров.
Фрезы могут иметь разнообразные формы, предназначенные для различных целей. В рабочей практике наиболее часто используются: — прямозубая цилиндрическая фреза — профильная фреза — фреза для выборки заподлицо — торцовая фреза — фреза для выборки паза — фреза “ласточкин хвост” — фреза для профильной обработки под склейку — дисковая пазовая фреза — фреза для гравирования. Прямозубые цилиндрические фрезы – это, безусловно, наиболее часто используемые фрезы. Они используются для выборки пазов в обрабатываемых деталях, а также и для обработки края детали. Вертикальная фрезерная машина при этом направляется вдоль ограничителя или направляющей. Профильные фрезы обычно снабжаются направляющим выступом или шарикоподшипником. Эти фрезы направляются краем обрабатываемой детали, что подразумевает, что фреза точно повторяет контуры обрабатываемой детали. Наиболее часто используемые профили – 45° фреза для снятия фасок, а так же фреза для закруглений (“фреза для отбора четвертей”) и канавочная полукруглая фреза. Фрезы для выборки заподлицо используются, чтобы обрезать излишки или выступы фанеры или ламината за одну операцию “заподлицо” с краями обрабатываемой детали. Шариковая направляющая на нижнем конце фрезы с таким же диаметром, как и эффективная ширина режущих кромок, служит в качестве ограничителя. Торцовые фрезы используются, чтобы пригонять поверхности друг к другу или обрезать выступы поверхности.
Прямозубые цилиндрические фрезы – это, безусловно, наиболее часто используемые фрезы. Они используются для выборки пазов в обрабатываемых деталях, а также и для обработки края детали. Вертикальная фрезерная машина при этом направляется вдоль ограничителя или направляющей. Профильные фрезы обычно снабжаются направляющим выступом или шарикоподшипником. Эти фрезы направляются краем обрабатываемой детали, что подразумевает, что фреза точно повторяет контуры обрабатываемой детали. Наиболее часто используемые профили – 45° фреза для снятия фасок, а так же фреза для закруглений (“фреза для отбора четвертей”) и канавочная полукруглая фреза. Фрезы для выборки заподлицо используются, чтобы обрезать излишки или выступы фанеры или ламината за одну операцию “заподлицо” с краями обрабатываемой детали. Шариковая направляющая на нижнем конце фрезы с таким же диаметром, как и эффективная ширина режущих кромок, служит в качестве ограничителя. Торцовые фрезы используются, чтобы пригонять поверхности друг к другу или обрезать выступы поверхности.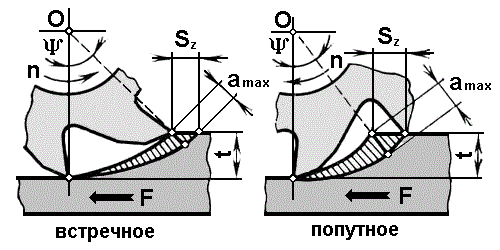 Пазы, прямоугольные ступени и фрезерованные углубления на краях обрабатываемой детали выполняются с помощью фрез для выборки паза. Выступ или шарикоподшипник служат в качестве направляющей. Фрезы “ласточкин хвост”, также известные под названием “пазовые сверла”, используются для создания так называемых “соединений на шип “ласточкин хвост”, для соединения деталей при помощи диагонально расположенных шиповых соединений. Они главным образом используются совместно со специальными шаблонами типа “ласточкин хвост”. Прочность связи зубчатых соединений для склеивания напрямую зависит от размера склеиваемой поверхности. В случае тонких или узких деталей склеиваемая поверхность увеличивается с помощью зигзагообразного профиля, создаваемого фрезой для профильной обработки под склейку. Глубокие и узкие выборки пазов в передней поверхности плит не могут быть произведены стандартными пазовыми фрезами. С этой целью используются так называемые дисковые пазовые фрезы.
Пазы, прямоугольные ступени и фрезерованные углубления на краях обрабатываемой детали выполняются с помощью фрез для выборки паза. Выступ или шарикоподшипник служат в качестве направляющей. Фрезы “ласточкин хвост”, также известные под названием “пазовые сверла”, используются для создания так называемых “соединений на шип “ласточкин хвост”, для соединения деталей при помощи диагонально расположенных шиповых соединений. Они главным образом используются совместно со специальными шаблонами типа “ласточкин хвост”. Прочность связи зубчатых соединений для склеивания напрямую зависит от размера склеиваемой поверхности. В случае тонких или узких деталей склеиваемая поверхность увеличивается с помощью зигзагообразного профиля, создаваемого фрезой для профильной обработки под склейку. Глубокие и узкие выборки пазов в передней поверхности плит не могут быть произведены стандартными пазовыми фрезами. С этой целью используются так называемые дисковые пазовые фрезы. Дисковые пазовые фрезы состоят из нескольких деталей: собственно дисковая фреза закреплена на хвостовике. Для шпунтового соединения компонентов ответная часть (“гребень”) создается фрезой для обработки гребня, которая соответствует дисковой пазовой фрезе. Буквы обычно прорезаются вручную как узкие углубления малой глубины в поверхности обрабатываемой заготовки без использования направляющей. Их режущая кромка обычно имеет нейтральный профиль, чтобы фреза для гравирования не подвергалась никаким тяговым усилиям, которые влияли бы на выполняемую от руки процедуру.
Дисковые пазовые фрезы состоят из нескольких деталей: собственно дисковая фреза закреплена на хвостовике. Для шпунтового соединения компонентов ответная часть (“гребень”) создается фрезой для обработки гребня, которая соответствует дисковой пазовой фрезе. Буквы обычно прорезаются вручную как узкие углубления малой глубины в поверхности обрабатываемой заготовки без использования направляющей. Их режущая кромка обычно имеет нейтральный профиль, чтобы фреза для гравирования не подвергалась никаким тяговым усилиям, которые влияли бы на выполняемую от руки процедуру.
Направляющая или шариковый подшипник действуют как ограничитель перемещения и ведут фрезу параллельно контурам обрабатываемой детали. Этот метод используется специально для обработки краев и обрезки кромок заподлицо. В большинстве случаев шарикоподшипник лучше направляющей, так как он не оставляет шлифовочных прижогов или фрикционных следов на обрабатываемой детали. Однако фрезы с направляющими также можно использовать.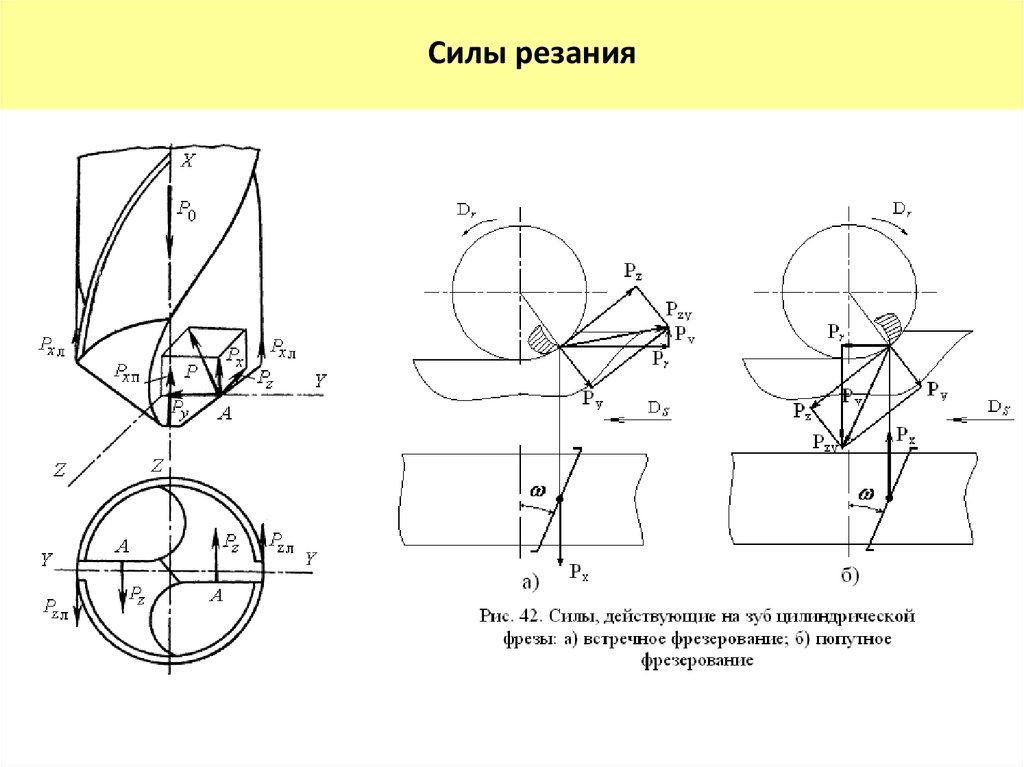 Направляющая имеет меньший диаметр, чем шарикоподшипник, что позволяет фрезе повторять узкие контуры. Фрезы с направляющими нужно вести непрерывно, чтобы направляющая не вращалась слишком долго в одном месте. Шарикоподшипник на фрезах можно менять или ставить вместо него шарикоподшипник с большим внешним диаметром, который будет изменять контуры фрезерования.
Направляющая имеет меньший диаметр, чем шарикоподшипник, что позволяет фрезе повторять узкие контуры. Фрезы с направляющими нужно вести непрерывно, чтобы направляющая не вращалась слишком долго в одном месте. Шарикоподшипник на фрезах можно менять или ставить вместо него шарикоподшипник с большим внешним диаметром, который будет изменять контуры фрезерования.
Принадлежности
Наряду с фрезами существуют следующие типичные принадлежности для ручных фрезеров — параллельный упор — направляющая — фрезерный циркуль — фрезерные шаблоны — стол фрезерного станка — шаблон “ласточкин хвост”
Параллельный упор позволяет выполнять фрезерование параллельно краям обрабатываемой детали. При этом нужно заметить, что упор работает только в направлении обрабатываемой детали. Прикладывая направленное давление, нужно препятствовать отодвигание вертикальной фрезерной машины от обрабатываемой детали. Направляющий рельс вместе с адаптером направляющего рельса обеспечивает точное фрезерование независимо от края обрабатываемой детали. Двусторонняя направляющая обеспечивает очень надежную и точную работу вертикальной фрезерной машины. Направляющий рельс крепится соответствующими струбцинами на обрабатываемой детали. Фрезерный циркуль используется для фрезерования кольцевых контуров или закругленных деталей. Копировальные втулки обеспечивают копирование серийных деталей с помощью шаблонов. Так как направляющая только односторонняя нужно плотно прижать вертикальную фрезерную машину с копировальной втулкой к шаблону, чтобы обеспечить надежное и точное фрезерование. Ручные фрезеры можно превратить в стационарные инструменты, устанавливая их на стол фрезерного станка. Это является преимуществом особенно для фрезерования деталей сложной формы, так как таким образом можно достичь лучшего качества обработки. Более удобное оперирование фрезеруемыми деталями также способствует более высокой безопасности труда. При стационарной эксплуатации требуется предохранитель от перезапуска.
Двусторонняя направляющая обеспечивает очень надежную и точную работу вертикальной фрезерной машины. Направляющий рельс крепится соответствующими струбцинами на обрабатываемой детали. Фрезерный циркуль используется для фрезерования кольцевых контуров или закругленных деталей. Копировальные втулки обеспечивают копирование серийных деталей с помощью шаблонов. Так как направляющая только односторонняя нужно плотно прижать вертикальную фрезерную машину с копировальной втулкой к шаблону, чтобы обеспечить надежное и точное фрезерование. Ручные фрезеры можно превратить в стационарные инструменты, устанавливая их на стол фрезерного станка. Это является преимуществом особенно для фрезерования деталей сложной формы, так как таким образом можно достичь лучшего качества обработки. Более удобное оперирование фрезеруемыми деталями также способствует более высокой безопасности труда. При стационарной эксплуатации требуется предохранитель от перезапуска. После установки на столе фрезерного станка выключатель питания электроинструмента блокируется, и вместо этого питание подается через переключатель на столе фрезерного станка. В случае если сетевая вилка будет случайно вытянута, электроинструмент не должен автоматически перезапускаться после восстановления питания, так как это может привести к несчастным случаям с тяжелыми последствиями. Для предотвращения подобных ситуаций предназначен предохранитель от перезапуска. Шаблоны для соединений типа «ласточкин хвост» вместе со специальными фрезами и копировальными втулками используются для эффективного и точного изготовления классических соединений деревянных элементов в шип и соединений ласточкиным хвостом.
После установки на столе фрезерного станка выключатель питания электроинструмента блокируется, и вместо этого питание подается через переключатель на столе фрезерного станка. В случае если сетевая вилка будет случайно вытянута, электроинструмент не должен автоматически перезапускаться после восстановления питания, так как это может привести к несчастным случаям с тяжелыми последствиями. Для предотвращения подобных ситуаций предназначен предохранитель от перезапуска. Шаблоны для соединений типа «ласточкин хвост» вместе со специальными фрезами и копировальными втулками используются для эффективного и точного изготовления классических соединений деревянных элементов в шип и соединений ласточкиным хвостом.
Практика фрезерования
Фрезерными машинами могут быть обработаны все материалы, которые можно подвергать механической обработке, в частности древесные материалы. Металлы могут обрабатываться только на тяжелых стационарных вертикальных фрезерных машинах. Только тонкие алюминиевые листы можно обрабатывать ручными фрезерами. Направление подачи ручных фрезеров отражается на безопасности. Необходимо проводить различие между — попутным фрезерованием — встречным фрезерованием Правильное направление фрезерования в значительной степени определяет безопасность управления электроинструментом во время всех фрезеровочных работ вдоль краев обрабатываемой детали. Во время встречного фрезерования направление подачи настроено против направления вращения фрезы. Тем самым режущая кромка фрезы втягивается в материал, и при использовании вместе с ограничителями или направляющими роликами управление электроинструментом будет безопасным. Применяемое усилие подачи довольно высокое, но им можно лучше управлять при использовании данного метода. Во время попутного фрезерования направление подачи совпадает с направлением вращения фрезы. Эффект вращения фрезы вызывает ее «убегание» по поверхности обрабатываемой заготовки и правильно управлять вертикальной фрезерной машиной становится невозможно.
Только тонкие алюминиевые листы можно обрабатывать ручными фрезерами. Направление подачи ручных фрезеров отражается на безопасности. Необходимо проводить различие между — попутным фрезерованием — встречным фрезерованием Правильное направление фрезерования в значительной степени определяет безопасность управления электроинструментом во время всех фрезеровочных работ вдоль краев обрабатываемой детали. Во время встречного фрезерования направление подачи настроено против направления вращения фрезы. Тем самым режущая кромка фрезы втягивается в материал, и при использовании вместе с ограничителями или направляющими роликами управление электроинструментом будет безопасным. Применяемое усилие подачи довольно высокое, но им можно лучше управлять при использовании данного метода. Во время попутного фрезерования направление подачи совпадает с направлением вращения фрезы. Эффект вращения фрезы вызывает ее «убегание» по поверхности обрабатываемой заготовки и правильно управлять вертикальной фрезерной машиной становится невозможно.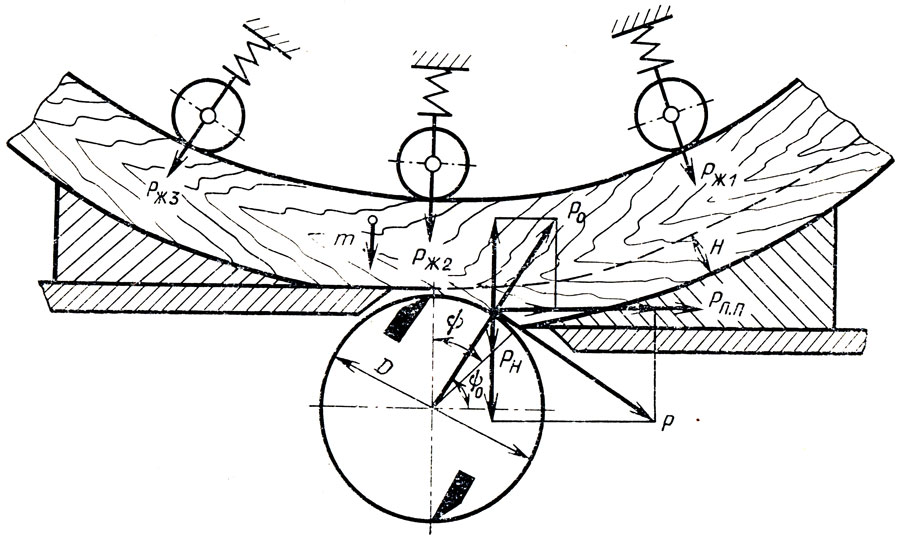 Ручные фрезеры, поэтому не работают в режиме попутного фрезерования.
