Нарезание резьбы внутренней резьбы на токарном станке: Токарная резьба на станке — особенности нарезания резьбы, настройка станка, особенности нарезания трубной и конусной резьбы
Содержание
Токарная резьба на станке — особенности нарезания резьбы, настройка станка, особенности нарезания трубной и конусной резьбы
Нарезание резьбы — одна из наиболее распространенных операций в металлообработке. Для ее выполнения в несерийном производстве используются универсальные токарно-винторезные станки. Эти станки работают с заготовками в виде тел вращения и небольшими деталями несимметричной формы, которые можно установить на планшайбе станка. В других случаях резьбу получают фрезерованием, накатыванием и прочими способами.
Нарезание резьбы на токарном станке
Для формирования резьбы на токарном станке используют режущие инструменты, вершина которых перемещается с постоянной скоростью вдоль оси вращающейся заготовки. При этом на поверхности заготовки образуется винтовая линия. Наклон винтовой линии к плоскости, перпендикулярной центральной оси заготовки, зависит от соотношения скорости вращения шпинделя и скорости перемещения инструмента и обозначается углом подъема винтовой линии. Расстояние между двумя соседними одинаковыми элементами резьбы, измеренное вдоль оси, называется шагом резьбы.
Расстояние между двумя соседними одинаковыми элементами резьбы, измеренное вдоль оси, называется шагом резьбы.
При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
В зависимости от формы базовой поверхности, резьбы разделяются на цилиндрические и конические. Конические резьбы используются в масляных, водяных, топливных и воздушных системах, словом там, где требуется герметичность соединения. По виду базовой поверхности резьбы можно разделить на внешние и внутренние.
По направлению различают левые и правые резьбы, правая резьба закручивается при вращении по часовой стрелки, а левая — против. По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
Нарезание резьбы резцами
Нарезание токарной резьбы резцами является наиболее распространенным способом. Оно применяется для создания наружной и внутренней резьбы. Для создания резьбы используются резцы призматической, стержневой и призматической формы. Их размеры и формы близки к аналогичным показателям фасонных резцов. Для наружной резьбы используются прямые и отогнутые резцы, для внутренней при небольшом диаметре отверстия применяются изогнутые резцы, а при большом диаметре — прямые резцы, закрепленные на оправке. Мелкие отверстия выполнить резцом невозможно. В глухих отверстиях при выполнении резцом резьбы предусматривается выточка для его выхода и фаски на кромках отверстия.
Большой выбор резцов и другого режущего инструмента для токарных станков можно найти в Разделе «Режущего инструмента для токарных станков».
Резцы для нарезания резьбы имеют в качестве режущей кромки пластины из быстрорежущих сталей и твердых сплавов. Для предварительных операций применяются пластины из сплавов Т15К6, Т14К8 и их аналоги, а для чистовых — Т30К4 и Т15К6. В обработке чугунных заготовок высокую эффективность показывают элементы из сплавов В2К, ВК3М, ВК4, ВК6М.
Нарезание внутренней резьбы
Для внутренней резьбы помимо резцов используются метчики и гребенки. Метчик представляет собой инструмент в виде стержня с резьбой, выполненный из закаленной стали. На поверхности стрежня вдоль его оси имеются фрезерованные канавки, благодаря которым резьба имеет режущие кромки. Хвостовая часть метчика имеет квадратное сечение, которое позволяет закрепить его в патроне или воротке.
В ходе нарезания резьбы металл не только срезается в стружку, но и пластически деформируется из-за врезания инструмента, и внутренний диаметр отверстия увеличивается.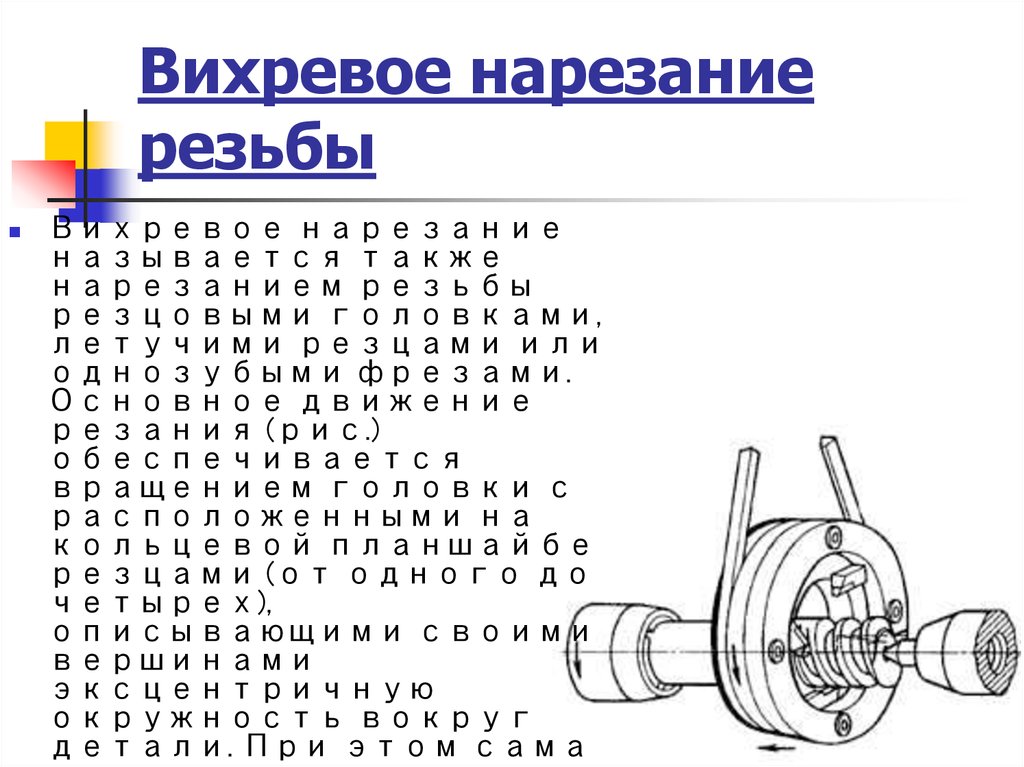 С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.
С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.
Существует множество различных метчиков, из которых распространение получили гаечные, ручные и машинные. Для нарезания резьбы при помощи метчика деталь закрепляется на станке, в ней сверлится отверстие и шпиндель настраивается на требуемое число оборотов. Метчик, установленный в задней бабке, за счет движения пиноли вводится в отверстие, и деталь совершает вращение.
Нарезание конусной резьбы
Из конических резьб наиболее широко используется стандартная, имеющая профиль, симметричный по отношению к нормали к оси конуса. Для нарезания такой резьбы используются те же методы, что и для обычной цилиндрической резьбы.
Для наружной конической резьбы производится обточка по наружному диаметру на конус. Это легко выполнить резьбовыми резцами на токарно-винторезном станке при помощи копировальной линейки, однако этот способ отличается низкой производительностью.
На токарно-револьверных станках нарезание конической резьбы выполняется при помощи плашек. Если требуется получить высокоточную резьбу, то используются резьбонарезные головки с плашками различной формы. В ходе выполнения операции плашки автоматически раздвигаются.
Также для конической резьбы применяются накатные ролики, которые позволяют выполнить накатывание резьбы. Для внутренней конической резьбы используются метчики специальной конструкции.
Настройка токарного станка для нарезания резьбы
Для выполнения токарной резьбы с заданными параметрами необходимо точно настроить станок. В первую очередь требуется связать вращение шпинделя с перемещением суппорта. Продольная подача за оборот шпинделя должна равняться шагу резьбы.
Токарно-винторезные станки позволяют настроить подачу резца за счет сцепления зубчатых колес их гитары подачи и коробки подачи. Имеется большое количество комбинаций сцепления этих колес, что позволяет настроить станок на любую нарезаемую резьбу.
Не режется резьба на токарном станке с ЧПУ — основные ошибки
1. не режет совсем (горит пуск – оси не едут – скорее всего нет ответа о скорости вращения шпинделя от датчика или не запущено вращение шпинделя)
2. не попадает в витки (наличие большого механического люфта, проскальзывание датчика энкодера или его кинематики)
3. режет резьбу с шагом, отличающимся от заданного (проверяем цикл резьбонарезания, максимальную скорость подачи при резьбонарезании, работа в мм)
Общие проверки
-проверить программу нарезания резьбы, заход и отход согласно руководству по эксплуатации (текст предоставить для анализа)
-проверить соответствие материала, резца, оборотов шпинделя, подачи, диапазона шпинделя
-(шаг резьбы, мм) * (кол-во оборотов шпинделя об/мин) не должно превышать максимальной скорости рабочей подачи по оси (P1430) => уменьшить скорость вращения шпинделя (проблема возникает при нарезании крупной резьбы с шагом больше 8-10 мм)
— проверить крепление электрических кабелей (разъемов) и самих кабелей от энкодера до ЧПУ
-проверить крепление энкодера на шпиндельной бабке, муфты энкодера, шестерни на валу энкодера в шпиндельной бабке
-Проверить параметр и установленное значение импульсов датчика шпинделя за 1 оборот.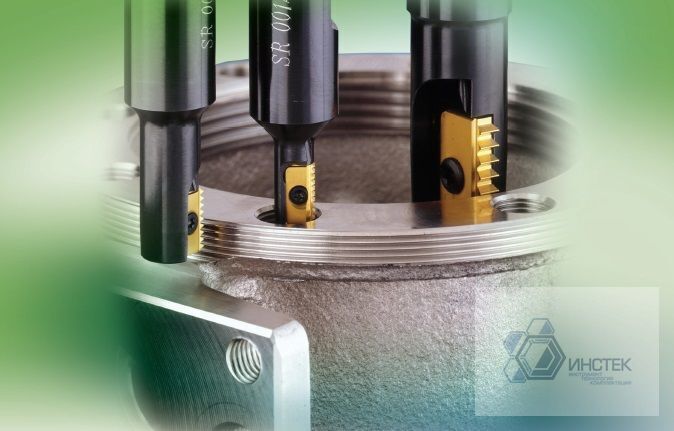 P3720=4096 импульсов
P3720=4096 импульсов
* параметры указаны для ЧПУ Fanuc 0i серии
Нарезание резьбы на токарном станке
Правильный выбор метода и оснастки может оптимизировать процесс нарезания резьбы. Для резьбонарезных инструментов были разработаны усовершенствованные покрытия и марки материалов, используемые для современных токарных резцов в целом. Кроме того, конструктивные улучшения коснулись резьбовых пластин, благодаря чему контроль стружки стал еще более надежным. Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям.
В действительности токарный процесс может быть спроектирован более эффективно. Прежде всего, нужно более глубоко разобраться в некоторых принципах нарезания резьбы.
Почему к нарезанию резьбы выдвигаются жесткие требования
К нарезанию резьбы на токарном станке предъявляются более жесткие требования, чем к обычным токарным операциям. Рабочие усилия при нарезании резьбы, как правило, выше, а радиус закругления режущей кромки резьбовой пластины меньше, что снижает ее стойкость.
Рабочие усилия при нарезании резьбы, как правило, выше, а радиус закругления режущей кромки резьбовой пластины меньше, что снижает ее стойкость.
При токарной обработке подача должна точно соответствовать шагу резьбы. Если шаг составляет 8 ниток на дюйм (25,4 мм), то инструмент должен совершать 8 оборотов на дюйм, проходя 3,175 мм на оборот. Сравните это с обычной токарной операцией, где подача составляет, как правило, около 0,3 мм на оборот. Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз.
Радиус при вершине режущей кромки, соответствующий такому усилию, составляет обычно 0,4 мм, по сравнению с 0,8 мм для обычной токарной пластины. Что касается резьбовой пластины, данный радиус серьезно ограничен допустимым радиусом на впадине профиля резьбы, определенным соответствующим стандартом. Радиус также ограничен необходимой операцией резания, так как обычная токарная обработка неприменима из-за возможной деформации резьбы.
В результате высоких усилий резания и более плотной их концентрации резьбовые пластины подвергаются гораздо большей нагрузке, чем обычные токарные пластины.
Рис. 1. Пластина с неполным профилем может применяться для различной величины шага при врезании на разную глубину. Наименьший шаг нарезаемой резьбы определяется величиной малого радиуса закругления вершины (не показан на схеме). Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершины
Пластины с полным и неполным профилем
Пластины с неполным профилем обрабатывают впадину резьбы, не достигая вершины (см. рис. 1). Одна пластина может обрабатывать различные виды шагов, вплоть до самого крупного (с наименьшим количеством ниток на дюйм), что определяется прочностью зоны закругления режущей кромки.
Радиус закругления режущей кромки должен быть достаточно малым, чтобы пластина могла обрабатывать резьбы разного размера. Для небольших шагов требуется очень малый радиус, при этом пластина проникает глубже.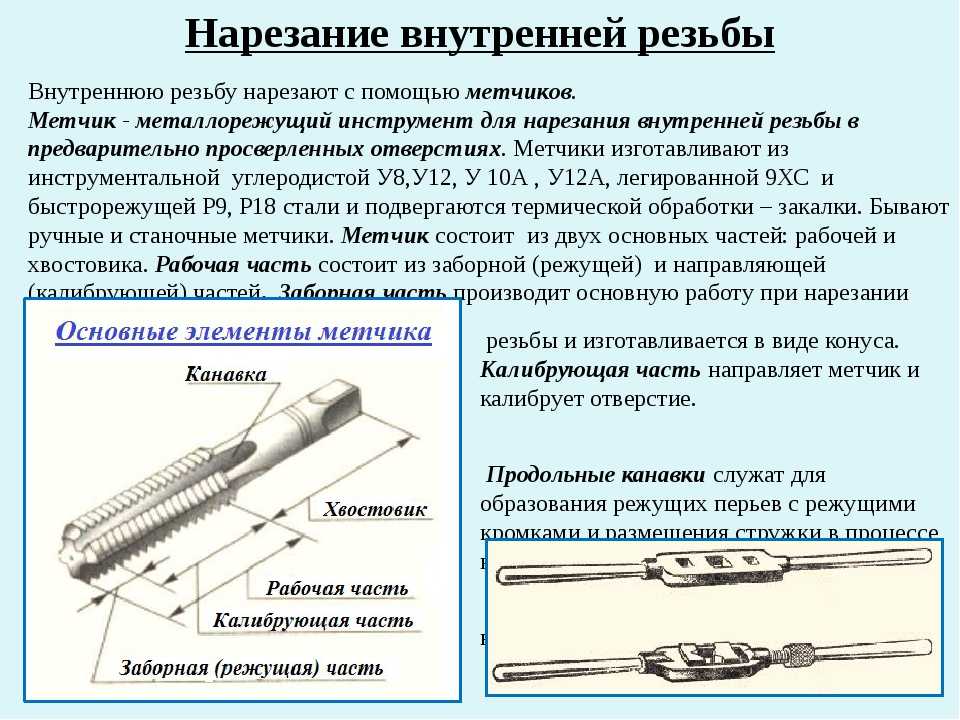 Например, для обработки резьбы с шагом 8 ниток на дюйм пластиной с неполным профилем необходима глубина врезания 2,7 мм, в то время как та же самая резьба, нарезаемая полнопрофильной пластиной, требует глубины 2 мм. При этом пластина с полным профилем позволяет получить более прочную резьбу. Более того, для обработки резьбы такой пластиной требуется в четыре раза меньше проходов.
Например, для обработки резьбы с шагом 8 ниток на дюйм пластиной с неполным профилем необходима глубина врезания 2,7 мм, в то время как та же самая резьба, нарезаемая полнопрофильной пластиной, требует глубины 2 мм. При этом пластина с полным профилем позволяет получить более прочную резьбу. Более того, для обработки резьбы такой пластиной требуется в четыре раза меньше проходов.
Рис. 2. Многозубые пластины имеют ряд последовательных зубьев. Это позволяет увеличить эффективность нарезания резьбы, но усилия резания при этом высоки
Многозубые пластины
Многозубые пластины имеют ряд последовательно расположенных зубьев, где каждый последующий зуб врезается во впадину резьбы глубже, чем предыдущий (см. рис. 2). Количество шагов, требуемых для нарезания резьбы такой пластиной, может быть сокращено на величину вплоть до 80 процентов. Срок службы инструмента значительно больше, чем у однозубых пластин, поскольку на последний зуб приходится лишь половина или третья часть от общего снимаемого металла.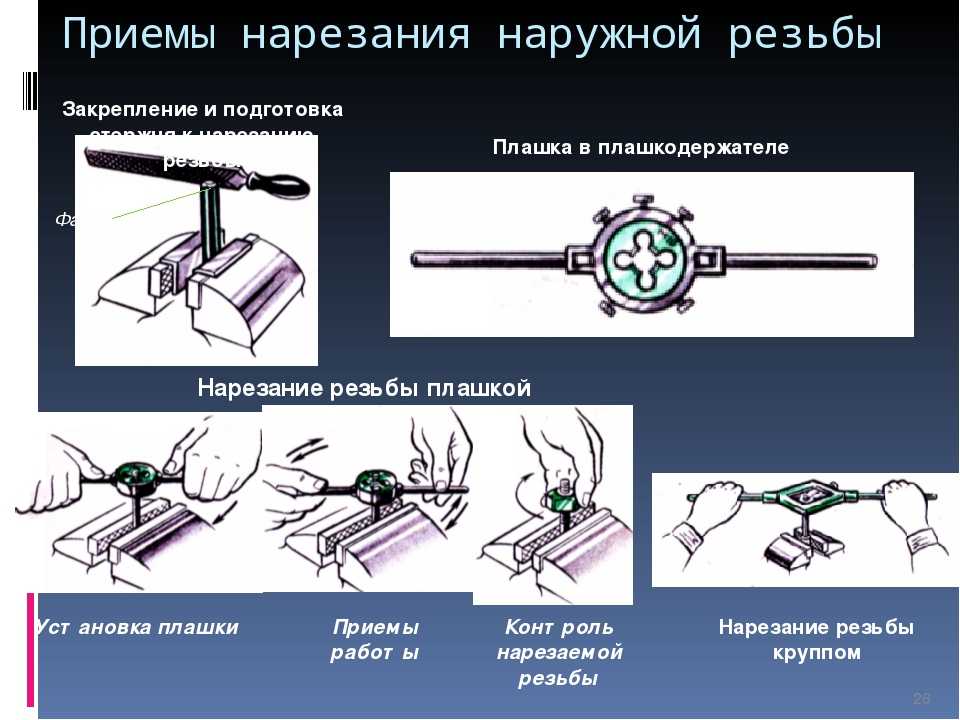
Однако из-за высоких усилий резания данные пластины не рекомендуются для тонкостенных деталей – во избежание сильных колебаний. Кроме того, конструкция заготовки, обрабатываемой такой пластиной, должна иметь достаточно канавок для выхода всех зубьев из зоны резания.
Глубина врезания на проход
Глубина врезания на проход – крайне важный параметр нарезания резьбы. Каждый последующий проход задействует бо́льшую часть режущей кромки пластины. Если глубина врезания на проход постоянна (что не рекомендуется), то усилие резания и интенсивность съема металла могут существенно увеличиваться с каждым проходом.
Например, при нарезании 60-градусной резьбы с постоянной глубиной врезания 0,25 мм на проход, при втором проходе снимается в три раза большее количество металла, чем при первом. И с каждым следующим проходом количество снимаемого металла увеличивается в геометрической прогрессии.
Чтобы избежать этого и сохранить более практичные усилия резания, с каждым проходом глубину врезания необходимо уменьшать.
Рис. 3. Выбор угла врезания оказывает существенное влияние на эффективность процесса
Методы врезания
Существует как минимум четыре метода врезания (см. рис. 3). Мало кто знает, насколько сильно выбор определенного метода может повлиять на эффективность нарезания резьбы.
А. Радиальное врезание
Хотя это самый распространенный метод нарезания резьбы, он наименее рекомендован. Если резец подается радиально (перпендикулярно к оси заготовки), металл снимается с обеих сторон профиля резьбы, в результате чего формируется стружка в форме буквы V. Такая форма стружки трудно поддается разлому, поэтому стружкоотвод может представлять проблему. Кроме того, на обе стороны режущей кромки оказывается сильное тепловое и ударное воздействие, что значительно сокращает срок службы инструмента по сравнению с другими методами врезания.
Рис. 4. Вместо формы буквы V в результате одностороннего бокового врезания образуется стружка, аналогичная получаемой при стандартном точении
В. Одностороннее боковое врезание
Одностороннее боковое врезание
В этом методе направление врезания параллельно одной стороне резьбы, и инструмент, как правило, движется вдоль линии под углом 30º. В результате образуется стружка, аналогичная получаемой при обычном точении (см. рис. 4). В сравнении с радиальным врезанием формирование стружки и отделение от режущей кромки происходит легче, что гарантирует лучший отвод тепла. Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации.
