Как сделать своими руками листогиб: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
преимущества и недостатки самодельного листогиба, виды устройств, примеры изготовления
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Содержание
1 Что такое листогибочный станок
1.1 История технического развития
2 Виды листогибов
2.1 Простые ручные
2.2 Пневматические
2.3 Гидравлические
2.4 Электромеханические
2.5 Механические
3 Изготовление листогибочного станка своими руками
4 Подготовка к работе
4.1 Пошаговый процесс изготовления
5 Техника безопасности
6 Преимущества и недостатки самодельных и покупных моделей
6.
 1 Таблица: сравнение листогибов разных производителей
1 Таблица: сравнение листогибов разных производителей6.2 Видео по теме: листогибочный станок своими руками
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом.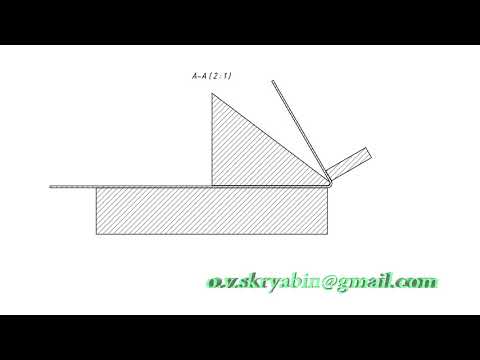 А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части.
 Диаметр такого отверстия должен немного превышать размеры болта.
Диаметр такого отверстия должен немного превышать размеры болта.Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Видео по теме: листогибочный станок своими руками
https://www.youtube.com/embed/Rndk74cqR1Q https://www.youtube.com/embed/iA9IDpnB9eU
В целом относительно простые ручные листогибы являются самыми популярными и наиболее часто продаваемыми типами станков для гибки листового металла. Они отличаются простой конструкцией и лёгкой эксплуатацией, не потребуют значительных затрат на приобретение и обслуживание. Именно такой вариант можно выполнить самостоятельно, используя простой набор инструмента и вполне доступные по цене материалы.
- Автор: Владимирович75
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Как сделать листогиб из уголка и дверных петель
Нередко приходиться изгибать листовой металл, что сделать без листогибочного станка, особенно когда линия изгиба протяженная, не так-то просто. Но такое приспособление нетрудно изготовить своими руками с помощью простых инструментов и вполне доступных и недорогих материалов. Потребуется лишь желание и наличие исходных навыков в слесарном деле.
Но такое приспособление нетрудно изготовить своими руками с помощью простых инструментов и вполне доступных и недорогих материалов. Потребуется лишь желание и наличие исходных навыков в слесарном деле.
Последовательность действий
Отрезаем от подходящего по размеру равнополочного уголка два куска длиной по 500 мм.
Зажимаем поочередно в слесарных тисках уголки за полку и к краям другой полки на уровне торцов прикладываем соответствующие по габаритам дверные петли.
Отмечаем на полках уголков места будущих отверстий вначале маркером, а затем керном, используя дверной навес в качестве шаблона.
Выполняем на сверлильном станке, взяв требуемое по диаметру сверло, по четыре сквозных отверстия с каждой стороны одной из полок уголков.
Нарезаем подходящим по размеру метчиком резьбу во всех 16-ти отверстиях, немного добавляя смазки, чтобы процесс шел легче, а резьбы получились качественными.
После завершения нарезки резьбы во всех отверстиях удаляем стружку и протираем участки с резьбовыми отверстиями ветошью от следов смазочного масла.
Плотно прикручиваем электрическим гайковертом или дрелью с соответствующей битой посредством винтов дверные петли к уголкам.
Переворачиваем уголки и кладем их на петли. К одному из уголков, используя в качестве ограничителя выступающие части внутренних винтов, прикладываем поочередно перпендикулярно и до упора в полку отрезок профильной квадратной трубы подходящего сечения и длины, и на нижней полке очерчиваем ее с двух сторон.
В двух отрезках алюминиевой профильной трубы с одного края сверлим на сверлильном станке с помощью подходящего по диаметру сверла по два отверстия, расположенных на продольной оси трубы.
Точно такие же отверстия по размеру и расположению сверлим в полке уголка, на которой мы ранее выполнили разметку.
Переворачиваем соединенные петлями уголки, а спаренные полки зажимаем в слесарные тиски. С помощью подходящего метчика нарезаем резьбу во всех четырех отверстиях, не забывая добавить смазки в рабочую зону.
Вновь переворачиваем уголки петлями вниз и прикручиваем требуемыми болтами отрезки алюминиевых профильных труб, которые будут вместо ручек при использовании нашего приспособления по прямому назначению.
К лицевой стороне самоделки, а точнее, к полке наружного уголка примериваем металлическую полосу толщиной примерно 5 мм, по ширине немного меньше этого размера полки, а по длине чуть короче расстояния между внутренними торцами дверных петель.
Намечаем маркером по краям полосы по продольной осевой линии места сверлений, зажимаем ее в слесарные тиски и выполняем на сверлильном станке подходящим сверлом два отверстия.
Затем вновь укладываем полосу с уже готовыми отверстиями на полку уголка и отмечаем места будущих отверстий в ней маркером, а чтобы сверло не соскользнуло при вращении, керним отмеченные места.
Выполняем на сверлильном станке по намеченным местам два отверстия требуемого диаметра и с помощью метчика нужного размера нарезаем в них резьбу.
Закрепляем полосу на полке уголка с помощью болтов и гайковерта с насадкой.
Переворачиваем устройство петлями вниз и срезаем болгаркой все выступающие стержни болтов и винтов.
Укладываем полку наружного уголка нашего устройства на край металлического стола и закрепляем его двумя струбцинами. При этом петли и планка должны находиться сверху, а два отрезка профильной дюралевой трубы располагаться горизонтально и быть направлены наружу, в сторону оператора.
Проверка самодельного листогиба «вхолостую» и «на деле»
Тестируем работоспособность нашей самоделки «вхолостую». Для этого приподнимаем и опускаем несколько раз за ручки второй (внутренний) подвижный уголок. При этом он должен свободно без заеданий поворачиваться из горизонтального положения в вертикальное относительно первого (наружного) неподвижного уголка благодаря соединяющим их дверным петлям.
При этом он должен свободно без заеданий поворачиваться из горизонтального положения в вертикальное относительно первого (наружного) неподвижного уголка благодаря соединяющим их дверным петлям.
Теперь проверяем наше листогибочное приспособление «на деле». Для этого берем металлический лист не шире приемной щели и, разделенный тремя горизонтальными линиями на четыре равные части.
Просовываем его в щель между полосой и полкой внешнего уголка, пока первая разметка на листе не совместится с ее внутренней (выходной) гранью.
Беремся двумя руками за ручки и поворачиваем их против часовой стрелки. При этом подвижный уголок, поворачиваясь на петлях относительно неподвижного, сгибает лист по намеченной линии на 90 градусов или чуть больше, учитывая упругие свойства материала заготовки.
Повторяем этот листогибочный процесс три раза.
В результате мы получим профильную квадратную трубу. Чтобы грани получилась более строгими, приемную полосу листогиба можно болтами и гайковертом плотнее прижать к заготовке.
Чтобы грани получилась более строгими, приемную полосу листогиба можно болтами и гайковертом плотнее прижать к заготовке.
В этом случае, чтобы вытащить заготовку профильной трубы из нашего приспособления, прижимные болты придется немного ослабить.
Попробуем выполнить отбортовку листа. Также просовываем его в щель между полосой и полкой приемного уголка. С помощью угольника проверяем правильность установки листа в устройстве и приводим в действие наше устройство. Отбортовка поучилась ровной, на ней отсутствуют следы деформации и смятия.
Предупреждение
Чтобы в процессе работы не получить травму, необходимо пользоваться индивидуальными средствами защиты – перчатками и очками.
Смотрите видео
Листогиб своими руками — поворотный, роликовый и валковый
Листогиб, изготовленный своими руками будет хорошим помощником в домашней мастерской. Ведь из листового металла делают такие изделия, как водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста. И при этом все это можно сделать только на гибочном станке. В данном обзоре приведены рекомендации и схемы для изготовления самодельного листогиба из металла или дерева.
И при этом все это можно сделать только на гибочном станке. В данном обзоре приведены рекомендации и схемы для изготовления самодельного листогиба из металла или дерева.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°. Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла
Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно. Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки). Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки. Такие укосины
- К укосинам приварить гайку болта. Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине.
 Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить. Центруем, привариваем
Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить. Центруем, привариваем - Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама. Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания. К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно. Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).

Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Свернув лист в трубу, его по-другому не вытащить.
Описание
Гидравлика применяется на промышленном оборудовании, отличающемся высокой производительностью и способностью обрабатывать материал с толщиной около 3-4 мм. В качестве дополнения выступают прессы и поворотные балочные элементы. Настройка станка производится с помощью программного управления либо вручную, в зависимости от его разновидности.
В масштабном производстве чаще всего применяется листогиб гидравлический с ЧПУ. Этому способствует возможность получения в течение короткого срока множества изделий в соответствии с заданными параметрами и с минимальным количеством брака. Для менее масштабного производства устройство с программным управлением также актуально за счет хранения параметров изделий любых форм. Выпуск выбранного типа изделия начинается с нажатия всего лишь одной кнопки. В некоторых случаях возникает необходимость в замене матрицы, но на это уходит не более пяти минут.
Устройства, оснащенные программным обеспечением, можно быстро настраивать на производство новых элементов при помощи дистанционного дисплея, пульта управления, размещенного на аппарате, или специальной программы. Четырехвалковый гидравлический листогиб отличается легкостью в эксплуатации и возможностью выполнения таких задач, которые не под силу другим разновидностям. С помощью него можно создавать детали, имеющие квадратную, овальную и треугольную форму.
Четырехвалковый гидравлический листогиб отличается легкостью в эксплуатации и возможностью выполнения таких задач, которые не под силу другим разновидностям. С помощью него можно создавать детали, имеющие квадратную, овальную и треугольную форму.
Общие понятия
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
В процессе конструирования , важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.
Проверка и наладка готового агрегата
Проверку работоспособности устройства лучше производить с применением картонной прокладки требуемой толщины. Её размещают в отрегулированном зазоре между подвижными частями, после чего поворачивают балку на угол не менее 130 — 150°. На образце не должно быть следов задиров, вмятин и т.п. дефектов, а толщина прокладки должна остаться такой же. В противном случае производится тщательная регулировка зазоров путём подтягивания крепёжных винтов. Иногда в месте гиба происходит складкообразование, либо заметны следы от инструмента. Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Её размещают в отрегулированном зазоре между подвижными частями, после чего поворачивают балку на угол не менее 130 — 150°. На образце не должно быть следов задиров, вмятин и т.п. дефектов, а толщина прокладки должна остаться такой же. В противном случае производится тщательная регулировка зазоров путём подтягивания крепёжных винтов. Иногда в месте гиба происходит складкообразование, либо заметны следы от инструмента. Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Следующим этапом настройки является наладка свободного хода ручки или педали. Она не должна быть более 10 мм, иначе оператору при ручном приводе трудно «поймать» момент начала гиба. Это важно, поскольку при гибке абсолютно всех металлов и сплавов происходит их пружинение – самопроизвольное уменьшение значения угла гиба. Угол пружинения больше для стальных заготовок, и меньше — для более пластичных, но в среднем составляет 2 — 8°.
Разновидности
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.

Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
Листогиб своими руками: инструкция, устройство самодельного листогиба
Главная » Обработка металла » Сгибание » Инструкция по изготовлению листогиба своими руками
На чтение 6 мин
Содержание
- Виды листогибов
- Конструкция листогибов
- Подбор материалов
- Усовершенствование конструкции листогиба
- Листогибочный станок своими руками
- Как повысить прочность креплений станка
- Техника безопасности при работе с листогибочным станком
При строительстве дома, самостоятельном изготовлении коньков на крышу, отливов необходимо проводить гибочные операции с металлическими листами. Для этого применяются ручные приспособления или специализированные станки. Чтобы не покупать дорогое оборудование, можно сделать листогиб своими руками.
Для этого применяются ручные приспособления или специализированные станки. Чтобы не покупать дорогое оборудование, можно сделать листогиб своими руками.
Листогиб своими руками
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.