Ручные фрезеры, поэтому не работают в режиме попутного фрезерования.
Для фрезерования пазов, в котором участвуют обе режущие кромки фрезы, выбирается такое направление подачи, которое поддерживает воздействие параллельного упора.
Во время фрезерования древесных материалов необходимо соблюдать определённые правила. Древесина имеет относительно низкую твердость, что облегчает ее механическую обработку. Однако если локальные температуры становятся слишком высокими, например, если работающая фреза слишком долго остается в одном месте, может происходить возгорание древесины. Упругость особенно длинноволокнистой древесины мягких пород оказывает определенное зажимающее действие на фрезу, преобразующееся в дополнительную теплоту, выделяющуюся при трении. В случае обработки массивной древесины очень важно соблюдать направление волокон, если Вы хотите достичь высоких результатов работы.
Массивная древесина – это обрабатываемый материал с выраженным направлением волокон. Поэтому направление фрезерования или направление вращения фрезы по отношению к направлению волокон являются решающими для качества поверхности реза. В случаях, когда направление фрезерования можно выбирать свободно, нужно выбрать направление фрезерования, наиболее благоприятное для качества пропила. Самые типичные направления фрезерования: — вдоль волокон — поперек волокон — по диагонали к волокнам в соответствии с чем направление вращения фрезы по отношению к волокнам является решающим для качества реза во время фрезерования по диагонали.
В случаях, когда направление фрезерования можно выбирать свободно, нужно выбрать направление фрезерования, наиболее благоприятное для качества пропила. Самые типичные направления фрезерования: — вдоль волокон — поперек волокон — по диагонали к волокнам в соответствии с чем направление вращения фрезы по отношению к волокнам является решающим для качества реза во время фрезерования по диагонали.
Фрезерование в направлении волокон обеспечивает превосходное качество реза. Качество реза во время фрезерования торцов можно еще улучшить, начиная фрезерование в попутном режиме как обычно, однако, не совсем по необходимому чистовому размеру. Приблизительно 1/10… 1/20 мм оставляются, а затем этот остаток фрезеруется во встречном режиме до чистового размера. Вертикальная фрезерная машина может без риска совладать с этой низкой толщиной стружки даже во встречном режиме. Этот метод также рекомендуется для обрезки заподлицо выступающих кромок фанеры, так как это предотвращает вырывы фанеры. При проточке пазов, которые фрезеруются за одну операцию фрезой соответствующего диаметра, фреза всегда режет одну сторону паза во встречном режиме, в то время как другая сторона режется в попутном режиме. Качество реза в этом случае также хорошее, однако, стружки, остающиеся в пазах, делают его немного хуже, чем сопоставимое фрезерование вдоль края обрабатываемой детали. Пылеудаление улучшит качество реза.
При проточке пазов, которые фрезеруются за одну операцию фрезой соответствующего диаметра, фреза всегда режет одну сторону паза во встречном режиме, в то время как другая сторона режется в попутном режиме. Качество реза в этом случае также хорошее, однако, стружки, остающиеся в пазах, делают его немного хуже, чем сопоставимое фрезерование вдоль края обрабатываемой детали. Пылеудаление улучшит качество реза.
При фрезеровании поперек волокон – свои особенности. У всех торцевых поверхностей (древесина с наклоном волокон) есть выходящие волокна, расположенные поперек направления фрезерования. Характер обрабатываемого материала делает качество реза хуже, чем в направлении волокон, поверхность среза получается более грубой. Ничто не изменит этот факт. Фрезерование торцов можно потенциально улучшить, если выполнять фрезерование за несколько проходов, и если за последний проход удалять очень тонкую стружку. Кратковременное смачивание отфрезерованного торца после последнего прохода является испытанным методом. После высыхания волокна немного распрямятся. Если Вы отфрезеруете волокна еще раз с такой же установкой вертикальной фрезерной машины, то качество торца немного улучшится. Непременным условием в любом случае является очень острая фреза. Даже немного изношенные фрезы заметно ухудшают результаты.
После высыхания волокна немного распрямятся. Если Вы отфрезеруете волокна еще раз с такой же установкой вертикальной фрезерной машины, то качество торца немного улучшится. Непременным условием в любом случае является очень острая фреза. Даже немного изношенные фрезы заметно ухудшают результаты.
Во время фрезерования по диагонали направление вращения фрезы по отношению к направлению волокон определяет качество кромки разреза. В этом случае возможны два случая здесь: — фрезерование по диагонали против направления волокон — фрезерование по диагонали в направлении волокон. Фрезерование по диагонали против направления волокон: этот тип разреза немного нарушает структуру волокон из-за раскалывающего действия проникающей режущей кромки, и в результате качество обработанной поверхности может стать очень низким. Существуют, однако, различия в зависимости от типа древесины. Этот прием фрезерования обычно обеспечивает лучшее качество обработанной поверхности в древесине твердых пород, чем в древесине мягких пород. Так как направление вращения вертикальной фрезерной машины и, следовательно, фрезы не может быть изменено, нужно там, где возможно, избегать данного направления фрезерования. Фрезерование по диагонали в направлении волокон: Во время этого типа фрезерования волокна сжимаются, что предотвращает образование задиров вдоль края заготовки. По этой причине обеспечивается очень хорошее качество кромки разреза. Если у Вас есть выбор, фрезеровочные работы нужно всегда выполнять по диагонали в направлении волокон.
Так как направление вращения вертикальной фрезерной машины и, следовательно, фрезы не может быть изменено, нужно там, где возможно, избегать данного направления фрезерования. Фрезерование по диагонали в направлении волокон: Во время этого типа фрезерования волокна сжимаются, что предотвращает образование задиров вдоль края заготовки. По этой причине обеспечивается очень хорошее качество кромки разреза. Если у Вас есть выбор, фрезеровочные работы нужно всегда выполнять по диагонали в направлении волокон.
В случае древесины с противоположным направлением волокон, например, сапели, волокна направлены в слоях друг против друга. Эти слои обычно состоят из параллельных полос. Во время фрезерования вдоль этих полос необходимо соблюдать направление волокон. Если фрезерование выполняется по диагонали к слоям, преимущественное направление не может быть выдержано. Независимо от приема фрезерования каждому приходилось сталкиваться с неблагоприятной зоной на поверхности. В этом случае фрезерование необходимо выполнять в несколько проходов и с малой толщиной стружки. Таким образом, предотвращается возникновение глубоких вырывов вдоль края заготовки.
В этом случае фрезерование необходимо выполнять в несколько проходов и с малой толщиной стружки. Таким образом, предотвращается возникновение глубоких вырывов вдоль края заготовки.
Безопасность труда
Во время применения вертикальных фрезерных машин необходимо соблюдать обязательные нормативные требования для быстровращающегося деревообрабатывающего оборудования. Эти нормативные требования содержатся в руководстве по эксплуатации и инструкциях по технике безопасности. Вертикальную фрезерную машину нужно всегда вести обеими руками, а обрабатываемая деталь должна быть надежно закреплена зажимами. В соответствии с нормой, хвостовик фрезы должен быть вставлен в цанговый патрон насколько возможно глубже, но, по крайней мере, на 2/3 длины хвостовика. Чем глубже хвостовик вставлен в цанговый патрон, тем лучше точность вращения фрезы. Из-за минимальных различий в диаметре между метрическими и дюймовыми размерами цанговых патронов и возникающей в результате путаницы необходимо обращать особое внимание на их размеры.
Прежде, чем опустить вертикальную фрезерную машину, нужно снять блокировку хода и поднять вертикальную фрезерную машину вверх на цилиндрических направляющих. Из-за высокой скорости вращения двигатель и фреза продолжают вращаться в течение некоторого времени после выключения. Если вертикальная фрезерная машина не поднята, вращающаяся фреза может повредить поверхность, на которой она установлена, и сбросить вертикальную фрезерную машину.
После работы фрезу нужно вынимать из вертикальной фрезерной машины. Режущие кромки фрезы очень острые. Из-за риска травмы, фрезу нужно снять после использования и не оставлять в электроинструменте. Кроме того, режущие кромки фрезы могут быть повреждены при их контакте с другими инструментами.
Во время работы с вертикальной фрезерной машиной необходимо соблюдать меры безопасности. Нужно всегда надевать защитные очки, при длительной работе рекомендуется использовать средства защиты органов слуха. Так как пыль определенных типов древесины может вызвать болезни органов дыхания, защита органов дыхания и пылеудаление обязательны в определенных областях применения.
Технология фрезерных работ по металлу
Фрезерные работы по металлу являются одним из самых сложных видов металлообработки. В отличие от токарных работ, в процессе которых инструмент перемещается всего лишь по двум осям, фрезерная обработка является многокоординатной: перемещения инструмента происходят по трем, четырем и даже 5 осям. Если точением обрабатываются, как правило, тела вращения, то фрезерование позволяет обрабатывать практически любые поверхности. Принцип фрезеровки начали использовать еще в XVI веке в Европе благодаря Леонардо да Винчи. Именно он изобразил цилиндрический напильник, который вращался вокруг своей оси – данная схема и легла в основу фрезы. Создание станка с вращающимися напильниками осуществили в Китае в 1665 году. Технология фрезерных работ в то время существенно отличалась от современной. Но уже в XIX веке появились качественные прототипы современных фрезерных станков и в ХХ веке технология фрезерных работ приобрела современный вид. Конечно же, эта технология постоянно развивается, однако в основе её лежит все тот же принцип гениального Леонардо.
Появление обрабатывающих центров с ЧПУ для фрезерных работ и современных CAM– программ существенно упростило работу технолога по созданию техпроцессов фрезерных работ. Отпала необходимость «ручного» расчета режимов по формулам и использования большого количества разнообразных таблиц.
Но для правильного выбора предлагаемых программой параметров и создания эффективной управляющей программы для станка с ЧПУ, технологу по-прежнему необходимо иметь глубокое понимание процессов, происходящих при фрезерной обработке. Он должен ясно представлять как изменение параметров резания или схемы обработки отразится на скорости фрезерования и качестве изготавливаемой детали.
Основные понятия.
Фрезерование (фрезеровка) — это способ обработки плоскостей, пазов, фасонных поверхностей, шлицев, а также любых других поверхностей, отличных от тел вращения, позволяющий получить чистоту поверхности 4—6-го и 3—4-го классов точности.
Процесс резания при фрезеровке характеризуется следующими особенностями:
1. Фрезеровка является способом многолезвийной обработки: при этом в процессе резания находится несколько зубьев одновременно. Чем больше число зубьев, тем меньше интенсивность переменных нагрузок, выше плавность резания.
Фрезеровка является способом многолезвийной обработки: при этом в процессе резания находится несколько зубьев одновременно. Чем больше число зубьев, тем меньше интенсивность переменных нагрузок, выше плавность резания.
2. Периодически повторяющимся процессом резания режущими кромками по циклу — нагрузка с последующей паузой.
3. Периодически повторяющимся процессом врезании зуба в металл, что приводит к ударной нагрузке на режущую кромку, а также при наличии радиуса скругления к определенному периоду скольжения зуба без процесса резания. В схемах фрезеровки, где удельный вес такого явления велик, это ведет к ухудшению условий работы инструмента и вызывает его повышенный износ.
4. Переменностью нагрузки на режущую кромку за одни цикл резания, обусловленной переменной величиной площади срезаемого слоя: у прямозубых фрез переменной является только толщина среза, а у фрез с винтовым зубом – переменными являются и толщина среза и длина контакта режущей кромки с заготовкой.
Схемы фрезеровки.
При работе цилиндрическими, коническими, дисковыми и фасонными фрезами различают следующие схемы фрезерной работы по металлу:
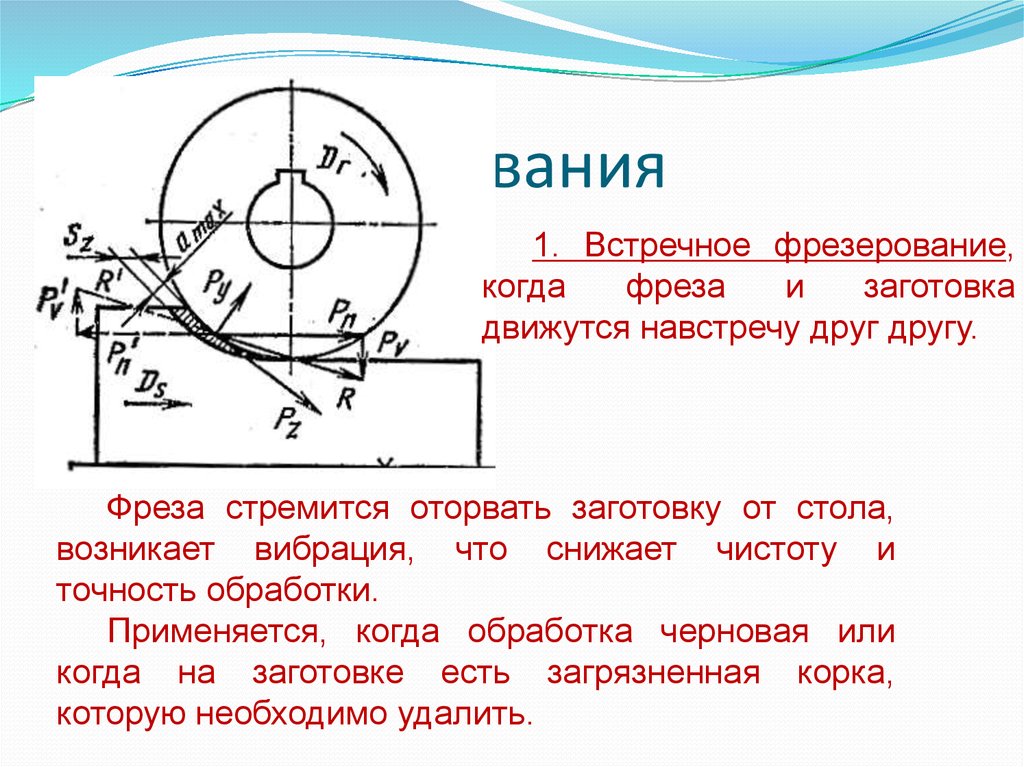
1. Фрезеровка против подачи — встречная фрезеровка (фиг. 1, а), когда движение работающих зубьев фрезы при ее вращении направлено против направления подачи. При фрезеровке по этой схеме зуб работает из-под корки, что облегчает процесс обработки заготовок с упрочненным поверхностным слоем. Вместе с тем резание сопровождается повышенными вибрациями, так как сила резания стремится оторвать заготовку от стола, создавая переменную нагрузку определенной частоты (фиг. 1, б).