С. Модифицированное одностороннее боковое врезание (рекомендуется)
Данный метод похож на метод одностороннего бокового врезания, за исключением того, что угол врезания меньше угла профиля резьбы – менее 30º. Он сохраняет преимущества метода одностороннего врезания, при этом проблемы, связанные со вспомогательной кромкой, отсутствуют. Наилучший результат обеспечивается с углом врезания 29½º, но на практике приемлем любой угол от 25 до 29½º.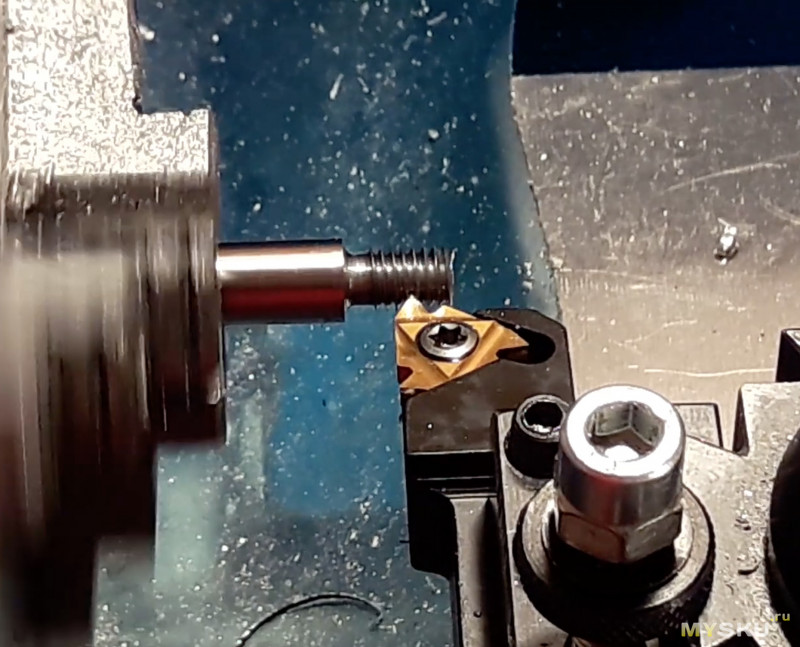
D. Двухстороннее боковое врезание
В этом случае пластина подается попеременно вдоль обеих сторон профиля резьбы и, следовательно, в процессе задействуются обе стороны режущей кромки. Это позволяет распределить нагрузку и способствует увеличению срока службы инструмента. Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME.
Рис. 5. Регулировка относительно угла подъема винтовой линии, как в «наклонной» пластине справа, позволяет выравнивать задние углы главной и вспомогательной кромок. Это обеспечивает более равномерный износ
Выравнивание задних углов
Некоторые резьбовые пластины и державки имеют возможность точного наклона пластины в направлении врезания при изменении угла подъема винтовой линии. Это свойство обеспечивает высокое качество резьбы, предотвращая трение пластины о боковую поверхность профиля. Оно также позволяет продлить срок службы резца в силу равномерного распределения усилий резания по всей длине режущей кромки.
Оно также позволяет продлить срок службы резца в силу равномерного распределения усилий резания по всей длине режущей кромки.
Пластина, не имеющая такой возможности, где режущая кромка подается параллельно осевой линии заготовки, образует неравные задние углы главной и вспомогательной кромок пластины (см. рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
Регулируемые системы позволяют изменять угол наклона пластины путем воздействия на головку державки с помощью опорных пластин. Точная регулировка получается в результате выравнивания углов главной и вспомогательной кромок, благодаря чему износ становится более равномерным.
Рис. 6. Данный специальный резьбонарезной инструмент используется для одновременной обработки двух отдельных резьб на шестишпиндельном токарном станке. Резьбы обрабатываются по отдельности. Используемые здесь пластины предназначены для резьбофрезерного инструмента, но в данном случае они применяются в качестве токарных
Миниатюризация и специализация
Резцы со вставными пластинами обеспечивают нарезание внутренней резьбы в отверстиях диаметром вплоть до 7,6 мм. Использование токарных инструментов для нарезания резьбы в таких малых отверстиях дает множество преимуществ. Качество формируемой резьбы, как правило, выше, конструкция пластины способствует отводу стружки из отверстия с незначительным ущербом для резьбы, а возможность индексации пластин позволяет снизить затраты на оснастку.
Использование токарных инструментов для нарезания резьбы в таких малых отверстиях дает множество преимуществ. Качество формируемой резьбы, как правило, выше, конструкция пластины способствует отводу стружки из отверстия с незначительным ущербом для резьбы, а возможность индексации пластин позволяет снизить затраты на оснастку.
Для подобных инструментов обычно используется твердый сплав, позволяющий выполнять обработку на низких скоростях. Что же касается нарезания резьбы в малых отверстиях, использование низкой скорости резания является единственно возможным вариантом ввиду ограничений по кинематике станка.
Технологические инновации расширили сферу применения резьбонарезных инструментов, и переход к нарезанию внутренней резьбы малого диаметра резцами – яркий тому пример. Несмотря на широкую номенклатуру стандартных инструментов, производители продолжают сталкиваться с определенными проблемами, оправдывающими применение специализированной оснастки (см. рис. 6.). Особая оснастка, проектируемая в сотрудничестве с поставщиком, – это возможность, которой нельзя пренебрегать при поиске рациональных параметров резца для конкретного вида работ.
Источник материала: перевод статьи
Threading On A Lathe,
Modern Machine Shop
Автор статьи-оригинала:
Стюарт Палмер (Stuart Palmer)
Об авторах:
Стюарт Палмер (Stuart Palmer) – маркетолог израильской компании-производителя режущих инструментов Vargus Ltd., расположенной в г. Нагария.
Майк Канаговски (Mike Kanagowski) – директор компании VNE Corp., которая является партнером Vargus Ltd. и находится в г. Джейнсвилл, штат Висконсин (США).
Нарезание резьбы на токарном станке резцом и плашкой
Один из широко известных и универсальных способов металлообработки — нарезание резьбы на токарном станке. Этот технологический процесс выполняется с помощью специальных токарных инструментов:
- резцов;
- плашек;
- метчиков;
- резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
Нарезание резьбы — работа, требующая точности, квалификации и опыта.
Содержание
- Профили резьбы
- Типы и свойства резцов
- Техника нарезки на металлической детали
- Режущий инструмент – плашка
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.
Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Видео: Как нарезать резьбу на токарном станке
Нарезание резьбы на токарном станке: классификация, схемы
Нарезание резьбы на токарном станке: классификация, схемы
Токарный
Нарезание резьбы на токарном станке – альтернатива применению специализированного оборудования. Классификация, схемы, инструменты, расшифровка, материалы.
Содержание
Типы и свойства резцов
Классификация
Материалы
Расшифровка написания резьб
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Нарезание внутренней и наружной резьбы резцом
Использование метчиков
Плашки для нарезки резьбы
Использование резьбонарезных головок
Правила нарезки
Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях. Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов. Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).

Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев.
Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Расшифровка написания резьб
Нормативные документы: ГОСТ, ОСТ, МН на конкретный тип содержат образцы условной записи.
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.
Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение.
 Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
Пример 2: G1/2–A
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Формообразование на станке осуществляется методом копирования рабочего профиля инструмента на деталь по винтовой линии. Поступательное перемещение сообщается резцу, метчику, плашке, гребенке. В сочетании с вращением заготовки получается винтовое движение, инструментальная поверхность совпадает с нарезаемой.
Как правило, нарезание малых партий крепежа, фитингов до М36 производят метчиками, лерками. Крупные заказы выгоднее изготовлять на специализированных автоматах. Резьбы большого диаметра, ходовые, силовые, точные обрабатывают резцами на универсальных токарных, когда не располагают моделями с ЧПУ или программа выпуска недостаточна.
Нарезание внутренней и наружной резьбы резцом
Резьбы с высокой соосностью к другим поверхностям, передающие движение, усилие выполняют резцом. Вращение шпинделя связывают кинематически с ходовым винтом, перемещающим суппорт с резцедержателем.
Общий порядок действий включает:
- Проточку поверхности по длине нарезания, с образованием канавки для выхода инструмента.
- Выбор, при необходимости: заточку, доводку резца с проверкой по угловым шаблонам.
- Установку режимов на станке, настройку гитары на шаг, не обеспечиваемый коробкой.
Перемещение резца за оборот заготовки равняется шагу Р или ходу Н для многозаходных.
- Установку резца по шаблону.
- Нарезание за выбранное по справочнику количество проходов.
Резьбонарезание партии деталей разделяют на черновое, чистовое. Для последнего инструмент тщательно затачивают. Резьбы шагом свыше 2 мм получают боковым врезанием. Левую винтовую канавку получают, переключив трензель, чтобы ходовой винт вращался в противоположную шпинделю сторону. Суппорт с резцом перемещаются слева на право.
Суппорт с резцом перемещаются слева на право.
Средние скорости при резьбонарезании стали составляют 20 – 35 м/мин быстрорежущим инструментом, 100 – 150 м/мин – твердосплавным. Чистовые хода производят при увеличенной на 50 – 100% скорости. Внутренние резьбы обрабатывают на сниженных на 30% режимах.
Использование метчиков
Распространенная марка Р6М5 позволяет нарезать заготовки твердостью до 240 НВ, метчики из инструментальных легированных сталей применяют для «сырых» деталей. Твердосплавные используют редко, так как кромки выкрашиваются от перекосов, несоосности, увеличивающих изгибающие нагрузки.
Диапазон типичных размеров ограничен М36 – 42, G2. Большие диаметры крупного шага обрабатывают комплектом из 2, лучше 3-х метчиков. Отверстие растачивают несколько больше внутреннего диаметра гайки D1 (cм. Рис. 2), с учетом выпучивания металла из канавки. При сверлении учитывают разбивку. Рекомендуемые значения приведены в справочниках.
Существуют несколько способов обработки:
- Зачастую гайки менее М12 нарезают, удерживая вороток руками.
 Строго говоря, прием – нарушение ТБ, может привести к травме. В начале завинчивания поджимают метчик центром задней бабки для направления, далее происходит самозатягивание. Останавливают, вывинчивают на реверсе.
Строго говоря, прием – нарушение ТБ, может привести к травме. В начале завинчивания поджимают метчик центром задней бабки для направления, далее происходит самозатягивание. Останавливают, вывинчивают на реверсе. - Метчик устанавливают в вороток, упирают в планку, закрепленную в резцедержателе, подпирают центровой державкой или задним центром. Включают малые обороты, нарезают на самозатягивании. Для устранения биения витков рекомендуется поджимать метчик до завинчивания на половину рабочей длины, плавно выдвигая пиноль.
- Применяют качающийся самовыдвижной метчикодержатель.
- Крупные диаметры получают с подачей суппорта по ходовому винту, коробку настраивают на соответствующий шаг. Метчик вставляют в оправку, зажатую в резцедержателе.
Предохранительный патрон, устанавливаемый в пиноль, исключает поломку метчика при достижении дна глухого отверстия. Ускоряет выполнение серийных операций. Метчики с шахматным расположением зуба оптимальны для вязких нержавеющих, жаропрочных сплавов. Рекомендуемые скорости резания для стали 3 – 15 м/мин, для бронзы, чугуна 4 – 22 м/мин, работают с охлаждением. Для левых гаек используют инструменты с левой нарезкой, вращение противоположное, остальное – аналогично.
Рекомендуемые скорости резания для стали 3 – 15 м/мин, для бронзы, чугуна 4 – 22 м/мин, работают с охлаждением. Для левых гаек используют инструменты с левой нарезкой, вращение противоположное, остальное – аналогично.
Плашки для нарезки резьбы
Варианты обработки аналогичны рассмотренным для метчиков:
- Без включения подачи, самонавинчиванием от вращения патрона. При нарезке мелких винтов плашкодержатель удерживают руками (потенциально опасно) или опирают на зажатую державку. На первых витках держатель поджимают грибковым центром, затем –нарезка на самозатягивании. По окончании реверсируют, свинчивая лерку.
- Нарезание подачей суппортом, с опиранием ворота на резцедержку. Перемещение за оборот шпинделя равна шагу. Часто первые нескольких ниток нарезают вручную при выключенном станке.
- Применение оснастки, устанавливаемой в пиноль – более совершенный, безопасный метод.
Крупные типоразмеры обрабатывают, предварительно прорезав канавку на половину глубины резцом. Диаметры стержней меньше номинала на величину подъема.
Диаметры стержней меньше номинала на величину подъема.
Скорости резания 2 – 4 м/мин для черных металлов и до 10 м/мин – цветных. Для стали СОЖ: эмульсия, минеральное масло, сульфофрезол. Чугун обрабатывают с керосином или на сухую. Чистую поверхность получают, смазывая стержень салом.
Использование резьбонарезных головок
Резьбонарезные головки служат для высокопроизводительной обработки. Посредством конического хвостовика корпус устанавливается в задней бабке. Врезание осуществляют, выдвигая пиноль, вращая маховик, дальнейшая подача – самозатягиванием. По окончанию прохода гребенки без свинчивания радиально разводят поворотом рукоятки. Скорость резания достигает 20 м/мин.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.

- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты.
Контроль качества резьбы
Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
Проверки выполняются: - Калибрами. Контролируют диаметры резьбы в серийном производстве.
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Загрузка…
Поделиться
Самые комментируемые записи
Особенности токарного станка по дереву с копиром
Оборудование типа токарных станков по дереву с копиром для изготовления множества деталей в серийном производстве. Как сделать копир своими руками.
Как сделать копир своими руками.
Технические параметры токарного станка 1К62
Выпускаемый тяжелой промышленностью, токарный станок модели 1К62 давно знаком специалистам по обработке металлов как надежный и простой в обращении агрегат.
Прямо сейчас смотрят
Токарный
Технические характеристики токарного станка 1в62г, схемы
Модель токарного станка 1В62Г до сих пор признаётся одной из самых лучших на современном рынке. Параметры, особенности, модификации, габариты, схемы станка.
Токарный
Токарный станок модели ТВ-16: классификация и описание
Станок токарный ТВ-16 – в чем предназначение, составляющие конструкции, технические эксплуатационные характеристики, правила использования и возможные аналоги станка импортного производства.
Токарный
Описание и преимущества профессии токаря ЧПУ
Труд токаря – сложная, творческая и ответственная работа. Токарь ЧПУ может из куска материала создать точное, прочное и полезное изделие.
как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Содержание:
- 1 Методы получения
- 2 Классификация
- 3 Как нарезать на токарном?
- 3.1 Нарезание внутренней и наружной
- 3.
 2 Нарезание метчиками и плашками
2 Нарезание метчиками и плашками - 3.3 Использование резьбонарезных головок
- 4 Особенности левой
- 5 Контроль качества
- 6 Интересное видео
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.

- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
Читайте также: токарно-винторезный станок 1К62
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к токарному патрону станка. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Интересное видео
технология, профиль резьбы, резцы, измерительный инструмент
Соблюдая постоянную скорость подачи на станке по длине вращающегося прутка, инструмент врезается в него своей вершиной и нарезает винтовой канал (рис. 1).
Рис. 1. Схема нарезания наружной резьбы:
а – схема движения инструмента и заготовки; б – нарезание однозаходной резьбы резцом
Величина наклона линии винтового канала к плоскости, которая перпендикулярная центру вращения прутка, находится в зависимости от того, с какой частотой вращается патрон с прутком и подается резец. Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Эта величина получила название µ – угол, под каким поднимается винтовая линия (рис. 2).
Рис. 2. Геометрия винтовой линии:
µ — угол наклона винтовой линии; P – шаг винтовой линии; L – длина окружности шага винтовой линии
Измеренное вдоль прутка расстояние между гребнями винтовых линий, имеет название Р – шаг винтовой линии. Развернутый на плоскости отрезок с поверхности прутка имеет вид прямоугольного треугольника АБВ. Из него определяется:
tgµ=P/(πd),
где d – сечение прутка по внешней поверхности резьбы.
Углубляя резец в тело прутка, по ходу заготовки вырезается винтовая канавка. Ее внутренняя конфигурация повторяет форму режущей кромки инструмента. Резьбой называется винтообразная линия, образующаяся на поверхности тел вращения. С ее помощью соединяются, уплотняются либо обеспечиваются какие-либо перемещения частей деталей и узлов механизмов. Резьба бывает конической и цилиндрической.
Разный профиль резьбы используется для резьбовых соединений, различных друг от друга. Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
Резьбовой профиль – это контур диаметра в плоскости, которая пересекает ее центр. Большое распространение получили резьбы, имеющие следующие профили:
- прямоугольный;
- трапецеидальный;
- остроугольный.
Резьба может быть левой и правой. Болты с правой резьбой закручивают, вращая по часовой стрелке, болты с левой резьбой закручивают, вращая против часовой стрелки. Бывают многозаходные и однозаходные резьбы. Однозаходные выполнены одной сплошной нитью резьбы. Многозаходные резьбы имеют несколько сплошных ниток.
Нитки резьбы располагаются эквидистантно. На торце гайки либо болта, в начале резьбы, хорошо видны все нитки и их количество (рис. 3, а и б). Многозаходные резьбы имеют шаг Р и ход Рₓ. Ход по ГОСТ 11708-82 – длина, отмеренная вдоль линии, которая параллельная резьбовой оси, между произвольной точкой на стороне сбоку резьбы и средней точкой, которая получается от передвижения начальной точки посередине винтового канала с углом 360˚ между сопрягаемыми точками того же витка и той же нитки резьбы.
На многозаходной резьбе ход равняется шагу, умноженному на количество заходов:
Рₓ=kР,
где k – количество заходов.
Рис. 3. Многозаходная резьба:
А – двухзаходная; б – трехзаходная; Phи P = шаг и ход резьбы
Нарезание резьбы на станках
Процесс формирования винтового соединения представляет собой перемещение режущего инструмента относительно оси заготовки и равномерное прорезание углубления по винтовой линии резьбы. Параметры соблюдения размерности обеспечивает специализированный инструмент либо согласование подачи станка и скорости вращения детали.
Основные параметры резьбы:
Параметры резьбы
- Шаг резьбы – расстояние между вершинами соседних витков;
- Угол подъёма (увеличения) – соотношение скоростей вращения шпинделя станка и величины подачи инструмента.
Настройки нарезания стандартной резьбы на токарно-винторезном станке задаются специализированным инструментом. Простейшими операциями считаются нарезание резьбы плашкой (леркой), метчиком на крепеже.
Сложные по исполнению, заглублению и конфигурации виды резьбы на цилиндрической либо конической поверхностях требуют переналадки оборудования. Подбираются табличные режимы нарезания резьбы на станке.
Помимо сопряжения и уплотнения отдельных конструктивных элементов (крепёжная), проводится нарезание резьбы для перемещения элементов, передачи и трансформации механического усилия.
Контур резьбового профиля в плоскости – решающая характеристика применения соединения винт – гайка. Профилирование треугольной цилиндрической крепёжной наружной и внутренней резьбы разъёмных соединений с нарезанием на станке.
Резьбы по ГОСТ
Резьбы стандартные по ГОСТ, нестандартные:
- Треугольная ГОСТ 9150-81 метрическая, угол вершин — 600;
- Трубная цилиндрическая ГОСТ 6357-81, угол впадин — 550;
- Трубная коническая ГОСТ 6211-81, угол впадин — 550;
- Трапецеидальная ГОСТ 9484-81, угол впадин — 300;
- Упорная ГОСТ 10177-82, угол вершин — 300;
- Круглая, угол впадин — 300;
- Модульная;
- Прямоугольная нестандартная, угол вершин и впадин — 900.

Расположение резьбовых ниток по поверхности формируется технической необходимостью. Ход и шаг однозаходной винтовой нити совпадают. Сопряжение нескольких многозаходных резьбовых ниток, равноудалённых между собой, требует расчёта углового деления диаметра между канавками. Ход многозаходной нити исчисляется умножением длины шага на количество заходов.
Нарезание резьбы резцом
Основной резьбонарезной инструмент — резцы. Типология резцов по конструктивным особенностям:
- Стержневые монопрофильные, с пластиной из твёрдых сплавов, быстрорежущей стали, паяные и сборные;
- Призматические одно– и многопрофильные сборные, паяные;
- Дисковые одно– и многопрофильные сборные.
Токарные резцы крепятся на суппорте, в оправках, головках встречного вращения (вихревое нарезание 4 элементами).
Мехкрепление сборного резца обеспечивает удержание сменной многогранной пластины с готовым фасонным профилем. Преимущественно используются для нарезания резьбы метрической и трапецеидальной.