По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов.
С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.

- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга.
 В разложенном положении уголки должны представлять собой ровную поверхность.
В разложенном положении уголки должны представлять собой ровную поверхность. - Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Листогибочный станок своими руками
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Техника безопасности при работе с листогибочным станком
На заводах, которые оборудуются станками для гибки металла, существует ряд правил относительно работы с оборудованием:
- Использовать ограничитель для установки нужных углов.
- Контролировать заданный параметры с помощь угломера.
- Листы аккуратно располагать на рабочей поверхности.
- Проверять установленную глубину до опускания прижимной балки.
- Сделать пробное загибание, чтобы определить насколько точно установлен угол.
Используя самодельный листогиб нужно быть особо внимательным:
- Работать в защитных перчатках, чтобы не порезать руки об острые края листа.
- Не спешить с загибанием углов, прижимную балку опускать двумя руками.
- Проверять целостность подвижных элементов до начала работы.
- Ручное приспособление надёжно фиксировать на рабочем столе.
- Не пытаться сгибать листы большой толщины.
Сгибать заготовки нужно медленно, проверяя угол. Дополнительно можно закрепить на самодельном станке нож для разрезания металла. При его использовании нужно периодически затачивать режущие диски.
Дополнительно можно закрепить на самодельном станке нож для разрезания металла. При его использовании нужно периодически затачивать режущие диски.
cachedBlocksArray[266488] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-52’, blockId: ‘R-A-1226522-52’ })})»+»ipt>»;
cachedBlocksArray[266497] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-49’, blockId: ‘R-A-1226522-49’ })})»+»ipt>»;
cachedBlocksArray[266495] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-48’, blockId: ‘R-A-1226522-48’ })})»+»ipt>»;
cachedBlocksArray[277810] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»+»ipt>»;cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»+»ipt>»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»+»ipt>»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»+»ipt>»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»+»ipt>»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»+»ipt>»;
cachedBlocksArray[266492] = «window.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»+»ipt>»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»+»ipt>»;cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»+»ipt>»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»+»ipt>»;
( Пока оценок нет )
Поделиться
Как сделать листогиб своими руками: чертежи, видео, фото
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы.
 Ручку нужно приварить к уголкам с двух концов;
Ручку нужно приварить к уголкам с двух концов; - На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10.
 В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию; - Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
На каждый из тавров приваривается по паре укосин с двух сторон.
К укосинам приваривается гайка болта.
Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания.
 Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Виды листогибочных станков и особенности их конструкции
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.
Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.
Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.
Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.
Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.
Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т. п.
п.
Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм.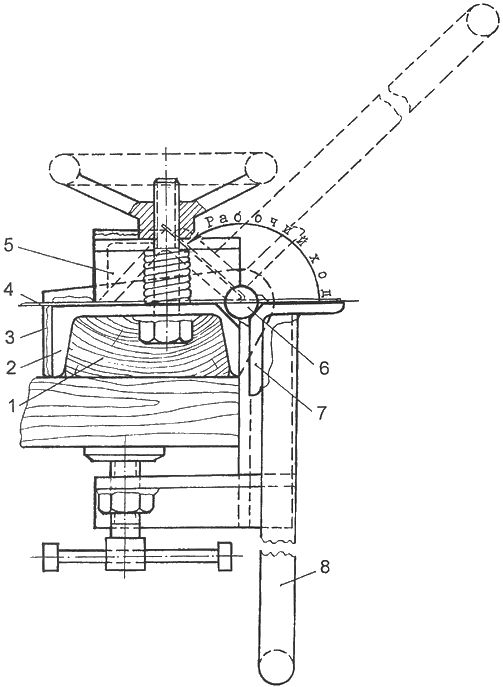 Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа.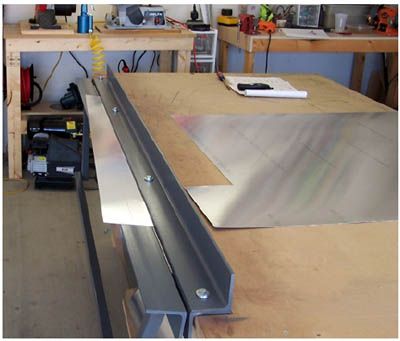 Прекрасно справляются с подобной задачей валковые листогибы.
Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).

Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
Листогибочный станок, чертёж
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож.
 Его лучше всего делать из легированной стали, а при необходимости заменять новым.
Его лучше всего делать из легированной стали, а при необходимости заменять новым. - Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
Tennsmith – Оборудование для формовки и изготовления листового металла, которое вы знаете и которому доверяете Сделано в США
 inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> Разработано для превосходной скорости и точности
inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> Разработано для превосходной скорости и точности
.
Фальцовщики SBS от Tennsmith отличаются высокой скоростью работы, высокой надежностью и готовы удовлетворить ваши потребности на долгие годы.
УЗНАТЬ БОЛЬШЕ
Возьми себя в руки.
 inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> От простых изгибов до сложных форм — у нас есть подходящее оборудование для любой работы.
inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> От простых изгибов до сложных форм — у нас есть подходящее оборудование для любой работы.
УЗНАТЬ БОЛЬШЕ
Обеспечивайте ценность
с каждым разрезом.
Создан в соответствии с высокими стандартами качества, которых ожидают от нас наши клиенты.
УЗНАТЬ БОЛЬШЕ
 inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> До макс.
inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> До макс.
Тормозные станки для листового металла серии AutoMax — это наши длинномерные фальцевальные станки американского производства с возможностью складывания специализированных длинных изделий с высокой повторяемостью и точностью.
УЗНАТЬ БОЛЬШЕ
Представляем абсолютно новый
 inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> От простой вырубки до полностью автоматизированной системы, линия продольной и поперечной резки AutoKut является бесспорным лидером в своем классе.
inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> От простой вырубки до полностью автоматизированной системы, линия продольной и поперечной резки AutoKut является бесспорным лидером в своем классе.
УЗНАТЬ БОЛЬШЕ
АвтоКут
Разнообразие инструментов для любой работы.
Прочное и надежное дополнение к любому магазину на долгие годы.
 inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> Дом, милый дом.
inOut;st:500;sp:1200;sR:500;» data-frame_999=»o:0;tp:600;st:w;sR:7300;»> Дом, милый дом.
Более девяти десятилетий передового опыта в производстве машин Tennsmith для обработки металлов давлением, сделанных прямо здесь, в Америке.
УЗНАТЬ БОЛЬШЕ
Семейная традиция с 1928 года.
Компания Tennsmith признана во всем мире лидером в производстве оборудования для обработки листового металла. Мы предлагаем полный спектр инструментов для обработки листового металла американского производства, включая автоматические фальцеватели, ручные тормоза, ножницы, скользящие ролики, гибочные станки, вырубные станки и ротационные машины.
Рекомендованный продукт в этом месяце
Тормоза для ящиков и тарелок Tennsmith серии F6 были разработаны для обеспечения возможности формовки в тяжелых условиях, а также гибкости съемных 6-дюймовых пальцев глубины ящика. Широкие возможности зажима и простая регулировка носовой планки позволяют быстро настроить радиус изгиба. Конструкция из сварных стальных листов, тяжелые анкерные стержни и раскосы обеспечивают прочность и жесткость.
Широкие возможности зажима и простая регулировка носовой планки позволяют быстро настроить радиус изгиба. Конструкция из сварных стальных листов, тяжелые анкерные стержни и раскосы обеспечивают прочность и жесткость.
Узнать больше
Создан для превосходной скорости и точности
В фальцевальных машинах Tennsmith серии SBS используется конструкция, не требующая особого ухода, в сочетании с набором стандартных функций для привлекательного сочетания высокой стоимости и надежной работы.
ПОДРОБНЕЕ
Бренды, которым вы доверяете.
Блог Woodward Fab — Последние тенденции и новости о машинах для изготовления листового металла
Woodward Fab
Владельцы транспортных средств часто сталкиваются с такими проблемами, как вмятины и царапины на своих автомобилях. Вмятины могут возникать по разным причинам, таким как трение о посторонние предметы и элементы, случайные удары, сильный град и ураган, тесные парковочные места и так далее. Хотя это довольно распространенные причины, вмятины могут вызывать беспокойство и часто неизбежны. Кроме того, ремонт вмятины в гараже может быть дорогим, так как может потребоваться покраска. Таким образом, всегда лучше иметь в автомобиле подручные инструменты, которые помогут устранить вмятины самостоятельно. Существует несколько доступных инструментов, которые позволяют точно выполнять ремонт вмятин. Автомобильные молотки и тележки… Подробнее
Продолжить чтение
Кузовной и ручной инструмент, молотки и киянки
Woodward Fab
Изготовление листового металла — это широкий термин, который охватывает несколько процессов изготовления листового металла для превращения металлического листа в компонент или часть требуемой формы и размеров. Он используется в таких отраслях, как автомобильная и авиационная, для изготовления различных компонентов и проектов восстановления для производства прочных металлических деталей и компонентов. Изготовление листового металла осуществляется с использованием различных ручных и автоматизированных инструментов и оборудования. Штампы Dimple для листового металла — один из таких популярных инструментов, который используется для производства прочных панелей. Как работают эти инструменты? Почему они являются неотъемлемой частью производства листового металла в таких отраслях, как автомобильная и других? Прочтите этот пост, чтобы узнать… Подробнее
Продолжить чтение
Изготовление листового металла
Woodward Fab
Изготовление листового металла является одним из популярных процессов обработки металлов давлением, используемых в различных отраслях промышленности. Этот процесс позволяет формировать, придавать форму и соединять металлические листы для создания желаемых деталей или компонентов. Существуют различные типы инструментов и методов, используемых для резки, соединения и придания формы металлу. Пресс-инструменты имеют многовековую историю; тем не менее, они были приняты и эффективно развивались со временем. Пресс-инструменты, оснащенные пневматическими, механическими и гидравлическими прессами, могут производить предварительно спроектированные детали из листового металла в больших объемах. Сегодня доступно большое разнообразие пресс-инструментов. Все они отличаются своими уникальными особенностями, перками и конструкциями. Различные конструкции пресс-инструмента ведут… Подробнее
Продолжить чтение
Сверлильные станки
Woodward Fab
Резка — одна из неизбежных операций в металлообрабатывающей промышленности, которая помогает быстро и эффективно обрезать и удалять ненужный материал с листового металла. Во всех металлообрабатывающих цехах выполняется точная резка металлических листов, пластин и труб в соответствии с требуемыми спецификациями. Хотя этот процесс не приводит к горению или плавлению, он может вызвать довольно много дефектов на заготовке. В Woodward Fab вы можете найти качественные инструменты и оборудование для резки листового металла. В этом посте обсуждаются некоторые распространенные ошибки стрижки и способы их избежать. Взгляните на эту резку металла… Подробнее
Продолжить чтение
Инструменты для резки листового металла
Woodward Fab
Гибка труб и труб является одним из наиболее распространенных методов изготовления металлических изделий. Он используется для изготовления змеевиков холодильников, труб градирен и т. д. Однако для производства этих видов труб и трубной продукции важен правильный выбор трубогибочного оборудования и аксессуаров. Трубогибочные штампы являются одним из важных требований таких проектов по гибке труб и труб. Что такое трубогибочные штампы? Как они повышают ценность вашего проекта по гибке труб? В этом посте обсуждаются эти компоненты и предлагаются несколько советов по выбору матриц для точных и аккуратных операций. Что такое трубогибочные штампы? Трубка… Подробнее
Он используется для изготовления змеевиков холодильников, труб градирен и т. д. Однако для производства этих видов труб и трубной продукции важен правильный выбор трубогибочного оборудования и аксессуаров. Трубогибочные штампы являются одним из важных требований таких проектов по гибке труб и труб. Что такое трубогибочные штампы? Как они повышают ценность вашего проекта по гибке труб? В этом посте обсуждаются эти компоненты и предлагаются несколько советов по выбору матриц для точных и аккуратных операций. Что такое трубогибочные штампы? Трубка… Подробнее
Продолжить чтение
Производство труб и труб, трубогибы
Woodward Fab
Резка труб и резка труб являются двумя важными методами производства пластика и листового металла. Часто для таких применений, как изготовление трубок для хладагента, соединение трубопроводов для передачи потока и т. д. Однако трубы и трубки изготавливаются из различных материалов, и поэтому может потребоваться различное оборудование и инструменты для резки труб и труб. Существуют различные методы резки труб и трубок, и для этих методов используются различные инструменты. В этом посте обсуждаются различные методы резки труб и трубок, а также перечисляются несколько инструментов для резки труб и трубок, используемых в промышленности. Каковы методы резки труб и труб? Вот несколько методов резки труб и трубок, используемых в… Подробнее
д. Однако трубы и трубки изготавливаются из различных материалов, и поэтому может потребоваться различное оборудование и инструменты для резки труб и труб. Существуют различные методы резки труб и трубок, и для этих методов используются различные инструменты. В этом посте обсуждаются различные методы резки труб и трубок, а также перечисляются несколько инструментов для резки труб и трубок, используемых в промышленности. Каковы методы резки труб и труб? Вот несколько методов резки труб и трубок, используемых в… Подробнее
Продолжить чтение
Инструменты для резки металла, изготовление труб и труб, пилы, инструменты для резки листового металла
Woodward Fab
В металлообрабатывающей промышленности изготовление листового металла включает несколько процессов, которые облегчают гибку и придание металлу нужной формы и размера. Среди всех этих методов по-прежнему широко используются профилирование и формование листогибочным прессом. Благодаря точному изгибу и простоте обработки они широко используются в автомобильных и промышленных мастерских как на традиционных станках, так и на станках с числовым программным управлением (ЧПУ). И профилирование, и прессование кажутся взаимозаменяемыми, но они отличаются друг от друга. Хотели бы вы знать, чем листогибочный пресс отличается от профилегибочного? Какие методы изготовления листового металла вы могли бы использовать для своего проекта по изготовлению металла? Это… Подробнее