2. Фрезеровка по направлению подачи – попутное фрезерование, когда направление движения работающих зубьев совпадает с направлением подачи. При работе по этой схеме зуб сразу подвергается максимальной нагрузке. Однако при обработке заготовки, не имеющей на поверхности твердого поверхностного слоя, эта схема дает повышение стойкости инструмента, чистоты и точности обработки.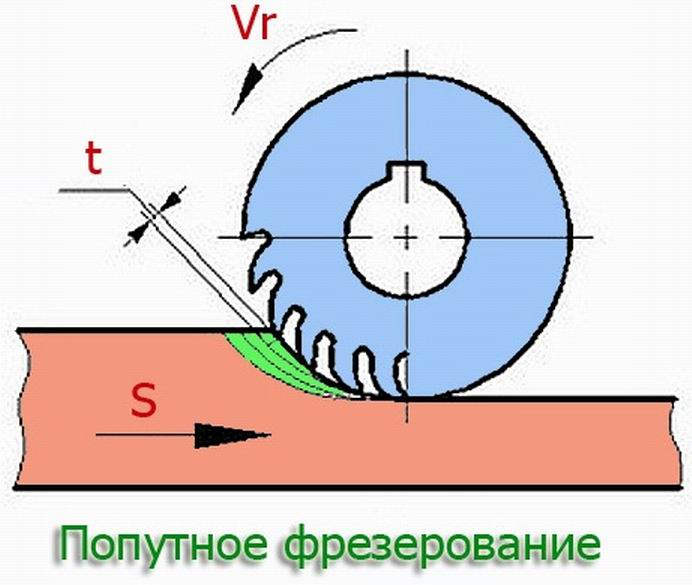
При работе торцовыми и концевыми фрезами необходимо различать симметричную (фиг. 2, а и 6) и несимметричную (фиг. 2, в и г) фрезеровку.
Симметричную фрезеровку разделяют на симметричную полную (фиг. 2, а), когда t = D, и симметричную неполную, когда t < D (фиг. 2, б).
Торцевую фрезеровку жаропрочных и титановых сплавов ведут при наличии высокой жесткости системы по схеме неполного несимметричного попутного фрезерования (фиг. 2. г) при t≤ (0.4 — 0,6) Dи k→ 0. Это обеспечивает плавный выход режущих кромок из металла, уменьшение вибраций, повышение стойкости инструмента и чистоты обработки.
Основные элементы срезаемого слоя при фрезеровании (фиг. 1, 2).
Угол контакта фрезы ψ в град — центральный угол, равный дуге соприкосновения с деталью.
Глубина резания t в мм — величина срезаемого слоя материала, соответствующая длине дуги резания ψ и измеренная в направлении перпендикулярном к обрабатываемой поверхности.
Ширина фрезерования В в мм — ширина обрабатываемой поверхности, измеренная в направлении, параллельном оси фрезы. Для цилиндрических фрез эта величина равна величине зоны контакта фрезы с деталью в направлении, параллельном оси фрезы, а для дисковых — равна ширине фрезеруемого паза.
Ширина среза в мм – длина соприкосновения режущей кромки зуба с обрабатываемой деталью. Для цилиндрической прямозубой фрезы b = В, для цилиндрической с винтовым зубом b ≠ В и является переменной величиной.
Толщина среза a в мм — расстояние, измеренное в радиальном направлении, перпендикулярном к поверхности резания, образованное двумя последовательными положениями режущих кромок фрезы. Это величина переменная, максимальное значение которой расположено на угле контакта ψ.
Режимы фрезерования.
Глубина резания t в мм при фрезеровке зависит от припуска на детали, а также от жесткости и мощности станка.
Подача при фрезеровании определяется тремя параметрами:
sz мм/зуб — подачей на один зуб, определяющей величину нагрузки каждого зуба фрезы
в процессе резания;
s0 = sz• z мм/об — подачей на один оборот фрезы;
sm= s0 • n = sz • z • n мм/мин – минутной подачей, определяющей основное технологическое время.
При чистовом фрезеровании, исходя из заданного диаметра фрезы D в мм и глубине резания t в мм, допустимая величина подачи определяется заданной чистотой поверхности:
Значения коэффициентов и показателей степени выбираются из таблиц в зависимости от типа инструмента и свойств материала.
При грубом фрезеровании подача зависит от жесткости и мощности станка и прочности режущей кромки.
Скорость резания при фрезеровании определяют по формуле:
где T – стойкость фрезы, которая является табличным значением.
Значения коэффициентов также являются табличными значениями и зависят от схемы обработки, типа инструмента и обрабатываемого материала.
Сила резания при фрезеровании R раскладывается на две составляющие (фиг. 1, б):
окружную Р в направлении, касательном к траектории движения режущей кромки, и радиальную Р г, направленную по радиусу. Помимо этого ее можно разложить на горизонтальную Рн и вертикальную составляющие Pw, у фрез с винтовыми зубьями имеется еще осевая составляющая Р0; фреза на оправке устанавливается таким образом, чтобы эта сила действовала на шпиндель.
Окружная составляющая наиболее значительна. Ее величину определяют по формуле:
Значение коэффициента Ср, показателей степени хр ур rpqpявляются табличными.
Величина силы Р зависит от величины переднего угла и скорости резания, вида обрабатываемого материала, величины износа инструмента.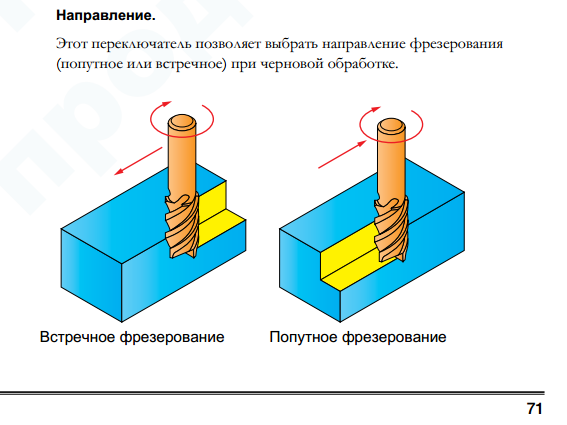 Это учитывается поправочными коэффициентами, которые также приведены в справочных таблицах.
Это учитывается поправочными коэффициентами, которые также приведены в справочных таблицах.
Основное технологическое время Т0 при цилиндрическом и торцовом фрезеровании с продольной и поперечной подачами определяют по формуле:
где sM— минутная подача в мм/мин;
l— длина фрезерования в мм;
l1 — величина врезания в мм
l2 — величина выхода инструмента в мм.
операции чистовой обработки и обработки отверстий — Национальная сборная Worldskills Россия
“
Продолжим разбирать программирование в Mastercam. Сегодня нас ждет изучение операций по обработке контура и фасок, а также по сверлению отверстий. Дополнительно поработаем с менеджером планов и научимся создавать и устанавливать рабочую систему координат заготовки.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Способ, при котором направление движения заготовки совпадает с вектором скорости резания
Фрезерование, при котором скорость резания и движение подачи заготовки направлены в противоположные стороны
Видеолекция
Конспект
Для чистовой обработки торцевых поверхностей детали будем использовать операцию 2D ВСО — «Динамическое фрезерование» и зададим геометрию элементов. Ранее мы уже применяли эту операцию как черновую. Для чистовой обработки придется изменить некоторые параметры. Разберем на примере обработки кармана 28×18 мм.
Ранее мы уже применяли эту операцию как черновую. Для чистовой обработки придется изменить некоторые параметры. Разберем на примере обработки кармана 28×18 мм.
Обработка кармана
1. В качестве зоны обработки выберем прямоугольный контур со скреплениями в углах радиусом 3 мм и стратегию обработки зон «Изнутри».
2. В параметрах выберем фрезу диаметром 6 мм.
3. Для чистовой обработки имеет смысл снизить скорость подачи до 0,05 мм. Это позволит получить лучшую шероховатость поверхности и стабильность в достижении окончательного размера элемента.
4. В параметрах резания стоит увеличить значение шага до 60%, ввести припуск на дно 0 мм, а припуск на стенку оставить равным 0,1 мм.
5. В разделе «Подход» метод врезания и радиус спирали оставим аналогичными черновой операции, как и параметры перехода, и СОЖ.
Важно
Операции 2D ВСО используются как для черновой, так и чистовой обработки дна.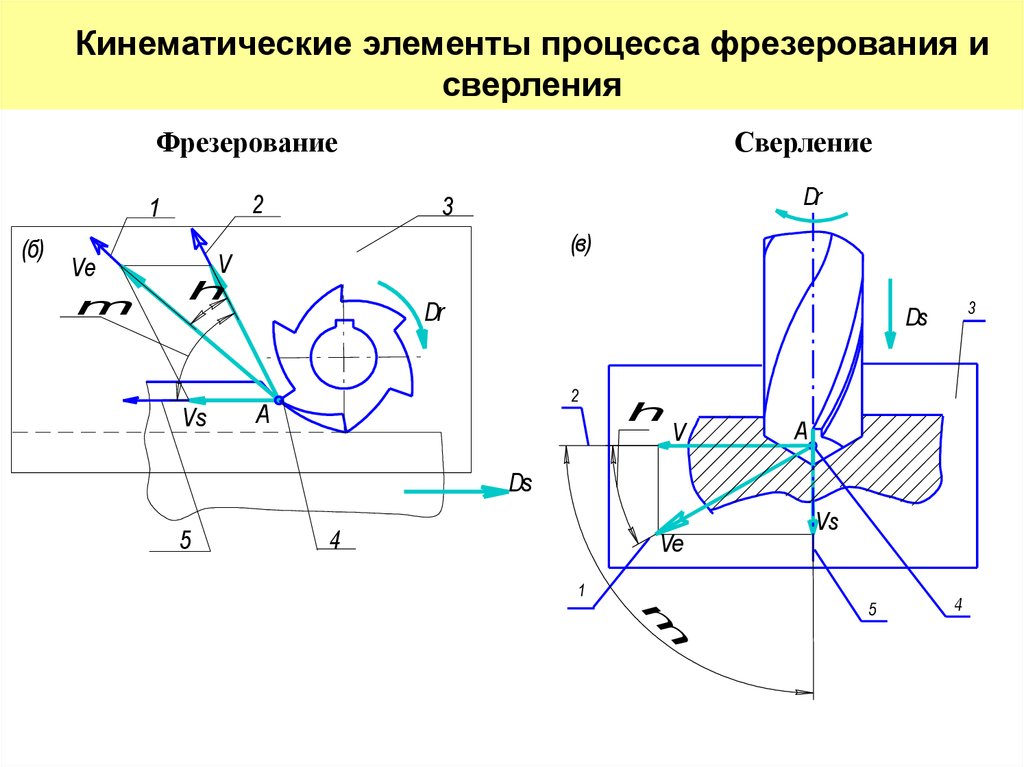 Черновые операции можно копировать и вставлять в дерево построения операций, как и чистовые по дну. Вам нужно лишь изменить несколько параметров и повторить операцию
Черновые операции можно копировать и вставлять в дерево построения операций, как и чистовые по дну. Вам нужно лишь изменить несколько параметров и повторить операцию
6. Используем MILL траектории как контур для чистовой обработки стенок элемента 76 × 76 мм.
7. Выберем границы обработки. В появившемся окне выбираем режим «Каркас» и метод «Цепочка».
8. В графическом окне выберем требуемую геометрию.
9. Мы будем использовать попутное фрезерование, поэтому важно правильно задать направление контура. Для обработки контура снаружи (а значит, для реализации попутного фрезерования) направление выбора контура должно быть по часовой стрелке.
Важно
При работе изнутри для таких элементов, как отверстия и карманы, следует выбрать направление против часовой стрелки. Для того чтобы изменить направление на противоположное, используем кнопку «Реверс»
Окно параметров операции
1. В качестве инструмента выберем фрезу диаметром 16 мм.
В качестве инструмента выберем фрезу диаметром 16 мм.
2. Скорость резания оставим 300 м/мин, а подачу на зуб сделаем равной 0,05 мм/зуб по аналогии с операцией чистовой обработки дна.
3. В параметрах операции важно учесть компенсации.
Важно
При выборе компенсации «Компьютер» у нас не будет возможности корректировать размеры детали, используя ЧПУ. Для коррекции понадобится изменять параметры операции в Mastercam. Это крайне неудобно на практике, поэтому будем использовать тип
4. Выберем «Износ».
- Траектория перемещения оси инструмента в управляющей программе будет эквидистантно смещена относительно выбранного контура на радиус инструмента.
- В управляющей программе будет присутствовать код компенсации на радиус G41/G42, что позволит оперативно скорректировать размер, не отходя от станка.
5. Зададим направление слева и радиусы скругления внешних углов: 0,2 мм для притупления острых кромок в плоскости XY.
Зададим направление слева и радиусы скругления внешних углов: 0,2 мм для притупления острых кромок в плоскости XY.
6. Припуск на стенках — 0, а припуск на дне укажем 0,05 мм для того, чтобы не испортить поверхность уже обработанного дна.
7. Раздел «По глубине» определяет максимальную глубину обработки за один проход. Включим проход по глубине и зададим максимальный черновой шаг 16 мм.
8. В разделе «Подвод/Отвод» определим соответствующие параметры.
- Подвод может осуществляться по прямой линии или дуге. По дуге исключает след от врезания на обработанной поверхности. Однако включение компенсации на радиус инструмента G41/G42 возможно лишь при линейной интерполяции. Поэтому будем использовать комбинированный подвод.
- Зададим длину линии 5 мм и радиус дуги 5 мм. В нашем случае целесообразно осуществлять подвод и отвод по аналогичным траекториям.
9. В параметрах переходов требуется указать верх заготовки, соответствующий уже обработанной плоскости.
В параметрах переходов требуется указать верх заготовки, соответствующий уже обработанной плоскости.
10. Включаем СОЖ аналогично предыдущим операциям.
Обработка фасок и притуплений
Как и для чистовой обработки стенок, нам понадобится операция «Контур». Выбираем геометрию контура, который хотим обработать, и переходим в знакомые нам «Параметры операций».
Раздел «Инструмент»
- Выберем фасочную фрезу диаметром 6 мм.
- Назначим частоту вращения 10 000 об/мин и подачу на зуб 0,1 мм.
Параметры резания
- Выбираем тип контура «2D-фаска» и задаем параметры фаски: ширина — 0,2 мм (фактический размер требуемой фаски), отступ снизу — 2 мм (не превышает сумму радиуса фрезы и ширины фаски).
- Припуски равны 0.
- Подвод и отвод назначаем аналогичными операциями чистовой обработки стенок.

Параметры переходов
- Указываем верх заготовки и глубину одинаковыми и равными координате поверхности, на которой находится данная фаска.
Во всех наших операциях не забываем включать СОЖ.
Сверление
Для обработки отверстий под резьбу М6 целесообразно использовать сверление.
1. Выберем MILL траектории «Сверление».
2. В качестве геометрии возможно задание как дуг и окружностей, так и точек.
3. Выберем точку, являющуюся центром будущего отверстия.
4. В качестве инструмента выбираем центровочное сверло диаметром 5 мм.
5. Скорость резания — 50 м/мин, а подача на зуб — 0,1 мм/зуб.
6. В параметрах резания нам понадобится цикл «Ломание стружки», т. е. сверление отверстия за несколько проходов по глубине.
7. В параметрах переходов укажем координату поверхности начала отверстия в качестве верха заготовки и координату поверхности, где данное отверстие выходит насквозь.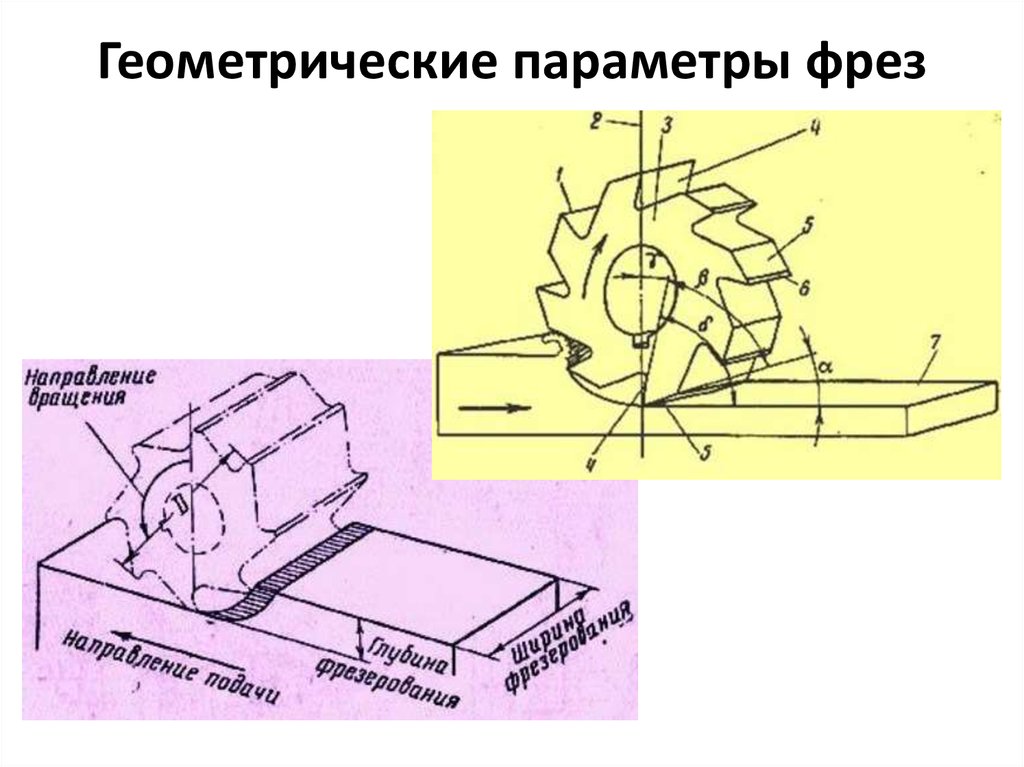
Важно
Указывайте данные параметры (в частности, плоскость подачи и отвод) в абсолютной системе во избежание столкновения с заготовкой
Обработка второй стороны
Рассмотренные операции применимы для обработки второй стороны детали.