Конфигурация вершины инструмента для чистового прохода затачивается в соответствии с геометрией профиля винтовой канавки. Передний угол выставляется в обратной пропорции твёрдости и противостоянию температурным нагрузкам материала. При обработке вязких металлов угловая величина возрастает.
Метод нарезание резьбы резцами
Установка резьбонарезного резца по шаблону по центральной линии станка определяет чистоту поверхности. Боковые грани, не участвующие в нарезке, не имеют контакта с болванкой, затачиваются с превышением угольности резьбового подъёма.
Погрешности оборудования при нарезании резьбы учитываются при выставлении градусов рабочей грани. Уменьшение на 30’ – обычная практика. Впадина скругляется радиусом инструмента.
Сверление либо расточка под нарезку внутренней резьбы выполняются с увеличением диаметра до 0,2 для металлов хрупких, до 0,4 мм — для вязких материалов, с учётом толщины стенки. Конечная канавка при несквозном нарезании резьбы делается в поперечнике на 0,3 мм меньше шага.
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза. Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев. Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам. ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Оборудование для нарезания резьбы
Револьверные станки, ЧПУ токарно-фрезерные (обрабатывающий центр) обеспечивают режимы резания, при которых профилирование без переходов укладывается в 1 цикл обработки.
Револьверная оснастка после установки на универсальный токарный станок не требует повторной установки инструмента в начальной позиции для многопроходного завершения операции. Используются многорезцовые резьбонарезные головки.
Токарно-фрезерный станок B8D
По завершении операции гребёнки разводятся, возвращаются в исходное положение без контакта с деталью. Используются тангенциальные, радиальные, круглые.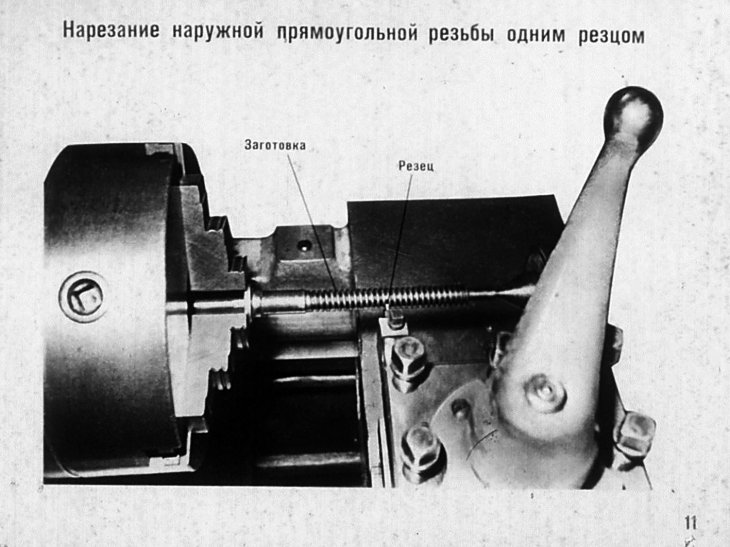 Последние чаще вследствие простоты обслуживания и пригодности к переточкам.
Последние чаще вследствие простоты обслуживания и пригодности к переточкам.
Нарезание червяков и винтов большой протяжённости ведётся резцовыми головками, способными вести внутреннюю и внешнюю нарезку. Призматические гребёнки с заходным конусом на револьверном станке применяются для внутренней нарезки.
Кроме универсальных токарно-винторезных, револьверных, обрабатывающих центров применяются резьбонакатные станки, гайконарезные автоматы, ЧПУ для нарезки винтовых поверхностей большой глубины и площади методом вихревого фрезерования.
Что необходимо для изготовления резцов
Прежде, чем сделать резцы для токарного станка по дереву необходимо предварительно позаботиться о подготовке соответствующих материалов и приспособлений. Для изготовления самодельных инструментов важно:
- Наличие заточного станка. Подойдут и компактные варианты для домашних мастерских с качественным абразивным кругом. При этом, чтобы выполнять заточку различных видов резцов могут понадобиться абразивы с различной конфигурацией.

- Наличие заготовок под резцы. Для таких задач следует применять стальные заготовки твердых марок. Наиболее распространенной считается Р6М5. Среди домашних мастеров нередко практикуется приспосабливание старых напильников, метчиков и других подручных элементов (обойм подшипников и т.д.).
- Наличие деревянных ручек. Для более удобной работы с инструментами, следует оснастить их рукоятью. Ее можно сделать самостоятельно также при помощи токарного станка либо же приобрести в магазине.
При этом, также важно использовать защитные средства: перчатки и очки.
Заготовки
Вытачивание ручек
Готовое изделие
Нарезание резьбы метчиком
Метчик представляет собой формообразующий винт с продольными канавками для отвода стружки и формирования захода режущих передних поверхностей зубьев. Чаще применяются для нарезки внутренних метрических видов резьбы малого диаметра в глухих и сквозных отверстиях.
Нарезание резьбы метчиком
Комплект из 2–3 ручных метчиков служит для поочерёдного прохода отверстия. Распределение нагрузки по снятию стружки между составляющими набора из 3 предметов (черновой, получистовой, чистовой) 60:30:10%, 75:25 – из 2. Заборный конус чернового называется режущим и принимает при врезании основную нагрузку.
Распределение нагрузки по снятию стружки между составляющими набора из 3 предметов (черновой, получистовой, чистовой) 60:30:10%, 75:25 – из 2. Заборный конус чернового называется режущим и принимает при врезании основную нагрузку.
Хвостовик квадратного сечения служит для удержания метчика воротком и передачи усилия. Хвостовики гаечных метчиков 2 видов: прямые и изогнутые.
Машинные метчики совмещают на одном стержне набор из чернового, получистового и чистового калибровочного. Машинный метчик выполняет комплекс нарезки за 1 проход с высокой скоростью. Минимальная скорость прохода для разнотипных материалов превышает 5–6 м в мин.
Способы обработки
Внутренняя резьба наносится метчиками, внешняя – плашками. Метчики имеют форму винта, с канавкой вдоль его винтовой части, что позволят стружке в процессе соскальзывать. Плашки по своей геометрической форме напоминают гайку. Способны нарезать резьбу диметром до 52 мм. Бывают круглыми, квадратными, шестигранными и призматическими.
Нарезание резьбы плашкой
Кольцевой резьбонарезной инструмент с прорезями для выхода стружки служит для нарезания резьбы на крепёжных деталях: винтах, болтах, шпильках. Лерка фиксируется в ручном приспособлении либо в патроне пиноли задней бабки.
Фаска по высоте профиля резьбы облегчает заход плашки. Точение детали предусматривает минусовой допуск относительно диаметра:
- Ø10 – до 0,2 мм;
- Ø18 – до 0,24 мм;
- Ø30 – до 0,28 мм.
Лерка с обеих сторон оснащена заборным конусом в 20–300. Зона калибрования расположена посередине. Продуктивность работы плашкой уступает по скорости метчику до 30%.
Контроль качества нарезания резьбы
Станочник проверяет первую деталь на соответствие чертежу. Простейшее контрольное приспособление — шаблон. Для ходовых метрических и дюймовых типов резьбы шаблоны сгруппированы в набор. На просвет при наложении на деталь видны несоответствия профиля.
Калибром (в комплекте проходной и непроходной) комплексно оцениваются параметры профиля. Редкие виды специальной резьбы, изготовленные в единичном экземпляре, проверяются по ответной детали.
Редкие виды специальной резьбы, изготовленные в единичном экземпляре, проверяются по ответной детали.
Создание внутренней и наружной возможно выполнить вручную. Остальные режутся только на станке с использованием резьбонарезного резца необходимого профиля.
Реклама партнеров
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.

- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
- Калибрами. Контролируют диаметры резьбы в серийном производстве.
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов.
 Применяются в мелкосерийных цехах, измерения не точные.
Применяются в мелкосерийных цехах, измерения не точные.
- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Нарезание внутренней резьбы на токарном станке
ajcgkm
Участник
#1
Привет, я пробую свою первую процедуру нарезки наружной и внутренней резьбы на токарном станке. Конечно, работать с внешней резьбой проще, чем с внутренней, так как в основном это размер готового болта. Так что мало шансов сделать болт маленьким.
Так что мало шансов сделать болт маленьким.
Но всегда есть но у меня есть одна большая проблема с внутренней резьбой.
Как, черт возьми, вычислить меньший размер резьбы.
Например, если бы я вырезал unf 3/4 x 28 tpi, я бы не хотел просверливать отверстие 3/4, иначе это будет большой бу-бу. Большая дыра оставляет проблему, я не могу положить материал обратно.
Я получил видеоклип примера 3/4 x 28, и в нем говорится, что меньший диаметр должен быть 0,715, но это не объясняет, как он пришел к этому числу. При условии, что мажор равен 3/4 или 0,750 в десятичной дроби.
Конечно, должна быть формула для этой процедуры, но я не могу найти ее, которую смог бы понять такой идиот, как я, я имею в виду большой диаметр — 5 * квадратный корень из 3, деленный на 8, разделенный на высоту тона, было довольно отвратительно для не математика, как я. поэтому любая помощь будет действительно полезной
имейте в виду, что я не математик, поэтому термины непрофессионалов, пожалуйста.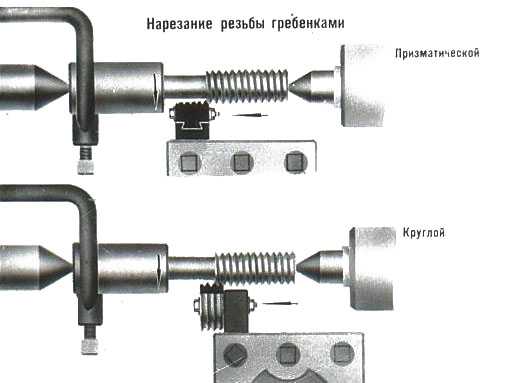 Кроме того, я родом из метрической семьи и медленно изучаю имперский способ и многочисленные доступные типы нитей, поэтому будьте осторожны, пожалуйста :bow:
Кроме того, я родом из метрической семьи и медленно изучаю имперский способ и многочисленные доступные типы нитей, поэтому будьте осторожны, пожалуйста :bow:
рклопп
Известный член
#2
Я предполагаю, что вы говорите о стандартной форме резьбы под углом 60 градусов. В этом случае начните с расчета высоты H теоретически острой резьбы. Это будет высота равностороннего (60 градусов) треугольника, основание которого равно шагу резьбы (1/28″ = 0,0357 в случае вашей резьбы 3/4-28). Зарисуйте его. Высота этого треугольника составляет 0,5 * SQRT (3), умноженное на основание = косинус (30 градусов), умноженное на основание = 0,8660, умноженное на основание.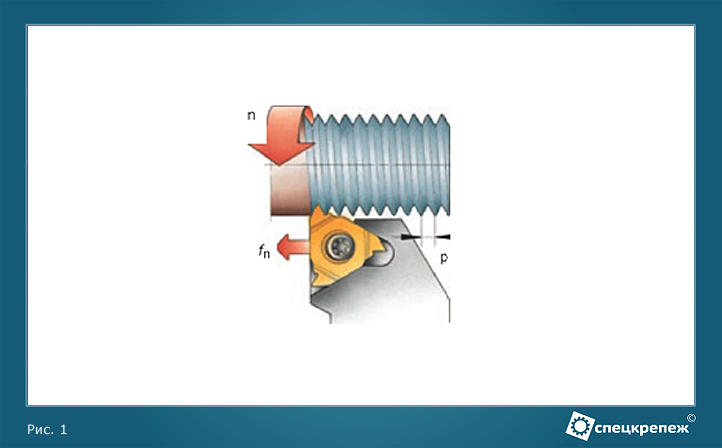 Таким образом, в вашем примере H = 0,8660 * 0,0357 = 0,0346 «. Для внутренней резьбы расстояние от большого (внешнего) диаметра до малого (внутреннего диаметра) равно H*5/8 = H*0,625. В вашем примере это 0,0217». Таким образом, номинальный меньший диаметр равен внешнему диаметру минус удвоенное это значение (с обеих сторон отверстия есть гребни резьбы). Таким образом, номинальный меньший диаметр составляет 0,7500″-2*0,0217″ = 0,7067. «.
Таким образом, в вашем примере H = 0,8660 * 0,0357 = 0,0346 «. Для внутренней резьбы расстояние от большого (внешнего) диаметра до малого (внутреннего диаметра) равно H*5/8 = H*0,625. В вашем примере это 0,0217». Таким образом, номинальный меньший диаметр равен внешнему диаметру минус удвоенное это значение (с обеих сторон отверстия есть гребни резьбы). Таким образом, номинальный меньший диаметр составляет 0,7500″-2*0,0217″ = 0,7067. «.
Используя ту же идею с резьбой 1/4-20, мы получаем шаг 1/20″ = 0,05″,
H=0,0500″ * 0,866=0,0433″. H*5/8=0,0271″. Номинальный внутренний диаметр равен
0,2500″-2*(0,0271″)=0,1959″. Это точно соответствует тому, что указано в таблице Machinery’s Handbook для резьбы этого размера. Обычный размер сверла для метчика для 1/4-20 — это № 7, что составляет 0,201 дюйма и, вероятно, делает отверстие на 0,001 дюйма или около того больше, поэтому обычные сверла для метчика дают немного больший внутренний диаметр, чем номинальный теоретический. Это необходимый компромисс между прочностью резьбы и риском поломки метчика. Тем не менее, стандартная наружная резьба должна соответствовать внутренней резьбе с теоретическим малым диаметром, при условии, что все остальные геометрические параметры, такие как большой диаметр и средний диаметр, верны.
Тем не менее, стандартная наружная резьба должна соответствовать внутренней резьбе с теоретическим малым диаметром, при условии, что все остальные геометрические параметры, такие как большой диаметр и средний диаметр, верны.
мклоц
Известный член
#3
По сути, вопрос, который вы задаете, звучит так:
Каков размер метчика для резьбы 3/4-28?
Тот факт, что вы нарезаете эту резьбу на токарном станке, а не метчиком, значения не имеет; расчет остается прежним.
Формула для расчета размера сверла для метчика:
TD = MD — 0,013*DOT/TPI
где:
TD = размер сверла для метчика
MD = большой диаметр резьбы
DOT = глубина резьбы, выраженная в процентах
TPI = шаг резьбы, выраженный в витках на дюйм
Для вашего примера имеем:
MD = 3/4
TPI = 28
DOT = не указано, но мы будем использовать типичное значение 75%
Тогда,
TD = 0,75 — 0,013*75/28 = 0,75 — 0,035 = 0,715
Если применение этой формулы к вашей работе выходит за рамки ваших арифметических способностей, вы можете скачать DRILL с моего сайта. У него есть опция расчета метчика, которая сделает арифметику за вас.
У него есть опция расчета метчика, которая сделает арифметику за вас.
Джонси
Известный член
#4
сделайте себе одолжение и купите справочник машиниста. это даст вам всю информацию. вам нужно будет обрезать любую нить. Джонси
рклопп
Известный член
#5
Обратите внимание, что 0,013 в формуле Марва просто округляется до 2 x 5/8 x 1/100. Смотрите мой пост выше.
Смотрите мой пост выше.
ajcgkm
Участник
#6
Спасибо за быстрые ответы, люди,
, кроме jonesie, немного грубо, я думаю, я попросил помощи, поэтому этот пост здесь.
У меня есть несколько книг, простите меня, если я не понимаю их, мы не можем все быть умными, не так ли?
С другой стороны, люди, которые были готовы помочь новичку, который может быть немного туговат, большое спасибо.
отпариватель
Известный член
#7
ajcgkm сказал:
Спасибо за быстрые ответы, люди,
, кроме jonesie, немного грубо, я думаю, я попросил о помощи, поэтому этот пост здесь.
У меня есть несколько книг, простите меня, если я не понимаю их, мы не можем все быть умными, не так ли?
С другой стороны, люди, которые были готовы помочь новичку, который может быть немного толстоват, большое спасибо.
Нажмите, чтобы развернуть…
Я склонен согласиться с оценкой, но помните, что может быть очень сложно передать намерение в сообщениях… давайте все будем вести себя вежливо, хорошо?
Дэйв
metalmad
Победитель проекта месяца!!!
#8
Привет всем
Я сомневаюсь, что jonesie ment может быть грубым, и его совет тверд, справочник машиниста — хорошая покупка!!
Пит
ТройО
Известный член
#9
Да, я читал это больше как реальный совет… У машин есть таблица со всеми разумными размерами резьбы, и все, что вам нужно сделать, это найти ее. Никакой математики.. (Ну, минимум математики… Я думаю, вам нужно посмотреть номер страницы, LOL.)
Паулсв
Известный член
#10
Уверен, Джонси не хотела показаться грубой. В «Справочнике машиниста» есть удобные таблицы, в которых изложена вся эта информация, для тех из нас, кто, как и я, не обращал внимания на уроки тригонометрии много лет назад.
мклоц
Известный член
#11
Проблема со справочниками и тому подобными заключается в том, что они могут не включать странные резьбы, с которыми можно столкнуться (можете ли вы найти размер метчика для 3/4-28 в МБ?). Даже если они это сделают, найти эту информацию в книге на тысячу страниц может быть испытанием терпения.
Формула подходит для любого размера и достаточно мала, чтобы ее можно было записать на форзаце рабочей тетради, нацарапать на столе или, еще лучше, запомнить.
ajcgkm
Участник
#12
Хорошо, я не хотел начинать войну :-[ лол, я просто хотел константу, которая составляла 75%. Когда мне объяснили, что я могу использовать формулу касания, это облегчило понимание. Я человек, который учится, наблюдая и задавая вопросы. Книги могут только научить вас очень многому, и они не отвечают на вопросы.
Конечно, Джонси не был груб, я вставил неправильное слово, но если кто-то попросит меня о помощи, я помогу, если смогу, а если не смогу, то не буду. Я являюсь участником нескольких мотоциклетных форумов, где мои знания находят применение (да, я неплохо разбираюсь в проблемах с электрикой на мотоциклах), но даже там кто-нибудь придет и напишет сразу после вас, просто сказав «да», я согласен с тем, что он просто сказал поднять его рейтинг кармы.
Я являюсь участником нескольких мотоциклетных форумов, где мои знания находят применение (да, я неплохо разбираюсь в проблемах с электрикой на мотоциклах), но даже там кто-нибудь придет и напишет сразу после вас, просто сказав «да», я согласен с тем, что он просто сказал поднять его рейтинг кармы.
Итак, давайте простим, забудем и научимся. Также помните, что мы можем стать довольно самодовольными, когда знаем вещи и забываем, что когда-то начинали с самого низа. Для меня мое путешествие длится всего два месяца, и мне предстоит пройти долгий путь, и тогда я, вероятно, все еще буду знать только небольшое количество.
Всего наилучшего AJ
Джонси
Известный член
№13
извините, мой ответ был коротким. Я не хотел быть грубым, руководство — хорошая библия, просто хочу дать несколько хороших советов, зарабатывая на жизнь этим почти 40 лет. руководство ответит практически на любой вопрос о механической обработке. Джонси
Я не хотел быть грубым, руководство — хорошая библия, просто хочу дать несколько хороших советов, зарабатывая на жизнь этим почти 40 лет. руководство ответит практически на любой вопрос о механической обработке. Джонси
ajcgkm
Участник
№14
извините, мой ответ был коротким. Я не хотел быть грубым, руководство — хорошая библия, просто хочу дать несколько хороших советов, зарабатывая на жизнь этим почти 40 лет. руководство ответит практически на любой вопрос о механической обработке. Джонси
Нажмите, чтобы развернуть…
Я ценю то, что вы говорите, и, как вы сказали, вы занимаетесь этим в течение 40 лет :bow: (вы, бог машин), так что это ваша вторая натура, у меня есть справочник инженера по моделированию Тубала Каина, и, как я сказал, это как русский язык для меня ;D Я медленно работаю, и я имею в виду медленно, так что не беспокойтесь, давайте все начнем сначала. Меньше всего я хочу обидеть людей со стажем.
Меньше всего я хочу обидеть людей со стажем.
Всего наилучшего AJ
Джонси
Известный член
№15
не бог машин я до сих пор учусь каждый день, называется открытый миддед. конец Джонси
ИСПРАВЛЕНИЕ
Известный член
№16
Просто мысль, но справочник по машинам в этой стране продается более чем в 100 фунтов, что очень дорого для чего-то, что вы можете не понять на ранних стадиях.
(у меня есть!)
Стив
тел.
Известный член
# 17
Я купил свою копию несколько лет назад за 5 долларов. Хорошо, это старое издание, но в отличном состоянии, и содержащаяся в нем информация по-прежнему актуальна. 25 с лишним лет он все еще в отличном состоянии, несмотря на почти ежедневное использование.