Среди всех этих методов по-прежнему широко используются профилирование и формование листогибочным прессом. Благодаря точному изгибу и простоте обработки они широко используются в автомобильных и промышленных мастерских как на традиционных станках, так и на станках с числовым программным управлением (ЧПУ). И профилирование, и прессование кажутся взаимозаменяемыми, но они отличаются друг от друга. Хотели бы вы знать, чем листогибочный пресс отличается от профилегибочного? Какие методы изготовления листового металла вы могли бы использовать для своего проекта по изготовлению металла? Это… Подробнее
Продолжить чтение
Гибка листового металла, изготовление листового металла, обработка листового металла
Woodward Fab
Штамповка является одним из важных процессов формирования листа. Во время формовки листового металла листы часто перфорируют, чтобы сделать отверстия для различных целей. Традиционно пробивка ножницами или сверление являются методами, используемыми для проделывания отверстий в металлических листах. Однако эффективное и безошибочное изготовление отверстий требует учета множества факторов. Такие факторы, как размеры листа, оборудование для сверления и пробивки отверстий, метод проделывания отверстий, приложенные усилия и т. д., часто влияют на эффективность пробивки или сверления листового металла. Этот пост предлагает рекомендации по штамповке листового металла. Указания, которые необходимо учитывать при пробивке отверстий в листовом металле Учет следующих факторов может помочь в создании идеальных отверстий… Подробнее
Традиционно пробивка ножницами или сверление являются методами, используемыми для проделывания отверстий в металлических листах. Однако эффективное и безошибочное изготовление отверстий требует учета множества факторов. Такие факторы, как размеры листа, оборудование для сверления и пробивки отверстий, метод проделывания отверстий, приложенные усилия и т. д., часто влияют на эффективность пробивки или сверления листового металла. Этот пост предлагает рекомендации по штамповке листового металла. Указания, которые необходимо учитывать при пробивке отверстий в листовом металле Учет следующих факторов может помочь в создании идеальных отверстий… Подробнее
Продолжить чтение
Сварщик и штамповка, изготовление листового металла, обработка листового металла сверление листового металла, штамповка листового металла, инструменты для штамповки листового металла
Woodward Fab
Производители и владельцы мастерских, которые изготавливают металлические детали, часто используют пилу для резки и придания формы металлическому листу. Распиловка — это процесс, который позволяет разрезать металлические листы или блоки до нужной формы и размера. Ручным пилам по металлу уже много веков; однако теперь они эволюционировали не только с точки зрения мощности, но и с точки зрения формы, материала и простоты использования. Отрезные пилы по металлу являются одним из таких видов оборудования, которое изготовлено из высококачественной стали и с использованием твердосплавных лезвий. В то время как большинство из нас, возможно, видели пилы по металлу для резки дерева, резка металлов, безусловно, сложнее и требует большей остроты и точности. В этом посте обсуждается… Подробнее
Продолжить чтение
Инструменты для резки металла Дисковые пилы, пилы для резки металла, пилы для резки металла, инструменты для резки металла
Woodward Fab
Сварка — это процесс соединения двух одинаковых или разнородных материалов, в основном металлов или термопластов. Процесс сварки включает применение тепла для расплавления материалов и добавления присадочного материала. Этот процесс повсеместно применяется в производстве металлов как один из наиболее эффективных процессов соединения. В связи с внедрением сварки в широкий спектр применений, за прошедшие годы появилось несколько типов сварочных процессов. На сегодняшний день существует более 30 различных методов сварки. Однако пять из них используются для более масштабных операций в зависимости от требований. Этот пост дает представление об этих пяти основных типах методов сварки. Список… Подробнее
Продолжить чтение
Сварочный инструмент Различные методы сварки, Типы сварщиков, Виды сварки, методы сварки
Woodward Fab
Слесарные тиски являются важным и неотъемлемым инструментом, используемым в металлообработке, деревообработке и некоторых других производственных приложениях. Он монтируется на верстаках и его основная функция заключается в безопасном и надежном удержании заготовки. Это помогает с легкостью выполнять такие операции, как пиление и сверление, поскольку оператор может использовать обе руки для выполнения необходимой задачи. При такой важной роли становится важно, чтобы слесарные тиски работали должным образом. Это связано с тем, что даже небольшая ошибка может повлиять на производственный цикл или даже привести к травме оператора. Поэтому важно следовать советам по безопасности при использовании слесарных тисков. В этом посте рассматриваются некоторые… Подробнее
Продолжить чтение
Слесарные тиски Слесарные тиски Советы по безопасности, слесарные тиски, Как использовать слесарные тиски, Советы по использованию слесарные тиски, Безопасное использование слесарных тисков, деревянные тиски
Woodward Fab
Гибочные прессы
являются одним из сложных механизмов, используемых при гибке листового металла. Машины требуют точной настройки параметров и кропотливой работы со стороны оператора. В противном случае в операциях гибки листового металла могут быть допущены некоторые ошибки, которые в дальнейшем приведут к потерям. Незначительные ошибки могут привести к повреждению продукта, неточности размеров, потере материала, потерям рабочего времени и усилий и т. д. В экстремальных условиях безопасность оператора может быть поставлена под угрозу из-за определенных ошибок. Поэтому очень важно избегать ошибок при изгибе тормозов. В этом посте обсуждаются распространенные ошибки при гибке листового металла и способы их предотвращения. Распространенные ошибки при гибке листового металла и профилактические меры, когда это… Подробнее
Продолжить чтение
Гибка листового металла Избегайте ошибок при гибке тормозов, ошибки при гибке листового металла, проблема и решения при гибке листового металла, проблемы и решения при гибке листового металла, устранение неполадок при гибке листового металла
Woodward Fab
Слесарные тиски — это устройство, предназначенное для надежного захвата объекта во время производства. Он имеет две параллельные челюсти, одну фиксированную, а другую подвижную, чтобы зафиксировать объект между двумя концами. Он может иметь различные механизмы блокировки, такие как затяжка винта, рычажный замок и т. д. Несмотря на его простую механическую конструкцию, устройство используется в нескольких промышленных операциях. В частности, в деревообрабатывающей/плотницкой и металлообрабатывающей промышленности настольные тиски используются в нескольких операциях. Woodward-Fab — компания, которая предлагает различные типы тисков. Благодаря универсальной конструкции тисков их тиски используются в нескольких промышленных операциях. В этом посте обсуждается промышленное использование тисков Woodward Fab. Обсуждение нескольких популярных приложений… Подробнее
Продолжить чтение
Слесарные тиски, обработка листового металла применение тисков Woodward fab, применение слесарных тисков, применение тисков, использование слесарных тисков, использование тисков Woodward Fab
Woodward Fab
Металлообработка представляет собой сложную отрасль из-за жестких производственных процессов. Те, кто имеет возможность работать с листовым металлом, регулярно с легкостью выполняют несколько процессов, чтобы получить металл желаемого качества. Среди нескольких операций металлообработки жизненно важную роль играет надрез листового металла. Надрезы — это недорогой процесс, в котором используется штамповочный пресс для вырезания ненужного или лишнего материала с внешних краев заготовки. Для этого доступно несколько инструментов, которые позволяют выполнять надрезы с хорошей скоростью, а также производить точные разрезы и уменьшать повреждение заготовки. Труборез, иногда называемый труборезом, является важным инструментом, предназначенным для создания… Подробнее
Продолжить чтение
Изготовление труб и труб Как использовать устройство для вырубки труб, Как использовать устройство для вырубки труб, устройство для вырубки труб, устройство для вырубки труб, устройство для вырубки труб, Использование устройства для вырубки труб и труб
Woodward Fab
Подъемные магниты получили распространение в нескольких металлообрабатывающих и производственных компаниях для выполнения таких операций, как подъем, погрузка, разгрузка и транспортировка. Эти подъемные решения облегчают работу рабочих по подъему и транспортировке тяжелых материалов с одного места на другое. Однако существуют некоторые правила эксплуатации подъемных магнитов, которые необходимо соблюдать. Поэтому рабочие должны знать все меры предосторожности при использовании этого мощного магнитного устройства. Это связано с тем, что незначительный промах может привести к серьезным травмам, таким как раздробление рук, защемление пальцев или потеря конечностей. Хотите знать, как безопасно использовать грузоподъемный магнит? В этом посте рассматривается список… Подробнее
Продолжить чтение
Подъемный магнит Подъемный магнит Советы по безопасности, Правила безопасности подъемных магнитов, Правила эксплуатации подъемных магнитов, Советы по безопасному использованию подъемного магнита
Woodward Fab
Плазменная резка, представляющая собой метод термической резки, широко используется для резки или гравировки на таких материалах, как металлы. Это один из самых быстрых доступных методов резки, который обеспечивает высокое качество и точность резки, не вызывая ухудшения качества материала. Несмотря на то, что это популярный метод резки металла, большинство из нас не знает о плазменной резке. Вам интересно узнать больше об этой технике резки металла? Этот пост предназначен для предоставления вам подробной информации о плазменной резке. Следите за обновлениями. Что такое плазма? Чтобы понять, как работает плазменный резак, важно знать, что такое плазма. Существуют три основные формы материи – твердая, жидкая и… Подробнее
Продолжить чтение
Сварочные инструменты Как работает плазменный резак, Как работает плазменный резак, Как использовать плазменный резак, Как использовать плазменный резак, Как использовать плазменный резак
Woodward Fab
Трубогибочные станки
используются в таких отраслях, как аэрокосмическая, автомобильная, гидравлическая и в производстве для гибки труб. Сегодня легко найти это гибочное оборудование в разных конфигурациях и ценовых диапазонах. По причинам, варьирующимся от незнания до экономии средств и других неизвестных причин, владельцы бизнеса часто совершают ошибки при покупке этих машин. Помните: использование правильного оборудования для гибки является ключом к получению высококачественных гибов. Любая небольшая ошибка может привести к некачественным изгибам, что поставит под угрозу приложения, которые их используют. Этот пост знакомит вас с некоторыми распространенными ошибками, которые совершают люди при покупке трубогибочных станков. 5 главных ошибок, которых следует избегать при покупке труб… Подробнее
Продолжить чтение
Изготовление труб и труб, трубогибы избежать проблем с изгибом, купить трубогибочный станок, трубогибочный станок, предотвратить проблемы с гибочным станком, проблемы с изгибом труб и решения
Woodward Fab
Сварка является одним из наиболее часто используемых процессов изготовления металлов. Из-за воздействия тепла, металлов, вредных газов и дымов, сварочных искр этот процесс становится опасным для операторов. Операторы могут получить травмы кожи, глаз и органов дыхания, если они не примут никаких мер предосторожности. Поэтому во время сварки оператор всегда подвергается риску, если не будут приняты надлежащие меры безопасности. Ассоциация по охране труда и здоровья (OSHA) предлагает меры предосторожности в области промышленной безопасности в соответствии со стандартом 19.10.252-Подчасть Q. Даже при соблюдении основных мер безопасности в процессе сварки безопасность сварки можно повысить, используя несколько методов. Если вы не знаете, как улучшить… Подробнее
Продолжить чтение
Сварочные инструменты как повысить безопасность сварки, повышение безопасности сварки, советы по повышению безопасности сварки, приемы повышения безопасности сварки, безопасность сварки
Woodward Fab
Ножницы для листового металла являются сегодня одним из обязательных промышленных инструментов. Эти ножницы позволяют рабочему резать твердые металлы различной ширины без использования лазеров или какого-либо высокотехнологичного оборудования. Хотя ножницы по металлу не так развиты, как другие точные инструменты для резки металла, такие как плазменные резаки, они представляют потенциальную опасность для рабочих, если с ними неправильно обращаться. Следовательно, при использовании таких острых инструментов им следует соблюдать некоторые основные советы по безопасности. Хотите знать, какие советы по безопасности следует соблюдать при использовании ножниц для листового металла? Этот пост отвечает тем же. Советы по безопасности инструмента для резки листового металла Можно выполнить следующие шаги… Подробнее
Продолжить чтение
Инструменты для резки листового металла Советы по безопасности при работе с инструментами для резки листового металла, Советы по использованию инструментов для резки листового металла
Woodward Fab
Ремонт автомобиля можно производить с помощью двух видов инструментов – электроинструмента и ручного инструмента. Электроинструменты часто используются для сварки, окраски распылением, шлифовки и т. д. В то время как ручные инструменты используются для ремонта вмятин, затягивания, ремонта синяков и проколов. Обычными ручными инструментами для кузова автомобиля являются зубила, отвертки, молотки, клинья и т. д. Использование этих ручных инструментов довольно просто, но неправильное или небрежное использование может привести к серьезным травмам оператора. Тем не менее, есть некоторые тактики, которые оператор может использовать для безопасного и эффективного использования автоматических ручных инструментов. Вы знаете эти приемы? Если вы хотите узнать, то этот пост… Подробнее
Продолжить чтение
Ручной инструмент для кузова и кузова Ручной инструмент для кузова автомобиля Безопасность, безопасность ручного инструмента для кузова, советы по использованию ручного инструмента для кузова
Metal Roll Bender Highlights — Stortz & Son Inc.