Создание плана
1. Зайдем в раздел «Вид» — «Менеджеры» и включим «Менеджер планов».
2. Перед нами планы, созданные по умолчанию. Необходимо создать новый план, который будет являться рабочей системой координат для обработки со второй стороны.
3. Выберем «Создание нового плана» — «Динамически».
4. В графическом окне появился гномон, который мы разместим в центре торца второй стороны детали.
Важно
Расположите оси гномона в соответствии с осями станка
5. Используем дуги гномона для поворота под нужными углами.
6. Подтверждаем и создаем новый план.
7. Далее выделим его курсором и установим в качестве активного.
Выберем «Менеджер траекторий» и выполним создание операций по аналогии с первой стороной.
8. Чтобы нарезать наружную или внутреннюю резьбу, используем операцию Thread.
9. Создаем новый режущий инструмент.
Важно
Чтобы нарезать наружную резьбу с радиусом 42, необходимо поставить внутренний диаметр меньше на шаг резьбы
10. Завершаем настройки.
11. Заполняем вкладку «Количество проходов».
12. Заполняем параметры перехода.
Вывод управляющих программ
1. Выделяем операции, относящиеся к первой стороне.
2. Для постпроцессирования используем соответствующую кнопку.
3. Оставим все параметры по умолчанию и введем название управляющей программы латинскими буквами.
4. Сохраним программу.
5. То же проделаем с операциями, относящимися ко второй стороне обработки.
6. Обе программы сохраним на карту памяти с интерфейсом USB type B.
7. Впоследствии используем эту карту памяти для переноса программы в память системы ЧПУ станка.
“
Сегодня мы рассмотрели чистовые операции обработки, создание и размещение плана и вывод управляющей программы. Тема программирования на этом завершается. Прежде чем перейти к станку для наладки и обработки нашей детали, предлагаем вам выполнить несколько заданий, чтобы закрепить полученные знания!
Дополнительные материалы
Ссылка на скачивание программы Mastercam
Режимы резания для урока 9
Урок 9. Чистовые операции
Чертеж WSR
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Уменьшить значение шага до 40%
Снизить скорость подачи до 0,05 мм
Выбрать припуск на стенку 0 мм
Подачу на зуб сделать равной 0,05
| Дальше |
| Проверить |
| Узнать результат |
По часовой стрелке
Против часовой стрелки
Автоматический выбор «Реверс»
Не имеет значения
| Дальше |
| Проверить |
| Узнать результат |
Минимальную глубину каждого подхода
Максимальное количество подходов
Интервал глубины обработки за один подход
Максимальную глубину обработки за один проход
| Дальше |
| Проверить |
| Узнать результат |
Должны быть одинаковыми и равными координате поверхности, на которой находится фаска
Глубина должна быть меньше координаты поверхности и равна верху заготовки
Должны быть одинаковыми и больше координаты поверхности, на которой находится фаска
Верх заготовки должен быть меньше координаты поверхности и равен глубине
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
Пятикоординатное фрезерование как средство повышения конкурентоспособности продукции
Константин Евченко, Александр Рагулин, Владимир Жигулин
В начале июня этого года компания Delcam plc провела в Италии ежегодную конференцию,
на которой были подведены итоги работы за год и представлены новейшие разработки
в области механообработки и контроля качества изделий. Особый интерес у участников
конференции вызвал доклад директора по развитию бизнеса компании Delcam plc
в Европе Криса Эдвардса, посвященный возможностям CAM-системы PowerMILL. В своем
выступлении Крис Эдвардс (Chris Edwards) не только продемонстрировал
возможности системы, но и привел убедительные доводы о целесообразности перехода
с 3- на 5-координатное фрезерование. Доклад сопровождался демонстрацией возможностей
системы на реальных задачах. Ниже мы приводим основные тезисы доклада г-на Эдвардса,
которые, как нам кажется, будут интересны не только технологам-программистам.
Как известно, из пушек по воробьям не стреляют. Видимо, руководствуясь этой
старой пословицей, многие инструментальщики выбирают 3-осевое оборудование и
не задумываются над тем, какие преимущества может дать 5-осевая обработка при
решении тех же задач. Действительно, значительная доля изделий инструментального
производства может быть изготовлена при помощи 3-координатных фрезерных станков,
однако все больше производителей отдают предпочтение 5-осевой механообработке,
несмотря на существенную разницу в цене оборудования и программного обеспечения.
Даже при производстве изделий, для изготовления которых достаточно применения
3-координатного оборудования, использование 5-осевых станков способно принести
ощутимую выгоду. По мнению директора по производству компании BS Tooling (Великобритания)
Шона Копаса (Shaun Copas), новые технологии по соотношению «цена/качество» являются
более привлекательными для заказчиков его фирмы.
5-координатное фрезерование позволяет не только расширить номенклатуру выпускаемой
продукции за счет новых возможностей оборудования, но и повысить качество изделий.
Например, моноколеса для газотурбинных аппаратов зачастую оказывается выгоднее
изготавливать из цельного куска металла. Во-первых, прочностные параметры у
штампованных заготовок выше, чем у отлитых. Во-вторых, создание технологической
оснастки для литья изделий сложной формы не всегда бывает экономически выгодным.
И в-третьих, исключается появление скрытых дефектов типа каверн. Кроме того,
при высокоскоростном фрезеровании, когда основная часть тепла при резании уходит
в стружку, возможна обработка сталей в закаленном состоянии без их отпуска,
что позволяет избежать закалки после фрезерования, а вследствие этого можно
избежать коробления, связанного с термообработкой. Перечисленные факторы все
чаще побуждают производителей во всем мире к замене технологии прецизионного
литья на 5-координатное фрезерование.
Относительно новым направлением развития 5-осевой обработки является применение
для фрезерования роботов-манипуляторов, которые уже сегодня позволяют получить
точность порядка 0,1 мм. Данное направление, несомненно, найдет широкое применение
для обрезки крупногабаритных деталей из композитных материалов (стекло- и углепластика).
5-координатное фрезерование позволяет выполнить обработку сложных корпусных
деталей за один установ, благодаря чему повышается точность изготовления и исчезает
необходимость в применении вспомогательных приспособлений. Опыт компании Oxon
Prototypes (Великобритания) показывает, что большинство деталей для автомобилестроения
могут быть изготовлены на 5-координатном станке всего за два технологических
установа. Кроме того, 5-координатный фрезерный станок дает возможность за один
установ выполнить сверление и расточку всех отверстий, позволяя тем самым исключить
погрешность базирования в приспособлении, что особенно важно при расположении
оси отверстия под произвольным углом (рис. 1). Кроме того,
отсутствие переустановов ликвидирует потери времени на эту операцию, что важно
при серийном производстве, а также исчезает возможность брака по вине оператора.
По словам ведущего специалиста по механообработке компании Rojac (Великобритания)
Джерри Харта (Gerry Hart), для типовых элементов пресс-форм им удалось снизить
время на сверление с 16 до 2 часов. Необходимо также отметить, что отверстия
больших диаметров теперь намного выгоднее расфрезеровывать, чем классически
рассверливать повышается стойкость инструмента и сокращается время обработки.
Интересные результаты при переходе с 3- на 5-координатное фрезерование были
получены специалистами компании H. Eccles (Великобритания), производящей техоснастку
для автомобилестроения. Управляющий директор Боб Мортон (Bob Morton) так прокомментировал
ситуацию: «При 5-осевой обработке мы можем использовать более короткие фрезы,
которые позволяют достичь большей точности и более высоких скоростей резания.
В результате наше предприятие стало опережать конкурентов».
Применение при составлении управляющих программ для 5-осевых станков с ЧПУ специальных
стратегий обработки, рассчитанных на 5-координатное оборудование, позволяет
повысить качество обработанной поверхности. Это достигается за счет более рациональной,
чем при 3-осевом фрезеровании, ориентации оси вращения фрезы по отношению к
обрабатываемой поверхности и к направлению перемещения. При умелом использовании
новые возможные стратегии обработки позволяют снизить нагрузку на станок и продлить
срок службы инструмента.
Еще одна причина выбрать 5-осевую обработку проявляется в случае фрезерования
канавок торцевой фрезой. При использовании 3-координатных станков в общем случае,
когда дно канавки не лежит в одном Z-уровне, в углах будут оставаться скругления,
а сечение канавки получится U-образным, что требует дополнительной электроэрозионной
и (или) кропотливой ручной доработки. А 5-координатное фрезерование торцевой
фрезой позволяет получить четкий прямой угол в канавке с минимальной ручной
доводкой (рис. 2). Снижение объемов работ по ручной доводке
значительно сокращает временные затраты и повышает качество работ.
При 5-координатном фрезеровании появляется и возможность профилирования кромок
с использованием специального типа фрез (рис. 3). Такой
подход позволяет объединить несколько операций в одну и достичь высокой степени
гладкости обработанной поверхности. Особенно перспективен данный метод для обрезки
полимеризованных деталей из композитных материалов и деталей, получаемых методом
вакуум-формовки.
В теоретическом плане расчет траектории движения для 5-координатного фрезерного
станка сложная математическая задача. Если программу для 3-осевого фрезерования
зачастую можно составить при помощи калькулятора, карандаша и бумаги, то в 5-координатной
обработке придется полностью довериться CAM-системе (рис. 4),
что настораживает некоторых опытных технологов, привыкших составлять управляющие
программы в ручном режиме. Однако современные CAM-системы высокого уровня вовсе
не требуют знания теории описания поверхностей и их анализа на первый
план здесь выходит такое понятие, как стратегия обработки. Несмотря на кажущуюся
сложность освоения, высокоуровневые CAM-системы можно встретить установленными
даже на стойки станков с ЧПУ. Конечно, это далеко не всегда целесообразно с
финансовой точки зрения, но служит подтверждением того факта, что освоение 5-координатного
фрезерования вполне под силу рядовым инженерам и операторам станков с ЧПУ.
Как показывает практика, непрерывная 5-осевая обработка, когда одновременно
меняются все три координаты и два угла, необходима в исключительно редких случаях.
По оценкам независимой аналитической компании CIMdata, приблизительно 3/4 всего
5-координатного оборудования во всем мире используется преимущественно в режиме
так называемого позиционного 5-осевого фрезерования. При позиционной обработке
в процессе фрезерования меняются исключительно линейные координаты инструмента,
а две угловые координаты жестко зафиксированы. Таким образом, оборудование фактически
используется как 3-координатное, а при помощи двух угловых координат задается
новая плоскость обработки. Такой вид обработки чаще всего используется для высокоскоростного
фрезерования. За счет исключения переустановов детали повышается точность обработки
и снижается общее время обработки.
Другой тип 5-координатной обработки непрерывное 5-осевое фрезерование,
при котором одновременно меняются все пять управляющих параметров (два угла
и три координаты). Этот вид обработки предъявляет особые требования к оборудованию:
две оси должны поддерживать непрерывные перемещения и обеспечивать достаточно
высокую угловую скорость поворота оси инструмента относительно заготовки (рис.
5).
Существенным достоинством метода непрерывного 5-осевого фрезерования является
возможность обработки труднообрабатываемых зон и поднутрений за счет наклона
оси инструмента. Из-за высоких моментов инерции, а следовательно, и больших
инерционных сил далеко не всегда удается обеспечить достаточно высокие угловые
ускорения и скорости поворотных элементов станка, поэтому при непрерывном 5-осевом
фрезеровании высокоскоростная обработка применяется весьма редко. При высоких
скоростях резания используются большие подачи, так что станок может просто не
успевать поворачивать деталь или шпиндельную головку. Кроме того, сложные пространственные
перемещения инструмента относительно обрабатываемой детали требуют обязательной
тщательной проверки управляющей программы на возможные столкновения инструмента,
заготовки и элементов станка. Из этого следует вывод, что к выбору CAM-системы
для непрерывной 5-координатной обработки нужно подходить особенно скрупулезно.
При проверке на столкновения инструмента с заготовкой в PowerMILL используется
наращиваемая геометрическая модель инструмента, которая содержит любое необходимое
число составных компонентов (рис. 6).
Представленные преимущества 5-осевой обработки были здесь рассмотрены без привязки
к конкретной CAM-системе. Между тем роль CAM-системы, по сравнению с 3-координатным
фрезерованием, заметно растет. А теперь покажем на примере CAM-системы PowerMILL
те преимущества, которые дает 5-координатное фрезерование. Прежде всего, следует
назвать широкий спектр стратегий обработки, которые позволяют достичь наилучшего
качества обработанной поверхности при чистовом фрезеровании: траектории с ориентацией
оси инструмента через линию или точку или по нормали к детали, профилирование,
обрезка и т.д. К тому же при непрерывном 5-осевом фрезеровании вводятся такие
понятия, как угол опережения и наклона, оптимизация значений которых позволяет
улучшить качество получаемой при обработке поверхности.
Самый простой метод обработки, предлагаемый всеми CAM-системами для 5-координатного
фрезерования, это ориентация оси фрезы по нормали к обрабатываемой поверхности
(рис. 7). С математической точки зрения этот метод является
самым простым, но в плане механообработки он малоэффективен. Проблема заключается
в том, что вблизи оси вращения фрезы скорость резания крайне мала, а это приводит
к несоблюдению режимов резания, вследствие чего снижается качество обработанной
поверхности. Также в некоторых ситуациях посредством этого метода невозможно
обработать деталь без зарезов.
Более прогрессивный способ резания с применением углов опережения (рис.
8) и наклона (рис. 9). При этом CAM-системе приходится
вычислять не только нормаль к поверхности, но направление перемещения фрезы.
Суть заключается в смещении точки резания из критической зоны резания вблизи
оси вращения фрезы. В случае угла опережения (см. рис. 8)
осевые участки фрезы полностью выводятся из зоны обработки. Если при фрезеровании
с углом опережения геометрия детали не позволяет полностью ее обработать, то
можно использовать наклон фрезы влево или вправо (см. рис. 9),
а также угол отставания (отрицательный угол опережения).
Стратегия фрезерования через точку позволяет пользователю определить мнимую
точку (как правило, вне заготовки), через которую будет проходить ось фрезы
при обработке (рис. 10). Данная стратегия позволяет с минимальным
количеством перемещений производить обработку поверхностей двойной кривизны
как выпуклых, так и вогнутых (рис. 11). Обратите
внимание, что применение этой стратегии также позволяет вывести осевые участки
фрезы из зоны резания. Похожая стратегия фрезерования через линию (рис.
12) ориентирована на обработку поверхностей с одинарной кривизной (линейчатых).
Обе указанные стратегии позволяют получить хорошее качество чистовой поверхности.
Самой сложной и в то же время продуктивной стратегией 5-осевой обработки является
фрезерование с предварительным заданием управляющей поверхности, относительно
которой задается направление оси вращения фрезы (рис. 13).