Они регулярно появляются на ebay.
Кен I
Победитель проекта месяца!!!
# 18
У меня до сих пор хранится справочник моего отца (издание военного времени) — угадайте что — мало что изменилось в отделе гаек и болтов.
На самом деле некоторые разделы более полезны, чем более новые версии. В моей старой книге показано, как сделать червячную передачу на токарном станке, а в новой мне сказано, что нужно использовать зубофрезерный станок.
Так что следите за скидками в книжном магазине/распродаже и не беспокойтесь (сильно) о его возрасте.
Кен
мклоц
Известный член
# 19
Понаблюдайте за распродажей подержанных книг в местной библиотеке. Каждый раз, когда инженер умирает, его технические книги передаются в дар библиотеке.
Каждый раз, когда инженер умирает, его технические книги передаются в дар библиотеке.
За прошедшие годы я приобрел по крайней мере семь экземпляров MH разных винтажей, ни один не дороже 5 долларов, а некоторые всего за 2 доллара.
ajcgkm
Участник
#20
да, искал на ebay, нашел буклет с диаграммами точности zeus, но amazon делает это дешевле.
Я обнаружил, что мне нужно разобраться с тем, что мой токарный станок приспособлен для имперской резки. Большинство планов у меня имперские. Однако я живу в Великобритании, мне меньше 45 лет, поэтому мой метод обработки — метрический.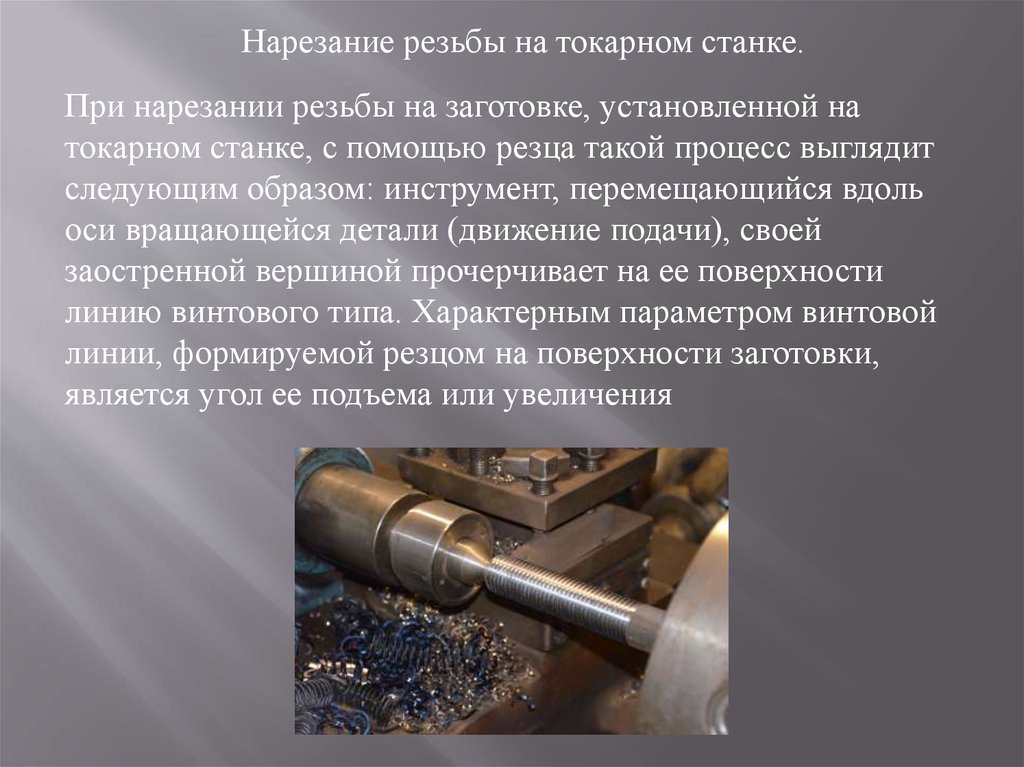 Итак, в своей первой сборке я преобразовал британские единицы в метрические и импровизировал, когда дело дошло до установки винтов. Я использовал M2 x 6 вместо UNC # 56, который требовался на чертеже.
Итак, в своей первой сборке я преобразовал британские единицы в метрические и импровизировал, когда дело дошло до установки винтов. Я использовал M2 x 6 вместо UNC # 56, который требовался на чертеже.
Именно этот мост между имперской и метрической системой я сейчас перехожу, я изучаю имперский путь.
Говорят, что Рим не за один день построили, ну, если бы его оставили мне, он все еще был бы на стадии планирования.
Опыт и методология создания потоков — Hastings Machine
Существуют различные методы создания потоков. Метод, выбранный для любого приложения, выбирается на основе ограничений и доступных опций; время отклика, стоимость, степень точности, мощность, доступность оборудования и т. д.
В целом, некоторые процессы создания резьбы, как правило, попадают в определенные части спектра от нестандартной до серийной оснастки, могут быть значительные совпадения. Например, притирка резьбы, следующая за шлифовкой резьбы, относится только к крайней части спектра, в то время как накатка резьбы представляет собой большую и разнообразную область практики с широким спектром применения.
Резьбы металлических креплений обычно создаются на резьбонакатном станке. Их также можно вырезать на токарном станке. Накатанная резьба прочнее, чем нарезанная, с увеличением прочности на разрыв на 10-20% и, возможно, более высокой усталостной прочностью и износостойкостью.
Методы вычитания (удаления материала)
Нарезание резьбы
Нарезание резьбы, по сравнению с формовкой и накаткой резьбы, может использоваться, когда требуется полная глубина резьбы, когда количество небольшое, когда заготовка не очень точная, когда требуется нарезание резьбы до буртика, при нарезании конической резьбы, или когда материал хрупкий.
Нарезание резьбы
Нарезание метчиками — распространенный метод нарезания резьбы. В отличие от сверл, метчики не удаляют автоматически образующуюся стружку. Метчик нарезает свою резьбу при вращении, образуя длинную стружку, которая может быстро заклинить метчик (эффект, известный как «нагромождение»), что может привести к поломке инструмента.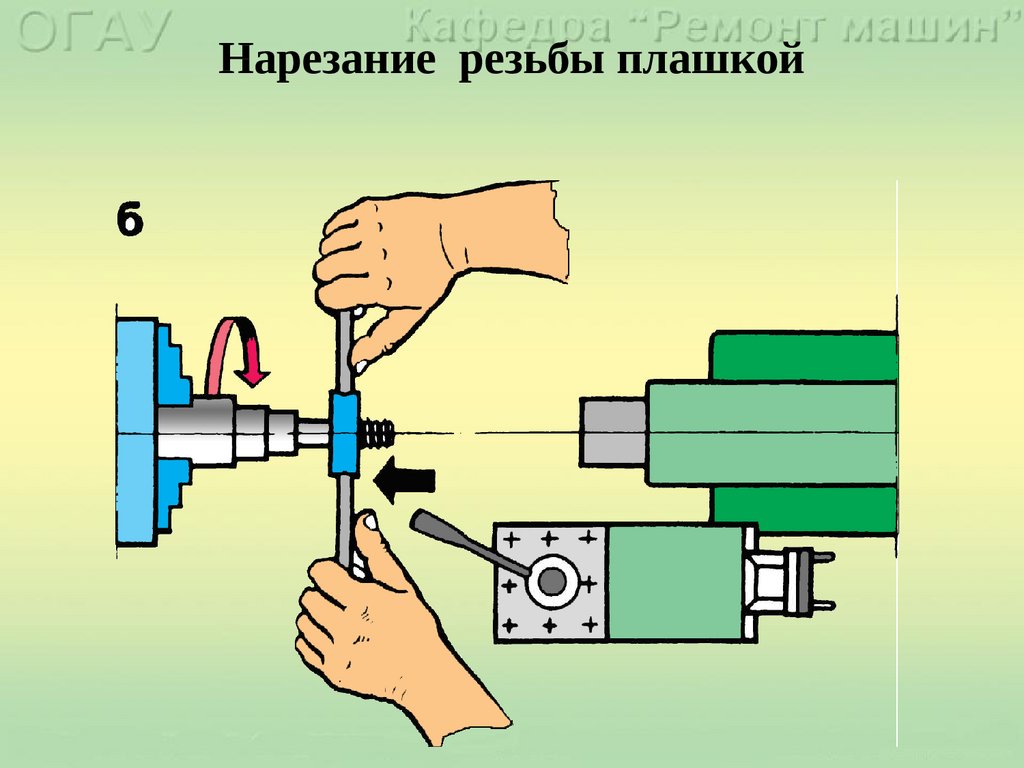
Для непрерывного нарезания резьбы используются специальные спиральные метчики для разбивания и выброса стружки во избежание скопления.
Одноточечная резьба
Одноточечное нарезание резьбы, чаще называемое просто одноточечным, представляет собой операцию, в которой используется одноточечный инструмент для создания формы резьбы на цилиндрическом или коническом изделии или внутри него. Инструмент движется линейно, а точное вращение заготовки определяет переднюю кромку резьбы. Процесс может быть выполнен для создания внешней или внутренней резьбы (мужской или внутренней). При нарезании наружной резьбы деталь может удерживаться в патроне или монтироваться между двумя центрами. При нарезании внутренней резьбы деталь удерживается в патроне. Инструмент перемещается по заготовке линейно, снимая стружку с заготовки при каждом проходе.
Координация различных элементов машины, включая ходовой винт, скользящую опору и сменные шестерни, была технологическим прогрессом, позволившим изобрести токарно-винторезный станок, положивший начало одноточечной резьбе, какой мы знаем ее сегодня.
Горизонтальные токарные станки и станки с ЧПУ являются наиболее часто используемым оборудованием для одноточечной резьбы. Станки с ЧПУ обрабатывают быстро и эффективно благодаря способности станка постоянно отслеживать взаимосвязь положения инструмента и положения шпинделя. Программное обеспечение ЧПУ упрощает настройку оборудования с помощью предварительно запрограммированных подпрограмм, которые исключают ручное программирование цикла настройки. Параметры вводятся (например, размер резьбы, смещение инструмента, длина резьбы) с клавиатуры компьютера или непосредственно с компьютера программиста, все остальное делает станок.
Все нарезание резьбы можно выполнить с помощью одноточечного инструмента, но из-за высокой скорости и низкой удельной стоимости других методов (например, нарезания резьбы, нарезания резьбы и формовки) одноточечное нарезание обычно используется, когда другие факторы производственного процесса благоприятствуют этому (т. е. спрос на небольшое количество, уникальные требования к резьбе, крутящий момент и/или мощность исключают нарезание резьбы, физический размер и т. д.).
д.).
Фрезерование резьбы
Резьбу можно фрезеровать вращающейся фрезой по запрограммированной спиральной траектории инструмента. Резьбофрезерование подходит для массового производства, поэтому оно не распространено в мастерской. С широким распространением доступных, быстрых и точных станков с ЧПУ стало гораздо более распространенным, внутренняя и внешняя резьба часто фрезеруется на работах, которые раньше нарезались бы метчиками, резьбонарезными головками или одноточечными. Преимущества резьбофрезерования заключаются в более коротком времени цикла, меньшем количестве поломок инструмента и гибкости при нарезании левой или правой резьбы с помощью одного и того же инструмента. Для больших, неудобных заготовок легче оставить заготовку неподвижной, в то время как все операции обработки выполняются вращающимися инструментами.
Существуют различные виды резьбофрезерования, в том числе несколько вариантов фасонного фрезерования и сочетание сверления и нарезания резьбы одним инструментом.
Фрезерование форм использует инструменты с одной или несколькими формами. Один из примеров фасонного фрезерования: однофасонный инструмент наклоняется под углом спирали резьбы, а затем подается радиально в заготовку. Заготовка медленно вращается, так как инструмент точно перемещается вдоль оси заготовки, нарезая резьбу. Достигается за один проход, если инструмент подается на полную глубину резьбы, или за последовательные проходы с меньшим съемом материала. Этот процесс обычно используется для больших потоков. Он обычно используется для нарезания резьбы с большим шагом или несколькими шагами. Аналогичный пример с использованием инструмента с несколькими формами позволяет получить всю резьбу за один оборот вокруг заготовки. Инструмент должен быть длиннее требуемой длины резьбы. Использование инструмента с несколькими формами быстрее, чем использование инструмента с одной формой, но он ограничен по углу наклона спирали.
Еще один вариант фасонного фрезерования включает в себя удержание оси инструмента ортогонально (без наклона к спирали резьбы) и подачу инструмента по траектории, образующей резьбу. Деталь обычно представляет собой стационарную заготовку, например выступ на корпусе клапана (наружная резьба) или отверстие в пластине или блоке (внутренняя резьба). В этом типе резьбофрезерования используется, по существу, та же концепция, что и при контурной обработке концевой фрезой, но инструмент и траектория специально подобраны для определения «контура» резьбы. Геометрия инструмента отражает шаг резьбы, но не ее шаг. Коническую резьбу можно нарезать либо с помощью многофункционального конического инструмента, который завершает нарезку резьбы за один оборот, либо с помощью прямого или конического цельного инструмента.
Деталь обычно представляет собой стационарную заготовку, например выступ на корпусе клапана (наружная резьба) или отверстие в пластине или блоке (внутренняя резьба). В этом типе резьбофрезерования используется, по существу, та же концепция, что и при контурной обработке концевой фрезой, но инструмент и траектория специально подобраны для определения «контура» резьбы. Геометрия инструмента отражает шаг резьбы, но не ее шаг. Коническую резьбу можно нарезать либо с помощью многофункционального конического инструмента, который завершает нарезку резьбы за один оборот, либо с помощью прямого или конического цельного инструмента.
Инструмент, используемый для резьбофрезерования, может быть цельным или индексируемым. Для внутренней резьбы сплошные инструменты обычно подходят для отверстий размером более 0,24 дюйма (6 мм), а сменные инструменты для нарезания внутренней резьбы предназначены только для отверстий размером более 0,47 дюйма (12 мм). Преимущество; по мере износа вставки ее легко и экономично заменить. Недостаток; время цикла обычно больше, чем цельные инструменты. Цельные многоформовые резьбонарезные инструменты внешне похожи на метчики, но отличаются тем, что режущая кромка не имеет обратного конуса и входной фаски. Это отсутствие входной фаски позволяет нарезать резьбу в пределах одной шаговой длины дна глухого отверстия.
Недостаток; время цикла обычно больше, чем цельные инструменты. Цельные многоформовые резьбонарезные инструменты внешне похожи на метчики, но отличаются тем, что режущая кромка не имеет обратного конуса и входной фаски. Это отсутствие входной фаски позволяет нарезать резьбу в пределах одной шаговой длины дна глухого отверстия.
Врезка керна
Нарезка керна — это процесс колонкового сверления/нарезания внутренней резьбы с использованием специального режущего инструмента на фрезерном станке с ЧПУ или аналогичном приводном механизме. Наконечник режущего инструмента имеет форму сверла, а хвостовик имеет форму резьбы, напоминающую метчик. Преимущество процесса исключает смену инструмента. Недостатком является то, что процесс обычно ограничивается глубиной отверстия, не превышающей трехкратный диаметр инструмента.
Завихрение резьбы
Завихрение резьбы — это форма процесса резьбофрезерования, за исключением того, что режущие насадки устанавливаются внутри режущего кольца или держателя инструмента, а не снаружи фрезерного инструмента.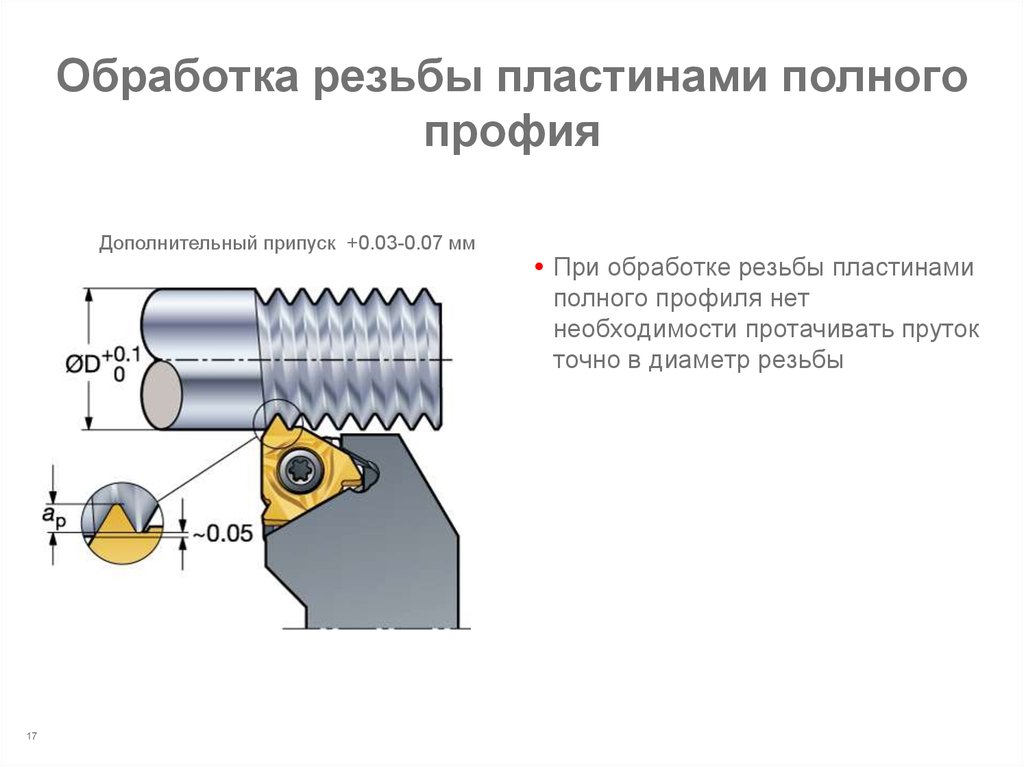 Вращение резьбы имеет несколько преимуществ по сравнению с одноточечной резьбой:
Вращение резьбы имеет несколько преимуществ по сравнению с одноточечной резьбой:
- Глубокая резьба – как и костные винты, обычно имеют глубокую резьбу, аналогичную формам Acme и другой резьбе с увеличенным шагом.
- Резьба большой длины и диаметра – при использовании на станках швейцарского типа вращающийся шпиндель работает близко к направляющей втулке для увеличения поддержки и жесткости резьбы большой длины и диаметра. Процесс обычно выполняется за один проход от диаметра заготовки, что обеспечивает постоянную материальную поддержку.
- Быстрая настройка — благодаря устранению необходимости согласования черновой и чистовой форм пластины процесс завихрения сокращает время настройки и точной настройки.
- Повышенная производительность – сокращение времени цикла и увеличение времени работы приводит к повышению производительности. Завихрение резьбы обычно выполняется за один проход от диаметра заготовки, что устраняет необходимость в нескольких проходах, необходимых для нарезания резьбы в одной точке.

Методы деформации (смещения материала)
Накатка и накатка резьбы
Это процессы формирования потоков, причем первые относятся к созданию внутренних потоков, а вторые — внешних потоков. В обоих процессах резьба формируется в заготовку путем прижатия к заготовке фасонного инструмента, обычно называемого «резьбонакатным штампом», в процессе, аналогичном накатке. Эти процессы обычно используются для больших производственных циклов или специальных применений, когда прочность резьбы должна соответствовать минимальному пределу текучести. При формовании и прокатке не образуется металлическая стружка (стружка, стружка и т. д.), требуется меньше материала, поскольку размер заготовки изначально меньше, чем заготовка, необходимая для нарезания резьбы. Накатанную резьбу часто можно узнать по диаметру резьбы больше, чем у заготовки, из которой она была изготовлена; шейки и поднутрения можно нарезать или накатать на заготовки с ненакатанной резьбой.
Материалы ограничены пластичными материалами, потому что резьба формируется в холодном состоянии. Процесс улучшает потоки; предел текучести, чистота поверхности, твердость и износостойкость. Для прокатки необходимы материалы с хорошими характеристиками деформации, а также исключаются хрупкие материалы.