В тот или иной момент каждому кровельщику потребуется помощь качественного гибочного станка для металла , чтобы сделать идеальные изгибы и изменения в вышеупомянутом материале. Точно так же, как сланцевые молотки для кровельщиков и кирпичные молотки для каменщиков, Металлогибочные станки и другие инструменты для кровли из листового металла необходимы кровельщикам, работающим с листовым металлом.
Вы, наверное, знаете это, но если вы здесь для информации, вы, вероятно, хотите знать, что они из себя представляют в первую очередь — так что же это такое?
Что это такое?
Металлогибочные станки используются для точного изгиба листового металла, необходимого для создания красивых кромок, швов и других элементов кровли. Они работают, вставляя кусок листового металла между набором колес, а затем катясь вперед и назад, прикладывая давление, чтобы согнуть металл. Зажимы обычно используются для удержания металла на месте, чтобы он не двигался при перекатывании инструмента вперед и назад. Ниже видео, демонстрирующее один из этих инструментов.
Ниже видео, демонстрирующее один из этих инструментов.
Поскольку существует множество различных типов гибочных станков, позвоните нам по поводу конкретной модели, если вы хотите узнать больше о том, как она работает, хотя вы сможете получить большую часть этой информации на страницах продуктов, связанных с марки ниже. Мы даже показываем видео для некоторых из наших популярных бендеров о том, как их использовать!
Крупные бренды
Здесь, в John Stortz & Son, мы гордимся тем, что можем предоставить нашим клиентам одни из самых известных на рынке высококачественных инструментов для кровли, а также для многих других областей применения.
Что касается объема этой статьи, то здесь, на нашем веб-сайте, представлены некоторые из крупнейших производителей профилегибочных станков для листового металла. Ознакомьтесь с некоторыми из наших лучших вариантов и позвоните нам по телефону 888-847-3456, если у вас есть какие-либо вопросы.
Гибочные станки Stortz Perfect
Естественно, наша коллекция гибочных станков для металла не была бы полной без нашей собственной линии! Некоторые из лучших инструментов для гибки металла на нашем веб-сайте носят наше собственное имя, и вот некоторые из лучших из них — ознакомьтесь с некоторыми из этих гибочных станков Stortz Perfect здесь.
Гибочный станок Stortz Perfect S-150 – Гибочный станок Stortz Perfect S-150 идеально подходит для выполнения более коротких гибок под углом до 90 градусов и выше. Угловой подшипник позволяет сгибать до и за пределы 90 градусов, не царапая краску. Глубину его изгиба можно отрегулировать в диапазоне от 0,25 до 6 дюймов, и инструмент идеально подходит для изгибов менее 10 футов.
Гибочный станок Stortz Perfect XL-150 – Гибочный станок Stortz Perfect XL-150 является старшим братом S-150. Он также может сгибаться за 90 градусов и делает изгибы до 6 дюймов, но двойные подшипники делают его идеальным для более длинных изгибов. Любые изгибы выше 10 футов будут значительно проще и быстрее с этим инструментом благодаря дополнительному рычагу, обеспечиваемому второй осью. На изображении ниже видно, что даже при 90 градусах между подшипниками и металлом остается пространство.
Stortz Perfect Bender XL-150
Stortz Roller S Model – Stortz Roller S Model представляет собой инструмент для подгибки кромок, позволяющий выполнять изгибы от 90 до 180 градусов на изгибах до 1 дюйма. Идеально подходит для создания аккуратной, идеально подогнанной кромки. Он удивительно прост и удобен в использовании. Мы включили видео на страницу продукта, чтобы вы могли увидеть, как его можно использовать.
Модель Stortz Roller XL . Подобно соотношению S-150 и XL-150, модель Stortz Roller XL действует как более крупная версия модели Roller S. Он также подшивает изгибы до 1 дюйма от 90 до 180 градусов, но два подгибочных колеса облегчают любую подгибку, особенно на высоте более 10 футов.
Подобно соотношению S-150 и XL-150, модель Stortz Roller XL действует как более крупная версия модели Roller S. Он также подшивает изгибы до 1 дюйма от 90 до 180 градусов, но два подгибочных колеса облегчают любую подгибку, особенно на высоте более 10 футов.
Гибочные станки Wuko
Гибочные станки Wuko, как и наши собственные гибочные станки Stortz, одни из лучших в отрасли. Вот некоторые из лучших вариантов, которые вы найдете в нашей коллекции.
Wuko 2204 Uni Bender – Проверенный и надежный гибочный станок от Wuko, Wuko 2204 Uni Bender является экономичным вариантом для выполнения 90-градусных изгибов до 8 дюймов. Хотя он не так удобен для работы с материалами более крупного калибра и толщины, как некоторые из упомянутых выше гибочных станков Stortz (см. описание продукта для максимального калибра), он полезен для выполнения любых гибок на месте.
Wuko 2050 для кривых листового металла — Если вам нужно сделать радиусный изгиб внутри или снаружи кривой, такой инструмент, как Wuko 2050 для кривых листового металла, почти идеален. Хотя этот трубогиб способен изгибать только до 2 дюймов в наиболее распространенных материалах толщиной до 0,8 мм, он также очень компактен и легок. Он в основном карманного размера и весит всего 1,4 фунта.
Хотя этот трубогиб способен изгибать только до 2 дюймов в наиболее распространенных материалах толщиной до 0,8 мм, он также очень компактен и легок. Он в основном карманного размера и весит всего 1,4 фунта.
Wuko 4040 for Sheet Metal Curves – это идеальный инструмент для подгибки изогнутых панелей, выполненных упомянутым выше Wuko 2050. Глубина подшивки составляет 1,25 дюйма, и инструмент может в любой момент надеваться и сниматься с панели с помощью быстросъемной ручки.
Wuko 4040 Disc-O-Bender
Гибочные станки Freund
В дополнение к уже изученным нами гибочным станкам Stortz и Wuko, мы также предоставляем нашим клиентам гибочные станки Freund. Удачно названный, Freund Benders может оказаться вашим лучшим другом на строительной площадке, особенно когда вы не находитесь в пределах легкой досягаемости от тормоза.
Радиусный каток Freund 50 — Радиусный каток Freund 50 способен сгибать листовой металл только до 24 калибра, но он может сгибать от ¼ до 2 дюймов, и эта маленькая штука оптимизирована для сложного рычага.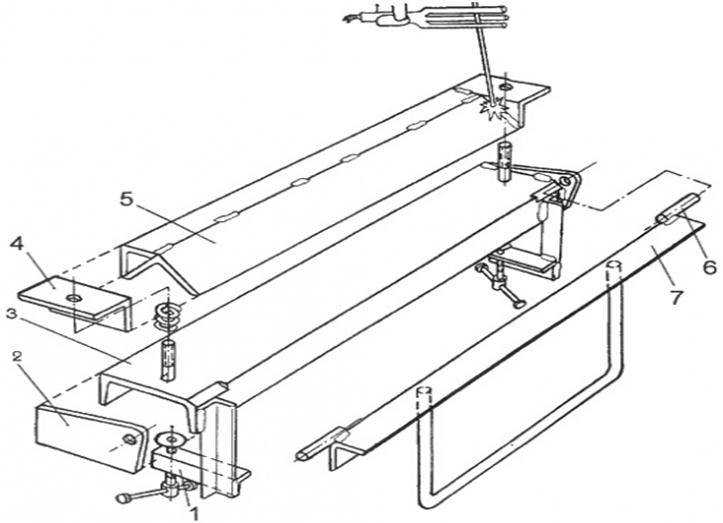 Изгиб краев изогнутых панелей из листового металла может быть сложным, но в этом нет необходимости, особенно с таким удобным инструментом, как этот.
Изгиб краев изогнутых панелей из листового металла может быть сложным, но в этом нет необходимости, особенно с таким удобным инструментом, как этот.
Freund Radius Roller 50
Дисковый валик Freund – Дисковый валик Freund – это воплощение удобной, быстрой, легкой, но самое главное точной подрубки. Удобная и эргономичная рукоятка обеспечивает оптимальное усилие и не требует регулировки для подгибки листового металла высотой от ⅜ до 1 и ⅝ дюймов. Его можно даже расширить, добавив еще один диск, чтобы сделать каток с двумя дисками.
Трубогиб Freund Premium с рукояткой . Как и валик Freund Radius Roller 50, этот гибочный станок Freund Premium поставляется с эргономичной рукояткой, предназначенной для дополнительного рычага. Удобство — это название игры с Фройндом, и этот инструмент имеет соответствующие размеры; у него даже есть удобные петли для подвешивания на ремне.
Этот инструмент идеально подходит для работы с нержавеющей сталью, цинком, алюминием и медью, когда вам нужно быстро и легко выполнить изгиб до 90 градусов.
Двойной стандартный кромкообрезной ролик Freund — Двойной стандартный кромкообрезной ролик Freund можно использовать для гибки металла под углом до 90 градусов и он отлично подходит для выполнения более длинных гибок. Либо когда тормоз недоступен, либо когда панель слишком велика для рассматриваемого тормоза.
Как и другие Freund Bender, перечисленные здесь, этот Freund эргономичен, удобен и удивительно функционален. У него даже есть петли для ремня, как у упомянутого выше Freund Radius Roller 50.
Прочие профилегибочные станки для металла
В дополнение к упомянутым здесь станкам Wuko, Stortz и Freund, мы также предлагаем множество других профилегибочных станков для металла от таких производителей, как Draco, ESE, Malco и других. Независимо от того, что вам нужно для вальцегибочных станков, John Stortz & Son — это то место, где вы можете проверить это в первую очередь.