Другими словами, нормаль вычисляется не к обрабатываемой поверхности, а к управляющей,
что очень удобно при обработке труднодоступных зон и позволяет избежать столкновений
и выполнить обработку за один установ. Отметим, что для обработки детали, состоящей
из множества поверхностей, может быть задана всего одна управляющая поверхность,
что значительно упрощает черновое фрезерование. Единая управляющая поверхность
также позволяет исключить внезапные изменения направления резания и обеспечить
все перемещения в допустимых пределах, тем самым избегая недоступных зон.
Для обработки отдельных участков детали в PowerMILL предусмотрена возможность
указания границ обработки (рис. 14). Все параметры процесса
обработки доступны для изменения пользователем, а система автоматически вычисляет
оптимальные значения на основе заложенных в нее методик (рис.
15).
В некоторых случаях при обработке сложной геометрии бывает необходимо исключить
обработку неэффективными участками торцевой фрезы, расположенными вблизи ее
оси вращения (рис. 16). В этой ситуации PoweMILL позволяет
задать для фрезы точку ее контакта с поверхностью. При такой обработке ориентация
оси инструмента может значительно изменяться, достигая при этом значений, недопустимых
для конкретного станка. Традиционно САМ-системы отслеживают такую ситуацию на
этапе постпроцессирования, что влечет за собой повторный пересчет траектории
с новыми углами наклона инструмента. В отличие от традиционного подхода, PowerMILL
позволяет заранее задать допустимые значения углов поворота осей станка, при
этом система автоматически создает траекторию, выполнимую на конкретном оборудовании.
Еще одна уникальная особенность PoweMILL задание различного припуска
при чистовом фрезеровании в радиальном и осевом направлении (рис.
17). Данная опция, несомненно, найдет применение в производстве автомобильной
и аэрокосмической техники. Стоит особо отметить возможность обработки с отрицательным
припуском, что особенно удобно для производства электродов (рис.
18). Заметим, что построение офсета (смещения) поверхностей с переменной
толщиной сложная математическая задача, неразрешимая для большинства
высокоуровневых САПР, а возможность использования отрицательного припуска для
любого типа инструмента позволяет и вовсе исключить такой трудоемкий процесс,
как моделирование эквидистантного электрода.
При многокоординатной обработке деталь и элементы станка осуществляют достаточно
сложные взаимные перемещения, поэтому в PowerMILL реализована многоуровневая
система безопасности. Во-первых, как было уже отмечено, моделируется геометрия
инструмента (режущая часть и хвостовик) и патрона, которая может учитываться
как непосредственно при генерации траектории движения инструмента, так и для
анализа ранее созданной траектории. Во-вторых, существует возможность полностью
описать геометрию всего станка и произвести полную симуляцию обработки (рис.
19). Стоит отметить, что обычно поставщики САМ-систем предлагают для этих
целей дополнительное программное обеспечение (например, VeriCUT, Predator Virtual
CNC и т. п.), в то время как в PowerMILL эта функциональность изначально заложена
в ядро программы, что позволяет пользователям сэкономить финансовые средства
при покупке системы.
* * *
В рамках данной статьи мы не стали затрагивать вопрос о заложенных в систему
PowerMILL возможностях высокоскоростной механообработки. Об этом уже достаточно
много говорилось на страницах нашего журнала (например, в статье «Высокоскоростная
механообработка» Криса Виттингтона и Владимира Власова в № 11’2002).
Подводя итоги, кратко перечислим основные особенности CAM-системы PowerMILL
v5:
• простота использования и продуманный интерфейс программы;
• широкий спектр стратегий обработки для всех видов фрезерования от 2- до
5-осевой фрезерной обработки, включая высокоскоростное фрезерование;
• быстрый расчет траектории движения инструмента;
• оптимизированные траектории движения инструмента, позволяющие снизить нагрузку
на станок и продлить срок службы фрезы;
• автоматическое предотвращение перегрузки инструмента;
• встроенный модуль визуализации обработки;
• моделирование процесса обработки на конкретном типе оборудования;
• возможность подключения шаблонов или программирование на языке Visual Basic,
что позволяет гибко адаптировать систему к потребностям пользователя.
Подготовлено по материалам компании Delcam plc.
«САПР
и графика» 8’2003
что это такое, схемы попутной и встречной фрезеровки, методы фрезерования и виды таких работ
23.03.2020
- Развитие технологии
- Назначение фрезерной обработки
- Попутное и встречное фрезерование металла: что это такое
- Классификация и виды фрезерных работ
- Сложные и простые станки для фрезерной обработки металла
- Основные виды фрез
- Влияние режимов резания на результаты работ
- Технологические этапы процесса
- Сопровождающие явления
- Защита обрабатываемых изделий и инструмента
- Возможности процедуры
Одной из наиболее распространенных и незаменимых процедур по стали является фрезерная обработка металлов – что это, расскажем в статье. Поговорим об истории и особенностях способа металлообработки, разновидностях.
Способ механического резания заготовки с помощью вращения металлических фрез был открыт в 1668 году в Китае. Правда, вместо станины из крепкого материала был оборудован каменный фундамент типа плиты, а электродвигатель заменяли мулы, которые осуществляли движение механизма.
К началу 19 века данный принцип, уже усовершенствованный и оснащенный электрическим приводом, был впервые применен в промышленных целях. Эли Уитни (англ. Eli Whitney) установил станок на оружейной фабрике в Америке. Это оборудование было довольно грубым, массивным и деревянным, но прослужило очень долго – два поколения. Только внуки предпринимателя приняли меры по совершенствованию агрегата.
Конструкция, которая больше всего напоминает настоящий современный вариант, была создана компанией «Гай, Сильвестер и Ко» в США в 1835 году. Именно тогда начали применять плоский ремень для передачи основного вращательного движения. Рядом со шкивом находилось зубчатое колесо, которое было посажено на оправку. На ней уже фиксировался резец. Таким образом можно было обрабатывать только плоские заготовки. Оборудование имело устройство передвижения фрезы по вертикали.
Когда изготовление оружия показало эффективность фрезерования, способ начали применять и для гражданской промышленности. Первыми деталями производства были гайки – подобным образом делали их грани, а также внутреннее отверстие – станок был создан в Америке.
Спустя еще 20 лет фирма Линкольн впервые создала механизм, который был изготовлен из стали, а не из дерева. Многие запчасти получилось уменьшить в размерах, а также это позволило увеличить долговечность, снизить износ деталей и дало возможность работать с более прочными сплавами и массивными изделиями. Приятное дополнение – появление в конструкции ходового винта с маховиком.
С тех пор мы имеем дело с современным методом фрезерования – вручную, когда механик (фрезеровщик) выполняет основные действия по креплению, выбору сверла, наладке, перемещению и пр. Но ручной режим характерен частыми ошибками, ведь это и есть человеческий фактор, а также сбоями, поломками, простоями, браком и дефектами. Главную сложность составляли криволинейные поверхности, которые нужно было вытачивать с особенной тщательностью.
Увеличение автоматизации процесса проходило вместе с появлением пультов цифрового и, более совершенного, числового управления. Оборудование, оснащенное ЧПУ, имеет очень высокую точность резания, потому что программное обеспечение самостоятельно закладывает основные параметры, в том числе, режимы, скорость, перемещение фрезы во всех возможных плоскостях.
Сейчас есть лазерные виды фрезерования. Установка оснащена лучом лазера, который быстро и с повышенной точностью производит иссечение металла.
Современные станки с ЧПУ для фрезеровки можно приобрести в интернет-магазине по адресу https://stanokcnc.ru/. Здесь представлен широкий ассортимент моделей, которые предназначены для профессионального создания металлических изделий. Они отличаются высокой производительностью, длительностью и удобством эксплуатации.
Преимущество этого метода отделки в том, что с помощью разных инструментов и технологий (схем резания) можно выполнять множество процедур. Универсальность, помимо этого, заключается в том, что большинство современных станков с ЧПУ предназначены не только для металлообработки, но и для работы по дереву, пластмассе, стеклу и прочим материалам.
Основная задача фрезеровки – механическое снятие с поверхности верхнего слоя посредством фрезы или более современных лезвий. Что можно сделать с помощью разных схем фрезерования:
- распил детали на два и более элемента;
- шлифовка – применяются специальные насадки с мелким абразивным веществом;
- наносить специальную гравировку, узоры;
- просверлить отверстие с последующим нанесением внутренней и внешней резьбы, и многое другое.

У фрезеровщика всегда есть большой набор фрез (они могут быть многозубчатые, режущие). В зависимости от того, как оснастка установлена в оборудовании (горизонтально, вертикально), будет производиться обработка. Помимо этого, если режущая кромка будет установлена в определенном направлении, то можно говорить про угол резания. Среди классических можно выделить цилиндрические, торцевые, концевые, зубчатые, фасонные, а остальные – более сложные.
Перечислять сферы применения фрезеровки бессмысленно, поскольку аппарат применяется при изготовлении как крупных, так и мельчайших изделий, которые, в свою очередь, могут использоваться в абсолютно разных производственных процессах, как то: автомобилестроение, станкостроение, металлообработка и даже ювелирные мастерские.
Основным преимуществом использования фрезерования является то, что обрабатывать можно любой материал вне зависимости от его прочности. В зависимости от заготовки, а именно ее формы и стройматериала, подбирают фрезу.
Сейчас считается популярной фигурная резка алюминия, потому что этот металл очень легкий, он используется в архитектуре, дизайне помещений. Он отличается достаточной прочностью, но при этом прост в металлообработке, имеет малый вес и низкую температуру плавления. Алюминий не только можно вырезать фигурным способом, но и делать гравировку, узор, не оставляя на поверхности заусенцев.
Стоит отметить, что большинство станков ЧПУ легко перенастроить к другим материалам. Набирает популярность трехмерная фрезеровка пластика. Из него делаются элементы для салона автомобиля, различные корпусы.
К преимуществам следует отнести:
- Высокую скорость обработки.
- Небольшую себестоимость работ.
- Большое многообразие схем и процедур.
Это два самых распространенных вида, которые уже своим названием характеризуют основное отличие. По пути, то есть по подаче, как говорят многие фрезеровщики, – это способ отделки, в ходе которого фреза вращается в ту же сторону, в которую направлен ход заготовки. У метода есть преимущества:
- Естественным образом происходит прикрепление обрабатываемой стали к станине, поэтому нет необходимости очень сильно закреплять изделие к столу.
- Износ зубьев у режущей кромки незначительный, потому что вдоль движения они затупляются намного меньше.
- Припуск снимается очень плавно, поэтому на покрытии поддерживается оптимальный уровень шероховатости.
- Легкое стружкоотведение – стружки не лезут под нож.
К недостаткам следует отнести:
- Не подходит для металлообработки грубых, неподготовленных поверхностей, то есть для обдирочных работ.
- Твердые включения могут затупить лезвие.
- Необходима высокая жесткость станка, чтобы не было сильных вибраций.
- Минимальное количество зазоров.
Встречное фрезерование металла – это направление фрезы на встречу движения заготовки. Основные характеристики: производительность повышается, а вместе с тем увеличивается и износ оснастки.
Плюсы:
- Мягкий процесс резания с небольшой нагрузкой на механизм.
- Сырье в ходе работы подвергается небольшой деформации, что упрочняет материал.
Минусы:
- Сила резки уходит частично на отрыв шаблона от стола, поэтому нужна надежная фиксация.
- Нельзя использовать высокий режим с большой скоростью, потому что быстро происходит износ фрезы.
- Стружка сходит в неудобную сторону – она может попасть в зону резания.
Когда какой тип применяется
Способ применяется в зависимости от материала и от степени металлообработке. При первичной (обдирочной) обработке стали лучше применять встречный вариант, в то время как при последующем движении рекомендовано использовать метод «по пути».
Когда вы работаете с мягким типом металла, лучше работать попутной технологией, а если есть твердые включения – идти навстречу заготовке.
В основном специалисты классифицируют деятельность по выбранной фрезе. Можно различать фрезерование:
- Торцовое. В этом случае с помощью лезвий создаются канавки, подсечки и прочие боковые элементы вырезки стали. Также срезаются торцы.
- Концевое. Для вырезания уступов по вертикали и по горизонтали.
- Цилиндрическое. Для обработки прямых или фигурных поверхностей.
- Зубчатое – создание зубцов на колесах и иных деталях.
- Фасонное. С помощью соответствующего инструмента делаются фаски (сферы, эллипсы и пр.).
Это неполный перечень видов работ. В зависимости от типа оснастки может быть произведена отделка сверлом, зенкер, отрезными фрезами, криволинейными типами, двойными дисками и другими.
Кроме того, существует классификация по способу установки инструмента – горизонтальное, вертикальное или по диагонали, то есть под углом.
В зависимости от того, как устроено производство на заводе (крупные или мелкие серии, разновидность процедур), закупается одно универсальное оборудование с возможностью его быстро перенастраивать или несколько узкоспециализированных, которые отличаются своей определенной задачей.
В первом случае рекомендуем устанавливать устройства с ЧПУ от https://stanokcnc.ru/. Так вы сможете быстро переустанавливать оснастку, крепить заготовку, а программу и режим, скорость резания выберет сам аппарат, исходя из параметров исходного сырья и схемы металлообработки.
Во второй представленной ситуации, когда видов установок несколько, дополнительно создается конвейерная лента.
Есть три признака, по которым проходит классификация:
- По форме, например, цилиндрические, конусные, сферические, дисковые.
- По назначению: торцевые, отрезные, прорезные, пазовые.
- По материалу, который они обрабатывают. Нас, в данном случае, интересуют те, которые предназначены для обработки металла.
Конструкционные отличия
Конструктивно они различаются на следующие типы:
- Кольцевые, или корончатые сверла. Они нужны для получения отверстий с более высокой точностью и увеличенной в 4 раза скоростью, относительно обычного сверления.
- Червячные – касаются стали одновременно несколькими режущими краями.
- Фасонные с остроконечными или затылованными зубьями. Имеют два ряда лезвий, а второй подвид отличается наличием острых краев с внутренней торцевой стороны.
- Концевые – для создания пазов, уступов.
- Угловые – отлично обрабатывают кривые поверхности и углы.
- Цилиндрические с винтовыми или прямыми зубьями. Первые универсальны, вторые – только для прямых покрытий.
- Торцевые – монолитные или со сменными пластинами.
- Дисковые – предназначены, как правило, для отрезки стального листа и прорезки канавок.
Если установлен станок старого типа, то его наладка происходит вручную перед каждой новой процедурой. От верности движений мастера зависит:
- Снятие определенной толщины слоя за один проход.
- Скорость вращения инструмента (обороты шпинделя).
- Плавность и направление подачи заготовки.
В основном все параметры занесены в таблицы, но они имеют свои погрешности, особенно если взята некачественная сталь, оборудование обладает недопустимым уровнем вибрации, то есть плохим креплением, а также выбран старое приспособление.
Чтобы не допускать таких ошибок, выгоднее приобрести станок с ЧПУ.
В целом действия являются одинаковыми, но чем современнее механизм, тем меньше действий нужно делать оператору.
На обычной установке
Классический алгоритм:
- Заготовку фиксируют на столе.
- В шпиндель вставляют необходимую фрезу, выбирая при этом угол и направление.
- Ручками задают глубину резания.
- Выставляют скорость, она определяется в оборотах в минуту.
- Включают аппаратуру, регулируя движение бабки и держателя инструмента.
С ЧПУ
Последовательность:
- Фиксация изделия.
- Проектирование будущей детали на компьютерной программе.
- Установка схемы на пульт управления.
- Монтаж.
- Запуск.
Как мы видим, исключаются одни из важнейших этапов – изначальный выбор режимов и последующее управление приспособлением
Лазерная обработка
Не будем приводить алгоритм, скажем только, что он отличается от последнего отсутствием необходимости выбора и крепежа резца. Ведь в установке основное воздействие не механическое, а тепловое – под воздействием луча лазера происходит испарение металла.
Есть процессы, которые могут повлиять на качество результата:
- Стружка. Если она попадает в зону резания, то может сделать деталь дефектной или повредить саму режущую кромку.