Существует четыре основных типа накатывания резьбы, удачно названных по конфигурации технологических штампов: плоские штампы, цилиндрические штампы с двумя штампами, цилиндрические штампы с тремя штампами и планетарные штампы. В системе с плоской матрицей используются две матрицы, нижняя из которых удерживается неподвижно, а вторая скользит. Заготовка помещается на один конец неподвижной матрицы, подвижная матрица скользит по заготовке, заставляя заготовку катиться между двумя матрицами, образуя резьбу. Прежде чем подвижная матрица достигает конца своего хода, заготовка скатывается со стационарной матрицы в готовом виде. Цилиндрический процесс с двумя головками используется для изготовления резьбы диаметром до 6 дюймов (150 мм) и длиной 20 дюймов (510 мм). Есть два типа процессов с тремя штампами; в первом три матрицы перемещаются радиально от центра, позволяя заготовке войти в матрицы, а затем закрываются и вращаются для наматывания резьбы. Этот тип процесса обычно используется на токарно-револьверных и винтовых станках. Второй тип имеет форму самооткрывающейся головки. Этот тип более распространен, чем предыдущий, но он ограничен тем, что не может сформировать последние 1,5–2 нити на плечах. Планетарные гребенки используются для массового производства резьбы диаметром до 1 дюйма (25 мм).
Есть два типа процессов с тремя штампами; в первом три матрицы перемещаются радиально от центра, позволяя заготовке войти в матрицы, а затем закрываются и вращаются для наматывания резьбы. Этот тип процесса обычно используется на токарно-револьверных и винтовых станках. Второй тип имеет форму самооткрывающейся головки. Этот тип более распространен, чем предыдущий, но он ограничен тем, что не может сформировать последние 1,5–2 нити на плечах. Планетарные гребенки используются для массового производства резьбы диаметром до 1 дюйма (25 мм).
В отличие от операций нарезания резьбы, в которых используются метчики с канавками, метчики для накатывания резьбы не образуют стружки. Вместо этого они смещают или перемещают материал, чтобы сформировать форму резьбы. Метчики имеют многоугольное поперечное сечение с формирующими клиньями, зеркально отражающими профиль резьбы. Их ведущий конус формирует профиль резьбы, постепенно перетекая материал из гребней резьбы вдоль боковых сторон резьбы в область меньшего диаметра. Поскольку материал сжимается, а его волокна перенаправляются, а не разрезаются или прерываются, прочность боковых сторон и корня резьбы увеличивается.
Поскольку материал сжимается, а его волокна перенаправляются, а не разрезаются или прерываются, прочность боковых сторон и корня резьбы увеличивается.
Нарезание резьбы холодной штамповкой подходит для материалов с пределом прочности на растяжение менее 1200 Н/мм2 и деформацией разрушения 5 процентов. Как правило, если при сверлении образуется непрерывная стружка, материал, вероятно, является хорошим кандидатом для холодной штамповки резьбы. Однако подходящие материалы по-разному реагируют на холодную штамповку. Именно по этой причине метчики для накатывания резьбы имеют особую комбинацию геометрии и покрытия для нарезки стандартных сталей; мягкие стали; закаленные стали; нержавеющие стали; литой алюминий; деформируемые алюминиевые сплавы и цветные металлы; и материалов с ограниченной пластичностью. Покрытия включают нитрид титана, карбонитрид титана и алмазоподобный аморфный углерод. Антифрикционные покрытия также могут использоваться для таких материалов, как кованый алюминий, чтобы предотвратить прилипание материала к крану.
Учитывая большое трение, возникающее в процессе формовки, рекомендуется использовать смазочные материалы или охлаждающие эмульсии. Минимальное количество смазки также может использоваться для определенных применений. Некоторые версии инструментов имеют подачу СОЖ через инструмент, что облегчает нарезание резьбы в глухих отверстиях. Другие направляют охлаждающую жидкость инструмента в продольные канавки, чтобы повысить скорость нарезания резьбы и качество резьбы.
Возможности работы с потоками
Резьбы, обычно производимые компанией Hastings Machine Company, включают, помимо прочего: Unified National Coarse (UNC), Unified National Fine (UNF), National Pipe Thread (NPT), Coil, Metric, Tapered, Transitional (т. е. № 8–10). ), евро, ACME, 8 раундов (API) и т. д.
Возможности материалов включают: холоднотянутую углеродистую сталь, сплавы, нержавеющую сталь, дуплекс, алюминий, латунь, литой ковкий чугун и некоторые полимеры.
Наши возможности потоковой передачи включают в себя:
- Многостанционные поворотные столы
- Вертикальные и горизонтальные операции
- Диаметр от 1/4″ до 2″
- Резьбонарезные и сверлильные головки
- Головки для вертикального сверления шурупов
- Автоматическая обработка
- Специальная вертикальная врезка
- Диаметр от 1/4″ до 2 3/8″
- 12-дюймовый ход
- Многошпиндельный станок для вертикального сверления
- Диаметр от 1/4″ до 2″
- Автоматическая нарезка гайки
- Диаметр от 1/2″ до 1 3/8″
- Плоское шлифование
- Фиксированные и многоосевые возможности
- Автоматическая обработка
- Ленточнопильный станок
- Автоматическая обработка
- Токарный станок
- Одинарный шпиндель, горизонтальная опора
Нарезание внутренней резьбы на токарном станке SB
Это немного отличается от OD, и вам необходимо подготовить работу.
Вы сказали 1-7/8 шпиндель. Из моих данных я предполагаю, что это резьба 8 т / д.
Шаг этой резьбы 0,125”. Двойная глубина составляет 0,160 дюйма. Диаметр отверстия для резьбы составляет от 1,740 до 1,754.
Вам понадобится шаг для снятия резьбы 1,875 на входе в резьбу и, если это не сквозное отверстие, шаг на конце резьбы. Я бы сделал шаг выхода как минимум в два оборота, для вашей резьбы 8tpi, которая составляет 0,250 дюйма, я бы сделал шаг ввода таким же, если у вас есть место.
Вот изображение входного рельефа для резьбы 2-1/4 8. Если внимательно присмотреться, то можно увидеть как входной, так и выходной рельеф. Лучше, если входной шаг будет иметь угол.
Теперь вам нужно беспокоиться о трех люфтах. Соединение, поперечная подача и ходовой винт.
Я предполагаю, что вы повернули заготовку, и она верна шпинделю.
Вам нужен инструмент для нарезания внутренней резьбы. Это может быть инструмент для нарезания резьбы, установленный на расточной оправке, или такой, как на втором рисунке. Скучный бар делает его красивым и ребристым.
Если вы нарезаете резьбу до ступени, вам также понадобится способ измерения глубины резьбонарезного инструмента во время нарезания резьбы.
Мне нравится использовать встроенный DI.
Состав должен быть установлен на 60 градусов.
Убедившись, что компаунд полностью зацепился за направляющие и примерно отцентрирован в отверстии, поверните лимб компаунда на два или три оборота по часовой стрелке, затем на два или три оборота ПРОТИВ ЧАСОВОЙ СТРЕЛКИ.
Установите шкалу на ноль. С этого момента НИКОГДА не поворачивайте компаунд по часовой стрелке, пока не будет нарезана резьба. (Это устраняет люфт в соединении.)
(Это устраняет люфт в соединении.)
Затем поднесите седло к работе. Отцентрируйте инструмент в начале в области резьбы. (Это помогает покрыть область резьбы красителем.)
Отрегулируйте свой DI или каким-либо другим образом вы будете измерять глубину, чтобы знать, когда прекратить заправку нити.
При работающем токарном станке, на самой низкой скорости, без подачи и МЕДЛЕННО поворачивая поперечную подачу ПРОТИВ часовой стрелки, следите за тем, чтобы инструмент ПРОСТО касался области резьбы. (Начав с середины или по крайней мере на 1 полный оборот шкалы от поверхности, вы удалили зазор поперечной подачи.) Остановите токарный станок и установите шкалу поперечной подачи на НУЛЬ. Поверните поперечную подачу ПО ЧАСОВОЙ СТРЕЛКЕ НА ОДИН оборот.
Отодвиньте седло от заготовки на ¼ дюйма. (Это дает место для устранения люфта в ходовом винте.)
Поверните поперечную подачу ПРОТИВ ЧАСОВОЙ СТРЕЛКИ до нуля.
Поверните компаунд ПРОТИВ ЧАСОВОЙ СТРЕЛКИ до 0,0025”
Запустите токарный станок, подождите, пока шкала резьбы не достигнет числа.
Включите подачу и сделайте первый проход.
ОСТАНОВИТЕ подачу, когда вы достигнете своей глубины.
Поверните поперечную подачу на один полный оборот ПО ЧАСОВОЙ СТРЕЛКЕ.
Отодвиньте седло от заготовки так, чтобы расстояние между заготовкой и инструментом составляло ¼ дюйма.
Сейчас самое время проверить шаг резьбы с помощью шкалы, чтобы убедиться, что подача установлена правильно.)
Верните регулятор поперечной подачи ПРОТИВ ЧАСОВОЙ СТРЕЛКИ на ноль.
Продвиньте компаунд ПРОТИВ ЧАСОВОЙ СТРЕЛКИ до 0,005”
Запустите токарный станок, и когда вы нажмете на циферблат нити, включите подачу.
ОСТАНОВИТЕСЬ, когда ваш инструмент очистит область резьбы. Остановить токарный станок.
Выведите инструмент из резьбы, повернув поперечную подачу на 1 полный оборот ПО ЧАСОВОЙ СТРЕЛКЕ.
Переместите седло назад, чтобы инструмент вышел за пределы заготовки на ¼”
В этот момент я делаю свободный проход.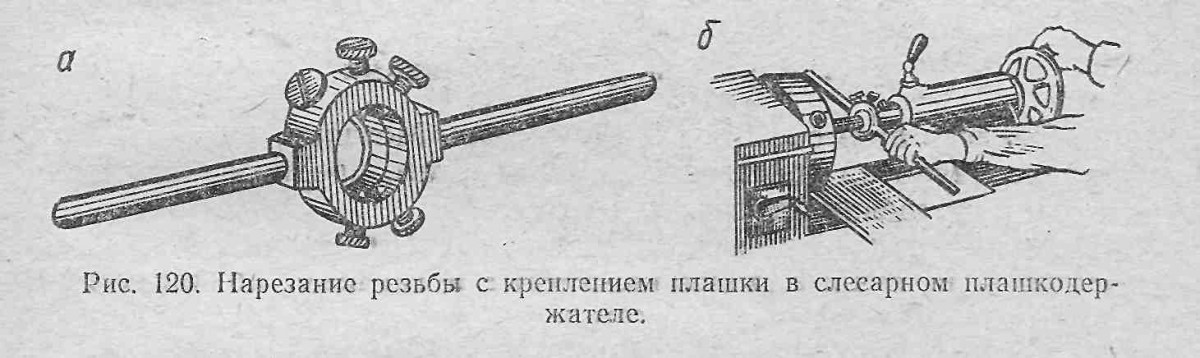 ЗАПРЕЩАЕТСЯ продвигать компаунд.
ЗАПРЕЩАЕТСЯ продвигать компаунд.
Верните поперечную подачу в ноль, повернув ее ПРОТИВ ЧАСОВОЙ СТРЕЛКИ.
Запустите токарный станок. Когда вы набираете нить, циферблат приближается к вашему номеру / строке, чтобы включить подачу.
Остановка в конце пропила. Остановите токарный станок. Отпустите поперечную подачу на 1 полный оборот. Выдвиньте седло, оставив зазор в ¼ дюйма до работы.
Повторите вышеописанное еще 9 раз. (это даст вам глубину резьбы 0,020 дюйма. Вам нужна глубина около 0,080 дюйма
Поскольку вы двигаетесь под углом 60 градусов, это действительно 0,080/0,866 = 0,092 дюйма, указанное на составном циферблате.
Вы должны теперь продвигайтесь медленнее, 0,0015/0,0015/0, еще 10 раз, а затем 0,001/0,001/0, пока не получите глубину соединения 0,080.0700
Теперь вам нужна пробная посадка.
Если трудно, попробуйте еще несколько бесплатных проходов. Все еще жесткое продвижение с шагом 0,0005 с несколькими свободными проходами.
Должно выглядеть так.
На этом рисунке показан заводской инструмент для нарезания внутренней резьбы
Это цанговый патрон ER-40 для Heavy 10. Был там, Сделал это.
Лучше всего примерить любую заготовку.
Нарезание резьбы для станков с ЧПУ
Включение резьбы в ваши детали иногда может полностью разрушить ваши сборки. Существует множество правил проектирования, и точность, необходимая для изготовления резьбы, значительна. Кроме того, эти функции требуют дополнительного внимания и осторожности, чтобы убедиться, что они работают так, как задумано. Соберите их правильно, и сборка может длиться годами. Сделано неправильно, и вас ждет мир боли.
Внешняя и внутренняя многопоточность
Это довольно просто, но важно. Простой способ запомнить эту разницу состоит в том, что вы найдете внешних резьбовых соединений на винтах и болтах — это внешних по отношению к оборудованию. Внутренняя резьба находится внутри основной детали. Они принимают и фиксируют винтовую и болтовую резьбу. Вы найдете более подробную информацию о внешней и внутренней резьбе позже в этом совете по проектированию.
Внутренняя резьба находится внутри основной детали. Они принимают и фиксируют винтовую и болтовую резьбу. Вы найдете более подробную информацию о внешней и внутренней резьбе позже в этом совете по проектированию.
На этом рисунке показаны три различных типа отверстий, которые возможны на токарных деталях.
Шаг резьбы
Когда мы говорим о резьбе на болтах и винтах, это не универсальный сценарий. В дополнение к метрической резьбе существует три основных типа британской резьбы, которые являются частью серии Unified Thread.
- UNC (крупный шаг): 20 витков на дюйм (tpi)
- UNF (мелкий шаг): 28 т/д
- UNEF (очень мелкий шаг): 32 т/д
Обратите внимание, что для добавления шага резьбы UNEF требуется наша служба точной обработки, доступная через нашу систему ценообразования. Например, если вы хотите использовать винт #4-40, вы знаете, что винт #4 с диаметром резьбы 0,11 дюйма (2,794 мм) имеет 40 витков на дюйм, что означает очень мелкий шаг.
Хорошей новостью является то, что когда вы используете нашу систему для сопоставления определенного типа винта с отверстием, желаемый шаг резьбы приходит сам собой. Меньше забот всегда хорошо, верно?
Где разместить нить?
Действительно, резьбу можно разместить практически в любом месте, которое имеет смысл для токарной или фрезерованной детали и потребностей вашей сборки. Пока область, в которой будет проходить резьба, доступна для нашего оборудования, все в порядке, но если есть препятствия, наше программное обеспечение для анализа конструкции сообщит вам, что нарезание резьбы в этом месте невозможно, но это всегда хорошая идея, чтобы следовать нашим рекомендациям, чтобы держать вас в курсе.
Несмотря на то, что ограничений по размещению, когда речь идет о резьбе, не так много, важно учитывать глубину внутренней резьбы. Если глубина резьбы превышает максимальную глубину инструмента, нам, возможно, придется просверлить отверстие с обеих сторон, чтобы завершить процесс. Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
Когда это произойдет, важно знать, что ваши потоки не будут непрерывными от одного конца до другого, но есть варианты, которые мы рассмотрим в следующем разделе.
В точеных деталях имеется три типа отверстий, которые можно использовать для внутренней резьбы:
- По оси: отверстия, которые проходят прямо через центр токарной детали, начиная с одного конца
- Осевые: отверстия, которые начинаются на одном конце детали, но не проходят точно через центр
- Радиальные: отверстия, проходящие через внешнюю дугу точеной детали
Слева направо на изображениях 1, 2 и 3 показаны три метода приближения к максимальной глубине резьбы.
Внутренняя резьба
Внутренняя резьба обрабатывается с помощью однолезвийного резьбонарезного инструмента, а не традиционного метчика. В деталях с внутренними отверстиями, требующими нарезания резьбы, фактическую резьбу необходимо удалить из модели CAD, оставив только направляющий диаметр. Наше программное обеспечение для анализа конструкции распознает отверстие для нарезания резьбы, если:
- он попадает в диапазон диаметров требуемой резьбы и,
- находится на одной из трех основных осей для фрезерования или,
- перпендикулярно оси вращения для токарной обработки
Protolabs поддерживает отверстия с правой резьбой на обрабатываемых деталях для резьбы UNC и UNF в диапазоне от #2 до 1/2 дюйма.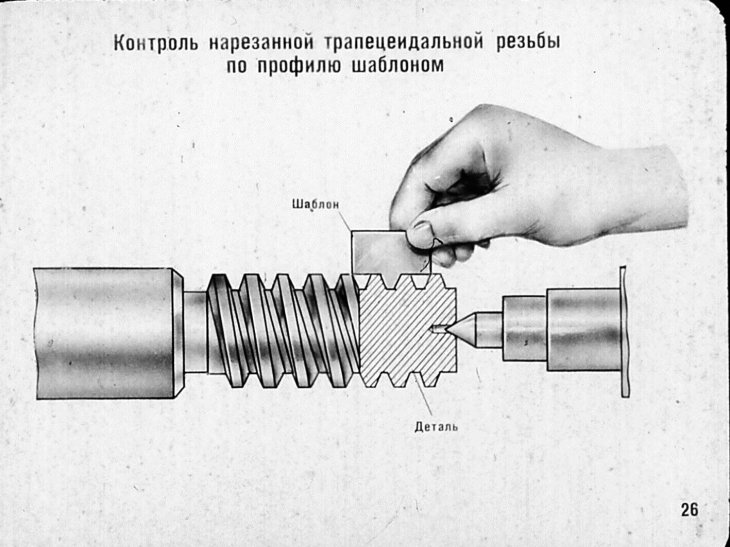 Также доступны метрические резьбы в диапазоне от M2 до M12. Место и метод производства могут ограничивать право на участие некоторых нитей.
Также доступны метрические резьбы в диапазоне от M2 до M12. Место и метод производства могут ограничивать право на участие некоторых нитей.
При обработке отверстий с внутренней резьбой отверстие может быть длиннее, чем позволяют наши инструменты для нарезания резьбы. В этом случае у вас есть несколько вариантов в зависимости от ваших потребностей:
- При длинном сквозном отверстии, превышающем максимальную досягаемость, выберите отверстие с той стороны, с которой вы предполагаете начать закручивание винта (см. рис. 1 из трех- иллюстрацию панели выше). Если ваш винт должен полностью пройти через деталь, вам также придется пропустить метчик через отверстие (во вторичном процессе), чтобы завершить его.
- Вы также можете выбрать обе стороны элемента для нарезания резьбы (см. изображение 2 на иллюстрации выше), но обратите внимание на максимальную глубину резьбы, так как они перекрывают друг друга в отверстии. Это вызывает опасения при нарезании резьбы на элементах с обеих сторон, поскольку вы рискуете получить перекрестную резьбу, и винт может не полностью пройти через деталь.
 Пока потоки не пересекаются (см. изображение 3), выбор потоков с обеих сторон обычно допустим.
Пока потоки не пересекаются (см. изображение 3), выбор потоков с обеих сторон обычно допустим.
Готовая деталь с наружной резьбой, обработанная на токарном станке (см. раздел «Внешняя резьба» ниже).
Одно важное соображение касается различных диаметров резьбы. Есть три параметра, о которых вы должны подумать: большая (широкая) резьба, второстепенная (узкая) резьба и диаметр направляющего отверстия, в которое войдет ваша резьба.
Если в ваших проектах указано, что изготовитель должен выфрезеровывать направляющее отверстие того же диаметра, что и основная (более широкая) резьба, используемое вами оборудование никогда не войдет в отверстие должным образом. Он просто упадет, и в момент, который действительно выбьет вас из колеи, винт, вероятно, будет бесконечно вращаться в отверстии. Его нити не за что было бы зацепиться. В этот момент вашим единственным выбором будет использование более крупного оборудования, которое может быть функционально неприемлемым или несовместимым с вашим дизайном. Избавьте себя от некоторых проблем: убедитесь, что направляющее отверстие любого резьбового элемента соответствует меньшему диаметру вашей резьбы. Большинство программ САПР имеют встроенные мастера, помогающие в этом процессе.
Избавьте себя от некоторых проблем: убедитесь, что направляющее отверстие любого резьбового элемента соответствует меньшему диаметру вашей резьбы. Большинство программ САПР имеют встроенные мастера, помогающие в этом процессе.
Модель CAD иллюстрирует вид фрезерованной наружной резьбы с полученными радиусами, выделенными желтым цветом. Это будет только для фрезерованных деталей.
Внешняя резьба
Отличительной особенностью наружной резьбы на токарных деталях является то, что резьба может увеличивать длину детали, если ваши детали подходят для токарной обработки. Мы используем специальный инструмент для нарезания резьбы с выбором размеров резьбы, глубины и размещения в геометрии детали. Тем не менее, наш усовершенствованный процесс токарной обработки предлагает наружную резьбу по центральной линии детали и приводной инструмент, который позволяет нарезать резьбу во внутренних отверстиях, если они соответствуют тем же правилам, что и фрезерование.