Посетите нас здесь и обязательно позвоните нам, если у вас есть другие вопросы о наших инструментах для гибки металла, и мы будем более чем рады помочь вам. Все они могут делать в основном одно и то же, но не все они идеальны во всех ситуациях. Позвоните нам, и мы расскажем вам о некоторых нюансах и относительной силе этих типов изгибов.
Все они могут делать в основном одно и то же, но не все они идеальны во всех ситуациях. Позвоните нам, и мы расскажем вам о некоторых нюансах и относительной силе этих типов изгибов.
Все, что может понадобиться кровельщику из листового металла!
В дополнение к этим инструментам для гибки металла, не забывайте, что вы можете найти множество других необходимых инструментов для формовки, резки и маркировки листового металла прямо здесь, на нашем веб-сайте. В дополнение к гибочным машинам, мы также продаем станки для закатки, ручные закаточные машины, плоскогубцы, инструменты для складывания краев, молотки, ножницы и ножницы, инструменты для желобов, режущие инструменты и инструменты для маркировки.
Мы поставляем одни из самых качественных ручных инструментов в отрасли уже более полутора веков, и за это время мы кое-чему научились. Если вам нужны советы или предложения при покупке подобных инструментов для листового металла, не стесняйтесь обращаться за помощью — вы можете связаться с нами по телефону 888-847-3456.
примеров лучших самоделок
Желание обустроить загородный дом и участок диктует потребность в максимуме инструментов. При проведении водопровода, строительстве теплицы, монтаже арочных конструкций не обойтись без хорошего трубогиба. Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Мы расскажем, как сделать трубогиб своими руками. В представленной нами статье подробно описаны проверенные на практике конструкции, даны пошаговые инструкции по сборке. Основываясь на наших советах, вы сможете собрать отличный инструмент для собственной фермы.
Содержание статьи:
- Виды трубогибов на рынке
- Необходимый монтажный инструмент
- Как сделать трубогиб-улитку?
- Необходимые материалы и инструменты
- Процесс сборки кохлеарного изгиба
- Создание ручной модели ролика
- Необходимых материалов и инструментов
- Процесс трубопровода
- .
 0465
0465 - Выводы и полезное видео по теме
Виды трубогибов, представленных на рынке
Трубогибы представляют собой механические или гидравлические конструкции, помогающие сгибать металлические трубы, уголки, стержни, профнастил без нарушения внутренней структуры изделия. Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы следующих типов:
- Механический с прямым ручным усилием. Используется при работе с трубами малых диаметров, на деформацию которых достаточно силы одного человека.
- С гидравлическим приводом. В основном такие орудия изготавливаются по арбалетному типу, и они рассчитаны на формирование местного изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют фиксировать достигнутый уровень деформации после каждого нажатия на рукоятку инструмента.

- Электрические станки. Электродвигатель значительно облегчает процесс деформации труб, но и значительно удорожает инструмент.
Особенности работы с некоторыми типами рассмотрены ниже:
Фотогалерея
Фото
Трубогиб ручной механический для труб малого диаметра
Конструктивно трубогибы можно разделить на 2 типа:
- Радиус
- Арбалет.
В первом случае труба огибается вокруг отрезка шаблона заданного диаметра, а во втором случае выдавливается башмаком между двумя опорными стойками.
Радиусные трубогибы являются очень точными инструментами, поэтому они широко используются в промышленности. Имеют сменные сегменты для различных углов изгиба.
При самостоятельном изготовлении трубогиба мастера обычно опираются на существующие модели инструмента, доказавшие свою простоту и эффективность. При сборке трубогиба в домашних условиях большое влияние на его конструкцию оказывают подручные материалы, из которых будет изготовлен инструмент.
Наличие среди инструментов домашнего мастера трубогиба позволит вам изготовить в собственном доме множество полезных конструкций и садовых предметов:
Фотогалерея
Фото
Скамейка, изготовленная с помощью трубогиба
Садовая мебель из гнутой трубы
Беседка с овальной крышей
Теплица из металлических арок
Необходимый инструмент для сборки труб
молоток, отвертка и шурупы не помогут.
Как минимум, при изготовлении данного инструмента вам потребуются:
- сварочный аппарат;
- болгарский;
- ;
токарный станок
9сверло 0464.
Но основной частью сборки трубогиба остается точный чертеж, без которого не стоит даже начинать сборочные работы. При изготовлении трубогиба не обойтись без общехозяйственных инструментов.
Естественно токарный станок и сварочный аппарат покупать не обязательно. Для подрезки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в мастерскую, занимающуюся изготовлением кованых изделий. За небольшую плату вам быстро помогут сделать все необходимое.
За небольшую плату вам быстро помогут сделать все необходимое.
Как сделать улитку-трубогиб?
Самодельный улитковый гибочный станок может показаться сложным. На самом деле это устройство собрать не сложнее, чем роликогиб. Процесс отличается только используемыми деталями и временем сборки.
Кохлеогиб позволяет сгибать профиль сразу по всей длине, а не только в одном месте. За это свойство он снискал популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый вальцовый станок не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, предлагаемые материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба вам потребуется:
- Швеллер — 1 метр.
- Листовое железо.
- Три вала.
- Две звезды.
- Металлическая цепь.
- Шесть подшипников.

- Труба металлическая 0,5 дюйма для изготовления хомутов — 2 метра.
- Втулка с внутренней резьбой.
- Зажимной винт.
Особое внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звезды можно взять от старых велосипедов, но они должны быть точно такими же по размеру.
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, т. к. на них будут действовать высокие нагрузки в процессе эксплуатации
Перед выбором и покупкой всех материалов необходимо нарисовать чертеж со схематическим изображением всех конструктивных элементы, чтобы не приобретать их в процессе изготовления трубогиба.
Процесс сборки улиткового гибочного станка
Сборка любого оборудования начинается с составления чертежа-схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы на фото-инструкции:
- Сварить основу инструмента из двух параллельных швеллеров.
 При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер. - Наденьте подшипники на валы и приварите две такие конструкции к основанию. Целесообразно ограничивать валы металлическими планками или размещать их во внутренней полости каналов.
- Очистите звездочки и приварите их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие зажимного механизма.
- Установите подшипники на прижимной вал и соберите конструкцию пресса с боковыми упорами из планок или швеллеров.
- Сделайте основу для втулки и приварите ее к пластине. Закрутить зажимной винт.
- Приварить к верхней кромке прижимного винта и к приводному валу затвора из труб.
- Смажьте подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото
Вместо швеллеров можно приварить трубогиб к существующей металлической раме
На вал действует сильное сдвиговое усилие, поэтому внешний шов должен быть прочным
В случае обрыва цепи можно сделать слегка ослабленным и поставить на уже приваренные звездочки
Направляющие должны быть строго параллельны, иначе пресс будет постоянно заедать
В качестве направляющих прижимного ролика можно использовать отрезки оставшегося швеллера
Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не сорвалась уже после нескольких нажатий
На длине рукоятки рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно разработан
Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться
Сварка двух швеллеров между собой
Приварка вала к основанию трубогиба
Надевание цепи на звездочки
Приварка вертикальной направляющей
Сборка напорного вала из швеллера
Приварка резьбовой втулки к плите
Винтовые и приводные роликовые затворы
Трубогиб в работе
После и его испытаний можно покрасить конструкцию с антикоррозийной краской для лучшей сохранности сварных швов. Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Изготовление модели ручного ролика
Изготовление ручного трубогиба своими руками производится из тех же стальных деталей без применения специальных механических приспособлений. Это приспособление предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее рассмотрим процесс изготовления двухвалкового трубогиба, крепящегося к опорной раме. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация трубы — процесс трудоемкий, для которого нужны хорошие и прочные материалы, иначе вместо профиля можно гнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба вам потребуется:
- Сварочный аппарат.

- Два ролика из прочной стали (например, марки 1045), прошедшие предварительную обточку. Диаметр большего 100 мм, меньшего 60 мм. Оба имеют толщину 35 мм и внешний радиус 0,5 дюйма.
- Труба стальная диаметром не менее 1,5 дюйма с толстой стенкой (не менее 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
- Четыре стальные полосы размером 15 х 6 см и толщиной 4-5 мм для крепления основания трубогиба в тисках, трубодержателей и изготовления рукояток. Также вам понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальной лист 300 x 300 мм и минимальной толщиной 3 мм.
- Тиски.
В процессе работы могут понадобиться другие общехозяйственные инструменты: молоток, напильники, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключая из них выемку вокруг окружности можно получить универсальный инструмент для гибки металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Подготовить чертеж с расположением основных элементов.
- Проверить соответствие отверстий в роликах диаметру болтов.
- Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
- Проделайте в центральной раме отверстие диаметром 0,75 дюйма. Вставьте в него соответствующий болт, не высовывая его сзади. Приварите болт к металлической пластине.
- Возьмите просверленные металлические пластины размером 15х6 см, болт 0,5 дюйма, ролик поменьше, полосу стали 35 х 60 мм и сварите из них конструкцию в виде буквы «П», предварительно вставив болт с ролик в соответствующие отверстия.
- Приварите концы болта к металлическим полосам. У вас должен получиться своеобразный рожок с отверстием большего диаметра ближе к открытому краю.

- К основанию получившегося рога нужно приварить ручку из трубы.
- Приварите опорную пластину для трубы к металлической раме. Расстояние от линии стержня до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварите полосу 15 x 6 см под станиной для фиксации в тисках.
- Вставьте в рожок большой ролик, прикрепите конструкцию к центральному болту и сверху накрутите гайку.
- Зажать трубогиб в тиски и провести первые испытания.
Важные нюансы изготовления:
Фотогалерея
Фото
Перед работой смазать внутренний канал малого ролика машинным маслом или литолом
Для усиления крепления центрального болта его можно вкрутить в нить предварительно нарезанная в отверстии
Если вы забудете установить ролик в рупор и приварить болт, придется переделывать всю конструкцию
Опорный брус необходимо усилить 2-3 уголками, так как он испытывает сильные нагрузки в горизонтальной плоскости
Стопорная планка должна быть приварена по всей длине, так как на нее действуют большие радиальные нагрузки
При креплении конструкции на центральный винт между роликами необходимо поставить дюймовую трубу для оценки правильности сборки
Труба должна прочно удерживаться между роликами. Его исходное положение должно быть параллельно нижнему стопорному стержню
Его исходное положение должно быть параллельно нижнему стопорному стержню
Покраска трубогиба вряд ли будет долговечной, но замедлит коррозию металлических элементов
Материалы для ручного трубогиба
Привинченный и приваренный центральный болт
Приварка болта к П-образной конструкции
Формирование опорной плиты на основе
Крепежная планка приварена снизу к основанию
Вдавливание кулачка на центральный винт
Вид сбоку на вальцовый станок
Окрашенный готовый вальцовый станок
Слабым местом во всей получившейся конструкции являются сварные швы, поэтому в процессе изготовления трубы им уделяется особое внимание Бендер.
Трубогиб автомобильный ступичный
Еще один уникальный трубогиб от народных умельцев — инструмент, собранный из металлического профиля и автомобильных ступиц. Его конструкция массивна и проста, что позволяет не беспокоиться о поломках в процессе эксплуатации.
Процесс изготовления такого трубогиба следующий. Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Между ступицами имеется направляющий неподвижный швеллер, который можно сварить из двух уголков. Швеллер меньшего размера расположен внутри направляющей конструкции, к одному краю швеллера приварена третья ступица с осью вращения, а ко второму — гайка или резьбовая втулка для нажимного болта.
По краям направляющего швеллера привариваются планки или уголки для ограничения вертикальных перемещений подвижной части конструкции. Край основного паза закрыт листом металла с отверстием для прижимного винта. С другой стороны пластины к винту приварена ручка ворот.
В результате получается вальцовый гибочный станок с местным усилием зажима. Если к верхней части подвижной втулки прикрутить ручку для вращения, то с помощью такого инструмента появляется возможность согнуть профиль по всей длине.
Фотогалерея
Фото
Широкий обод автомобильных ступиц может мешать сборке трубогиба, поэтому его лучше сразу срезать болгаркой
Направляющий канал также можно сварить из листового металла , но предпочтительнее одноканальный канал
Для предотвращения бокового смещения внутреннего канала к его сторонам можно приварить дополнительные куски листового металла
Втулка прижимного винта должна быть хорошо смазана машинным маслом
Вместо обычных металлических пластин в качестве ограничителей можно использовать уголки: они дополнительно уменьшат колебания внутреннего канала в желобе
Прижимной винт не должен упираться в подвижные элементы ступицы
Ограничительная втулка должна быть приварен к винту, чтобы ограничить его движение наружу.