- Наклеп. Из-за увеличения температуры в зоне резки происходит повышение твердости края при снижении его прочности.
- Трение и вибрации – они естественным образом приводят к более медленному процессу.
Мы рекомендуем:
- Использовать вещества и жидкости для смазывания и охлаждения рабочей зоны.
- Заранее предусмотреть отвод стружки.
- Использовать виброгасители.
Все это вместе с правильным подбором режима поможет избежать основных сопровождающих явлений.
В статье мы рассказали про фрезеровку – что это такое и какие обширные сферы применения она имеет. Теперь мы предлагаем каждому читателю опробовать все возможные функции на своем универсальном станке.
По часовой vs против (попутное или встречное фрезерование) — Работа с оргстеклом/акрилом
#1
OFFLINE
mitya77
Отправлено 03 Март 2011 — 02:40
приветствую вас камрады)
скажите пожалуйста, как лучше пилить допустим акрил/ стекло, по часовой или против и есть ли вообше разница?
- Наверх
#2
OFFLINE
vv92
Отправлено 03 Март 2011 — 03:06
Ну традиционно, встречное быстрое фрезерование более качественно, чем попутное. Встречное, когда вращение инструмента совпадает с направлением подачи (более агрессивные роутеры легче откалывают материал), кто будет спорить-посмотрите на кромки после подсевшей фрезы . При вырезании, у вас с одной стороны всегда встречное, с другой попутное — выбирайте, где нужно более высокое качество. Да, для фрезы с правым вращением, правым винтом, ну и шпиндель должен вращаться вправо. Для фрез с удалением стружки вниз — все наоборот, но там есть такая тонкость — прижатая стружка, не отводит тепло и «толстые» материалы часто сложно обработать.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#3
OFFLINE
vv92
Отправлено 03 Март 2011 — 03:47
Будете смеяться, но физику процесса я понял на этом форуме (както раньше не задумывался). Кто-то задал вопрос о тепловом режиме резания, пришлось покопаться и сильно изменил свои понимания в процессах резания, хотя считал, что практически все понимаю. Меня, к примеру сварщик недавно удивил (дурацкая привычка «потрогать » все своими руками). Я ну типо, научился сам варить (поверьте приличным инструментом, денег точно не заработаю, но прям балдею от новых навыков ) и он мне показал, что на вертикальных швах электрод нужно держать на 90 гр. под другим углом, ну каплю рассплавленного металла можно «подгонять» наверх, с низу-вверх я варил, снизу вверх (ну как положено), но каплю в кратере электродом не поддерживал-век живи, век учись )
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#4
OFFLINE
Buzl
Отправлено 03 Март 2011 — 12:01
3.2011, 23:40″>приветствую вас камрады)
скажите пожалуйста, как лучше пилить допустим акрил/ стекло, по часовой или против и есть ли вообше разница?
разница большая. от глубины до размера фрезы и её марки.
ежели правильная фреза (прямой гравер) то лучше попутно. не оставляет полос на режущей. имхО
- Наверх
#5
OFFLINE
MFS
Отправлено 03 Март 2011 — 12:39
Соглашусь с Buzl — попутно акрил, как правило, лучше. Навстречу однозначно лучше только ДСП.
Сообщение отредактировал MFS: 03 Март 2011 — 12:41
- Наверх
#6
OFFLINE
valery_k
Отправлено 03 Март 2011 — 13:02
Чистовая обработка металлов, попутное фрезерование.
- Наверх
#7
OFFLINE
mitya77
Отправлено 04 Март 2011 — 02:00
разница большая. от глубины до размера фрезы и её марки. ежели правильная фреза (прямой гравер) то лучше попутно. не оставляет полос на режущей. имхО
фреза обычная однозаходная,акрил пилил и так и так,разницы не заметил)
а вот композит,при встречном фрезеровании получается чище!
- Наверх
#8
OFFLINE
ky3nets
Отправлено 05 Апрель 2019 — 20:38
Ну традиционно, встречное быстрое фрезерование более качественно, чем попутное.
Полностью согласен, при встречном фрезеровании край получается чище, по мне самый проблематичный это ЛДСП, эти извечные сколы «чуть что не так», вот при встречном их нет, в то-же время на попутном есть (см. фото)
Прикрепленные изображения
- Наверх
Введение в фрезерные станки с ЧПУ и траектории
Время прочтения: 7 мин.
Эта статья является дополнением к книге «Начало работы с ЧПУ» и представляет собой введение в различные типы фрезерных станков с ЧПУ и программное обеспечение, используемое для проектирования деталей, которые они производят. Здесь мы собираемся обсудить терминологию фрезерования с ЧПУ, траектории движения инструмента и общие операции.
Стружкообразование
Возможно, вы видели изображения, подобные рис. 1, на которых показано, как фрезерный инструмент создает как сжимающие, так и сдвигающие напряжения при резке заготовки. Эти напряжения создают зону сдвига, и часть заготовки срезается в то, что мы называем стружкой, которая имеет тенденцию лететь в направлении лица оператора — вот почему слесари носят защитные очки!
Этот тип резания может показаться простым и понятным, но механизм формирования стружки сложен и изучается годами.
Рисунок 1: Формирование стружки
В процессе резания выделяется довольно много тепла, и стружка уносит это тепло при выходе из заготовки. Хорошие операторы обращают внимание на цвет и форму стружки, чтобы убедиться, что процесс оптимален — наблюдая за стружкой, они знают, когда нужно отрегулировать охлаждающую жидкость или скорость резания и подачу.
Стружка, скручивающаяся в форме цифр шесть или девять, обычно означает, что процесс работает оптимально, но идеальная форма стружки зависит от прочности материала. Другие свойства материала также влияют на форму стружки. Например, при измельчении хрупких материалов обычно образуется прерывистая стружка.
Попутное фрезерование по сравнению с обычным фрезерованием
Существует два метода фрезерования материала, которые зависят от того, режет ли вращение шпинделя толщину от максимальной до минимальной или наоборот. Первый метод, обычное фрезерование, чаще встречается на ручных фрезерных станках и при резке с вектором вращения шпинделя, противоположным направлению резания. Инструмент вращается таким образом, что разрезает заготовку от меньшей толщины к большей (см. рис. 2).
Рис. 2: Обычное фрезерование
Второй метод, называемый попутным фрезерованием, использует вектор вращения шпинделя, соответствующий направлению резания. В этом процессе инструмент вращается, разрезая заготовку от большей толщины к меньшей (см. рис. 3). Попутная резка с ЧПУ-фрезерованием выгодна, поскольку она снижает давление резания и выделяет меньше тепла, что приводит к превосходному качеству поверхности заготовки.
Рис. 3: Попутное фрезерование
Скорость резания и подача
Вращение инструмента определяется как число оборотов в минуту (об/мин), а движение инструмента по направлению к заготовке называется скоростью подачи, определяемой в дюймах в минуту (дюйм/мин). Это два основных параметра обработки, которые необходимо отслеживать и контролировать.
При ручном процессе машинисты могут определить, слишком ли велика скорость резания или вращение инструмента, по давлению и вибрации при резке. При использовании автоматизированных станков с ЧПУ операторы полагаются на показания и цвет стружки, но с практикой и опытом вы можете почувствовать хорошую начальную скорость и подачу для различных материалов.
Моделирование CAM также может дать вам общие начальные параметры, но они не учитывают состояние режущего инструмента. При покупке новых инструментов рекомендуется обратиться к каталогу производителя, чтобы ознакомиться с конкретными соображениями по материалам, износоустойчивости и температурным воздействиям ваших инструментов.
Типичные формулы для определения соответствующих скоростей и подач показаны ниже. В зависимости от инструмента и вашего поставщика вам могут потребоваться дополнительные параметры уравнения для учета различных типов диаметров резания, диаметра резания на глубине резания, количества эффективных режущих кромок на торце и других.
Уравнение для скорости вращения
N = Скорость вращения (об/мин)
v = Скорость резания (SFPM)
D = Диаметр фрезы Подача
Уравнение для скорости подачи
fr = скорость подачи [расстояние/мин]
N = скорость вращения
nt = количество зубьев на фрезе
f = подача (дюйм/зуб)
Траектории
Траектории инструмента следует в процессе обработки. Программное обеспечение CAD и CAM имитирует траектории движения инструмента, генерируя положения координат, которым будет следовать режущий инструмент в процессе обработки. Это позволяет обнаруживать помехи между держателем инструмента и заготовкой, рассчитывать скорость и знать, когда вы по ошибке запрограммировали рез за пределами заготовки.
2D-траектории
В зависимости от количества осей и способа их перемещения траектории фрезерных станков с ЧПУ можно классифицировать как 2D-, 3D-, 4-осевые или 5-осевые. На рис. 4 показан пример 2D-траекторий, представляющих собой операции, определенные в плоскости X-Y.
Рисунок 4: Пример 2D-траектории Источник изображения: Autodesk Fusion
В этот момент вам может быть интересно, почему мы обсуждаем 2D-траектории. Ведь станки с ЧПУ не работают с тремя осями и более?
Ну, термин 2D немного вводит в заблуждение, потому что есть значение по оси Z, но это значение только позиционирует инструмент на определенной глубине и остается постоянным во время операции. Итак, если вы смотрите только на операцию разреза, метка 2D имеет смысл, поскольку разрез происходит только в плоскости X-Y. Другими словами, заготовка режется перпендикулярно инструменту.
Z-уровни и обработка карманов
Возможно, вы слышали, что 2D-траектории называются 2 ½ D, потому что некоторые считают, что это лучший термин для этого типа траекторий. Однако эта терминология проблематична при обработке карманов в деталях. На Рисунке 4 выше синие линии за пределами детали — это 2D-траектории, где движение резания происходит в плоскости X-Y.
Однако карманы в детали сложны: если инструмент уже находится на высоте кармана, а резка происходит только в плоскости X-Y, как инструмент может вырезать карман? Разве он не сверлит в направлении Z, чтобы поместить инструмент внутрь заготовки на определенной высоте и превратить его в 3D-траекторию?
Короткий ответ — нет. Для фрезерования карманов станок использует Z-уровни, где инструмент располагается на одной отметке по Z, а операция резания выполняется в плоскости X-Y на этой отметке Z. Затем станок переходит на следующий уровень Z и так далее, пока карман не будет полностью фрезерован, что создает впечатление резки по оси Z, хотя на самом деле это не так.
Общие 2D-операции
2D-траектории и 2D-операции определяются в плоскости X-Y, а на рисунке 5 ниже показаны некоторые из наиболее распространенных 2D-операций:
Рисунок 5: 2D-операции Источник изображения: Autodesk Fusion
- Облицовка: эта траектория используется в качестве отправной точки для создания плоских граней и квадратных ребер.
- 2D-контурные операции: они используются для чернового контура и чистовой обработки наружных стенок деталей, как показано синими линиями на рис. 4.
- Создание карманов: как следует из названия, этот тип операции удаляет материал для создания карманов.
- Фрезерование пазов: Подобно фрезерованию карманов, инструмент работает на Z-уровнях, но создает пазы специальной формы.
- Фрезерование фаски: Эта траектория создает фаски на углах кромок под определенными углами.
- Радиус (угол-скругление) Фрезерование: Аналогично фаске, но получаемый угол кромки круглый.
3D-траектории
2D-траектории определяются в плоскости X-Y, но когда операция также включает движение по оси Z, она становится 3D-траекторией. Эти траектории используются для обработки более сложных форм, таких как пресс-формы, штампы, органические топологии и геометрии с составными закруглениями — как правило, 3D-траектории используются для вырезания форм, которые обычно невозможны с 2D-траекториями.
Если вы использовали 3D-сканер, вы знаете, что вместо создания типичной геометрии САПР отсканированные геометрические фигуры создаются в виде сетки или массива треугольников в модели. Точно так же программное обеспечение CAM создает треугольную сетку, представляющую обрабатываемую геометрию, и эта сетка используется для расчета трехмерной траектории. Этот процесс сложен, и моделирование занимает больше времени, так как программное обеспечение должно рассчитывать и постоянно контролировать траекторию движения инструмента, чтобы гарантировать, что инструмент не будет мешать заготовке.
Рисунок 6: Пример 3D-траектории Источник: Autodesk Fusion
Общие 3D-операции
Теперь, когда вы знаете, как определяются 3D-траектории и 3D-операции, давайте посмотрим, что делают различные 3D-операции. На рис. 7 показаны некоторые из наиболее распространенных 3D-операций, после чего приводится разбивка каждой из них:
Операции очистки
Операции очистки являются черновыми операциями, или, другими словами, они в основном используются для удаления сыпучего материала.
- Адаптивная очистка используется для удаления больших площадей материала. Эта стратегия делит заготовку на серию Z-уровней (разные отметки), а затем обрабатывает их, начиная снизу.
- Очистка кармана аналогична адаптивной очистке тем, что программное обеспечение CAM делит заготовку на Z-уровни. Но при зачистке кармана обработка идет поэтапно, от середины к краю горизонтального участка по проходам со смещением.
Рисунок 7: 3D-операции Источник изображения: Autodesk Fusion
Чистовые операции
Чистовые операции улучшают чистоту поверхности, точность размеров и допуски. Другими словами, эти фрезерные операции обеспечивают заданную чистоту поверхности.
- Параллельная обработка используется для геометрий, которые можно разделить на плоскости с похожими контурами. Проходы параллельны в плоскости X-Y и следуют поверхности в направлении Z.
- Чистовая обработка контура аналогична операции 2D-контура, но состоит из нескольких контуров на разных высотах Z.
- Чистовая обработка с уклоном аналогична чистовой обработке контура, но, как следует из названия, выполняется с уклоном вниз по стенкам, а не с постоянной отметкой Z.
- Плоская обработка аналогична операции торцовки 2D.
- Гребень Чистовая обработка состоит из проходов на постоянном расстоянии друг от друга со смещением внутрь по поверхности.
- Спираль Финишная обработка представляет собой спираль, проецируемую вниз на обрабатываемую поверхность.
- Радиальная чистовая обработка состоит из проходов по радиусам дуги, проецируемой затем вниз на обрабатываемую поверхность.
Другие операции
Другие операции могут быть определены как очистка или завершение в зависимости от параметров программного обеспечения CAM.
- Горизонтальная зачистка обрабатывает плоские участки детали так же, как зачистка карманов, и применима как для черновой, так и для чистовой обработки.
- Операции Pencil создают трехмерные траектории вместе с внутренними углами и скруглениями с радиусами, меньшими или равными радиусу угла инструмента.
- Преобразование спирали Операции аналогичны операции спирали, за исключением того, что спираль создается из выбранной границы вместо обрезки созданных проходов до границы обработки.
- Траектории Morph включают обработку между двумя кривыми в соответствии с их формой.
Вывод
Надеемся, что эта статья дала вам лучшее представление о резах и траекториях фрезерных станков с ЧПУ. Если вы хотите узнать больше об обработке с ЧПУ, посетите наш ресурсный центр, где вы найдете дополнительные статьи, веб-семинары и руководства, которые помогут вам в полной мере использовать возможности станков с ЧПУ для реализации вашего следующего продукта.
И помните, если вам понадобится помощь в вашем следующем проекте, у Fictiv есть команда экспертов, которые помогут вам быстрее и качественнее создавать детали с ЧПУ. Создайте учетную запись и загрузите свой дизайн сегодня!
Попутное фрезерование Vs. Обратное фрезерование
Опубликовано: Март. 12 марта 2021 г. | By WayKen Rapid Manufacturing Limited
Специалисты используют бесчисленные методы фрезерования с ЧПУ, чтобы максимально использовать возможности своего станка с ЧПУ в зависимости от размера, формы, характеристик и материала обрабатываемой детали. Одним из таких методов, используемых в обрабатывающей промышленности, является использование различных подходов к резанию, а именно попутного и обратного фрезерования. Использование правильного типа резки для конкретного применения играет важную роль в успешной обработке. Чтобы сначала все представить в перспективе, ниже приведены определения каждого из них:
Попутное фрезерование
Также известно как попутное фрезерование. Этот подход включает подачу рабочей части в том же направлении, что и режущий инструмент, что приводит к снижению силы резания. Зацепление фрезы с рабочей частью на ее входе будет резать максимальное количество материала, а затем постепенно достигнет нуля по мере вращения фрезы. При одинаковом направлении подачи и вращения режущего инструмента возникает меньшее сопротивление между фрезой и заготовкой. Это может означать меньшее выделение тепла в процессе обработки.