Мы предлагаем наружную резьбу для осевых, осевых и радиальных отверстий. Фрезерование наружной резьбы производится в два этапа. Первый набор нитей проходит наполовину вокруг вашей выточенной детали, после чего следует фрезерование резьбы с другой стороны. Две стороны встречаются вдоль центральной линии вашей детали. Этот процесс хорошо подходит для резьбы 1/2 дюйма, но мы рекомендуем нарезать резьбу, чтобы удалить лишний материал или сгладить несоответствия при нарезании резьбы.
Фрезерование наружной резьбы производится в два этапа. Первый набор нитей проходит наполовину вокруг вашей выточенной детали, после чего следует фрезерование резьбы с другой стороны. Две стороны встречаются вдоль центральной линии вашей детали. Этот процесс хорошо подходит для резьбы 1/2 дюйма, но мы рекомендуем нарезать резьбу, чтобы удалить лишний материал или сгладить несоответствия при нарезании резьбы.
Нарезку наружной резьбы меньшего размера, такую как #6-32, гораздо труднее изготовить с помощью шаровой или плоской концевой фрезы, поскольку в основании резьбы останется больший радиус из-за слишком малого шага. Вам нужно нарезать резьбу плашкой для нарезки резьбы, чтобы удалить оставшийся материал. На многих деталях останется радиус от 0,008 дюйма (0,2032 мм) до 0,016 дюйма (0,4064 мм).
Так же, как и внутренняя резьба, проектирование внешней резьбы требует, чтобы резьба была удалена из модели САПР, чтобы наше программное обеспечение могло ее распознать. Кроме того, смоделируйте наружную резьбу для фрезерования; не моделируйте их для поворота. После того, как вы получите расценки на токарную обработку, у вас будет возможность выбрать подходящий размер резьбы.
После того, как вы получите расценки на токарную обработку, у вас будет возможность выбрать подходящий размер резьбы.
Как добавить многопоточность в свои котировки
В нашей системе котировок добавление многопоточных функций довольно просто. Наше программное обеспечение распознает дыры, которые потенциально могут включать в себя потоки, а затем спрашивает вас, какое оборудование с резьбой вы хотите использовать там. Этот образец цитаты показывает, как легко добавить резьбовые элементы к вашим деталям после того, как вы определились со спецификациями дизайна. В качестве потенциально удобной экономии времени у вас будет возможность задать для всех отверстий в вашем САПР одинаковую обработку резьбы в UNC, UNF или метрической системе, или вы можете выбрать каждое отдельно. Небольшое предупреждение: массовое задание может привести к тредам там, где вы их не ожидаете.
В нашей системе легко выбрать как внутреннюю, так и внешнюю резьбу для элементов детали. На вкладке «Назначение потоков» вашего предложения вы увидите полностью интерактивную модель, которая позволяет вам выбирать, какие функции потоков доступны.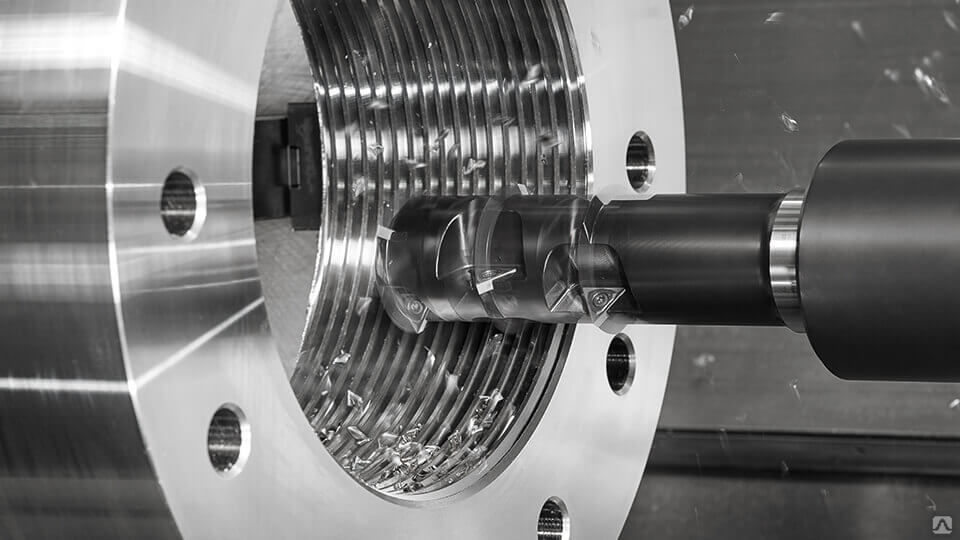 Каждая подходящая функция выделена, и вы можете вручную выбирать потоки.
Каждая подходящая функция выделена, и вы можете вручную выбирать потоки.
Если нужной вам резьбы нет в наличии, вам может потребоваться перепроверить диаметр ваших элементов, чтобы убедиться, что они соответствуют рекомендациям по нарезанию резьбы. Обратите внимание, что при просмотре наших таблиц нарезания резьбы вы можете переключаться между параметрами фрезерования и токарной обработки на каждой вкладке, чтобы проверить доступность резьбы для каждого метода изготовления. Все темы должны быть выбраны и сохранены, прежде чем приступить к заказу. Если вы в какой-либо момент измените производственный процесс или материал, снова проверьте вкладку «Назначение резьбы», так как выбор может измениться.
Многие пакеты САПР позволяют отображать элементы резьбы несколькими различными способами, включая сверление метчиком, косметическую резьбу или по основному диаметру резьбы. Мы предлагаем выбирать диаметр пилота, если он рассчитан примерно на 75% от диаметра резьбы.
Затем файл САПР должен быть представлен в формате, отличном от . STL; мы не рекомендуем загружать файлы в формате .STL для обработанных деталей, потому что наше программное обеспечение не может распознавать такие элементы, как пилотные отверстия в этом формате. По возможности следует использовать нейтральный формат файла, такой как .IGES или .STEP.
STL; мы не рекомендуем загружать файлы в формате .STL для обработанных деталей, потому что наше программное обеспечение не может распознавать такие элементы, как пилотные отверстия в этом формате. По возможности следует использовать нейтральный формат файла, такой как .IGES или .STEP.
Для фрезерованных деталей, требующих наружной резьбы, вы должны спроектировать резьбу на своей детали, как это было бы в нашей стандартной процедуре фрезерования, в которой используются шаровые и плоские концевые фрезы. Как указывалось ранее, этот метод не является предпочтительным для изготовления резьбы, так как вам может потребоваться выполнить вторичный процесс чеканки режущего штампа по резьбе, чтобы обеспечить правильную сборку деталей.
На токарных деталях нарезание наружной резьбы значительно улучшается, поскольку деталь вращается вокруг центра, а острый однолезвийный резьбонарезной инструмент может нарезать качественную резьбу. Конструкция наружной точеной резьбы аналогична конструкции внутреннего отверстия. Помните, что вы должны удалить резьбу, чтобы наше программное обеспечение могло в цифровом виде просмотреть внешний диаметр и определить необходимый тип резьбы.
Помните, что вы должны удалить резьбу, чтобы наше программное обеспечение могло в цифровом виде просмотреть внешний диаметр и определить необходимый тип резьбы.
Если у вас возникли проблемы с получением руководства, щелкните здесь, чтобы загрузить его.
CNC Machining Design Guide
В этом руководстве по CNC-обработке вы узнаете, как создавать эффективные, технологичные металлические и пластмассовые детали для прототипирования и производства.
United States of AmericaAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Мальвинские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГуин eaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестина, Государство ПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСен-БартельмиСент-Элена, остров Вознесения и Тристан-да-Кунья aint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSuriNameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, Объединенная Республика ТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияМалые отдаленные острова СШАУругвайУзбекистанВануатуВенесуэла, Боливарианская РеспубликаВьетнамВиргинские острова, Британские Виргинские острова, СШАЗамбабаУоллис и ФутунаЗападная Сага0007
Я согласен получать сообщения электронной почты, содержащие обновления службы и советы по дизайну от Protolabs и ее дочерних компаний.
Вставки: альтернативы нарезанию резьбы
Для большинства металлических деталей нарезание резьбы — отличный способ добиться прочного соединения между элементами сборки. Но иногда этого недостаточно, особенно для деталей из более слабых материалов, таких как пластик и алюминий. Вот тут и пригодятся вставки. Например, если вы работаете с пластиковыми деталями, важно помнить, что их резьба неизбежно будет изнашиваться гораздо быстрее, чем резьба на металлических деталях. Решение? Рассмотрите возможность установки специальных катушек в пластиковых деталях для увеличения срока службы деталей. Эти прочные маленькие диски позволяют получить прочную резьбу даже на более слабом материале. По сути, вы создадите отверстие в нужном месте, а позже сможете добавить вставки к своим деталям. Существует достаточная гибкость, поскольку вставки катушек доступны с резьбой UNC и UNF в диапазоне от #2 до 1/2 дюйма и метрической резьбой от M2 до M12. Мы высверлим отверстие в соответствии с вашими требованиями и подготовим его для установки вставки. Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Protolabs оптимизирован для вставок марки HeliCoil, и мы признаем стандартные размеры и длину.
Связывание нитей вместе
Protolabs предлагает резьбовые элементы для фрезерованных деталей из пластика и металла, а резьбовые элементы для точеных деталей в настоящее время доступны только для металлических материалов. Мы можем разместить резьбу UNC, UNF и метрическую резьбу вместе со вставками для катушек (но не поставляем и не устанавливаем вставки для катушек). Если у вас остались вопросы о многопоточности, не стесняйтесь обращаться к инженеру по приложениям по адресу [email protected] или по телефону 877-479-3680.
| Нарезание резьбы для литья под давлением |
|---|
В то время как резьба действительно была разработана для металлических деталей, мы каждый день видим примеры в литых деталях. Разработка резьбы для формованных деталей требует внесения некоторых изменений в вашу стратегию проектирования, чтобы эти более мягкие материалы по-прежнему могли обеспечивать прочную резьбу. Наш совет по дизайну формованных нитей охватывает эту тему, чтобы помочь вам преодолеть препятствия. |

Процедура нарезания резьбы на токарном станке
Производство
Администратор
1 Комментарий
Содержание
Делиться значит заботиться :)-
Прежде чем говорить о том, как нарезать резьбу на токарном станке, очень важно знать, что такое резьба? Резьба на языке неспециалистов — это «серия гребней и впадин» или «винтовая канавка», созданная вдоль цилиндрической или конической поверхности. Технически это определяется как спиральный гребень с однородным поперечным сечением, обернутый вокруг цилиндра или конуса. Нить обычно классифицируется как наружная и внутренняя резьба, иногда также называемая наружной и внутренней резьбой. Резьба используется как крепеж или как передатчик движения или преобразует вращательное движение в поступательное и т.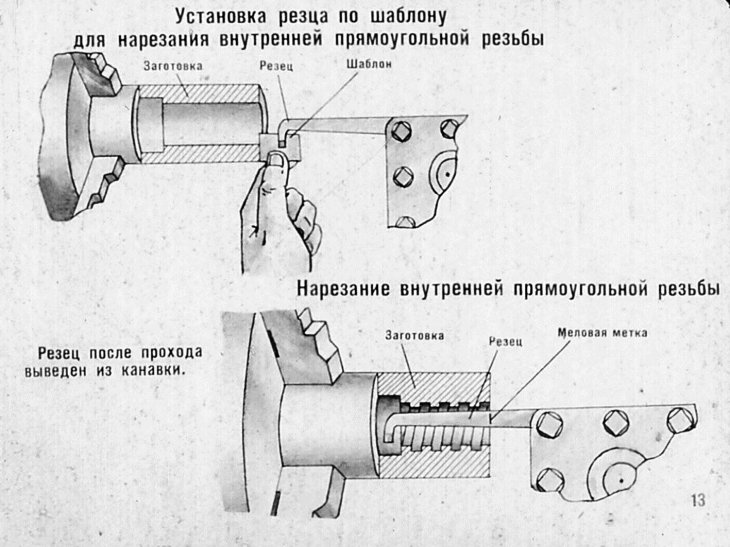 д.
д.
Раз уж мы познакомились с резьбой, давайте поговорим о токарном станке. Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарный станок может выполнять различные операции, такие как токарная обработка, накатка, торцевание и т. Д. На токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются различные станки.
Некоторые основные термины резьбы:
- Шаг: определяется как расстояние между двумя точками, начиная с одной точки на одной резьбе, до другой точки в аналогичном месте на последующей резьбе, измеренное параллельно оси цилиндра.
- Шаг: это расстояние, которое проходит резьба в осевом направлении за один полный оборот.
- Основной диаметр: это наибольший диаметр резьбы, измеренный от одного гребня до другого гребня в противоположном направлении.
- Малый диаметр: это наименьший диаметр резьбы, измеренный от одного основания (впадины) до другого основания в противоположном направлении.
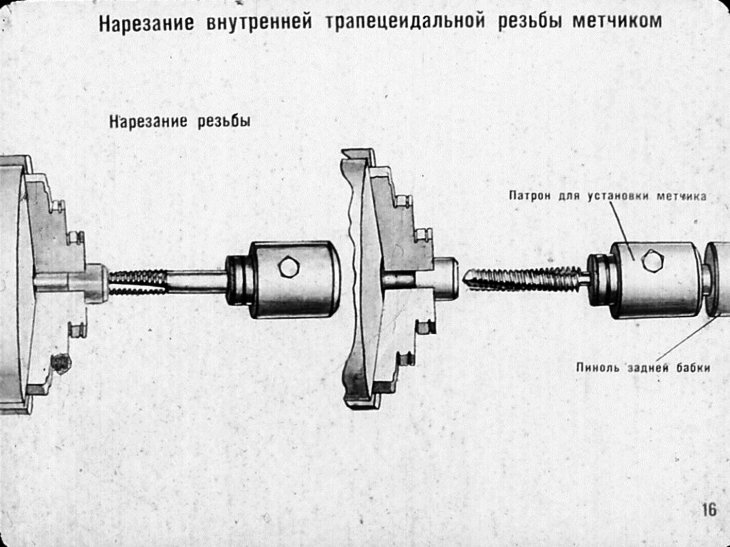
- Количество нитей на дюйм (tpi): Как следует из названия, это количество нитей на дюйм. Это измеряется путем размещения шкалы рядом с нитью и подсчета нет. полей.
- Глубина: расстояние, измеренное между гребнем и основанием в перпендикулярном направлении к оси цилиндра.
Теперь обсуждаем нарезание резьбы на токарном станке. Прежде чем нарезать резьбу, необходимо рассчитать шаг, шаг, большой диаметр, меньший диаметр и глубину. Чтобы обрезать нить, a 9Используемый одноточечный режущий инструмент 0592 представляет собой токарный инструмент с твердосплавной пластиной. Теперь выполните следующие шаги: –
- Прежде всего, обработайте заготовку до большого диаметра резьбы, которую необходимо нарезать, с помощью токарного центра.
- Теперь заготовка устанавливается в патрон для нарезания резьбы между центрами. Патрон соединен со шпинделем, который приводится в зацепление с ходовым винтом. Для обеспечения правильного соотношения скоростей шпинделя и ходового винта используется быстросменный редуктор.

- Итак, настраиваем быстросменный редуктор по необходимому шагу резьбы.
- Установите насадку инструмента под прямым углом к заготовке с помощью резьбового калибра.
- Теперь переместите насадку резьбонарезного инструмента к заготовке, используя компаунд и поперечную подачу.
- Микрометр обоих каналов должен быть установлен на ноль.
- Каретка перемещается на заданное расстояние за один оборот работы благодаря вращению ходового винта. Это делается путем установки полугайки каретки так, чтобы она зацепилась с ходовым винтом.
- Полугайка или разрезная гайка должны быть задействованы в точно заданное время для надлежащего выполнения последовательных разрезов. Это делается с помощью циферблата с резьбой или градуированного циферблата . Этот циферблат крепится к каретке и приводится в движение червячной передачей, прикрепленной к ходовому винту. Этот шаг известен как отслеживание резьбового инструмента.
- Лицевая сторона градуированного циферблата разделена на четное количество полных и половинных делений.

- Если разрезная гайка не зацеплена, а ходовой винт вращается, то также вращается шкала резьбы.
- Теперь, если количество витков резьбы, которое нужно было нарезать, четно, то должна была зацепиться разрезная гайка, когда любая линия на шкале резьбы совпадает с нулевой линией, а когда нужно было нарезать нечетное количество витков, то должна срабатывать любая пронумерованная линия. совпадают с нулевой линией.
- Сделайте надрез на компоненте без смазки. Отсоедините полугайку на краю разреза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходную точку.
- Теперь проверьте шаг резьбы с помощью калибра. Если это правильно, перейдите к следующему шагу.
- Подача компаунда размером от 0,20 до 0,50 мм для первичного байпаса с использованием смазочно-охлаждающей жидкости. По мере приближения к последнему проходу уменьшите глубину резания до 0,025–0,075 мм.
- Процесс продолжается или последовательные нарезки продолжаются до тех пор, пока резьба не приблизится к желаемой глубине или в пределах 0,025 мм от конечной глубины.

- Затем дается чистовой проход на глубину резания 0,025-0,075 мм.
- Теперь проверьте размер с помощью микрометра резьбы или с помощью трехпроводной системы
- После завершения всего этого снимите фаску с конца резьбы, чтобы избежать повреждения резьбы.
Примечание:
- Заготовка подается внутрь либо радиально, либо путем поворота составного упора.
- Для нарезания левой резьбы перемещайте инструмент слева направо, а для нарезания правой резьбы инструмент перемещайте справа налево.
Делиться значит заботиться :)-
Нарезание резьбы
Резьба нарезается на токарном станке для обеспечения точности и универсальности. На токарном станке можно нарезать как дюймовую, так и метрическую резьбу. Резьба представляет собой равномерную спиральную канавку, нарезанную внутри цилиндрической заготовки или на внешней стороне трубы или вала. Нарезание резьбы на токарном станке требует досконального знания различных принципов нарезания резьбы и процедур нарезания. Координация рук, механизмы токарного станка и углы режущего инструмента взаимосвязаны в процессе нарезания резьбы. Прежде чем пытаться нарезать резьбу на токарном станке, оператор станка должен хорошо знать принципы, терминологию и использование резьбы.
Координация рук, механизмы токарного станка и углы режущего инструмента взаимосвязаны в процессе нарезания резьбы. Прежде чем пытаться нарезать резьбу на токарном станке, оператор станка должен хорошо знать принципы, терминологию и использование резьбы.
Резьбовая терминология
Приведенные ниже общие термины и определения используются при работе с резьбой и будут использоваться при обсуждении резьбы и нарезания резьбы.
- Наружная или наружная резьба представляет собой резьбу на внешней стороне цилиндра или конуса.
- Внутренняя или внутренняя резьба представляет собой резьбу внутри полого цилиндра или отверстия.
- Шаг – это расстояние от данной точки на одной резьбе до аналогичной точки на соседней резьбе, измеренное параллельно оси цилиндра. Шаг в дюймах равен единице, деленной на количество витков на дюйм.
- Шаг — это расстояние, на которое винтовая резьба проходит в осевом направлении за один полный оборот.
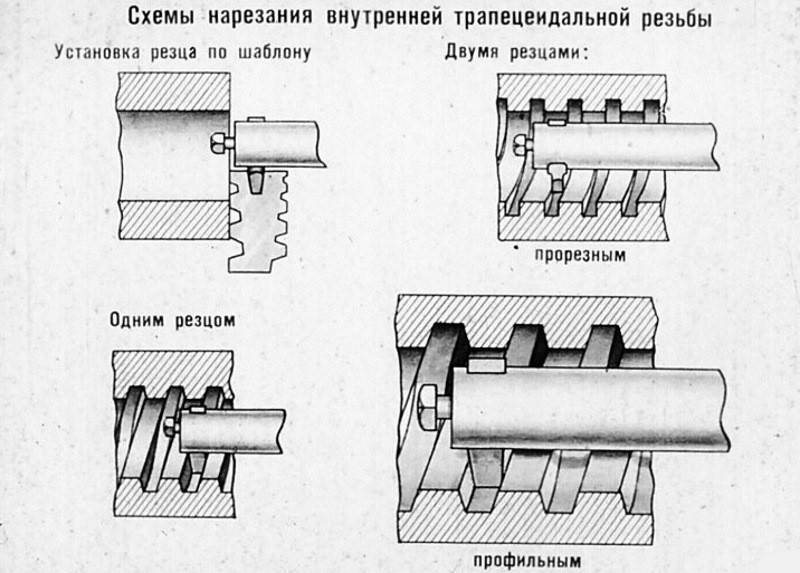 У однозаходного винта шаг равен шагу. У двухзаходного винта шаг равен удвоенному шагу, а у трехзаходного винта шаг равен трем шагам (рис. 7-74).