Благодаря высокому качеству ступичных подшипников ручку прижимного вала можно сделать с одной стороны, главное, чтобы она не сломалась
Автомобильный концентратор, сваренный к слою
Угловой направляющий канал
Внутренний подвижный канал с ограниченными ограничениями
Стул для зажима
Верхний углы границы
Внешний вид зажима
Стук сцепления
Hub Rottation
9
Сфальсификация. Рассматриваемый трубогиб является мощным и универсальным инструментом, который можно собрать с минимумом затрат, ведь старые ступицы в автосервисах можно сдать по цене металлолома.
Изготовление трубогиба
Трубогиб — это самый простой инструмент для деформации металлического профиля и труб, который можно изготовить самостоятельно.
Для его изготовления потребуются такие изделия:
- домкрат автомобильный;
- два швеллера шириной 100 мм и длиной 60 см;
- четыре уголка со сторонами 50 мм и длиной 40 см;
- основание кровати;
- два валика в форме песочных часов со сквозными центральными отверстиями;
- 2 болта для крепления роликов;
- Насадка полукруглая для домкрата с внутренней выемкой.

Если заготовка сырья и процесс сборки кажутся вам излишне трудоемкими, то лучше приобрести готовые. С правилами подбора снаряжения ознакомит наша рекомендуемая статья.
Чтобы сделать домкрат, вам потребуется:
- Приварите четыре угла в вертикальном положении к станине.
- В каналах от центра к краю просверлите отверстия под болты, которые будут удерживать ролики с обеих сторон.
- На каждые два угла поставить швеллер с ребром и приварить его. Оба швеллера должны быть обращены основаниями друг к другу, а расстояние между ними должно быть равно длине роликов.
- Вставьте ролики между каналами в симметричных местах и закрепите их болтами.
- Установите полукруглую насадку на винтовой домкрат и поместите гидравлический инструмент в центр станины между каналами.
После сборки конструкции можно положить трубу на дно роликов и прижать ее по центру полукруглой насадкой с помощью домкрата.
Галерея изображений
Фото
Детали ржавого домкрата
Установка роликов между швеллерами
Установка насадки домкрата
Как работает домкрат?
Недостатком этого приспособления является его статичность, т. к. прокрутить всю длину профиля через трубогиб не получится.
к. прокрутить всю длину профиля через трубогиб не получится.
К преимуществам домкрата-гибочного станка можно отнести невысокую стоимость, простоту конструкции и отсутствие необходимости тяжелого физического труда.
Желающие сделать станок для работы с профильными трубами найдут много полезной информации, с содержанием которой советуем ознакомиться.
Выводы и полезное видео по теме
Представленные видеоматериалы помогут ознакомиться с приведенными выше рекомендациями по изготовлению самодельных трубогибов в динамике, а также познакомят с дополнительными вариантами сборки этих инструментов из подручных материалов.
Видео №1. Роликовый домкрат:
Видео №2. Изготовление трубогиба:
Видео №3. Сборка ступичного трубогиба:
Видео №4. Изготовление улиткового гибочного станка:
Изготовление улиткового гибочного станка:
Виды самодельного инструмента для гибки металлопрофиль не ограничиваются предложенными вариантами, ведь трубогиб своими руками можно сделать из любых имеющихся в хозяйстве деталей.
Главное соорудить прижимной механизм, который будет проталкивать трубу между двумя стойками или роликовую систему для деформации всего профиля сразу.
Хотите поговорить о том, как сделать трубогиб своими руками? Есть ли в вашем арсенале вариант инструмента, не описанный в статье? Пожалуйста, пишите комментарии в блоке ниже, делитесь полезной информацией, фотографиями по теме статьи, задавайте вопросы.
Руководство по проектированию листового металла | Обновление 2021 г.
РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ ИЗ ЛИСТОВОГО МЕТАЛЛА
Основы листового металла
БЫСТРОЕ РУКОВОДСТВО
Найдите то, что ищете.
Sheet Metal Introduction
Basic Principles
Forming Basics
Basics
Critical Dimensions
K-Factor
Bend Radius
Bend Relief
Bend Height
Forming Near Holes
Minimum Hole Диаметр
Лазерная резка
Общие
Допуски
Прорезь
Допуски
Общие допуски
Curls
HOLESINK HOLES
Допуск CountersInk
Размеры Countersink
HEMS
HOLES & SLOTS
.
Введение в листовой металл
Эти основные рекомендации по изготовлению листового металла включают в себя важные
соображения, помогающие улучшить технологичность деталей, улучшить внешний вид,
и сократить общее время производства.
Основные принципы
Изготовление листового металла — это процесс формирования деталей из металлического листа путем штамповки, резки, штамповки и гибки.
Файлы 3D CAD преобразуются в машинный код, который управляет станком для точной резки и формовки листов в конечную деталь.
Детали из листового металла известны своей долговечностью, что делает их идеальными для конечного использования (например, шасси). Детали, используемые для прототипов небольшого объема и крупносерийного производства, являются наиболее рентабельными из-за больших затрат на первоначальную установку и материалы.
Поскольку детали изготавливаются из одного листа металла, конструкции должны иметь одинаковую толщину. Обязательно соблюдайте конструктивные требования и допуски, чтобы детали соответствовали проектным замыслам, и разрезайте листы металла
Обязательно соблюдайте конструктивные требования и допуски, чтобы детали соответствовали проектным замыслам, и разрезайте листы металла
.
ОСНОВЫ ФОРМИРОВАНИЯ
Гибка
Гибка — это процесс, при котором к листовому металлу прикладывается усилие, заставляющее его изгибаться под углом и придавать ему желаемую форму. Изгибы могут быть короткими или длинными в зависимости от
то, что требует дизайн.
Гибка выполняется листогибочным прессом, который может загружаться автоматически или вручную. Гибочные прессы доступны в различных размерах и длинах (20-200 тонн) в зависимости от требований процесса.
Листогибочный пресс содержит верхний инструмент, называемый пуансоном, и нижний инструмент, называемый штампом, между которыми помещается листовой металл.
Лист помещается между ними и удерживается на месте упором. Угол изгиба определяется глубиной, на которую пуансон вдавливает лист в матрицу. Эта глубина точно контролируется для достижения необходимого изгиба.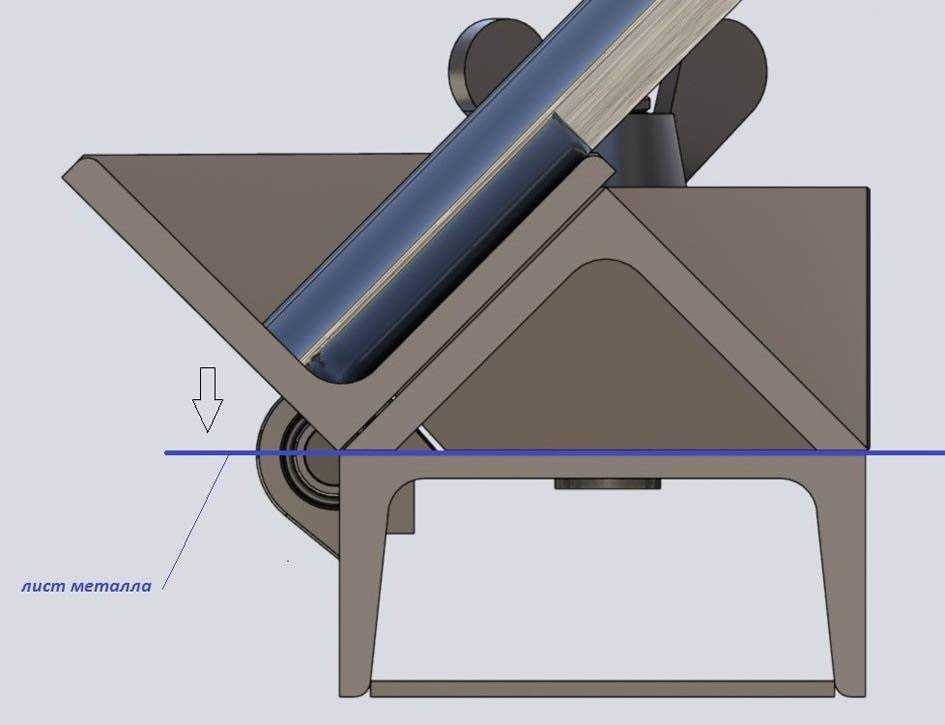
Стандартные инструменты обычно используются для пуансона и штампа. Инструментальный материал включает, в порядке возрастания прочности, твердую древесину, низкоуглеродистую сталь, инструментальную сталь и карбидную сталь.
Детали, подлежащие гибке, поставляются в виде разверток с информацией о гибке. Иногда места изгиба выгравированы с помощью меток изгиба, или эти метки можно вырезать, чтобы показать гибщикам, где нужно сгибаться.
После того, как лазер вырезал плоские детали, их можно отправить на гибку. Листогибочный пресс превращает развертку в изогнутую деталь.
Критические размеры
Ниже приведены некоторые термины, используемые в листовом металле. Проектировщики должны придерживаться руководящих принципов машинного оборудования при проектировании для гибки. Этими параметрами можно охарактеризовать изгибы. Некоторые критические размеры, которые необходимо учитывать при настройке листового металла в программном обеспечении САПР, включают толщину листового металла, коэффициент k и радиус изгиба.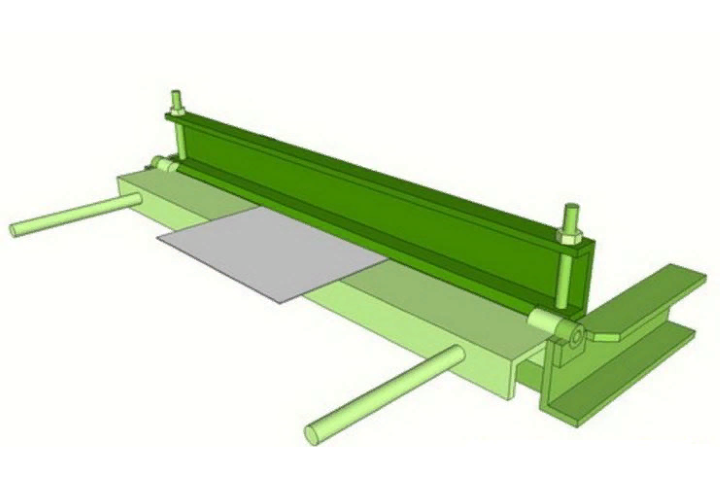 Необходимо проверить, соответствуют ли эти факторы инструментам, которые будут использоваться в производстве. В этом руководстве приводятся важные рекомендации по правильной практике проектирования.
Необходимо проверить, соответствуют ли эти факторы инструментам, которые будут использоваться в производстве. В этом руководстве приводятся важные рекомендации по правильной практике проектирования.
Линия сгиба – Прямая линия на поверхности листа по обе стороны от сгиба, определяющая конец ровной полки и начало сгиба.
Радиус сгиба – Расстояние от оси сгиба до внутренней поверхности материала, между линиями сгиба.
Угол изгиба — угол изгиба, измеренный между изогнутой полкой и ее исходным положением, или как внутренний угол между перпендикулярными линиями, проведенными из линий изгиба. Иногда указывается как внутренний радиус изгиба. Внешний радиус изгиба равен внутреннему радиусу изгиба плюс толщина листа.
Нейтральная ось — место на листе, которое не растягивается и не сжимается и поэтому остается постоянной длины.
К-фактор – Положение нейтральной оси в материале, рассчитываемое как отношение расстояния нейтральной оси T к толщине материала t. К-фактор зависит от нескольких факторов (материал, операция гибки, угол изгиба и т. д.) и превышает 0,25, но не может превышать 0,50. К-фактор = Т/т
К-фактор зависит от нескольких факторов (материал, операция гибки, угол изгиба и т. д.) и превышает 0,25, но не может превышать 0,50. К-фактор = Т/т
Припуск на сгиб – Длина нейтральной оси между линиями сгиба или длина дуги сгиба. Допуск на изгиб, добавленный к длинам полки, равен общей длине плоской части.