Обратное фрезерование
Также называется фрезерованием. Этот подход известен как традиционный способ фрезерования, при котором рабочая деталь подается против направления вращения режущего инструмента, вызывая направленное вверх усилие резания. Здесь режущий инструмент прижимается к рабочей части, создавая относительно высокое трение и, в свою очередь, выделяя большее количество тепла. При встречном фрезеровании, в отличие от попутного, фреза начинает вычитать минимум материала, пока постепенно не срежет максимум материала по мере вращения.
WayKen предоставляет различные услуги по обработке с ЧПУ , включая фрезерование, токарную обработку, электроэрозионную и проволочную электроэрозионную обработку, а также шлифование поверхностей.
В чем разница между встречным и попутным фрезерованием?
Эти два метода отличаются способом подачи. Для дальнейшего пояснения ниже приведено сравнение того, как они различаются по зацеплению зубьев, эвакуации стружки, силам резания, износу фрезы и охлаждению.
1. Зацепление зубьев
Из-за противоположного направления резания при обратном фрезеровании стружка нагружается на зубья минимально. Это означает, что по мере зацепления зуба с заготовкой ширина стружки увеличивается от нуля до максимума. При попутном фрезеровании зуб режущего инструмента начинает срезать стружку материала от максимума до нуля по мере того, как каждый зуб входит в зацепление с заготовкой.
В идеале, чтобы обеспечить превосходное качество поверхности, необходимо обеспечить минимально возможную толщину стружки в конце резания. Вот почему обратное фрезерование предпочтительнее для черновой обработки, а попутное — для чистовой обработки.
2. Эвакуация стружки
Еще одно отличие этих двух методов фрезерования заключается в том, что полученная стружка по-разному отделяется от обрабатываемой детали. Стружка в процессе обратного фрезерования отбрасывается вверх, а в процессе попутного фрезерования стружка отделяется в направлении вниз. Это означает, что при встречном фрезеровании стружка имеет тенденцию скапливаться в зоне резания и может застревать или уноситься режущей кромкой во время операции фрезерования, что приводит к ухудшению чистоты поверхности. С другой стороны, при попутном фрезеровании стружка легко покидает заготовку, не сильно мешая резанию. Вот почему попутное фрезерование считается более подходящим для удаления стружки.
3. Силы резания
Что касается входа и выхода режущего инструмента в обоих подходах, их сила резания для обоих методов фрезерования также различается. Сила резания при обратном фрезеровании начинается от нуля до максимума, а при попутном фрезеровании — от максимума до нуля. Из-за того, что материал разрезается при попутном фрезеровании, при фрезеровании с ЧПУ может быть достигнуто относительно низкое энергопотребление.
В дополнение к этому сила резания при обратном фрезеровании направлена в противоположную сторону, стремясь приподнять заготовку из ее зажима. С другой стороны, сила резания при попутном фрезеровании направлена вниз, поэтому она обеспечивает зажатие рабочей части, уменьшая вероятность выдергивания рабочей части.
4. Износ режущей кромки
Поскольку обратное фрезерование режется в противоположном направлении, возникает более высокое трение, что увеличивает вероятность износа режущей кромки. При попутном фрезеровании износ инструмента относительно минимален, поскольку он режет материал в том же направлении, что и его подача.
Когда использовать обратное и встречное фрезерование?
При фрезеровании с ЧПУ как попутное, так и обратное фрезерование дает преимущество в данной ситуации и приложении. Ниже описаны их преимущества и обстоятельства, при которых их лучше всего использовать:
Преимущества обратного фрезерования
Обратное или встречное фрезерование — это традиционный способ обратного фрезерования, когда станки еще не были оснащены компенсаторами люфта. Противоположные силы в этом подходе устраняют ошибки, которые может вызвать люфт машины.
Этот подход к фрезерованию предпочтителен для решения сложных задач черновой обработки деталей из твердых и хрупких материалов (например, закаленных, литых или кованых). В дополнение к его черновому применению, машинисты, как правило, используют обратное фрезерование при резке тонкостенных и протяженных поверхностей. Причина этого в том, что отклонение сводится к минимуму из-за противодействующих сил при резке.
Преимущества попутного фрезерования
Со временем технология фрезерных станков с ЧПУ развивалась, в их механизмы интегрировались компенсаторы люфта, что позволяет операторам использовать попутное фрезерование в своих процессах.
Попутное фрезерование считается наиболее эффективным способом обработки деталей в обычных условиях, поскольку, как правило:
● При нем снижается нагрузка от режущей кромки, что приводит к меньшему износу инструмента и увеличению срока его службы.
● Обеспечивает гладкую поверхность благодаря подходу резки (от толстого к тонкому)
● При этом выделяется меньше тепла, чем при обратном фрезеровании.
● Требуется менее критичное крепление.
● Лучше удаляет стружку.
Несмотря на все эти преимущества, при попутном фрезеровании следует соблюдать осторожность. Это люфт станка и отклонение как фрезы, так и рабочей части.
Заключение:
Попутное и обратное фрезерование — это разные подходы, используемые при оказании услуг по фрезерованию с ЧПУ, оба из которых дают преимущество в данной ситуации или приложении. Основное различие между ними заключается в направлении резания и подачи. При попутном фрезеровании материал подается в том же направлении, что и вращение режущего инструмента. С другой стороны, при обратном фрезеровании материал подается в направлении, противоположном вращению режущего инструмента.
Из приведенного выше обсуждения можно сделать следующие выводы:
● Попутное фрезерование является предпочтительным процессом, когда требуется гладкая поверхность, тогда как обратное фрезерование используется для черновой обработки.
● Попутное фрезерование обеспечивает лучшее тепловыделение, меньшую нагрузку и лучшую эвакуацию стружки.
● Обратное фрезерование — хороший процесс, когда речь идет о минимизации люфта и прогиба станка.
Функции фрезерования
| Открытое задание->Слои Tab->Редактировать слой | |
| Меню Панель->Слой->Редактировать слой. .. |
Общие
Все настройки сохраняются из Редактировать
Диалог слоя.
|
- Смещение инструмента
- Укажите, должна ли фреза находиться внутри или снаружи закрытого
кривой или в центре линии. - Для закрытых кривых у нас также есть функция размывания.
функция доступна.
- Направление
- Укажите направление фрезерования вокруг замкнутой кривой.
- Этот параметр оказывает огромное влияние на качество конечного продукта.
- Примечание. Эта функция переопределяет исходное направление кривой.
- Диаметр инструмента
- Укажите диаметр фрезы.
- Все замкнутые кривые будут смещены на половину значения снаружи или внутри,
зависит от выбора смещения инструмента.
- Размывка малых кривых
- Используйте эту функцию для промывки всех закрытых
Кривые меньше порогового значения.
- Многопроходная глубина
- Укажите максимальную глубину фрезерования за каждый проход.
- Рекомендация: это значение должно быть ограничено 1–1,5-кратным значением параметра Milling.
Диаметр биты.
- Измерение / Толщина материала
- Укажите, следует ли брать толщину материала из измерения толщины материала
выполняется в начале работы. - Если нет, укажите толщину.
- Толщина материала используется при расчете глубины каждого прохода.
- Толщина стенки
- При создании задания с несколькими проходами указание
Толщина компенсирует глубину всех проходов, так что только тонкий слой материала
остается для дополнительного финального прохода. - Сила вакуумного прижима всех режущих устройств имеет ограничения, и мелкие детали могут
сдвиг на режущей поверхности при фрезеровании. - В результате получается нежелательный срез на краю детали, где
Бит вступил в контакт во время смены. - Этот эффект устраняется или значительно уменьшается с помощью толщины паутины.
- Когда у фрезы остается меньше материала для обработки на последнем проходе,
меньше вероятность того, что деталь сдвинется после завершения резки, потому что меньше силы
применяется к детали с помощью фрезы.
- Смещение чистового прохода
- Укажите смещение, которое будет использоваться для последнего чистового прохода.
- Отверстия
- Выберите этот параметр, чтобы просверлить отверстия.
Многопроходное фрезерование
| 1. проход | 2. пройти | 3. проход — фрезерование и очистка пути (Web Толщина). |
Многопроходное фрезерование требуется, если вы хотите фрезеровать материал
где толщина больше, чем в 1-1,5 раза больше, чем у фрезы
диаметр.
Чистовой проход Фрезерование
Финишный проход — последний проход многопроходного производства. Этот проход немного смещен или сокращен по сравнению с другими проходами. Результатом является окончательный проход, который сбривает всю кромку детали; удаление любых доказательств iPC автоматически увеличивает смещение инструмента, чтобы компенсировать |
Вымывание
Использовать тип слоя: Размытый Wash Out — это функция фрезерования всей площади Используйте эту функцию, чтобы размыть замкнутые кривые в |
Отверстия
Использовать тип слоя: сверло Когда вы указываете, что слой должен сверлить отверстия, отверстия будут Типичный пример показан слева. Геометрия (круги) будет преобразована в отверстия и просверлена. |
Нужна дополнительная помощь? Справочный центр Esko•
Портал поддержки программного обеспечения•
Информация о продукте на Esko.com
Что такое фрезерование? Подъем по сравнению с обычным процессом фрезерования
Фрезерование, пожалуй, самая универсальная операция обработки металла. С современными многоосевыми фрезерными станками с ЧПУ вы можете изготовить практически любую вообразимую форму.
Знаете ли вы одно важное различие между токарным станком и фрезерным станком? Есть предположения?
В отличие от токарного станка, где инструмент подается на вращающуюся заготовку , на фрезерном станке заготовка подается на вращающийся многозубый инструмент (фреза).
При вращении фрезы каждый зуб фрезы удаляет небольшое количество материала с движущейся заготовки за каждый оборот фрезы.
Содержание страницы
- Что такое фрезерный станок?
- Части фрезерной машины
- 2 типы фрезерования
- Светь по сравнению с традиционным фрезерованием
- Операции фрезерования
- .
- Как выбрать фрезерный станок?
Что такое фрезерный станок?
Ваш фрезерный станок является вторым по важности станком после токарного станка с точки зрения универсальности. Ваш фрезерный станок может обрабатывать плоские, криволинейные или неровные поверхности, а также выполнять сверление, развертывание, растачивание и многие другие операции.
Ваш простой фрезерный станок будет оснащен моторизованным шпинделем, на котором крепится и вращает фрезу, и подвижным столом, на котором крепится и подается заготовка.
Ваш фрезерный станок можно классифицировать как вертикальный или горизонтальный в зависимости от ориентации шпинделя. Кроме того, ваш фрезерный станок может быть коленного и колонного типа, с фиксированной станиной, плунжерного типа, строгального типа, револьверного типа и т. д. Ваш фрезерный станок имеет шпиндель с независимым двигателем, систему охлаждения под давлением, переменную скорость вращения шпинделя. , и подачи, ручные и механические подачи стола (включая быстрое перемещение). Некоторые из ваших фрезерных станков имеют более одной фрезерной головки, вертикальной или горизонтальной, или их комбинации.
Ваш фрезерный станок имеет движения по осям X, Y и Z, в зависимости от конструкции вашего фрезерного станка эти движения придаются столу или фрезерной головке; также движения могут быть распределены между столом и фрезерной головкой. Многие из ваших фрезерных станков имеют движение шпинделя через блок пиноли.
Части фрезерного станка
Большинство фрезерных станков, которые вы используете, относятся к классическому коленному и колонному типам, а другие — к станкам с фиксированной станиной, в которых неподвижная станина заменяет колено. Конструктивные детали вашего фрезерного станка изготовлены из чугуна, так как чугун обладает хорошими амортизирующими свойствами.
Итак, основными частями вашего фрезерного станка коленного и колонного типа являются:
- Основание , поддерживающее всю конструкцию станка.
- Вертикальная полая колонна установлена на основании и содержит систему привода шпинделя, стола, колена и т. д.
- Колено устанавливается на направляющие колонны и поддерживает седло и стол; колено имеет движение вверх и вниз.
- Седло устанавливается на направляющие колена и имеет поперечное перемещение.
- Стол станка установлен на направляющих седла и имеет продольное движение вперед и назад.
- И другие детали, такие как балка и система охлаждения.
Блок пиноли : В вашем фрезерном станке позиционирование заготовки и фрезерование осуществляется с помощью перемещения по осям X, Y и Z. Благодаря расположению пиноли вы можете перемещать шпиндель станка для задания глубины резания. Ваш фрезерный станок может иметь автоматическое движение пиноли. . Вы можете включить/выключить движение пиноли или заблокировать шпиндель в определенном положении.
2 типа фрезерования
В зависимости от направления вращения фрезы и направления подачи заготовки процесс фрезерования можно разделить на фрезерование вверх (обычное) и фрезерование вниз (попутное).
- Фрезерование вверх (обычное) : Здесь направление подачи заготовки противоположно направлению фрезы.
- Фрезерование вниз (подъем) : Здесь направление подачи заготовки и направление фрезы совпадают.
Итак, в чем разница между встречным и попутным фрезерованием?
Попутное фрезерование по сравнению с обычным фрезерованием
При встречном или обычном фрезеровании силы резания имеют тенденцию поднимать заготовку и стол, на котором закреплена заготовка; встречное фрезерование благоприятно для фрезы, так как начальная нагрузка на зубья фрезы минимальна, однако приводит к ухудшению качества обработанной поверхности. Как правило, вы используете процесс встречного фрезерования для чернового фрезерования и на прочных станках, способных выдерживать силы резания.
При попутном фрезеровании силы резания толкают заготовку вниз, что помогает при фрезеровании тонких заготовок и обеспечивает хорошее качество поверхности. Однако внезапная и максимальная нагрузка на фрезу в начале попутного фрезерования неблагоприятна для фрезы.
Процесс резания на вашем фрезерном станке представляет собой прерывистую операцию резания, при которой существует очень небольшой промежуток времени между выходом одного зуба из заготовки и входом в заготовку другого зуба.
В реальной жизни вы должны использовать комбинацию встречного и попутного фрезерования для достижения оптимального съема металла и качества поверхности. Добиться этого помогут правильно спроектированная геометрия инструмента, смазочно-охлаждающая жидкость и охлаждающая жидкость.
Фрезерование
Фрезерование плоских поверхностей
Прежде всего, давайте рассмотрим различные типы фрезерных операций, которые позволяют получить плоские рабочие поверхности.
Периферийное фрезерование
При периферийном фрезеровании ось вращения фрезы параллельна обрабатываемой поверхности, а резка выполняется режущими кромками на внешней периферии фрезы. Вы можете добиться процесса резки, подавая заготовку против вращающегося резака.
Типы периферийного фрезерования
В Фрезерование плит ширина вашей фрезы намного больше, чем ширина заготовки.
В долбление или пазовое фрезерование ширина фрезы, называемой «долбежным», меньше ширины заготовки; долбежный станок имеет режущие кромки на периферии, а также на обеих сторонах.
Вы можете выполнить боковое фрезерование вашей заготовки, задействовав только один «боковой торцевой зуб» долбежного станка.
Фрезерование с разворотом аналогично боковому фрезерованию, и резка происходит одновременно на двух параллельных сторонах заготовки; Вы можете выполнить фрезерование с двух сторон, установив на оправку шпинделя два долбяка, разделенных прокладками необходимой ширины. При фрезеровании с двух сторон два долбежных станка, установленных на оправке, работают вместе.
Вы можете использовать тонкий долбежный станок, называемый «резак для продольной резки» или «резак для продольной резки» ; продольно-резательный станок тоньше долбежного станка и имеет режущие кромки только по периферии. Вы можете использовать продольно-резательный станок, чтобы фрезеровать тонкие пазы или разрезать заготовку на две половины.