У однозаходного винта шаг равен шагу. У двухзаходного винта шаг равен удвоенному шагу, а у трехзаходного винта шаг равен трем шагам (рис. 7-74). - Гребень (также называемый «плоским») представляет собой верхнюю или внешнюю поверхность резьбы, соединяющую две стороны.
- Корень — это нижняя или внутренняя поверхность, соединяющая стороны двух соседних нитей.
- Сторона — это поверхность, соединяющая гребень и основание (также называемая боковой поверхностью).
- Угол резьбы — это угол, образованный пересечением двух сторон резьбовой канавки.
- Глубина — это расстояние между гребнем и основанием резьбы, измеренное перпендикулярно оси.
- Главный диаметр — наибольший диаметр винтовой резьбы.
- Внутренний диаметр — наименьший диаметр винтовой резьбы.
- Делительный диаметр – это диаметр воображаемого цилиндра, сформированного в том случае, когда ширина канавки равна половине шага.
 Это критический размер резьбы, поскольку посадка резьбы определяется диаметром шага (не используется для метрических резьб).
Это критический размер резьбы, поскольку посадка резьбы определяется диаметром шага (не используется для метрических резьб). - Количество витков на дюйм — это количество витков на дюйм, которое можно подсчитать, поместив линейку напротив резьбовых частей и подсчитав количество шагов в 1 дюйме. Второй метод заключается в использовании винтового измерителя шага. Этот метод особенно подходит для проверки более мелких шагов резьбы.
- Одинарная резьба — это резьба, полученная путем нарезания одной единственной канавки вокруг стержня или внутри отверстия. Большая часть производимого оборудования, такого как гайки и болты, имеет одинарную резьбу. Двойная резьба имеет две канавки, прорезанные вокруг цилиндра. Вокруг цилиндра снаружи или внутри может быть нарезано две, три или четыре нити. Эти типы специальных потоков иногда называют множественными потоками.
- Правая резьба — это резьба, в которой болт или гайка должны быть повернуты вправо (по часовой стрелке) для затягивания.
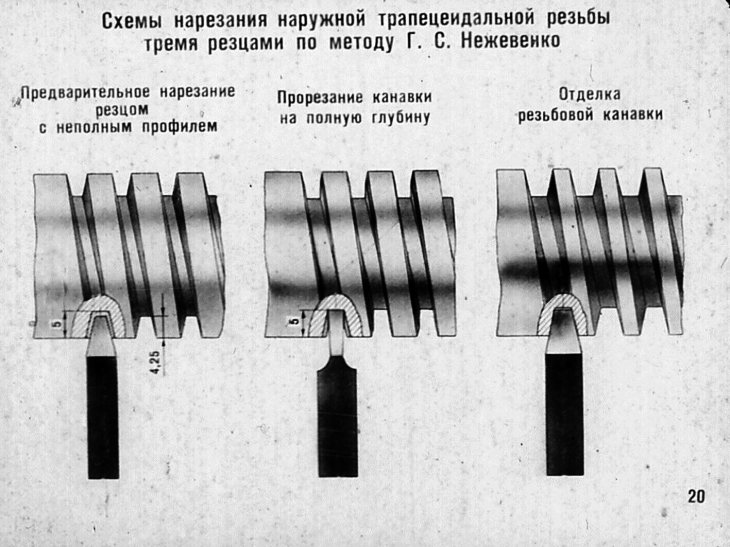
- Левая резьба — это резьба, в которой болт или гайка должны поворачиваться влево (против часовой стрелки) для затягивания.
- Резьбовая посадка – это то, как болт и гайка соединяются друг с другом, будучи слишком свободными или слишком тугими.
- Метрическая резьба — это резьба, измеряемая в метрических единицах измерения, а не в дюймах.
Резьбовые формы
Наиболее часто используемые формы винтовой резьбы подробно описаны в следующих параграфах. Одной из основных проблем в промышленности является отсутствие типовой формы крепежных приспособлений. Резьба формируется после попытки решить эту проблему; однако в каждой индустриальной стране по-прежнему используется более одной стандартной формы. Международная организация по стандартизации (IS0) собралась в 1975 и разработал стандартный метрический размер резьбы, новый стандарт метрической резьбы IS0 (ранее известный как Оптимальная метрическая система крепления). Другие формы резьбы все еще широко используются сегодня, включая американскую (национальную) форму винтовой резьбы, квадратную резьбу, резьбу Acme, червячную резьбу Брауна и Шарпа 29 °, резьбу британского стандарта Уитворта, унифицированную резьбу и различные трубная резьба. Все эти нити можно нарезать на токарном станке.
Другие формы резьбы все еще широко используются сегодня, включая американскую (национальную) форму винтовой резьбы, квадратную резьбу, резьбу Acme, червячную резьбу Брауна и Шарпа 29 °, резьбу британского стандарта Уитворта, унифицированную резьбу и различные трубная резьба. Все эти нити можно нарезать на токарном станке.
- Стандарт метрической резьбы IS0 представляет собой простую систему резьбы с размерами резьбы в диапазоне диаметров от 1,6 мм до 100 мм (см. Таблицу 7-8 в Приложении A). Эти метрические резьбы обозначаются заглавной буквой М, номинальным диаметром и шагом. Например, метрическая резьба с внешним диаметром 5 мм и шагом 0,8 мм будет обозначаться как М 5 х 0,8. Стандарт метрической резьбы IS0 упрощает конструкцию резьбы, обеспечивает хорошую прочность резьбы и требует меньшего количества винтовых креплений, чем для других форм резьбы. Эта метрическая резьба IS0 имеет угол прилегания 60 ° и вершину, которая в 1,25 раза больше шага (что аналогично форме резьбы National).
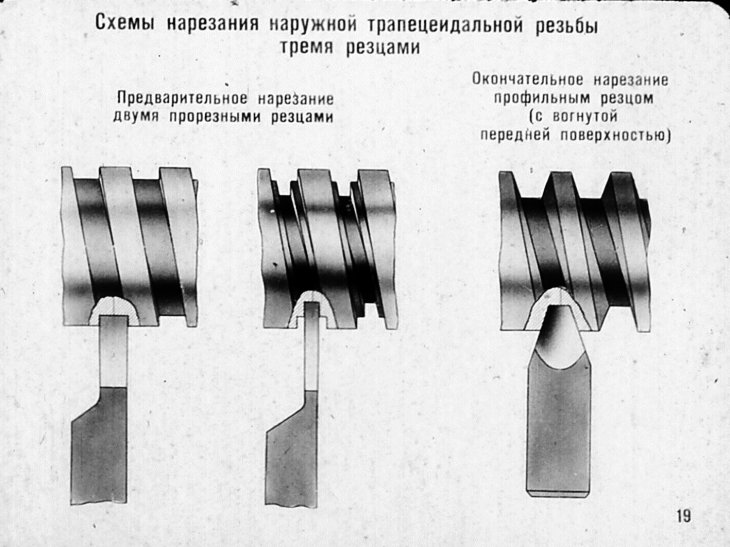 Глубина резьбы в 0,6134 раза больше шага, а плоская часть в основании резьбы шире гребня. Основание метрической резьбы ISO в 0,250 раза больше шага (Таблица 7-9).).
Глубина резьбы в 0,6134 раза больше шага, а плоская часть в основании резьбы шире гребня. Основание метрической резьбы ISO в 0,250 раза больше шага (Таблица 7-9).).
- Американская (национальная) форма винтовой резьбы делится на четыре серии: национальная грубая (NC), национальная тонкая (NF), национальная специальная (NS) и национальная трубная резьба (NPT). 11 рядов этой формы резьбы имеют одинаковую форму и пропорции. Эта резьба имеет прилежащий угол 60°. Корень и гребень в 0,125 раза больше высоты тона. Эта форма резьбы широко используется в промышленности для изготовления, легкой сборки и изготовления деталей машин. Таблица 7-9в Приложении A приведены различные значения для этой формы резьбы.
- Форма резьбы Британского стандарта Whitworth имеет V-образную форму резьбы под углом 55°. Имеет округлые гребни и корни.
- Вместо американской (национальной) формы резьбы теперь используется унифицированная форма резьбы. Он был разработан для взаимозаменяемости производственных единиц в США, Канаде и Великобритании.
 Эта резьба представляет собой комбинацию американской (национальной) формы винтовой резьбы и британской формы винтовой резьбы Уитворта. Резьба имеет угол 60° с закругленным основанием, при этом гребень может быть закругленным или плоским. (В Соединенных Штатах предпочтительнее плоский гребень.) Внутренняя резьба унифицированной формы похожа на американскую (национальную) форму резьбы, но не так глубока, оставляя гребень в одну четверть шага вместо одной восьмой. шаг. Серия с крупной резьбой унифицированной системы обозначается UNC, а серия с мелкой резьбой обозначается UNF. (См. Таблицу 7-9.в Приложении A для формы резьбы и значений.
Эта резьба представляет собой комбинацию американской (национальной) формы винтовой резьбы и британской формы винтовой резьбы Уитворта. Резьба имеет угол 60° с закругленным основанием, при этом гребень может быть закругленным или плоским. (В Соединенных Штатах предпочтительнее плоский гребень.) Внутренняя резьба унифицированной формы похожа на американскую (национальную) форму резьбы, но не так глубока, оставляя гребень в одну четверть шага вместо одной восьмой. шаг. Серия с крупной резьбой унифицированной системы обозначается UNC, а серия с мелкой резьбой обозначается UNF. (См. Таблицу 7-9.в Приложении A для формы резьбы и значений. - Резьба American National 29° Acme была разработана для замены стандартной квадратной резьбы, которую трудно нарезать с помощью обычных метчиков и машинных плашек. Эта резьба представляет собой резьбу, передающую мощность, для использования в домкратах, тисках и подающих винтах. В Таблице 7-9 перечислены значения для резьб Acme.
Червячная резьба Brown and Sharpe 29° использует угол 29°, аналогичный резьбе Acme. Глубина больше, а ширина гребня и корня разная (табл. 7-9).в приложении А). Это специальная резьба, используемая для зацепления с червячными передачами и для передачи движения между двумя валами, расположенными под прямым углом друг к другу и находящимися в разных плоскостях. Эта резьба имеет функцию самоблокировки, что делает ее полезной для лебедок и рулевых механизмов.
- Квадратная резьба представляет собой резьбу, передающую мощность, которая заменяется резьбой Acme. Некоторые тиски и ходовые винты могут иметь квадратную резьбу. Площади контакта между резьбами малы, поэтому винты сопротивляются заклиниванию, а трение между деталями минимально (Таблица 7-9).в приложении А).
- Резьба свечи зажигания (международная метрическая резьба) — это специальная резьба, широко используемая в Европе, но встречающаяся только на некоторых свечах зажигания в США. Он имеет прилежащий угол 60 ° с гребнем и корнем, которые в 0,125 раза больше глубины.
- Используются различные типы трубной резьбы, которые обычно имеют одинаковые характеристики, но разные посадки. Обратитесь к Руководству по машинному оборудованию или аналогичному справочнику для этого типа резьбы.
ПОСАДКА РЕЗЬБЫ И КЛАССИФИКАЦИЯ
Унифицированная и американская (национальная) формы резьбы обозначают классификацию посадки, чтобы гарантировать, что сопрягаемые резьбовые детали соответствуют указанным допускам. Унифицированная форма винтовой резьбы определяет несколько классов резьбы: классы 1A, 2A и 3A для винтов или деталей с внешней резьбой и 1B, 2B и 3B для гаек или деталей с внутренней резьбой. Классы 1 A и 1 B предназначены для свободной посадки, когда важна быстрая сборка и быстрое изготовление, а тряска или люфт не вызывают возражений. Классы 2A и 2B обеспечивают небольшой люфт для предотвращения истирания и заедания при сборке и использовании, а также достаточный зазор для некоторых гальванопокрытий. Классы 2А и 2В рекомендуются для стандартной практики изготовления коммерческих винтов, болтов и гаек. Классы 3A и 3B не имеют допусков и составляют 75 процентов от допусков классов 2A и 2B. Посадка винта и гайки этого класса может варьироваться от посадки без зазора до посадки с небольшим зазором. Только высококачественные продукты соответствуют спецификациям класса 3.
Для американской (национальной) формы винтовой резьбы были определены четыре различных класса посадок винтовой резьбы между сопрягаемыми резьбами (например, между болтом и гайкой). Посадка определяется как «соотношение между двумя сопрягаемыми деталями по отношению к простоте сборки». Эти четыре посадки производятся с применением допусков, перечисленных в стандартах.
Четыре посадки описываются следующим образом:
- Посадка класса 1 рекомендуется только для работы с винтовой резьбой, когда зазор между сопрягаемыми деталями необходим для быстрой сборки и где вибрация или люфт не вызывают возражений.
- Подгонка класса 2 представляет собой высококачественную резьбу и рекомендуется для большого количества взаимозаменяемых резьбовых соединений.
- представляет исключительно высокое качество серийно выпускаемой продукции с резьбой и рекомендуется только в тех случаях, когда оправданы высокая стоимость прецизионных инструментов и постоянная проверка.
- Класс 4 предназначен для удовлетворения очень необычных требований, более строгих, чем те, для которых предназначен Класс 3. Это выборочная посадка, если требуется первоначальная сборка вручную. Он пока еще не приспособлен к массовому производству.
Посадка класса 3
Обозначения резьбы
Как правило, в обозначениях винтовой резьбы сначала указывается номер винта (или диаметр), а затем резьба на дюйм. Далее идет серия резьбы, содержащая начальную букву серии: NC (национальная грубая), UNF (унифицированная тонкая), NS (национальная специальная) и т. д., за которой следует класс посадки. Если резьба левая, буквы LH следуют за посадкой. Пример обозначений следующий:
Два образца и пояснения к обозначениям резьбы следующие:
- № 12 (0,216) — 24 НК-3. Это резьба номер 12 (диаметр 0,216 дюйма), 24 резьбы National Coarse на дюйм и способы обозначения посадки между деталями класса 3, включая классы допусков, положения допусков и классы допусков. Более простая посадка.
- 1/4-28 UNF-2A левый. Это резьба диаметром 1/4 дюйма, 28 витков Unified Fine на дюйм, посадка класса 2A и левая резьба.
Посадка и допуск на метрическую резьбу
Старая система метрической винтовой резьбы имеет более ста различных размеров резьбы и несколько способов обозначения посадки между деталями, включая классы допусков, положения допусков и классы допусков. Была разработана простая система с последним стандартом метрической резьбы ISO, который использует одно обозначение внутренней посадки и два обозначения внешней посадки для обозначения допуска (класса) посадки. Символ 6H используется для обозначения посадки на внутреннюю резьбу (используется только один символ). Два символа 6g и 5g6g используются для обозначения посадки с наружной резьбой, 6g используется для резьбы общего назначения, а Sg6g используется для обозначения плотной посадки. Посадка между парой резьбовых деталей обозначается обозначением посадки с допуском для внутренней резьбы (гайки), за которым следует обозначение посадки с допуском для наружной резьбы (болта), причем эти два элемента разделены штрихом. Примером является M 5 x 0,8-Sg6g/6H, где номинальный или наружный диаметр составляет 5 мм, шаг 0,8 мм, а для болта и гайки предназначена плотная посадка. Дополнительную информацию о метрических резьбах ISO и конкретных посадках можно найти в любом обновленном справочнике инженера или справочнике механика.
ИНСТРУМЕНТ ДЛЯ НАРЕЗКИ РЕЗЬБЫ
Нарезание V-образной резьбы с углом резьбы 60 градусов является наиболее распространенной операцией нарезания резьбы, выполняемой на токарном станке. V-образная резьба с углом 60 градусов используется для нарезания метрической резьбы, а также для американской (национальной) резьбы и унифицированной резьбы. Чтобы правильно нарезать V-образную резьбу, однолезвийный резец должен быть отшлифован для точной формы формы резьбы, включая основание резьбы (Рисунок 7-75).
Для метрических и американских (национальных) форм резьбы плоскость должна быть отшлифована в точке наконечника инструмента (рис. 7-76), перпендикулярно центральной линии угла резьбы 600. См. таблицу формы резьбы для соответствующей резьбы, чтобы определить ширину Sat. Для унифицированных форм резьбы кончик насадки инструмента должен быть заточен с радиусом, соответствующим размеру основания резьбы. Внутренние унифицированные резьбы имеют лыску на кончике резца. Для всех резьб, перечисленных выше, резец должен быть заточен с достаточным боковым задним углом и достаточным передним задним углом (Рисунок 7-76). На рис. 7-77 показаны правильные этапы заточки резьбонарезного инструмента.
Для червячной резьбы Acme и 29° режущее долото должно быть заточено, чтобы образовался угол при вершине 29°. Боковые зазоры должны быть достаточными для предотвращения трения о резьбу с крутым шагом. Затем конец сверла затачивается до плоской поверхности, которая соответствует ширине корня для конкретного разрезаемого шага. Имеются резьбонарезные калибры (рис. 7-78), которые упрощают процедуру и делают ненужными вычисления.
Для нарезания квадратной резьбы требуется специальная насадка для обрезки резьбы. Прежде чем можно будет заточить квадратную насадку для нарезки резьбы, необходимо рассчитать угол наклона нарезаемой резьбы (рис. 7-79).). Вычислите угол винтовой линии, нарисовав линию, равную длине окружности резьбы на ее меньшем диаметре (это достигается путем умножения меньшего диаметра на 3,1416 [pi]). Далее проведите линию, перпендикулярную и на одном конце первой линии, равную по длине шагу нити. Если винт должен иметь одинарную резьбу, шаг будет равен шагу. Соедините концы образованного таким образом угла, чтобы получить угол спирали.
Бит инструмента должен быть заточен под углом спирали. Углы зазора для сторон должны быть в пределах угла винтовой линии. Обратите внимание, что стороны также притерты к хвостовику, чтобы обеспечить дополнительный зазор.
Конец инструмента должен быть отшлифован плоско, плоскость должна быть равна половине шага резьбы, чтобы получить равные лыски и зазоры на резьбовой части.
Размещая насадку для нарезки резьбы для использования, располагайте ее точно на одной горизонтальной линии с осью заготовки. Это особенно важно для насадок для нарезания резьбы, поскольку небольшое изменение вертикального положения насадки изменит угол нарезки резьбы.
Резьбонарезная насадка должна располагаться так, чтобы центральная линия угла резьбы, заточенного на насадке, была точно перпендикулярна оси заготовки. Самый простой способ сделать это выравнивание — использовать центрометр. Центрометр позволит проверить угол при вершине одновременно с выравниванием. Центровочный калибр прижимается к заготовке, а фреза настраивается на стойке инструмента так, чтобы ее острие плотно совпадало с пазом под углом 60° на центральном калибре (Рисунок 7-80).
При нарезании резьбы на токарном станке шаг резьбы или количество получаемых витков резьбы на дюйм определяется соотношением скоростей шпинделя передней бабки и ходового винта, который приводит в движение каретку. Токарные станки, оборудованные для нарезания резьбы, имеют зубчатые передачи для изменения скорости ходового винта. Современные токарные станки имеют быстросменный редуктор для изменения отношения ходового винта к шпинделю, так что оператору нужно только следовать инструкциям на направляющих пластинах токарного станка, чтобы установить правильную подачу для получения желаемого количества витков на дюйм. После установки определенного количества витков на дюйм скорость шпинделя можно изменять в зависимости от разрезаемого материала и размера заготовки, не влияя на количество витков на дюйм.
Каретка соединяется с ходовым винтом токарного станка для нарезания резьбы зацеплением полугайки на фартуке каретки с ходовым винтом. Доступно управление для изменения направления ходового винта для левой или правой резьбы по желанию. Убедитесь, что ходовой винт вращается в правильном направлении. Подавайте фрезу справа налево, чтобы получить правую резьбу. Подавайте фрезу слева направо, чтобы получить левую резьбу.
Направление подачи. Для нарезания стандартных 60° правых резьб острого V-образного типа, таких как метрическая форма, американская (национальная) форма и унифицированная форма, насадку инструмента следует вводить под углом 29°.° вправо (Рисунок 7-81). (Установите угол 29° влево для левой резьбы). Нарезание резьбы составным остатком под таким углом позволяет левой стороне насадки выполнять большую часть нарезания, таким образом снимая некоторую нагрузку и создавая свободное закручивание стружки. Направление контролируется установкой составного упора под углом 29° перед регулировкой фрезы перпендикулярно оси заготовки. Затем глубина резания регулируется рукояткой подачи комбинированного остатка.
Для Акме и 29° червячной резьбы, составной упор устанавливается на половину прилежащего угла (14 1/2°) и подается вместе с составным упором. Для квадратных резьб фреза вводится в заготовку под углом, перпендикулярным оси заготовки.