Коэффициент К
Коэффициент К представляет собой отношение нейтральной оси к толщине материала.
Важность К-фактора при проектировании листового металла
К-фактор используется для расчета развертки, поскольку он связан с тем, насколько материал растягивается во время гибки. Поэтому важно иметь правильное значение в программном обеспечении САПР. Значение К-фактора должно быть в пределах 0 – 0,5. Чтобы быть более точным, К-фактор можно рассчитать, взяв среднее значение 3 образцов из изогнутых деталей и подставив измерения допуска на изгиб, угла изгиба, толщины материала и внутреннего радиуса в следующую формулу:
Здесь показаны некоторые основные значения К-фактора. Используйте их в качестве ориентира.
Используйте их в качестве ориентира.
Радиус | Мягкий / Алюминий | Средний / Сталь | Твердая/нержавеющая сталь |
Воздушная гибка | |||
т.р. — 3*т | |||
3*т. — >3*т. | |||
Изгиб днища | |||
0 — т. | |||
т.р. — 3*т. | |||
3*т. — >3*т. | |||

Толщина стенки
Детали должны иметь одинаковую толщину стенки по всему периметру. Как правило, толщина от 0,9 мм до 20 мм может быть изготовлена из листа (<3 мм) или пластины (> 3 мм), но этот допуск зависит в основном от детали.
При рассмотрении толщины листового металла рекомендуется использовать один лист с пуансонами (отверстиями). Некоторые элементы, такие как зенкеры, выполнимы, но зенковки и другие элементы механической обработки трудно изготовить, поскольку они требуют последующей обработки.
ИЗГИБ
Радиус изгиба
Гибочные прессы для листового металла используются для гибки материала с получением деталей желаемой геометрии. Изгибы, находящиеся в одной плоскости, необходимо проектировать в одном направлении, чтобы избежать переориентации деталей и сэкономить деньги и время.
Сохранение постоянного радиуса изгиба также сделает детали более экономичными. Толстые детали имеют тенденцию становиться неточными, поэтому их следует по возможности избегать. Маленькие изгибы в большие.
Постоянная ориентация
Непостоянная ориентация
Пружинящая пружина
При гибке листового металла остаточные напряжения в материале вызывают небольшое пружинение листа после операции гибки. Из-за этого упругого восстановления необходимо точно согнуть лист, чтобы получить желаемый радиус изгиба и угол изгиба. Окончательный радиус изгиба будет больше первоначально сформированного, а окончательный угол изгиба будет меньше. Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Отношение конечного угла изгиба к начальному углу изгиба определяется как коэффициент пружинения KS. Величина пружинения зависит от нескольких факторов, включая материал, операцию гибки, начальный угол и радиус изгиба.
Размеры:
Во избежание поломки или деформации деталей убедитесь, что внутренний радиус изгиба не меньше толщины материала углы изгиба обычно приемлемы в промышленности. Длина фланца должна быть не менее чем в 4 раза больше толщины материала.
Эмпирическое правило
Рекомендуется использовать одинаковые радиусы для всех изгибов, а длина полки должна как минимум в 4 раза превышать толщину материала.
Минимальный изгиб, r
Требования к минимальному радиусу изгиба могут различаться в зависимости от применения и материала. Для аэрокосмических и космических приложений значения могут быть выше. Когда радиус меньше рекомендуемого, это может вызвать проблемы с потоком материала в мягком материале и трещины в твердом материале. В таких случаях также могут возникать локальные сужения или переломы. Рекомендуется, чтобы минимальный внутренний радиус изгиба был как минимум в 1 раз больше толщины материала.
Минимальная длина фланца, b
Это минимальная длина изгиба. Изгиб должен поддерживаться на всем пути, пока изгиб не будет завершен, фланец должен быть достаточно длинным, чтобы достигать верхней части штампа после его полного формирования. Операторы тормозного пресса должны знать минимальную длину фланца для своего инструмента, прежде чем пытаться выполнить изгиб, который может не сработать, и, хотя можно рассчитать минимальную длину фланца, имея под рукой диаграмму усилия на изгиб в воздухе, что, безусловно, делает его более удобным.
Толщина материала, т
Толщина материала не пропорциональна тоннажу, как V-образное отверстие. Удвоение толщины не означает удвоение тоннажа. Вместо этого изгибающая сила связана с квадратом толщины. Это означает, что при увеличении толщины материала вдвое требуемый тоннаж увеличивается в 4 раза.
Длина заготовки, л
Как и в случае v-образного отверстия, требуемый тоннаж напрямую зависит от длины заготовки. Удвоение рабочей длины означает удвоение необходимого тоннажа. Следует отметить, что при гибке коротких деталей длиной менее 3 дюймов требуемый тоннаж может быть меньше, чем тот, который пропорционален его длине. Зная это, можно предотвратить повреждение штампа.
Таблица гибки ВВС
Таблица гибки ВВС представляет собой таблицу, показывающую тоннаж, используемый для гибки листового металла различной толщины. Это полезно для проектировщиков листового металла, так как определяет радиус изгиба и инструменты, которые будут использоваться для различных толщин. Он показан здесь для мягкой стали. Конструкторы могут использовать это в качестве ориентира при расчете минимально возможной длины фланца с помощью инструментов для различных V-образных блоков, а также радиуса изгиба. Следующие диаграммы основаны на руководстве по изгибам Armada Air Force.
Разгрузка изгиба
Если изгиб сделан близко к краю, материал может порваться, если не будет обеспечена разгрузка изгиба.
Изгиб 1 показывает рельеф надрыва.
Изгиб 2 показывает прямоугольный рельеф, вырезанный в детали, глубина рельефа должна быть больше радиуса изгиба. Ширина рельефа должна быть равна толщине материала или больше.
Снятие напряжения сгиба используется там, где сгиб проходит по кромке. Рельефная выемка добавлена для предотвращения разрыва. Глубина сгибов не должна превышать толщину материала плюс радиус изгиба.
Высота изгиба
Высота изгиба Высота изгиба листового металла должна быть как минимум в два раза больше толщины листового металла плюс радиус изгиба
H=2t + r
Если высота изгиба слишком мала, это приведет к деформации и низкое качество гибки.
Формирование ближних отверстий
Если изгиб сделан слишком близко к отверстию, отверстие может деформироваться. Отверстие 1 показывает отверстие, которое из-за этой проблемы стало каплевидным.
Чтобы сократить расходы на пробивку отверстий или сверление во время дополнительной операции, можно использовать следующие формулы для расчета минимального требуемого расстояния:
Для паза или отверстия диаметром < 25 мм минимальное расстояние до центра отверстия 2:
D = 2t + r
Как правило, расстояние от края материала до низа выреза должно быть равно минимальной длине полки в соответствии с таблицей силы изгиба на воздухе
D = 2,5t + р
При использовании штамповочного пресса или лазерной резки отверстия не должны быть меньше толщины материала.
Минимальное расстояние от выдавливаемого отверстия до края детали
Выдавливание металла является одним из самых экстремальных применений давления в прессовании и создает большое трение и тепло. Если выдавленное отверстие находится слишком близко к краю детали, это может привести к деформации или разрыву металла. Рекомендуется, чтобы минимальное расстояние между выдавленными отверстиями и кромкой детали было не менее трехкратной толщины листа.
Минимальное расстояние между выдавленными отверстиями
Между двумя выдавленными отверстиями в конструкциях из листового металла должно соблюдаться определенное расстояние. Если выдавленные отверстия расположены слишком близко, это может привести к деформации металла. Рекомендуется, чтобы минимальное расстояние между двумя экструдированными отверстиями в шесть раз превышало толщину листового металла.
Минимальный диаметр отверстия
Диаметр отверстия в листовой детали не должен быть очень маленьким, маленькие отверстия создаются прошивкой и для изготовления маленьких отверстий требуются пуансоны небольших размеров. Небольшой размер отверстия в листовом металле требует пробивного инструмента меньшего размера, что может привести к поломке во время операции. Рекомендуется, чтобы диаметр отверстия был равен или больше толщины листового металла.
Лазерная резка
Лазерная резка – вид производства, в котором используется лазер для резки различных металлов. Лазер имеет луч высокой энергии, который легко прожигает материал. Лазерная резка может использоваться для таких материалов, как металл, алюминий, пластик, дерево, резина и т. д. Лазеры используют компьютерное программирование с числовым программным управлением (ЧПУ) для определения формы и положения вырезов. Лазерная резка возможна при толщине материала до 20 мм. Есть преимущества и недостатки в использовании лазерной резки. СО2-лазеры более традиционны и могут резать более толстые материалы, но не обеспечивают такого точного реза, как волоконные лазеры. Волоконные лазеры обычно могут резать более тонкие материалы и имеют гораздо более высокую скорость резки, чем CO2.
Преимущества и недостатки
Преимущества лазерной резки по сравнению с механической резкой включают в себя лучшую фиксацию заготовки, меньшее загрязнение заготовки, лучшую точность и меньшую вероятность коробления, поскольку зона термического влияния мала. Некоторые недостатки заключаются в том, что лазерная резка не всегда хорошо режется с некоторыми материалами (например, не со всем алюминием) и не всегда стабильна. Несмотря на недостатки, лазерная резка является высокоэффективной и экономичной.
Допуски
Общие допуски
Если заказчик не предоставил чертеж или лист спецификаций, мы изготовим продукт по модели в соответствии со спецификациями, указанными здесь. По умолчанию острые края будут сломаны и зачищены. Критические края, которые необходимо оставить острыми, следует отметить и указать на отпечатке.
Формовка и гибка: | +/- 0,4 мм |
Изгиб к отверстию или элементу: | +/- 0,2 мм |
Линейные размеры, исключая места для изгибов | +/- 0,1 мм |
Диаметры со вставками | +/- 0,06 мм |
Угловатость | +/- 2 градуса |
Шероховатость поверхности | +/- 3,2 мкм |
Ограничения по материалам
Материалы, которые не подходят для лазерной резки, включают зеркальные или отражающие материалы, мазонитовые плиты, композиты, содержащие ПВХ.
Допустимые материалы
Обычно для лазерной резки подходят следующие материалы: металл, нержавеющая сталь, алюминий определенной толщины, дерево и некоторые пластмассы.
Местное упрочнение
Локальное упрочнение происходит на кромках, где резал лазер. Эта закалка позволяет получить прочный и гладкий край без необходимости финишной обработки после использования лазерной резки. В углеродистой стали чем выше прокаливаемость, тем выше ЗТВ. Деформация от лазерной обработки является результатом резкого повышения температуры материала вблизи зоны резки. Искажение также создается быстрым затвердеванием зоны резания. Кроме того, искажение также может быть связано с быстрым затвердеванием материала, оставшегося по бокам разреза.
При лазерной резке часть материала выжигается, когда лазер прорезает, оставляя небольшой зазор. Этот «зазор» известен как лазерный пропил и составляет от 0,08 до 0,45 мм в зависимости от типа материала, толщины и других условных факторов. Минимальное расстояние 1-2 мм между деталями должно быть оставлено во избежание случайного перекрестного разреза.
Также рекомендуется держать детали на расстоянии 2-5 мм от края материала из-за того, что некоторые листы деформированы или немного отличаются по размеру. Всегда следует вырезать детали по границе размера листа и не использовать края листа в качестве границы.
ДОПУСКИ
Толщина стенки
Поскольку детали из листового металла изготавливаются из одного листа металла, толщина стенки детали должна быть одинаковой. Возможно изготовление деталей из листового металла толщиной от 0,9 мм до 20 мм.
Диаметр отверстия
При проектировании деталей для лазерной резки нельзя делать отверстия меньше толщины материала.
Отводы
Изгибы листового металла изготавливаются с помощью тормозов для листового металла. Допуск +/- 1 градус для всех углов изгиба. Доступны другие стандартные радиусы изгиба, некоторые из которых добавят дополнительную стоимость вашей детали, включают:
0,9 мм – 1,2 мм
1,8 мм – 2,4 мм
3,8 мм – 5,0 мм
7,5 мм – 10 мм
15 мм – 20 мм
Руководство по элементам скручивания
Скручивание листового металла — это процесс добавления полого круглого валика к краю листа. Загнутая кромка
обеспечивает прочность кромки и делает ее безопасной в обращении. Кудри чаще всего используются для удаления резкого
необработанный край и сделать его безопасным для обработки. Рекомендуется следующее: Внешний радиус завитка должен быть не менее чем в 2 раза больше толщины материала.