При периферийном фрезеровании фрезы прочно удерживаются на оправке, что обеспечивает хорошее качество поверхности при минимальной мощности.
Торцевое фрезерование
В торцевом фрезеровании обрабатываемая поверхность перпендикулярна оси вращения фрезы, и вы можете выполнять торцевое фрезерование на горизонтальном или вертикальном фрезерном станке. Ваша торцевая фреза имеет режущие кромки как на торце, так и на периферии.
Обычно торцевые фрезы используются для фрезерования больших заготовок; вы используете большую торцевую фрезу для высокого и быстрого удаления материала.
Однако достигнутая чистота поверхности хуже, чем при периферийном фрезеровании; также ваш станок должен быть достаточно жестким, чтобы выдерживать силы резания, и этот метод обычно используется для чернового фрезерования.
Концевое фрезерование
Вы можете выполнить торцевое фрезерование с помощью концевой фрезы для обработки закрытых или открытых шпоночных пазов, карманов и т. д.; обрабатываемая поверхность перпендикулярна оси вращения фрезы.
Фасонное фрезерование
In Фасонное фрезерование , режущие кромки вашей периферийной фрезы или концевой фрезы имеют специальный профиль и называются фасонными фрезами. Вы можете перенести специальный профиль на заготовку фрезерованием. Вы можете использовать имеющиеся стандартные фрезы или заказать фрезы, изготовленные по индивидуальному заказу.
Фрезерный станок с ЧПУ
Обычно на ручном фрезерном станке ось Z заблокирована, а заготовка перемещается по осям X и Y. Это создало 2D-профиль вашей работы. Если вы хотите, чтобы сложные 3D-профили обрабатывались на поверхности заготовки, вам может потребоваться одновременное перемещение всех трех осей. Фрезерные станки с ЧПУ облегчают этот процесс.
Сегодня многоосевые фрезерные станки с ЧПУ используются в самых разных отраслях промышленности, включая изготовление штампов, пресс-форм, производство металлических компонентов и т. д.
Как выбрать фрезерный станок?
Когда вы планируете приобрести фрезерный станок, вы должны знать, как его указать. Общая спецификация вашего фрезерного станка должна включать
- Тип фрезерного станка — вертикальный или горизонтальный.
- Зона зажима заготовки (длина x ширина)
- Максимальный безопасный вес на столе
- Траверсы стола с электроприводом — продольные, поперечные и вертикальные (в мм).
- Количество скоростей и подач и их диапазон.
- Мощность главного двигателя и двигателя подачи.
- Максимальный и минимальный размер задания, которое можно загрузить на стол (Д x Ш x В).
- Габаритные размеры машины и площадь, необходимая для ее установки.
- Масса машины нетто.
Заключение
Ваш фрезерный станок является вторым по важности станком (после токарного станка) с точки зрения универсальности. Вы не можете представить мастерскую без фрезерного станка.
Многонаправленная вертикальная фрезерная колонна токарного станка — DRO
Описание
инструкции
В разобранном виде
Запасные части
Доставка и возврат
Вертикальная фрезерная колонна с несколькими направлениями обеспечивает все движения 8-направленной мельницы. Всю колонну с осью Z можно поворачивать, поворачивать, наклонять или перемещать внутрь и наружу для обработки или сверления практически под любым углом. В любое время вы можете приобрести базу Deluxe XY, предназначенную для этой колонки. При этом вы продублировали 8-направленную фрезу, получив при этом экономию средств, поскольку не покупаете вторую шпиндельную бабку и блок двигателя. Этот поэтапный подход позволяет вам начать обработку сейчас и расширять свой цех по мере того, как ваши проекты становятся более требовательными или позволяет ваш бюджет.
Новая функция! Вертикальные фрезерные колонны теперь имеют масляный резервуар на седельной гайке для смазки ходового винта.
Самый экономичный способ заняться фрезерованием. С помощью этого приспособления можно выполнять большинство стандартных операций вертикального фрезерования, при этом основным ограничением является только размер. Переход от токарного станка к фрезерному занимает менее одной минуты. С установкой можно использовать почти все фрезерные принадлежности Sherline.
Вертикально-фрезерная колонна с несколькими направлениями, установленная на токарном станке модели 4000. Новая многонаправленная вертикальная фрезерная колонна открывает много новых возможностей обработки на токарном станке, превращая его в 8-направленную фрезу.
Объяснение терминов: Применительно к линейке продуктов Sherline МЕЛЬНИЧНАЯ КОЛОННА — это колонна, используемая на мельнице. Он крепится к основанию мельницы двумя болтами 1/4-20. ВЕРТИКАЛЬНАЯ ФРЕЗЕРНАЯ КОЛОННА используется на токарном станке для добавления возможности фрезерования. Он имеет большое отверстие в центре, которое надевается на штифт передней бабки на основании токарного станка и удерживается на месте с помощью установочного винта. Блок управления передней бабкой/двигателем/скоростью токарного станка перемещается со штифта на основании на штифт на седле вертикальной фрезерной колонны. На практике все основания вертикальной фрезерной колонны теперь имеют как одно отверстие для штифта, так и два отверстия для использования на основании мельницы, поэтому их можно использовать для любого применения, тогда как фрезерные колонны можно использовать только на основании мельницы.
Неправильное использование станков и их принадлежностей может привести к серьезным травмам. Прежде чем использовать этот инструмент, внимательно прочитайте инструкции и убедитесь, что понимаете его правильное и безопасное использование. | Всегда надевайте защитные очки при работе со станками . |
Скачать PDF 3580 Инструкции
| Деталь № | Описание | Количество |
|---|---|---|
| 34060 | Комплект упорных подшипников | 1 |
| 35160 | Градуированное зажимное кольцо | 1 |
| 35170 | Подвижный зажимной диск | 1 |
| 40175 41175 | Рычаг блокировки седла (дюйм) Рычаг блокировки седла (метрическая система) | 1 |
| 40176 | Удлинитель хода седла с винтами | 1 |
| 40177ОЛ 41177ОЛ | Седельная гайка с масленкой (дюймовая) Седельная гайка с масленкой (метрическая) | 1 |
| 40260 | Головной ключ | 1 |
| 40330 | 10-32 x 5/8″ SHCS | 4 |
| 40340 | 10-32 x 1″ SHCS | 1 |
| 40540 | Установочный винт с конусом 5/16-18 x 3/4″ | 1 |
| 40600 | Установочный винт с плоской головкой 10-32 x 1/4″ | 1 |
| 40660 | Шайба #10 3/16″ | 1 |
| 40670 | 10-32 x 1/2″ SHCS | 4 |
| 40690 | 10-32 x 3/4″ SHCS | 4 |
| 40740 | 10-32 x 7/8″ SHCS | 1 |
| 40820 | Гибкий замок | 1 |
| 40900 | Винт с плоской головкой 10-32 x 3/8″ | 1 |
| 40990 | Упряжь седла | 1 |
| 45011 45161 | Ходовой винт колонки (дюймовый) Ходовой винт колонки (метрический) | 1 |
| 45030 | Кровать-колонна | 1 |
| 45040 | Седло колонны | 1 |
| 50211 | Винт с полукруглой головкой 8-32 x 1/4″ | 1 |
| 50220 | 1/4-20 x 1-3/4″ SHCS | 2 |
| 50240 | Поворотный штифт | 1 |
| 56130 | Болт крепления рычага | 1 |
| 56200 | Прижимная шайба рычага | 1 |
| 56210 | Болт 3/8-16 x 2″ | 1 |
| 56220 | Поворотный рычаг — левая сторона | 1 |
| 56230 | Фланцевая гайка 3/8-16 | 2 |
| 56330 | Поворотный рычаг — правая сторона | 1 |
| 56350 | Блок регулировки стойки | 1 |
| 56400 | Распорный блок рычага | 1 |
| 56440 | Крепление на руку | 1 |
| 56450 | Индексная вкладка | 1 |
| 56470 | Установочный штифт 3/32″ x 1/2″ | 1 |
| 56550 | Верхняя часть колонны | 1 |
| 56670 | Основание стойки токарного станка | 1 |
| 76140 | Шестигранный ключ 5/64″ | 1 |
| 81100 | Блок энкодера с кабелем | 1 |
| 81340 81342 | Маховик УЦИ оси Z 2,5″ (дюймы) Маховик УЦИ оси Z 2,5″ (метрические) | 1 |
| 81350 | Упорное кольцо оси Z DRO | 1 |
Доставка
Мы не взимаем фиксированную плату за доставку из-за различий в весе нашей продукции. Вместо этого мы взимаем с вас плату, которую транспортная компания взимает с нас. На нашем веб-сайте используется калькулятор доставки, основанный на ежедневных тарифах для USPS и UPS в зависимости от веса и места назначения отправления. Вы также можете попросить нас использовать номер вашего счета UPS/FedEx для оплаты доставки. Просто введите его в соответствующее поле на странице оформления заказа.
Внутренние заказы отправляются с понедельника по пятницу. Срочные заказы должны быть размещены до 9:00 по тихоокеанскому стандартному времени для отправки в тот же день.
Срок обработки заказов наземной доставки составляет 7 рабочих дней для внутренних заказов и 14 рабочих дней для международных заказов. НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.
Возврат
Большинство товаров можно вернуть в течение 30 дней с даты покупки. Возврат будет произведен на первоначальную форму оплаты по первоначальной продажной цене. Ознакомьтесь с нашей полной политикой возврата и/или начните возврат онлайн здесь.
12 Разница между попутным и обычным фрезерованием (с иллюстрациями)
Для любого машиниста одна из многих основных концепций
понимают в любом процессе фрезерования направление реза. Фрезы могут резать
в двух направлениях, обычное (иногда известное как фрезерование вверх) или подъем
(иногда известный как попутное фрезерование).
В обычном
фрезерование, фреза вращается против направления подачи заготовки , толщина стружки равна нулю при
на входе режущего зуба и максимум на выходе зуба. В начале
фрезерование, инструмент не режет; просто скользит по поверхности
материала до тех пор, пока не будет создано достаточное давление.
Попутное фрезерование,
фреза вращается в том же направлении подачи заготовки , при этом толщина стружки
максимум на входе в режущий зуб и минимум на выходе из него. Каждый зуб
захватывает материал в определенной точке.
Получите больше информации о том, чем два процесса фрезерования отличаются от одного
еще один.
Попутное фрезерование против. Традиционное фрезерование: отличия
Толщина стружки
При обычном фрезеровании ширина стружки равна нулю на
входа режущего зуба и увеличивается по мере того, как фреза заканчивает нарезку, a
фактор, который заставляет больше тепла диффундировать в заготовка производящая наклеп. Фрезерование с другой стороны
стороны, ширина стружки максимальна на входе в режущий зуб и уменьшается на
выхода зуба, поэтому выделяемое тепло с большей вероятностью будет передаваться чипу.
Фреза
Вращение
При обычном фрезеровании фреза вращается против
направление подачи заготовки, тогда как при попутном фрезеровании фреза
вращается в том же направлении подачи заготовки.
Сила резания
При обычном фрезеровании происходит меньшее отклонение инструмента
но требуется дополнительная фиксация (сила резания направлена от
заготовка. И наоборот, при попутном фрезеровании происходит большее отклонение инструмента, но
Меньшее необходимое прикрепление (сила резки направлена на заготовку.
Процесс резки
Процесс резки в обычных чипсах из фрезерования листья.
впереди резака. Инструмент поднимает вверх. И наоборот, резка
процесс попутного фрезерования оставляет после фрезы стружку. Он осуществляется
инструмент.
Чистота поверхности
Чистота поверхности при обычном фрезеровании плохая по сравнению с
взобраться на фрезеровку. Он обычно используется для операции резки шероховатой поверхности.
Благодаря хорошей отделке поверхности для чистовой обработки используется попутное фрезерование.
Тенденция
Традиционное фрезерование не имеет тенденции волочить заготовку
к резцу тогда как; фрезерование с набором высоты показывает склонность к перетаскиванию
заготовку в резак.
Специальное приспособление
Для обычного фрезерования требуется специальное приспособление (внутренняя работа
удерживающее устройство) для удержания заготовки от тянущего усилия фрезы. Однако в
при попутном фрезеровании фреза толкает заготовку к верстаку, поэтому
нет необходимости в специальном приспособлении для удержания от силы, действующей на
резак.
Сила
900
фрезерование требует относительно меньшего усилия по сравнению с обычным фрезерованием.
Трение
При обычном фрезеровании между
резец и заготовка, что приводит к выделению большого количества тепла.
Однако при попутном фрезеровании трение меньше.
между фрезой и заготовкой как и тем, и другим.
Стойкость инструмента
Обычные фрезерные инструменты изнашиваются быстрее, чем инструменты для подъема
фрезерование
Отклонение инструмента
Отклонение инструмента при обычном фрезеровании
параллельно резу, в то время как отклонение инструмента во время попутного фрезерования будет иметь тенденцию к
быть перпендикулярно разрезу, поэтому он может увеличивать или уменьшать ширину разреза
и влияют на точность.
Зуб
При обычном фрезеровании зуб встречается с заготовкой
на дне реза при попутном фрезеровании; зуб встречается с
заготовки в верхней части реза.
Читайте также : Разница между строгальным станком и строгальным станком
| Отличия | Традиционное фрезерование | Попутное фрезерование |
| Толщина стружки | Ширина стружки равна нулю на входе в режущий зуб и увеличивается по мере того, как резак заканчивает нарезку, фактор, вызывающий рассеивание большего количества тепла в заготовку, производя наклеп. | С другой стороны, при попутном фрезеровании ширина стружки максимальна в входе режущего зуба и уменьшается на выходе зуба, поэтому выделяемое тепло будет скорее всего перенос на чип. |
| Также известен как | Обычное фрезерование также известно как встречное фрезерование. | Попутное фрезерование, также известное как попутное фрезерование. |
| Вращение фрезы | Фреза вращается против направления подачи заготовки. | Фреза вращается в том же направлении, что и подача заготовки. |
| Сила резания | Меньшее отклонение инструмента встречается, но требуется больше фиксации (резка усилие направлено от заготовки. | Встречается большее отклонение инструмента, но требуется меньшая фиксация (сила резания направлена на заготовку. |
| Процесс резки | Процесс резания оставляет стружку перед резаком. Это осуществляется инструментом вверх. | Процесс резки оставляет после резака стружку. Он осуществляется инструмент. |
| Отделка поверхности | Чистота поверхности при обычном фрезеровании плохая по сравнению с подъемом. фрезерование. Он обычно используется для операции резки шероховатой поверхности. | Благодаря хорошей отделке поверхности для чистовой обработки используется попутное фрезерование. операция. |
| Тенденция | Не имеет тенденции волочить заготовку к фрезе. | Показывает тенденцию затягивать заготовку в фрезу. |
| Специальное крепление | Требуется специальное приспособление (внутреннее рабочее удерживающее устройство) для удержания заготовку против тягового усилия фрезы. | Это фреза толкает заготовку к верстаку, поэтому нет необходимости в специальном приспособлении для удержания от силы, действующей на резак. |
| Сила | Фрезерование требует большей силы. | Фрезерование требует относительно меньшего усилия |
| Трение | Между фрезой и заготовкой возникает сильное трение, которое приводит к выделению большого количества тепла. | Меньшее трение между фрезой и заготовкой Как оба. |
| Стойкость инструмента | Обычные фрезы изнашиваются быстрее. | Фрезерный инструмент для подъема имеет тенденцию служить долго. |
| Отклонение инструмента | Отклонение инструмента при обычном фрезеровании будет параллельным к разрезу. | Отклонение инструмента во время попутного фрезерования будет иметь тенденцию быть перпендикулярным разреза, так что это может увеличить или уменьшить ширину разреза и повлиять на точность. |
| Зуб | При обычном фрезеровании зуб встречается с заготовкой в нижняя часть разреза. | При фрезеровании в попутном направлении; зуб встречается с заготовкой в верхней части резать. |
Резюме
Читайте также : Разница между ортогональной (2D-резкой) и наклонной (3D-резкой)
Основное различие между традиционным фрезерованием и попутным
фрезерование — это в основном направление, в котором вращается фреза.