ОПЕРАЦИИ НАРЕЗАНИЯ РЕЗЬБЫ
Перед нарезанием резьбы отверните заготовку на больший диаметр нарезаемой резьбы и снимите фаску на конце. В справочниках инженеров и слесарей есть специальные таблицы с указанием рекомендуемых больших и малых диаметров для всех форм резьбы. В этих таблицах указаны минимальный и максимальный наружный диаметр наружной резьбы, а также минимальный и максимальный вспомогательный диаметр внутренней резьбы. В Таблице 7-10 в Приложении A перечислены наиболее распространенные размеры винтовой резьбы. Разница между максимальным и минимальным наружным диаметром варьируется в зависимости от размера резьбы. У грубых нитей разница между ними больше, чем у тонких. Общепринятой практикой при обработке резьбы на токарном станке является уменьшение внешнего диаметра до максимального основного диаметра вместо минимального основного диаметра, что допускает любую ошибку.
Заготовка может быть установлена в патроне, в цанге или между центрами. Если необходимо нарезать длинную резьбу, необходимо использовать люнет или другую опору, чтобы уменьшить вероятность изгиба заготовки. Скорость токарного станка устанавливается для рекомендуемой скорости нарезания резьбы (Таблица 7-2 в Приложении A).
Чтобы нарезать резьбу, переместите насадку резьбонарезного инструмента в контакт с заготовкой и обнулите шкалу составного остатка. Резьбонарезной инструмент должен быть установлен в правом конце работы; затем переместите резец на первую глубину резания, используя градуированное кольцо составного упора. Расположите рычаг полугайки каретки, чтобы зацепить полугайку с ходовым винтом, чтобы начать операцию нарезания резьбы. Первый разрез должен быть надрезом не более 0,003 дюйма, чтобы можно было проверить шаг. Зацепление полугайки с ходовым винтом приводит к перемещению каретки при вращении ходового винта. Нарежьте резьбу, сделав серию надрезов, в которых инструмент для нарезания резьбы следует исходной канавке для каждого надреза. Используйте шкалу нарезки резьбы, рис. 7-82, чтобы определить, когда следует навинтить полугайку, чтобы инструмент для нарезания резьбы двигался правильно. Циферблат прикреплен к каретке и приводится в движение с помощью ходового винта. Следуйте указаниям шкалы нарезки резьбы, Рисунок 7-83, чтобы определить, когда задействовать рычаг полугайки.
После выполнения первого прохода проверьте правильный шаг резьбы, используя один из трех методов, показанных на рис. 7-84. После каждого прохода резьбонарезной насадки оператор должен перемещать резьбонарезную насадку из резьбового паза, выдвигая рукоятку составного упора, принимая во внимание настройку. Переместите каретку обратно к началу резьбы и переместите шкалу составного упора обратно в исходное положение плюс новую глубину резания. В конце каждого разреза рычаг полугайки обычно отключается, и каретка возвращается вручную. (Диапазон поперечного скольжения также можно использовать для перемещения насадки инструмента внутрь и наружу, в зависимости от предпочтений оператора.)
После нарезания первой глубины резьбы проверьте правильный шаг резьбы, используя один из трех методов, показанных на рис. 7-84. Если шаг резьбы соответствует установленному в быстросменном редукторе, продолжайте нарезать резьбу до необходимой глубины. Это определяется путем измерения делительного диаметра и проверки в справочной таблице правильных пределов делительного диаметра для желаемой посадки.
Некоторые токарные станки оснащены стопором нарезки резьбы, прикрепленным болтами к каретке, который можно настроить на регулировку глубины резания для каждого прохода фрезы или на общую глубину нарезки резьбы.
Когда нить обрезана, конец должен быть каким-то образом обработан. Наиболее распространенный способ отделки конца — это специально заточенная или угловая режущая насадка под углом 45 градусов. Для получения закругленного конца необходимо специально заточить фрезу нужной формы.
Операции по нарезанию метрической резьбы
Метрическая резьба нарезается одним из двух способов с помощью токарного станка, спроектированного и оборудованного для метрических измерений, или с использованием стандартного дюймового токарного станка и преобразования его операции в нарезание метрической резьбы. Токарный станок с метрическими измерениями имеет быстросменный редуктор, используемый для установки правильного шага винта в миллиметрах. Токарный станок с дюймовой конструкцией необходимо переоборудовать для нарезания метрической резьбы путем переключения передач в передней бабке токарного станка в соответствии с указаниями, прилагаемыми к каждому токарному станку.
Большинство токарных станков оснащены набором сменных шестерен для нарезания различной или нестандартной резьбы. Следуйте указаниям в руководстве по эксплуатации токарного станка для установки правильного метрического шага. (На переднюю бабку токарного станка может быть прикреплена табличка с метрическими данными.) Большинство токарных станков имеют возможность быстро прикрепить эти сменные шестерни поверх существующих шестерен, а затем перенастроить зубчатую передачу. Одна шестерня переключения необходима для шестерни ходового винта и одна для шпинделя или ведущей шестерни.
Диаметр и шаг метрической резьбы можно легко измерить с помощью метрического измерительного инструмента. Если нет доступных метрических измерительных инструментов, шаг и диаметр необходимо преобразовать из миллиметров в дюймовые измерения, а затем можно использовать дюймовый микрометр и измерительные инструменты для определения правильного шага и диаметра. Миллиметры можно преобразовать в дюймы либо путем деления миллиметров на 25,4 дюйма, либо путем умножения на 0,039. 37 дюймов.
Например, резьба с обозначением M20 x 2,5 6g/6h читается так: М обозначает, что резьба метрическая. 20 обозначает основной диаметр в миллиметрах. 2,5 обозначает линейный шаг в миллиметрах. 6g/6h означает, что между гайкой и болтом предусмотрена посадка общего назначения. Поэтому, чтобы обработать эту метрическую резьбу на токарном станке с дюймовой конструкцией, преобразуйте наружный диаметр в миллиметрах в десятичные доли дюйма и обработайте главный диаметр до желаемого измерения диаметра. Преобразуйте линейный шаг в миллиметрах в количество витков на дюйм, разделив линейный шаг 2,5 на 25,4, чтобы получить число витков на дюйм (10,16 TPI).
В настоящее время. микрометр резьбы 8-13 TPI можно использовать для измерения среднего диаметра этой метрической резьбы.
Подводя итог, как преобразовать метрическую резьбу в дюймовую меру:
- Преобразование большого диаметра из миллиметров в дюймовую меру.
- Преобразование шага и делительного диаметра в дюймовую меру.
- Установите быстросменные шестерни в соответствии с инструкциями.
Настройте токарный станок для нарезания резьбы, как описано в предыдущих пунктах о нарезании резьбы. Сделайте легкий пробный пропил и проверьте правильность шага резьбы с помощью метрического калибра. В конце этого пробного прохода и любого прохода при нарезании метрической резьбы выключите токарный станок и извлеките резец из заготовки, не расцепляя полугайку-рычаг. Никогда не отпускайте рычаг до тех пор, пока метрическая резьба не будет нарезана до нужного диаметра шага, в противном случае насадку инструмента придется отрегулировать и установить для закручивания резьбы.
После извлечения насадки инструмента из заготовки переместите насадку инструмента обратно в исходную точку, изменив направление шпинделя токарного станка на противоположное, оставив рычаг полугайки включенным. Если нарезается правильный шаг, продолжайте нарезать резьбу до нужной глубины.
ПРИМЕЧАНИЕ: Если насадку инструмента необходимо переустановить и загнать в резьбу из-за расцепления рычага полугайки или необходимости снять деталь и начать заново, то токарный станок необходимо переустановить для нарезания резьбы. Запустите токарный станок, отодвинув резец от заготовки, включите рычаг. Позвольте каретке двигаться до тех пор, пока резец не окажется напротив какой-либо части незавершенной резьбы; а затем выключите токарный станок, оставив включенным. Теперь насадку инструмента можно установить обратно в канавку резьбы, переместив поперечный суппорт и опорную точку. Перезапустите токарный станок, и резец должен следовать по ранее прорезанной канавке, пока рычаг полугайки остается в зацеплении.
КОНИЧЕСКАЯ РЕЗЬБА
Коническую резьбу или трубную резьбу можно нарезать на токарном станке, установив заднюю бабку или используя конусную насадку. Обратитесь к справочным материалам по конусности на дюйм и номинальным размерам конических форм резьбы. При нарезании конической резьбы насадку инструмента следует устанавливать под прямым углом к оси заготовки. Не устанавливайте насадку инструмента под прямым углом к конусу резьбы. Перед нарезкой тщательно проверьте резьбовой инструмент на наличие зазоров, так как насадка не будет входить в заготовку под прямым углом к конической поверхности заготовки.
ИЗМЕРЕНИЕ НАРУЖНОЙ V-ОБРАЗНОЙ ВИНТОВОЙ РЕЗЬБЫ
Посадка резьбы определяется ее делительным диаметром. Делительный диаметр — это диаметр резьбы в воображаемой точке резьбы, где ширина пространства и ширина резьбы равны. Тот факт, что сопрягаемые детали опираются на эту точку или угол резьбы, а не на ее вершину, делает средний диаметр важным параметром для измерения резьбы.
Резьбовой микрометр (рис. 7-85) — это инструмент, используемый для измерения резьбы по делительному диаметру. Наковальня имеет V-образную форму и подходит для V-образной резьбы. Шпиндель или подвижная точка имеет конусообразную форму (указанный буквой V), чтобы помещаться между резьбами. Поскольку наковальня и шпиндель соприкасаются со сторонами резьбы, средний диаметр измеряется, а показания даются на втулке и шпинделе, где их может прочитать оператор.
Микрометры резьбы отмечены на раме, чтобы указать диаметр шага, который микрометр используется для измерения. Например, один будет иметь маркировку от 8 до 13 витков на дюйм, а другой — от 14 до 20, от 22 до 30 или от 32 до 40; микрометры с метрической резьбой также доступны в различных размерах.
Процедура проверки резьбы состоит в том, чтобы сначала выбрать правильный микрометр, а затем рассчитать или выбрать из таблицы резьб правильный диаметр шага винта. Наконец, вставьте нить в микрометр и снимите показания.
Трехпроволочный метод — это еще один метод измерения шага резьбы для резьбы American National (60 градусов) и Unified. Он считается «лучшим» методом чрезвычайно точного измерения. В приложении А показаны три проволоки правильного диаметра, помещенные в резьбу с микрометром, измеряющим их. Диаметр шага можно найти, вычитая константу провода из измеренного расстояния по проводам. Легко видеть, что этот метод зависит от использования «лучшей» проволоки для шага резьбы. «Лучшая» проволока — это проволока такого размера, которая касается нити в середине наклонных сторон. другими словами, на делительном диаметре. Формула, по которой можно найти проволоку надлежащего размера, выглядит следующим образом: Разделите постоянную 0,57735 на количество нитей на дюйм, которые нужно нарезать. Если. например, если было нарезано 8 витков на дюйм, мы рассчитали бы 0,57735 8 = 0,072. Диаметр проволоки, используемой для измерения 8-шаговой резьбы, составляет 0,072.
Проволоки, используемые в трехпроволочном методе, должны быть закалены и шлифованы стальными проволоками. они должны быть в три раза более точными, чем точность, необходимая при измерении резьбы. Бюро стандартов указало точность 0,0002 дюйма. Предлагаемая процедура измерения резьбы следующая:
После того, как три проволоки одинакового диаметра были выбраны с использованием приведенной выше формулы, они располагаются в канавках резьбы, как показано в Приложении А. Затем наковальня и шпиндель обычного микрометра помещаются напротив трех проволок и снимаются показания. Чтобы определить, какими должны быть показания микрометра, если резьба имеет правильный размер отделки. используйте следующую формулу (для измерения резьбы Unified National Coarse): к диаметру винта прибавьте тройной диаметр проволоки; из суммы вычесть частное, полученное делением константы 1,5155 на количество нитей на дюйм. Написано кратко, формула такова:
| Где м | = | микрометрическое измерение по проводам, |
Д | = | диаметр резьбы, |
нет | = | количество витков на дюйм, |
Вт | = | диаметр используемой проволоки |
Пример: Определите m (измерение по проволокам) для 1/2-дюймовой резьбы UNC с шагом 12. Мы будем решать следующим образом:
| где W | = | 0,04811 дюйма |
Д | = | 0,500 дюйма |
нет | = | 12 |
Затем м | = | |
| ||
м | = | (0,500 + 0,14433) — 0,1263 |
| ||
м | = | 0,51803 дюйма (микрометр) |
При измерении резьбы Unified National Fine используются тот же метод и формула. При измерении по проводам не следует применять слишком большое давление.
Метрическую резьбу также можно проверить трехпроволочным методом, используя различные числовые значения в формуле. Трехпроволочные резьбы метрических размеров для этого метода должны иметь угол 60°.
| М | = | ФД+ ХПД = М-К |
| ||
М | = | измерение по проводам |
ПД | = | Делительный диаметр |
С | = | Константа N (см. |
«Наилучший» размер провода можно найти, переведя дюймовые размеры в метрические или воспользовавшись Таблицей 7-11 в Приложении A.
Для проверки резьбы необходимо использовать оптический компаратор, если требуемый допуск меньше 0,001 дюйма (0,02 мм). Этот тип измерения резьбы обычно используется в промышленных мастерских, выполняющих производственные работы.
НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ
Внутренняя резьба нарезается в гайках и отливках так же, как и наружная резьба. При отсутствии ручного метчика для нарезания внутренней резьбы ее необходимо обработать на токарном станке.
Операция нарезания внутренней резьбы обычно следует за операцией растачивания и сверления, поэтому оператор станка должен знать процедуры сверления и расточки, прежде чем пытаться нарезать внутреннюю резьбу. Тот же держатель, что и для растачивания, можно использовать для удержания насадки для нарезания внутренней резьбы. Скорость токарного станка такая же, как и скорость нарезания наружной резьбы.
Чтобы предотвратить трение, зазор между хвостовиком фрезы и расточной оправкой должен быть больше при нарезании резьбы, чем при прямолинейном растачивании, из-за необходимости отодвигать долото от резьбы при возврате долота вправо после каждого резания.
Составной упор должен быть установлен под углом 29° к седлу, чтобы фреза после каждого реза подавалась в сторону оператора и влево от него.
Хотя установка, показанная на рис. 7-86, была бы непрактичной на очень больших токарных станках, она обеспечивает определенную степень безопасности на станках обычных размеров, располагая составной шариковый кривошип вдали от любого удерживающего устройства, которое будет использоваться на токарном станке, устраняя возможность контакта рук оператора или составного упора с вращающимся шпинделем и удерживающими устройствами.
Нарезание левой резьбы 60°. Левая резьба используется в некоторых случаях, когда правая резьба невозможна, например, на левой стороне шлифовального станка, где гайка может ослабнуть из-за вращения шпинделя. Левая резьба нарезается так же, как и правая, с некоторыми изменениями. Установите рычаг направления подачи так, чтобы каретка двигалась вправо, что будет означать, что ходовой винт вращается в направлении, противоположном направлению, используемому для правой резьбы. Установите составной упор 29° слева от перпендикуляра. Вырежьте канавку на левом конце резьбовой секции, чтобы обеспечить зазор для запуска режущего инструмента (см. Рисунок 7-87). Режьте слева направо, пока не будет достигнут правильный размер шага.
НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ ACME
Первым шагом является заточка инструмента для нарезания резьбы, чтобы он соответствовал внутреннему углу резьбы 29°. Инструмент сначала затачивают до точки, при этом стороны инструмента образуют прилежащий угол 29° (Рисунок 7-88). Этот угол можно проверить, поместив инструмент в прорезь на правом конце резьбомера Acme.
Если калибр недоступен, ширина вершины резца инструмента может быть рассчитана по формуле:
Ширина вершины = 0,3707P — 0,0052 дюйма
Где P = количество витков на дюйм
Обязательно затачивайте этот инструмент с достаточным боковым зазором, чтобы он мог резать. В зависимости от количества витков резьбы на дюйм, которое необходимо нарезать, острие инструмента шлифуется, чтобы войти в прорезь на резьбовом измерителе Acme, отмеченном количеством витков на дюйм, которое инструмент должен нарезать. Размер лыски на вершине инструмента будет варьироваться в зависимости от обрабатываемой резьбы на дюйм.
После заточки инструмента установите составной упор на половину прилежащего угла резьбы (14 1/2°) справа от вертикальной осевой линии станка (Рисунок 7-89). Установите инструмент в держатель или инструментальную стойку так, чтобы верхняя часть инструмента находилась на оси или центральной линии заготовки. Инструмент устанавливается точно на работу с помощью резьбового калибра Acme. Эта резьба нарезается с использованием комбикорма. Глубина, на которую вы подаете составную остатку для получения общей глубины резьбы, определяется по формуле, приведенной и показанной в Таблице 7-9.в Приложении A. Остальная часть операции нарезания резьбы Acme аналогична ранее описанной операции V-образной резьбы. Составной остаток следует вводить в работу только на 0,002–0,003 дюйма за проход до тех пор, пока не будет достигнута желаемая глубина резьбы.
Формулы, используемые для расчета глубины резьбы Acme, приведены в Таблице 7-9 в Приложении A. Для измерения точности резьбы можно использовать метод с одной проволокой (Рисунок 7-90). Одиночная проволока или стержень нужного диаметра помещается в канавку с резьбой и измеряется микрометром. Резьба имеет правильный размер, если показания микрометра на проволоке совпадают с большим диаметром резьбы, а проволока плотно вставлена в канавку резьбы. Диаметр используемой проволоки можно рассчитать по следующей формуле:
Диаметр проволоки = 0,4872 x шаг
Таким образом, если нарезается 6 витков на дюйм, размер проволоки будет:
0,4872 x 1/6 = 0,081 дюйма
Нарезание червячной резьбы 29° (Браун и Шарп). Инструмент, используемый для нарезания резьбы червяка 29°, будет похож на инструмент для нарезания резьбы Acme, но немного длиннее с другим наконечником. Используйте Таблицу 7-9 в Приложении A для расчета длины насадки и ширины наконечника. Нарезка выполняется так же, как нарезка нити Acme.
НАРЕЗАНИЕ КВАДРАТНОЙ РЕЗЬБЫ
Благодаря своей конструкции и прочности квадратная резьба используется для винтов с тисками, домкратов и других устройств, где требуется максимальная передача усилия. Все поверхности квадратной формы резьбы расположены под прямым углом друг к другу, а стороны перпендикулярны центральной оси резьбовой части. Глубина, ширина гребня и корня имеют равные размеры. Поскольку площади контакта относительно малы и не заклинивают друг друга, трение между соответствующими нитями сводится к минимуму. Этот факт объясняет, почему для передачи энергии используются квадратные резьбы.
Прежде чем можно будет заточить инструмент для нарезания квадратной резьбы, необходимо сначала определить угол подъема резьбы. Стороны инструмента для нарезания квадратной резьбы должны соответствовать углу подъема резьбы (Рисунок 7-79).
Для нарезания резьбы режущая кромка инструмента должна быть заточена до ширины, равной половине шага резьбы. Для нарезания гайки он должен быть на 0,001–0,003 дюйма больше, чтобы гайка могла свободно насаживаться на винт.
Нарезка квадратной формы резьбы представляет некоторую сложность. Хотя она и квадратная, эта нить, как и любая другая, идет в виде спирали и, таким образом, предполагает небольшой изгиб. Некоторые операторы предпочитают производить эту резьбу в два прохода: первый — узким инструментом на всю глубину, а второй — заточенным по размеру инструментом. Эта процедура снижает давление резания на носик инструмента и может предотвратить пружинение заготовки. Операция нарезания квадратной резьбы отличается от нарезания резьбы, описанной ранее, тем, что составной упор устанавливается параллельно оси заготовки, а подача осуществляется только с поперечной подачей. Поперечная подача подается только на 0,002 дюйма или 0,003 дюйма за проход. Чистовая глубина резьбы определяется по формуле.
Глубина = 1/2P
Ширина вершины инструмента также определяется по этой формуле и будет зависеть от количества обрабатываемых витков резьбы на дюйм. Измеряется микрометром, так как калибров с квадратной резьбой нет.
Если вы являетесь автором приведенного выше текста и не согласны делиться своими знаниями в целях обучения, исследований и научных исследований (для добросовестного использования, как указано в законе об авторских правах США), отправьте нам электронное письмо, и мы быстро удалит ваш текст.
Добросовестное использование — это ограничение и исключение исключительного права, предоставленного авторским правом автору творческого произведения. В законе США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные репортажи, исследования, обучение, библиотечное архивирование и стипендию.