Размер отверстия должен быть не меньше радиуса изгиба плюс толщина материала элемента изгиба. Изгиб должен быть не меньше радиуса изгиба плюс шестикратная толщина материала элемента изгиба
.
Зенкованные отверстия
Механически обработанные и формованные зенковки возможны после лазерной резки. Механически обработанные встречные раковины создаются с помощью сверлильного станка, а формованные встречные раковины создаются с помощью инструментов для штамповочного пресса. Глубина зенковки должна быть не более 0,6 мм от толщины материала.
Механически обработанная зенковка, большой диаметр | +/- 0,254 мм |
Механически обработанная зенковка малого диаметра | 2/3 толщины |
Главный диаметр формованной зенковки | +/- 0,381 мм |
Формованная зенковка малого диаметра | +/- 0,381 мм |
Допуск на зенковку
Допуск на зенковку:
Доступны как обработанные, так и формованные зенкеры — конические отверстия, вырезанные в изготовленном объекте, позволяют вставлять винт, гвоздь или болт заподлицо с поверхностью. Мы рекомендуем измерять основные диаметры зенкеров между 2,3 мм и 12,7 мм, используя один из следующих стандартных углов: 82°, 90°, 100° и 120°. Допуск на большой диаметр сформированной зенковки
+/- 0,254 мм.
Размеры зенковки
Расстояние между центрами зенковки должно быть равно 8-кратной толщине материала толщина материала от края.
Кромки: принцип подгибки
Подгибки — это сгибы на конце детали для создания закругленного края.
Существуют различные методы производства рихтовки листового металла. Процесс фальцевания обычно выполняется в два этапа: остроугольная фальцевание конверта. Для процесса подшивки требуется высокое давление уплотнения. В процессе развивается большая осевая сила. Эта сила воздействует на материал в продольном направлении машины.
Инструкции по подшивке швов
Открытые и закрытые швы могут быть сформированы по мере необходимости. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина возврата шва в 4 раза превышала толщину. Закрытые швы — это сгибы на конце детали для создания закругленного края. Допуск на подгибку зависит от радиуса подгибки, толщины материала и особенностей вблизи подгибки. Рекомендуется, чтобы минимальный внутренний диаметр равнялся толщине материала, а длина обратной кромки равнялась 6-кратной толщине материала.
Открытый шов Внутренний радиус Каплевидный шов Внутренний радиус
Подгибка представляет собой не что иное, как складывание металла обратно на себя. В листовом металле кромки используются для создания складок в листовом металле, чтобы сделать края жесткими и сделать края безопасными для прикосновения. Кромки чаще всего используются для удаления острой необработанной кромки и обеспечения безопасности при обращении с ней. Край обычно используется, чтобы скрыть недостатки и обеспечить более безопасный край для обработки. Комбинация двух швов может создать прочные, герметичные швы с небольшим или минимальным креплением. Кромки можно даже использовать для стратегического удвоения толщины металла в тех областях детали, которые могут потребовать дополнительной поддержки. Рекомендуется:
Для каплевидных швов внутренний диаметр должен быть равен толщине материала.
Для открытой кромки изгиб потеряет свою округлость, когда внутренний диаметр больше толщины листового металла.
Для изгибов минимальное расстояние между внутренним краем изгиба и внешней стороной подгиба должно быть равно 5-кратной толщине материала плюс радиус изгиба плюс радиус подгиба.
Отверстия и пазы: Размеры
Диаметр отверстий и пазов должен быть не меньше толщины материала. Более прочные материалы требуют большего диаметра.
Зазоры
Отверстия и пазы могут деформироваться, если они расположены рядом с изгибом. Минимальное расстояние, которое они должны располагать от изгиба, зависит от толщины материала, радиуса изгиба и их диаметра. Обязательно располагайте отверстия вдали от изгибов на расстоянии не менее чем в 2,5 раза больше толщины материала плюс радиус изгиба. Прорези должны располагаться в 4 раза больше толщины материала плюс радиус изгиба от изгиба. Убедитесь, что отверстия и прорези расположены на расстоянии не менее чем в 2 раза больше толщины материала от края, чтобы избежать эффекта «выпуклости». Отверстия должны располагаться на расстоянии не менее 6 толщин материала друг от друга.
Выемки и выступы Элемент Выемки
Выемки должны быть не меньше толщины материала, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть как минимум в два раза больше толщины материала или 3,2 мм, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
Надрезы с изгибом
Надрезы — это операция разрезания, которая удаляет участок с внешнего края металлической полосы или детали. В случае, если расстояние между надрезами для изгиба очень маленькое, может произойти деформация листового металла. Во избежание этого надрез должен располагаться на соответствующем расстоянии от изгиба относительно толщины листа. Нанесение надрезов — недорогой процесс, особенно из-за низких затрат на инструменты и небольшого набора стандартных пуансонов.
Зазоры
Выемки должны находиться на расстоянии не менее 3,175 мм друг от друга. Для изгибов вырезы должны быть как минимум в 3 раза больше толщины материала плюс радиус изгиба. Расстояние между выступами должно быть не менее 1 мм или толщины материала, в зависимости от того, что больше.
Рекомендации по выемке Характеристика:
Ширина выемки не должна быть уже 1,5*t.
Длина насечек может быть до 5*т. Рекомендуемый угловой радиус для насечек должен быть 0,5*t.
Выемки должны быть не менее толщины материала или 0,04 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины. Выступы должны быть не менее чем в 2 раза толще материала или 0,126 дюйма, в зависимости от того, что больше, и не могут быть длиннее, чем в 5 раз больше его ширины.
ОСОБЕННОСТИ
Угловые скругления
Скругление или скругление углов листового металла выполняется для получения гладкой поверхности. Скругления удаляют острые углы
, облегчая обращение с ними и предотвращая порезы и царапины.
Скругление обычно составляет ½ толщины материала, а скругление делает детали более экономичными.
Затылочные прорези
Затылочные прорези помогают деталям падать ближе к проектному замыслу, чтобы избежать «выступов» и разрывов на изгибах. Выступы становятся более заметными для более толстых деталей с меньшим радиусом изгиба и могут даже достигать ½ толщины материала. Разрыв может произойти, когда изгибы сделаны близко к краю.
Размеры
Затылочные вырезы для изгибов должны быть не менее одной толщины материала по ширине и должны быть длиннее радиуса изгиба.
НАЧНИТЕ СЕГОДНЯ
Загрузите детали, чтобы начать работу
ГОВОРИТЕ С КОМАНДОЙ
Тормоза для листового металла — станки Bud
Насколько сложна ваша работа по гибке? Справится ли простой карнизный тормоз, который изгибается только по прямой линии? Если ваши требования к изгибу больше, чем просто прямые линии, мы можем предложить вам коробчатый тормоз. Благодаря съемным пальцам его гибкость практически безгранична. Нужно что-то более автоматизированное, например, высокоскоростной гидравлический гибочный станок, мы можем предоставить вам машины с длиной гибки до 13 футов. Хотите что-то среднее между коробчатым и сковородным или высокоскоростным гидравлическим трубогибом, как насчет пальчикового тормоза с электроприводом? Если ваши потребности таковы, что вам не подойдет ничего, кроме полнофункционального гибочного станка с ЧПУ, мы также можем быть вам полезны. Нужен задний упор с ЧПУ? От листа до пальца, от буквы до комбинации мы можем предоставить любую машину для любых требований.
Наш персонал хорошо обучен и готов помочь потенциальным клиентам в их стремлении решить свои производственные потребности. Будь то низкоуглеродистая сталь, алюминий 6061-T6 или даже нержавеющая сталь серии 300, мы все это видели и все это сделали. Свяжитесь с людьми, которые умеют гнуть металл.
От каменного века до компьютерного века у нас есть машины для изготовления листового металла
Вскоре после того, как человек впервые открыл, как ковать металл, он обнаружил необходимость сгибать этот металл. Вооружившись каменным молотом и хорошей прочной скалой, первобытный человек научился заставлять металл подчиняться его воле. Используя свой примитивный очаг, обычно раздуваемый маленьким членом семьи, и подручные инструменты для изготовления металла, первобытный человек сначала выковывал металл, чтобы создать его, а затем часто возвращался, чтобы повторно нагреть его в процессе формовки. Разве мы все не рады, что больше так не делаем? (Кого бы мы заставили раздуть очаг?)
Перенесемся на тысячи лет вперед (слава Богу), в период, когда металлические тормоза или станки для гибки листового металла разбросаны по плодородной равнине. Сегодняшние современные листогибочные станки — говорим ли мы о чисто ручных машинах, приводимых в действие человеком, вплоть до самых сложных чудес производительности с ЧПУ — эти листогибочные станки широко используются в производственной отрасли.
В компании Bud’s Machine Tools у нас есть знания и опыт, чтобы вести производство от 3-футового 6-дюймового пальчикового тормоза до высокоскоростного компьютеризированного тормоза, который обслуживается системами загрузки и разгрузки. У нас есть значительный опыт работы с пальчиковыми тормозами. Почему? Мы действительно используем многие станки для обработки листового металла, которые мы представляем, в нашем собственном отделе технического обслуживания при ремонте как нового, так и бывшего в употреблении оборудования. Как вскоре узнают молодые техники, которые поступают в нашу программу стажировки, причин и причин использования простого пальцевого тормоза действительно много. Их учат, что сгибаемая кромка на верхней балке состоит из регулируемых металлических стержней, называемых «пальцами». Эти пальцы можно отрегулировать или снять, что делает этот стильный станок подходящим для самых разных применений, таких как формование ящиков.
Тормозные машины имеют всего несколько движущихся частей, что упрощает их установку и эксплуатацию. Когда мы устанавливаем оборудование, а затем учимся у наших клиентов, они предоставляют обширный ресурс реальных знаний о производительности на рабочем месте. Именно на этих знаниях учится компания Bud’s Machine Tools. Благодаря таким знаниям мы можем обучать лучших в отрасли сервисных инженеров комплексной программе по всем инструментам для обработки листового металла.
Кто разбирается в производственном оборудовании лучше станков Bud?
Так часто, как это необходимо, Bud’s Machine будет проводить внутренние тренинги для наших сотрудников по продажам и маркетингу (недавний тренинг был посвящен только малым и средним гибочным станкам). Ниже приведены некоторые знания, которыми мы делимся с отделами продаж и маркетинга.
С помощью листового тормоза можно точно согнуть большие, неудобные в обращении куски металла. Вы можете сформировать много сложных деталей, выполнив серию простых изгибов на листовом тормозе. С листовым тормозом возможности изготовления гибки безграничны. Дополнительные знания, которыми поделились, включали гибочные тормоза различных размеров и конфигураций. Многие из них могут быть оснащены штампами для специальных операций гибки, таких как радиусная гибка.
Мы продаем листовые тормоза различных типов для гибки тонколистового металла, включая пальцевые, пластинчатые и гибочные тормоза. Выберите тип тормоза, который лучше всего подходит для вашего применения, или, что еще лучше, позвоните нам, и мы свяжем вас с торговым представителем в вашем регионе.
Выбор, обслуживание и поддержка: ваш комплексный поставщик
Компания Bud’s Machine Tools обладает знаниями, опытом и уникальными предложениями продукции в нашей отрасли; мы хотели бы сказать, что мы предлагаем исключительную ценность по хорошей цене. Наше семейное предприятие по продаже металлообрабатывающего оборудования ведет бизнес из нашей штаб-квартиры в Солт-Лейк-Сити, где Брайан «Бад» Йоргенсон идет по стопам своего отца, Роджера Джордженсона, который заработал репутацию продавца правильного оборудования по правильной цене с самое лучшее в поддержке клиентов.
Наши сервисные инженеры могут обслуживать, модернизировать и ремонтировать не только металлообрабатывающие станки, которые вы покупаете у нас, но и любые другие, которые могут быть на вашем участке, а также вы можете договориться с одним из них для установки вашего нового станка.
